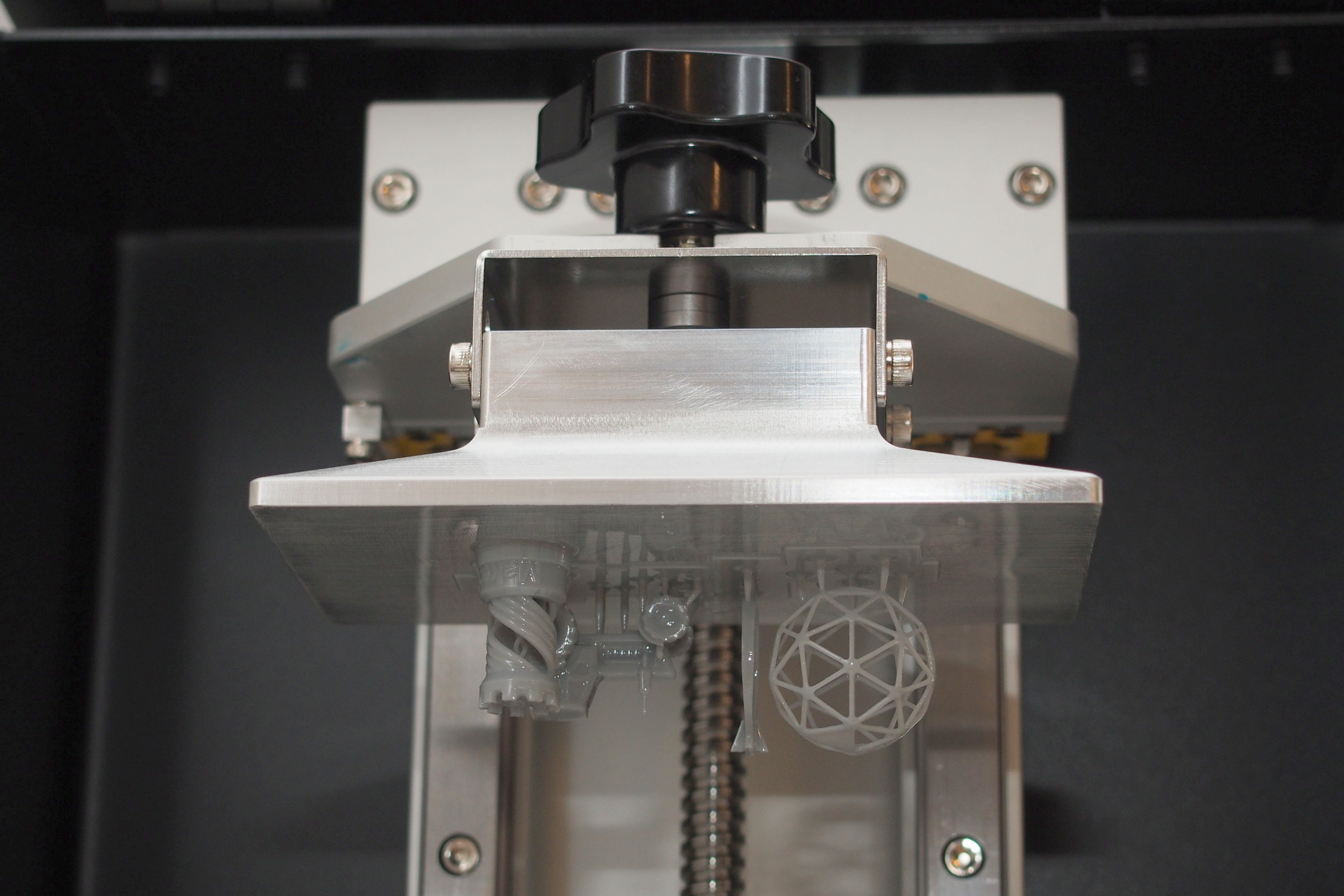
Régóta esedékes ez a blog bejegyzés, az elmúlt 1-2 hónapban többször is tesztelgettem az új Phrozen Shuffle 4K nyomtatót. Mit is tud ez a gép? Nos, a standard 120 x 68mm-es nyomtatási alapterület itt is adott, viszont egy 4K-s felbontású (3840 x 2160) kijelzővel. Ez egy megdöbbentően kicsi, 31 µm-os képpont átmérőt jelent (ami megfelel egy hajszál vastagságának, tehát elméletben hajszálakat is lehetne nyomtatni állítva, bár ez nyílván nem működne a valóságban, hiszen ilyen vékony rész könnyen torzulna).
A nyomtatót a Phrozen cég első sorban ékszerészeknek ajánlja, talán itt jön ki igazán a nagyobb felbontás előnye, de természetesen ez más jellegű nyomatoknál sem okoz semmilyen hátrányt. :)
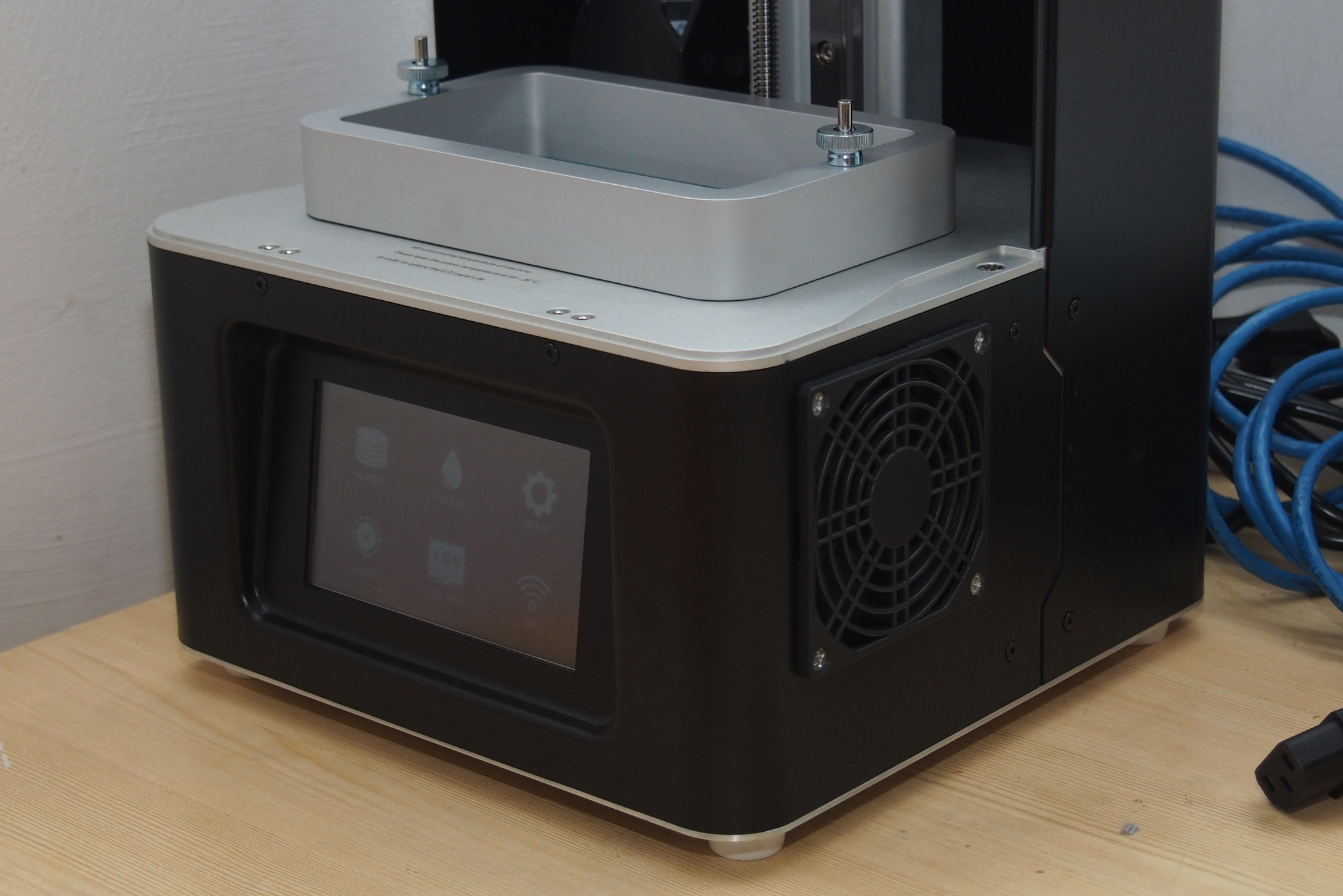
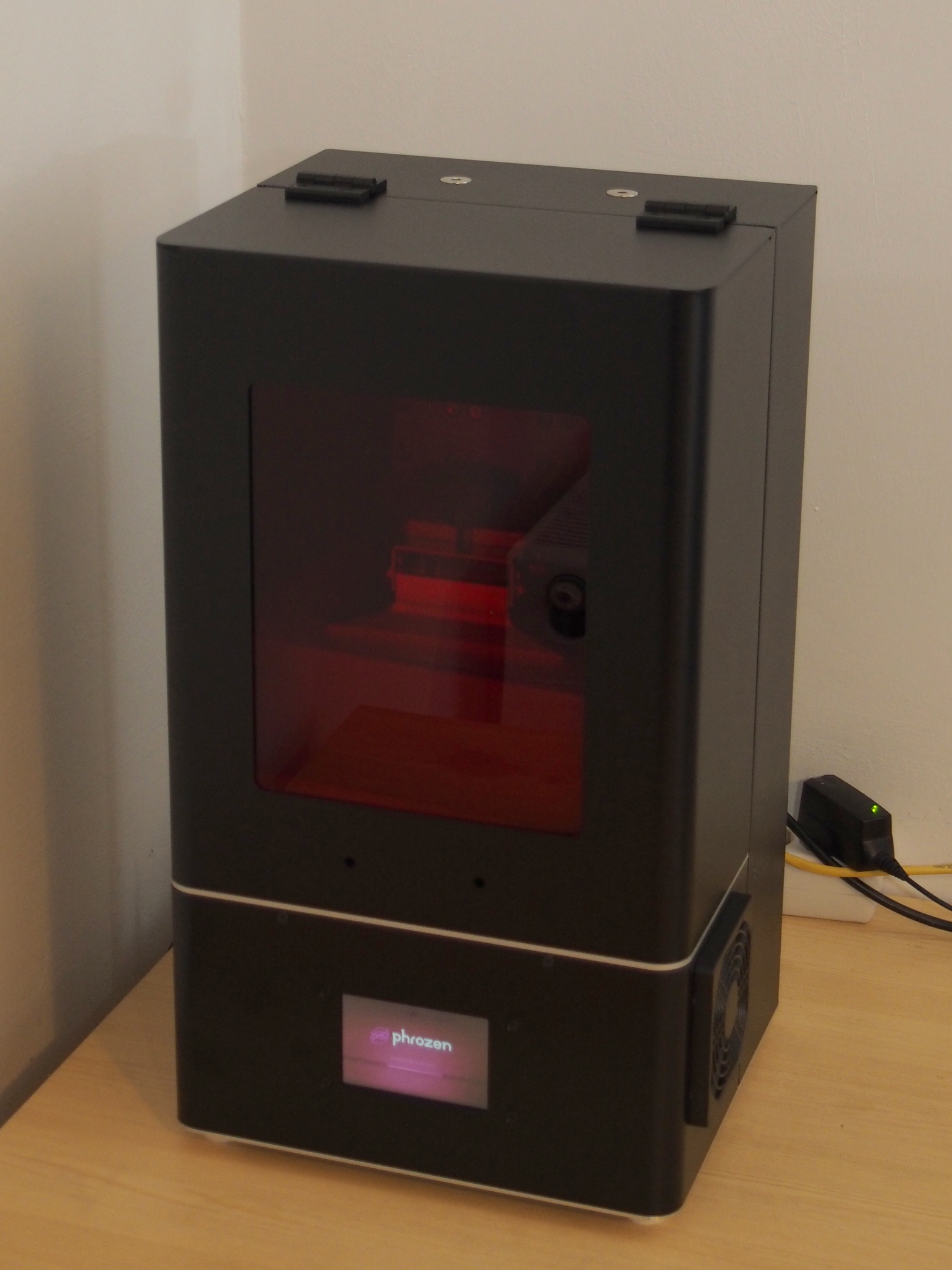
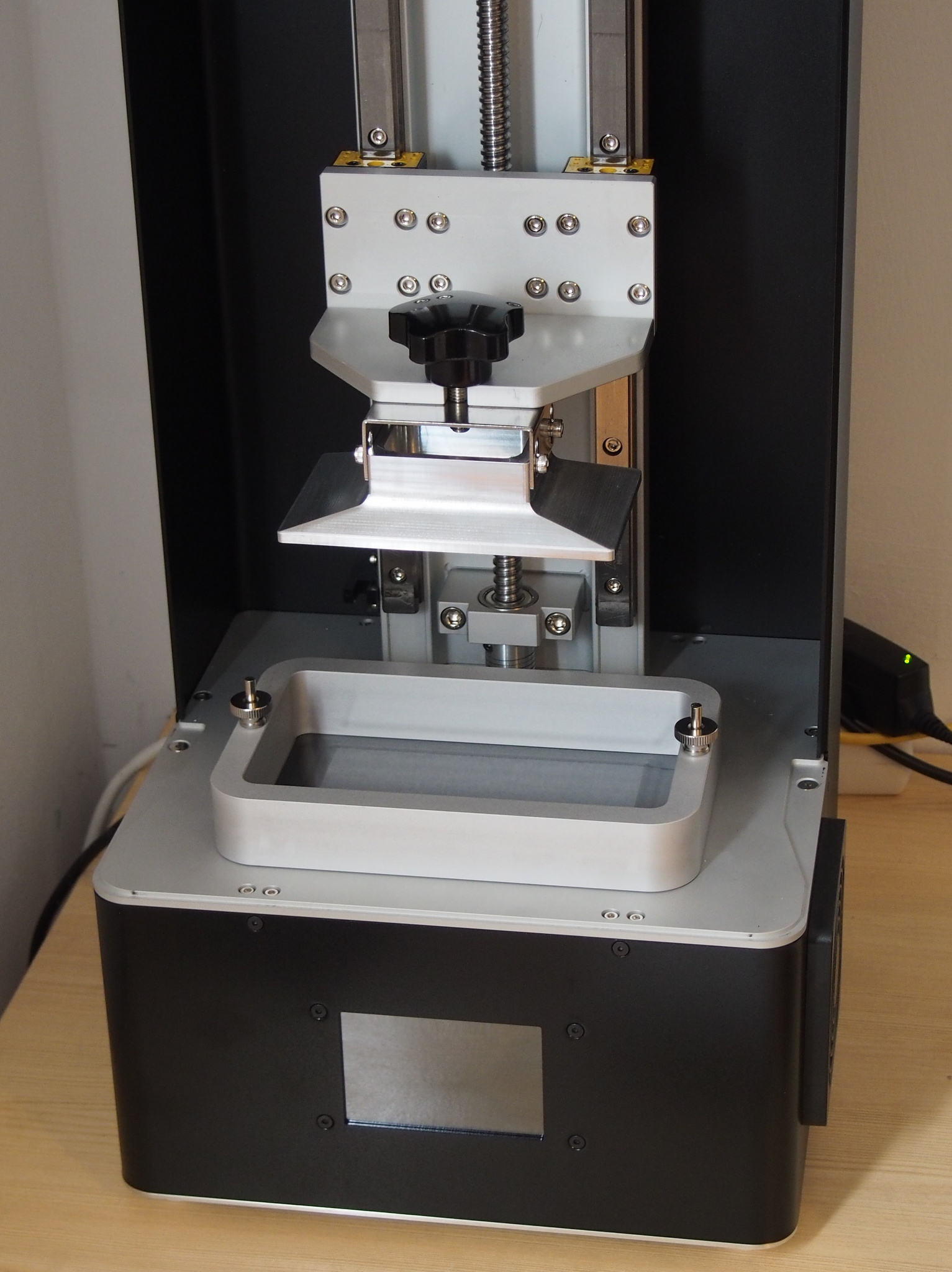
Hogy néz ki a gép? A Shuffle 4K a Phrozen új generációs vázára épít és az új saját, Phrozen OS operációs rendszerre, ami az érintőképernyőn is felhasználóbarátabb kezelést tesz lehetővé, illetve saját webes kezelőfelülete is van. Wifi modult is adnak a géphez, tehát még hálókábel sem kell hozzá, az érintőképernyőn konfigurálható a wifi kapcsolat.
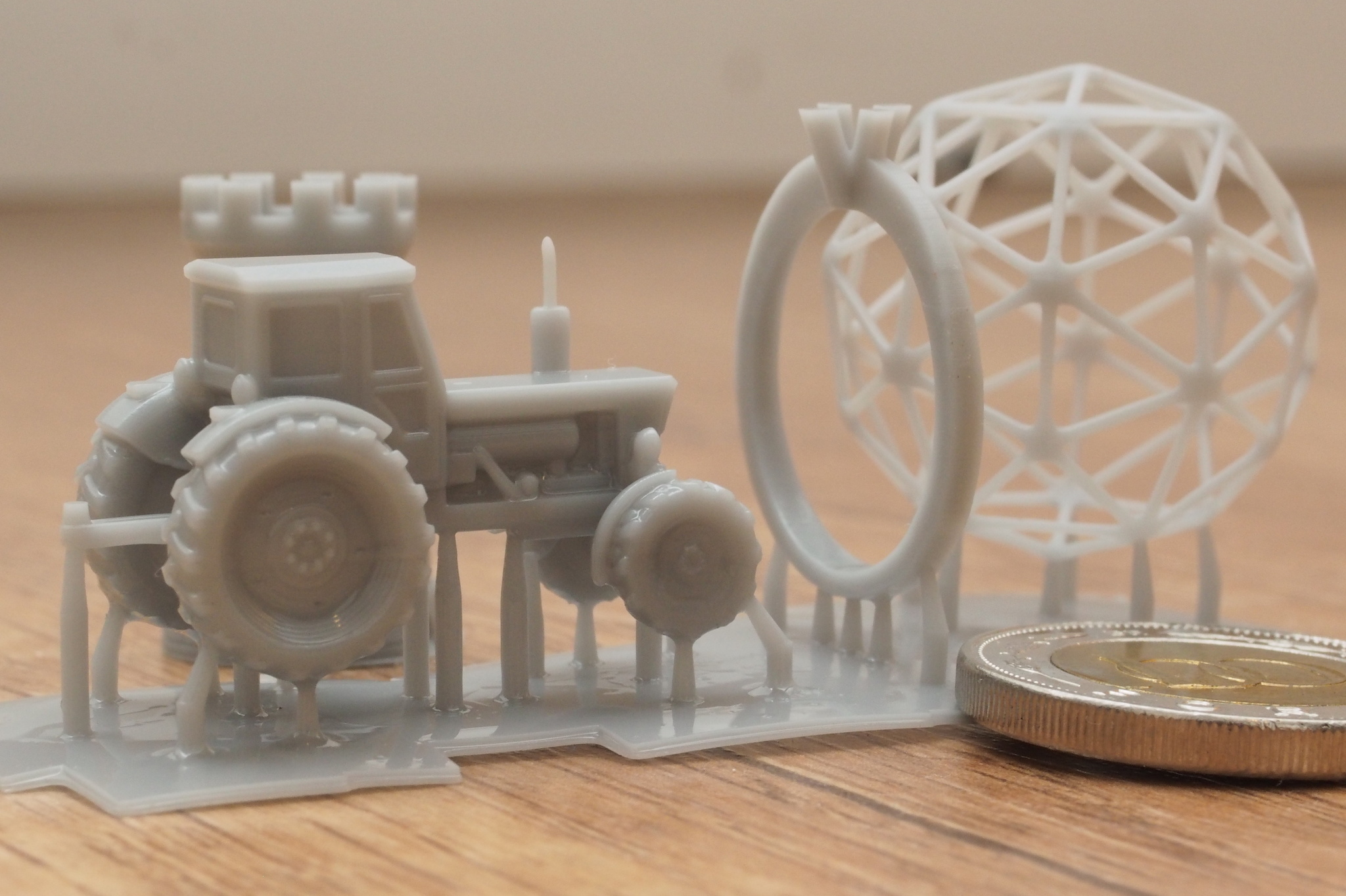
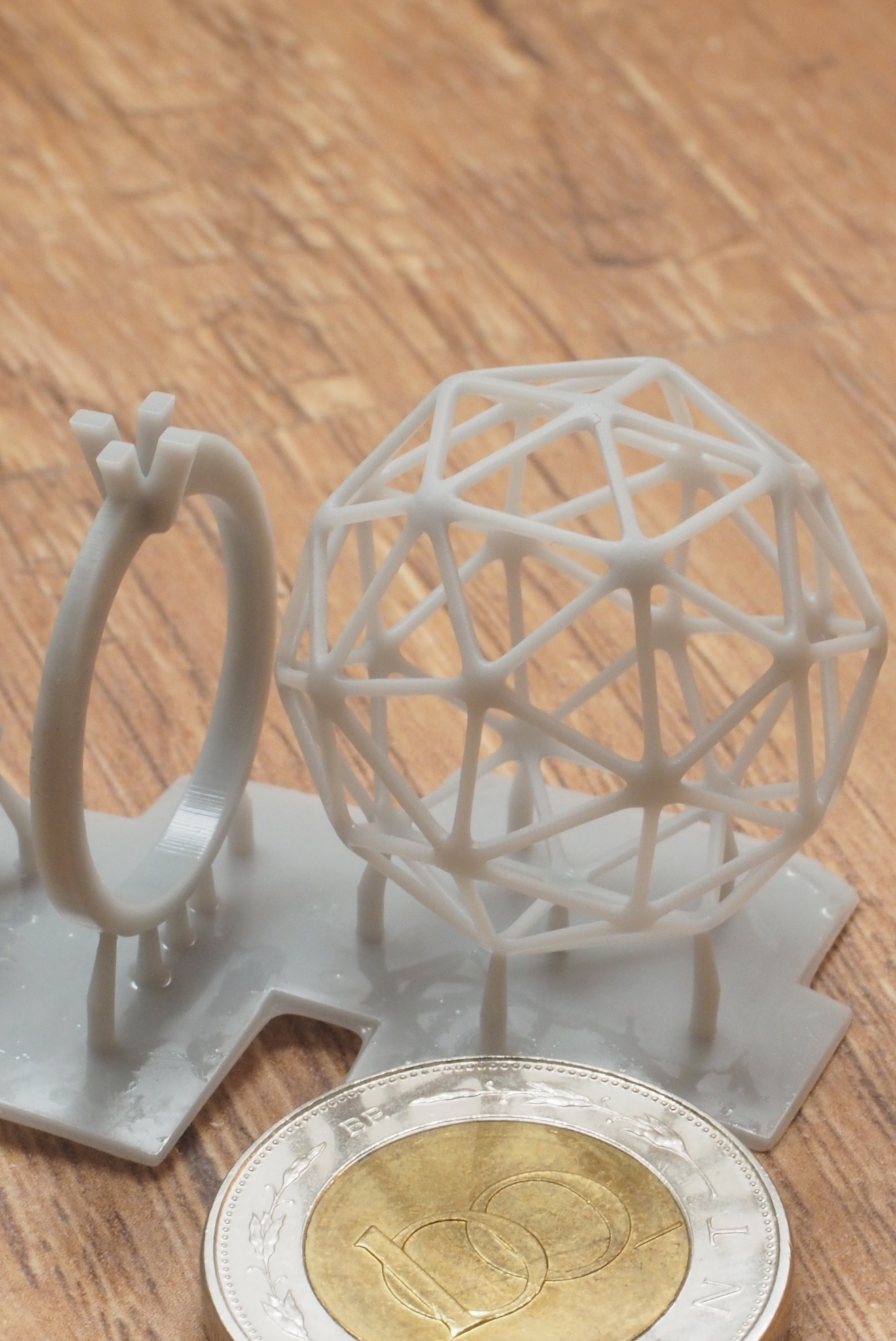
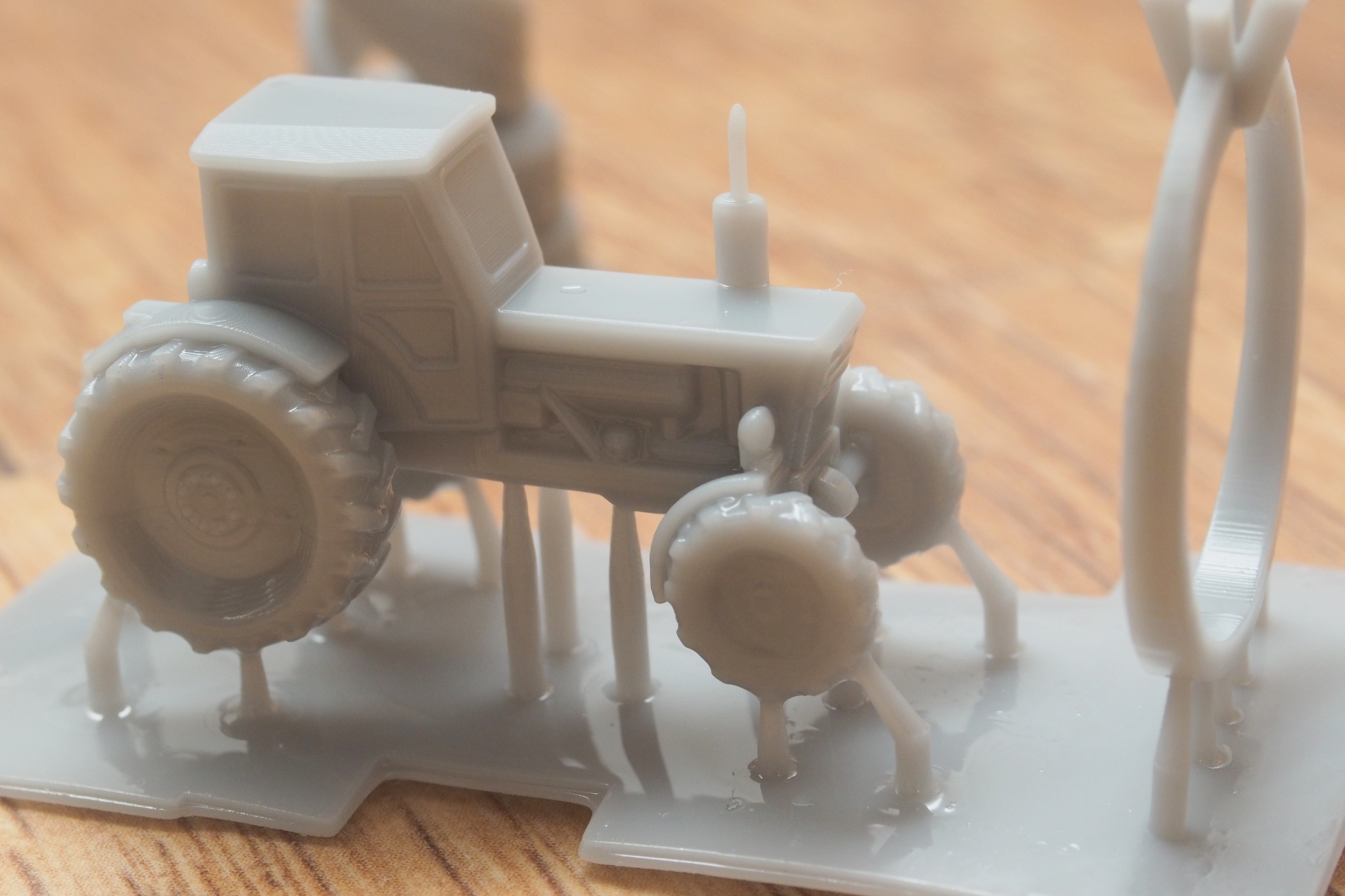
És akkor az igazság pillanata, a nyomtatások, először Bluecast EcoGray gyantával (30 mikronos rétegvastagsággal):
Majd pedig Anycubic Eco gyantával (50 és 30 mikronos nyomatok):
A nyomatok nyomtatási minősége nagyon meggyőző, bár teljesen őszintén olyan nagyon nagy különbséget én nem vettem észre, bár ez annak is köszönhető, hogy már a sima Shuffle nyomtató is nagyon szépen nyomtat. Viszont el tudok képzelni olyan helyzetet, főleg ékszerészetben, ahol jól jöhet a nagyobb X/Y irányú felbontás, illetve esetleg nagyon kis méretarányú (TT, N) makettek nyomtatásánál.
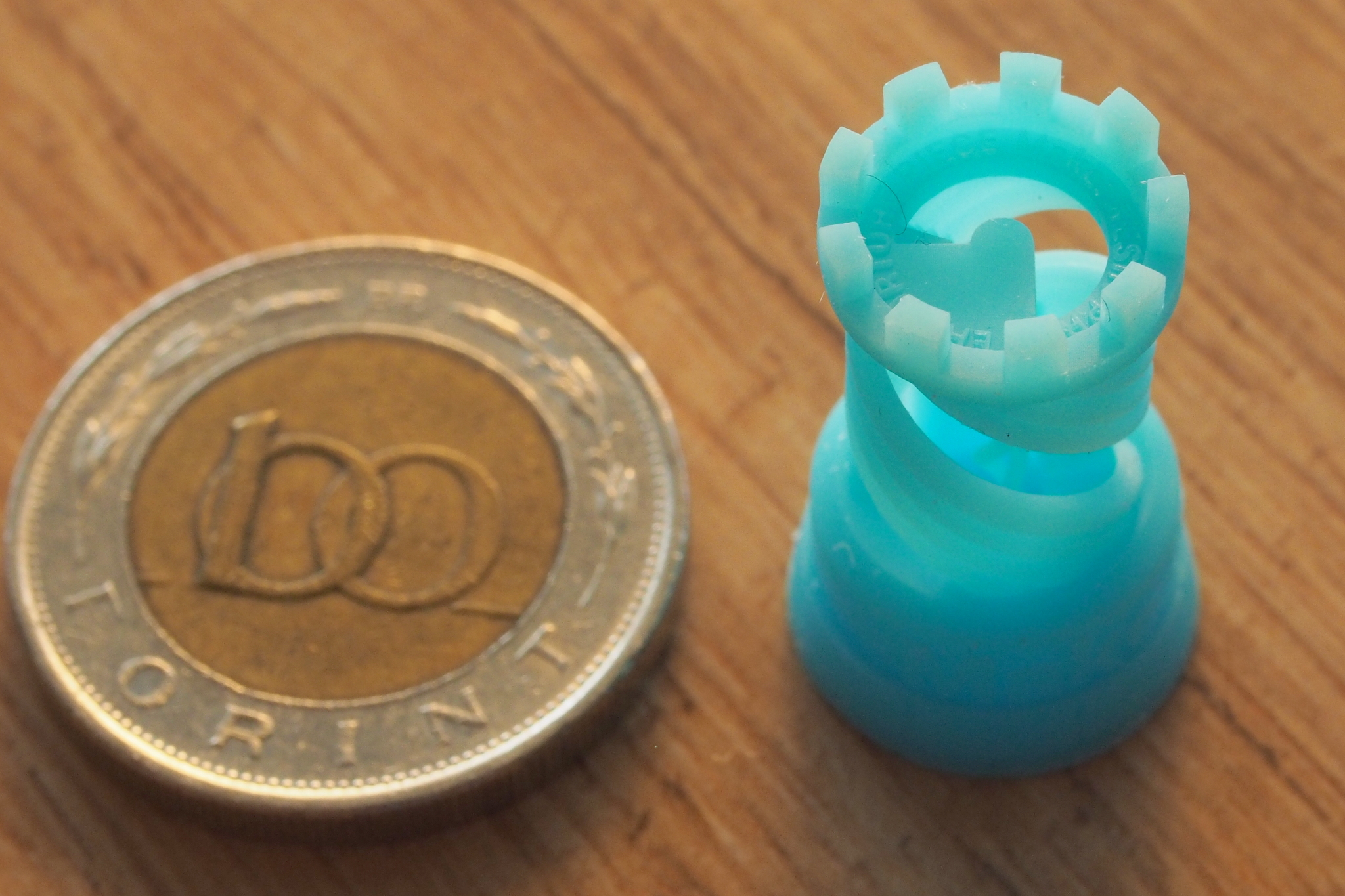
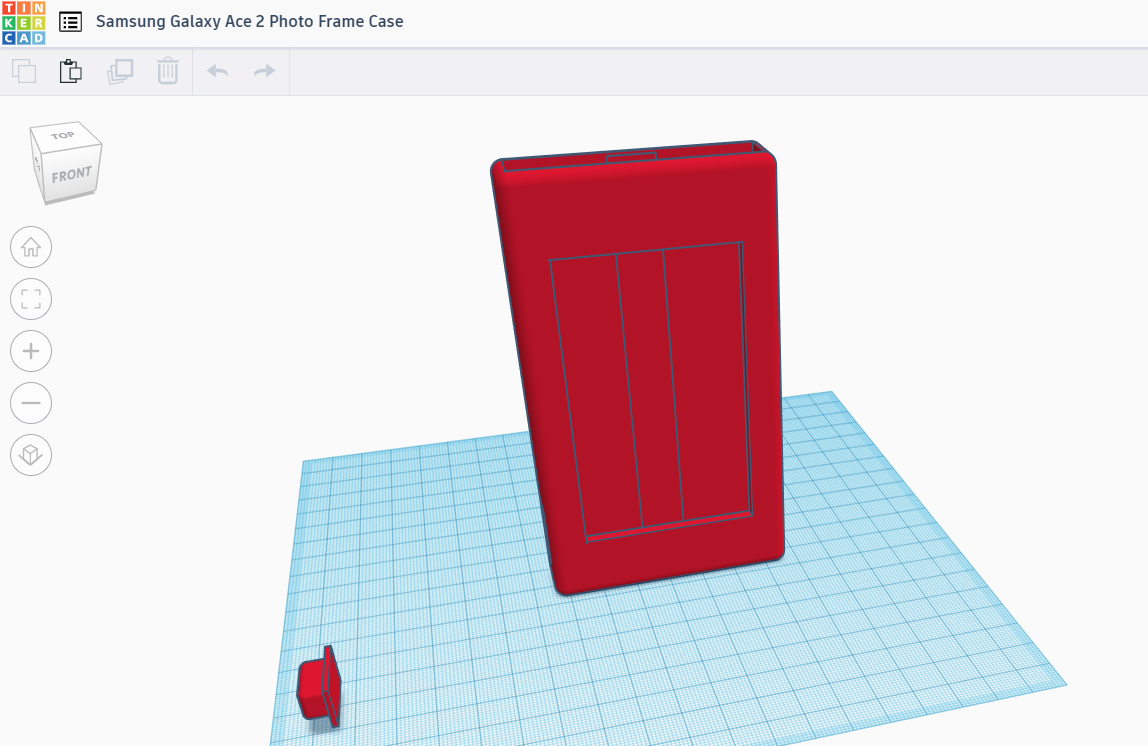
Nézegettem az aliexpressen digitális fotókeret, amivel fel lehetne dobni a konyhában az étkezőasztalt. De nem igazán találtam meggyőzőt, sőt az áruk sem volt valami kedvező. A felbontásuk is elég gagyi az olcsóbbaknál, 800x600 körül, ami egy monitornál már 20 évvel ezelőtt is ciki volt. Meg nem is igazán akartam túl nagyot, kicsi méretben (7 col alatt) pedig szinte nincs is. Ekkor jutott eszembe, hogy van egy régi Samsung telefonom (Ace 2), amit már nem használunk semmire, csak be van hajítva egy fiókba. Kicsit keresgéltem, és találtam is egy jó kis appot (Fotoo), ami kimondottan erre van kitalálva. De hogy jön a képbe a 3D nyomtatás? A keretet gyorsan megterveztem Tinkercad-ben: https://www.tinkercad.com/things/55OVVfYyfNy
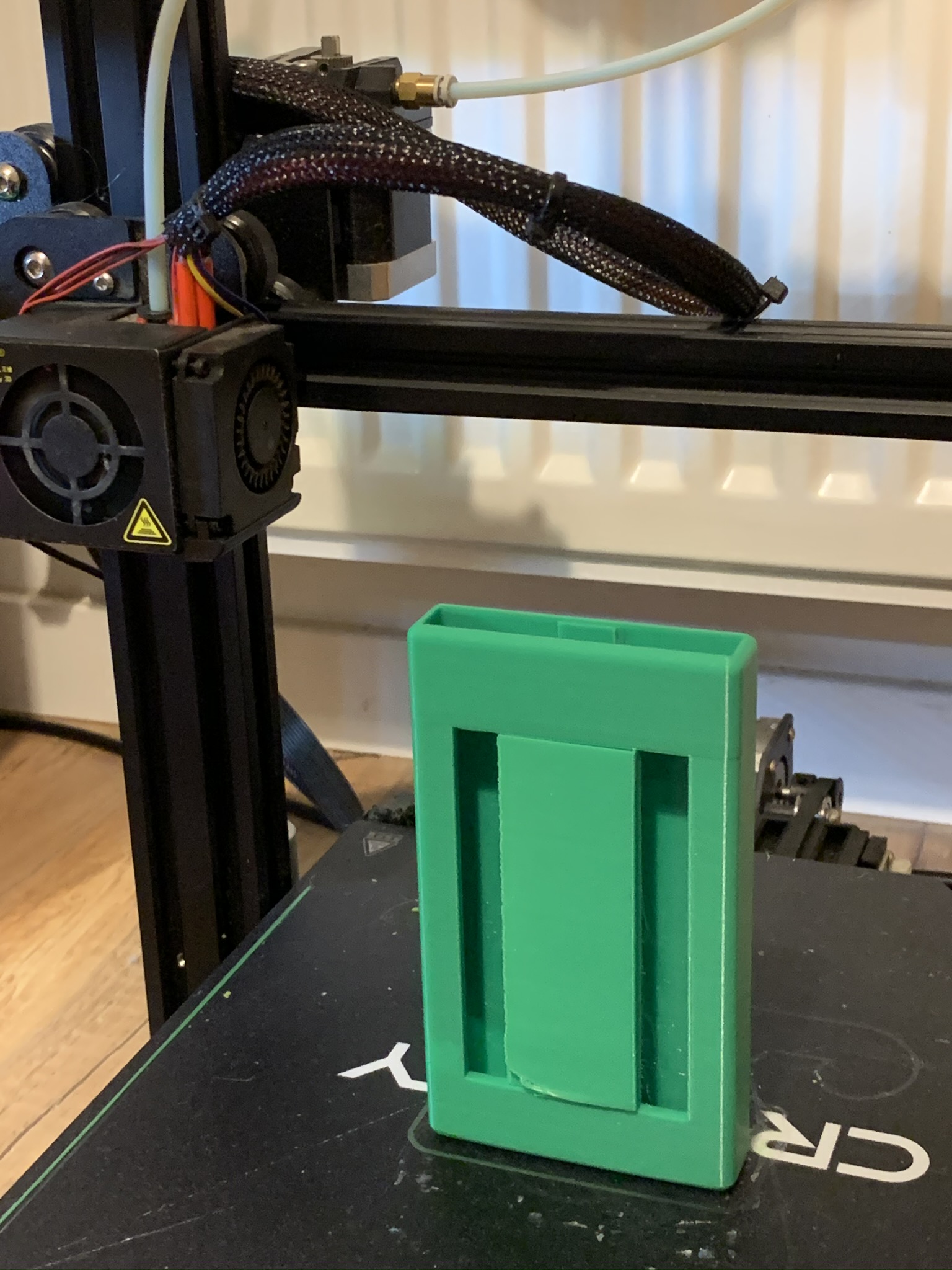
Majd pedig kinyomtattam a CR-20 Pro-val:
Szerintem nagyon jól sikerült, szép lett a felülete. Esetleg még a kábel elvezetést lehetne kicsit szebben megoldani, ha lenne T alakú csatlakozó. De így is jó. :)
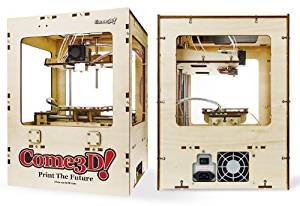
Talán kevesen tudjátok, hogy 2013 nyarán kezdtünk el foglalkozni 3D nyomtatókkal, ami már nem kevesebb, mint 6 éve volt. :) Az elején még nehéz volt megtalálni a megfelelő típust, ami nem annyira horror áron van, de mégis vállalható nyomtatási minőségre képest. Az első kiszemelt a Come3D C120N típus volt (Makerbot Thing-O-Matic klón):
0.4mm-es fúvóka
120x120x120-as nyomtatási tér
Fűthető asztal
Fa váz :)
Ár: bruttó 320e Ft. (igen, ennyi :))
Ebből csak 1-2 darabot rendeltünk, utána áttértünk hamar a Wanhao Duplicator 4 típusra (Makerbot Replicator 1 klón), és azóta is forgalmazzuk a Wanhao külünböző nyomtatóit. Az első Wanhao gép a következő volt:
De visszatérve a Come3D C120 nyomtatóra: egy facebook post a nyomtatóval készült néhány tárgyról, 2013. augusztusából (ABS nyomtatás, ha jól sejtem olyan 0.25-0.3mm-es rétegvastagság):
És akkor következzen, hogy most mire képes egy nyomtató (Creality CR 20 Pro, de akár az Ender 3 is lehetne), aminek az ára kevesebb, mint a fele, mint a fenti gépnek, nyomtatási térfogata pedig a 8x-osa. Kinyotmattam újra a nyulat, ami még mindig megvan. A régi nyomat és az új nyomat egymás mellett:
Van némi különbség. :) Kíváncsi vagyok, mi lesz 6 év múlva...
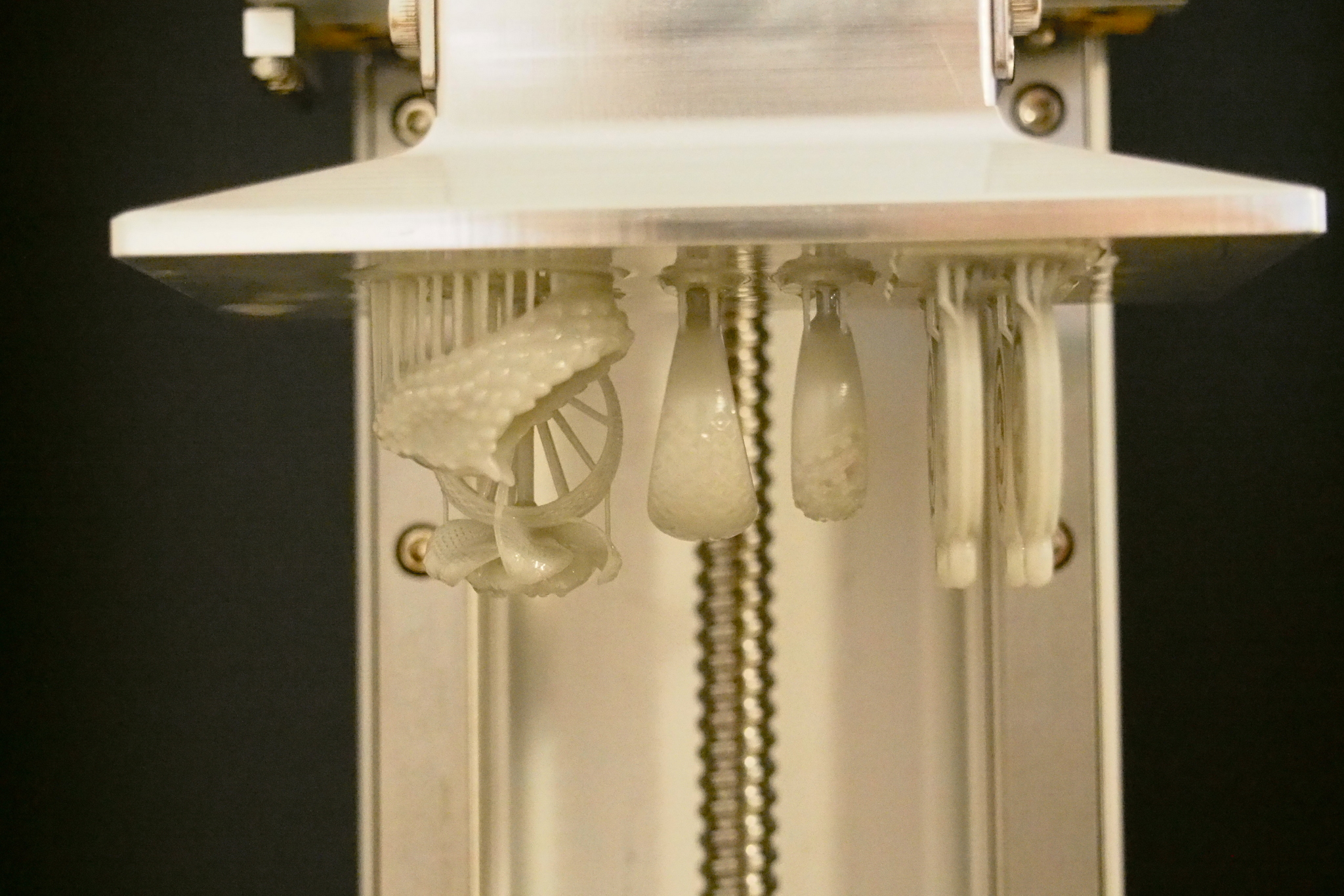
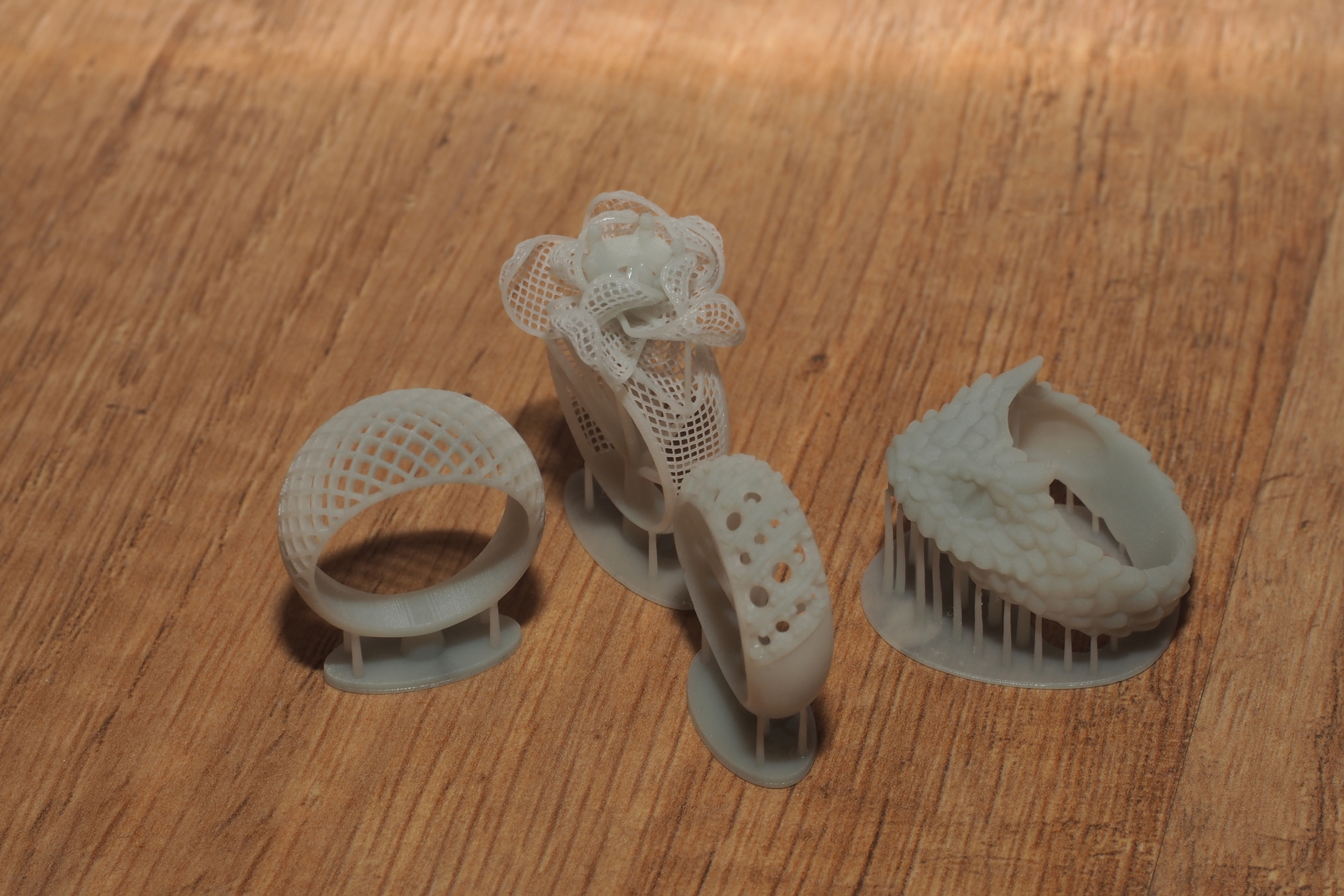
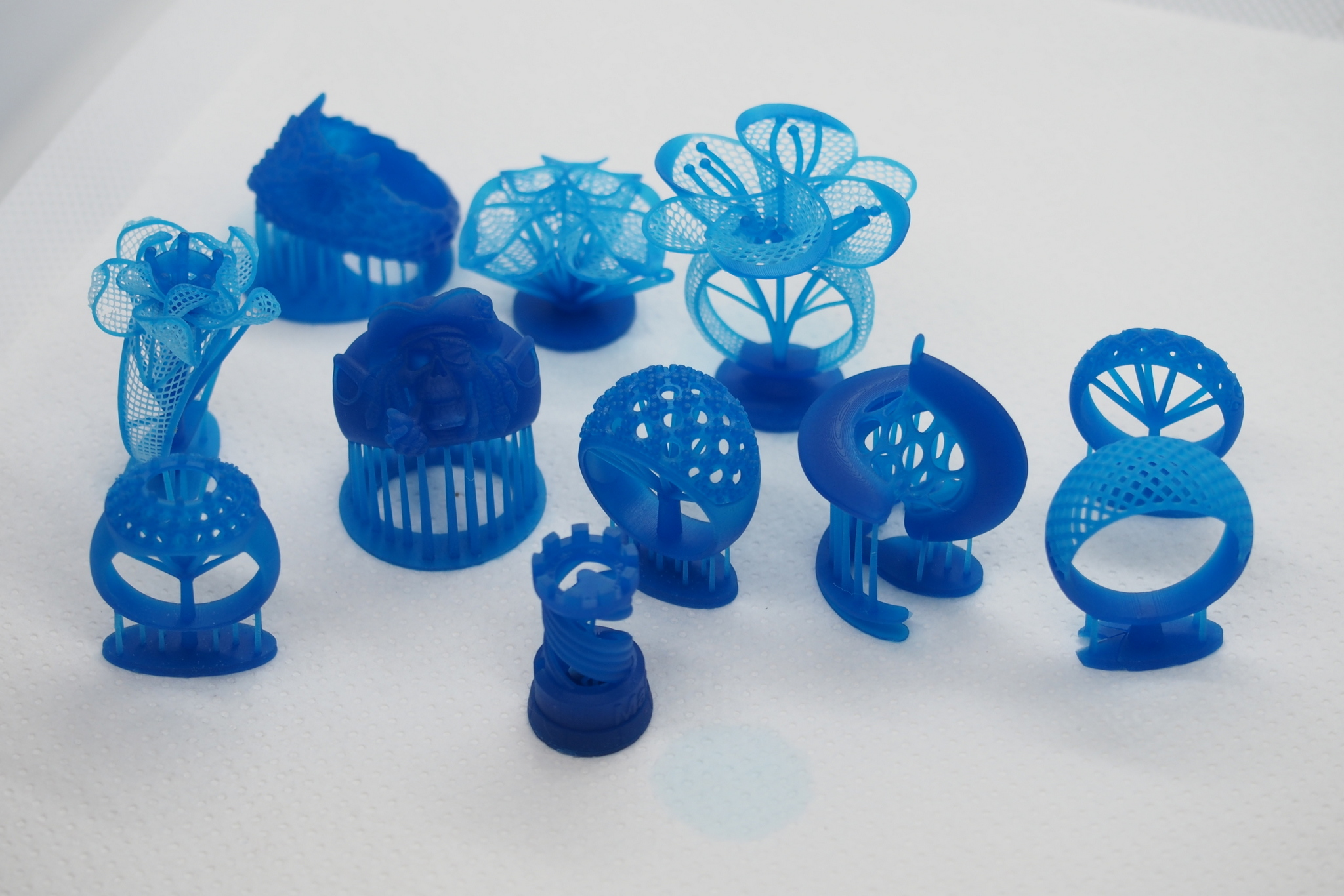
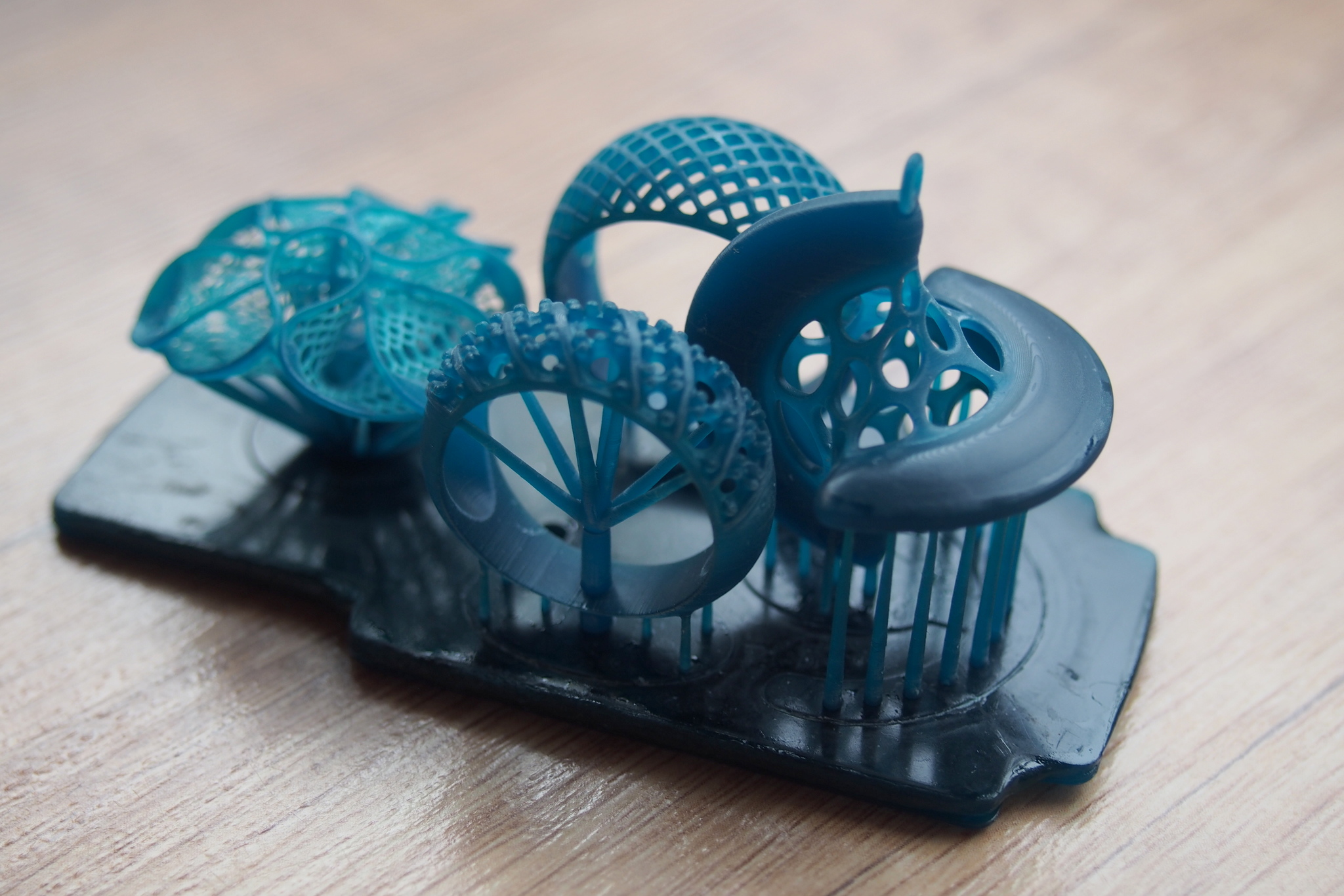
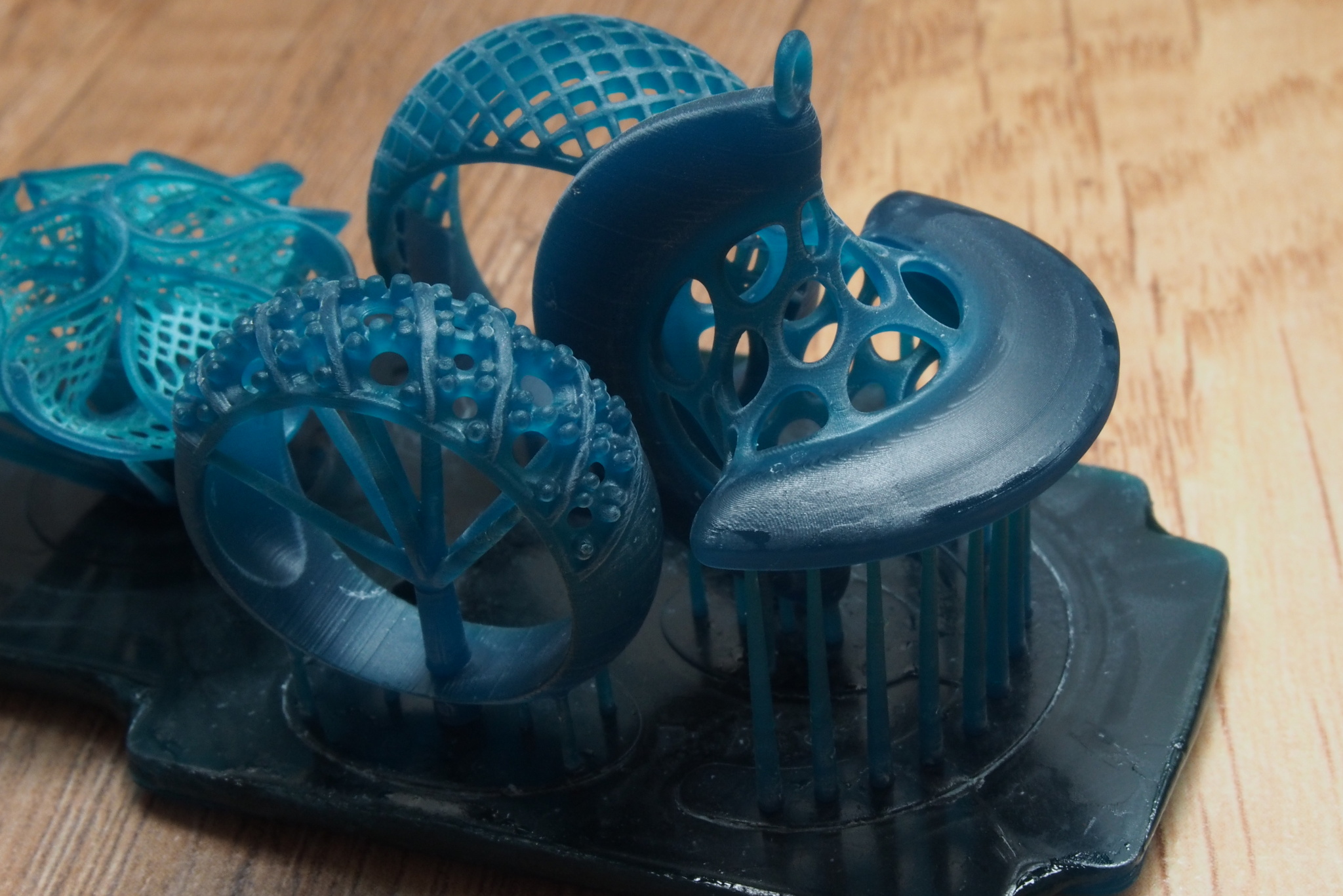
Egy nagyon jó barátom készítette (modellezte) ezeket az ékszereket (különböző stílusú és tematikájú gyűrűk, fülbevalók, nyakékek...), amelyeket utána egy fotózáson mutatott be:
Ez egy félig meddig komoly bejegyzés lesz, hiszen általában a műgyantás és konrkétan a Shuffle gépet ékszerészek azzal a céllal veszik, hogy valódi nemesfémekből készítsenek ékszereket, leginkább a Bluecast X10 magas viasztartalmú műgyantával. Mégis ki akartam próbálni mindig is a króm arany illetve ezüst festék hatását műgyantás nyomtatokkal is, hogy milyen hatást lehet elérni.
A festés előtt a próba tárgyak, amiket nyomtattam (50 mikronos rétegvastagság, Bluecast Ecogray gyanta):
Majd pedig a króm effekt spray lefújás és némi száradás után a végeredmény:
Nem is rossz. :) Bár tudom, hogy ez nem az igazi, de a hatás egészen jó mindkét festék esetén. Még lehet, hogy lehetne finomítani, ha kicsit távolabbról fújtam volna, csak nem akartam a füvet arany színűre fújni, illetve a napokban elég szeles az idő is. :)
Végül pedig a vicc kedvéért két FDM nyomat is lefújva:
Ki akartam próbálni a többszínű nyomtatást a Creality CR-20 Pro-val. Sokszor csinálok ilyet (pl. ez a blogbejegyzés), de olyankor Simplify3D-vel és az Octoprintel dolgozom (ott amúgy így kell megoldani). Mivel a CR-20-at vásárlók valószínűleg a Cura-t használják első sorban, ezért kipróbáltam az abban lévő ilyen lehetőségeket.
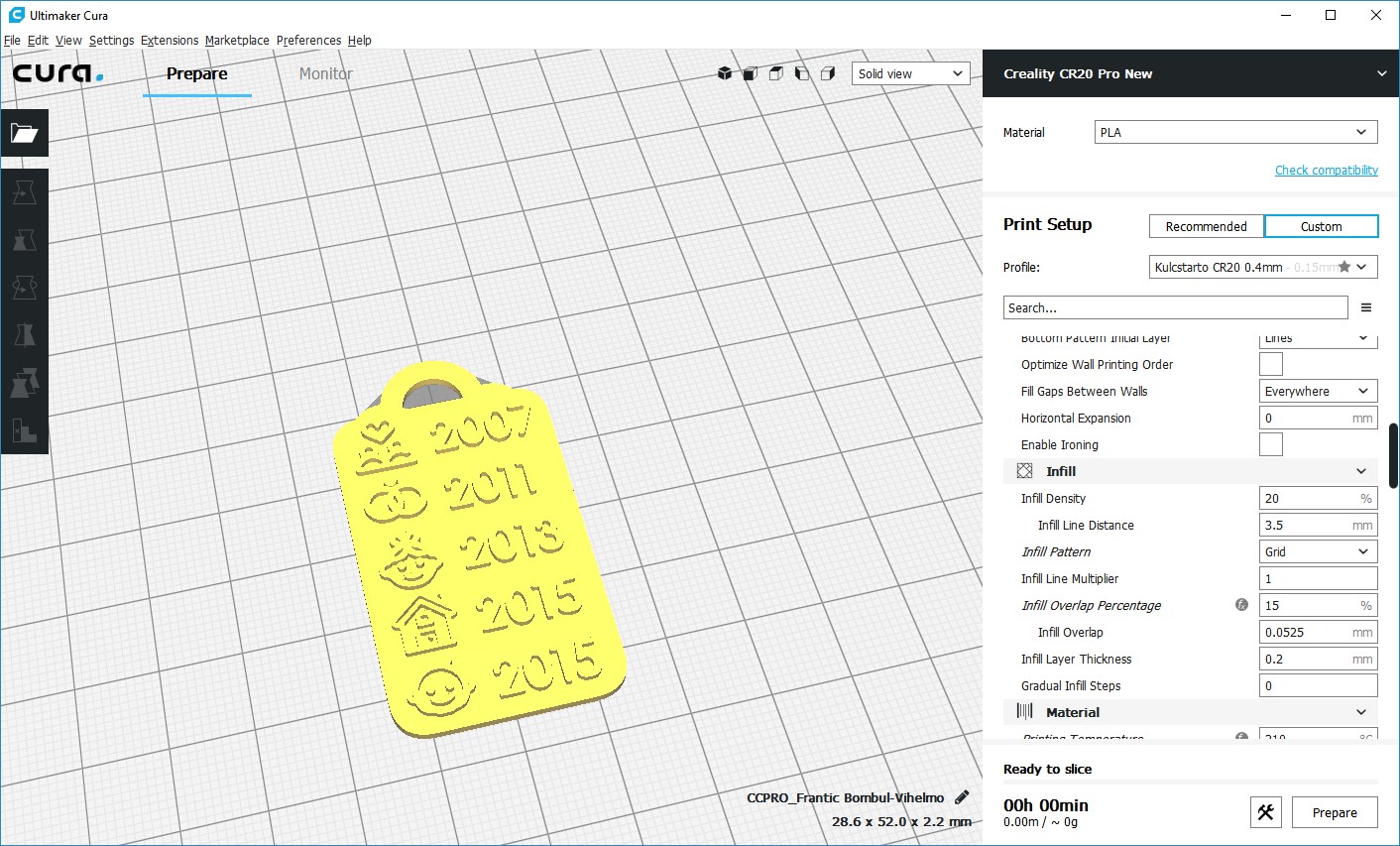
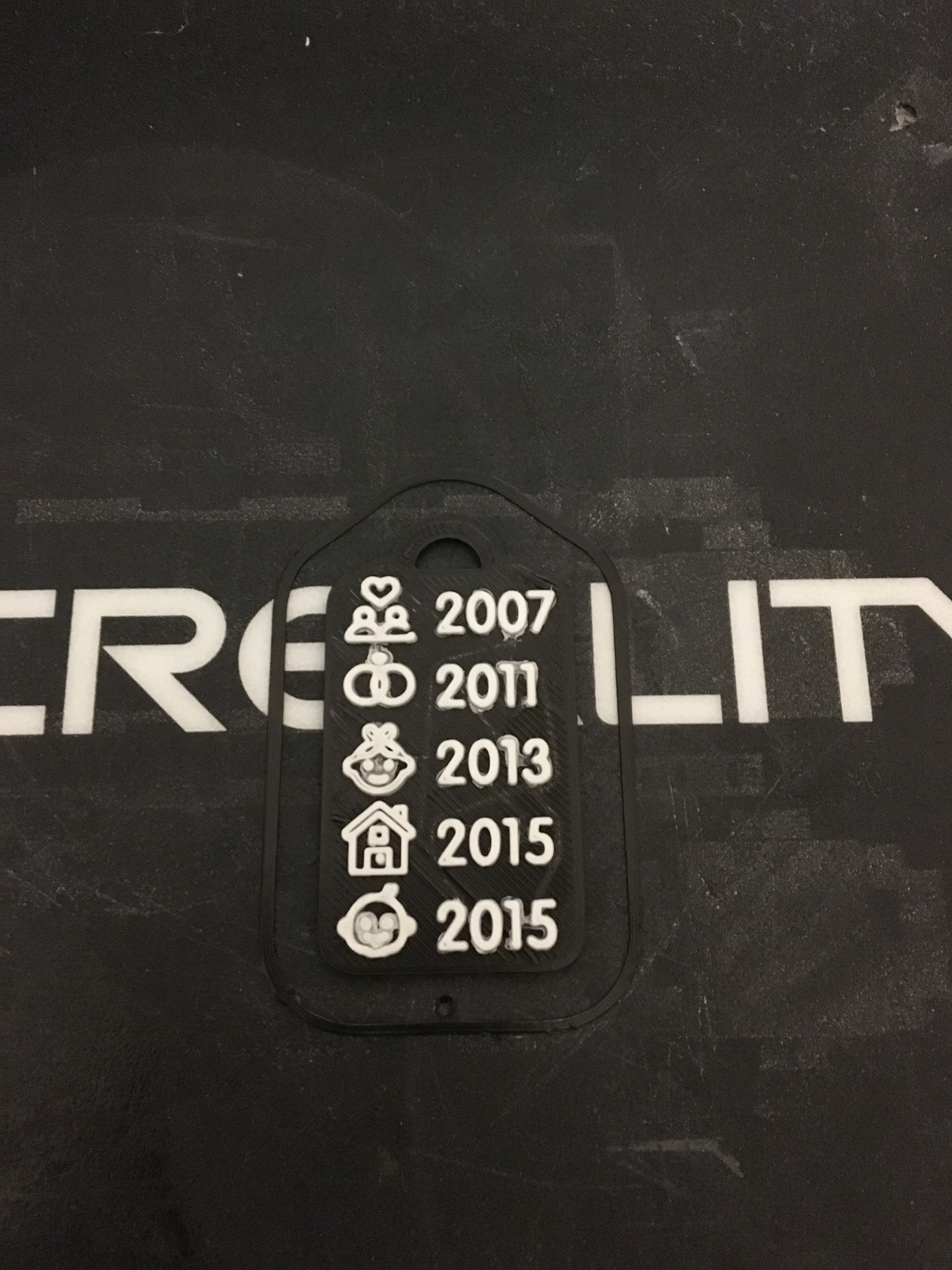
De először arról, hogy mit fogok nyomtatni és hogyan készítettem el. A feleségem talált egy ilyen jópofa kulcstartó ötletet: https://www.facebook.com/KatieG.collection/posts/2425734964135008 Lényegében fontosabb évszámok egy kis kulcstartón és egy piktogram, hogy mi volt az adott évben. Nosza, felkerestem egy ikon kereső oldalt, majd pedig Word-ben egy táblázatba szúrva létrehoztam a feliratos / képes részt. Betűtípusnak Arial Rounded-et használtam, ennek viszonylag egyforma vastagságú szára van minden részen, ami 3D nyomtatásnál előny szemben a cirádás betűkkel. Utána csináltam egy PNG képet a táblázaztról, és egy szintén online eszköz segítségével PNG-re konvertáltam. Majd pedig azt Tinkercad-be betölve az SVG-t megcsináltam egy alaplapot és ráillesztettem a konvertált SVG-t. Az alaplemez 0.8mm, a felirat / ikon rész pedig további 0.8mm-t türemkedik ki. Majd hozzámodelleztem egy kis tartó fület, amin keresztül majd a kulcstartóra lehet fűzni.
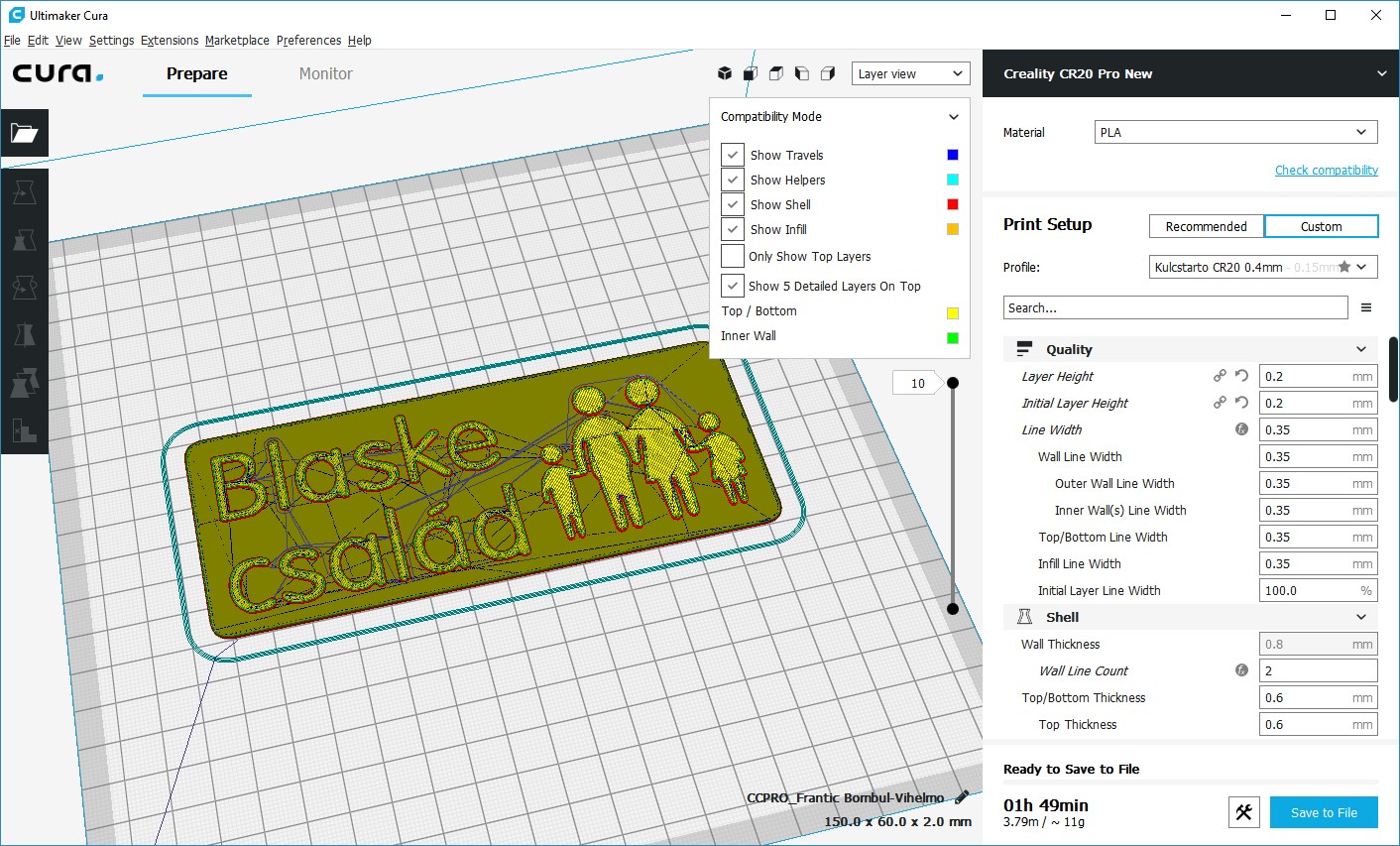
Letöltöttem az STL-t és betöltöttem a Cura-ba.
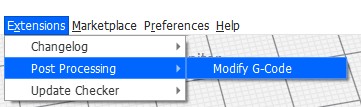
A Plugin előcsalogatása:
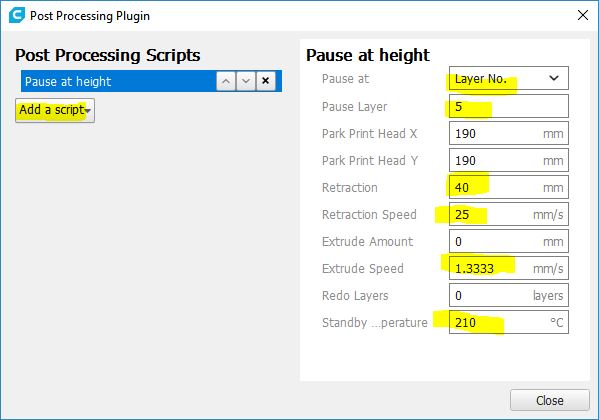
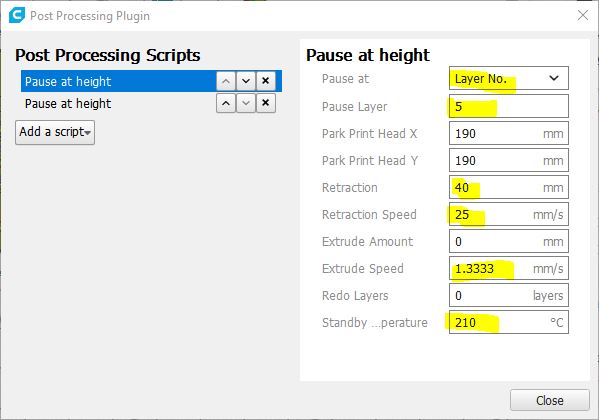
Utána a plugin beállítása (A Pause at height plugin hozzáadása az Add script gombbal):
Layer No. vagy Height kiválasztása: melyik rétegelejénvagy magasságnál álljon meg a nyomtatás. A réteget a szeletelés után a Layers nézetben tudjuk megnézni. Figyeljünk rá, hogy tényleg már azt a réteget adjuk meg, amelyik már a másik színnel kellene, ne egy korábbi réteget :)
Retraction: rétegváltásnál visszahúzza egy kicsit a szálat a fejből, és így könnyebb kifűzni (már nem kell benyomni a szálat a kihúzás előtt, ellenkező esetben ha csak húznánk, akkor könnyen bele tud ragadni)
Retraction speed: milyen gyosan húzza ki a szálat
Extrude speed: sajnos valamiért amikor folytatódik a nyomtatás, kinyom egy adag anyagot ahova kiáll a fej, és ennek a sebességét állítja elvileg ez a paraméter, bár nekem mintha nem ment volna
Standby temperature: javasolt beállítani, hogy ne hűljön le a fej a szünetelésnél, mivel nem lehet könnyen visszafűteni a fejet menüből.
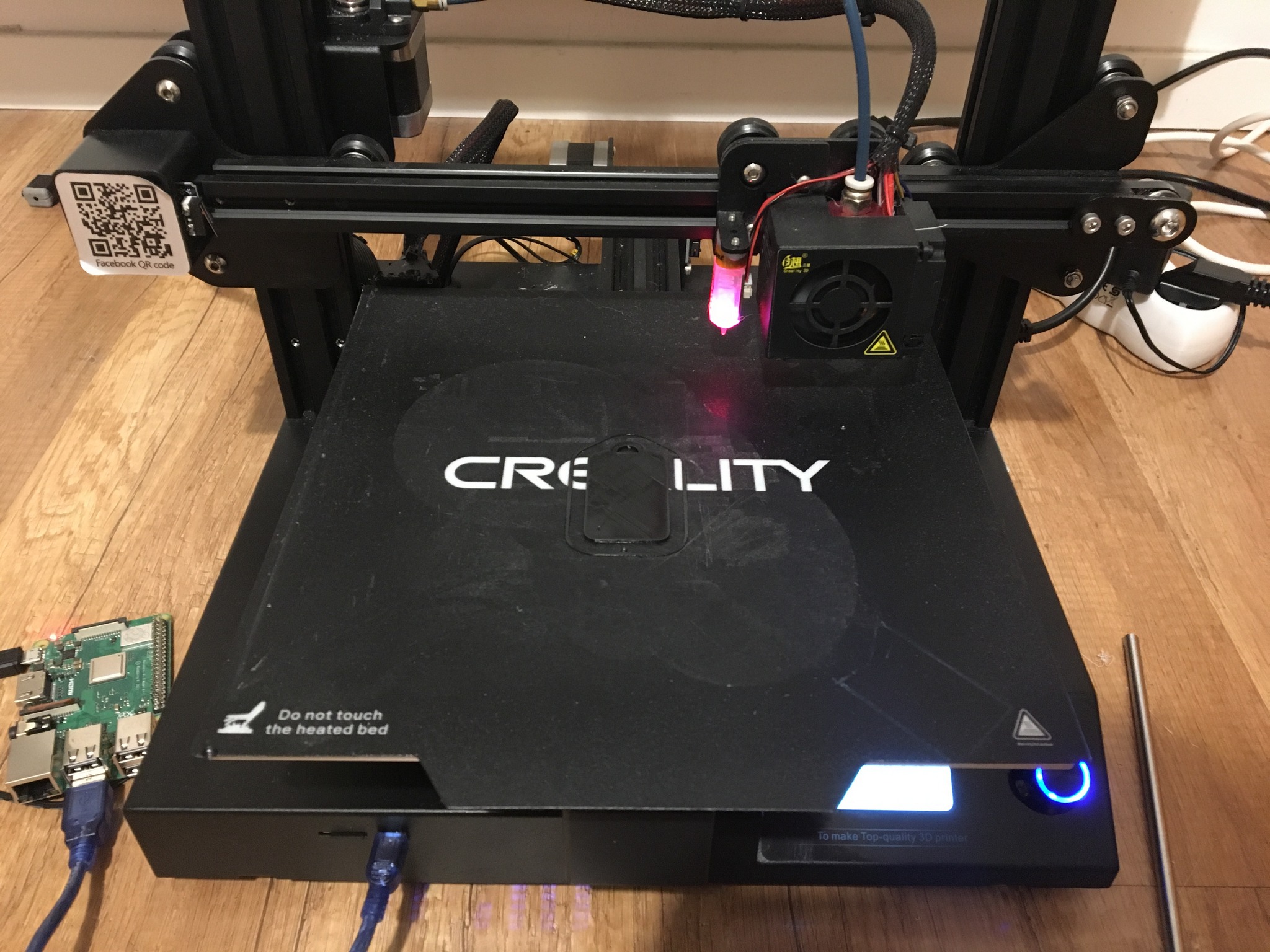
Utána a nyomtatás elindul és elkészül:
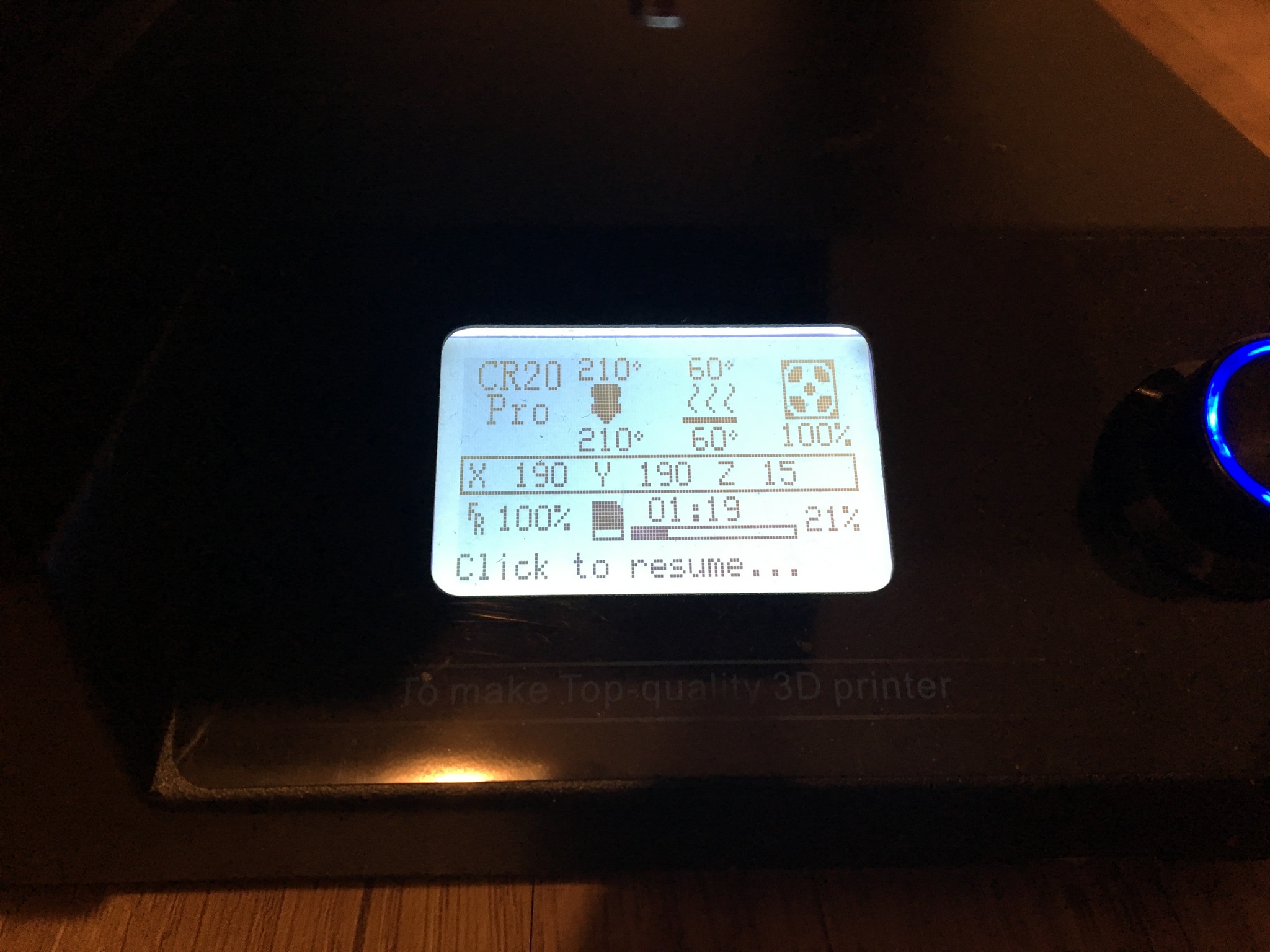
A szüneteltetés és szálcsere folyamata (nagyon fontos, hogy ne nyomjuk le szálcsere közben a fejet a Z tengely mentén vagy ne mozgassuk meg a fejet, mert nincs feszültség alatt, és ha elmozdíjuk, már nem a megfelelő helyre megy vissza a következő szín nyomtatásánál):
A nyomtató kiáll a jobb felső sarokba
Óvatosan húzzuk ki a haszált szálat
Majd szintén óvatosan toljuk be az újat, egészen addig, amíg a fúvókán már az új szín jön. Javasolt betolási mód: a szálbehúzó műanyag elemtől balra állva toljuk úgy be a szálat, hogy ne nehezedjünk rá az egész tengelyre / blokkra, mert elmozdulhat. Tehát próbáljuk úgy ki és befűzni a szálat, hogy csak a szálat toljuk és fogjuk
Ha kész, nyomjuk meg a tekerőgombot és kis idő után folytatódik a nyomtatás. Valamiért a folytatás előtt még kinyom egy jó adag szálat a szüneteltetési pozíció fölött, ezt próbáljuk meg leszedni a fúvókárók, ha esetleg rátapadna
Figyeljük meg, hogy jól folytatódik-e a nyomtatás, pl. nem vési-e be a réteget az előző nyomatba amiatt, hogy véletlenül lejjebb nyomtuk az X tengelyt.
Nem lett tökéletes, de egész jó. Valószínűleg a Cura Line width paraméter növelésével vagy csökkentésével és egyéb beállításokkal lehet finomítani az eredményt. Majd még próbálkozom egy kicsit a Cura profilt módosítani, de már így is elég szép lett szerintem. Egy 0.2-es fúvókával pedig elképzelhető, hogy még jobb lenne az eredmény, de most a 0.4-es gyárival akartam kipróbálni.
Megnéztem Simplify3D-vel is, kicsit szebb lett, szóval tényleg csak beállítás kérdése a dolog:
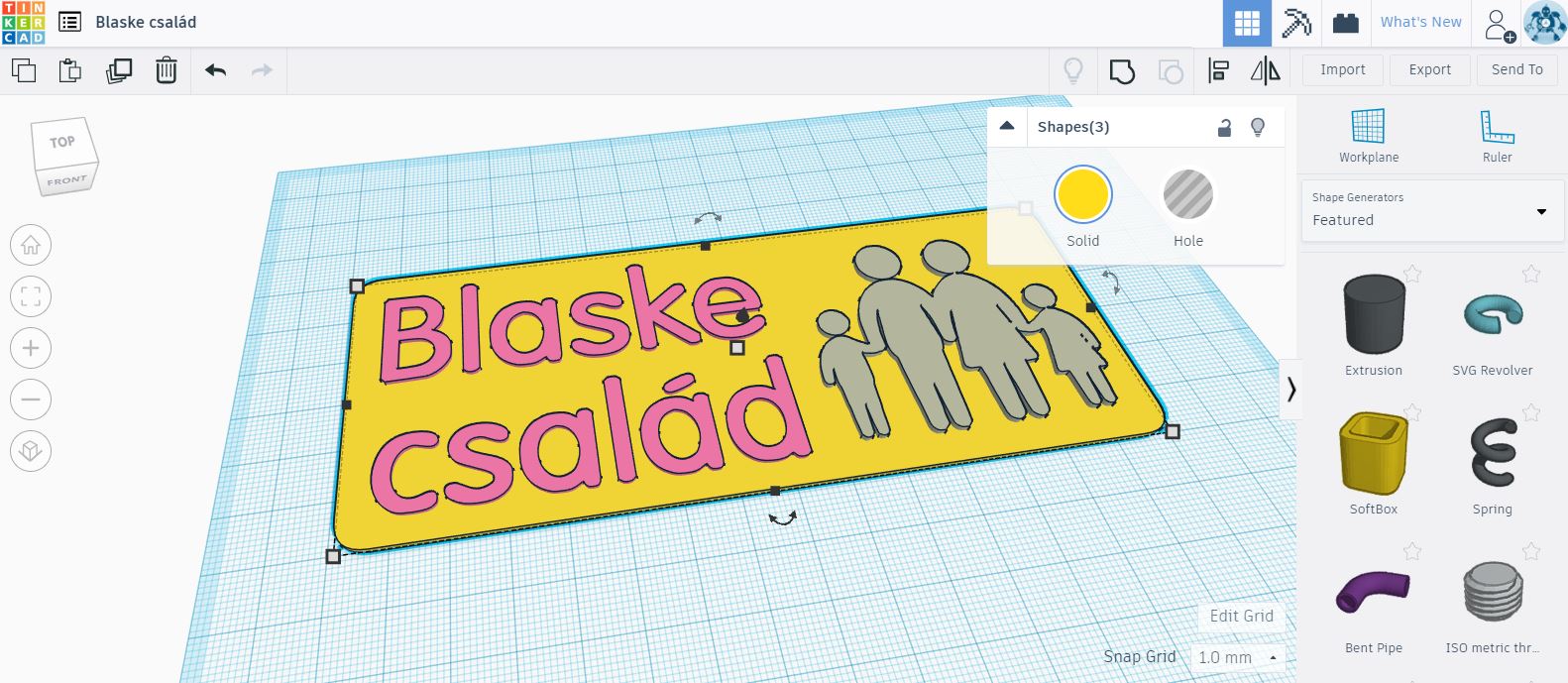
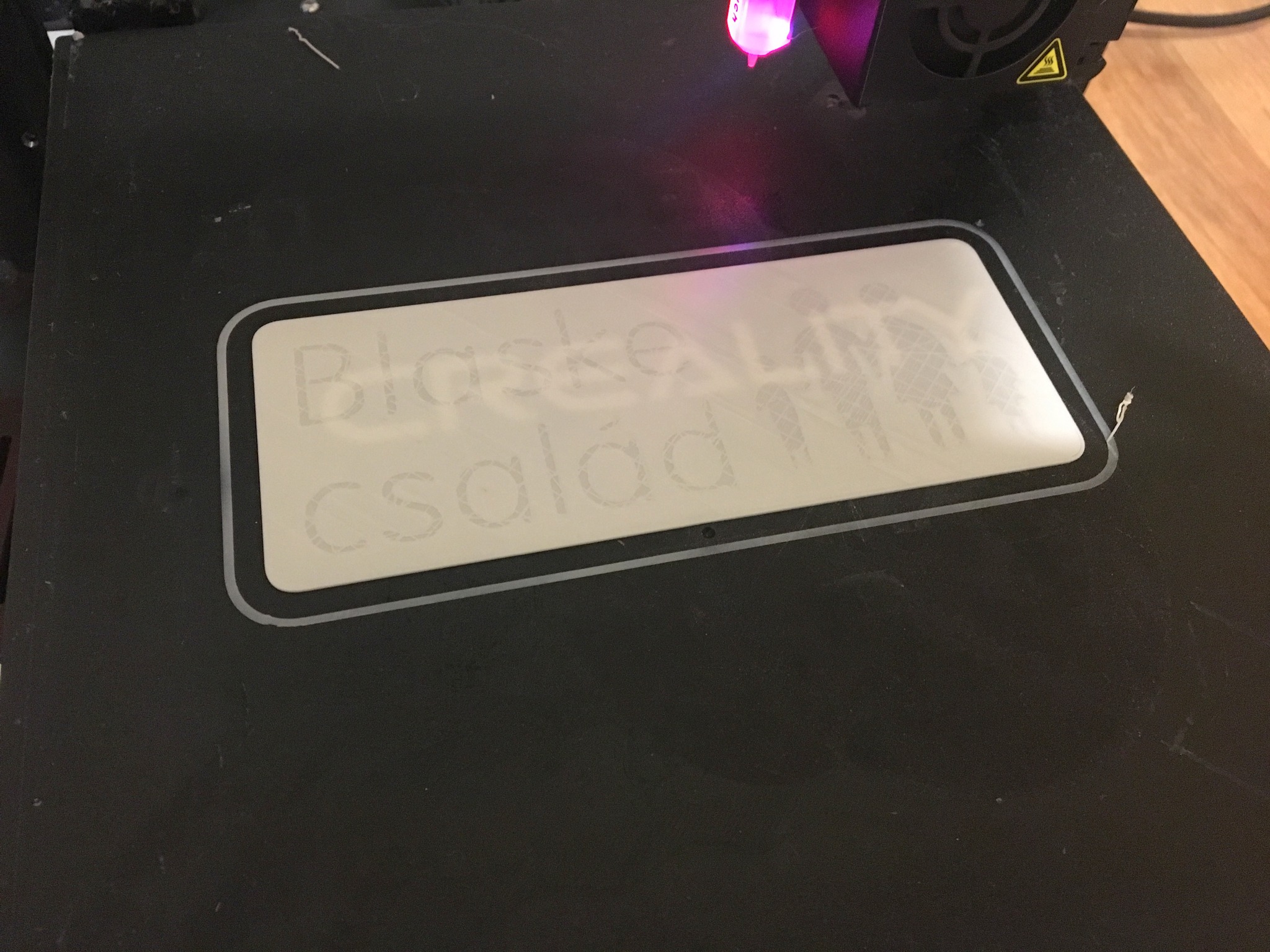
A sikeren felbuzdulva, szintén rendelésre (feleségem kérésére :)) készült a következő ajtó felirat. A felirat részt ugyanígy csináltam és konvertáltam, mint az előzőnél.
Annyi változás volt a korábbiakhoz képest, hogy a család piktogram egy 0.4mm-el feljebb volt még húzva a tinkercad modellben, hogy a harmadik szín váltást is be tudjam állítani. A pause plugin beállítása nagyon hasonló volt az előbbihez, csak persze itt kétszer kell hozzáadni a különböző magasságban való megálláshoz.
A többi, a szálcsere folyamata pedig ugyanaz. Az eredmény nagyon szép lett (fehér, fekete és ezüst PLA-val nyomtatva):
A fenti módon tehát több színnel is tudunk nyomtatni, első sorban ilyen tábla vagy kulcstartó szerű dolgokat. A thingiverse-en van pár ilyen generátor, pl. ez: https://www.thingiverse.com/thing:739573
Ezzel ilyen dolgokat lehet könnyen magunknak generálni és nyomtatni:
A korábbi CR-20-ról szóló bejegyzésekben PLA-val nyomtattunk, mert az esetek nagy többségében az a legjobb választás szál tekintetében (főleg figyelembe véve a tévhiteket a PLA-val kapcsolatban), de néha szükség lehet erősebb / hőállóbb / kémiailag ellenállóbb tárgyakat nyomtatni. Az ABS sok szempontból problémás (zsugorodik, vetemedik nyomtatás közben, ezért felválhat illetve a szaga is elég kellemetlen), így a PETG egy jó választás lehet.
Az ABS-nél inkább lehetne esetleg probléma a CR-20 nyílt nyomtatási területe, mert könnyebben vetemedne, de a PETG ilyen szempontból nem problémás.
Lássuk az eredményt:
És hogy miket változtattam a Cura profilban? Retractiont visszavettem 5mm-re, sebességet 45mm/sec-re, tárgyasztal hőmérséklet 85 fok, fúvóka hőmérséklet 240 fok.
Kicsit szöszös lett, illetve a kar tartó pöcök kicsit laza lett, alkalomadtán majd újra nyomtatom. De elégedett vagyok az eredménnyel, a CR-20 Pro abszolút alkalmas PETG nyomtatásra is.
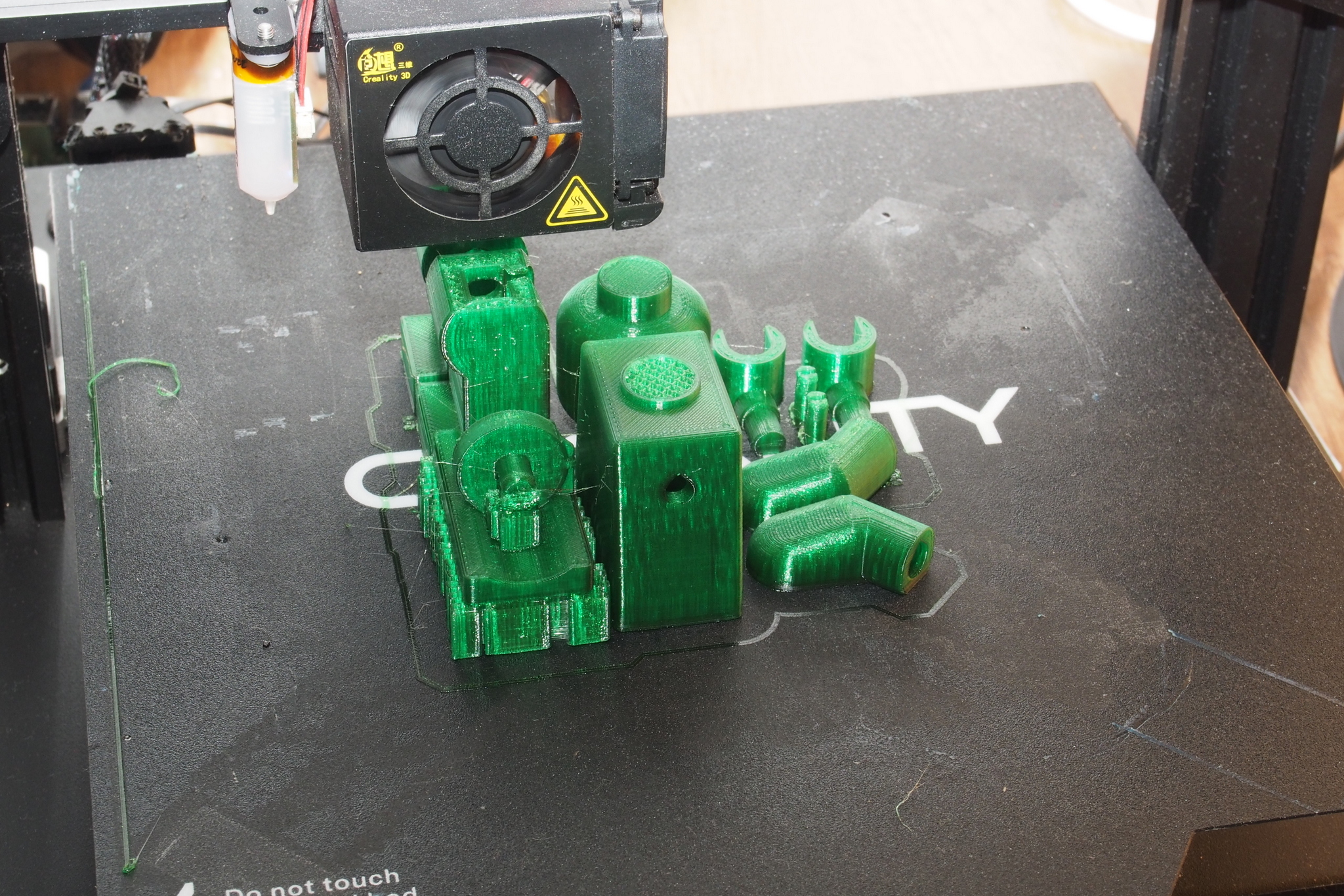
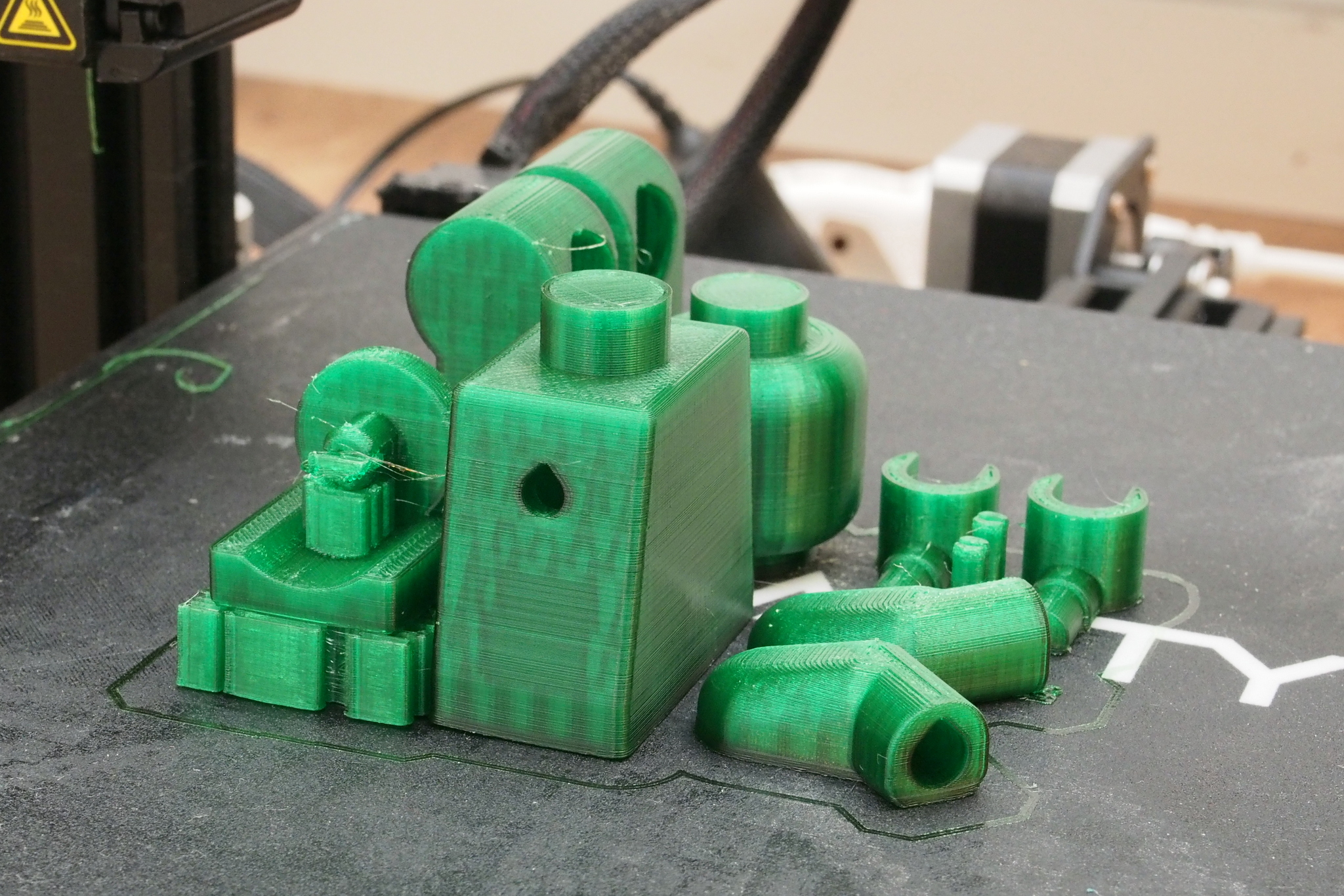
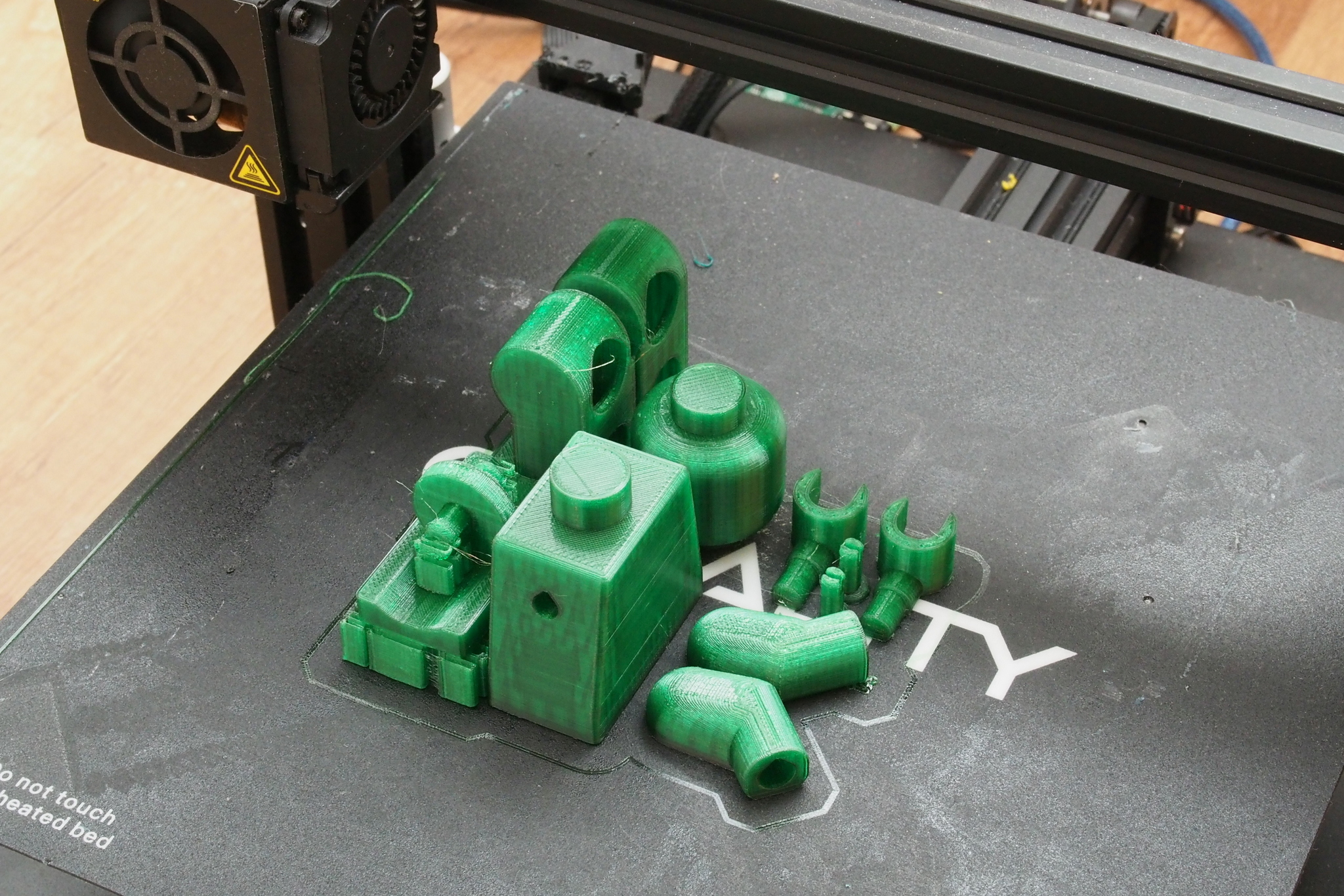
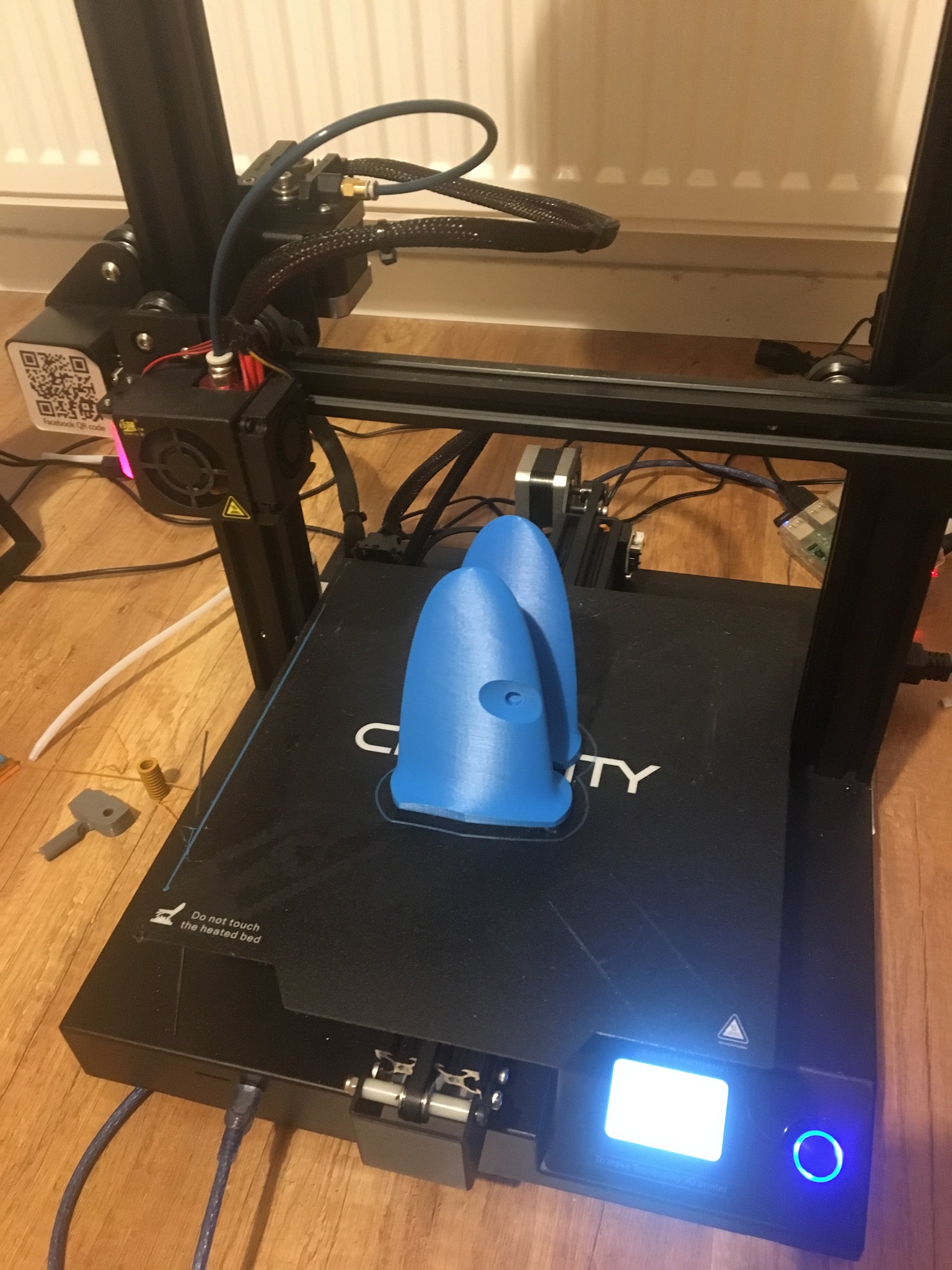
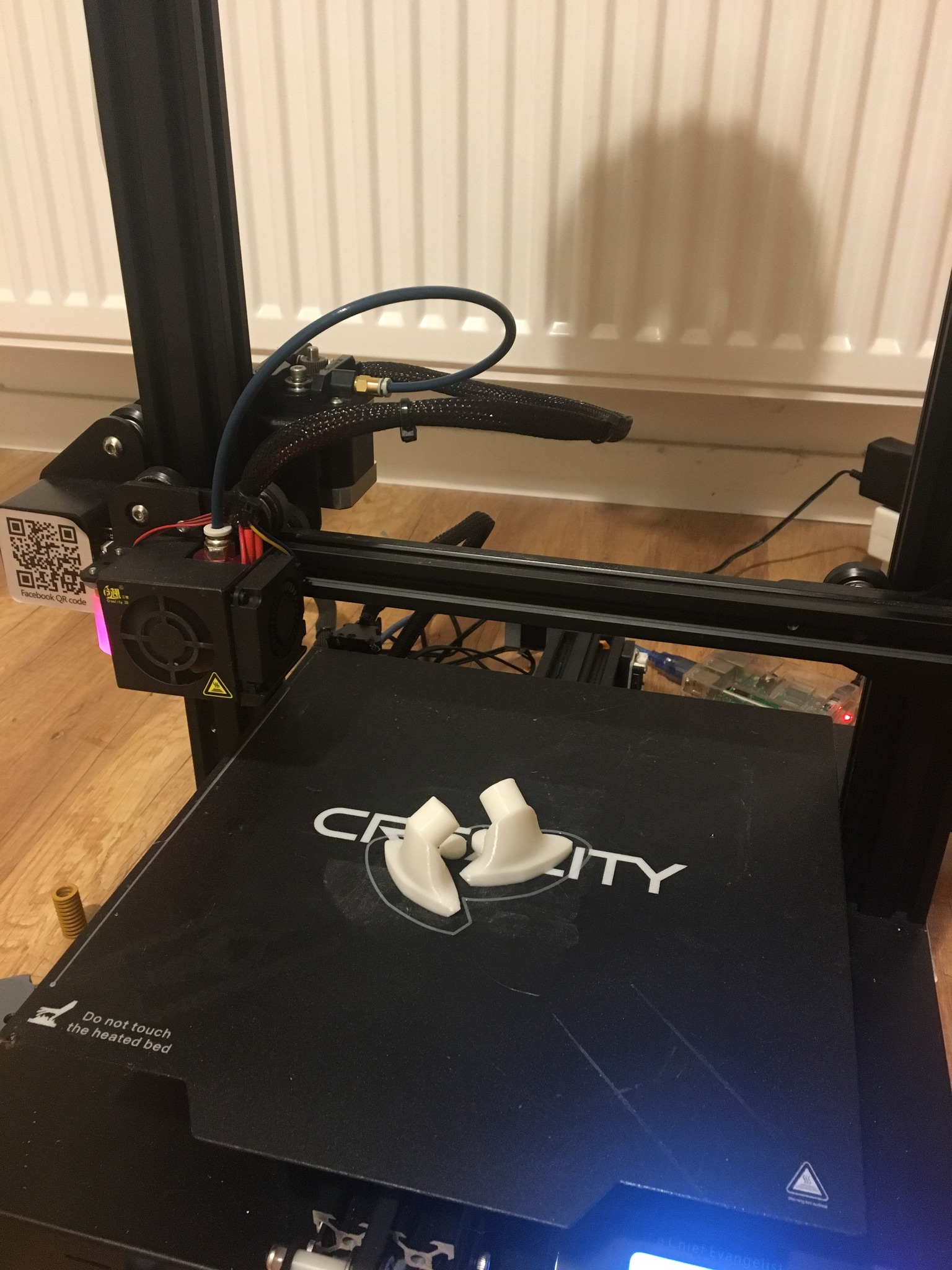
Pár hónapja találtam a thingiverse-en egy jópofa repcsi kirakót: https://www.thingiverse.com/thing:3255904. A fiam nagy repülő mániás (legalábbis az óvodában az a jele :)), úgyhogy rendeltem az ebayen neodímium mágneseket a megjelölt méretben. Röpke 2 hónap alatt meg is érkezett, úgyhogy nekiálltam a nyomtatásnak a CR-20 Pro-n. Nagyon szépen sikerült a nyomtatás, 0.15mm-es rétegvastagsággal nyomtatva, alátámasztás nélkül az összes elemet. Eltartott azért egy darabig. A végleges összeállításhoz néhány tipp:
1. A pillanatragasztó valamennyire ragasztja a mágnest és a PLA-t, de nem a legjobb kombináció. Ragasztópisztoly sem jó megoldás, mert a forróság a mágnesességet csökkenti. A legjobb megoldás egy ismerős szerint a következő: https://www.obi.hu/szilikon-akril/fbs-szilikonragaszto-csomagolt-70-g/p/2500650?fbclid=IwAR2Sg3b5R3_5z2EQhbN8zfXFPiA_iwPvJsagEV4QPsUwY5wnkNQ1_s26mwg. Nekem már nem volt türelmem beszerezni, úgyhogy maradt a pillanatragasztó, elég jó lett azzal is
2. Nagyon figyeljünk oda, hogy a mágnesek megfelelő polaritással legyenek egymás felé fordítva, mert igencsak kellemetlen a pillanatragasztóval beragasztott mágneseket kivésni, ha éppen taszítják egymást a szemben lévő mágnessel
3. Érdemes lehet valami kis papírlapot vagy kartonlapot a mágnesek alá rakni, ellenkező esetben kicsit besüllyed a mágnes, bár nekem még így is eléggé jól vonzották egymást, de gondolom ha fizikailag érintkeznek, az a legjobb.
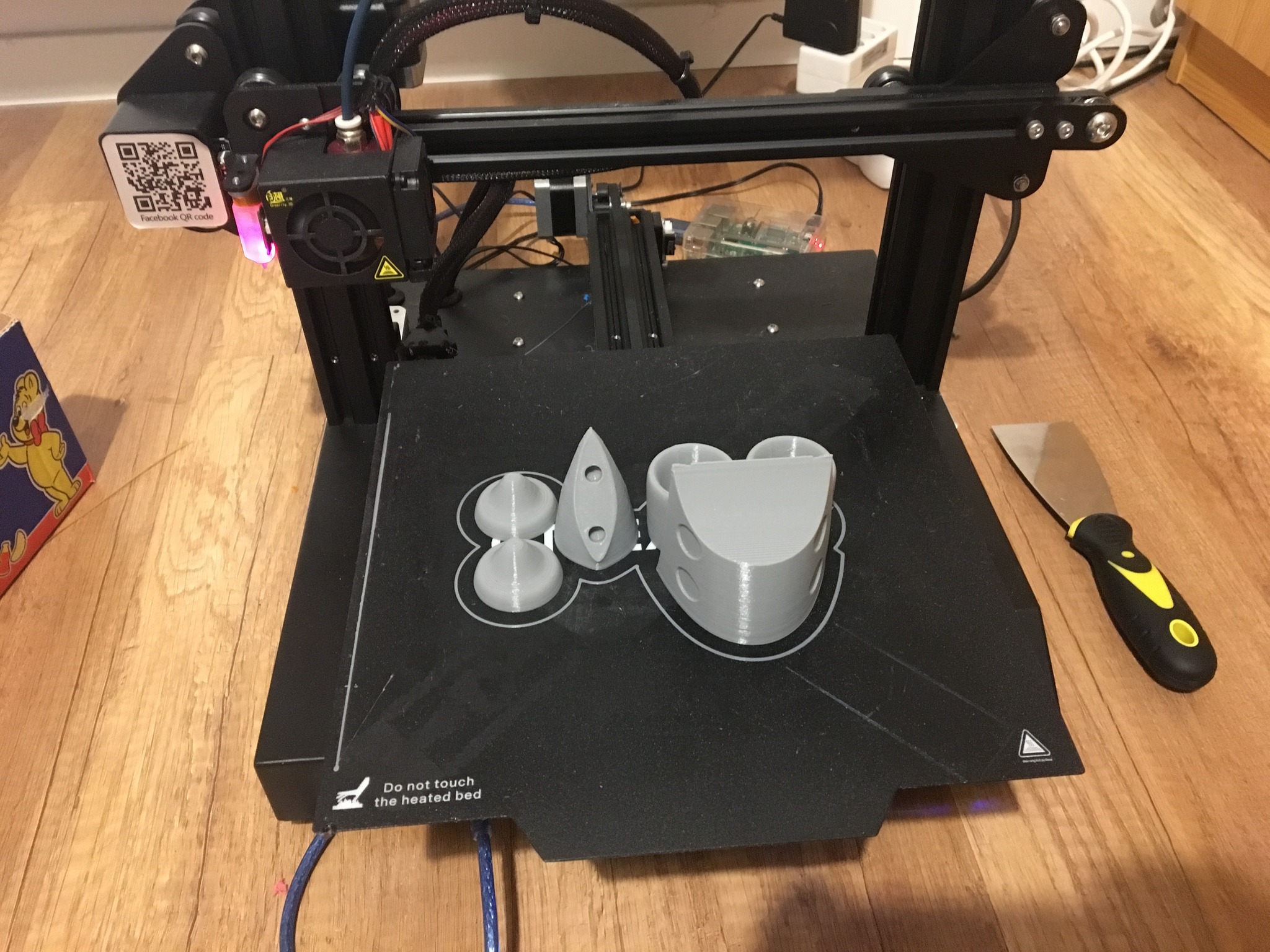
A repcsi darabjai elkészülés közben:
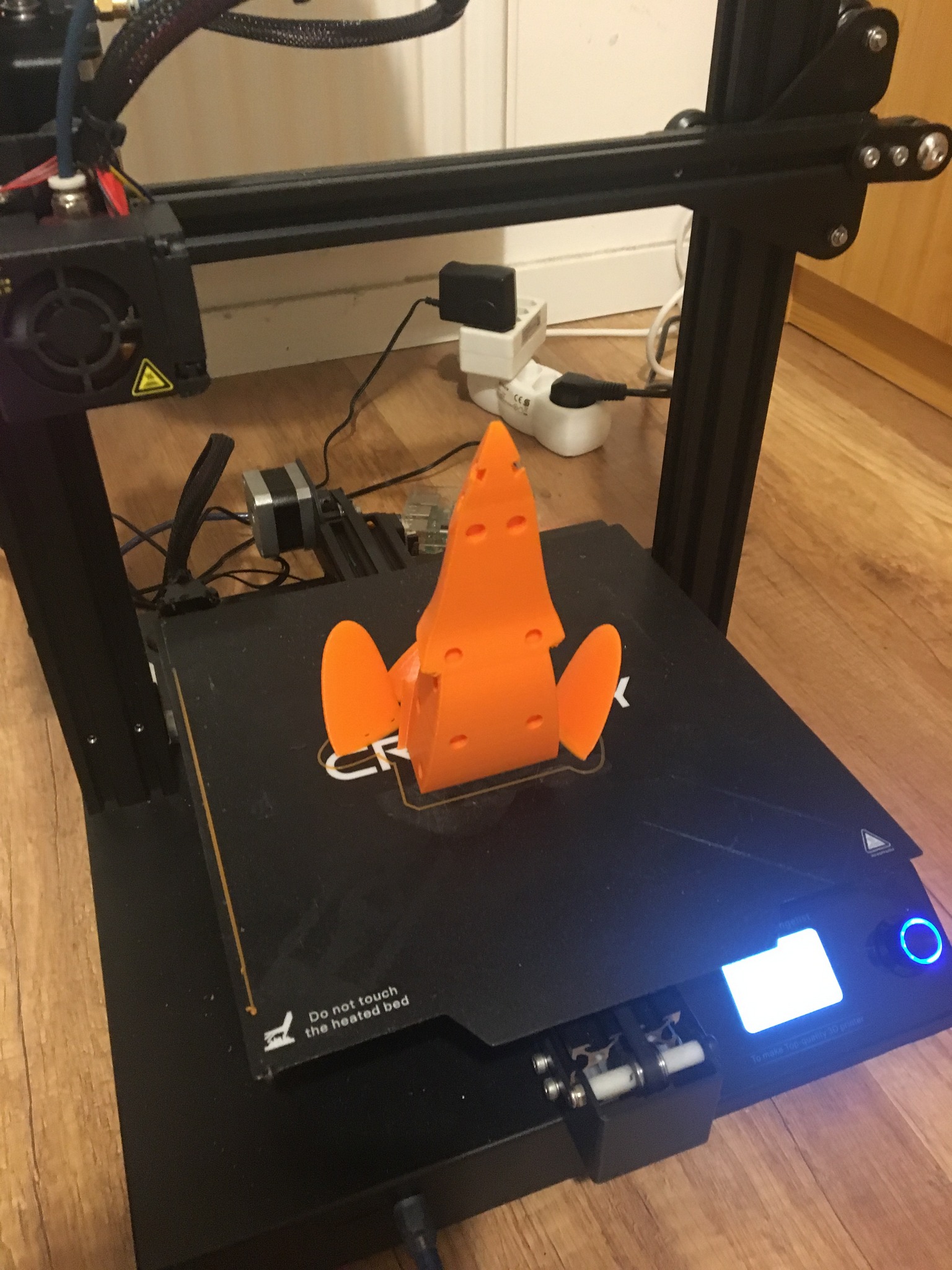
És a végleges repcsi darabokban és összerakva:
Nagyon tetszik a játék a lányomnak (6) és a fiamnak (3) is, sokat játszanak vele, szóval sikertörténet. :)
Páran kérdezték tőlünk, hogy lehet-e nyomtatni flexibilis / TPU anyaggal a CR-20 Pro-val. Általában azt szokták mondani, hogy bowdenes extrúderrel nem valami könnyű, és elég problémás, szemben a direkt meghajtású gépekkel. Kicsit körbe olvasagattam, főleg az Ender 3 csoportokban, és találtam egy nyomtatható szálfeszítő / továbbító blokk cserét: https://www.thingiverse.com/thing:2144277, amivel állítólag megbízhatóbban lehet flexibilis anyaggal nyomtatni. Nosza, kis is nyomtattam, minekután észrevettem, hogy hát ezen a gépen már pont ilyen elem van, tehát felesleges volt kinyomtatni. No mindegy, akkor próbáljuk a gyári felállást. A szál, amit használtam (DevilDesign TPU, volt egy teszt darabom régebbről, amit mindig is el akartam használni) elég rugalmas volt, a befűzéssel kicsit bénáztam, de aztán a bowden csatlakozót lecsavarva már szépen be tudtam fűzni.
Gyorsan utánanéztem a profilbeállításnak, és arra jutottam, hogy kb. a sebességet kell csak visszavennem kb. 30mm-secre, illetve a retraction speedet szintén 30mm/sec-re, valamint a retraction distance-t kb. 4-5-re. A képek magukért beszélnek, nagyon szép lett a tárgy felülete, és az eredmény is rugalmas (0% kitöltéssel, két fal vastagsággal nyomtattam).
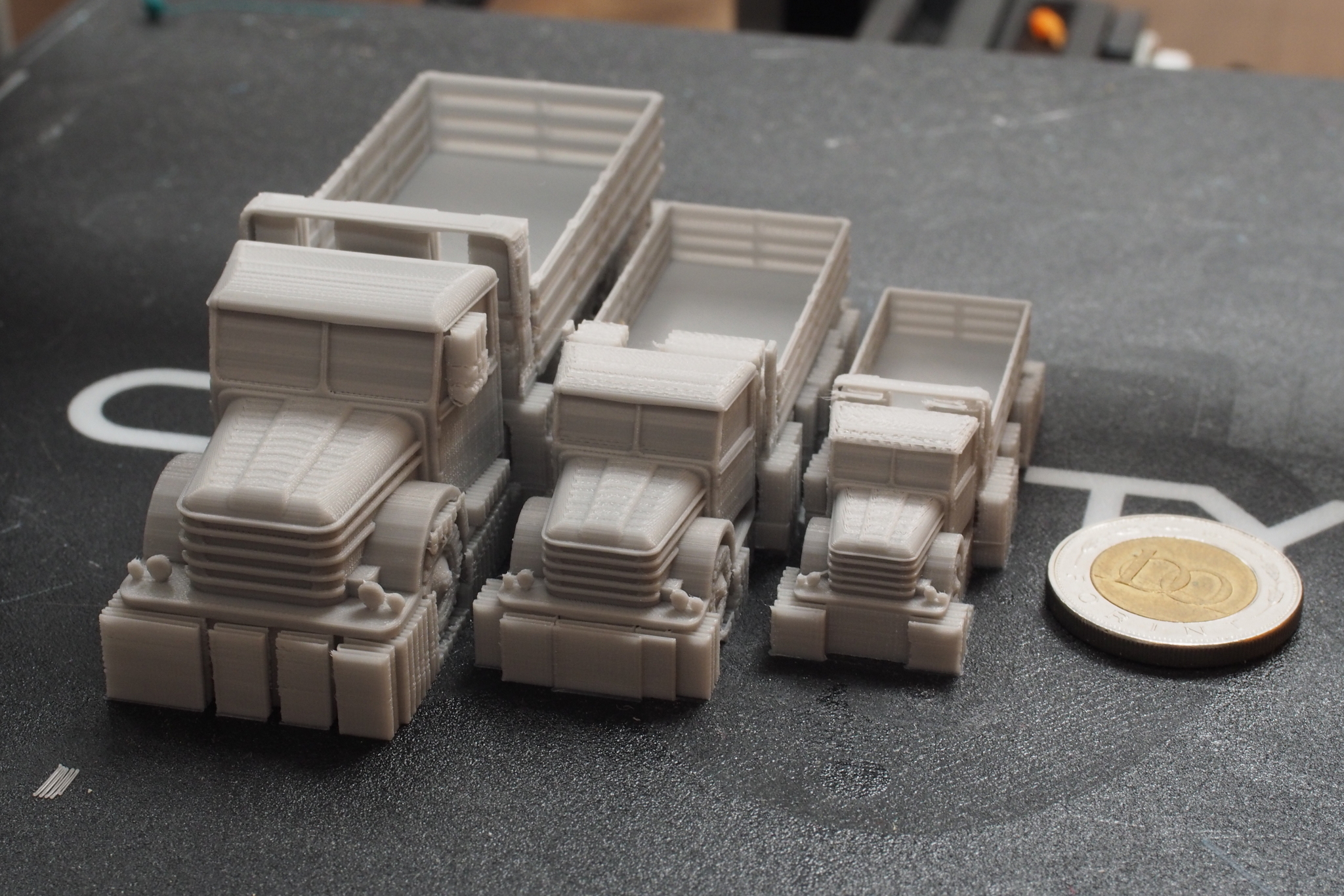
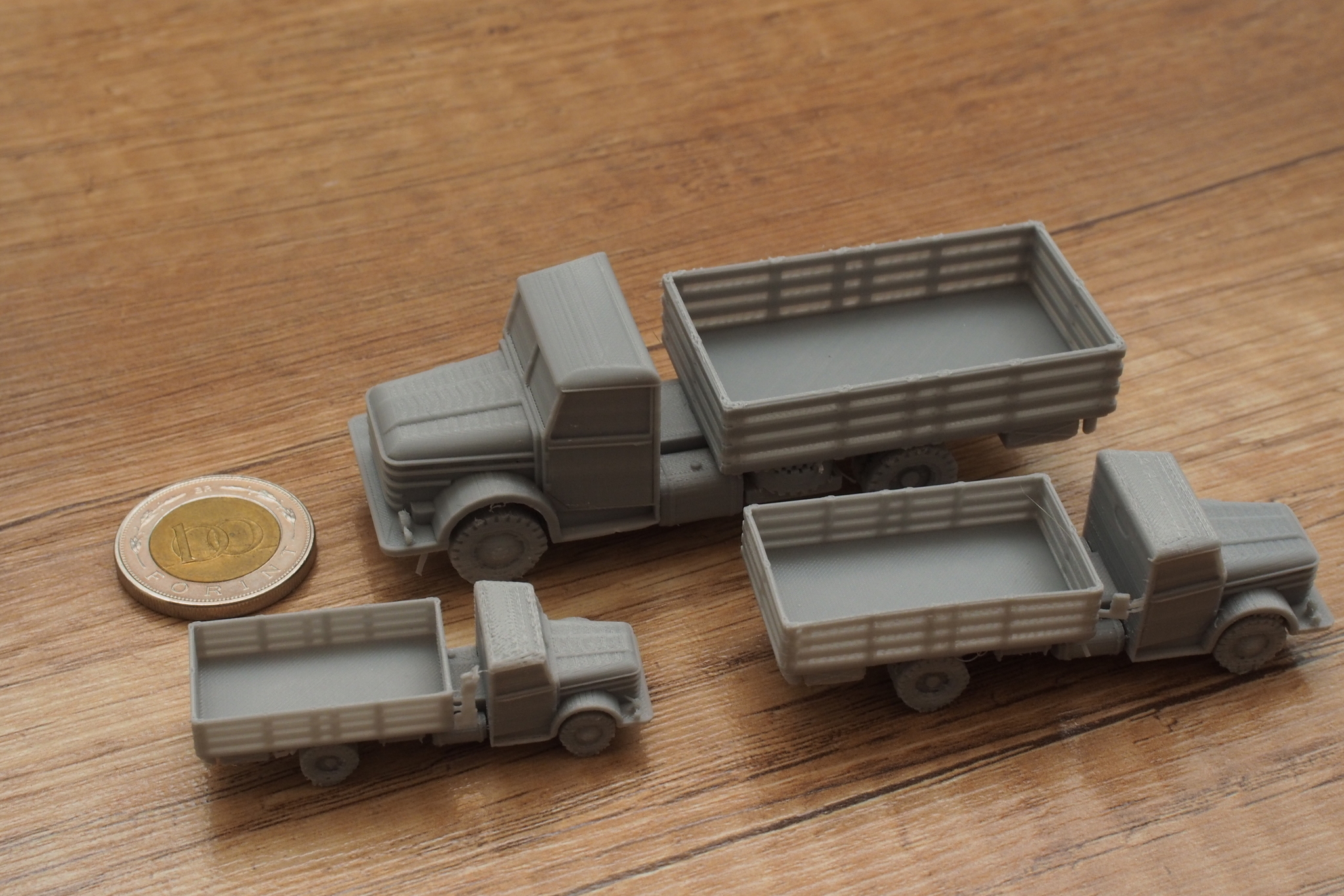
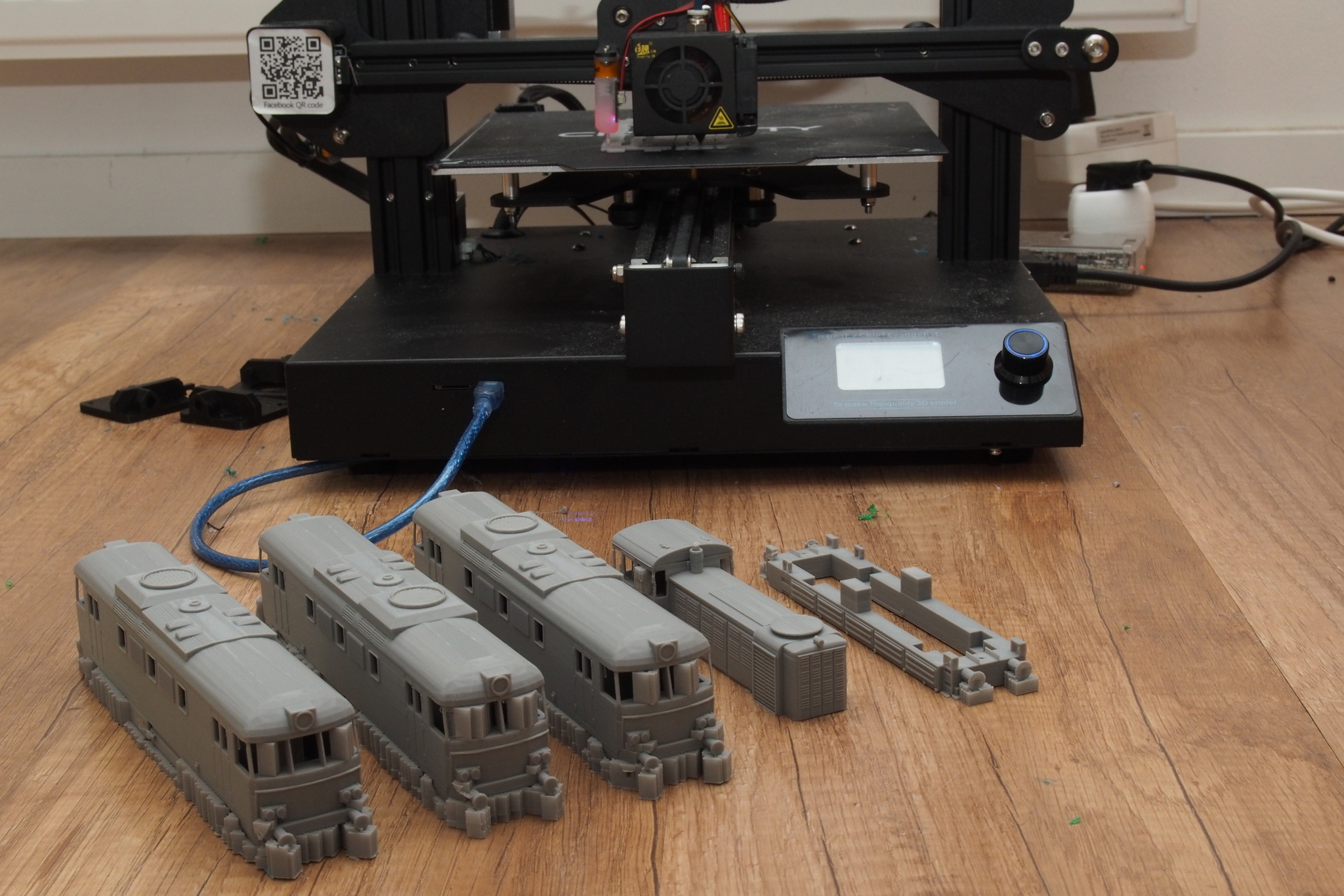
A Duplicator 6 esetén rendszeresen nyomtatok 0.2mm-es fúvókával és erről raktam fel pár blog bejegyzést is. Azokban ismertetésre került, hogy egy 0.2mm-es fúvókával mennyivel részletgazdagabb dolgokat lehet nyomtatni, akár H0, TT vagy mégkisebb méretarányú dolgokat. A nyomtató Z irányú "felbontását", azaz a rétegvastagságát lehet csökkenteni akár 50 mikronig is (vagy még lejebb) a gyári 0.4mm-es fúvóka esetén is, de az X/Y irányú (széltében) felbontást a fúvóka átmérője határozza meg. A minimális falvastagság így nagyjából 2x0.4mm, azaz 0.8mm. Ezzel szemben egy 0.2mm-es fúvával már 0.4mm, ami jóval részletegazdagabb nyomtatást tesz lehetővé, mint mindjárt látni fogjuk a következő képeken: Csepel teherató H0, TT és N méretarányban.
Sajnos a kis modellek esetén a vékony részek nem olyan szépek, de egy kis finomhangolással már jó lett: ennek örömére nyomtattam számtalan vonatot is, megrendelésre. :)
Maga a fúvóka cseréje egy elég egyszerű, kb. 5 perc + újra szintezés (változhat minimálisan a fúvóka és az asztal távolsága). A szeletelő programban pedig ezeket változtattam: fúvóka átmérő, sebesség visszavétele kb. 40mm/sec-re, szálvisszahúzás visszavétele, minimálisan a hőmérséklet emelése (218 fokra), illetve a falak számát 3-ra állítottam (shells), mert a kettő elég kevés.
Ezentúl a CR-20 Pro-t is befogom majd a vasútmodellek és egyéb kis modellek nyomtatására. :)
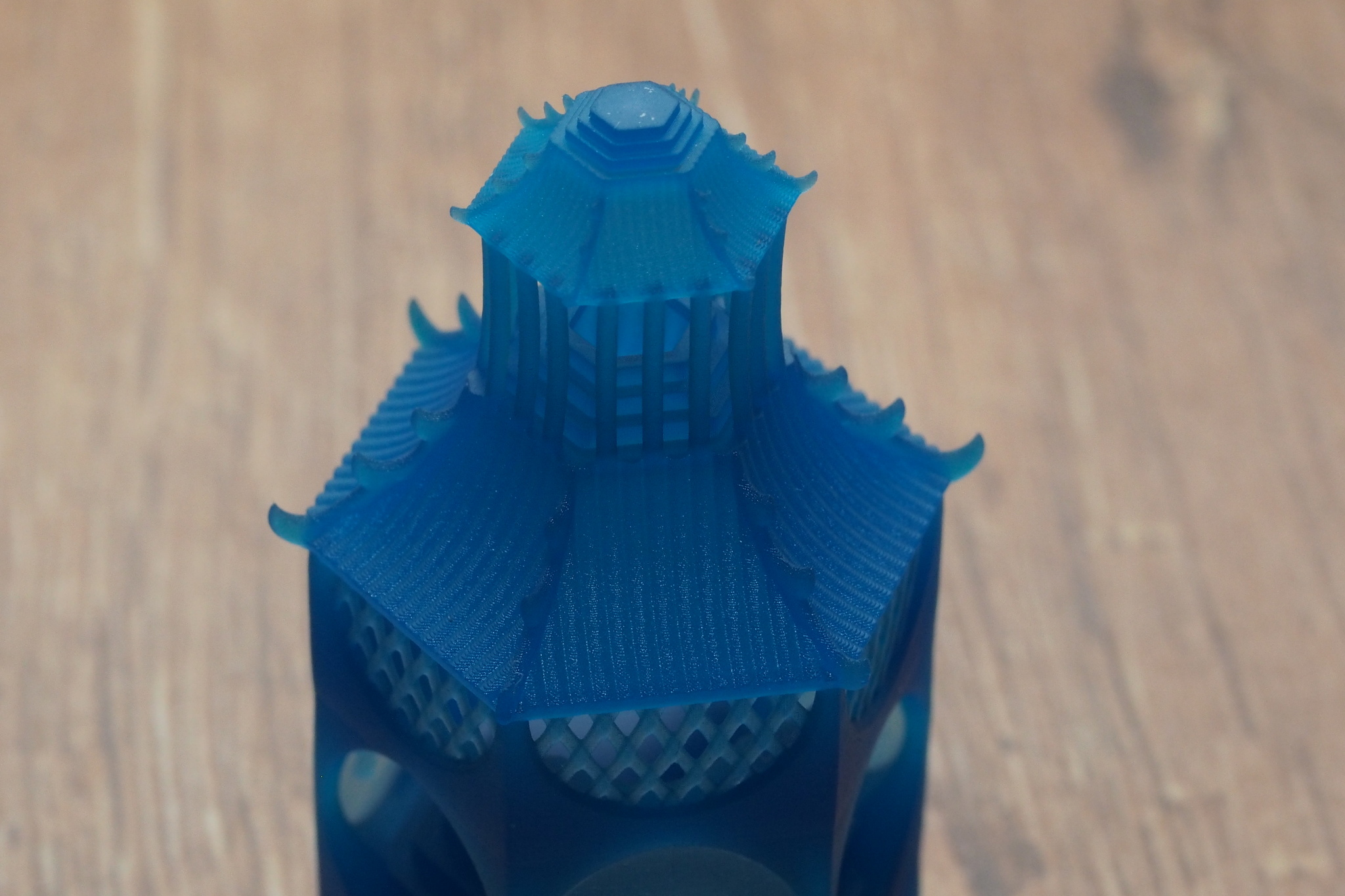
Már többször szerettem volna feltenni képeket arról, hogy milyen 25 mikronnal nyomtatni a Shuffle-el. Röviden: unalmas. :) Miért? Mert tényleg nagyon szépen nyomtatta ki ezeket a próba modelleket, és a rétegeket nem látni szinte. Lehetne akár 10 mikronig lemenni, de minek? Valószűleg nem érné meg a 2x-3x-os nyomtatási időt, mert már 25 mikronnal is tökéletes a minőség.
És akkor a képek:
A nyomatokat a Bluetech EcoGray gyantával nyomtattam és persze a Phrozen Shuffle-el.
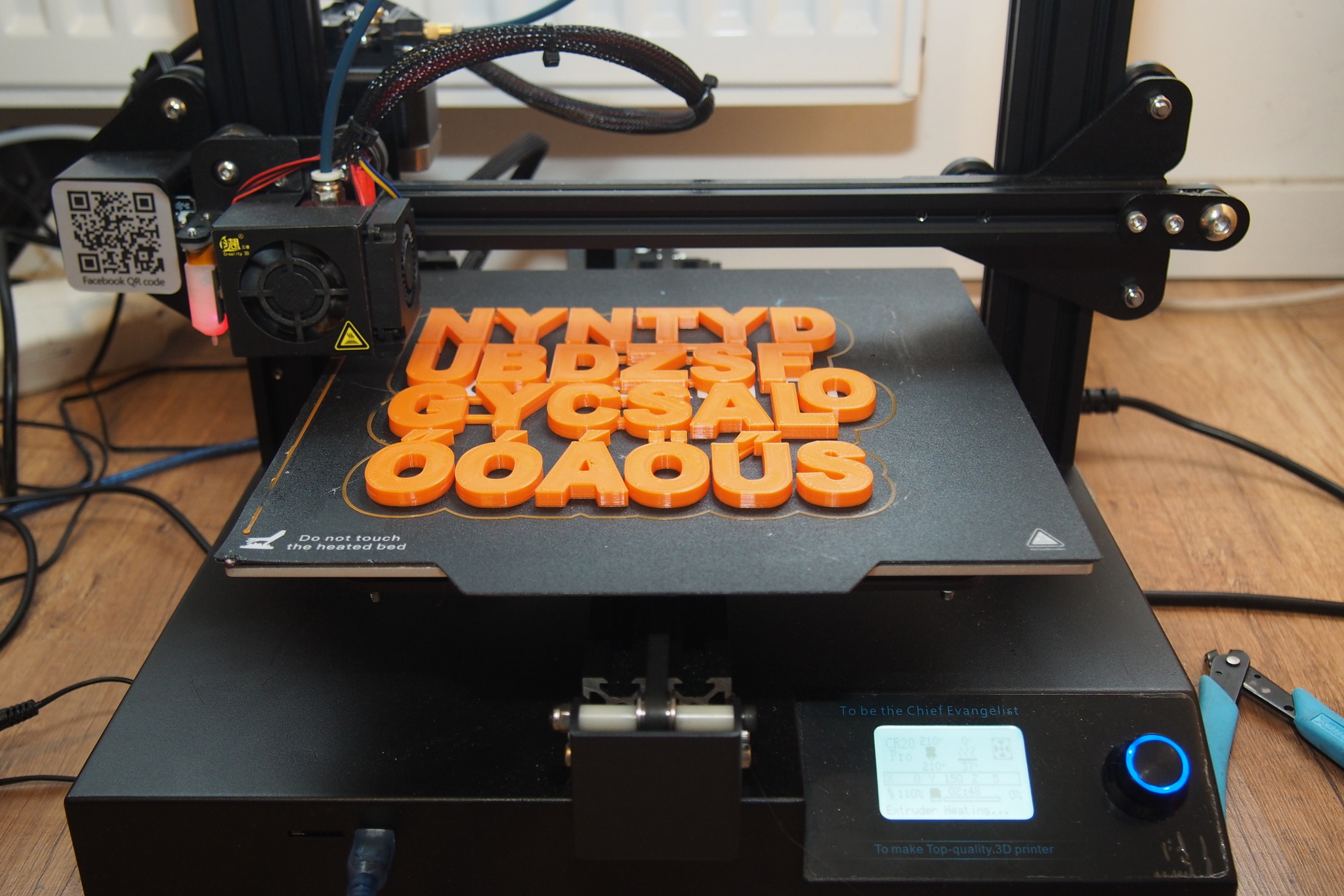
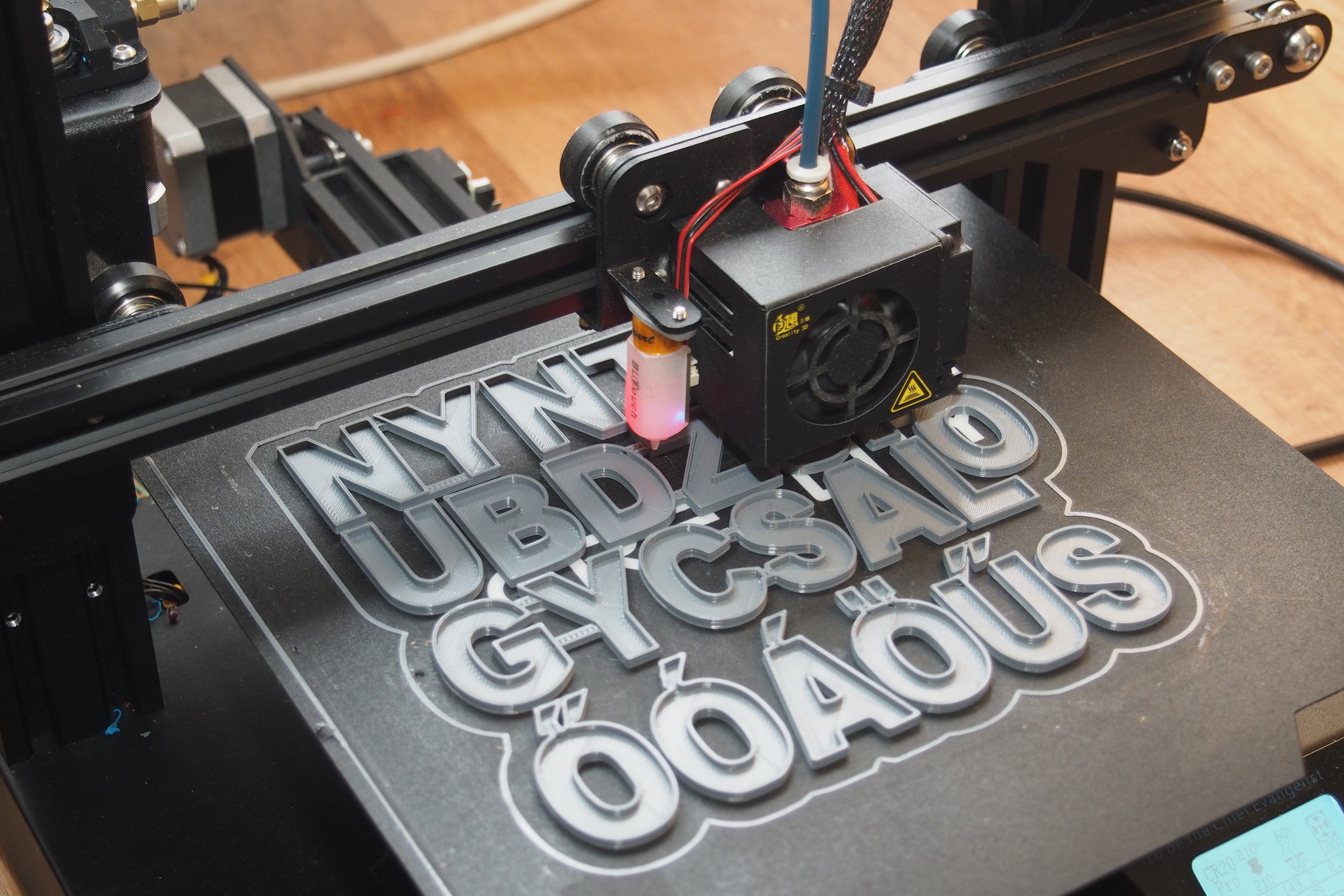
A gyerekek kaptak karácsonyra egy ilyen klasszikus tanuló táblát: egyik oldala krétával írható, másik oldala filctollas illetve vannak hozzá mágneses betűk és számok. Ami tök jó dolog, csak éppen ez egy nagy német multinál lett vásárolva, azaz: a betűk egy része használhatatlan, mert umlautosak, továbbá minden betűből csak 1 db van, ami kicsit nehézkessé teszi pl. a szavak tanulását.
Nosza, hát nem erre (is) való a 3D nyomtató? Persze biztosan lehet kapni készen is ilyet, de nem vagyok róla meggyőződve, hogy olcsóbbra jön ki (egy helyen találtam magyar ABC-set, 4000 Ft-ért a készletet), másrészt abban nincs semmi poén.
Fogtam magam hát, és nekiálltam tinkercad-ben elkészíteni a betűket. A megoldás elég egyszerű volt: egy grafikus programban kiválasztottam egy betűtípust, beírtam a betűket, majd SVG-ként beimportáltam tinkercad-be. Ezután a páros betűket és az ékezeteket kötögettem össze egy apró vékonyabb pöcökkkel, hogy ne essenek szét. És kész, jöhet a nyomtatás! :)
Hogy még gyorsabban elkészüljön és kevesebb anyagot használjon, 0% kitöltéssel nyomtattam és 0.25-ös rétegvastagsággal. Így egy-két széle kicsit "beszakadt", de azért vállalható lett így is.
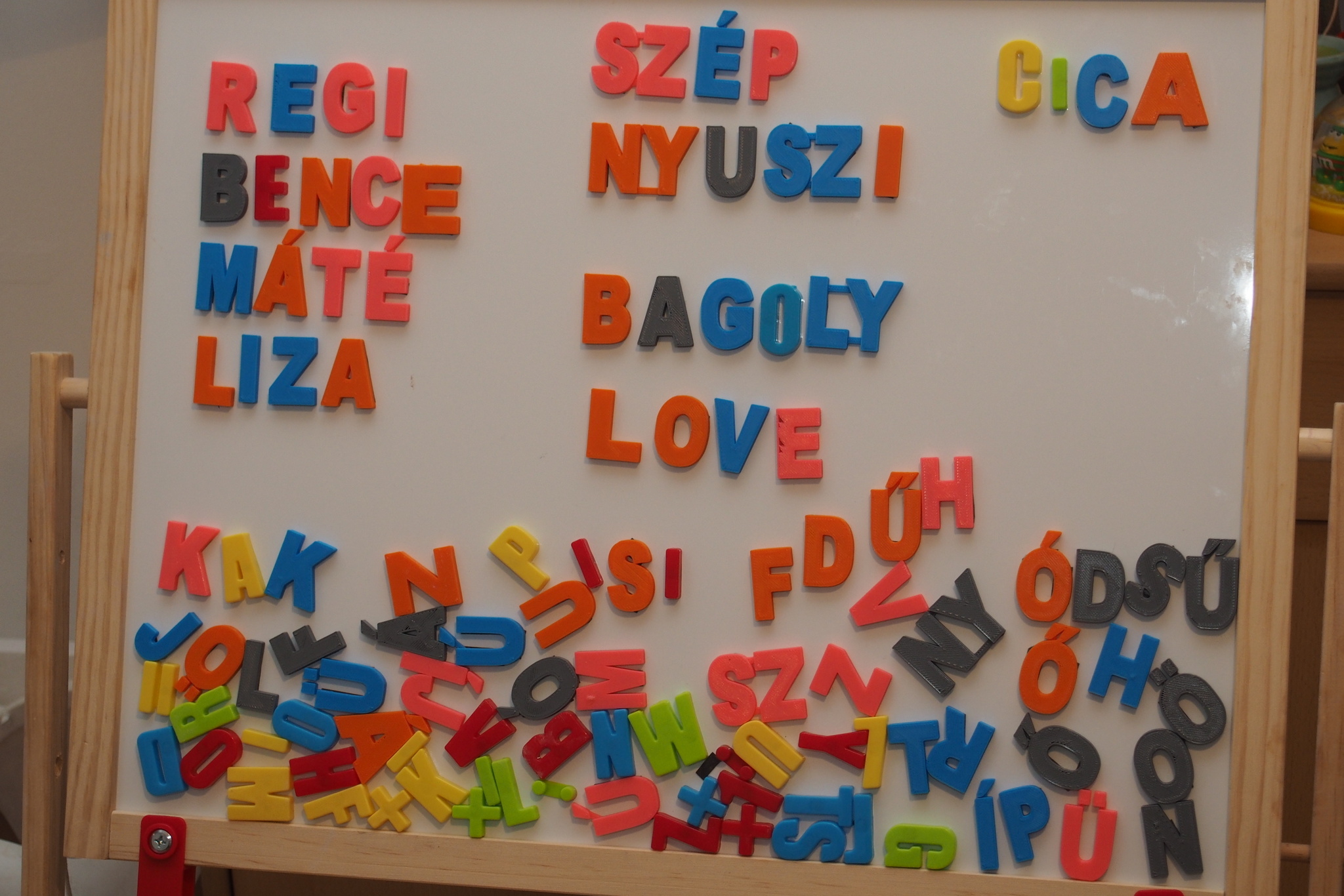
Az eredmény:
Két szettet nyomtattam, 4 különböző színnel (illetve összesen 4 szettet, mert közben a rokonságból érkezett egy megrendelés is :). A mágneses részt úgy oldottam meg, hogy volt otthon egy korábbi mágneses tárgyasztal fóliás megoldásból egy mágneses lapom, ami ollóval vágható. Ilyeneket tudtommal lehet is vásárolni. Lehetett volna kis mágneseket is, de az sok idő, mire ideér Kínából.
A tárgyakat az új típusú nyomtatónkkal, a Creality CR-20 Pro-val abszolváltam. Teszt erről a nyomtatóról egy korábbi bejegyzésben található.
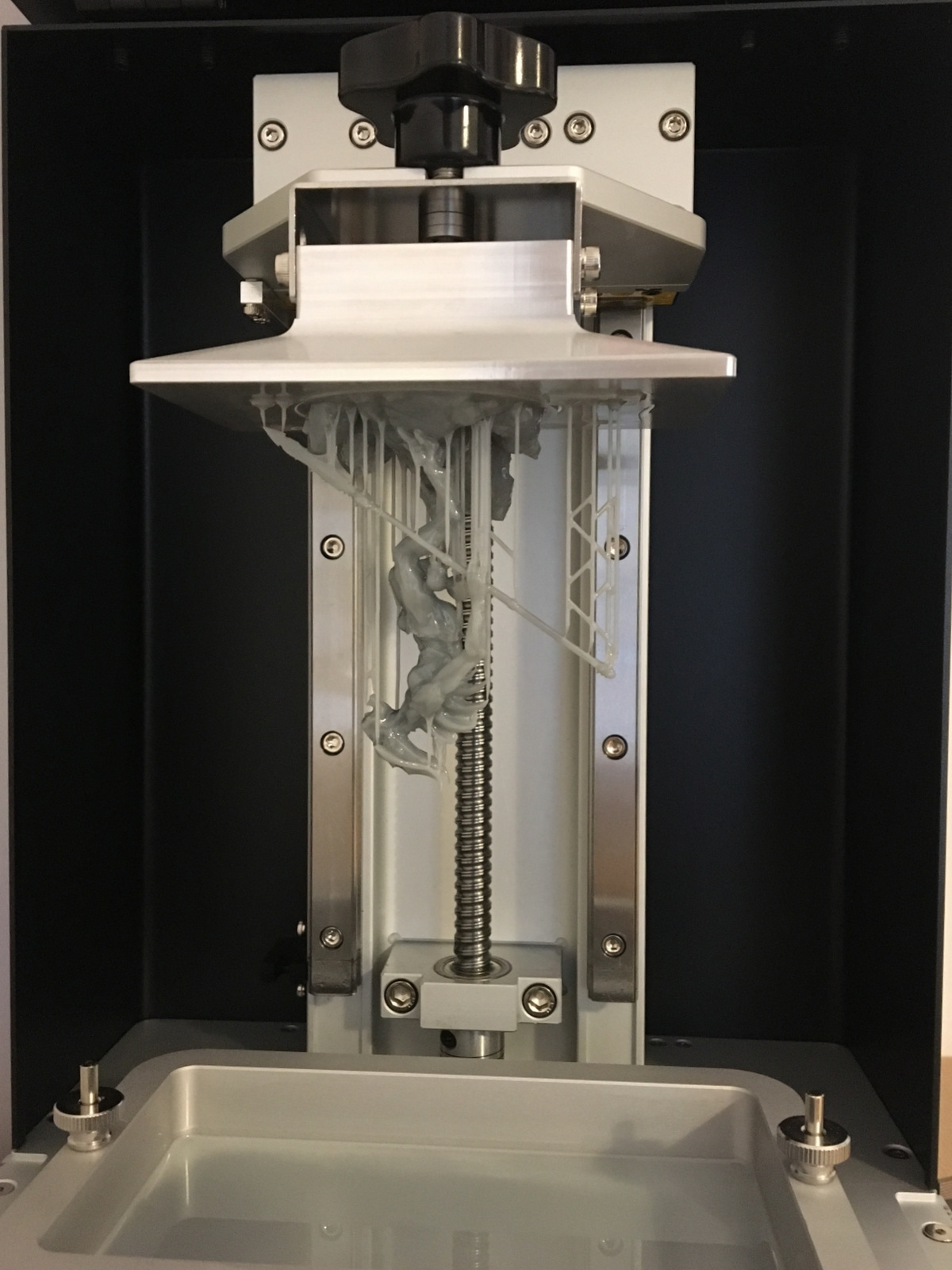
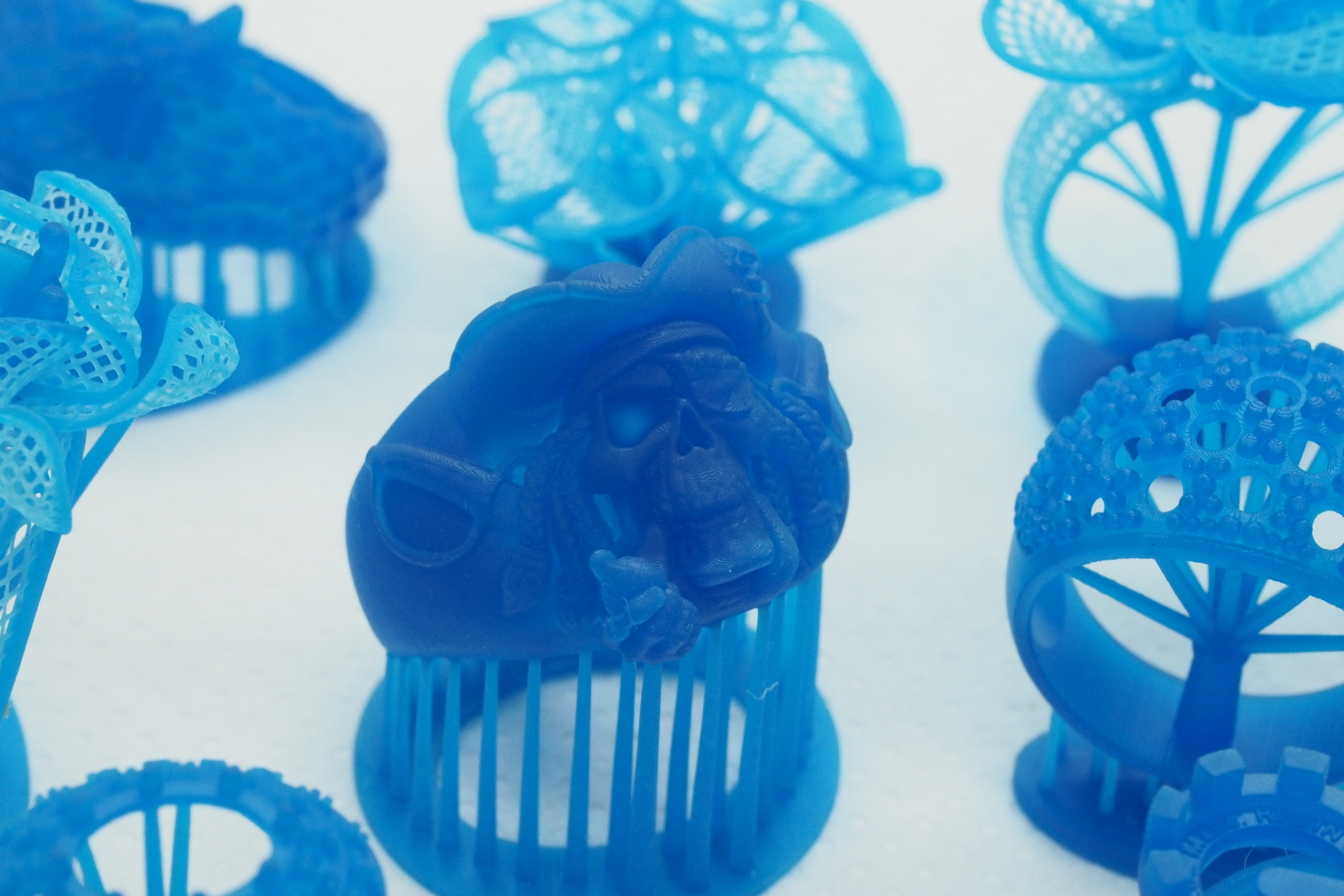
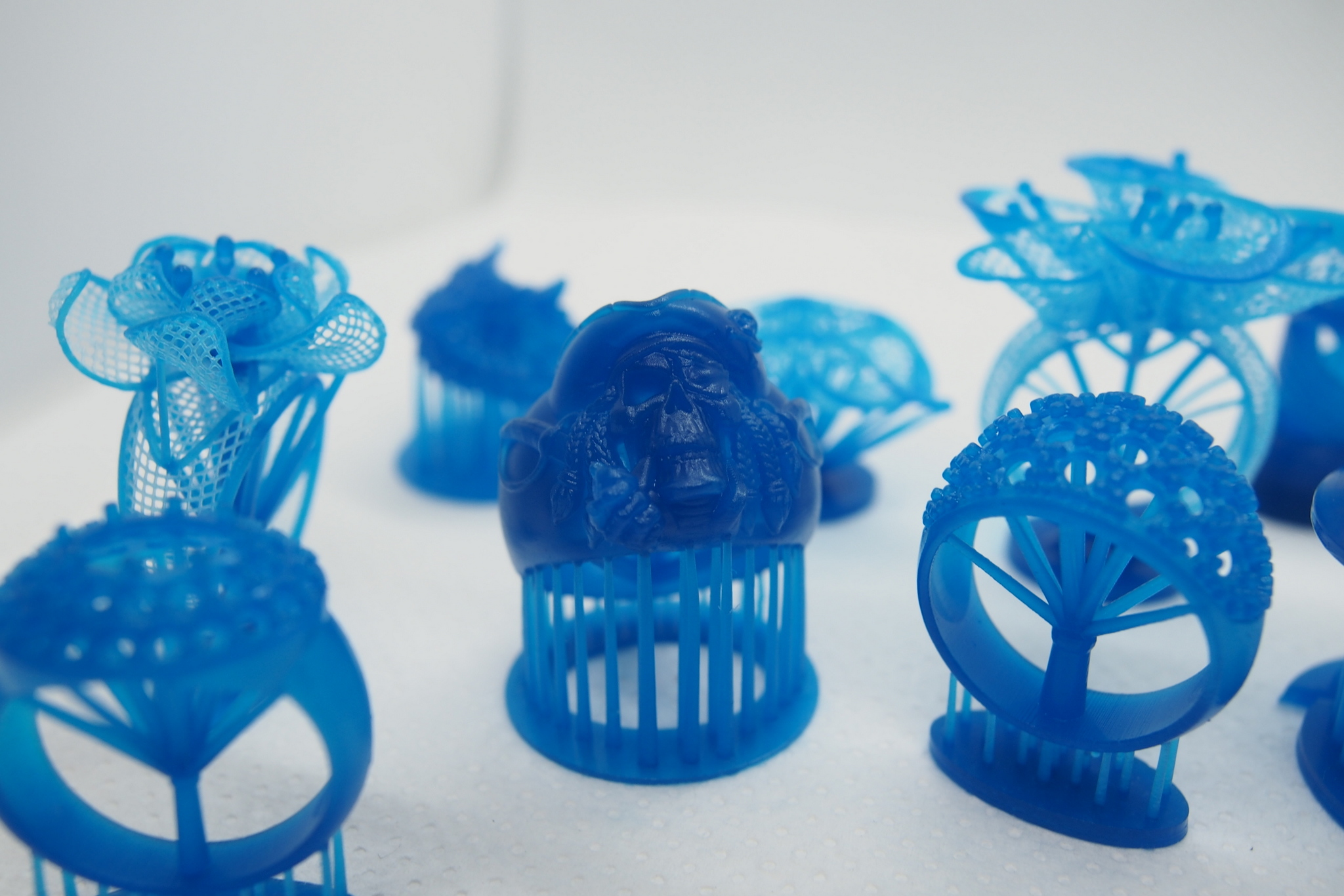
Már nagyon sokszor ki szerettem volna nyomtatni ezt az ijesztő (és lássuk be, nem annyira karácsonyi hangulatú :)) figurát műgyantás géppel, most nekiálltam a Bluecast új EcoGray gyantájával és a Shuffle-el a nyomtatásnak, mert kíváncsi voltam, mennyire részletgazdag. Hát, nagyon. :) Sajnos az egyik keze alá nem raktam elég alátámasztást (nem voltak a felsőbb részek biztosítva), és így levált, illetve maga az alátámasztás is elég vékonyka volt:
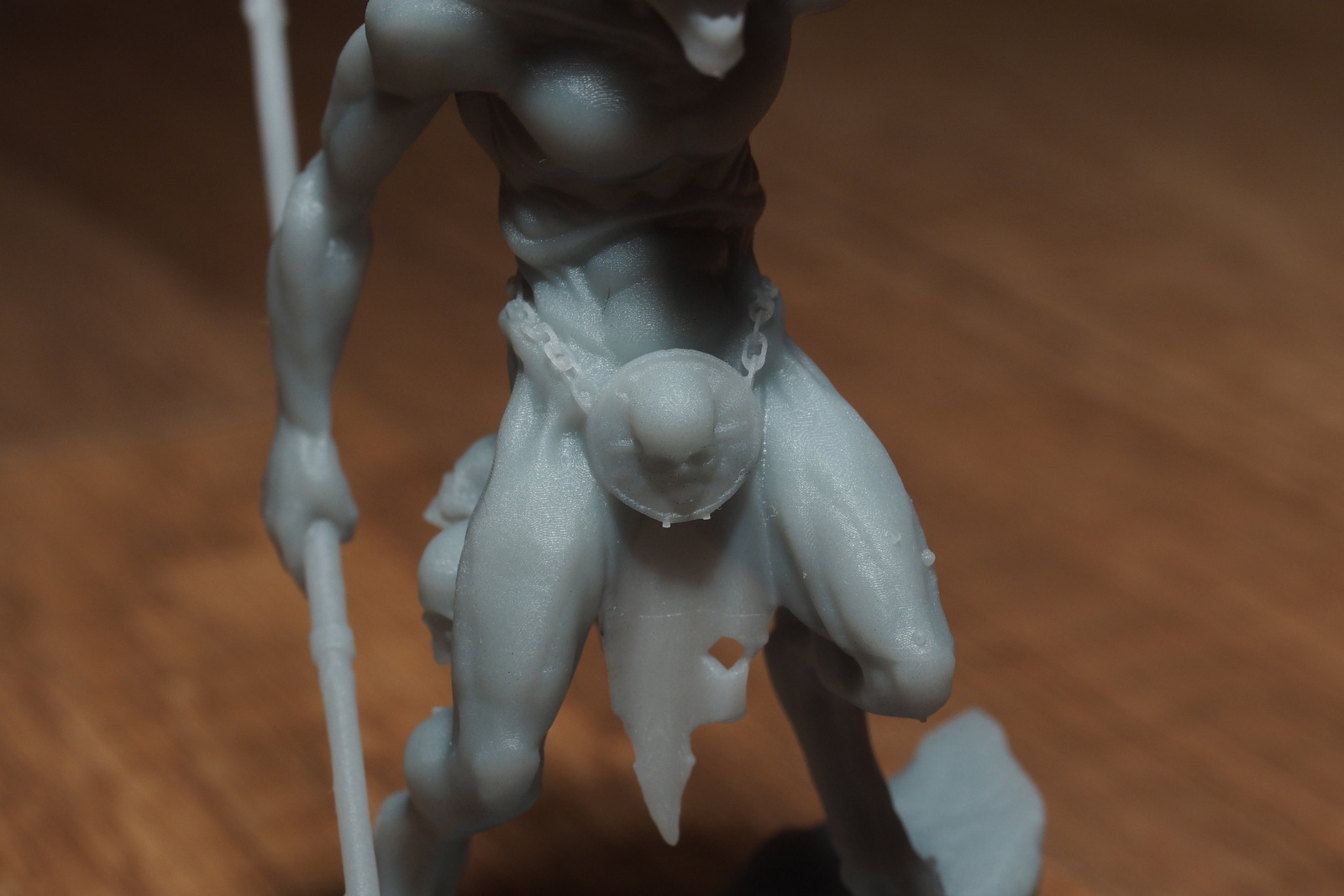
De ezt az egy részt leszámítva elképesztő, milyen jól néz ki a nyomtatás. Pedig csak 50 mikronnal nyomtattam, lehetett volna akár 25 vagy akár 10 is, bár akkor megőszültem volna, mire elkészül.
A végeredmény:
Jó gyanta ez az EcoGray, a gyáró szerint "biztonságos" és nincsenek benne nagyon káros összetevők, gyors is (Phrozen Shuffle-ön 50 mikronon 6.5 másodperc, ami nem rossz egyáltalán) és szépen lehet vele nyomtatni.
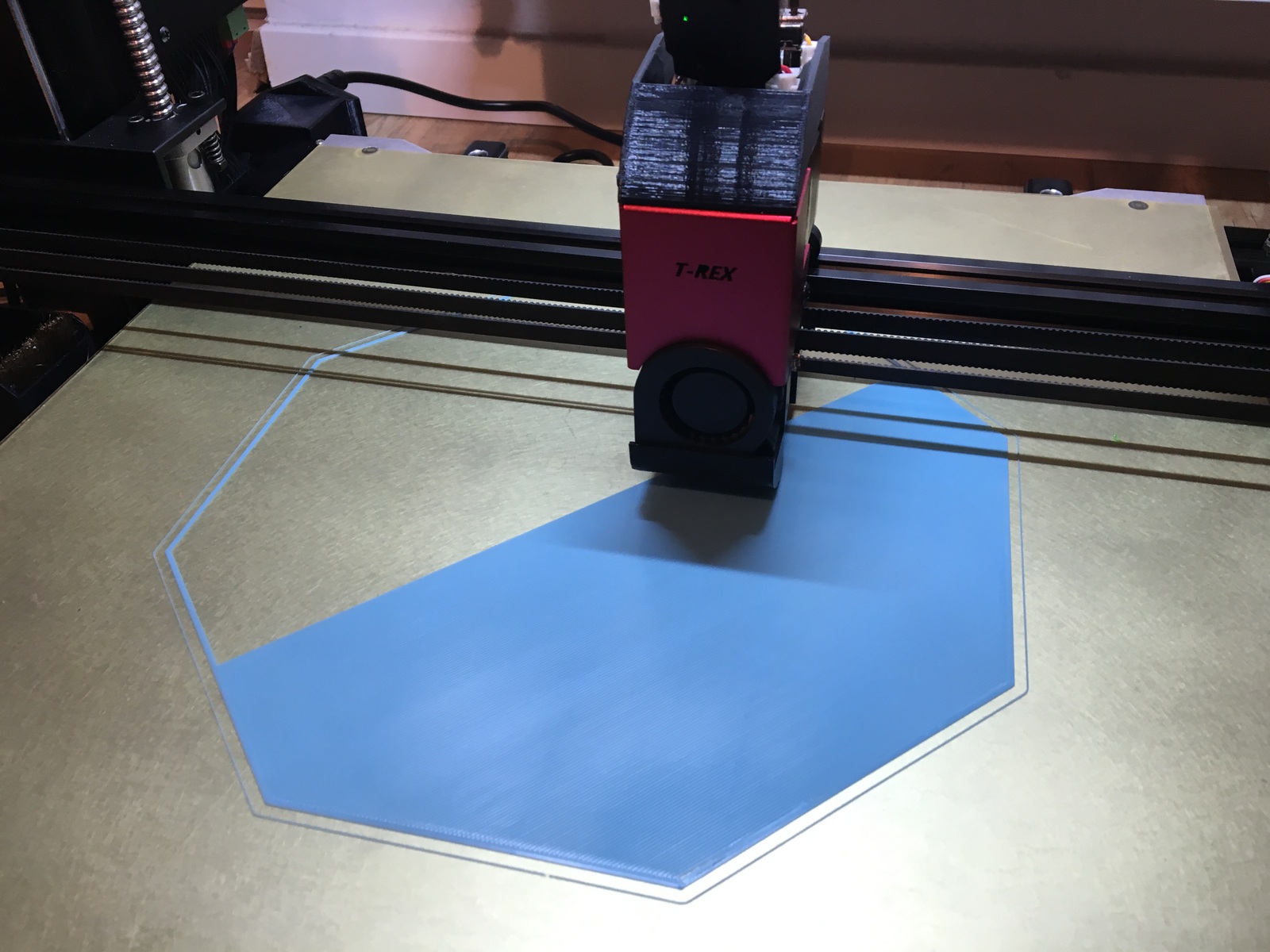
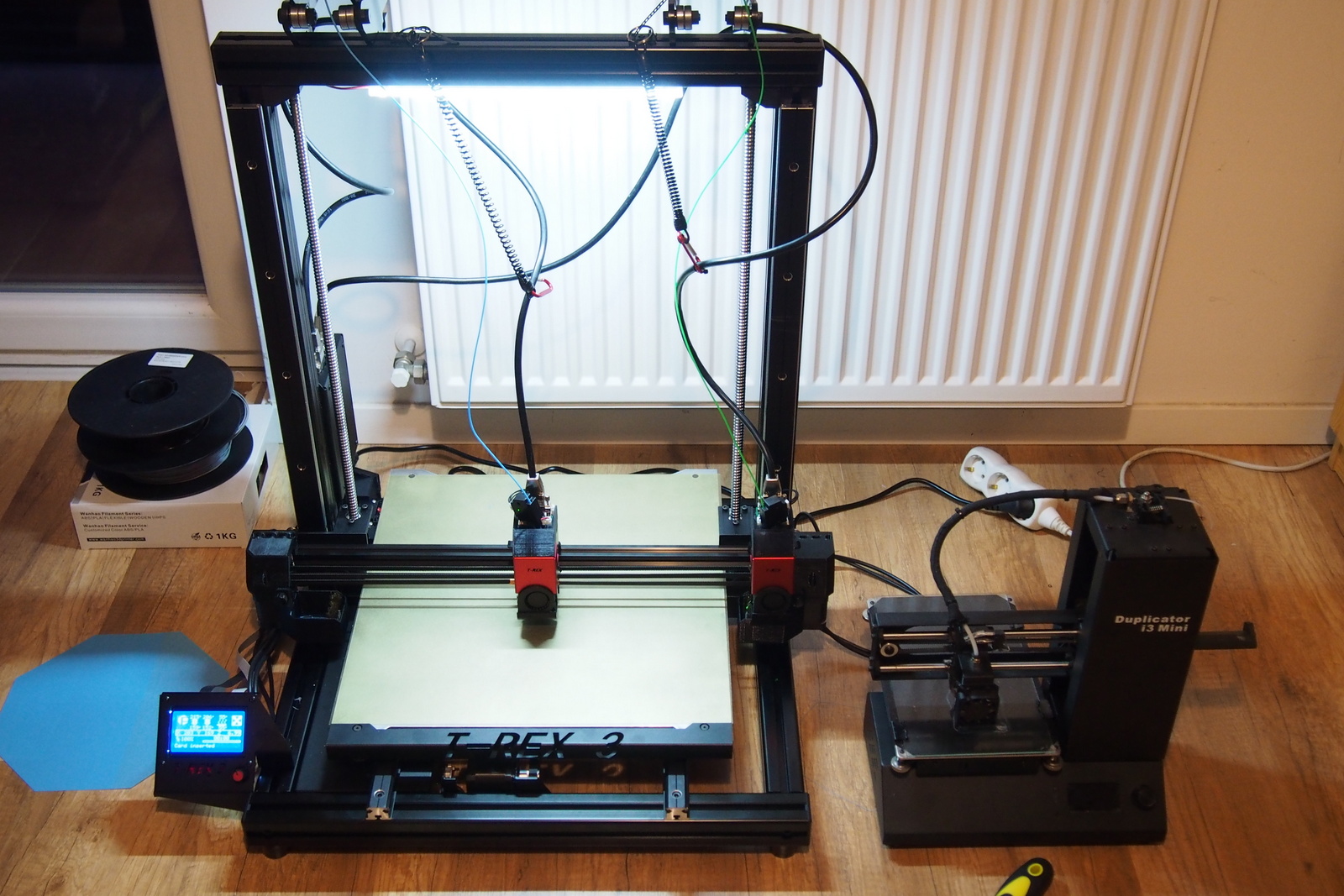
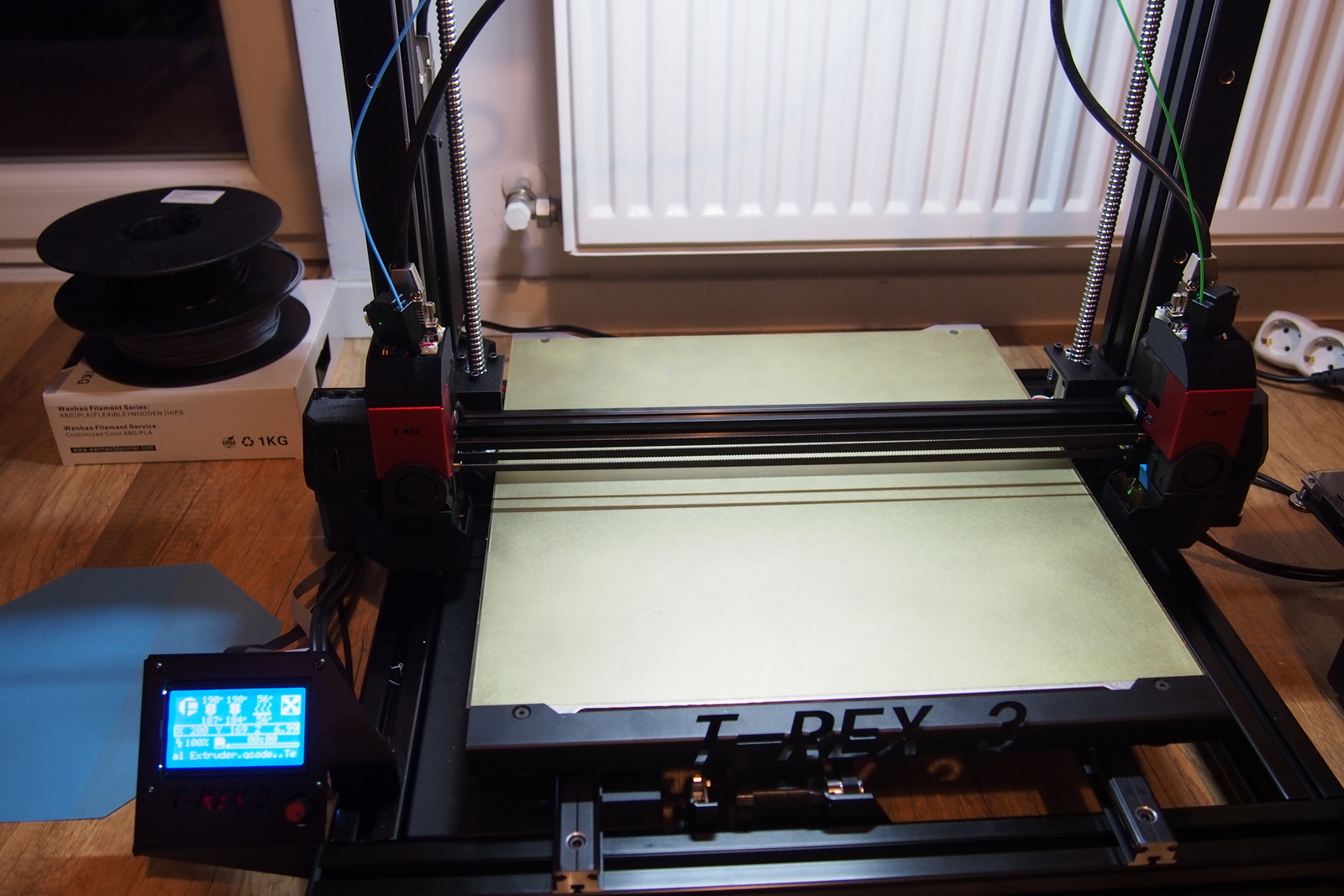
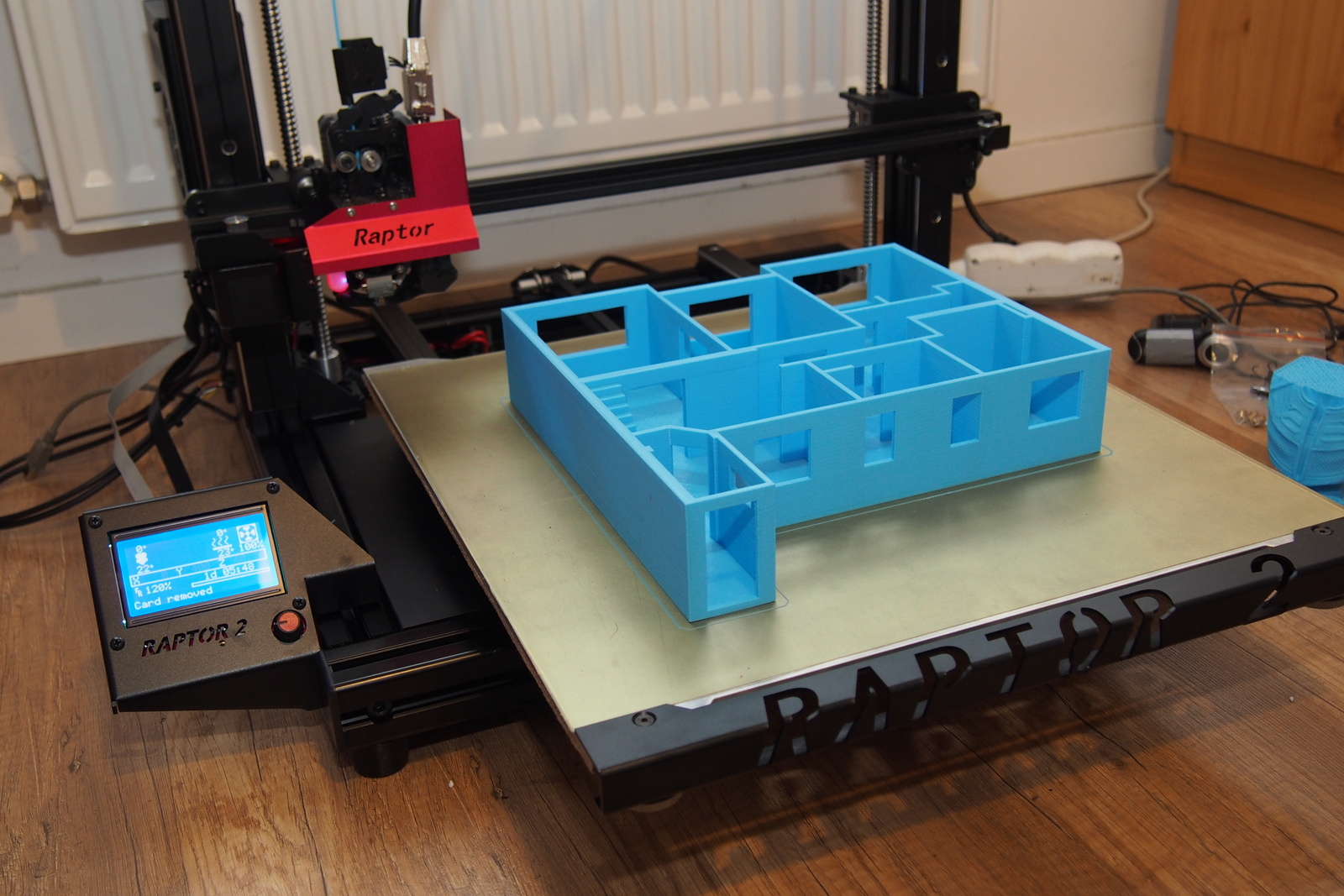
A múlt héten megérkezett hozzánk a Formbot Raptor 2.0-ás és Trex 3.0-ás nyomtatója. Mindkét nyomtató hatalmas, 400x400-as alapterületű asztallal rendelkezik, 500mm maximum magassággal. Ez igencsak tekintélyt parancsoló.
Ezen kívül a nyomtató ezekkel a plusz tulajdonságokkal rendelkezik, amivel kiemelkedik más hasonló nyomtatók közül:
Trex 3.0: dupla független extrúderek (IDEX)(két anyagos, pl. támaszanyagos nyomtatás vagy duplázó nyomtatás)
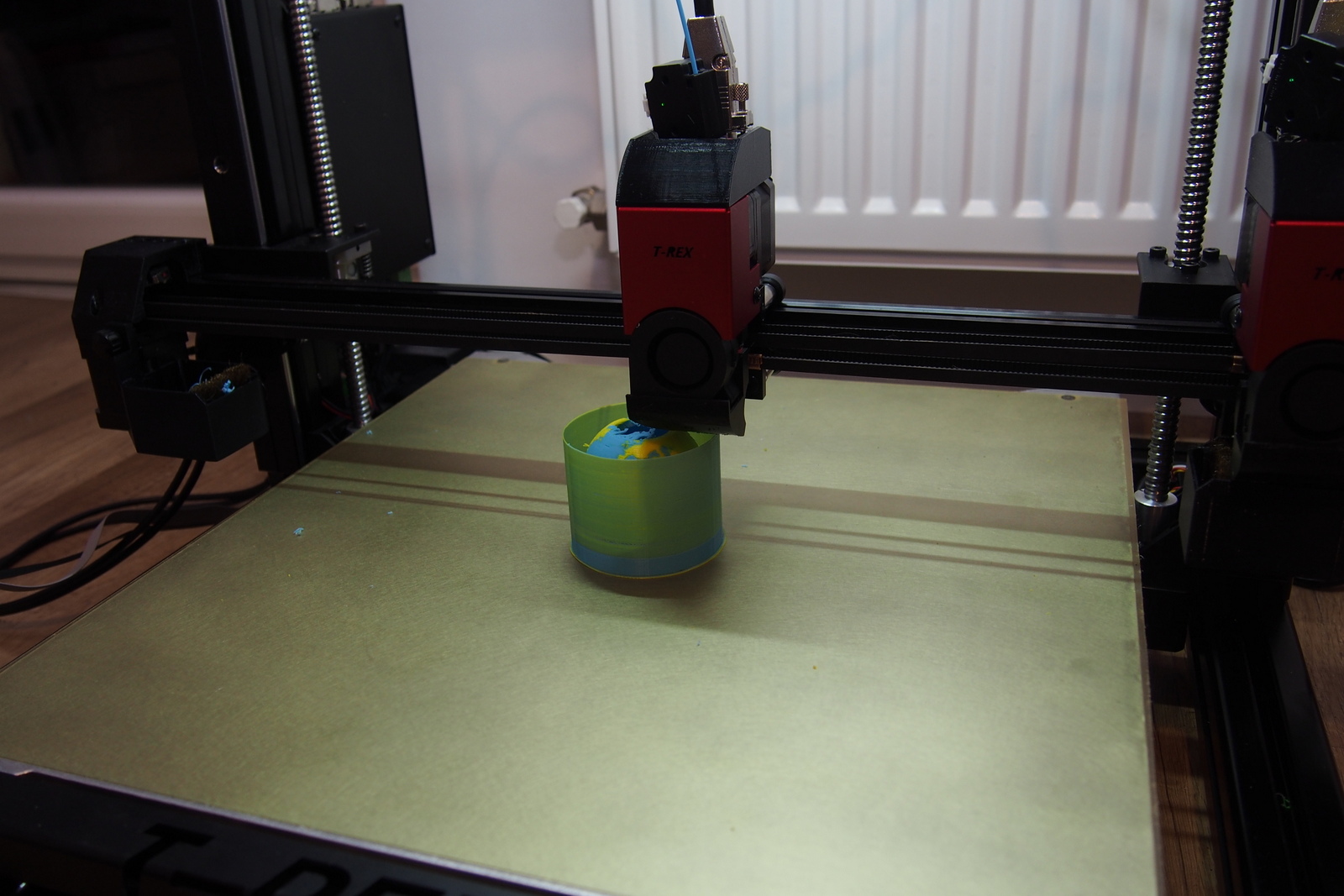
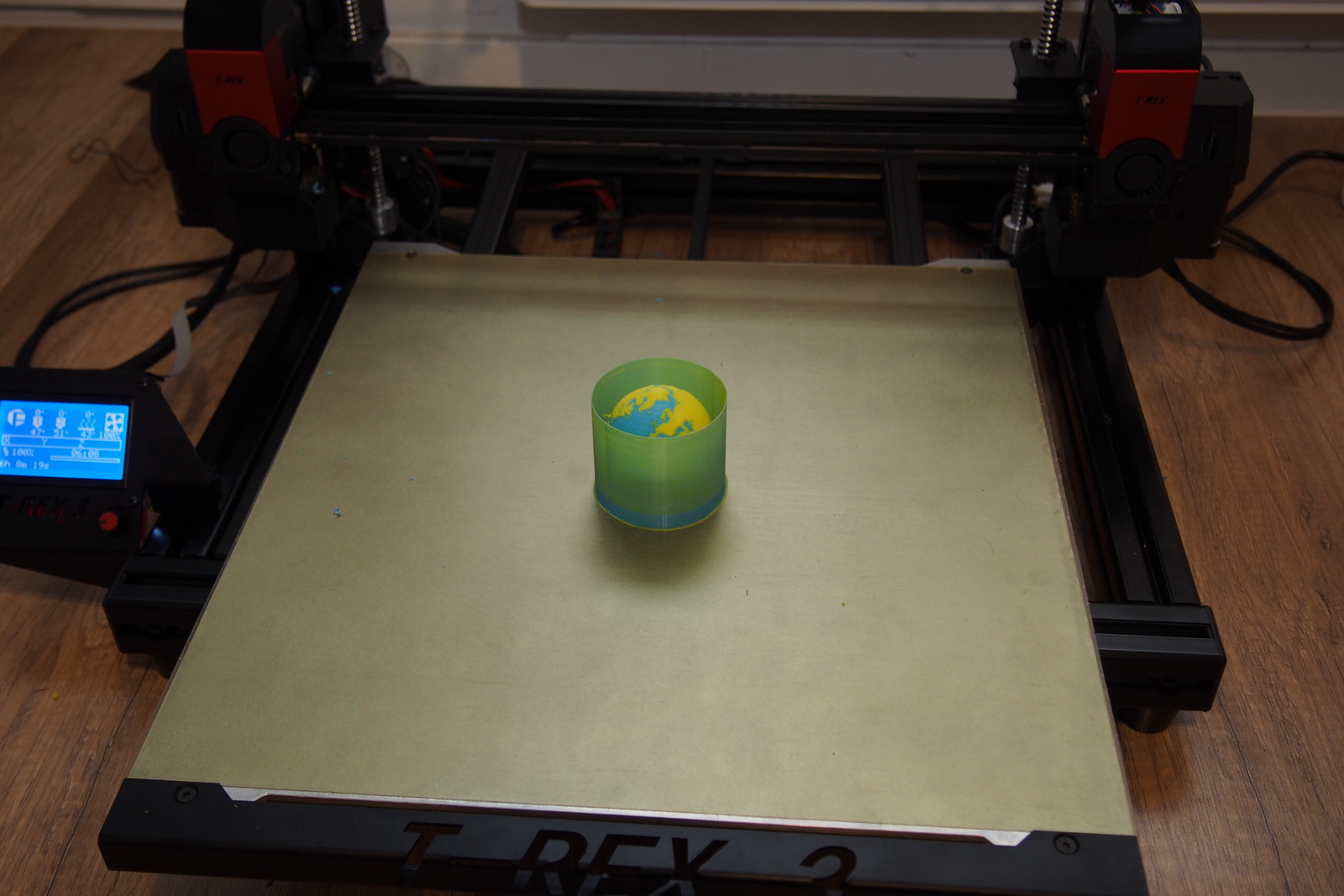
És hogy milyen minőségben nyomtat, mennyire megbízható? Kiderül a bejegyzésből. Előljáróban annyit, hogy egy idő után csak elindítottam a nyomtatást, és nem is vártam meg, amíg elkészül az első réteg, mert a szintezés mindig pontos volt a BLTouch szenzor segítségével.
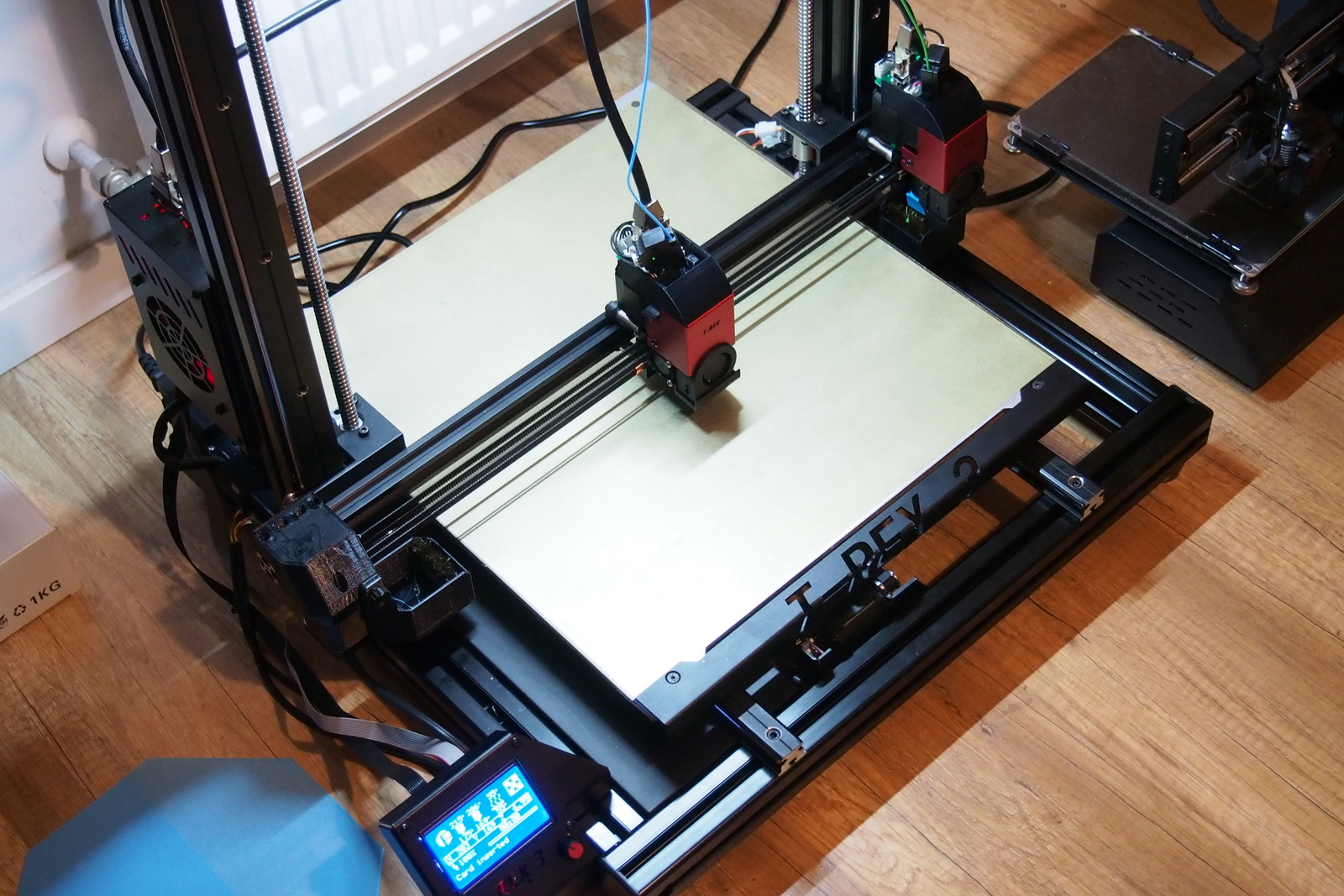
Trex 3.0
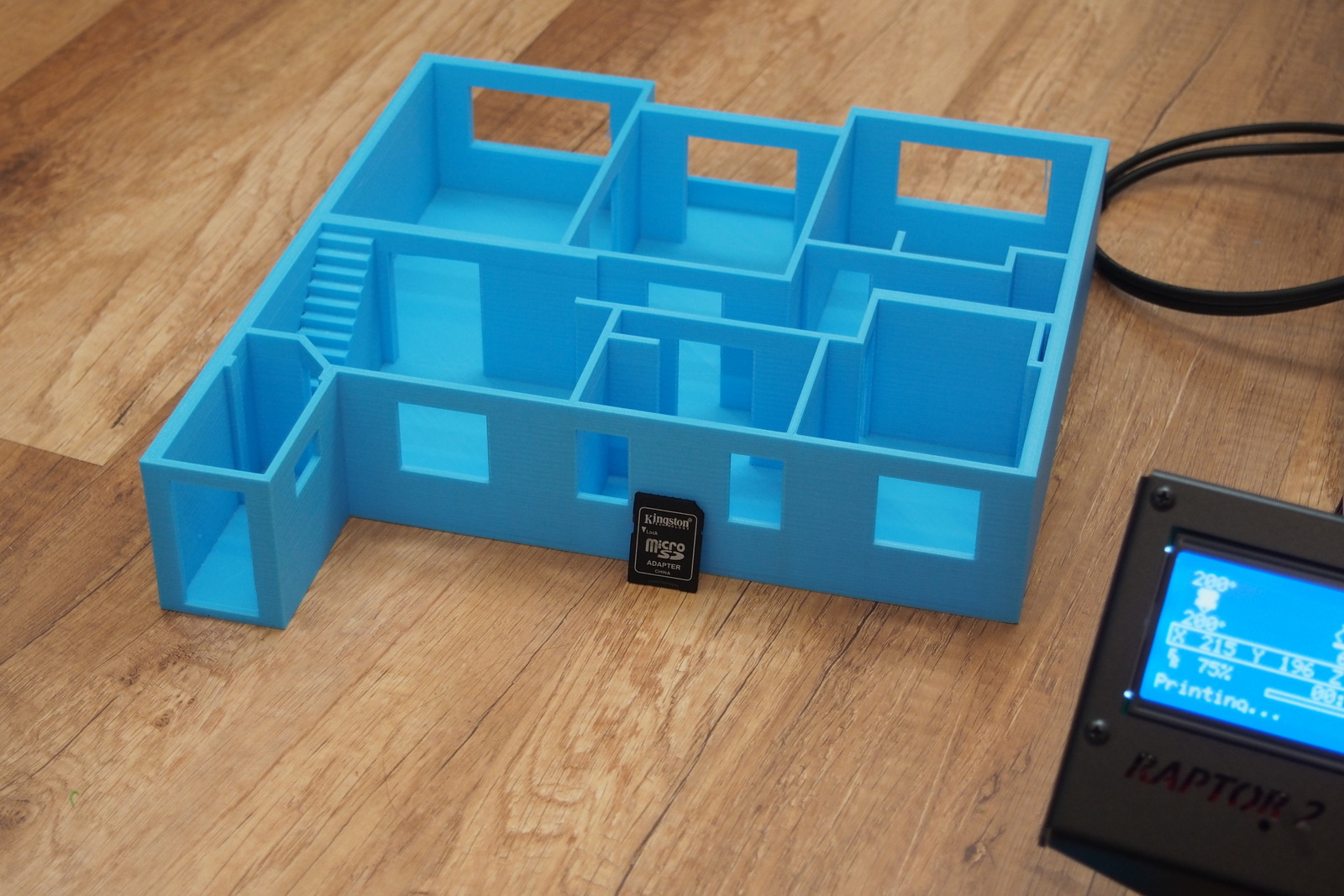
Először a Trex 3.0-át próbáltam ki, mert a vásárló kérte. Első körben a leírás szerint megcsináltam az automata szintezést (elég sokáig tart, 225 pont felett méri fel a szenzor a tárgyasztalt), majd elindítottam az első nyomtatást a mellékelt SD kártyáról, ami egy Benchy lett. Nagyon meg voltam elégedve a nyomtatási minőséggel, nagyon szép a rétegek egymásra rakódásának egyenletessége, egy-két hibát láttam, ami biztosan kiküszöbölhető a szeletelő profil beállításával (és ez sikerült is később). Utána pedig indítottam pár két extrúderes nyomtatást is (előtte kalibrálni kellett a két extrúder offsetet / távolságát), ami szintén jól sikerült (még csak most ismerkedtem a Cura és a Simplify3D dupla extrúderes nyomtatókhoz használható különböző beállításain.
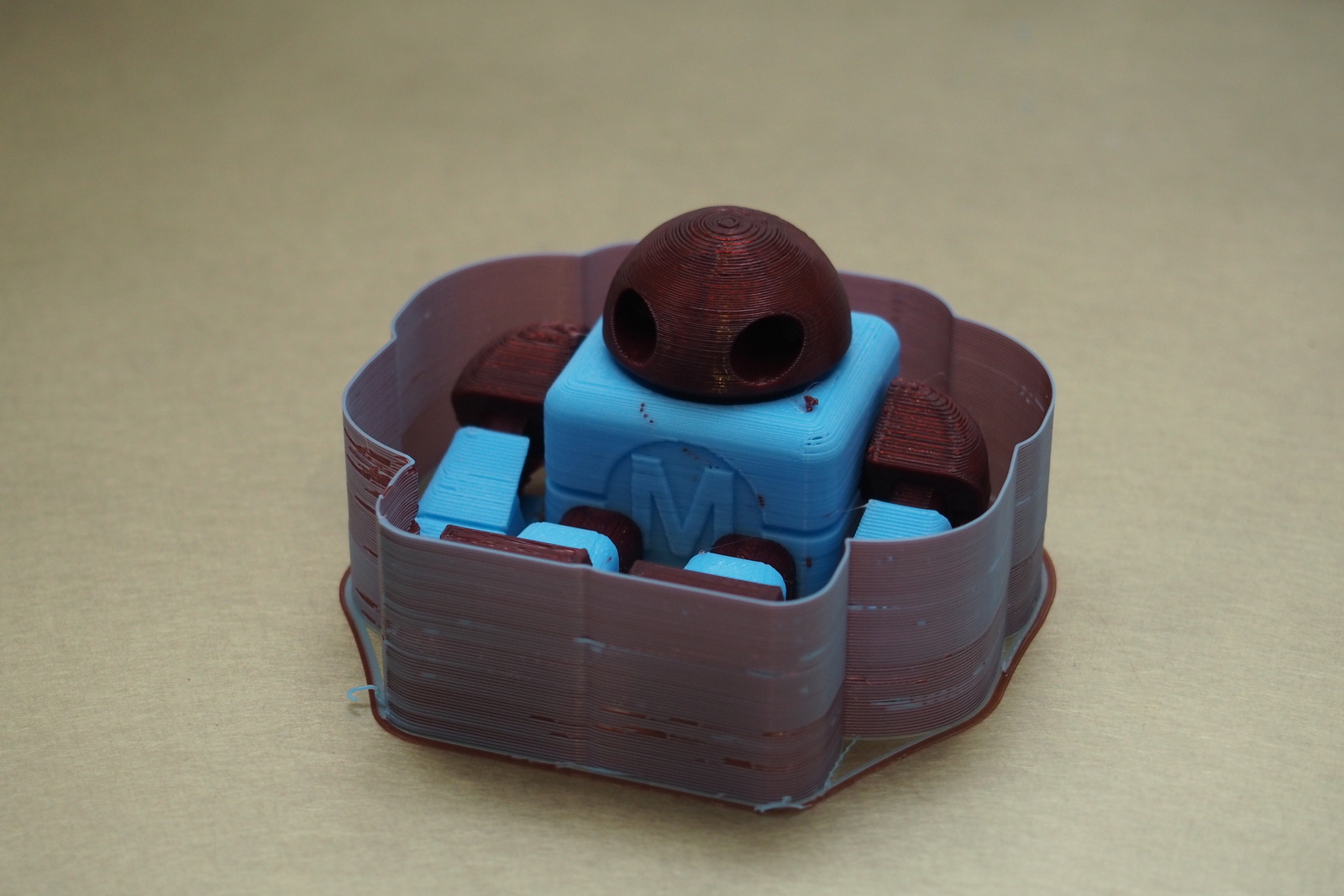
Néhány kép az elkészült tárgyakról és a nyomtatóról:
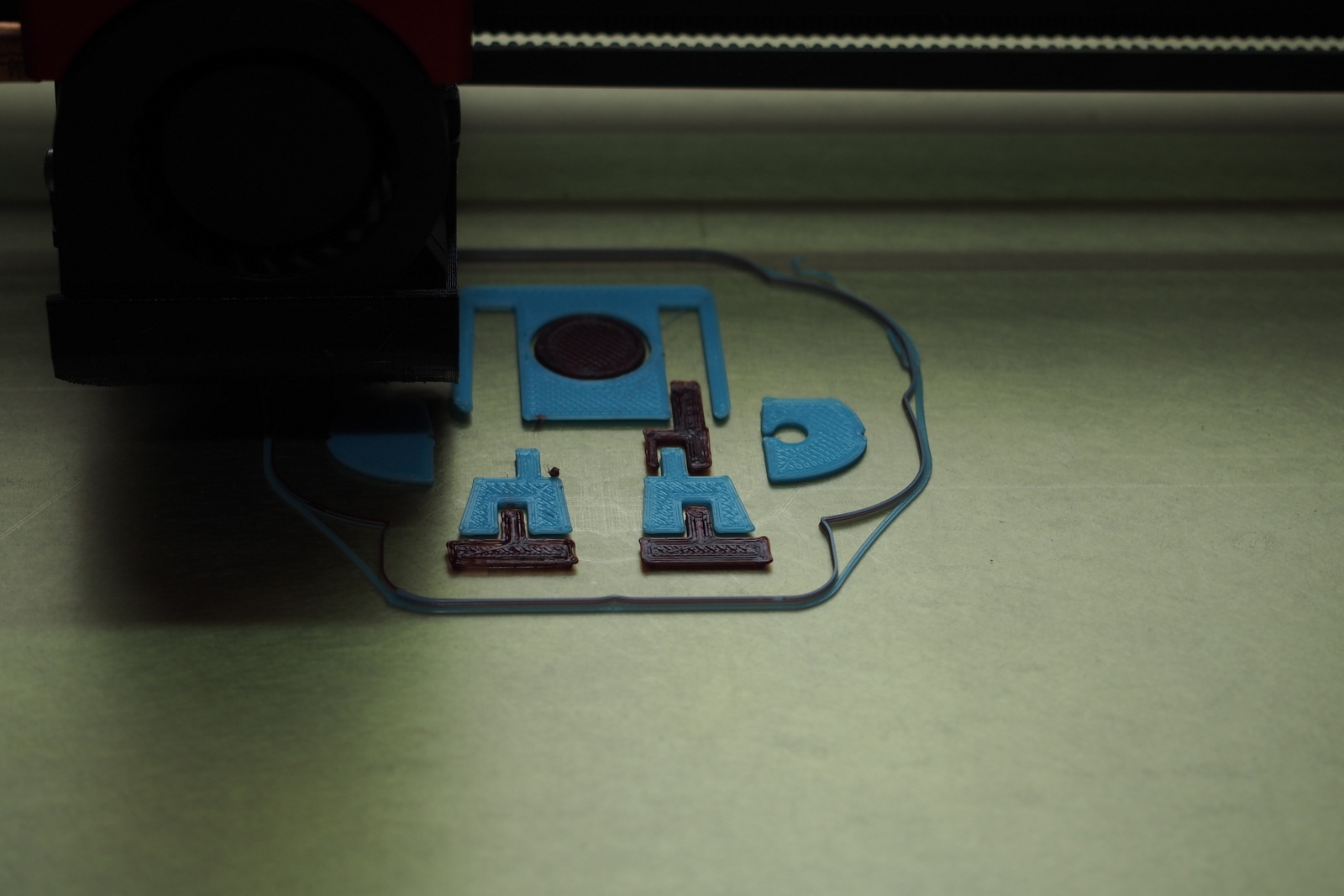
Dupla extrúderes nyomtatás:
Raptor 2.0
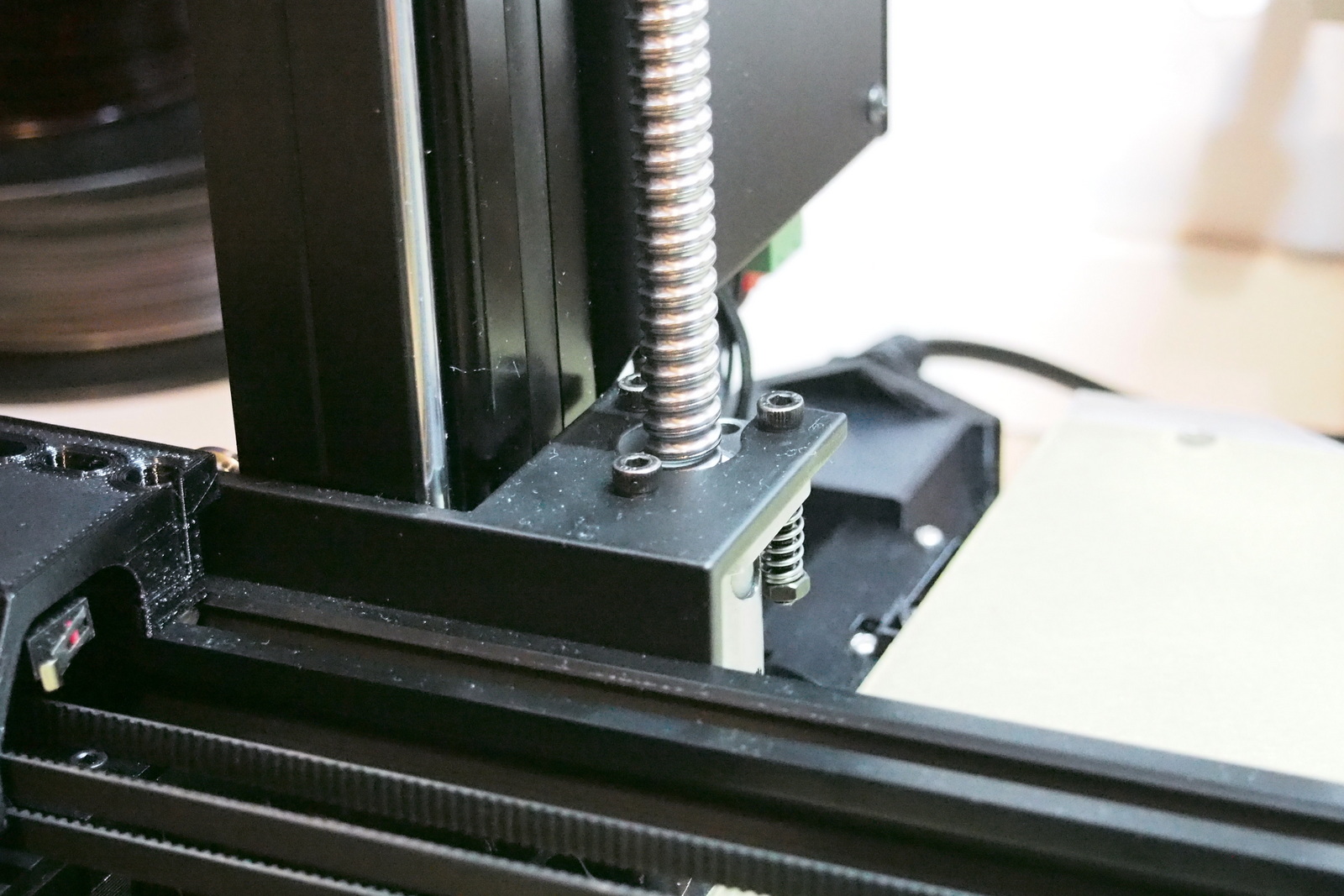
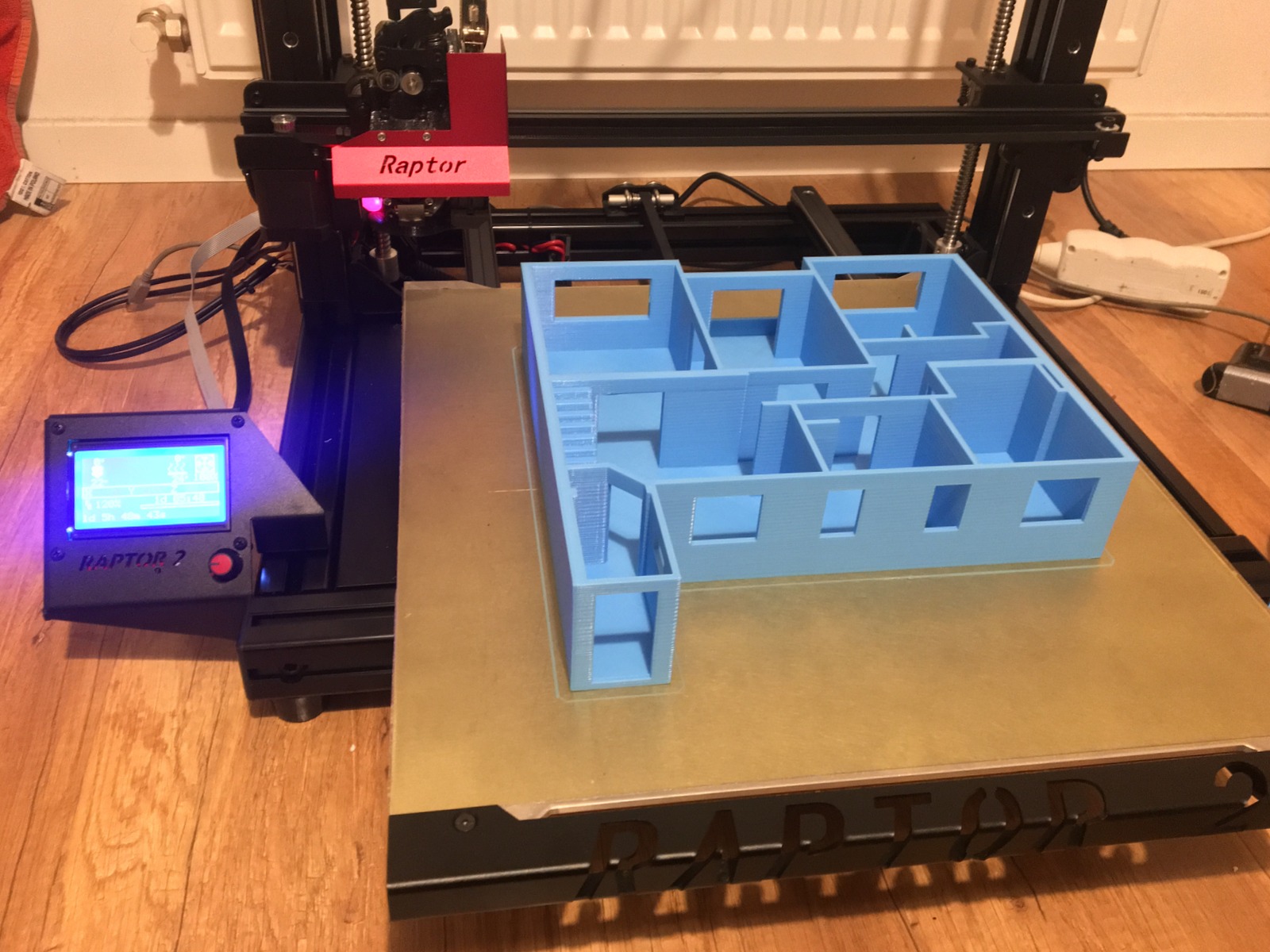
Aztán jött a Raptor 2.0 tesztelés, ami a Trex 3.0-ás egyfejes változata. Érdekes, hogy kicsit más firmware fut rajta, nem Marlin UBL van alapból (bár létezik alternatív firmware erre), hanem "sima" biliniear automata szintezés (36 pontos, szóval ez sem rossz, sőt), a tapasztalatom szerint ez is jól működik. Persze itt és a Trex esetén is érdemes az automata szintezés előtt a tárgyasztalt is a lehető legegyenesebbre (párhuzamosra a sínnel), illetve a 2 Z tengely magasságát is ellenőrizni (bár ezzel nem volt bajom, valahogy itt szépen egyszerre mozog a kettő, még akkor is, ha kicsit le kell nyomni a fejet valamiért).
A nyomtatási minőségre itt sincs panasz illetve nagyon halk a nyomtató itt is, köszönhetően a TMC2208 léptető motor vezérlőnek (ez van a Prusa MK3-on is).
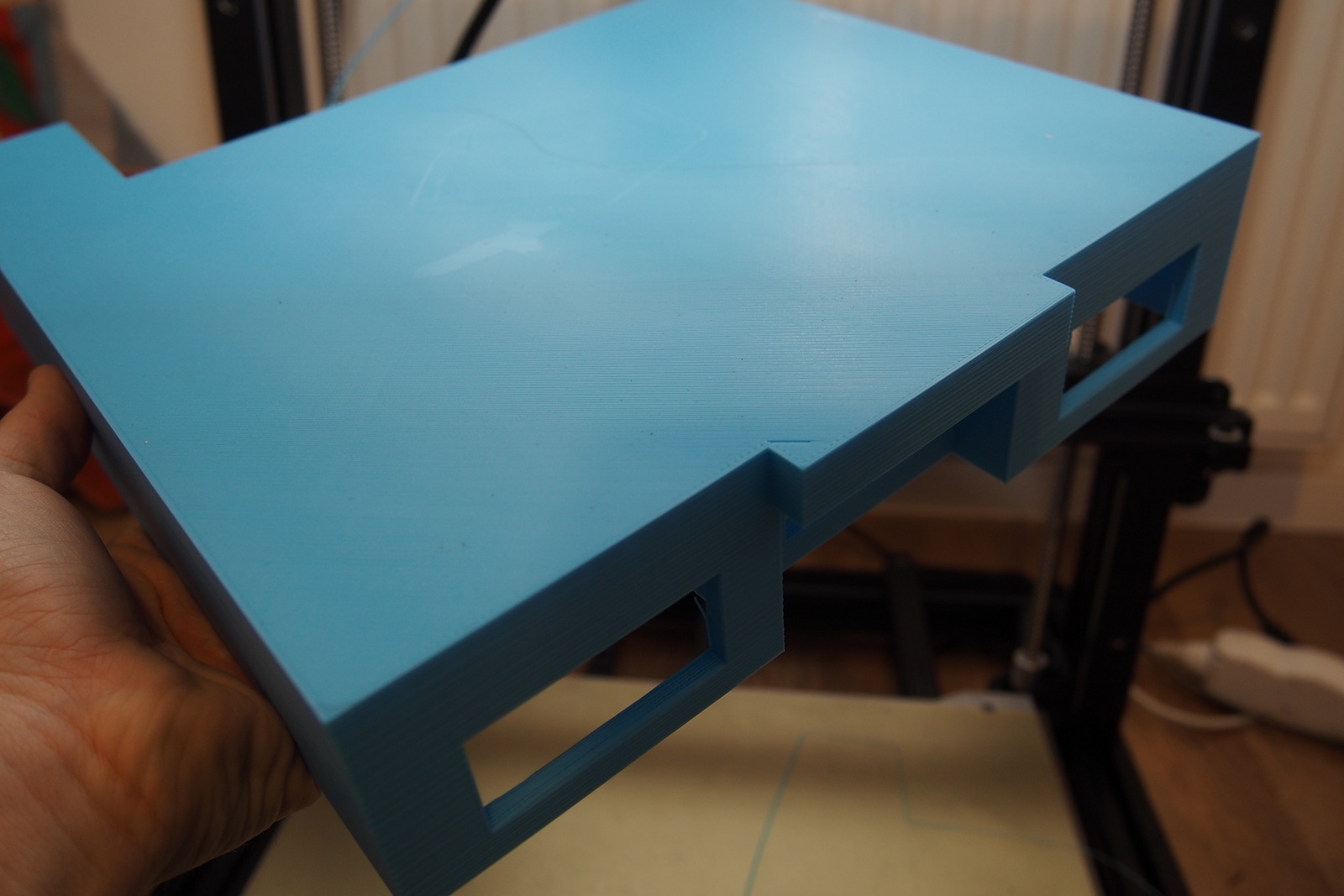
Néhány kép az elkészült tárgyakról:
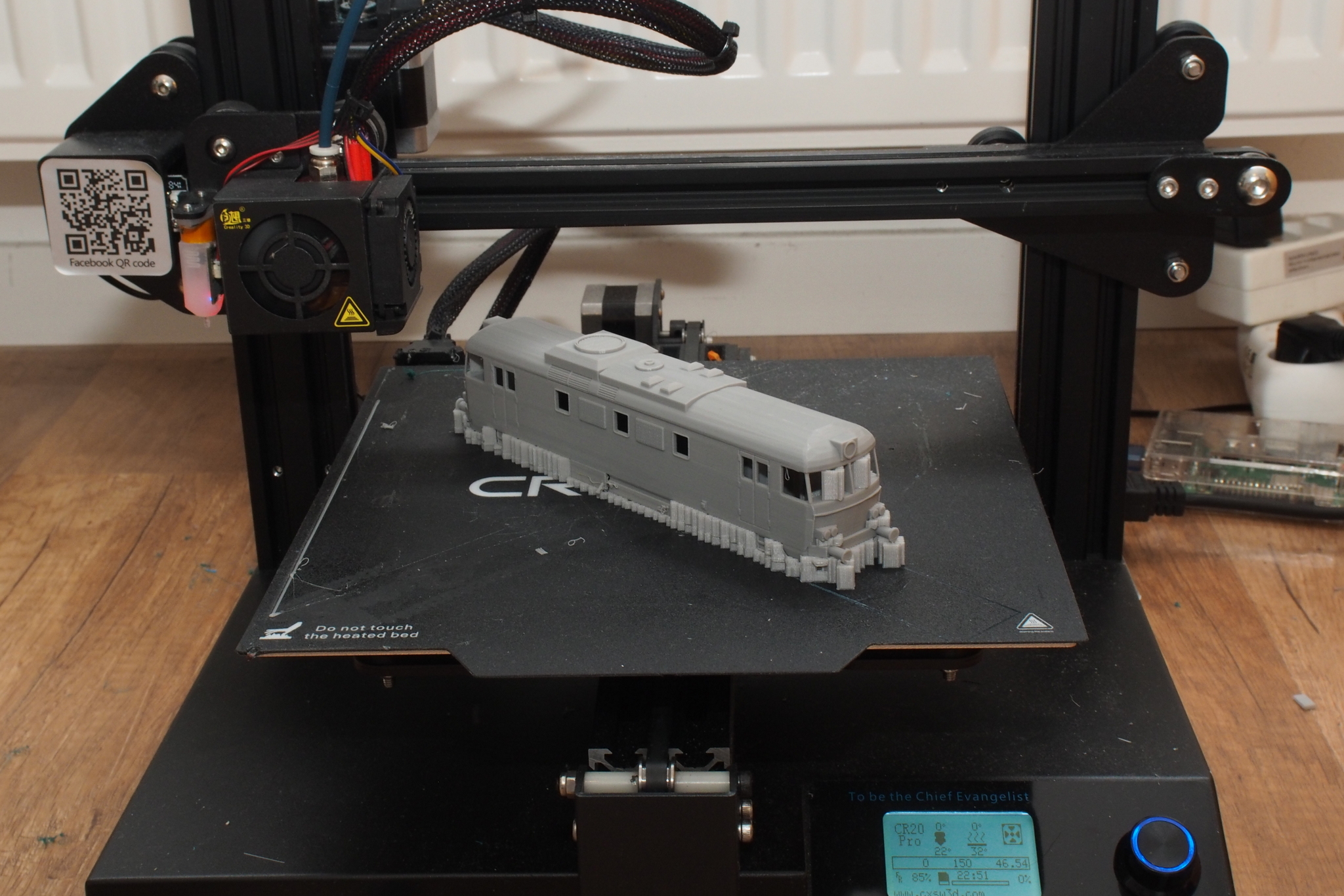
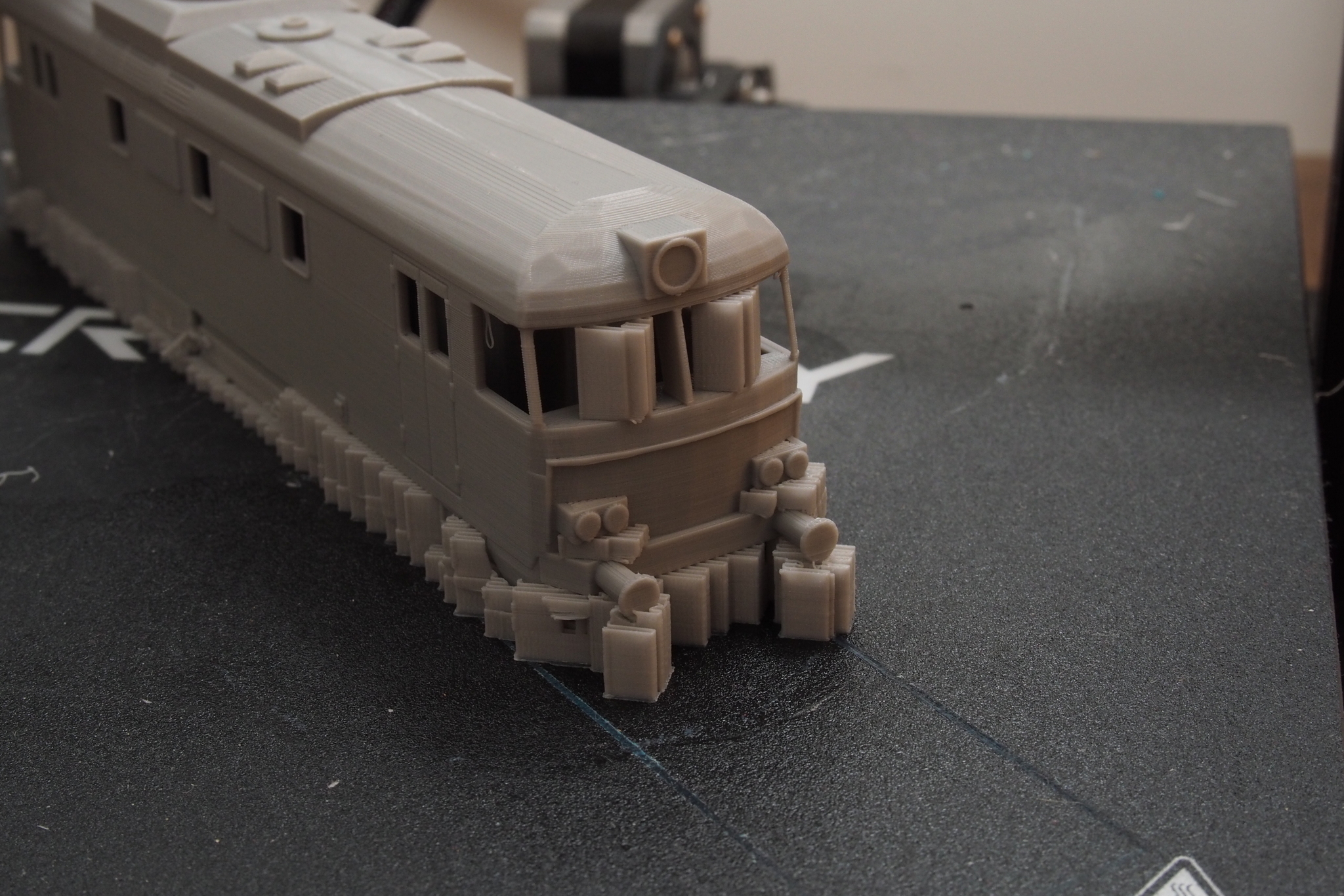
A következő videón hallható, hogy mennyire halk a nyomtató (a leghangosabb venti a tárgyhűtő, ha ezt leállítom, akkor már csak a tápventi hallatszik, a nyomtató mozgása szinte egyáltalán nem). Itt a képen hiányzik az extrúder blokk fedő fémlap, mert a képen éppen a 0.2-es fúvókával tesztelem a nyomtatót, egy MÁV Hargita középkocsi készül éppen, ami 280mm hosszú és hát így elég nehezen fért volna a D6-os nyomtatási terébe. :)
Végezetül arról, hogy mennyire jól összerakott gép a Raptor 2.0 például. A következő képen látható dobozban érkezett, és kutya baja, nyomtat, mint a kisangyal:
A nyomtatók árai elsőre talán soknak tűnhetnek, de összehasonlításképpen pár hasonló paraméterekkel bíró (mechanika, extrúder) nyomtató és az ára:
Egyfejes nyomtató: Craftbox XL (ez csak 30x20x44 cm-t tud, tehát a nyomtatási térfogat a Raptor esetén több, mint 2.5x nagyobb!): bruttó 650.000 Ft. (vs. 379.000 Ft.)
Független extrúderes nyomtató: Craftbot 3 (37.4x25x25 cm): bruttó 760.000 Ft. (vs. 699.000 Ft.), és ez is kisebb területen tud nyomtatni jóval, mint a Trex 3.0
Az év végi szállítási örület miatt a nyomtatók januártól érhetőek el előre láthatólag. Előrdendeléseket felveszünk.
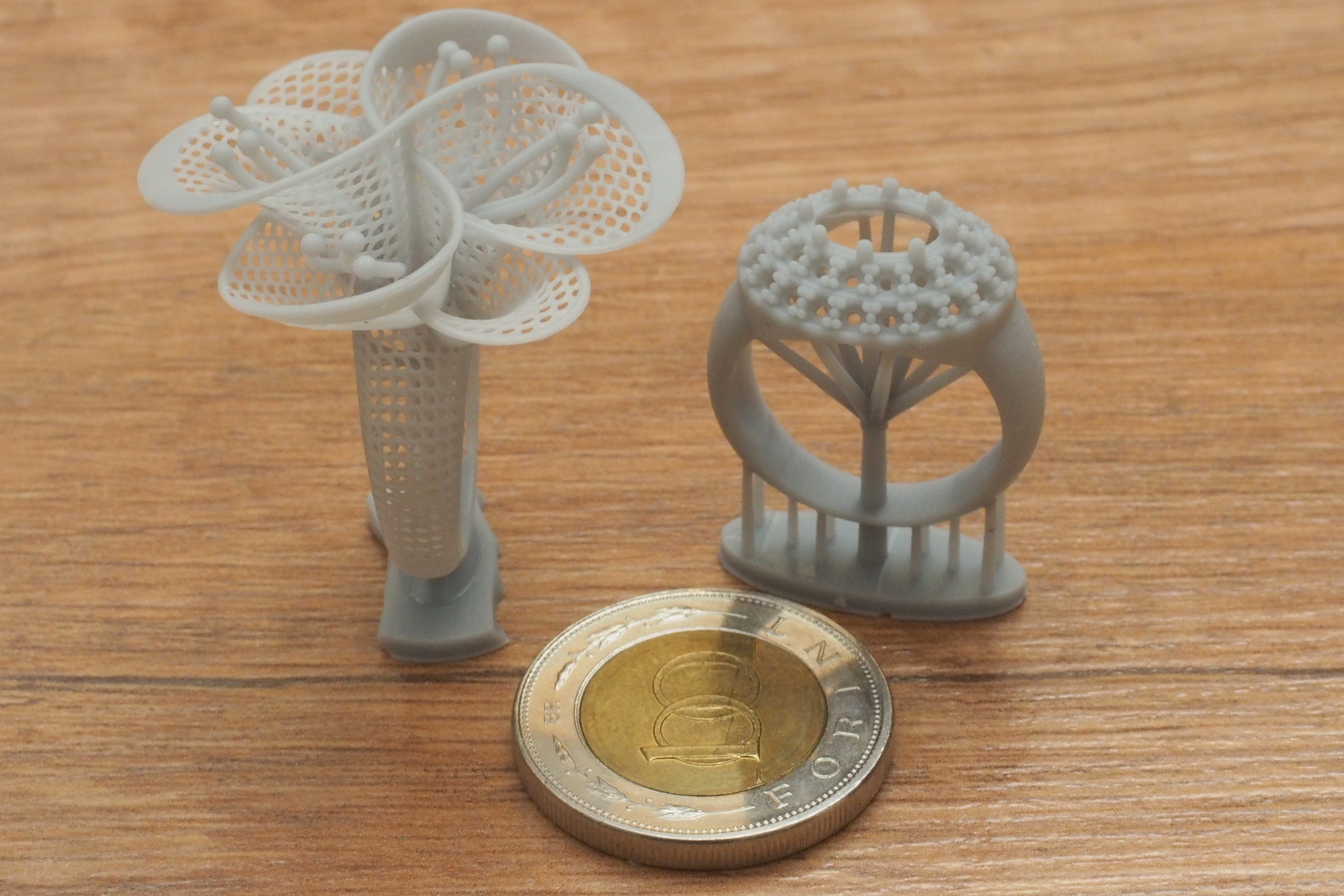
Igencsak népszerűnek bizonyul a Phrozen Shuffle műgyantás nyomtató, amit nemrég kezdtünk el forgalmazni és teszteltünk is. Mi is azt mondjuk, hogy a műgyantás nyomtatás nem ugyanolyan, mint egy FDM nyomatatás, de nem igazán bonyolultabb (sőt), inkább talán a körülményes a jó szó (főleg az utókezelés miatt és a műgyanta és az IPA veszélyessége miatt).
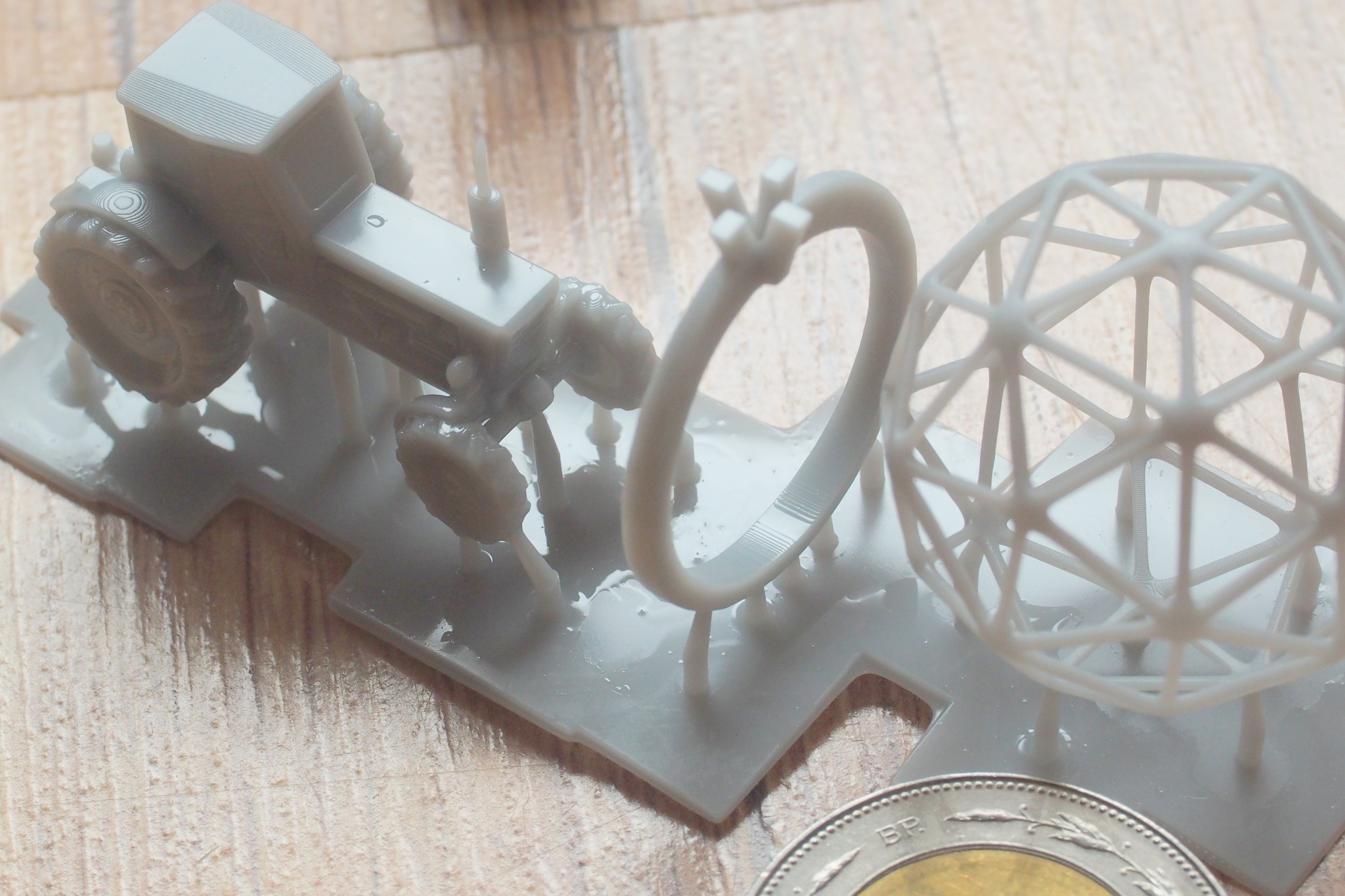
Most álljon itt néhány tárgy, amit nyomtattunk próba képpen és mutatja a nyomtatási minőséget. Pár esetben 25 mikronos rétegvastagsággal dolgoztunk (ami egy emberi hajszál fele, harmada), ahol már tényleg csak nagyítóval láthatóak a rétegek (úgy sem könnyen).
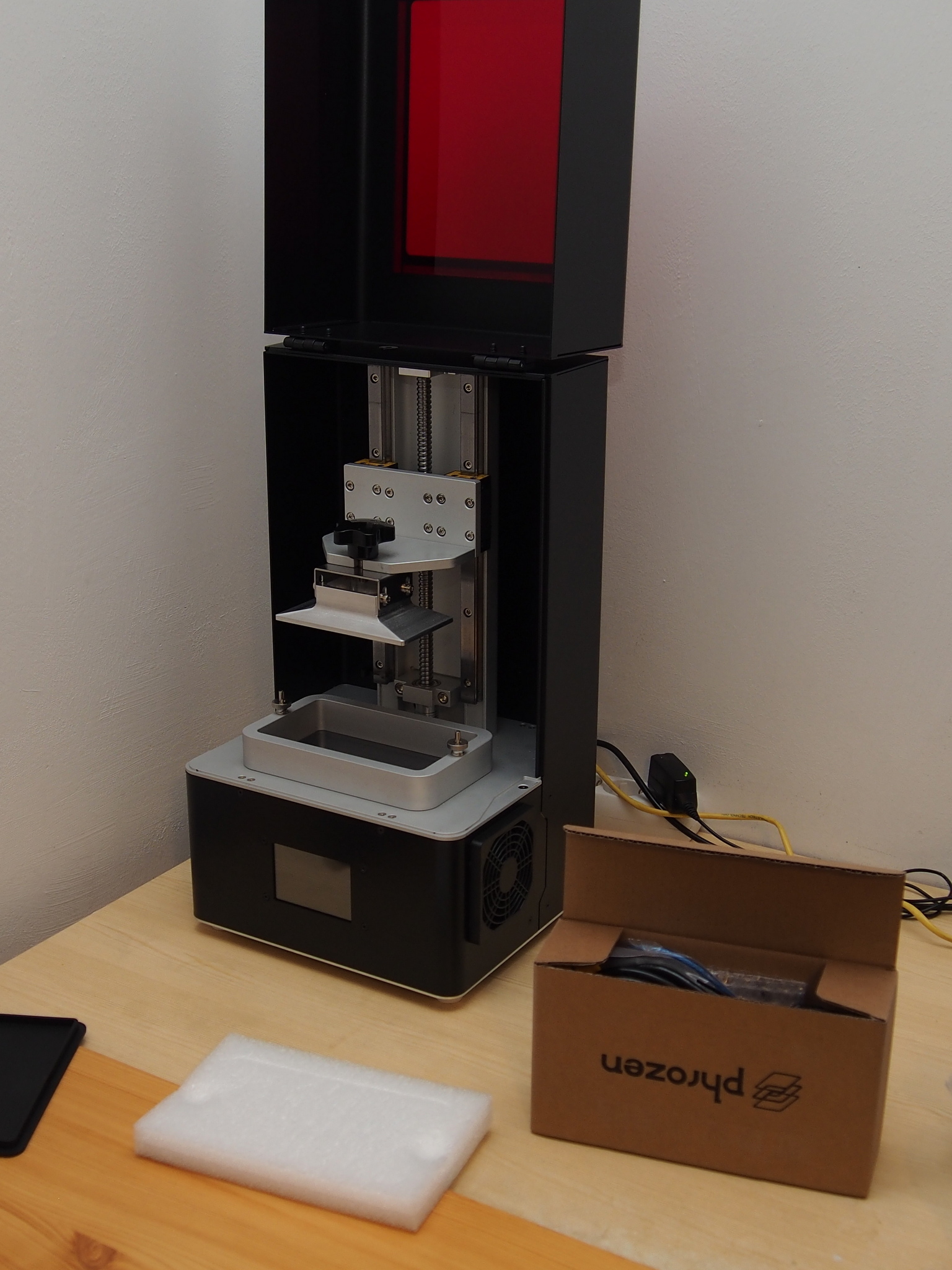
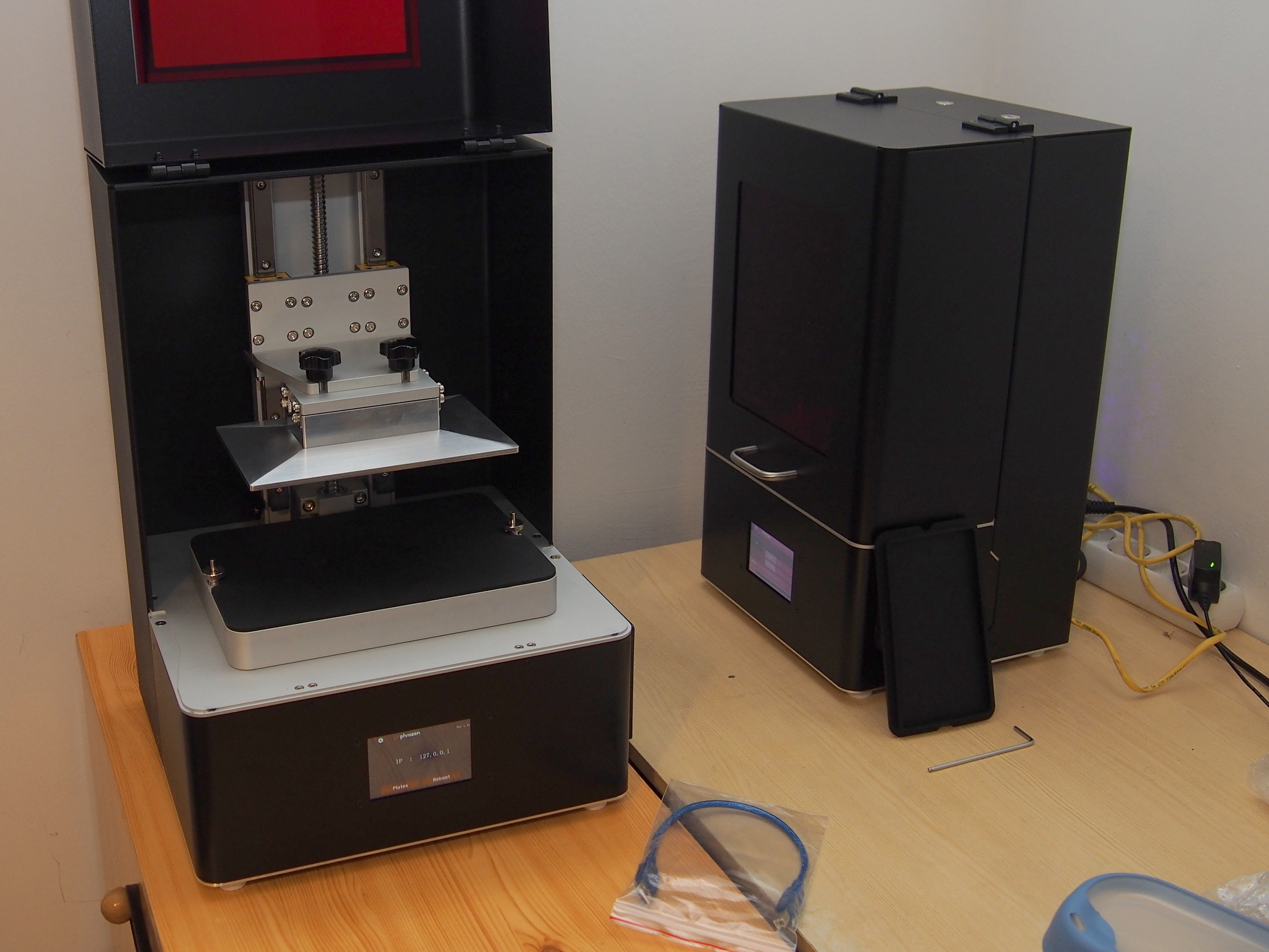
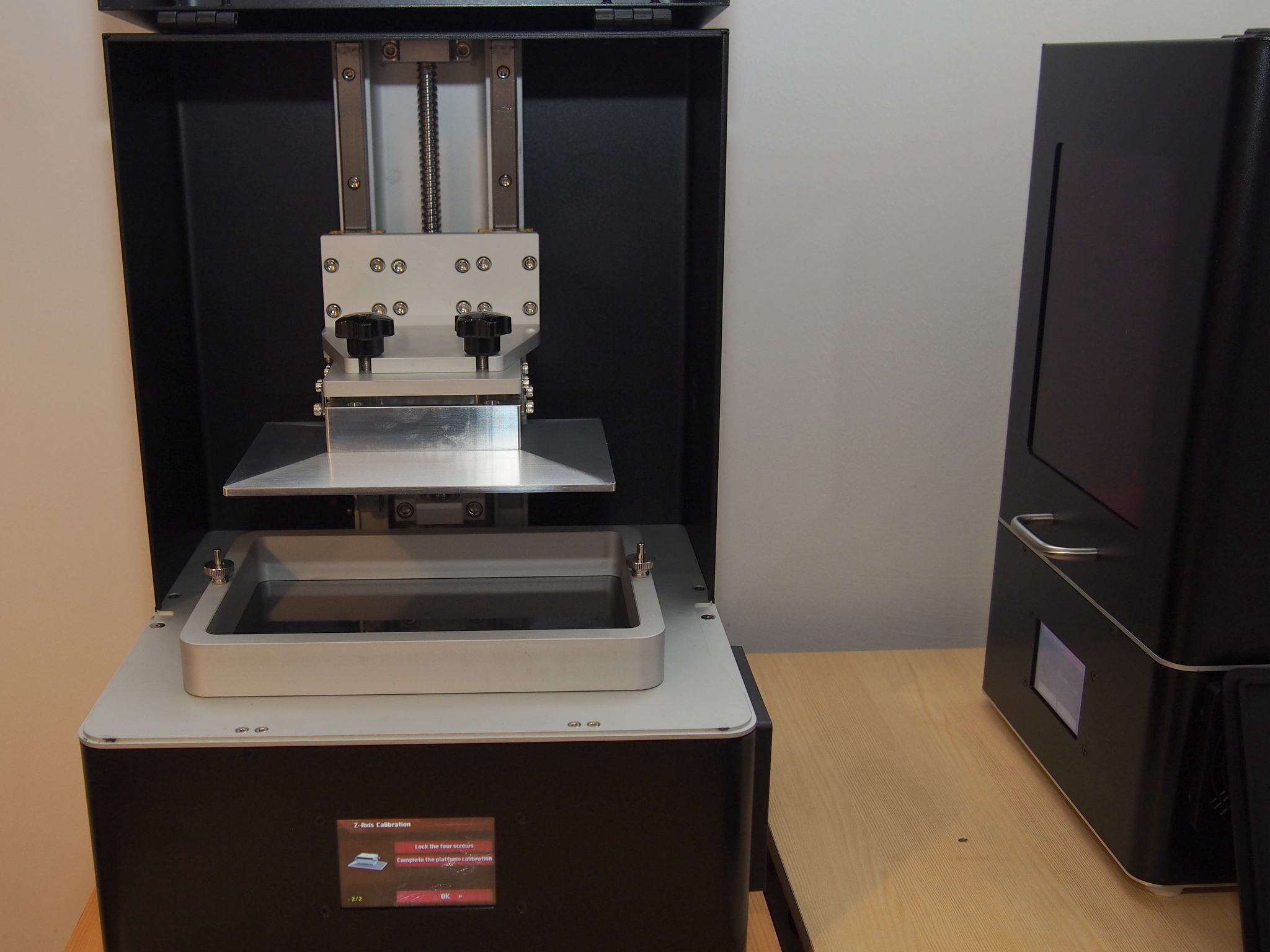
Ahogy már a Facebook oldalon is láthattátok, megérkezett hozzánk a legújabb tagja a 3D nyomtató kínálatunknak, a Phrozen Shuffle és a Shuffle XL műgyantás 3D nyomtató. Ebben a blogbejegyzésben az első benyomásokról lesz szó, amit persze nagyon sok képpel fogunk illusztrálni. :)
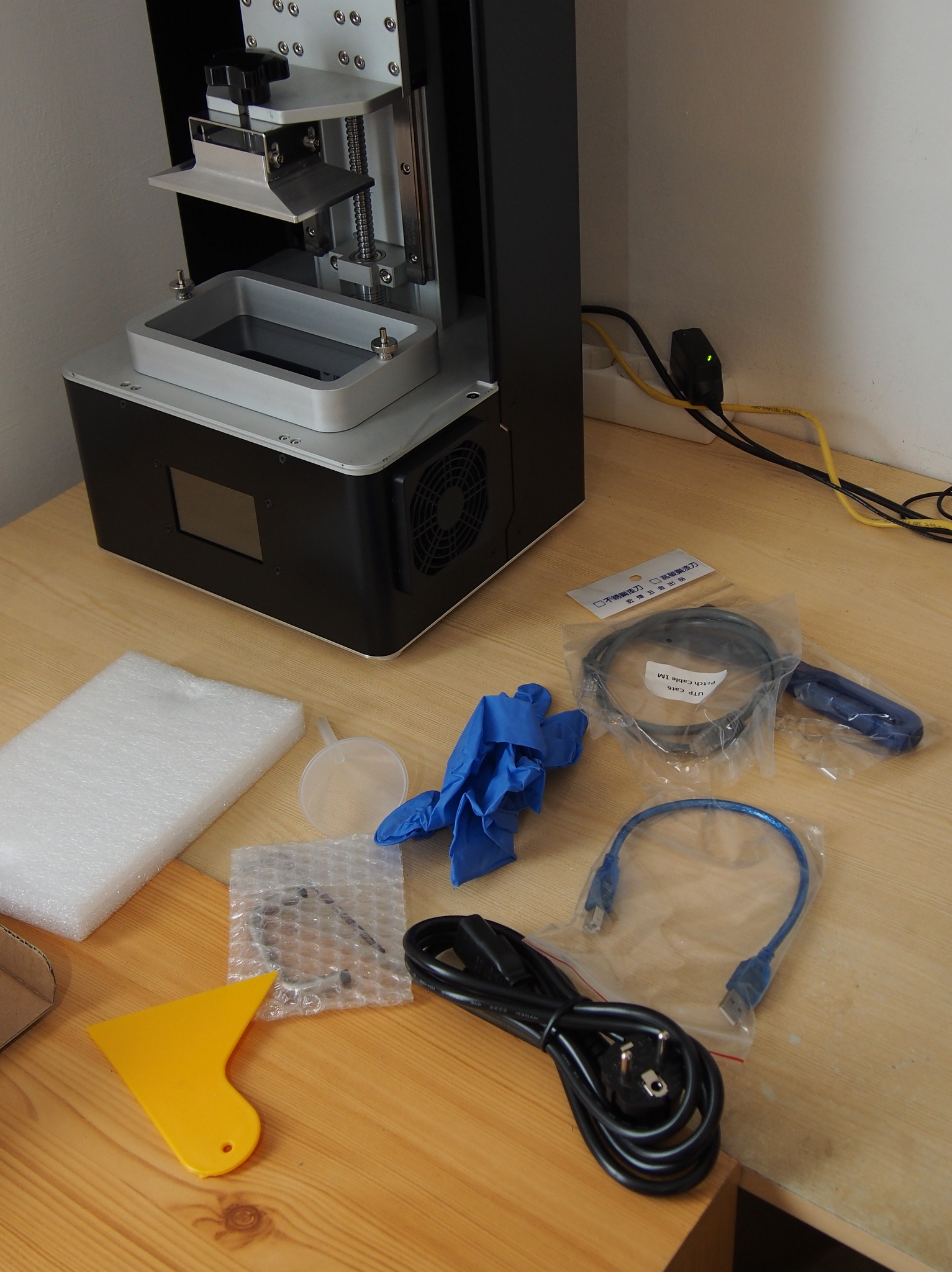
A kicsomagolás és a beüzemelés nem okozott problémát, persze szokásos módon azért mi egy nagyon részletes magyar nyelvű kezelési útmutatót adunk a nyomtató mellé, tehét a mi vásárlóink biztosan nem lesznek elveszve.
Tetszett a könnyen kezelhető vezérlő menürendszer és az, hogy több opció is van a nyomtató használatára:
Pendrive-ra feltesszük az STL-t, bedugjuk a nyomtatóba, kiválasztjuk a menüben a profilt és a modellt, majd elindítjuk a nyomtatást (a háttérben a vezérlő leszeleteli a fájlt). Ebben az esetben az alátámasztást érdemes egy külső programmal elhelyezni a modlellen, amennyiben szükséges
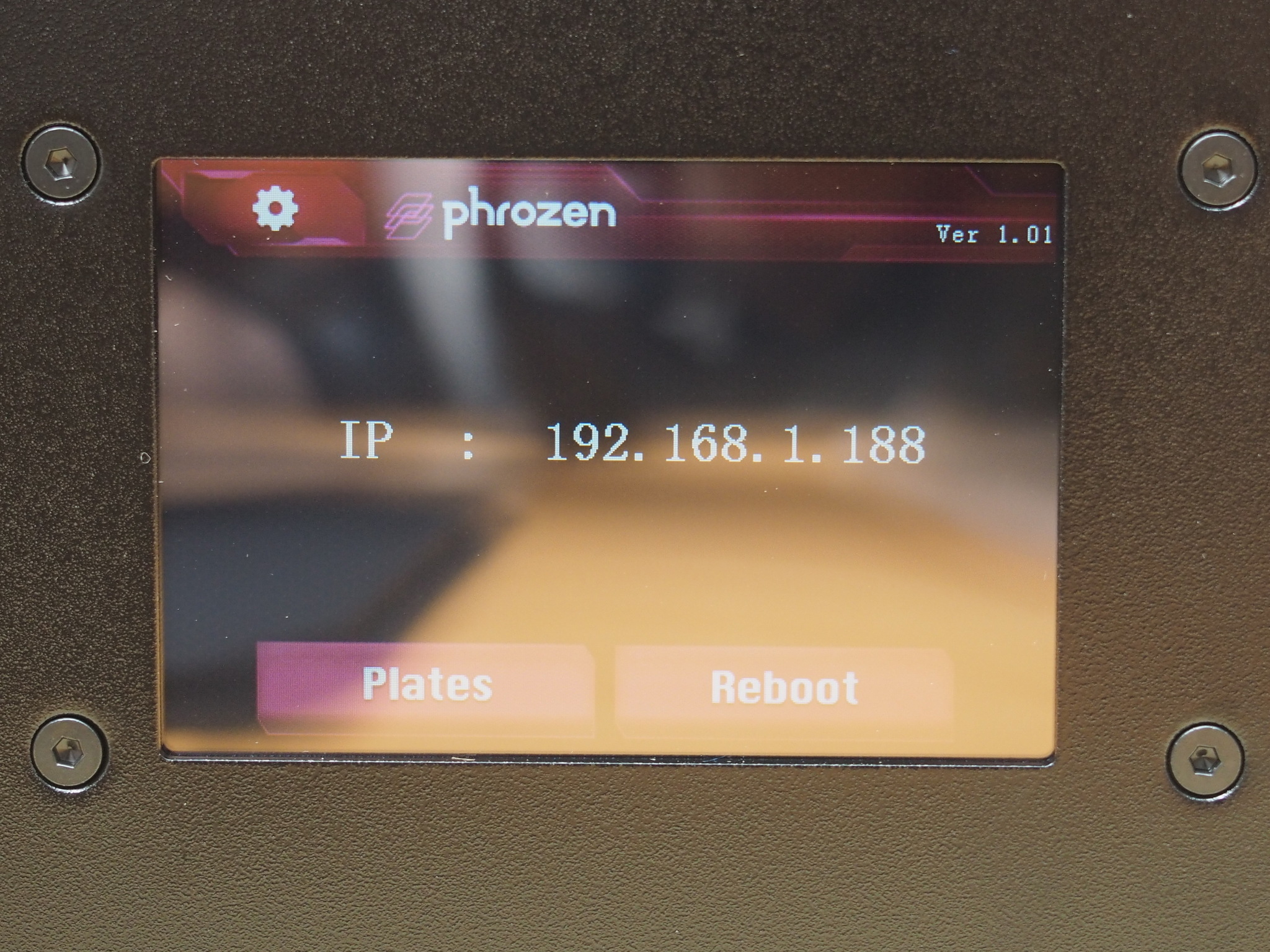
Hálókábelen a routerre kötjük, majd a képernyőn megjelenő IP címen egy NanoDLP-re épülő webes kezelőfelület fogad, ahol új nyomtatást indíthatunk, profilt szerkeszthetünk, követhetjük a nyomtatás állapotát akár távolról is
Az utolsó két képen a nagytestvér, a tekintélyt parancsoló Shuffle XL, 19x12cm-es nyomtatási alapterülettel, amin nagyon sok minden elfér egyszerre. (A nyomtatási idő pedig - a technológiából adódóan - nem növekszik ezáltal)
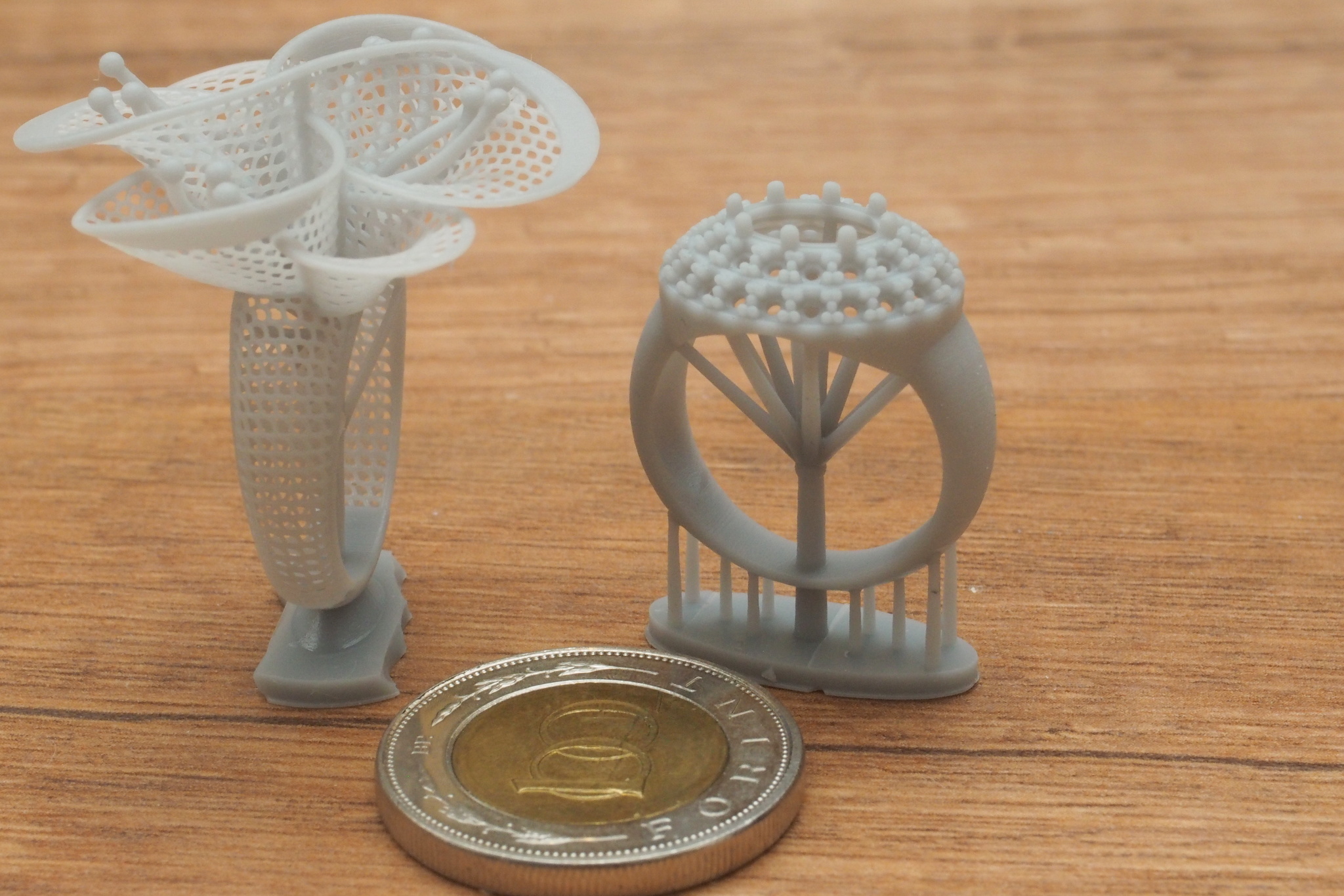
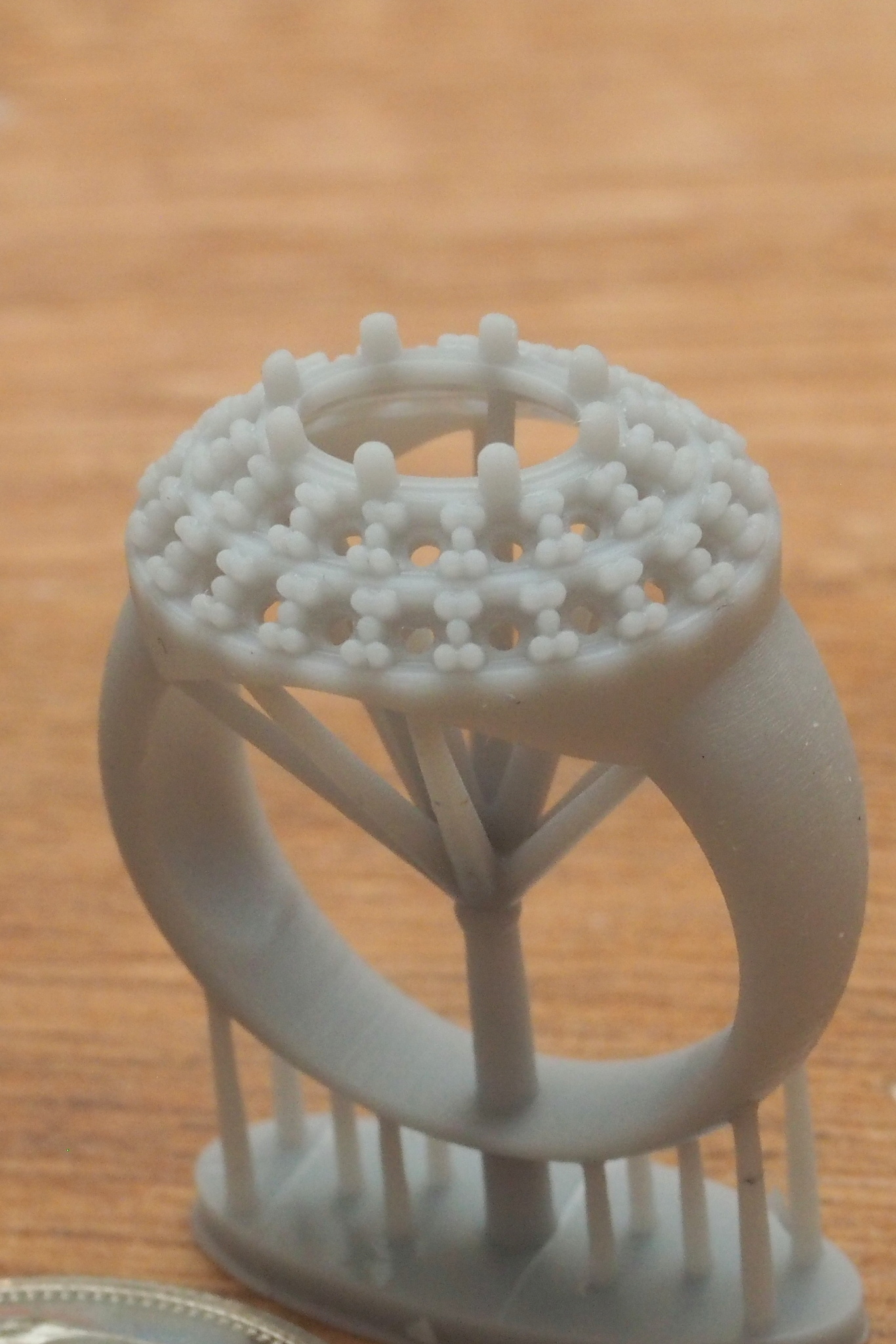
Első körben a Phrozen ABS like szürke műgyantáját próbáltam, akármit is jelentsen az, hogy "ABS like". Mindenesetre az eredmény meggyőző volt, szépek lettek a felületek és a részletek is nagyon jól kijöttek.
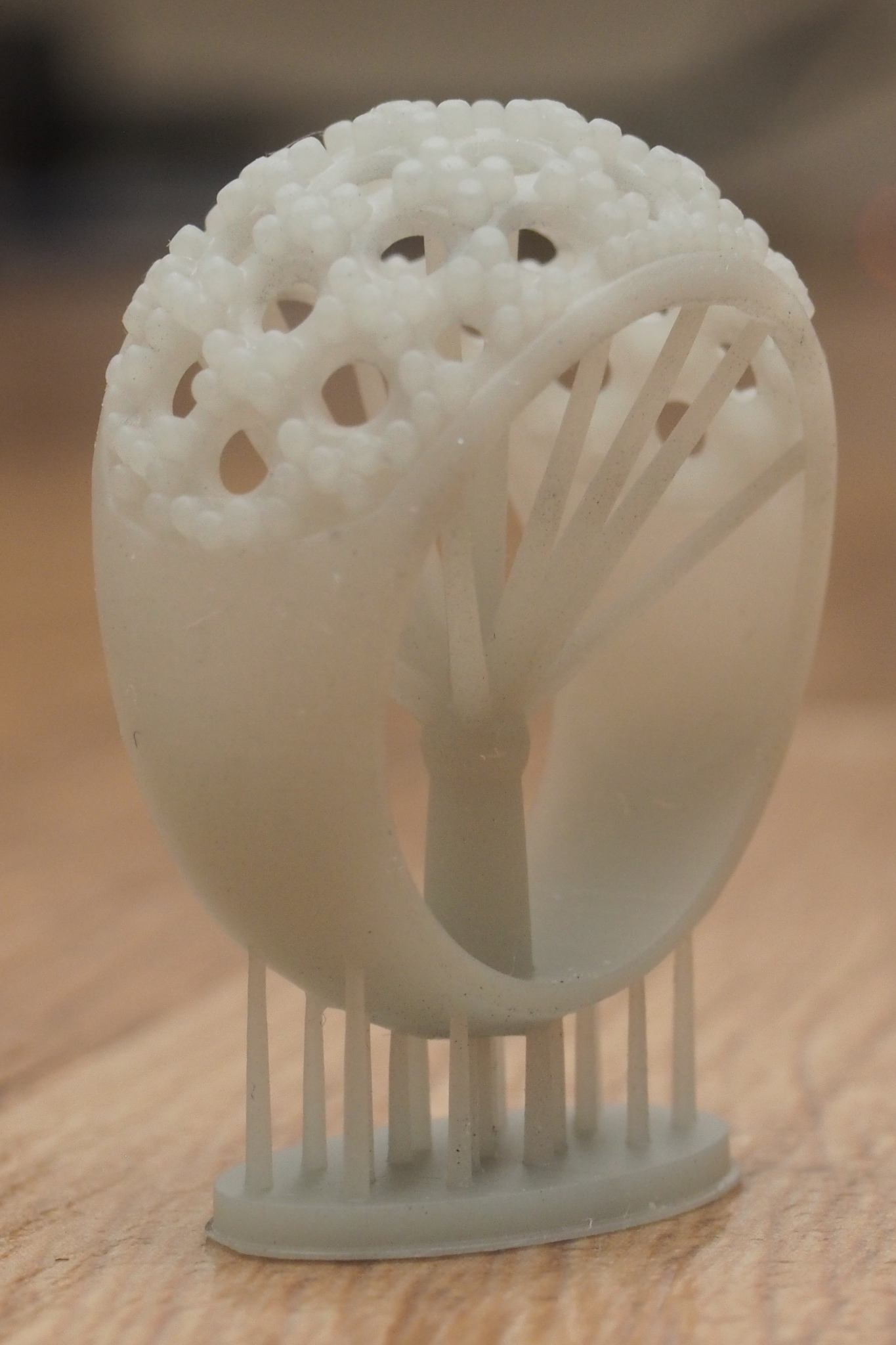
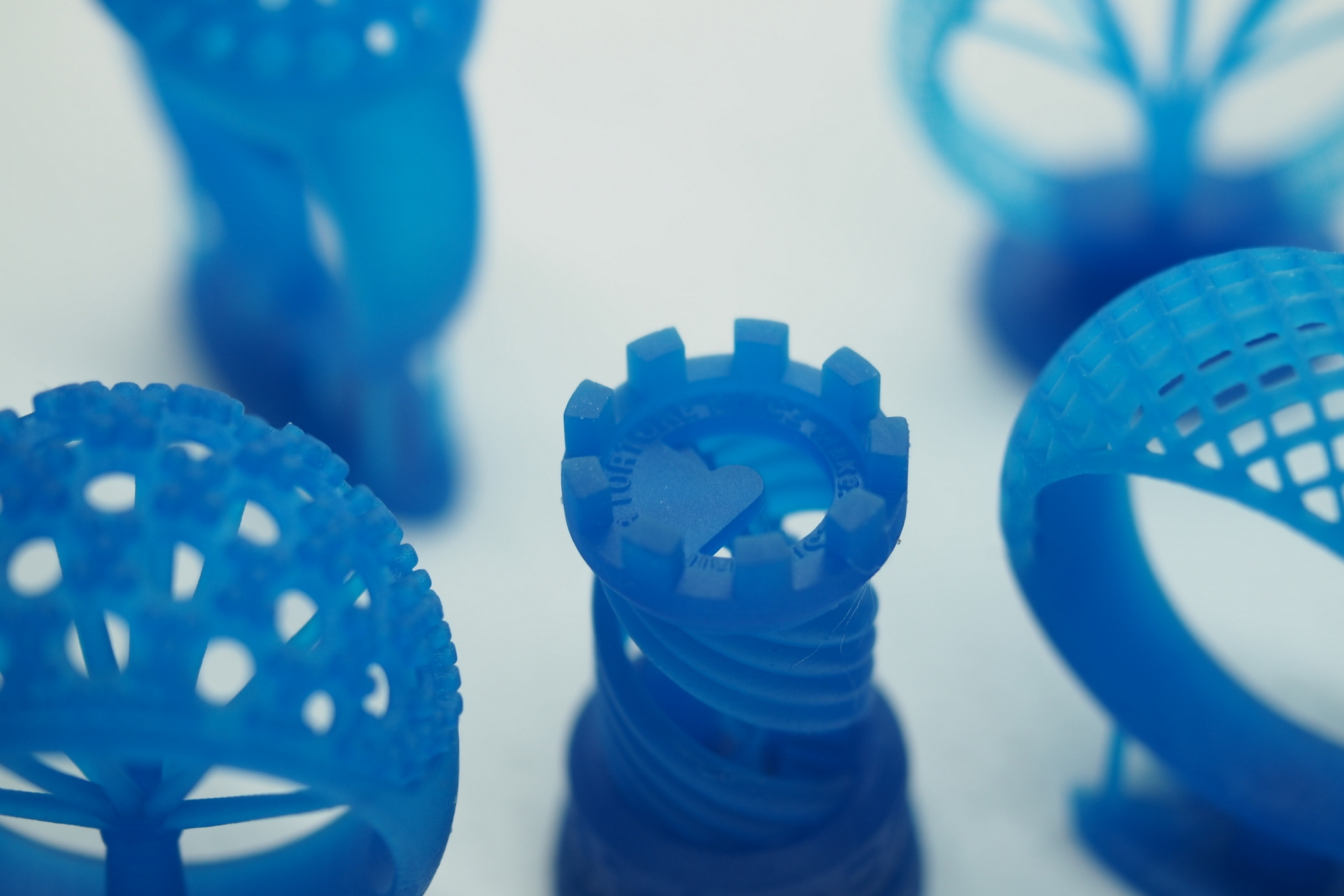
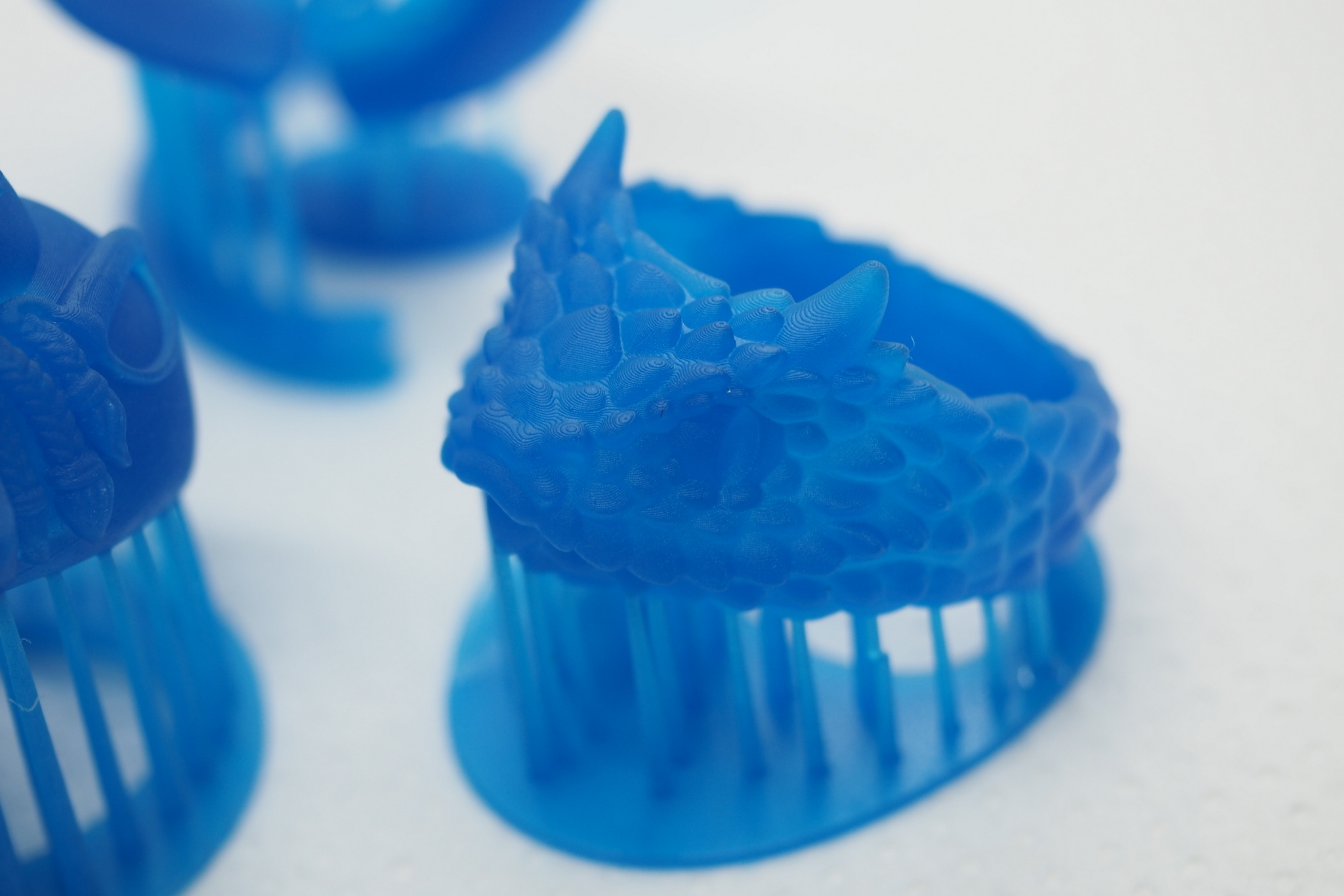
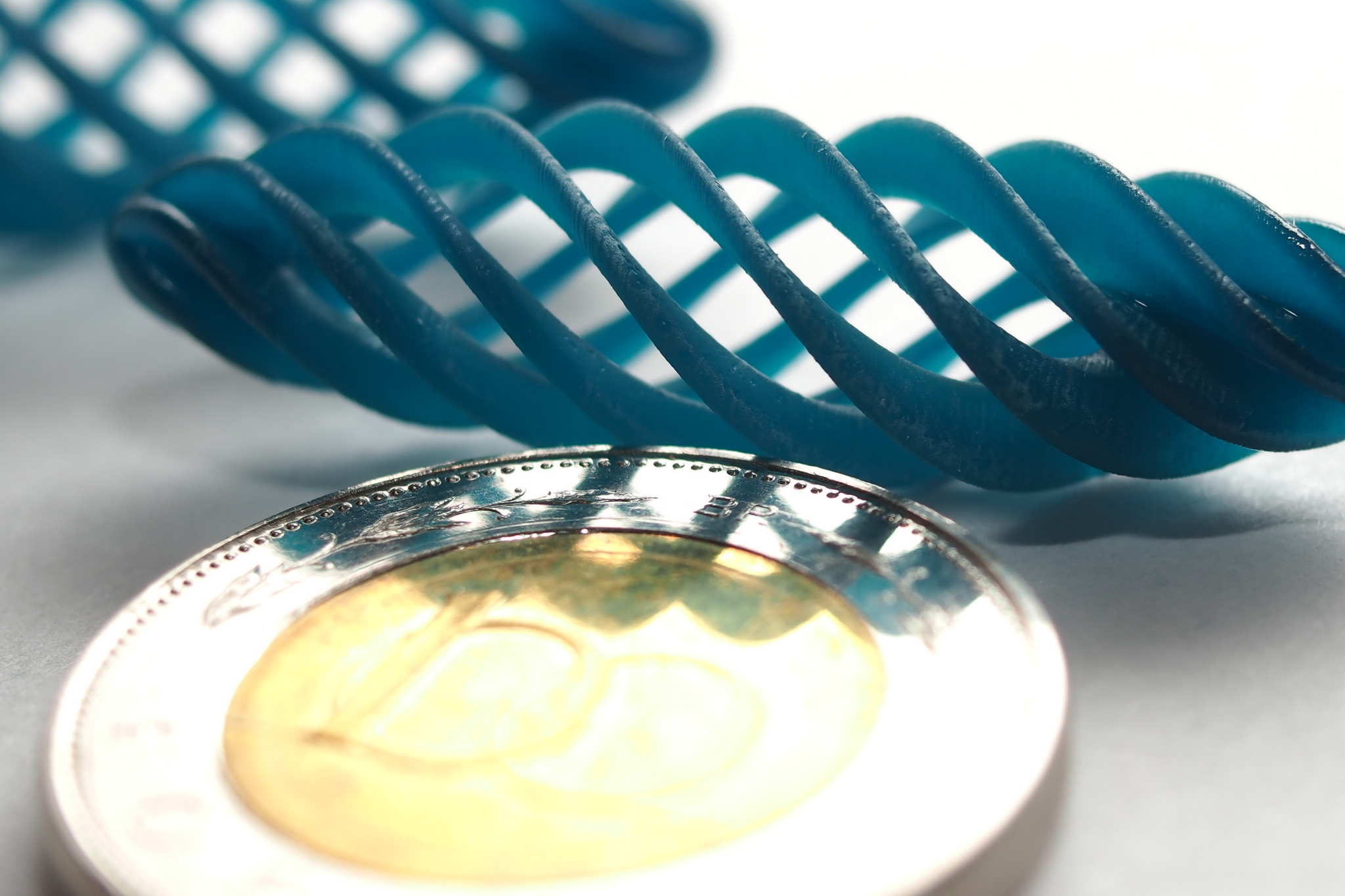
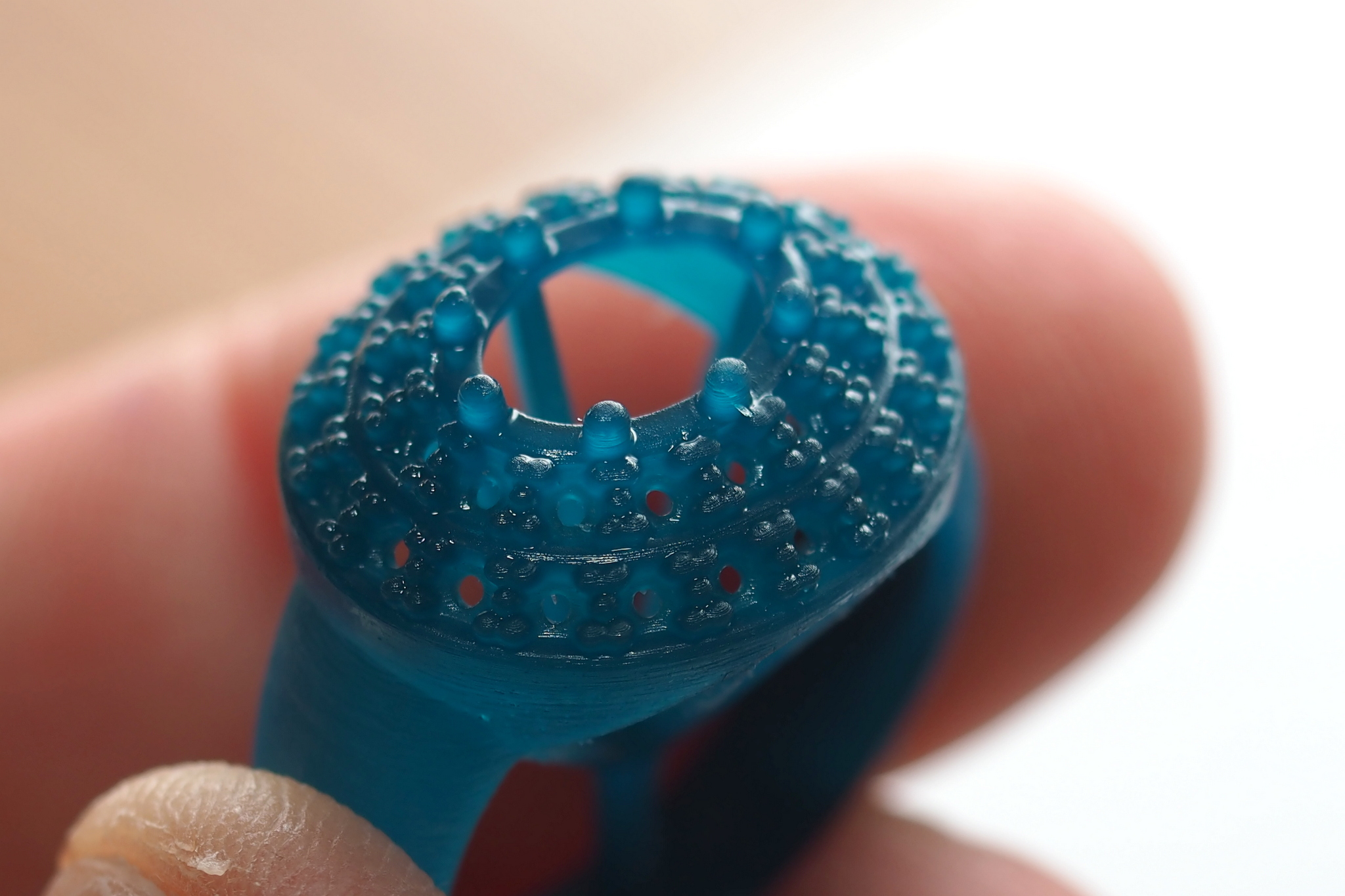
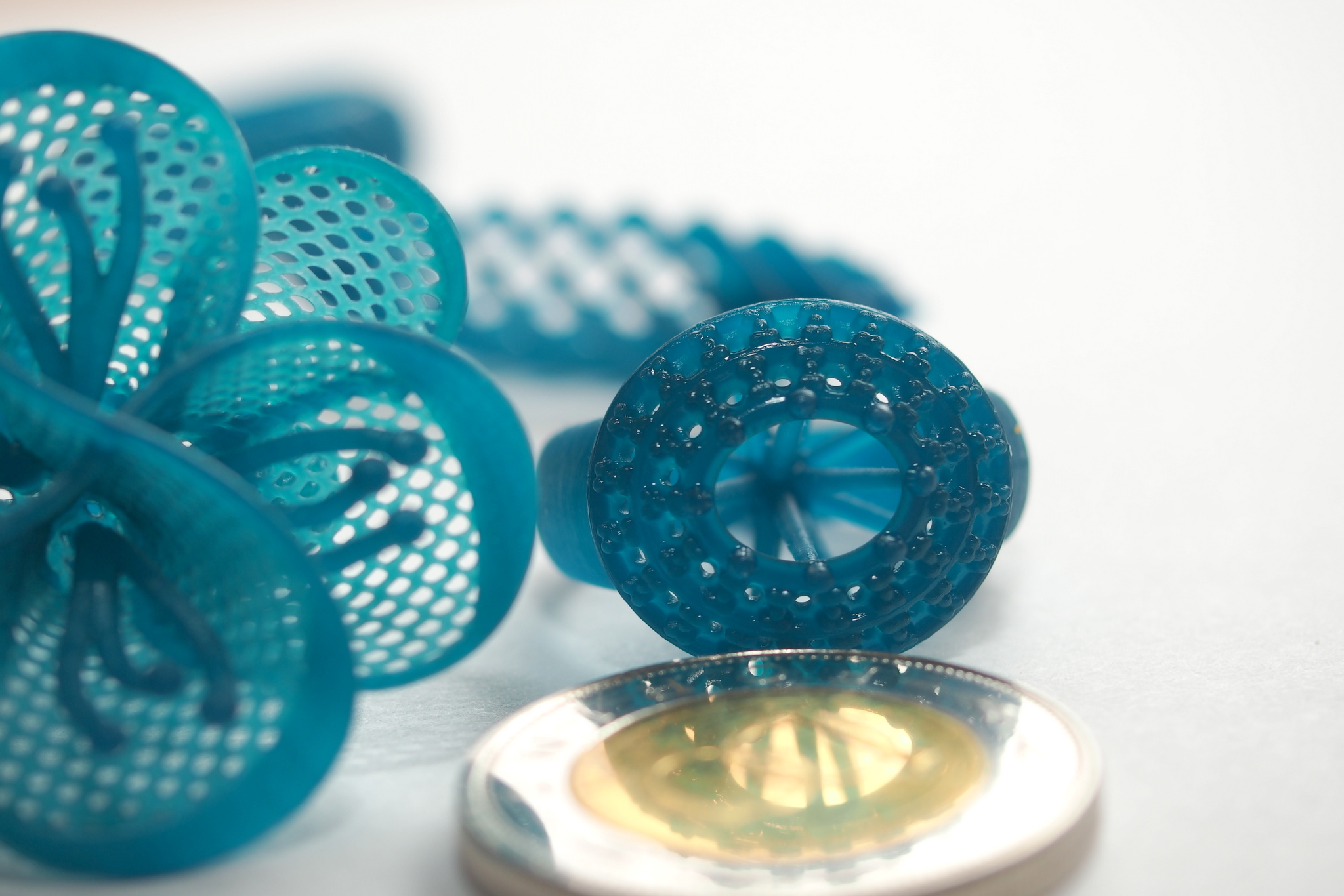
Utána pedig természetesen a nyomtató egyik fő felhasználásának műgyantáját, az ékszerészek és fogászok által használt Bluecast műgyantát próbáltam ki. Az eredmény itt is ugyanaz: tökéletes felületek és részletek (pedig ez is csak 50 mikronos volt). Illetve ezzel a próbával azt is teszteltem, hogy a Shuffle LED fény eloszlása valóban teljesen egyenletes-e (azaz következmények nélkül használhatjuk a teljes tárgyasztalt). Ez utóbbi teszt is pozitívan zárult. (Az egyik képen a filigrán gyűrű rácsszerkezetét a hegyes csipesszel sikerült megsérteni, nem a nyomtatás hibája.)
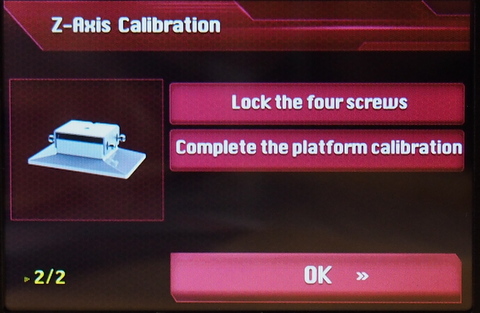
A tesztelés során nem tapasztaltam semmilyen problémát. Az első Bluecastos teszt nyomatásnál volt, hogy levált a tárgyasztalról a nyomat, de ezt egy újraszintezéssel és az első rétegek levilágítási idejének emelésével megoldottam (valószínűleg az újra szintezés elég lett volna, amúgy a szintezést az ilyen típusú gépeknél csak nagyon ritkán kell újra elvégezni, ha amúgy jól van beállítva már). A másik "nagy" probléma pedig a ventilátor, t.i. elég hangos (3 venti van rajta, ami javítja a gép élettartamát). Bár az ilyen gépeket az ember amúgy sem rakja a nappaliba.
Ezért a pénzért egy nagyon jó felépítésű és úgy tűnik, megbízható gépet kapunk.
Végezetül arról néhány szó, hogy miért tértünk át a Wanhao D7-ről a Phrozen Shuffle-re? Az adatlapon jól látható az a náhány plusz fejltesztés, ami miatt majdnem ugyanazon az áron kaphatunk egy jobb felépítésű gépet. És a kezelőfelület kombó is nagyon jó választás (egyszerű érintőképernyő, de ugyanakkor "advanced mode" a NanoDLP-n keresztül).
A Shuffle XL nyomtató raktáron elérhető, a Shuffle-re pedig felveszünk előrendeléseket, ugyanis az első szállítmány már mind elfogyott.
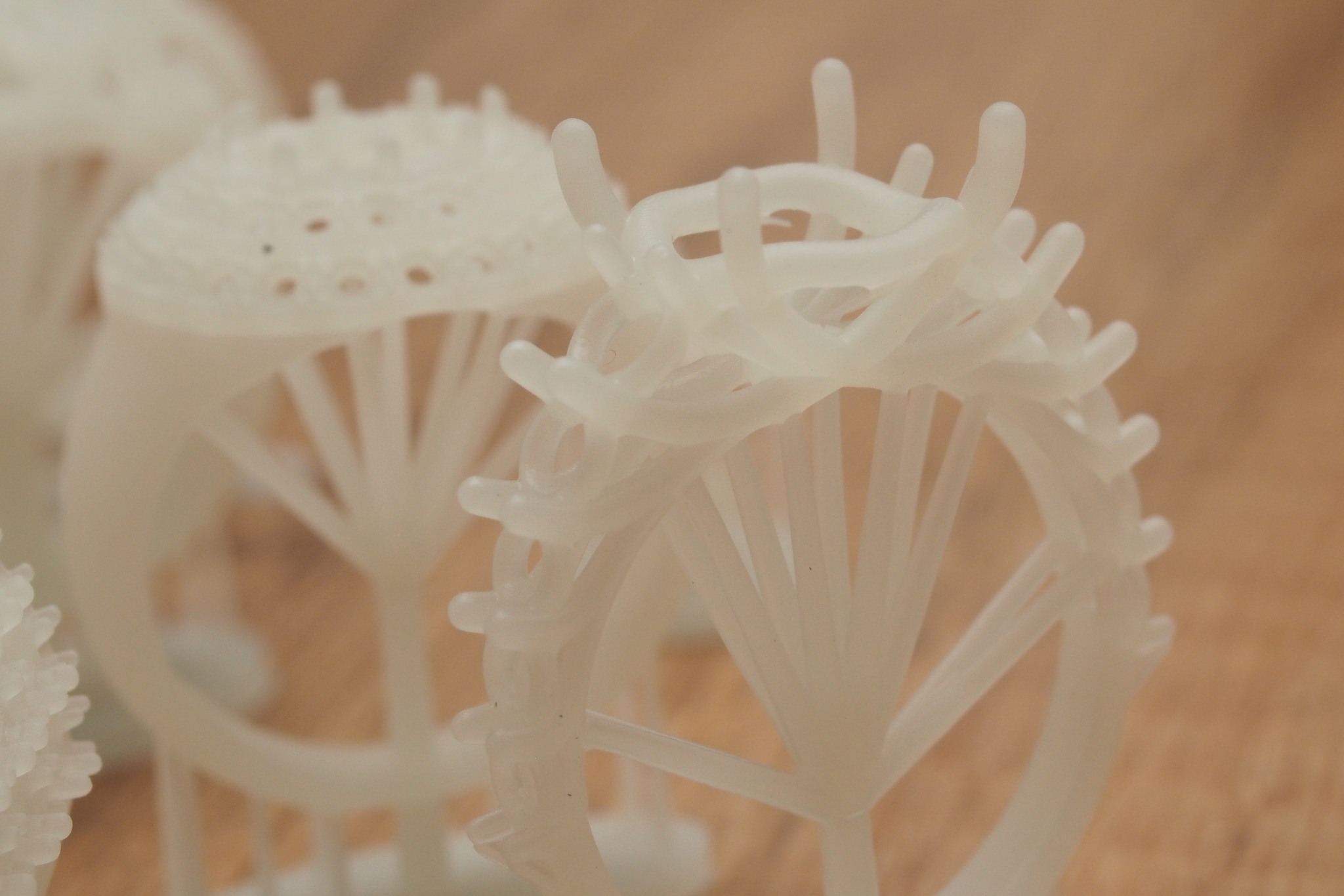
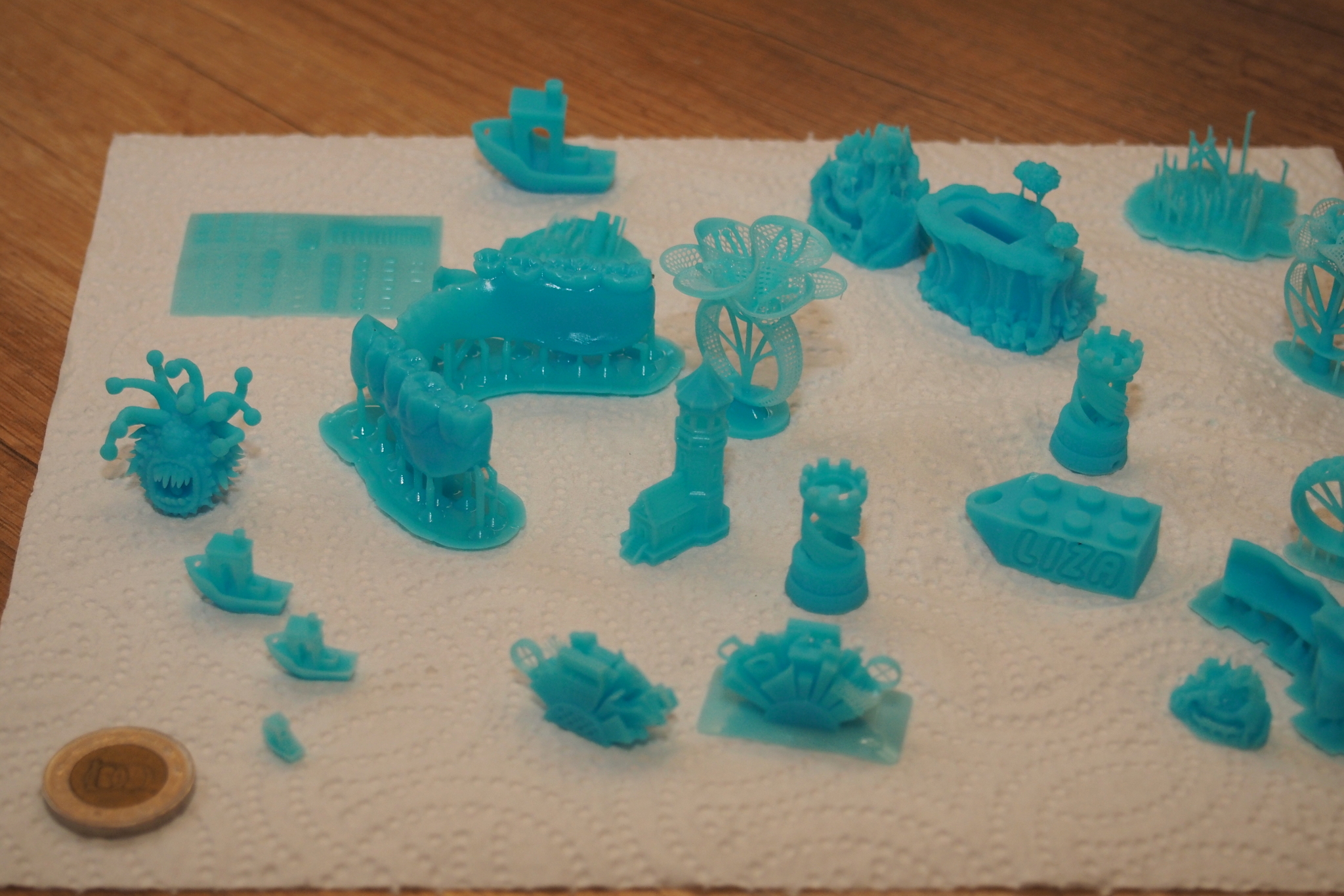
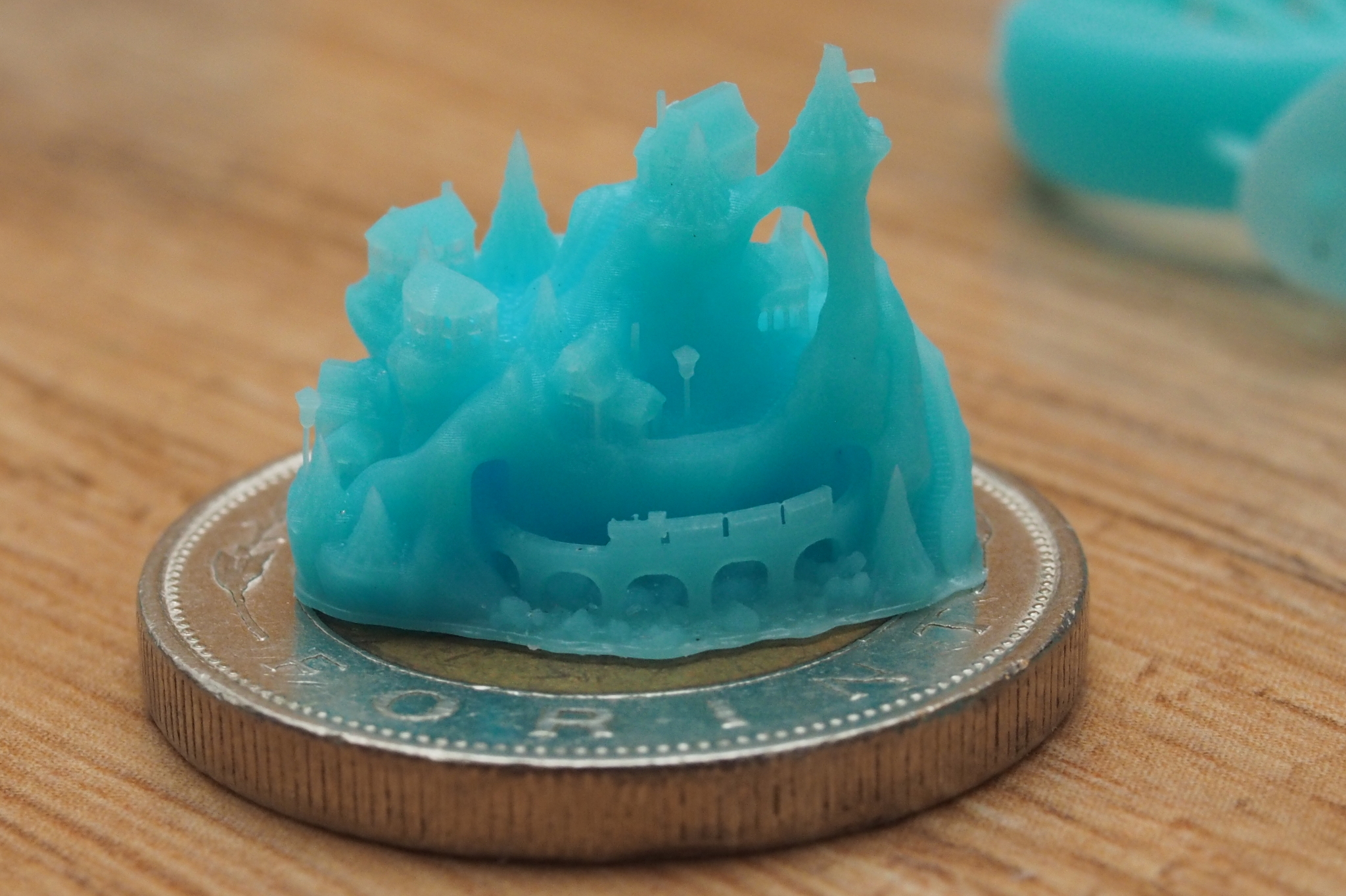
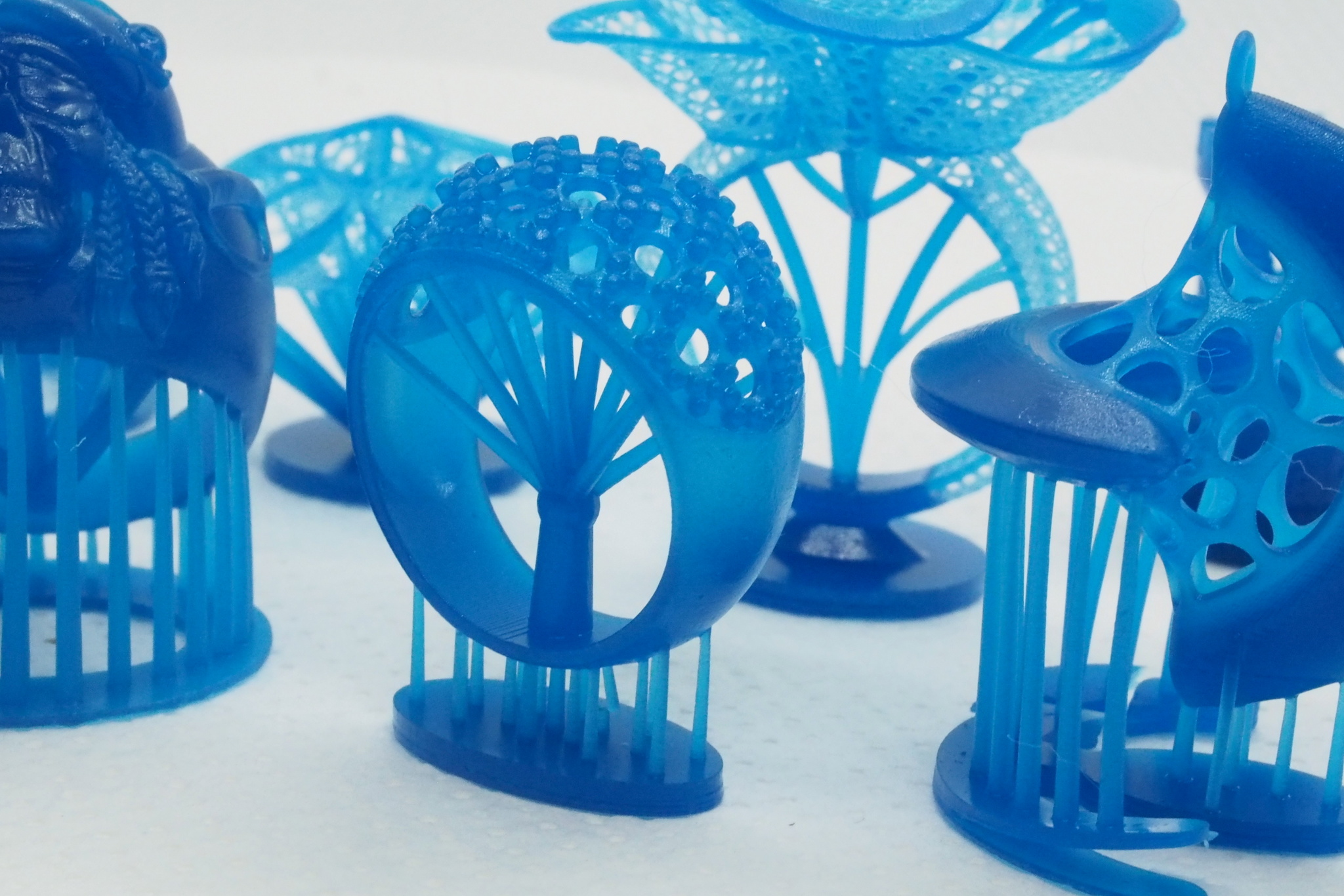
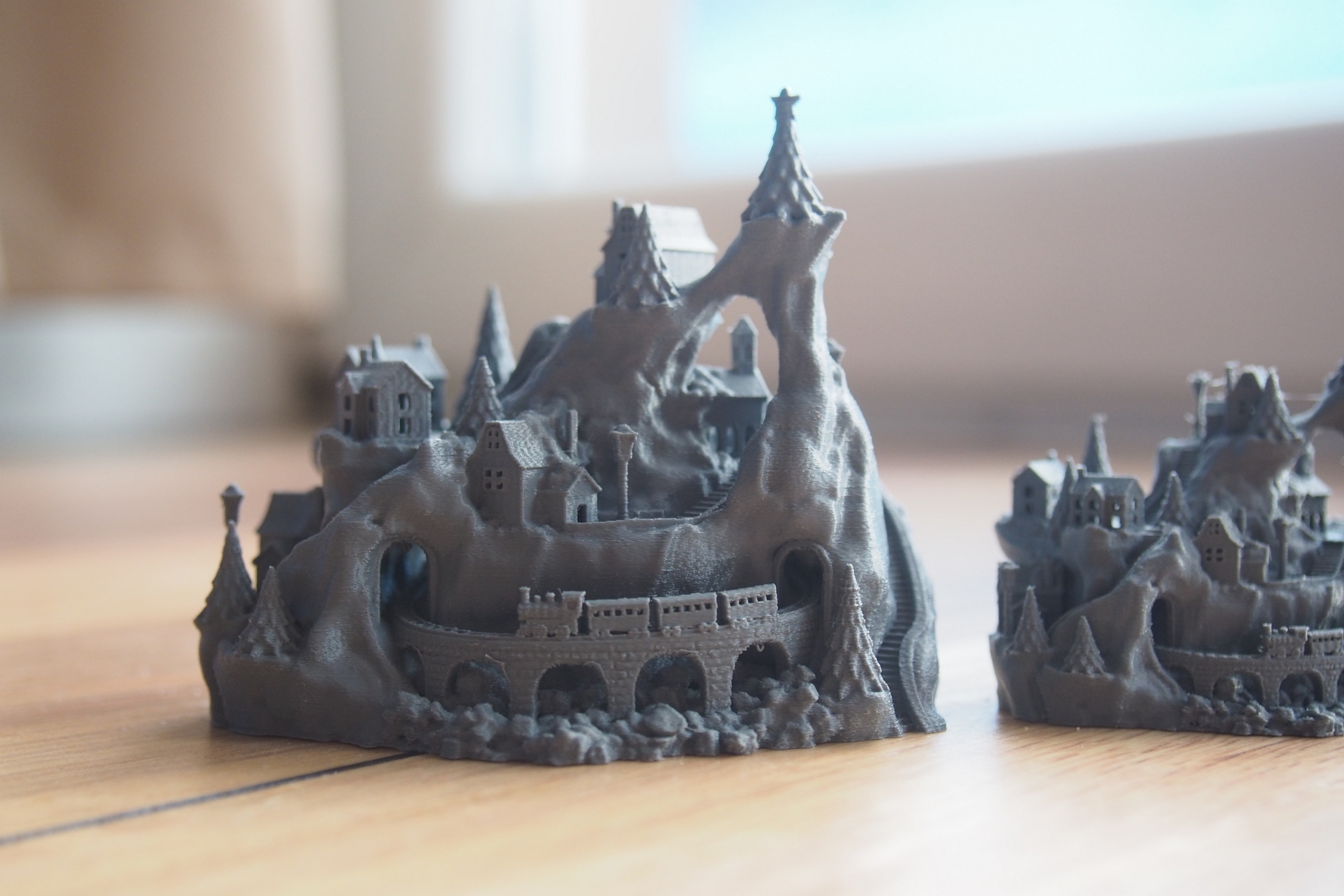
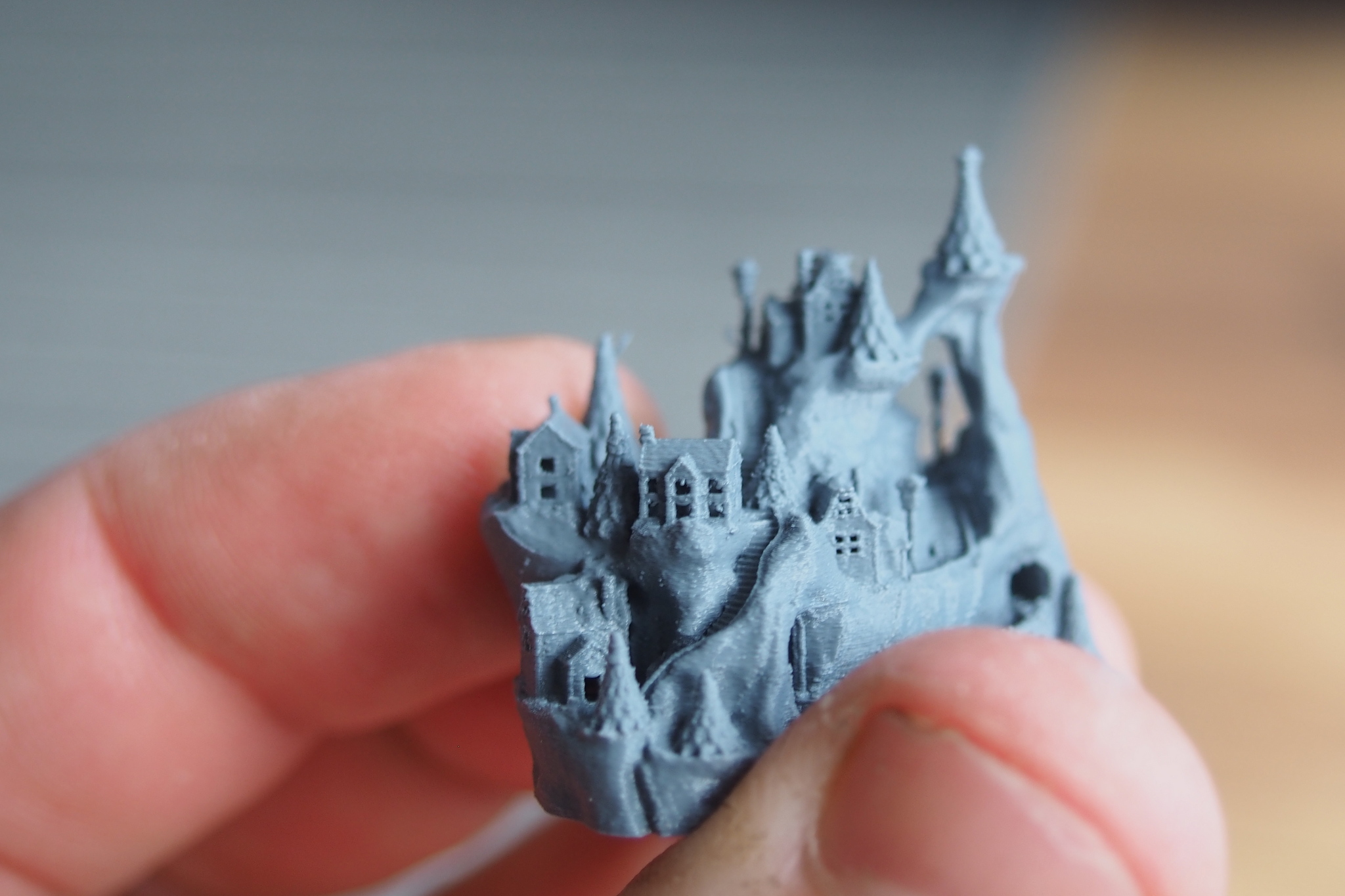
Nagyon sokszor használom a 0.2mm-es fúvókát a Wanhao D6-on, pl. tankok, vonatok, stb. H0-ás és TT-s makettek nyomtatására, szóval azért látszik, hogy elég jó részletgazdagságot lehet elérni vele. De most találtam egy (sajnos fizetős) modellt, amivel gondoltam még tovább feszegetem a határokat. Ez a modell, aki teheti, szerintem megéri megvásárolni, mert nagyon hangulatos: https://cults3d.com/en/3d-model/art/winter-wondertown.
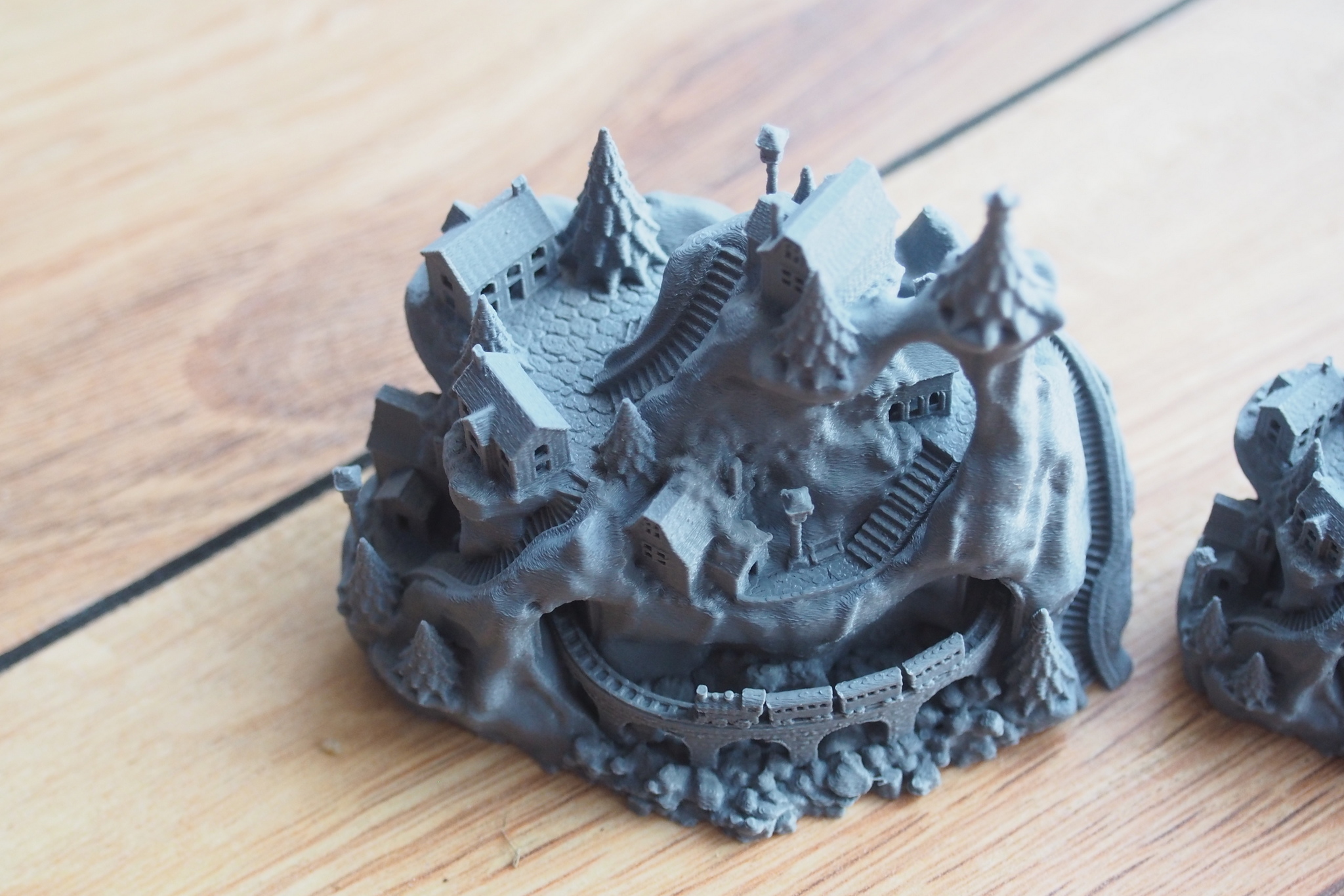
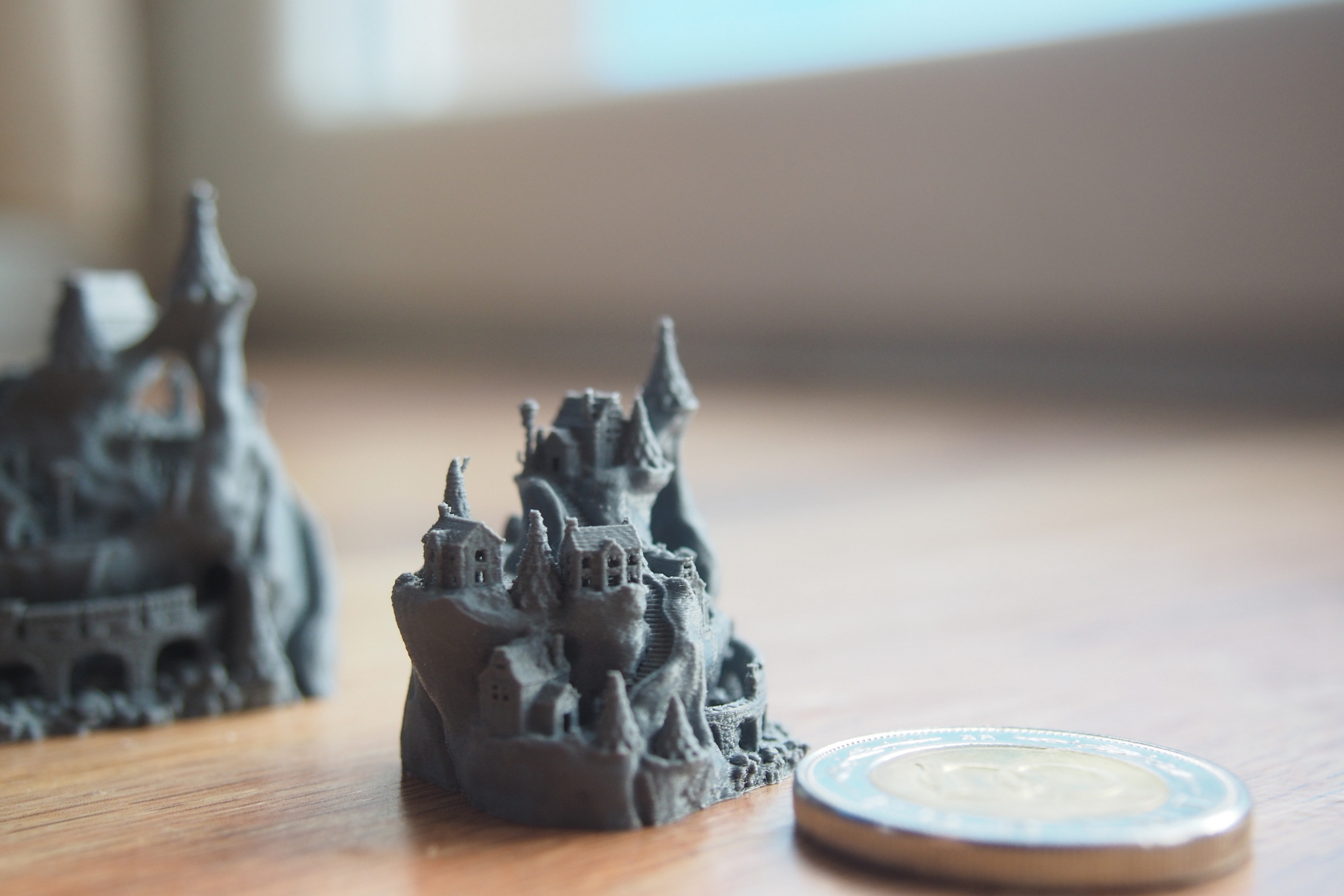
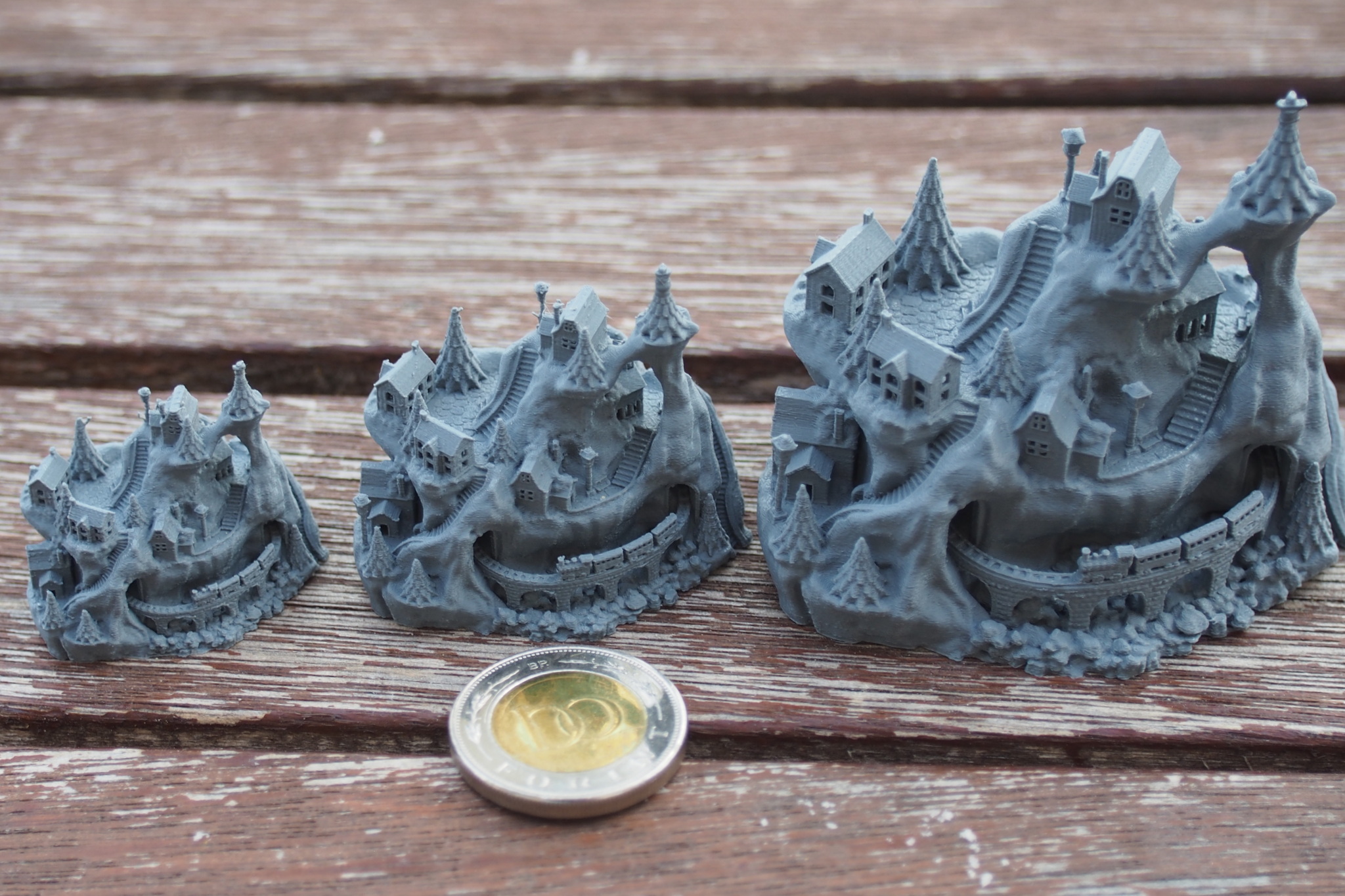
Először kinyomtattam eredeti méretben, utána egyre kisebb méretben. A legkisebb magassága 2.5cm csupán! És mégis még a legkisebben is kijönnek a részletek. Pl. a hátsó beugró "barlangos" részen van egy kis hóember, aminek még az egyik karja is látszik. És a lámpa oszlopok vastagsága is nagyon vékony.
További képek:
A fenti kisérletből látszik, hogy még FDM nyomtatóval is lehet igencsak részletgazdag és aprólékos tárgyakat nyomtatni, nem kell mindig SLA/DLP nyomtató ehhez. (Ez majd egy következő kísérlet tárgya lesz, hogy ott meddig tudok elmenni :)). A használt rétegvastagság a legkisebbnél 50 mikron volt, a legnagyobbnál 80 mikron.
Philament szürke PLA-val készült amúgy. :) Tetszik ez az árnyalat.
Egyébként ez a Wanhao D6 nyomtató eladó, mert 2 van belőle, és nincs kihasználva. 0.2-es fejjel, hangcsökkentéssel, üveglappal, hatékonyabb hűtéssel, smoother-el és egyéb upgrade-ekkel.
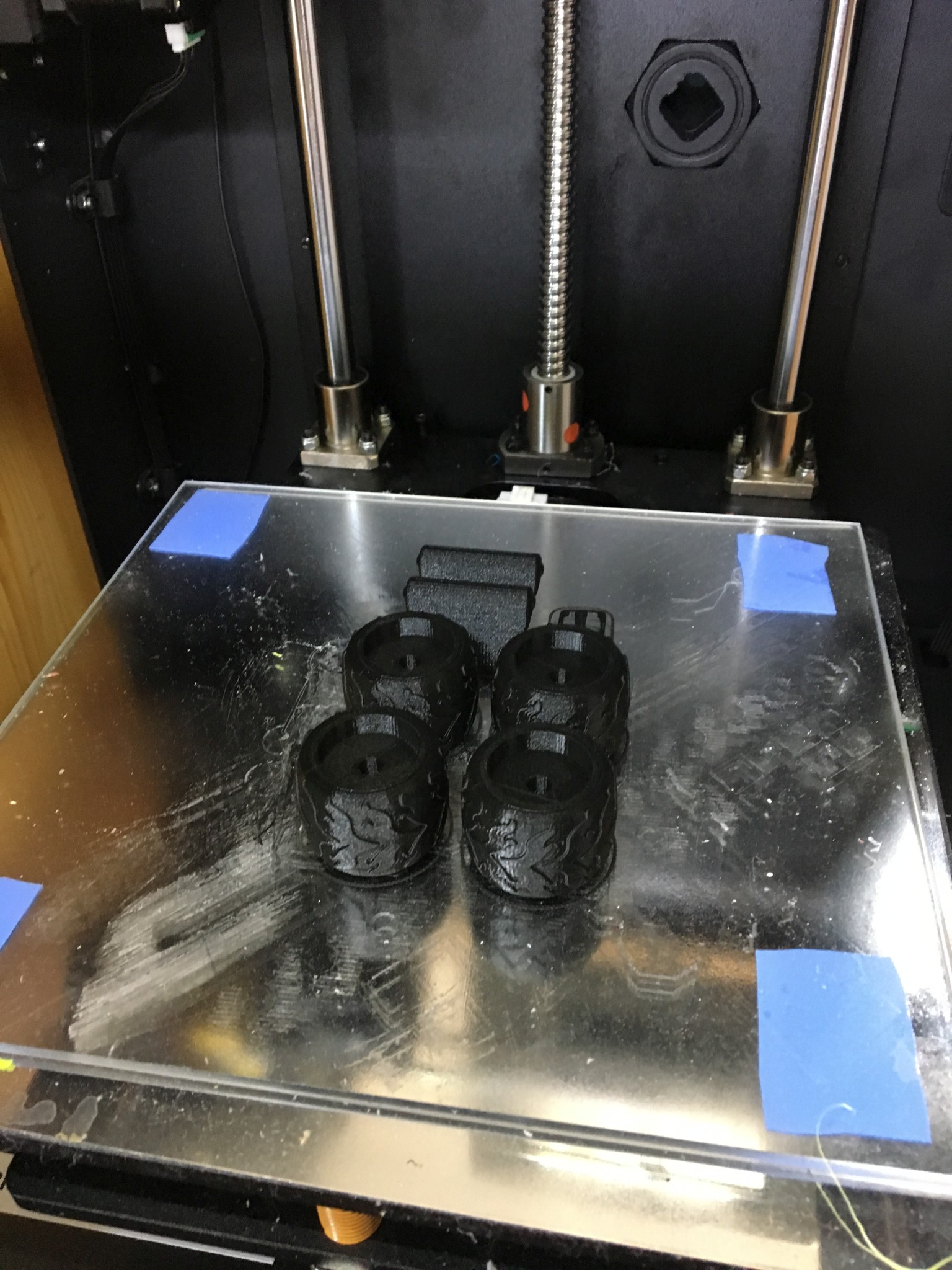
Ha valaki kíváncsi lett volna, mi a különbség a 0.2mm-es fúvóka és a 0.6mm-es között (ez egy MicroSwiss készletből van amúgy). A klasszikus béka modellt nyomtattam, különböző méretben és rétegvastagságban (0.05mm vs. 0.45mm-es rétegvastagság): https://www.thingiverse.com/thing:18479. Elég látványos a különbség. A 0.6mm-es fúvókának egészen "retró" hangulata van, hogy ilyen vastag rétegeket képes előállítani és vastag vonalat húz. Nekem tetszik, bár ezzel csak az elnagyoltabb dolgokat érdemes nyomtatni, de azokat jó gyorsan lehet.
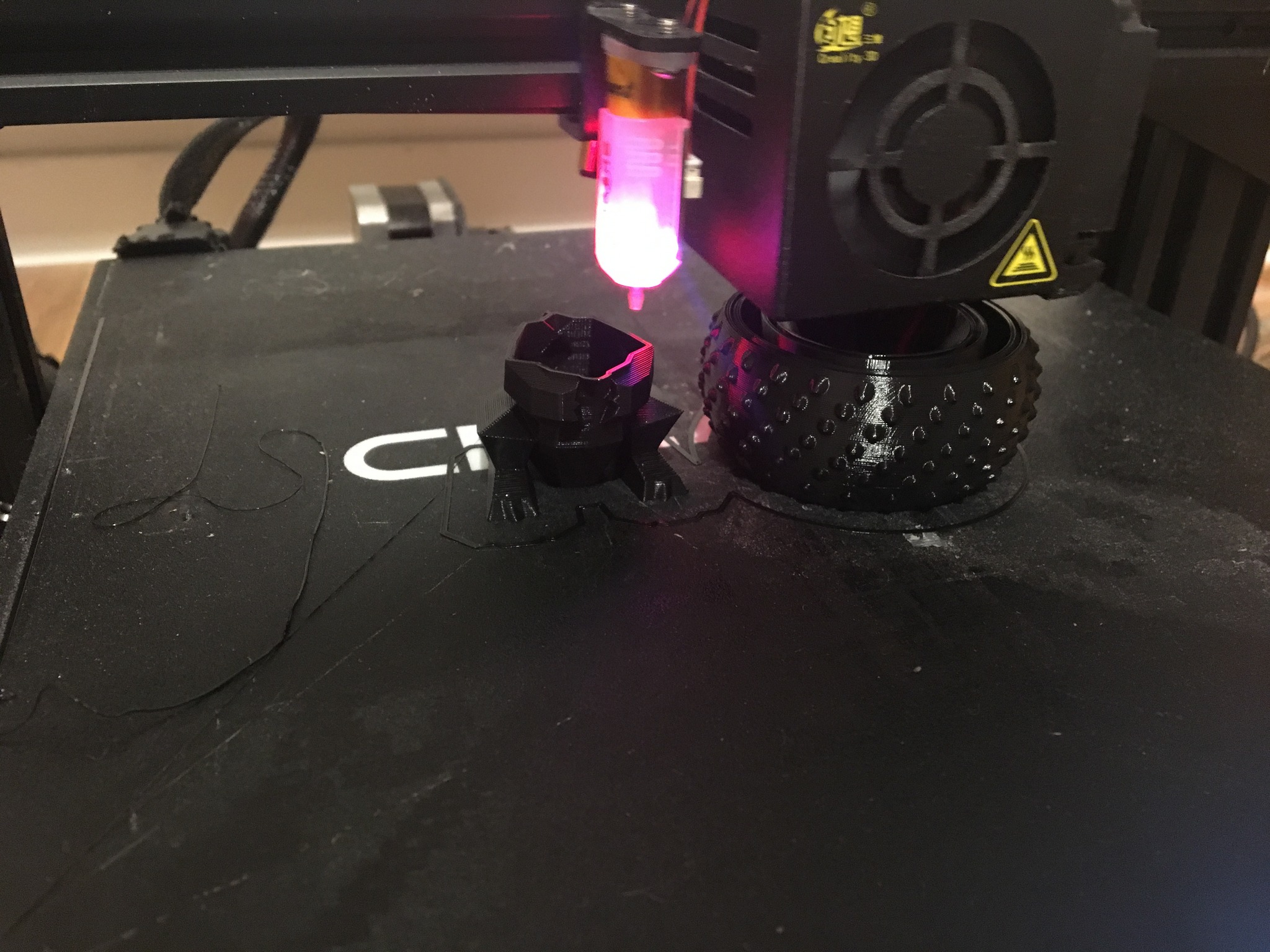
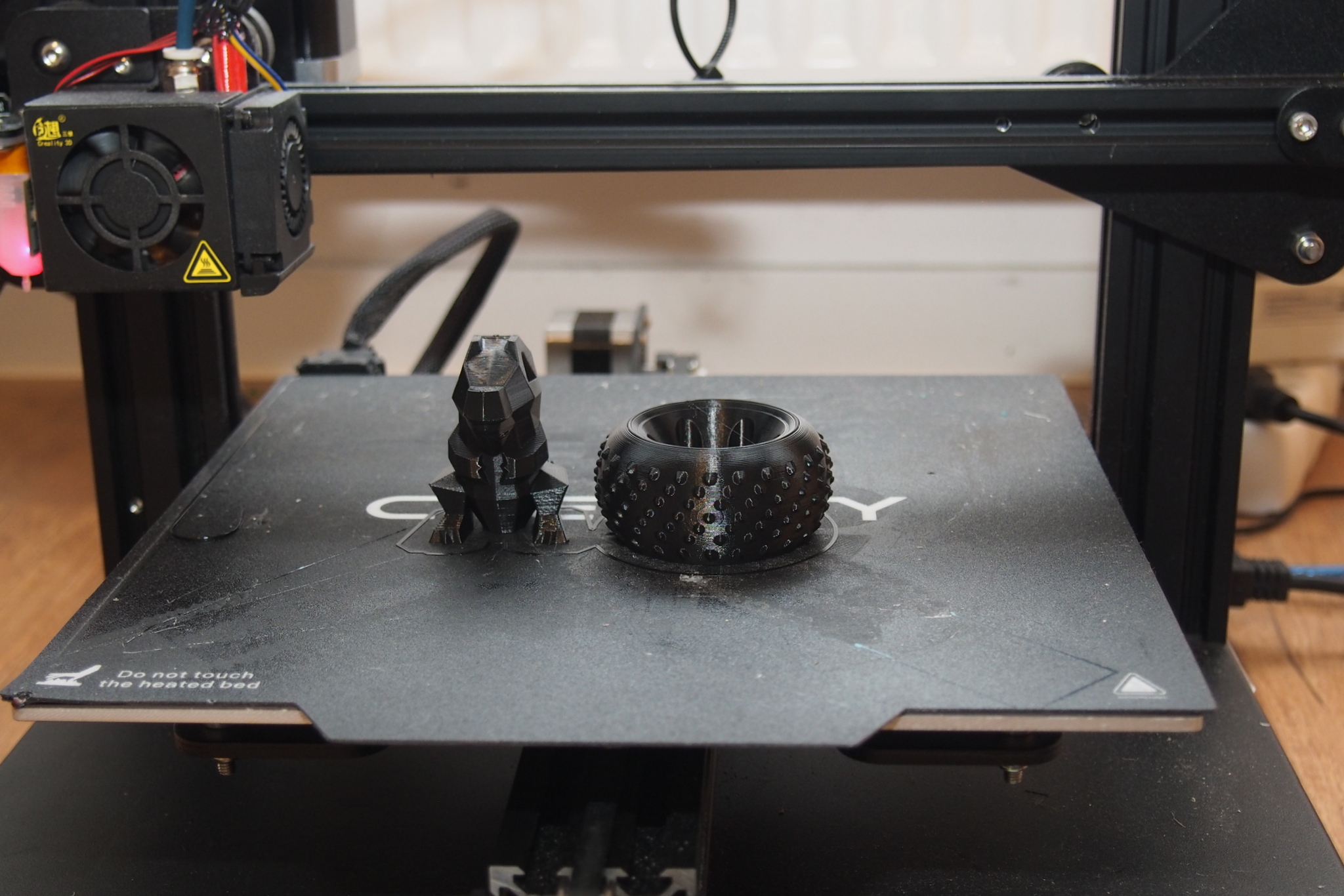
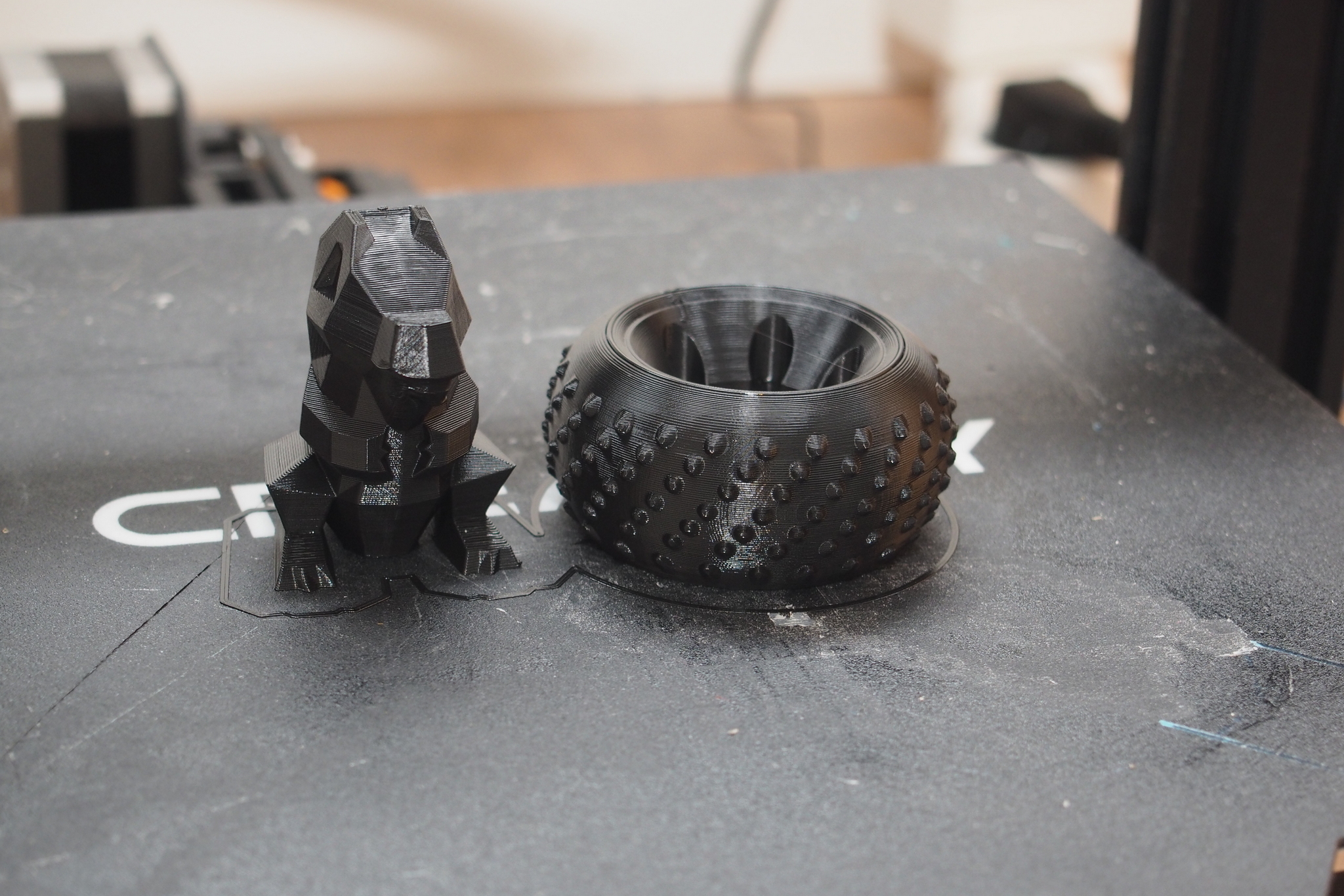
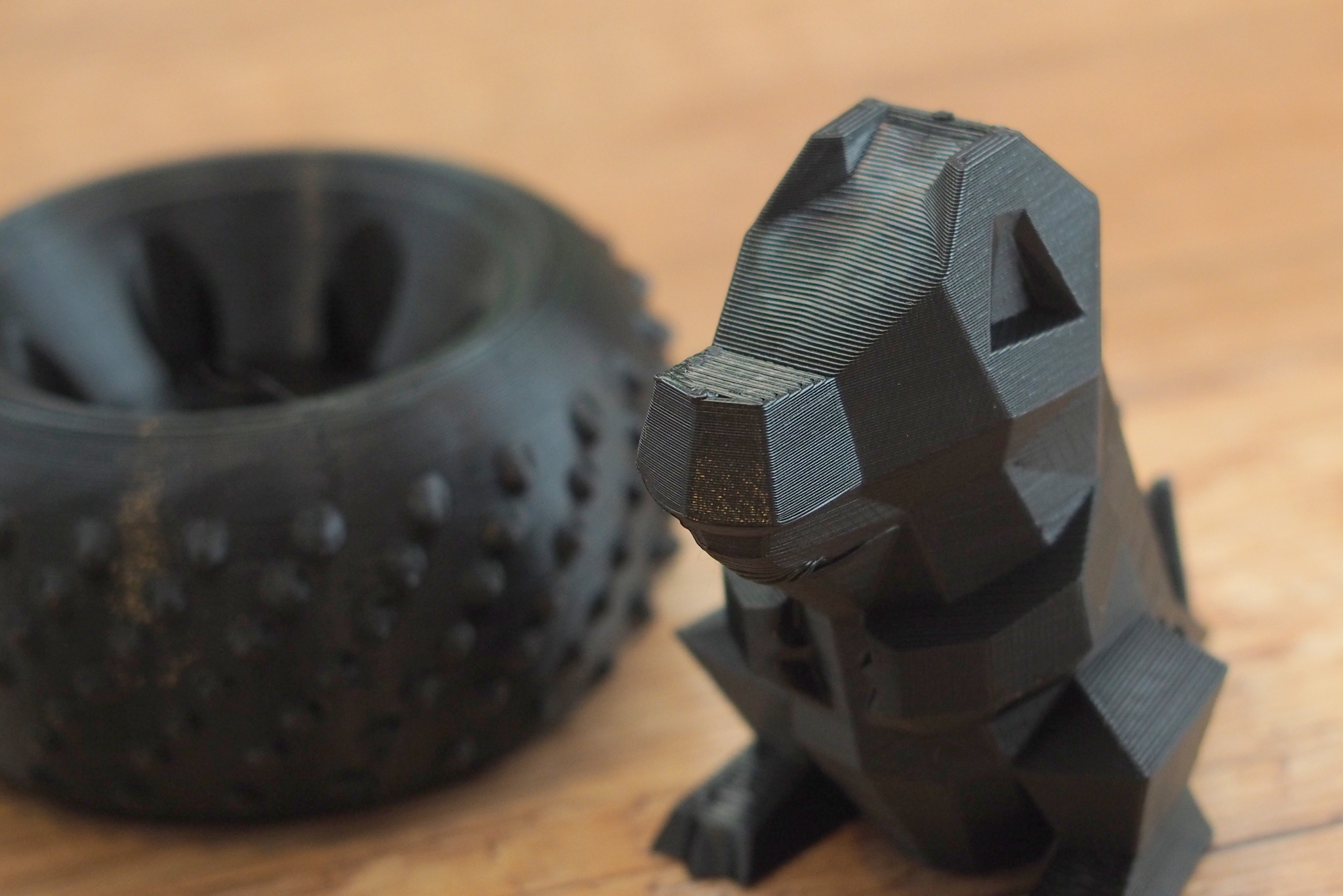
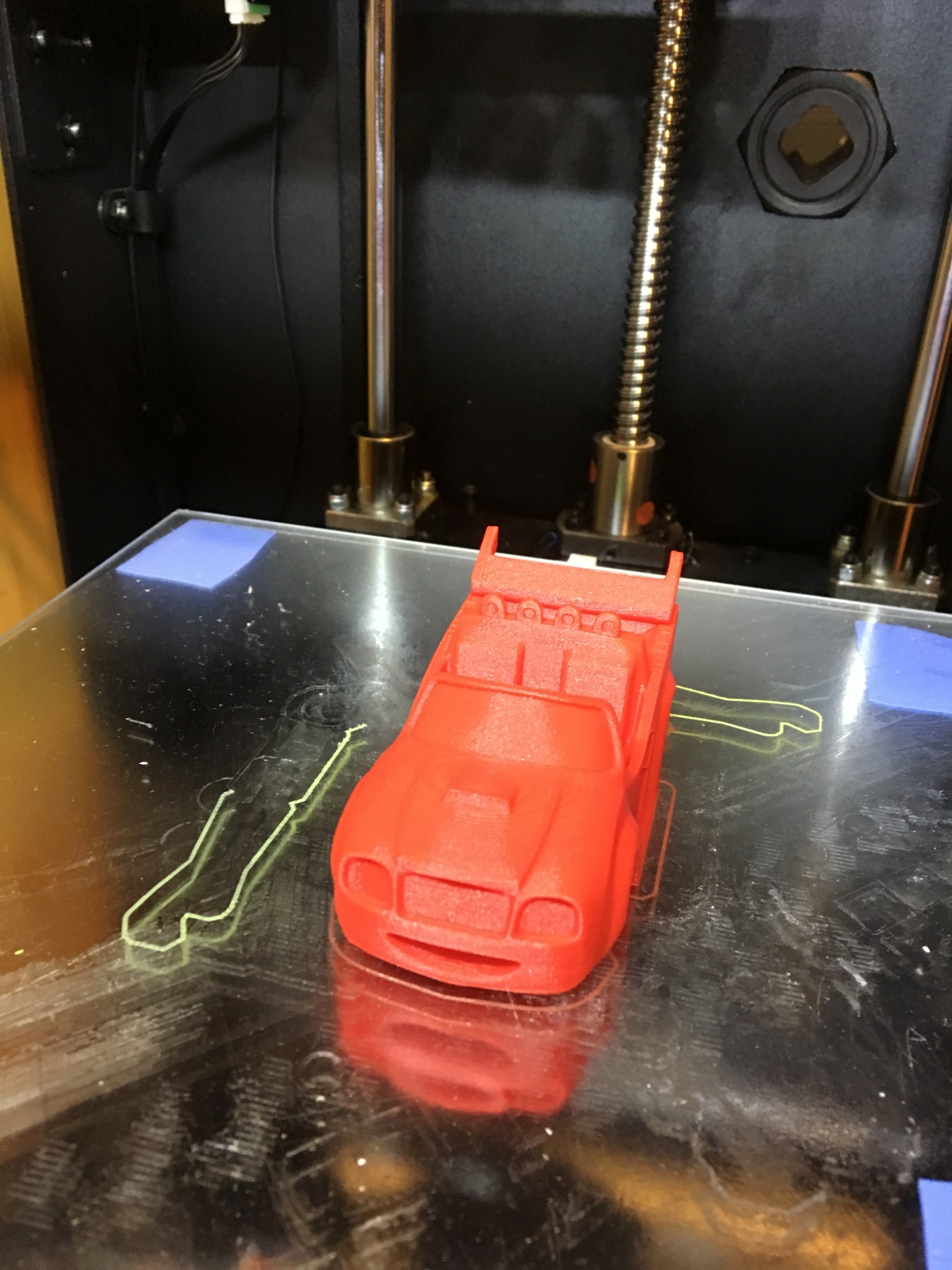
A fiam nagy rajongója a címben említett mesének, ezért nyomtattam neki egy Lángot a sorozatból. Több színnel nyomtattam, így festeni sem kellett. A kerekeket végül csavarral rögzítettem a tengely tartó elemre, szépen forognak és elég tartósnak tűnik. Ez utóbbit a felfüggesztés és a váz kapcsolatáról már nem lehet elmondani, most egyelőre a ragasztópisztolyos megoldás vált be. Ja igen, 50%-os méretben nyomtattam ki, 0.2mm-es Micro Swiss-es fúvókával, 100% kitöltéssel (gyerekjátékról lévén szó :)). Nagyon tetszik neki, napok óta hordozza mindenhova.
(Ahogy a képen látszik, a piros jól ki volt számolva :D).
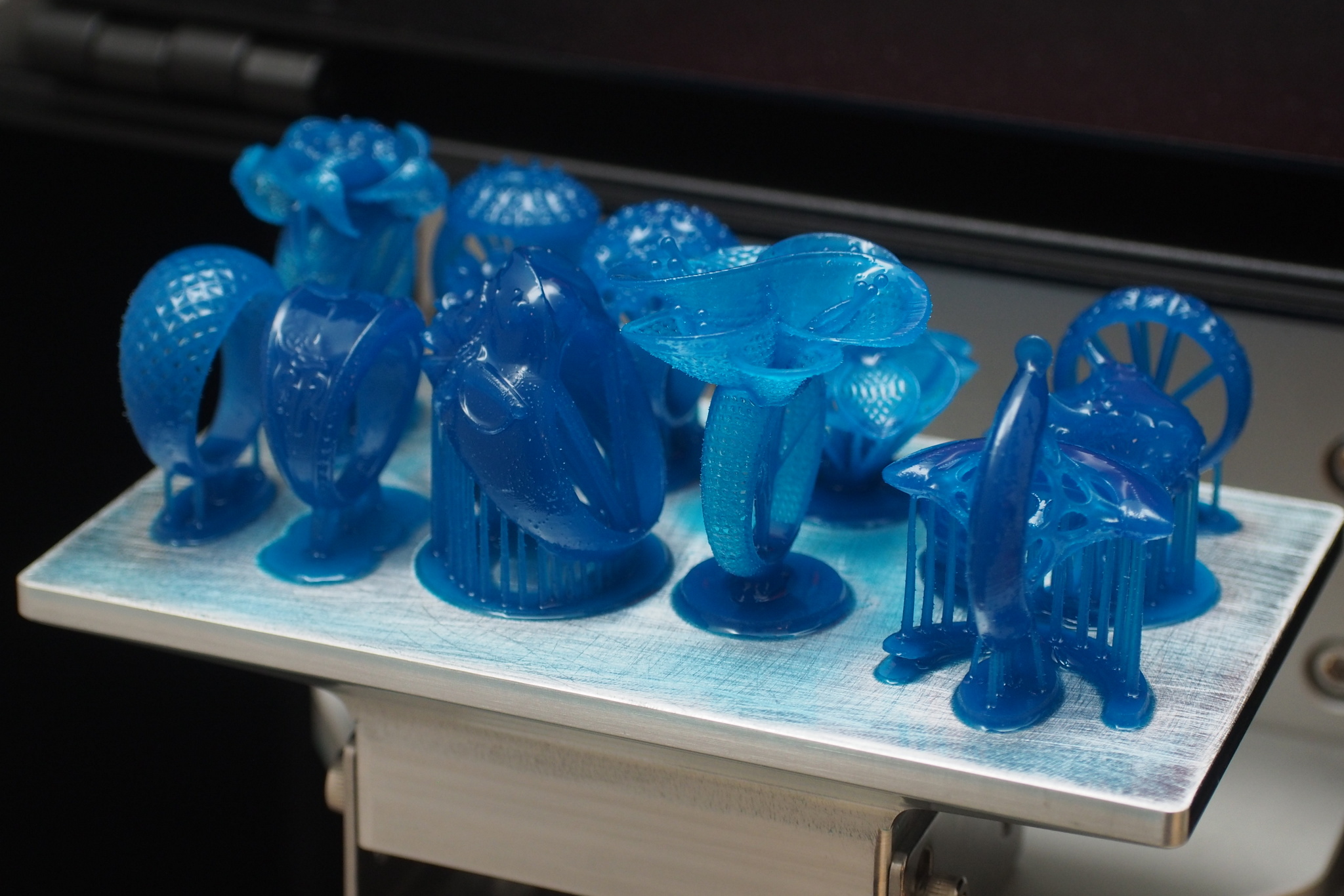
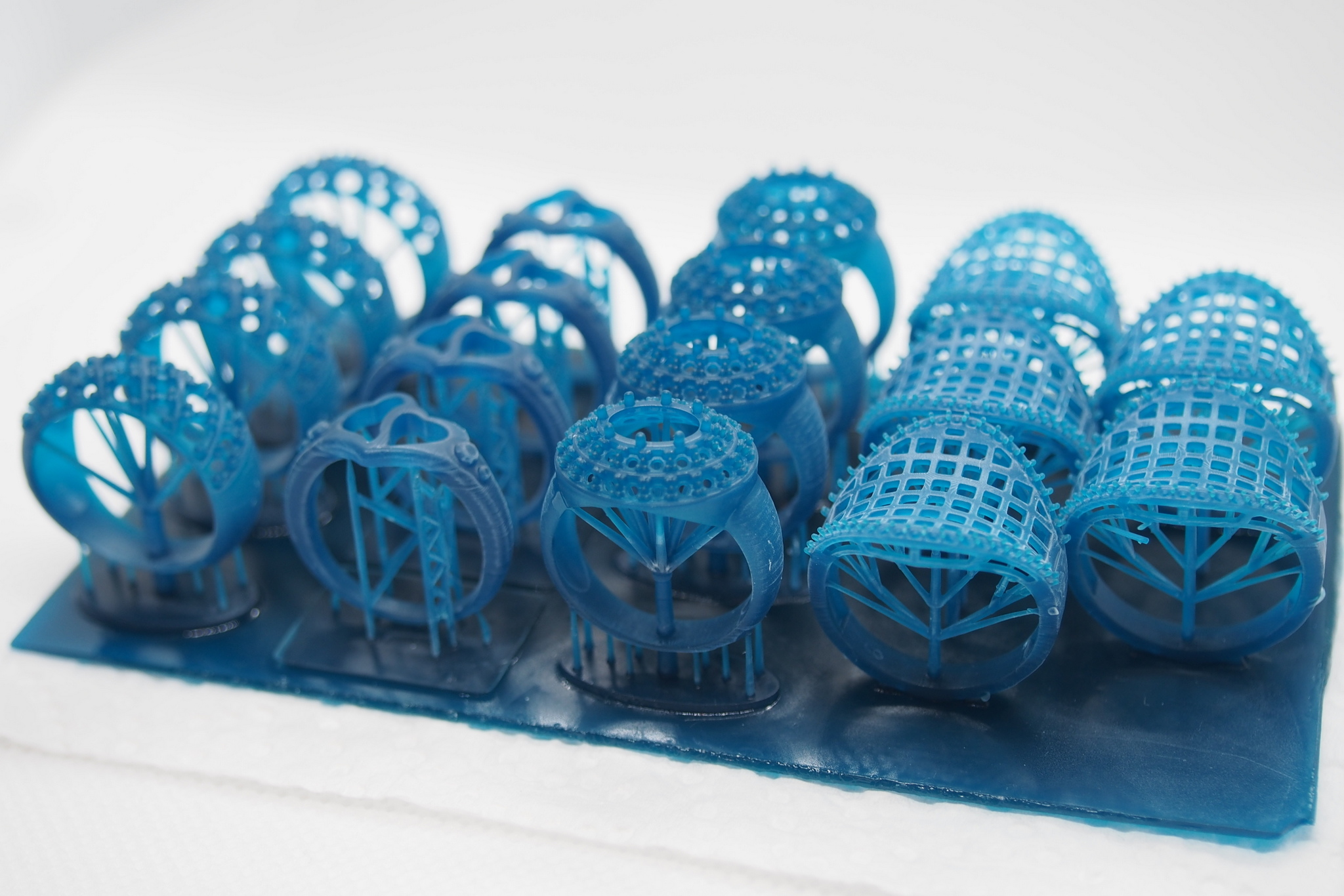
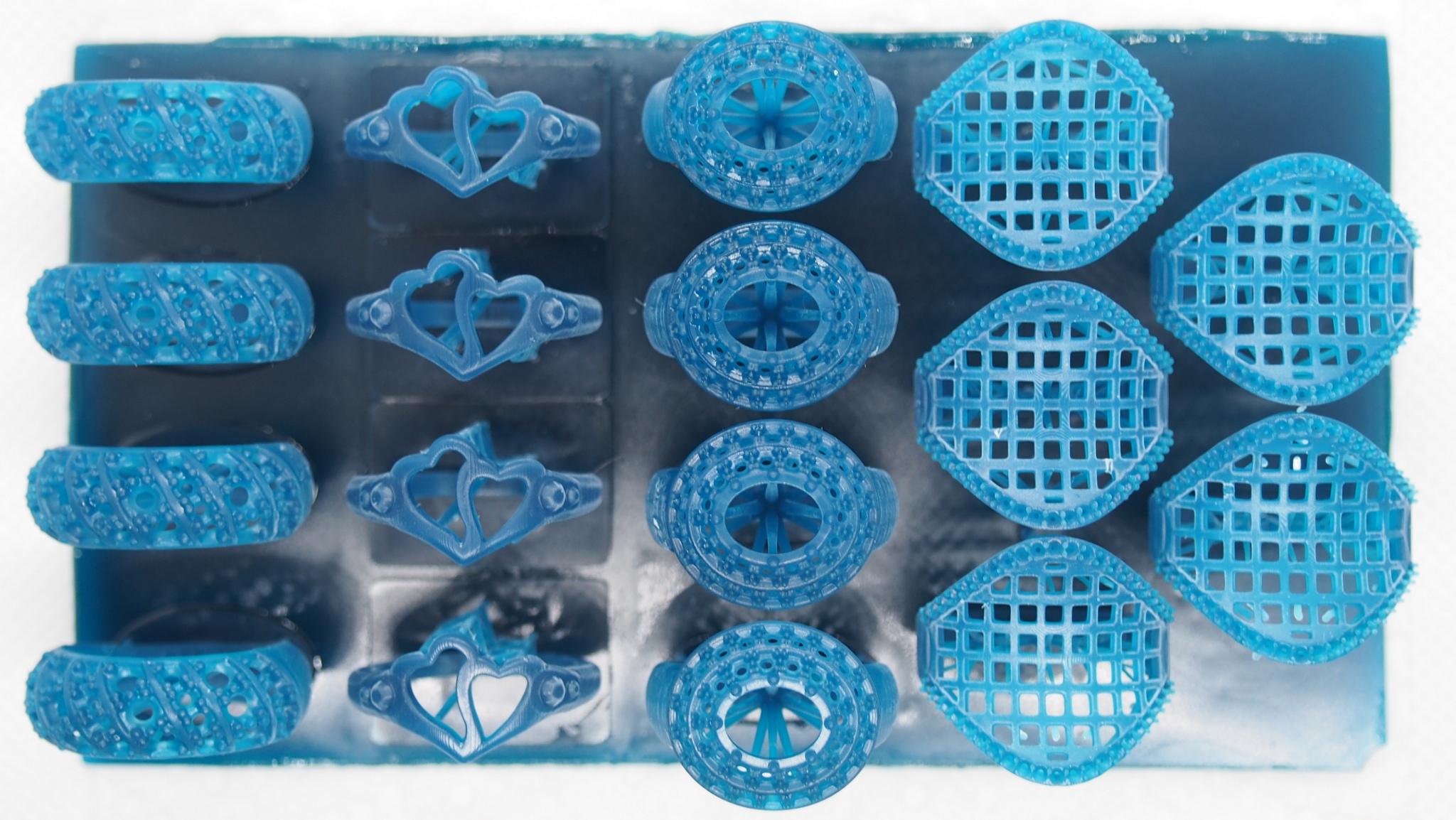
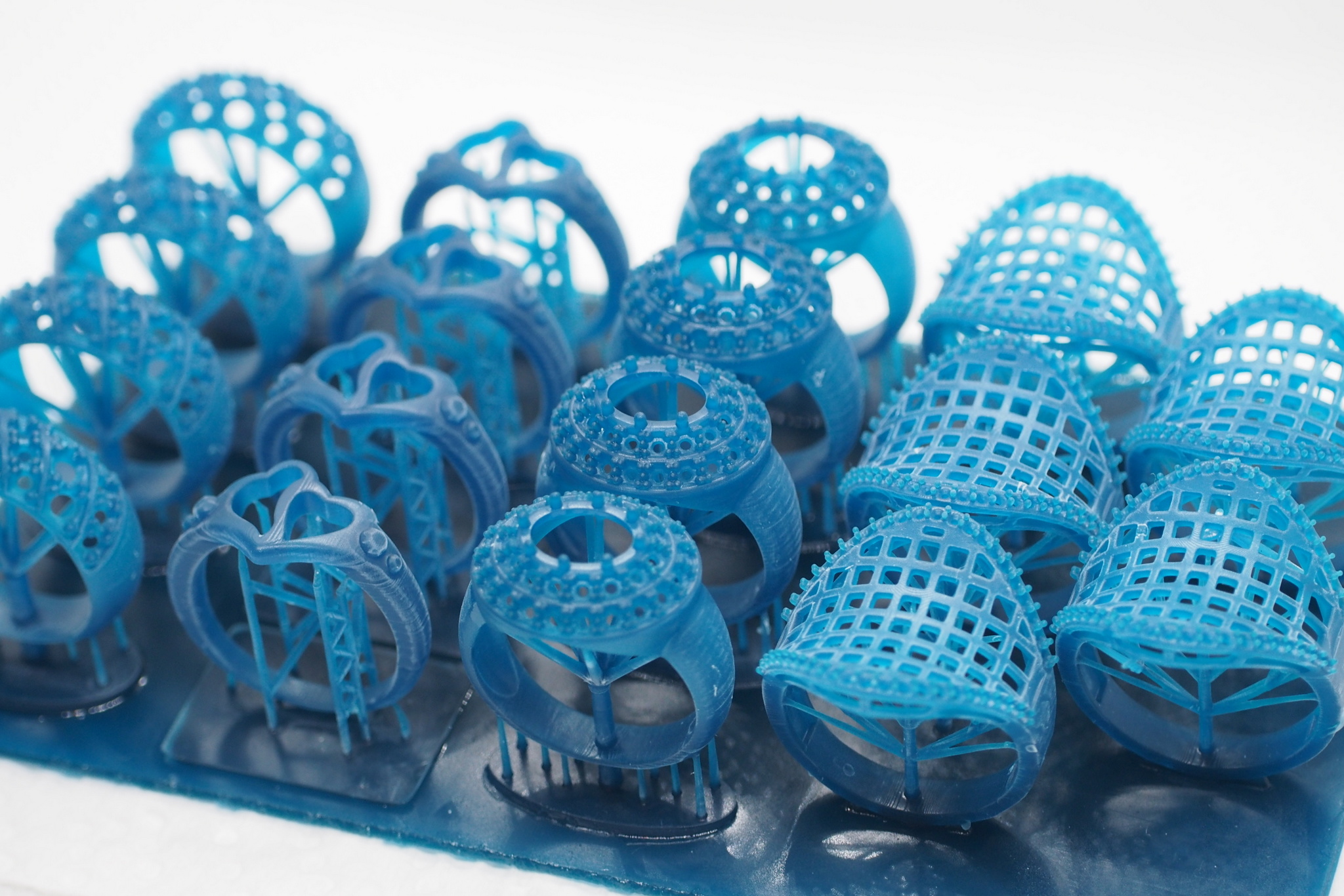
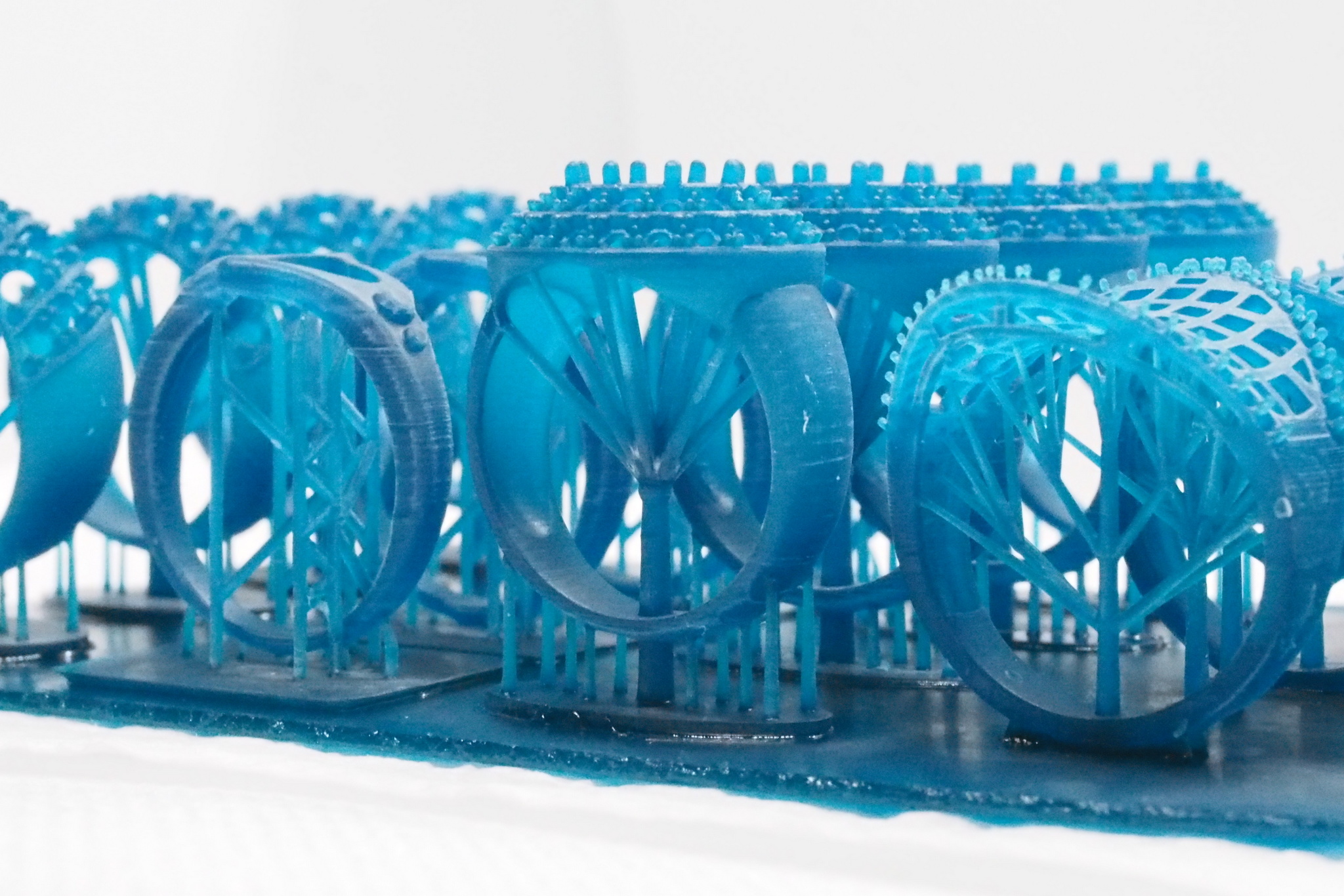
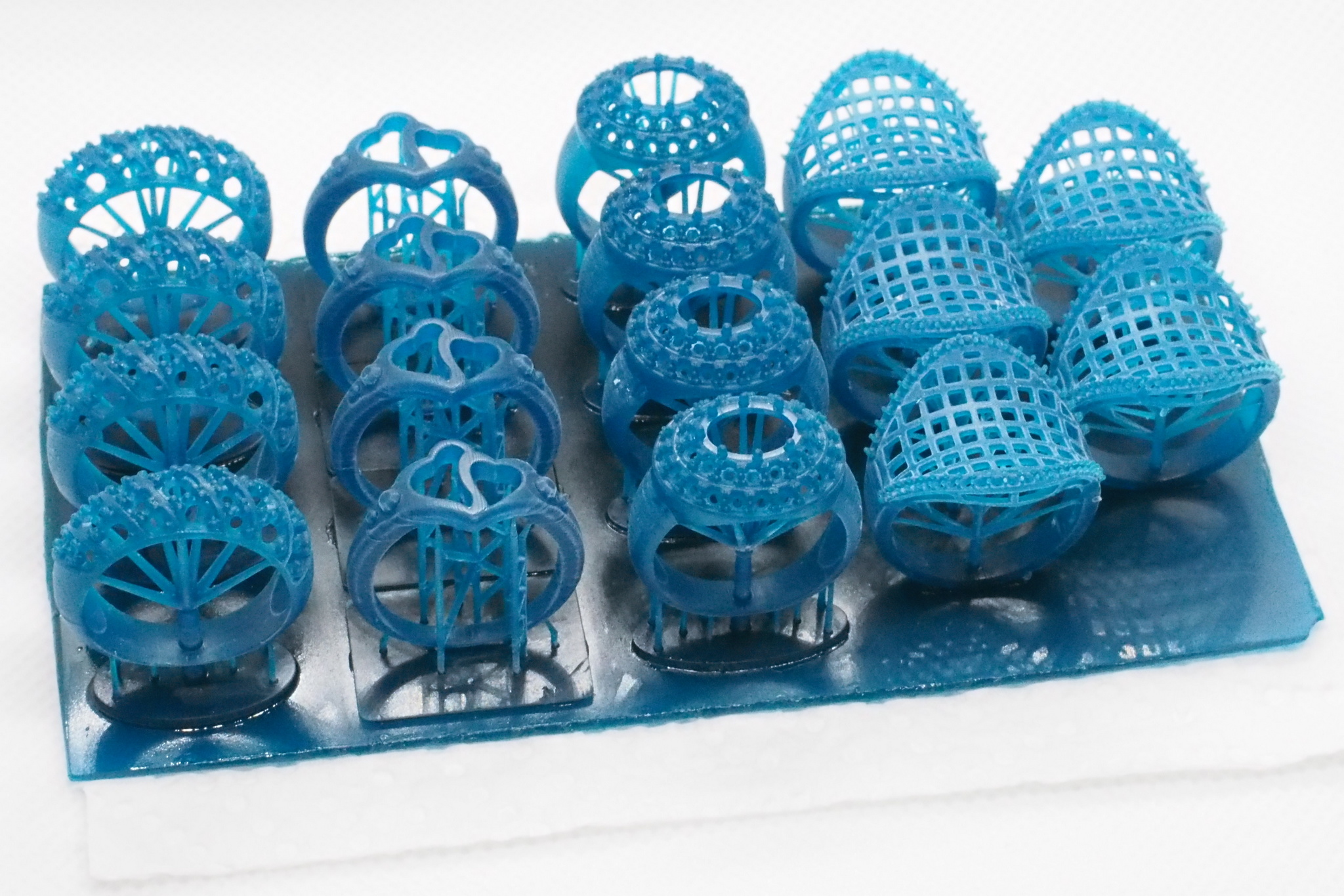
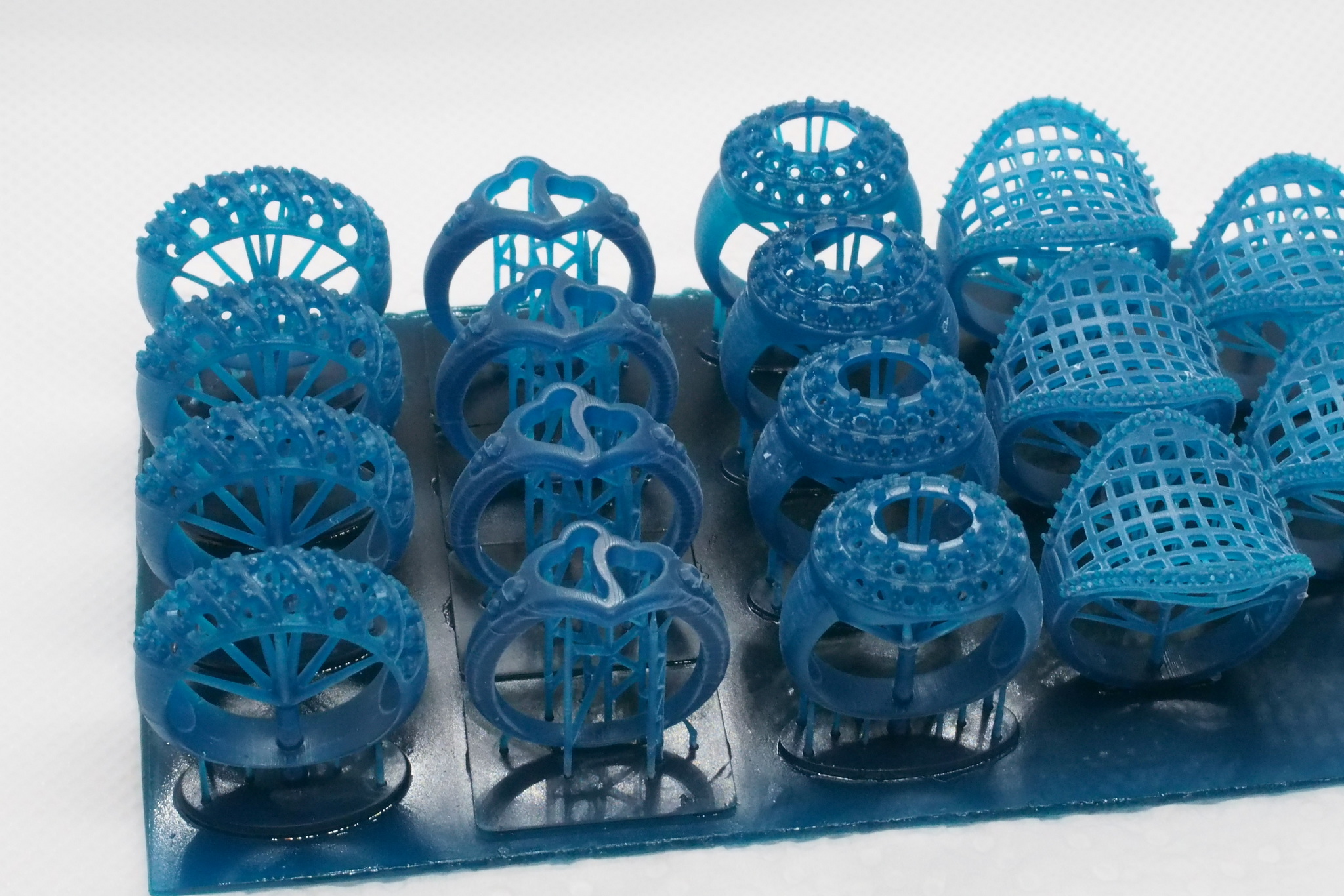
A Wanhao D7 UV fényforrása egy reflektor segítségével "terül" szét a kijelző teljes területén, ami nem ad teljesen tökéletes uniformitást. Szerencsére ezt elég könnyedén lehet orvosolni egy maszk segítségével, ami a gyakorlatban úgy néz ki, hogy egy készülékkel (fotórezisztorral) megmérjük különböző pontokon a fényt (mondjuk egy 12x7-es rács segítségével), és ebből egy maszk kép fájlt generálunk. Ezt alkalmazva a nyomtatásnál már uniform fényt kapunk. Ezt próbáltam most ki, és nyomtattam a Bluecast műgyantával "néhány" gyűrűt a tárgyasztal teljes területét megtöltve. Az eredmény magáért beszél (lásd a képeket). Ezzel a megoldással már sok dolgot tudunk egyszerre nyomtatni a teljes asztalt kihasználva, és az LCD technológiának köszönhetően a nyomtatási idő ugyanannyi lesz, mintha 1 dolgot nyomtatnánk.
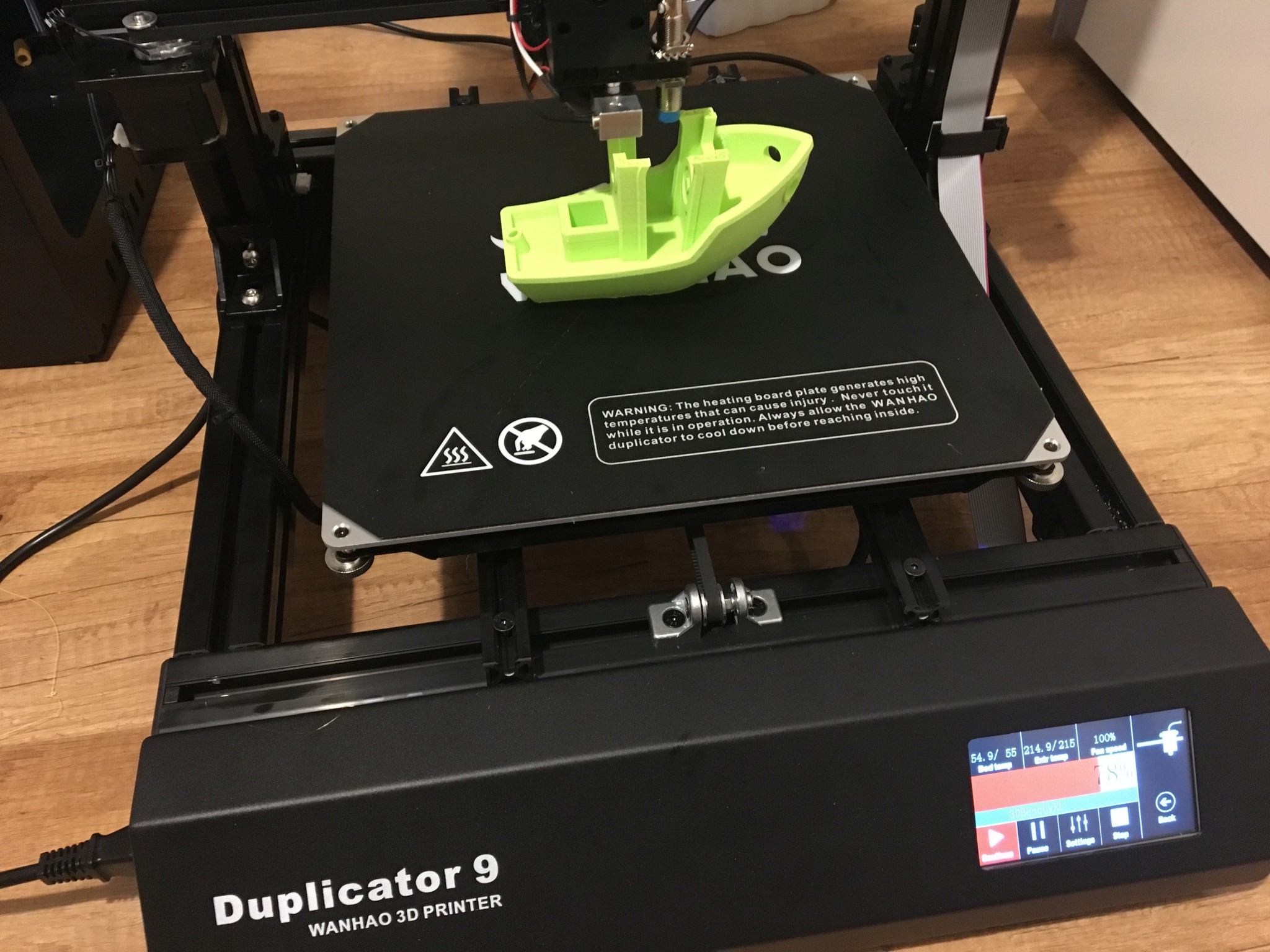
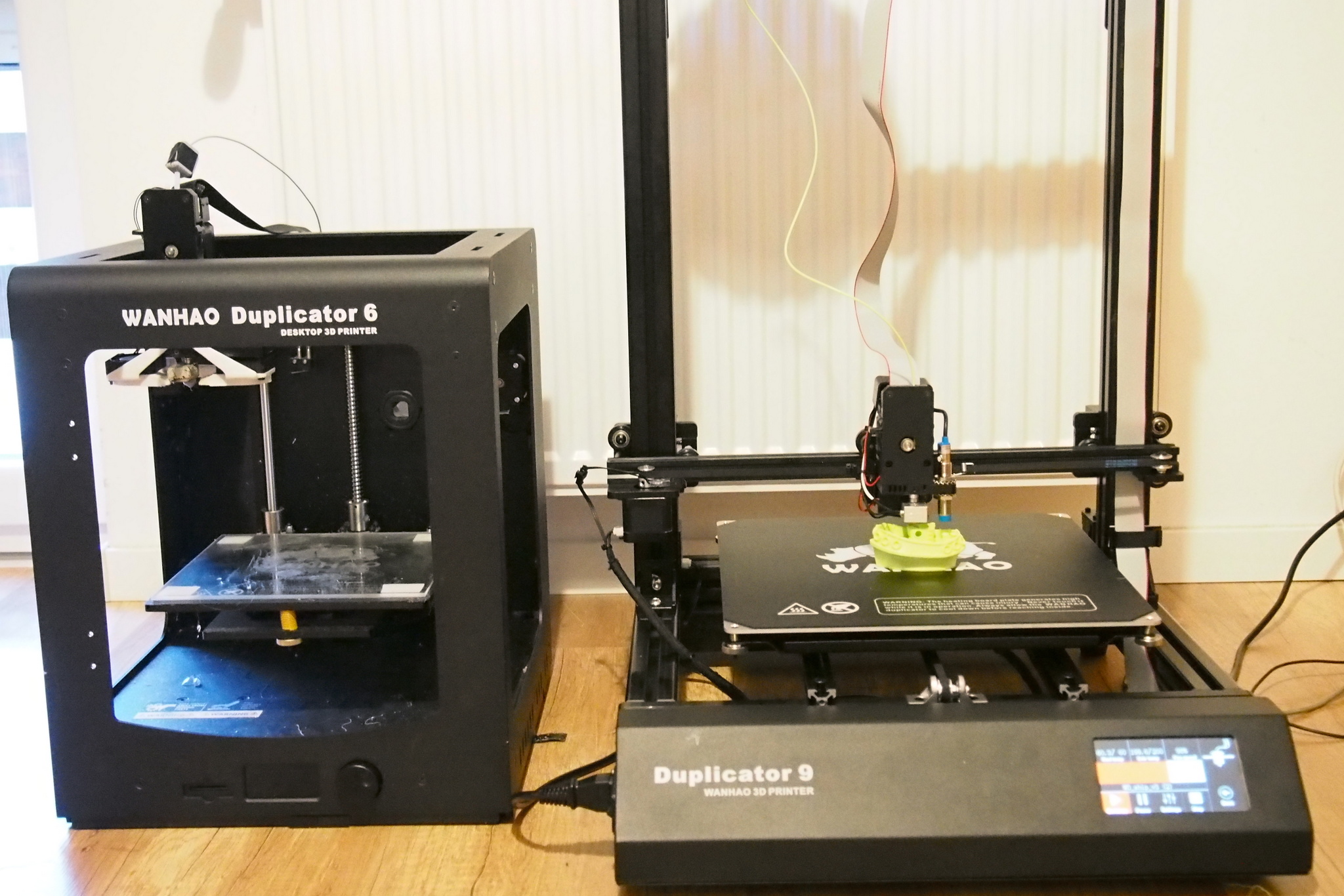
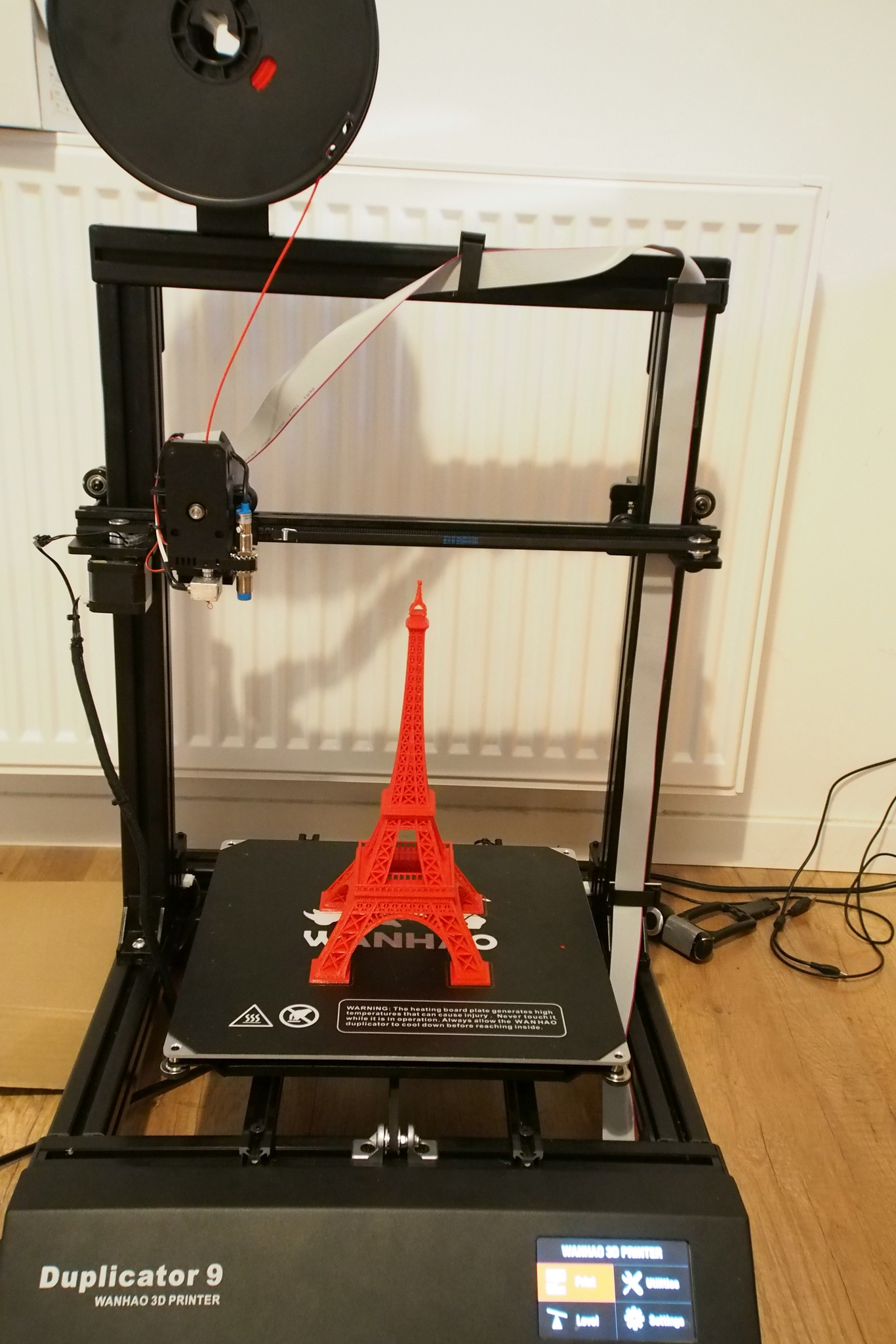
Nemrég megérkezett hozzánk a legújabb Wanhao modell, a Duplicator 9, amiből a legkisebb változat is tekintélyt parancsoló, 300x300x400-as nyomtatási térfogattal rendelkezik, és hamarosan elérhető lesz egészen hatalmas 500x500x500-as méretben. Csak összehasonlításképpen: ez a "kis" térfogat (30x30x40cm) egész pontosan 5x akkora térfogat, mint pl. a Duplicator i3 (20x20x18cm). Hasonlóan a többi Wanhao géphez, a Duplicator 9 is igen baráti áron kapható. De itt még nem ér véget a dolog, a Duplicator 9 a következő plusz újításokat is magával hozza:
automata szintezés induktív szenzorral
nyomtatás folytatása áramkimaradás esetén
könnyen kezelhető, grafikus, színes érintőképernyő
teljes fém extrúder (nem teflon csöves, hanem MicroSwiss kialakítású és felépítésű all metal extruder)
És hogy milyen a gép? Álljon itt a részletes teszt.
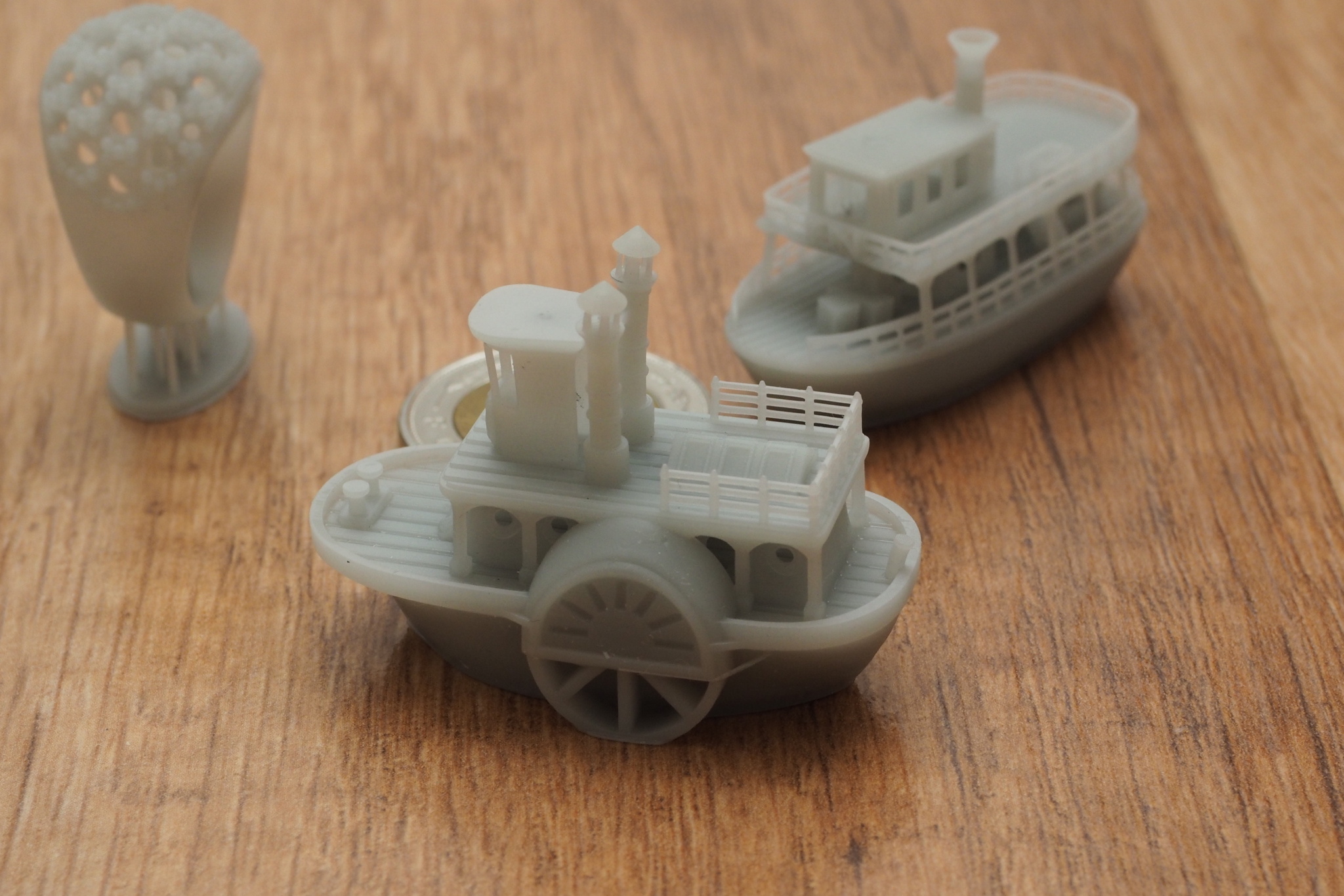
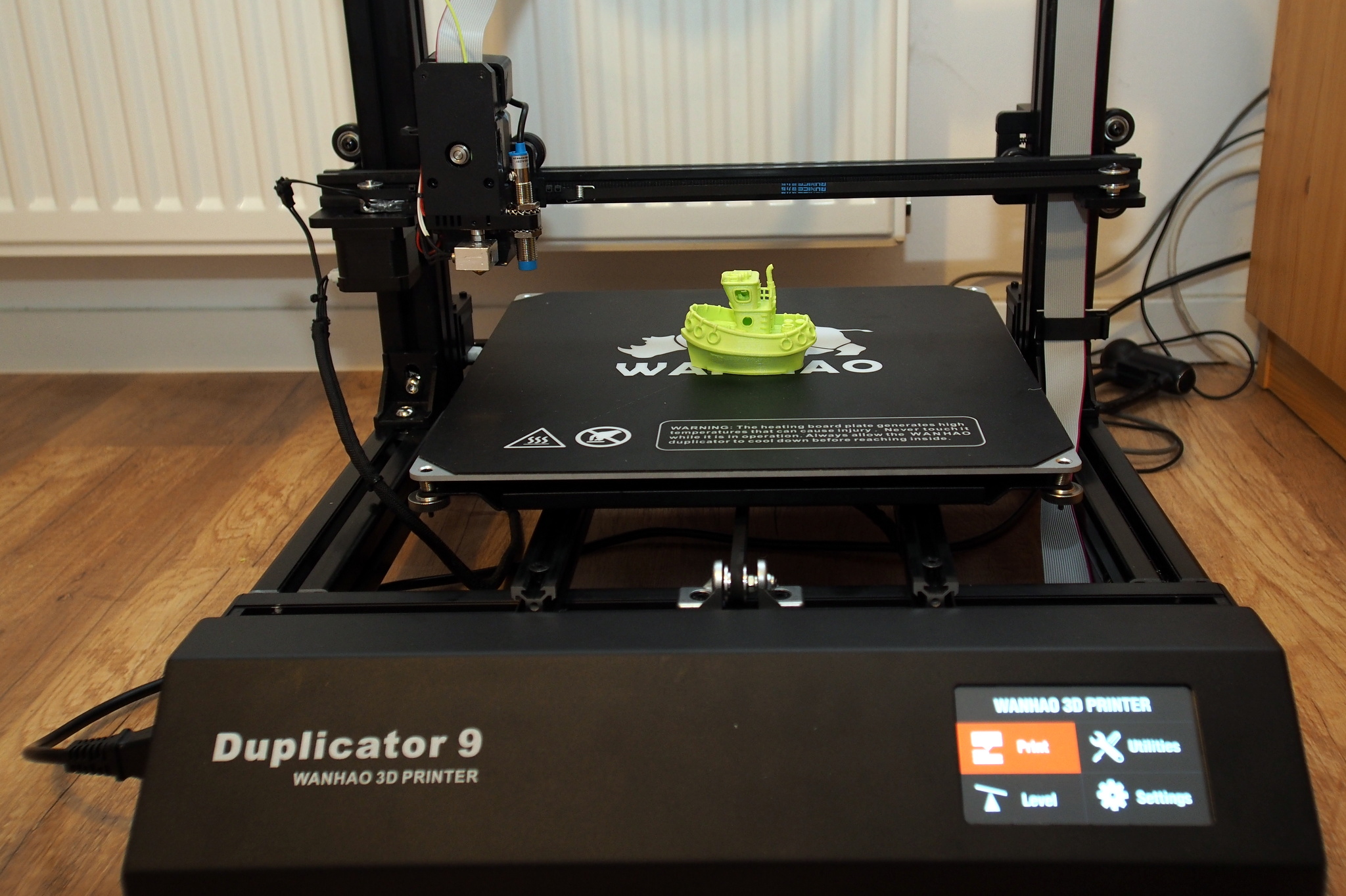
Kicsomagolásnál először kicsit megijedtem, hogy jó pár darabban érkezik a nyomtató, de szerencsére kiderült, hogy nem a klasszikus építőkészlet, hanem csak néhány váz elemet és kábelt kellett a helyére rögzíteni. Nem volt hozzá kezelési útmutatóm, de még így is egy röpke fél óra alatt sikerült összeállítanom és elindítanom az első nyomtatást, ami egy túlméretezett Benchy volt, de türelmetlen voltam, ezért 0.25mm-es rétegvastagsággal indítottam.
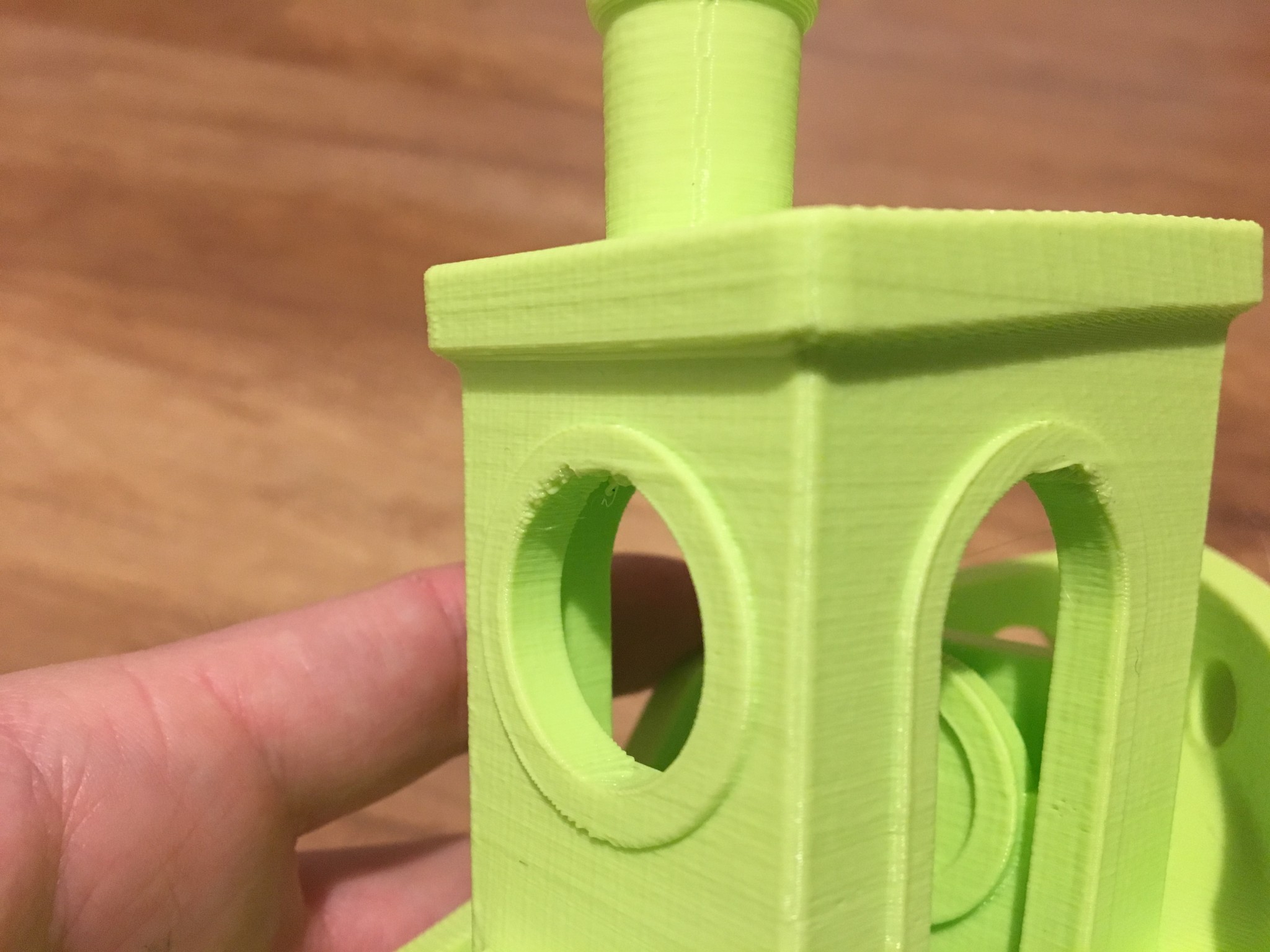
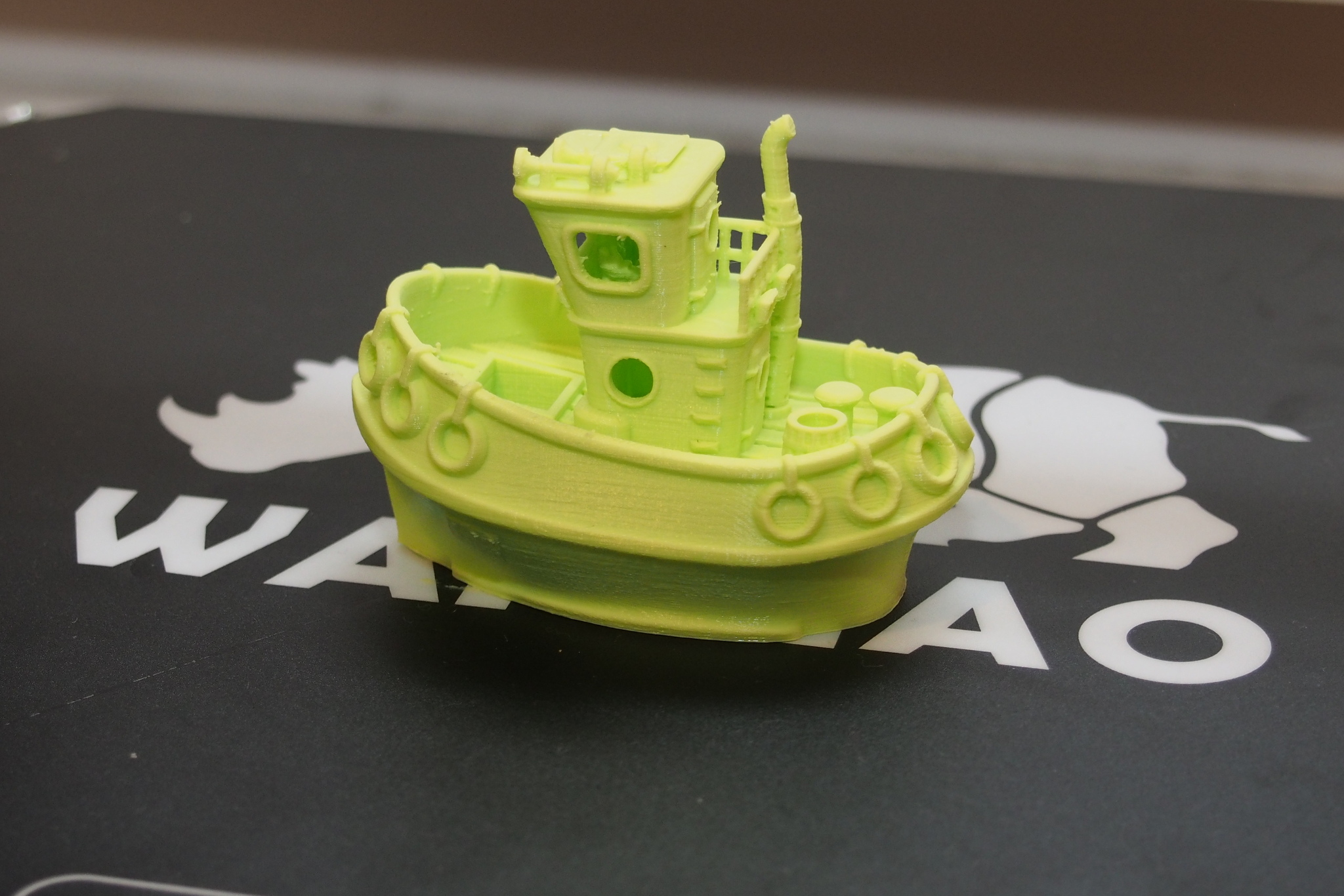
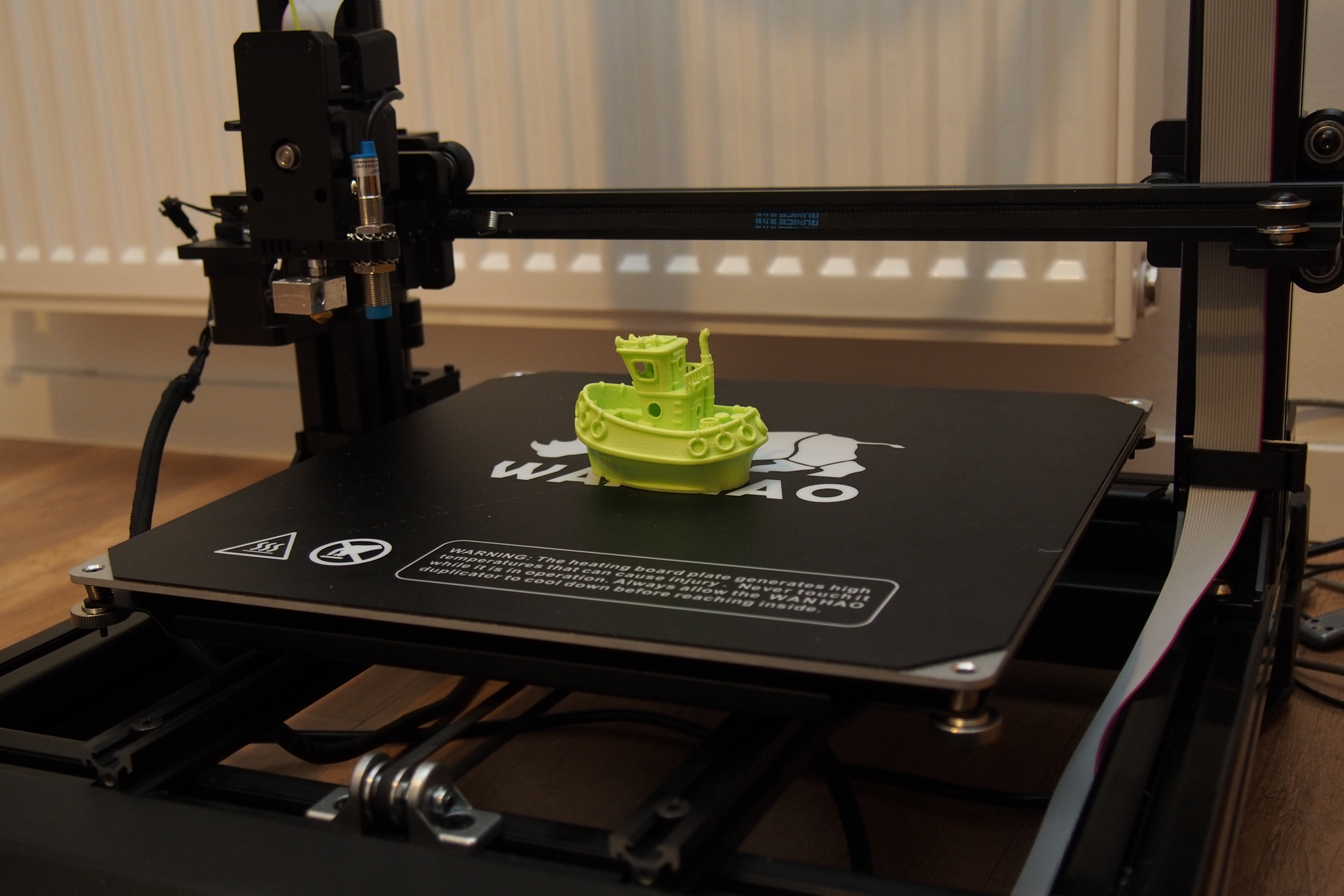
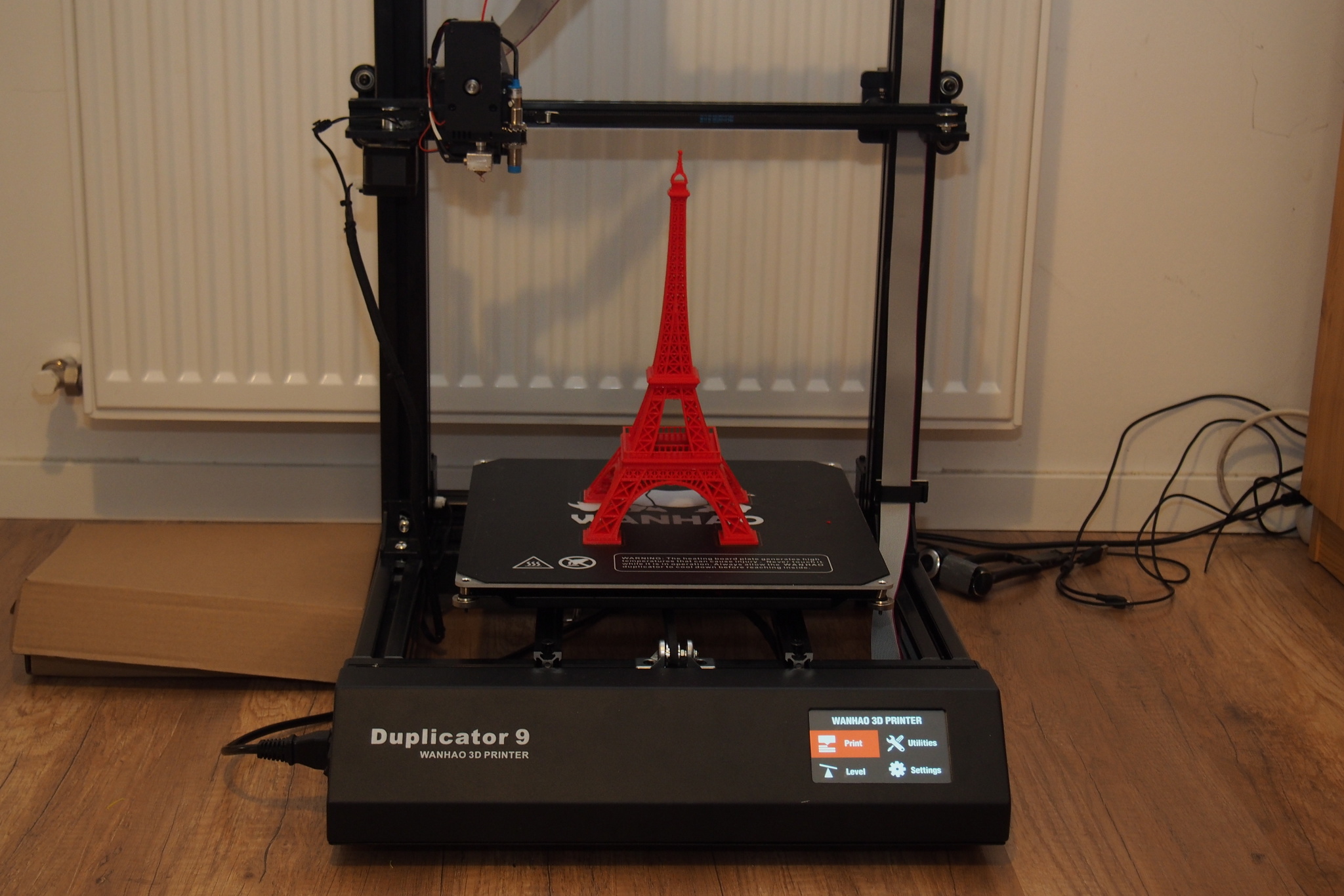
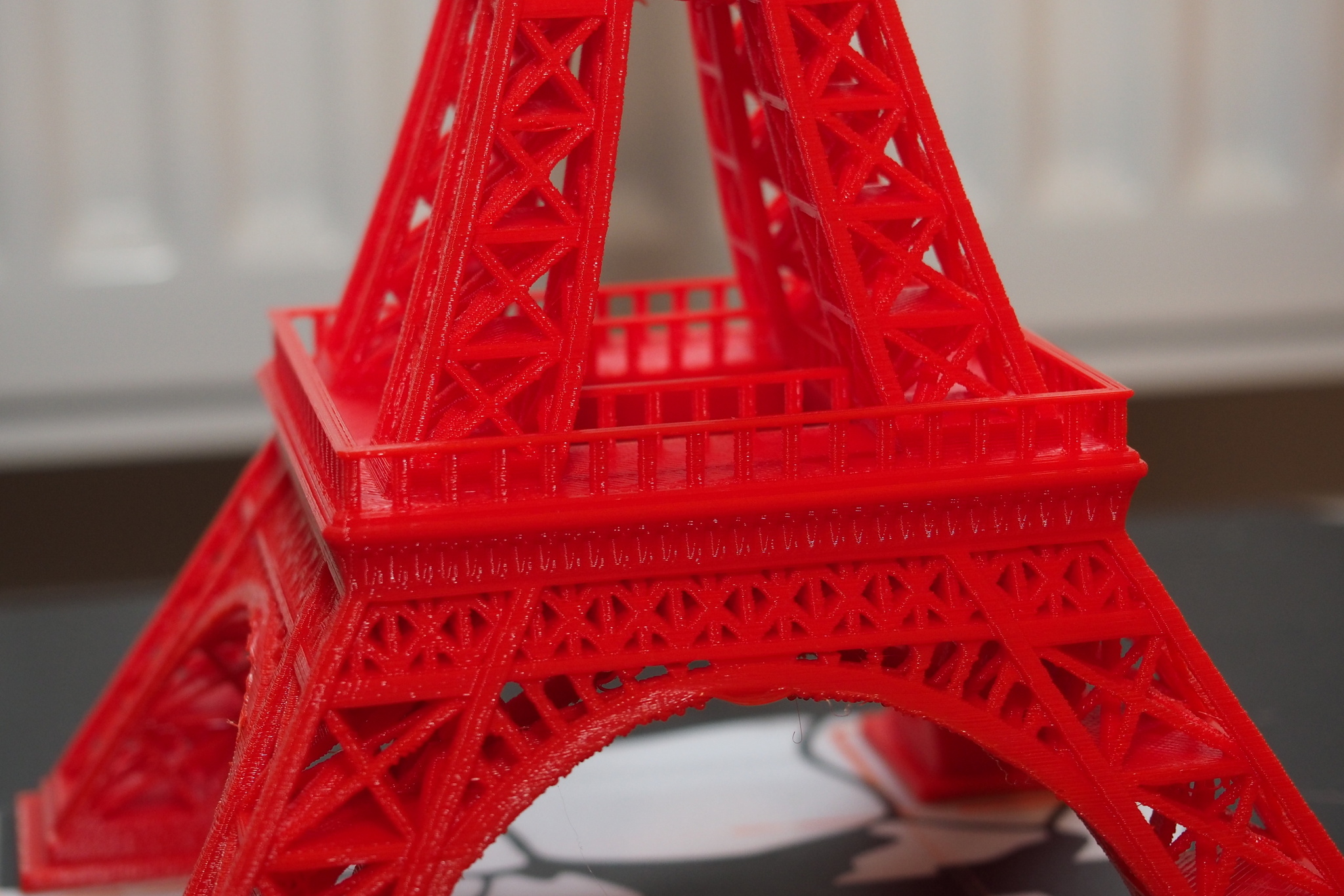
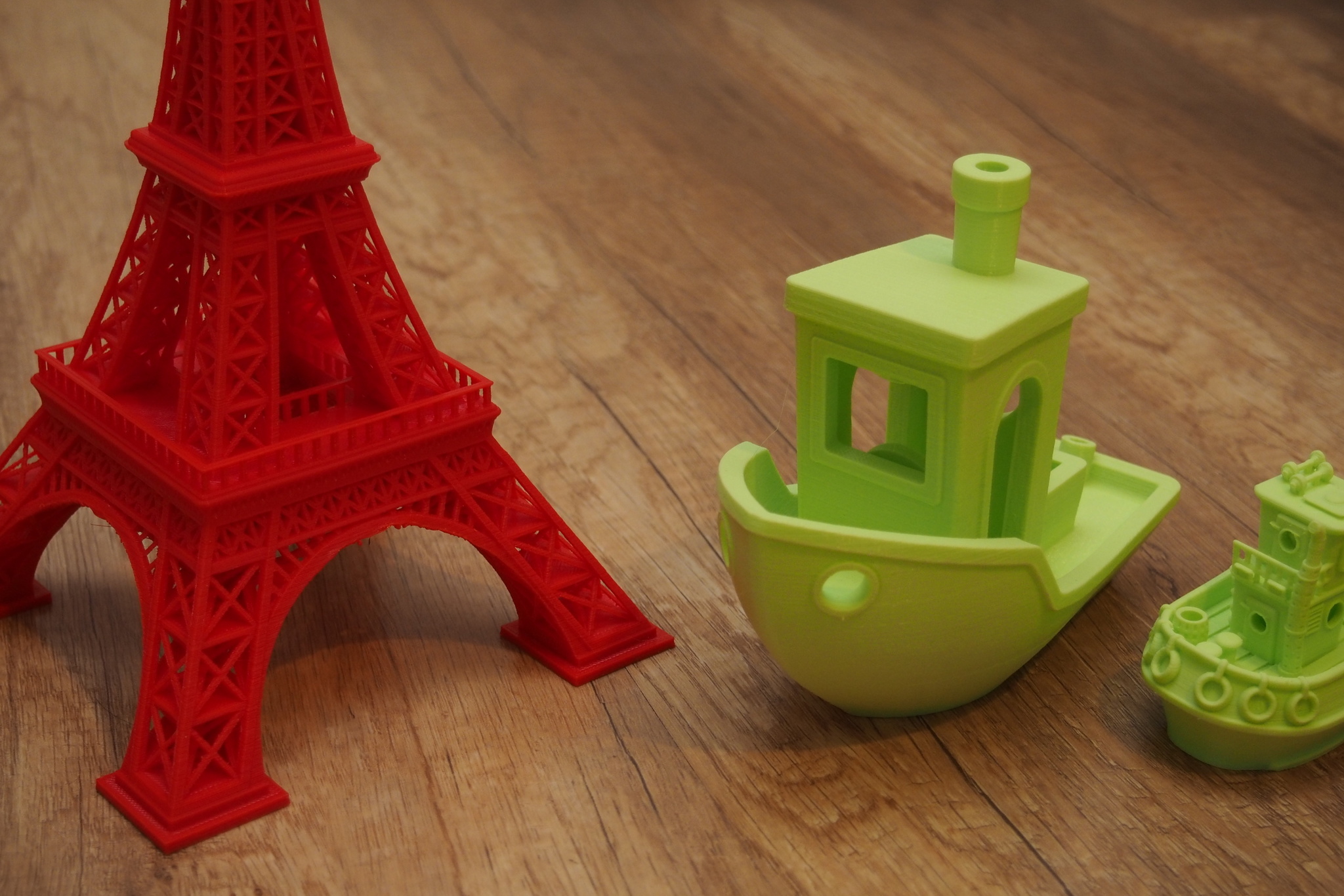
Aztán egy Eiffel tornyot és egy másik fajta hajót is kinyomtattam.
Videó az újraindításról:
Eltávolítható mágneses fólia:
Nyomtatás közben:
Pár kép még:
Összességében nagyon tetszett a Wanhao D9, első sorban az, hogy mennyire nagy dolgot lehet vele nyomtatni, és azok az újítások (auto szintezés, all metal extruder) is nagyon előre mutatóak, amelyeket a Wanhao rakott a D9-be (ezek nemsokára más modellek - i3 Plus, D6 Plus - új változatában is elérhetők lesznek). A D9 a Creality CR10S sorozattal száll versenybe, de az említett extra funkciók és a kompaktabb és profibb kinézetű váz miatt egyértelműen a D9 felé billen a mérleg. Továbbá a D9 24V-os rendszerrel működik, ami sokkal megbízhatóbbá teszi a nyomtatót (főleg ekkora asztal felfűtésénél van jelentősége).
Végezetül egy megjegyzés: a nálunk járt gép a legelső széria, elképzelhető, hogy apróbb változások lesznek a későbbi változatokban. Amin én javítanék, bár ezek nem annyira számottevő problémák:
Dupla tárgyhűtő venti (valamiért a Wanhao ezen rendszeresen spórol :))
Szigetelés az extrúder hotend körül (nice to have)
Automata szintezési Z offset állíthatósága menüből vagy EEPROM-ból (egyébként kézzel kell a probe magasságát állítani, ami nem olyan nagy probléma, csak kicsit macerásabb elsőre belőni)
Az OctoPrint csatlakozás valamiért nekem nem jött össze, valamiért nem kommunikál jól a nyomtatóval. Még próbálgatom.
A nyomtató előrendelhető, várhatóan március második felében érkezik az első szállítmány.
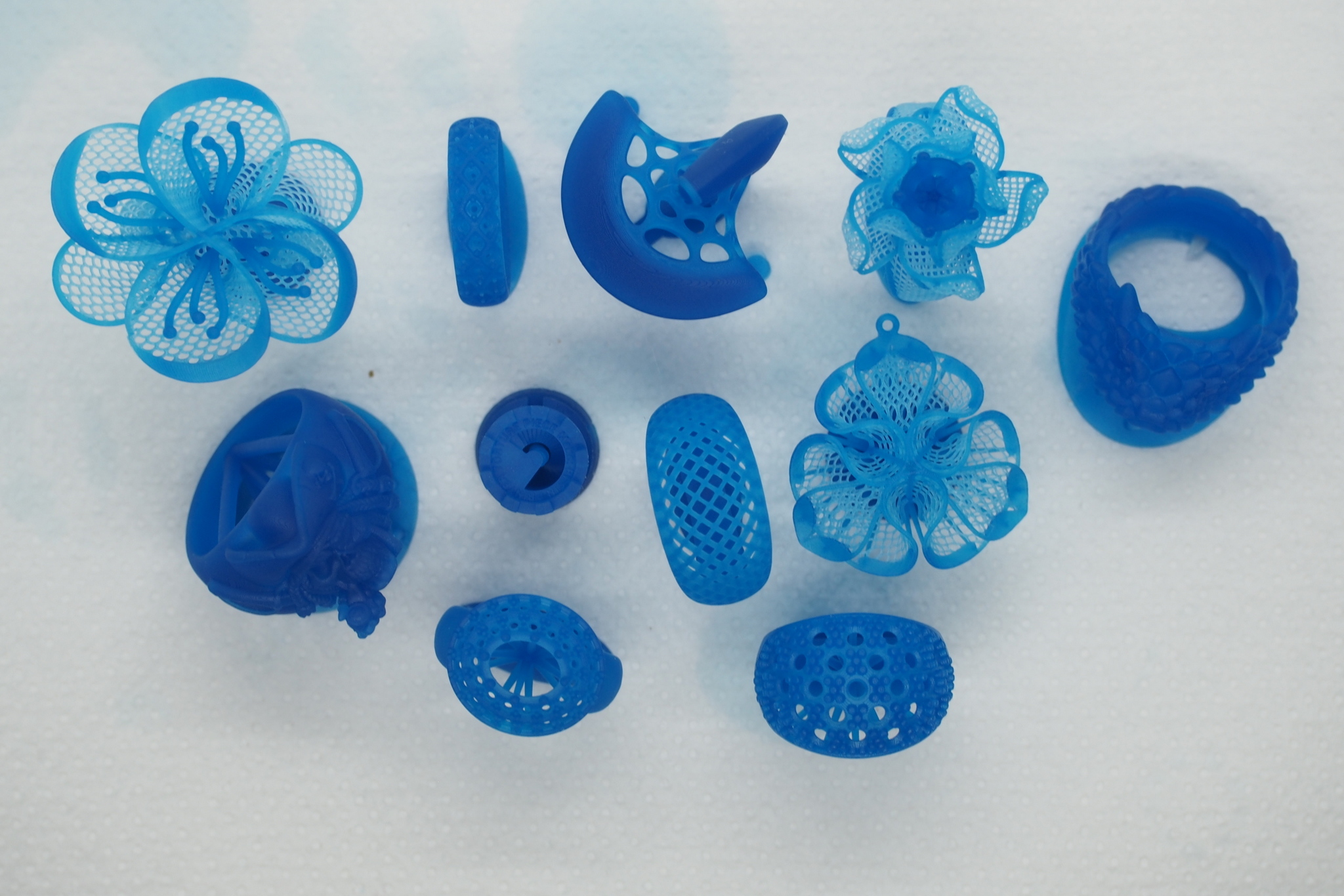
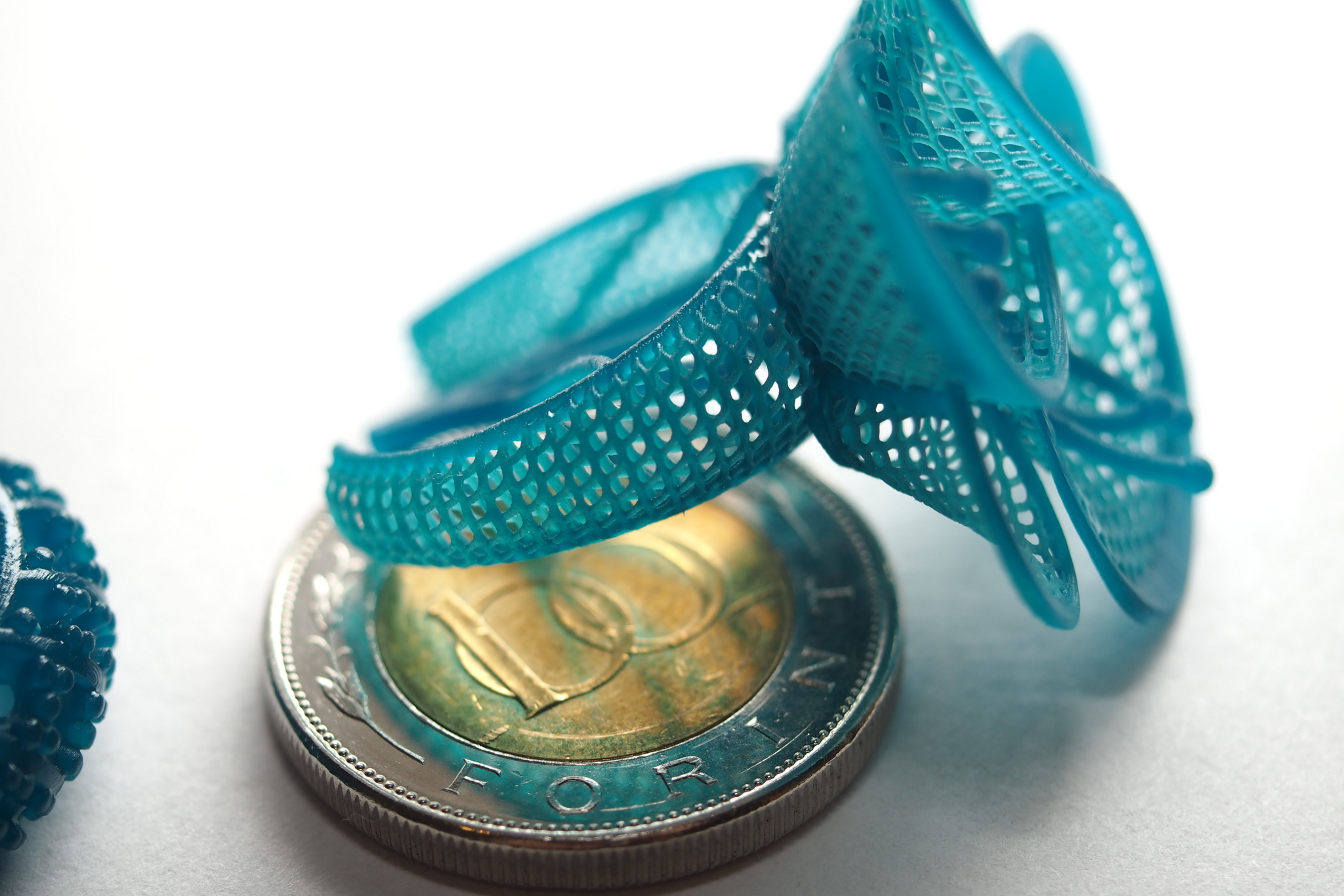
Bár talán a korábbi bejegyzésből is látszott, milyen elképesztően jó minőséget lehet elérni a Bluecast műgyanta (és a Wanhao D7 nyomtató) segítségével, de gondoltam nyomtatok még pár dolgot, amin szintén lehet látni a tökéletes részletgazdagságot. Ezúttal is néhány gyűrű és ékszer modell volt amit nyomtattam, 30 mikronos rétegvastagsággal. 18 óra volt a nyomtatási idő, mert elég lassú mozgási sebességet javasolt a Bluecast gyártója.
A múlt héten kezdtük el forgalmazni az olasz Bluecast műgyantát, amiről már korábban is csupa jót hallottunk. A Bluecastnak különböző típusú, de első sorban ékszerészeti felhasználású (kiégethető, viasszerű és kerámia) műgyanta van a kínálatukban. Nem a legolcsóbb műgyanta, ami elérhető, de kiváló minőségű, és a beszámolók szerint tökéletesen ég ki. A hétvégén én is kipróbáltam, legalábbis ami a nyomtatást illeti.
Ehhez kaptam néhány STL-t a gyártótól, amivel remekül lehet demonstrálni, hogy milyen minőségű lesz a végeredmény: ezek tényleg nagyon aprólékos és részletes modellek. Örömmel jelentem, hogy tényleg nagyon szép lett az eredmény. 30 mikronos rétegvatagsággal nyomtattam, 8 másodperces levilágítási időkkel, és lassú kiemelési sebességgel, és viszonylag magas kiemeléssel (4mm). Így ez a képen látható 4 gyűrű 21 óra alatt készült el, ami nem kevés, de egyrészt megéri, másrészt egyszerre több dolgot is lehet ugye nyomtatni, ami nem növeli a nyomtatási időt.
Sajnos a gyűrűk alaplemeztől való eltávolítása közben ügyesen eltörtem az egyiket, de így is látszik, milyen jól kijöttek az egészen apró részletek, lyukak, kis kiálló formák. Amúgy tényleg elég viasszerű ez a műgyanta, folyékony és szilárd állapotban is.
Azt hiszem, ez egy remek választás lesz ékszerészeti felhasználásra...
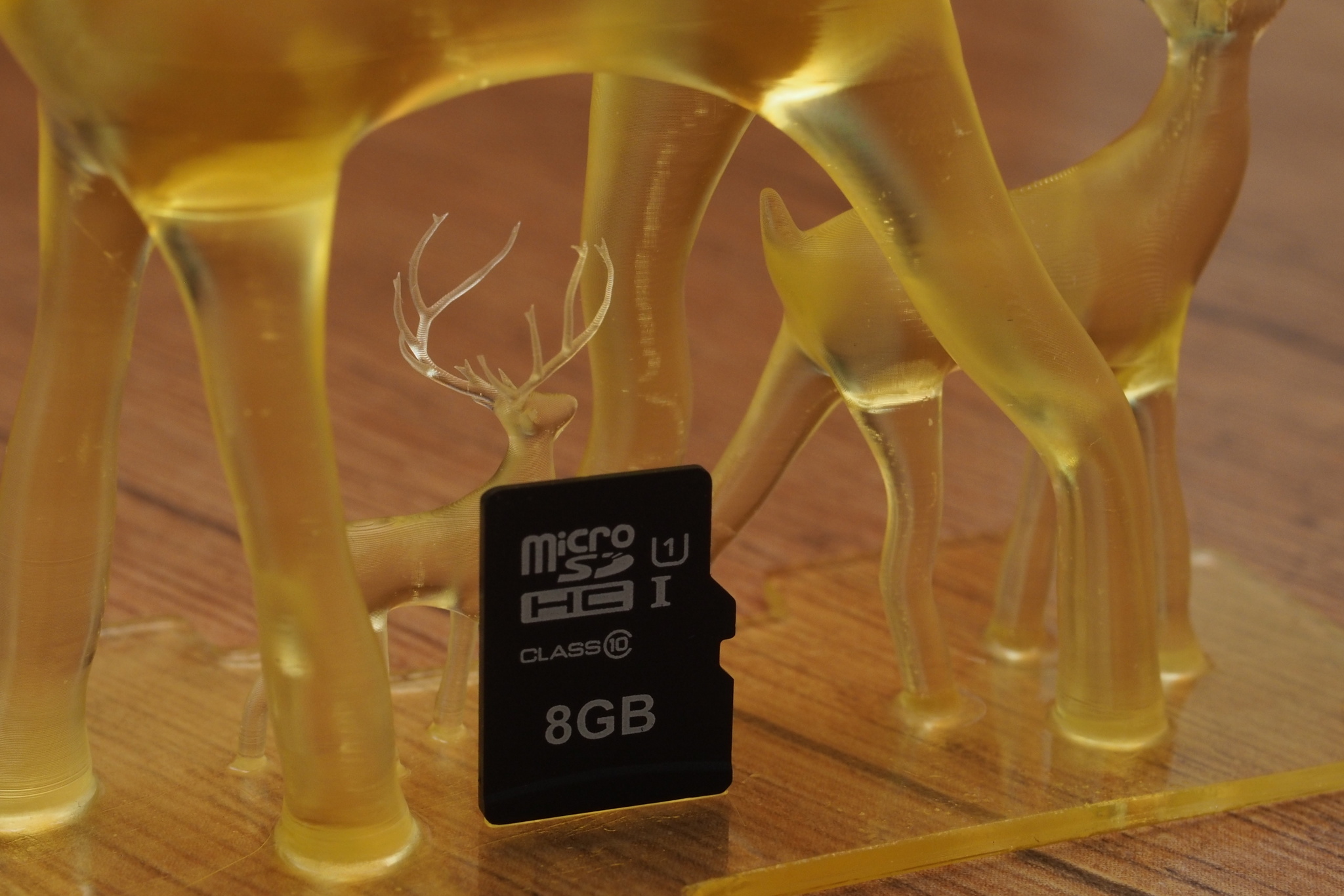
Most a karácsony közeledtével gondoltam kinyomtatom azt a szarvas modellt, amit már régóta ki szerettem volna. Rögtön 3 különböző méretben, a legkisebb 2.5cm magas csupán (amiből a szarv 8mm). Nagyon szép lett az eredmény, meg kell hagyni, különösen ezzel a Fun To Do Industrial Blend gyantával (még később egy teljesen clear gyantával is megpróbálom majd, pl. a Monocure Rapid Clear-el). A legkisebb szarvason is látszik az agancs, ami a D7 egészen magas X/Y felbontásának köszönhető (~47 mikron az LCD képpont mérete, ami jobb, mint pl. a Form 2 X/Y felbontása).
A tárgyat egy 1.4-es Duplicator 7-tel nyomtattuk, ami most nagyon akciós (ugyanis hamarosan elérhető lesz egy újabb modell, de mint a képek is mutatják, az 1.4-essel is gyönyörűen lehet nyomtatni, és majd tudunk biztosítani 1.5 upgrade kitet is januárban).