6 évesek lettünk - egy kis nosztalgia :)
Talán kevesen tudjátok, hogy 2013 nyarán kezdtünk el foglalkozni 3D nyomtatókkal, ami már nem kevesebb, mint 6 éve volt. :) Az elején még nehéz volt megtalálni a megfelelő típust, ami nem annyira horror áron van, de mégis vállalható nyomtatási minőségre képest. Az első kiszemelt a Come3D C120N típus volt (Makerbot Thing-O-Matic klón):
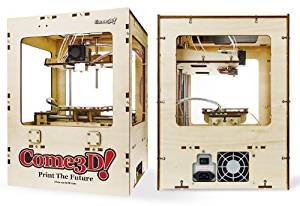
- 0.4mm-es fúvóka
- 120x120x120-as nyomtatási tér
- Fűthető asztal
- Fa váz :)
- Ár: bruttó 320e Ft. (igen, ennyi :))
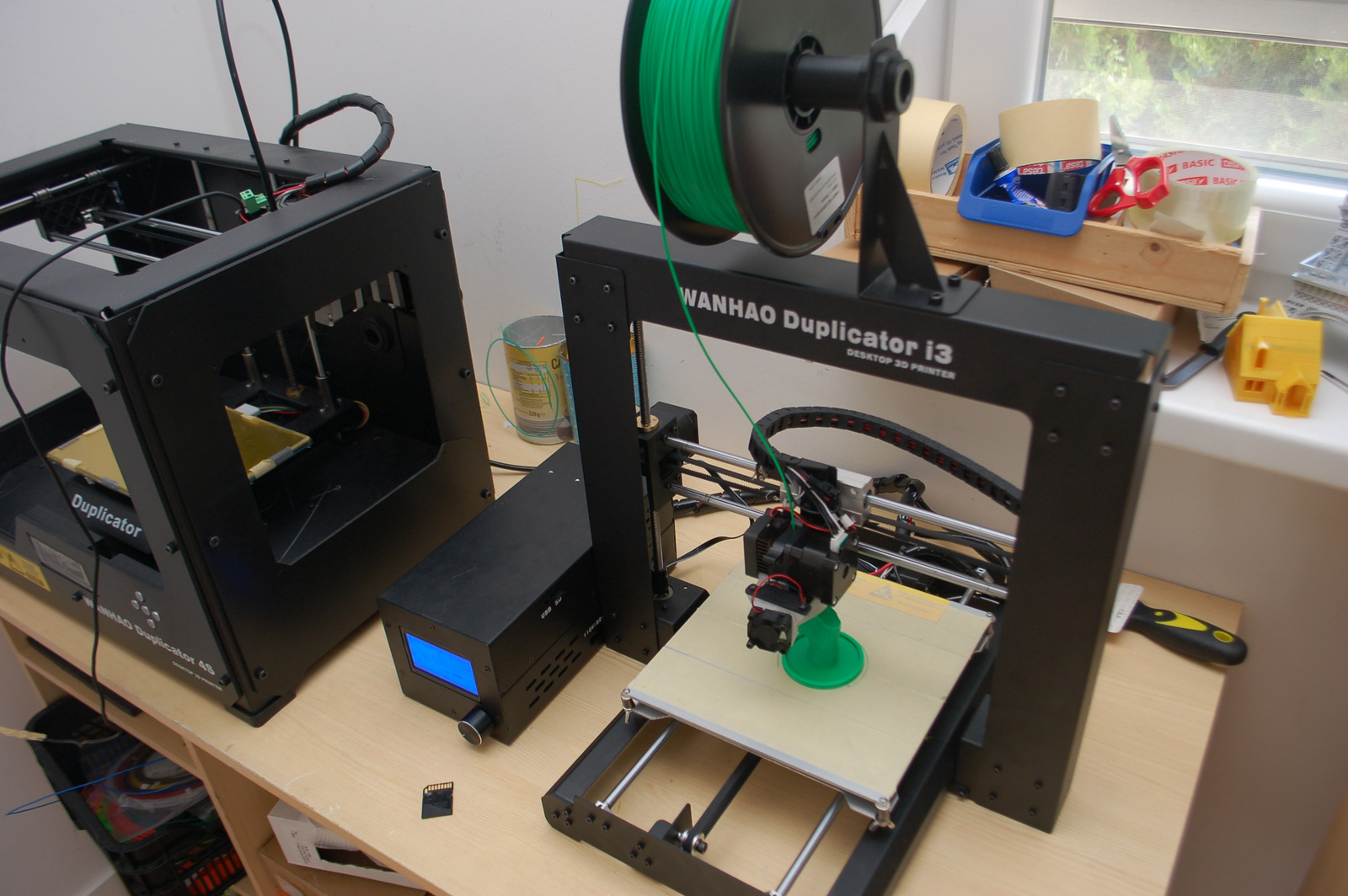
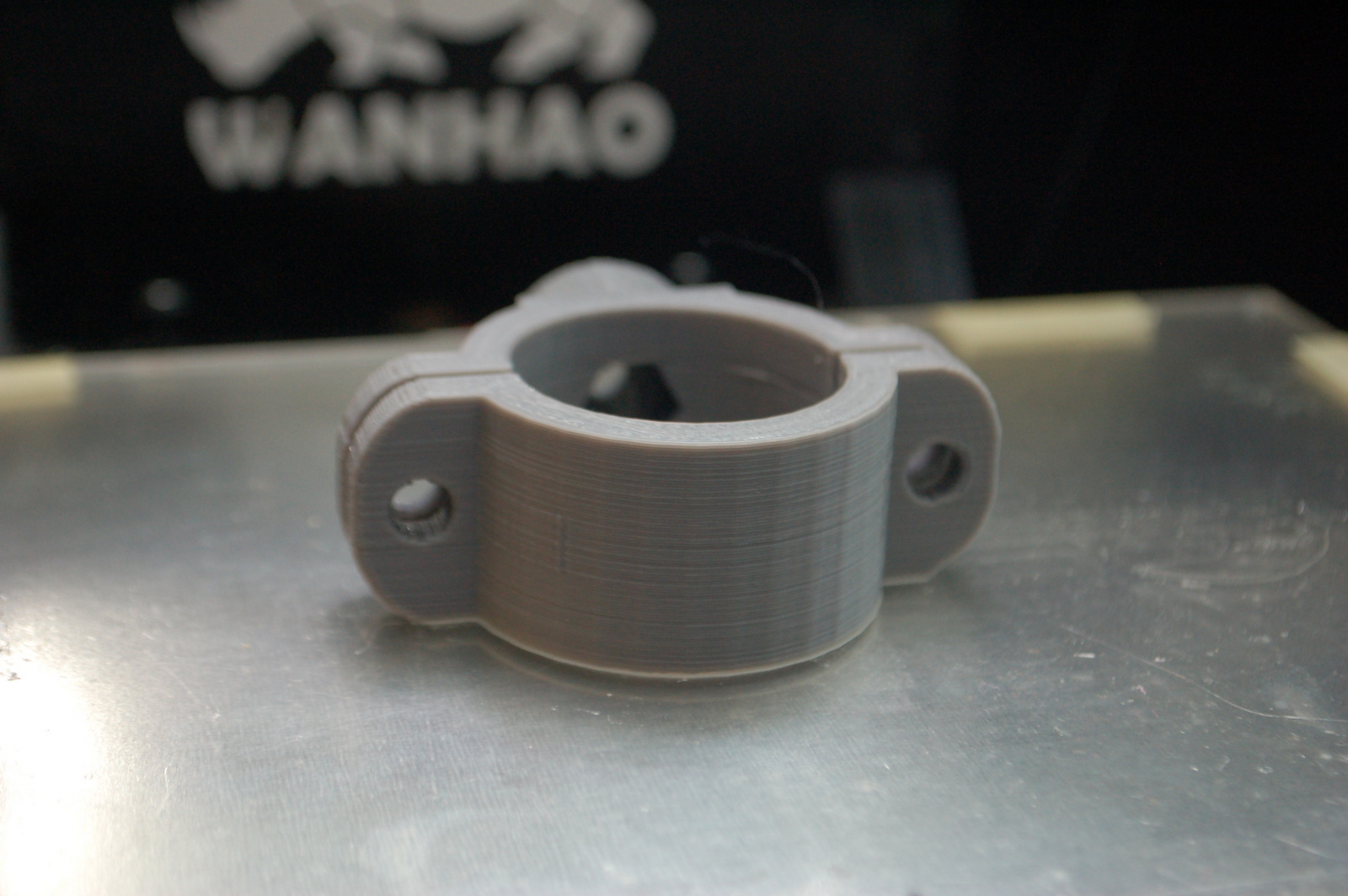
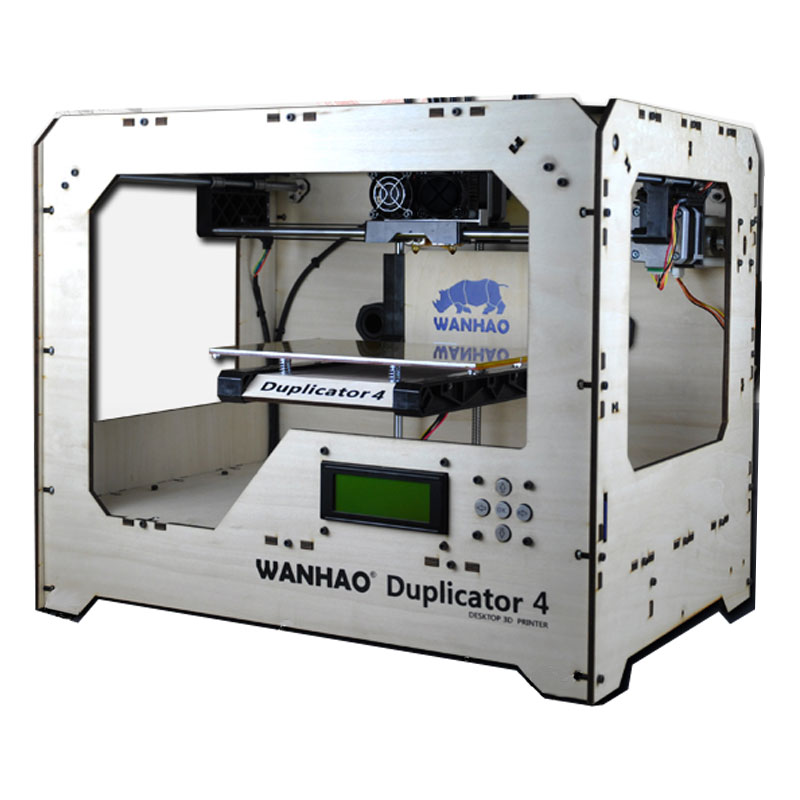
Ebből csak 1-2 darabot rendeltünk, utána áttértünk hamar a Wanhao Duplicator 4 típusra (Makerbot Replicator 1 klón), és azóta is forgalmazzuk a Wanhao külünböző nyomtatóit. Az első Wanhao gép a következő volt:
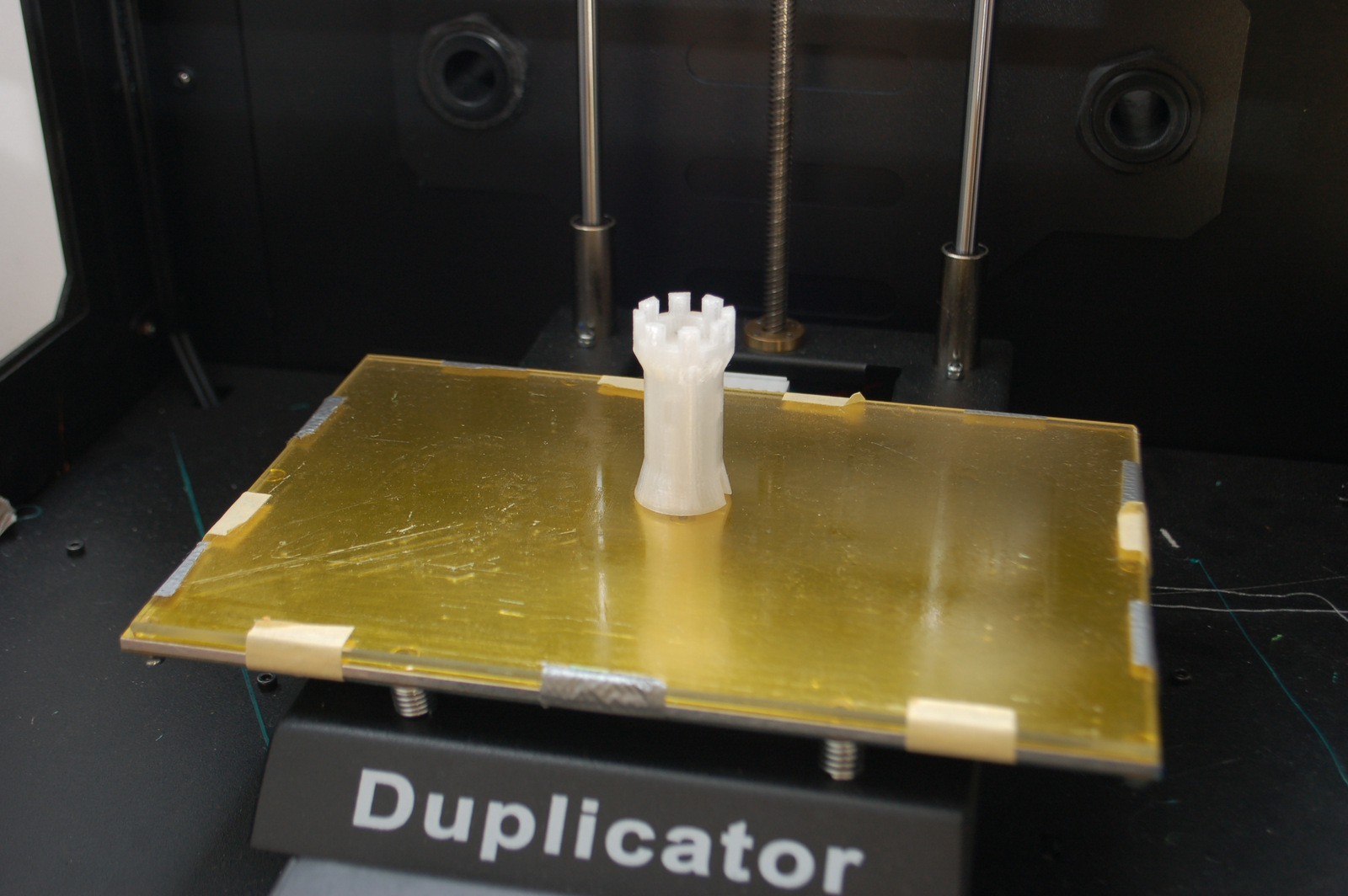
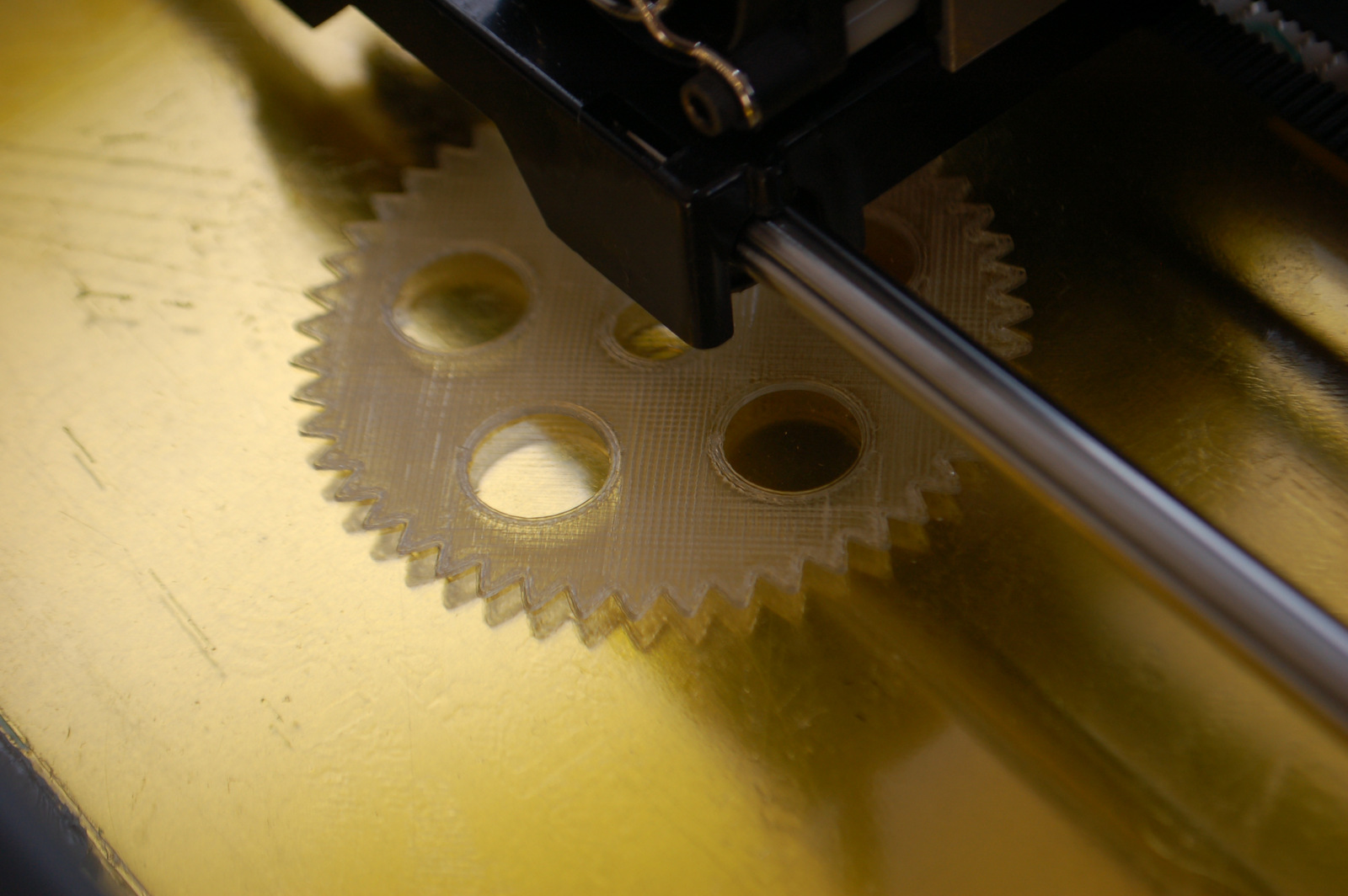
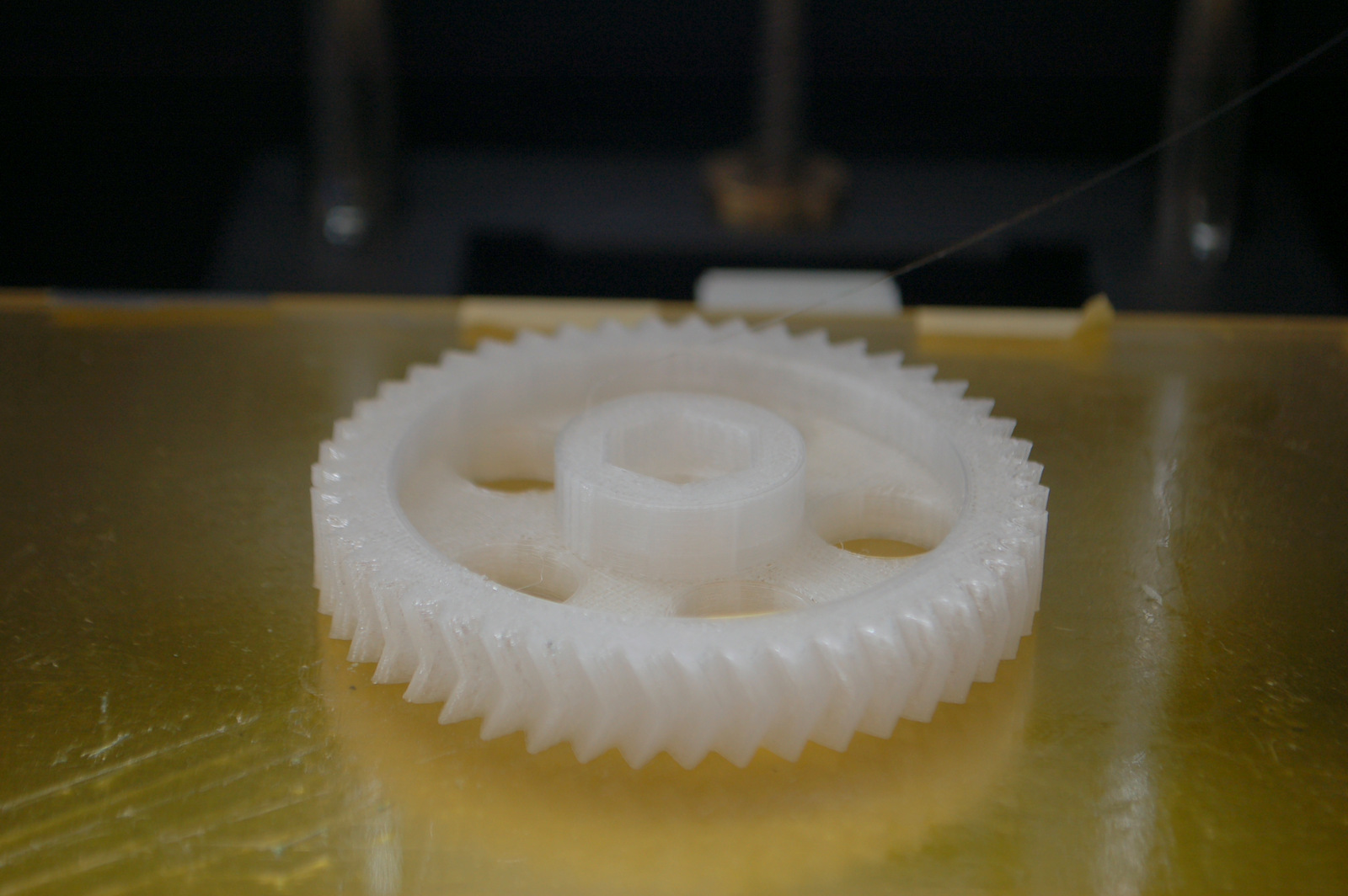
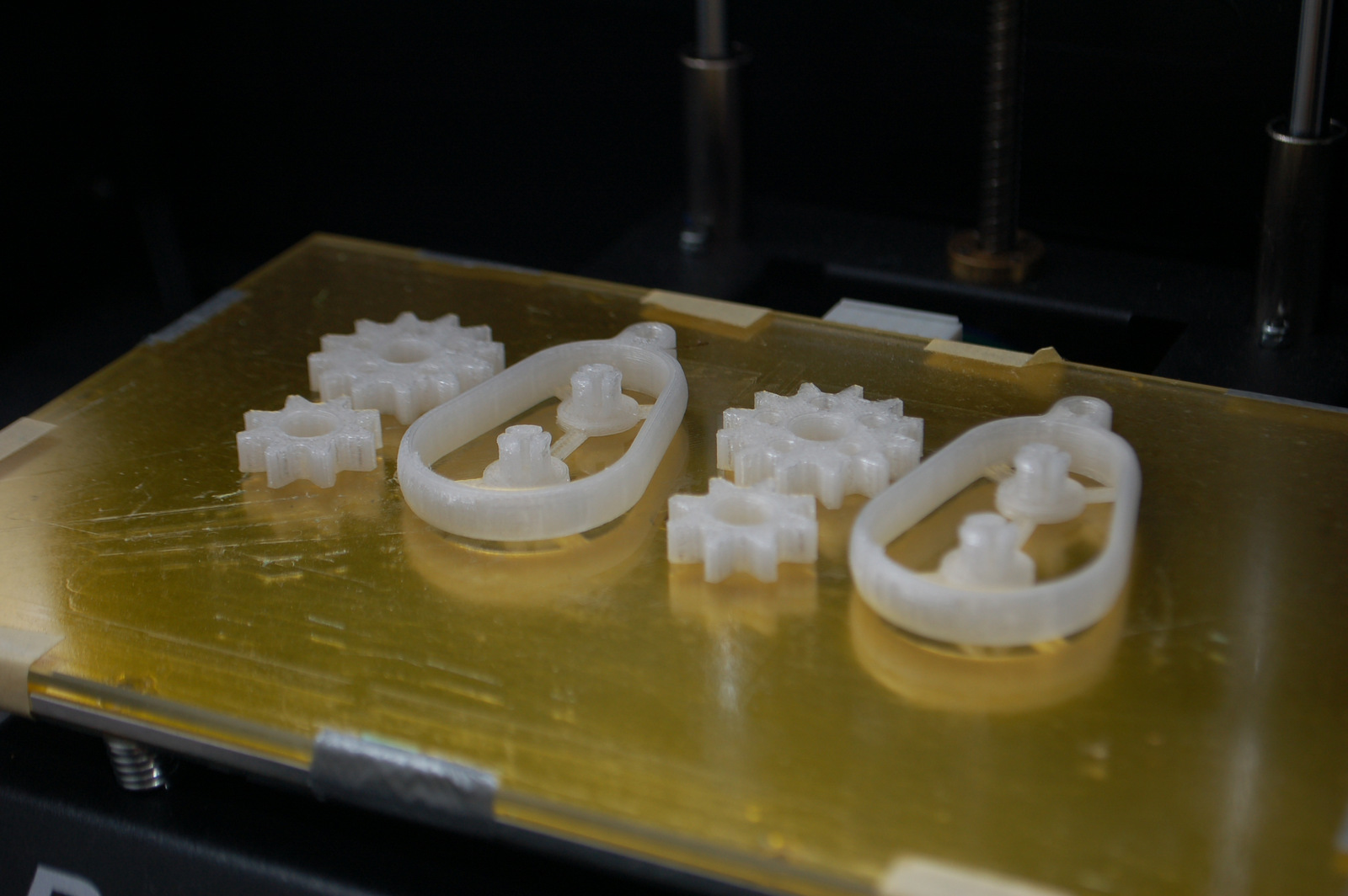
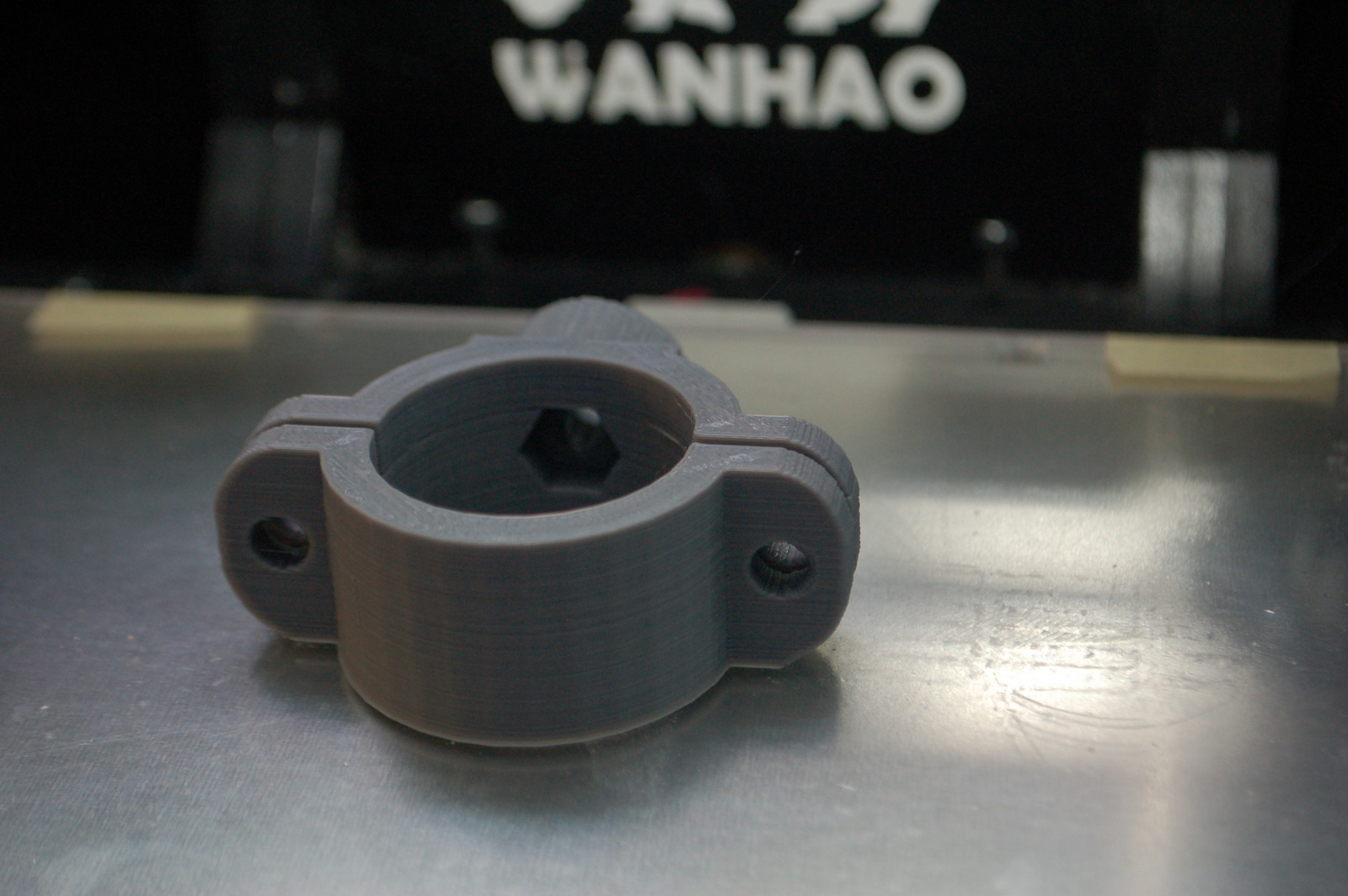
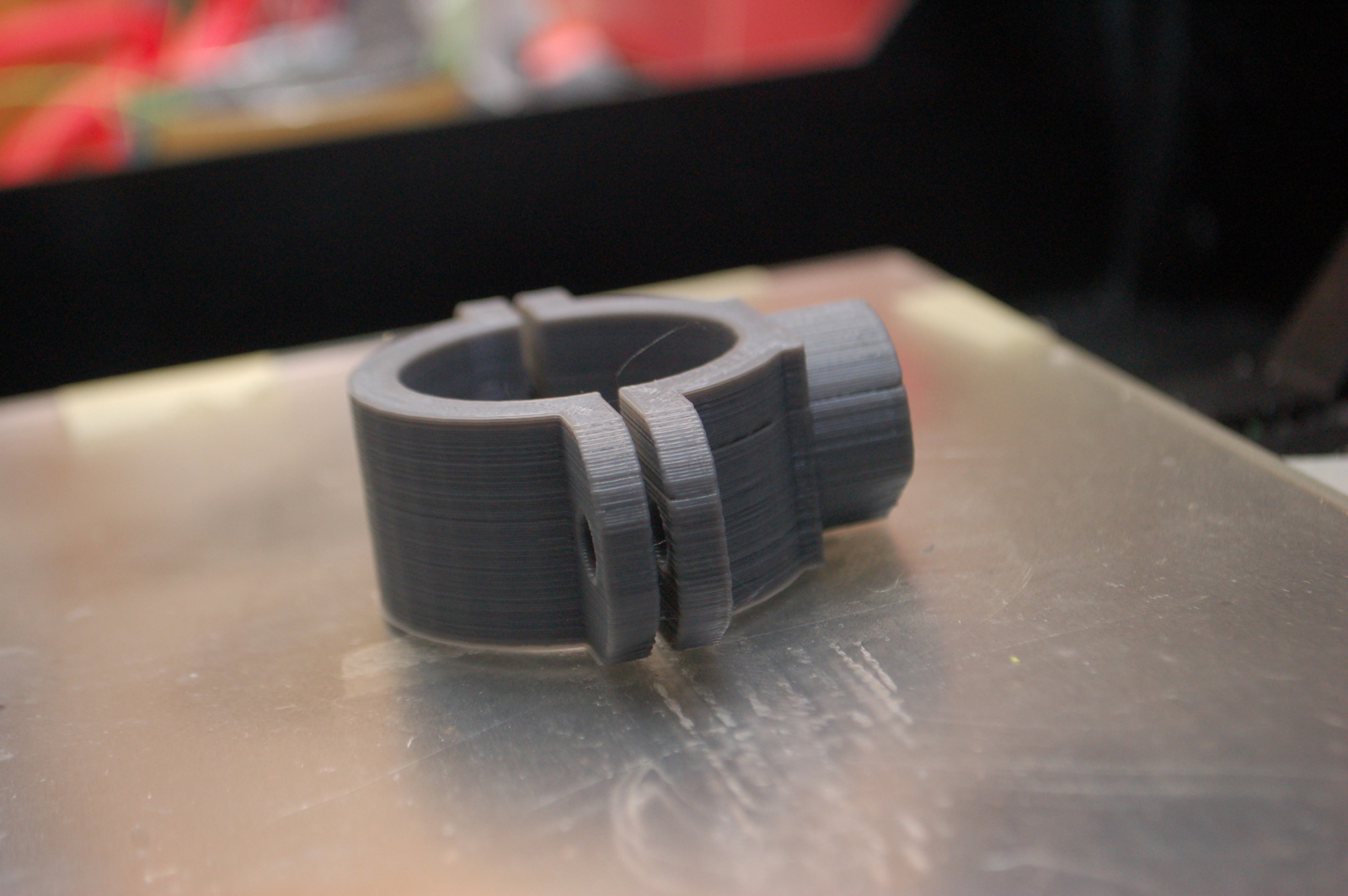
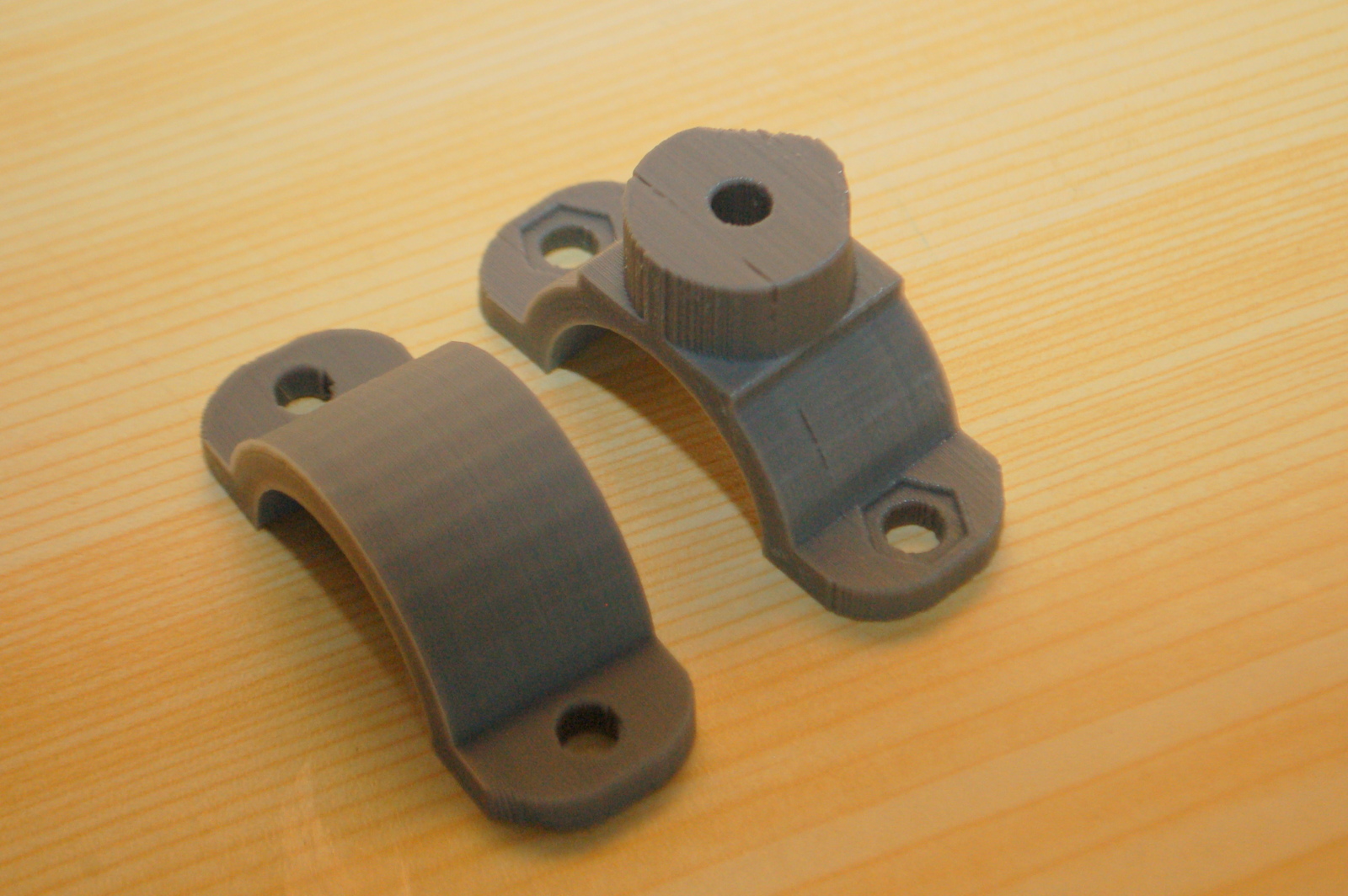
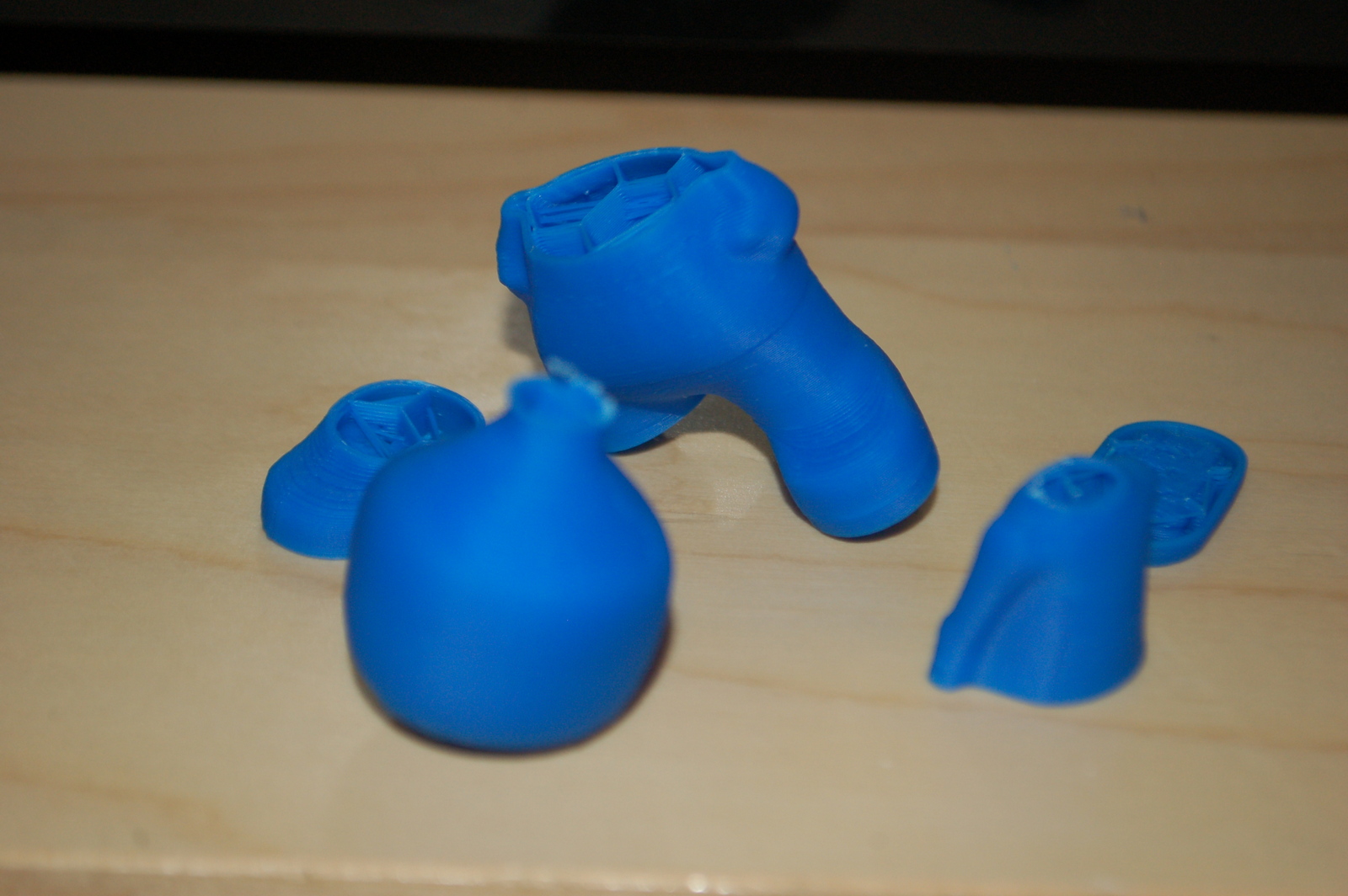
De visszatérve a Come3D C120 nyomtatóra: egy facebook post a nyomtatóval készült néhány tárgyról, 2013. augusztusából (ABS nyomtatás, ha jól sejtem olyan 0.25-0.3mm-es rétegvastagság):
https://www.facebook.com/3DNyomtatoShoppe/photos/a.182263215289674/182263221956340/?type=3&theater

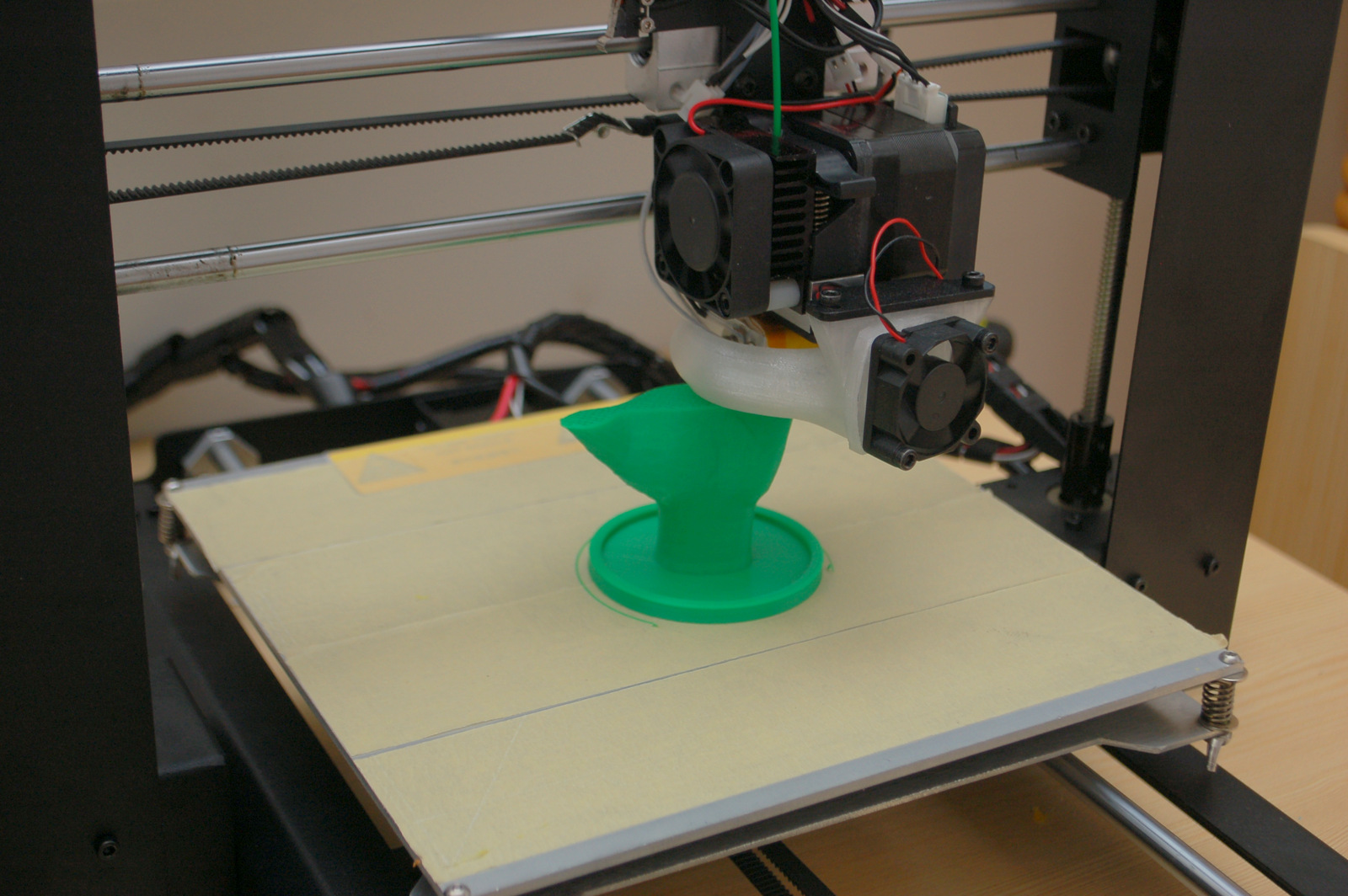
Egy videó a nyomtatóról működés közben:
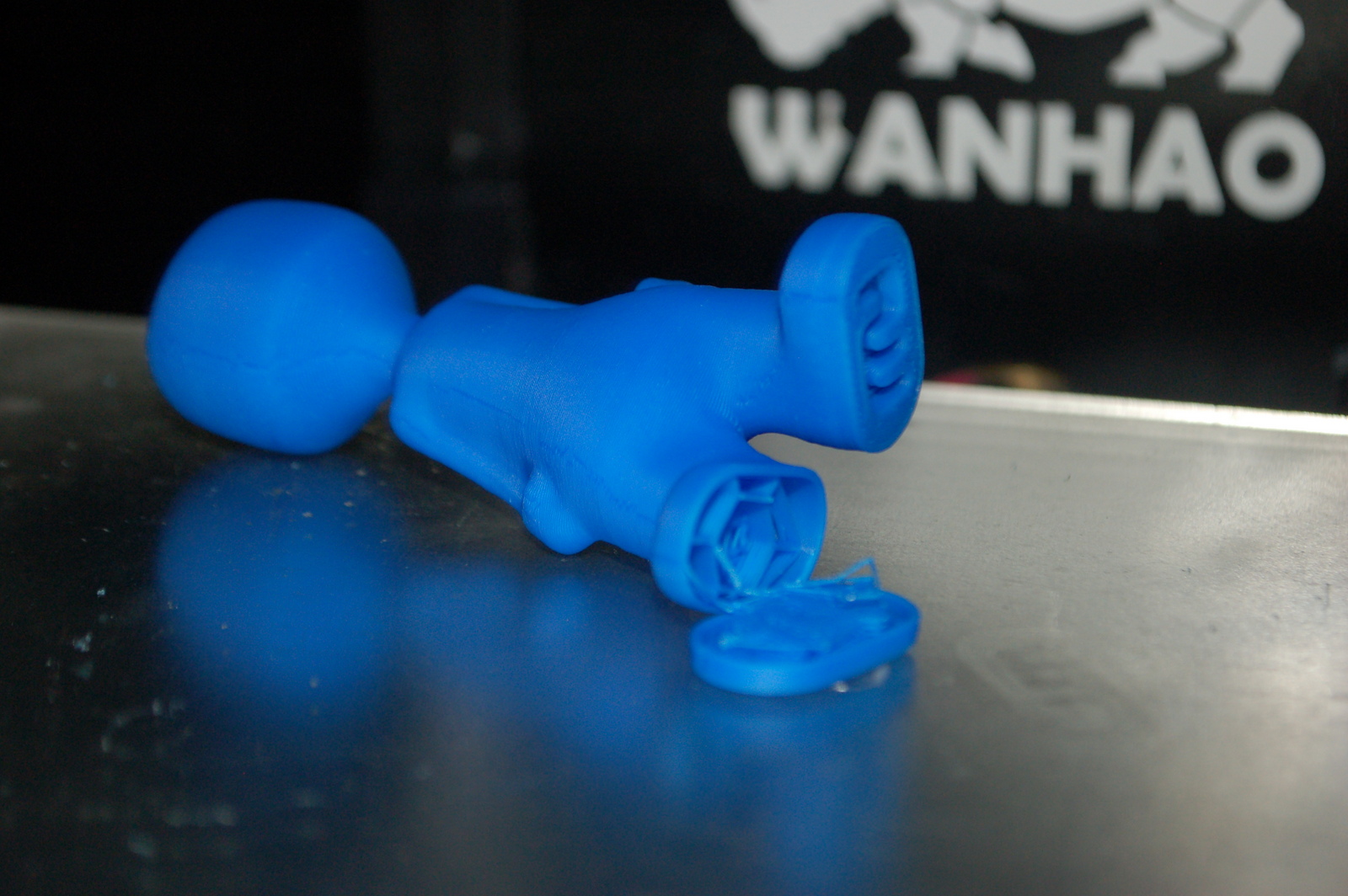
És a klasszikus béka is elkészült. :)
És akkor következzen, hogy most mire képes egy nyomtató (Creality CR 20 Pro, de akár az Ender 3 is lehetne), aminek az ára kevesebb, mint a fele, mint a fenti gépnek, nyomtatási térfogata pedig a 8x-osa. Kinyotmattam újra a nyulat, ami még mindig megvan. A régi nyomat és az új nyomat egymás mellett:



Van némi különbség. :) Kíváncsi vagyok, mi lesz 6 év múlva...