Ebben a napi tippben egy olyan fogalommal / paraméterrel ismerkedünk meg, amit legtöbbször nem kell állítanunk, de esetleges (mellék)hatásaival gyakrabban találkozhatunk.
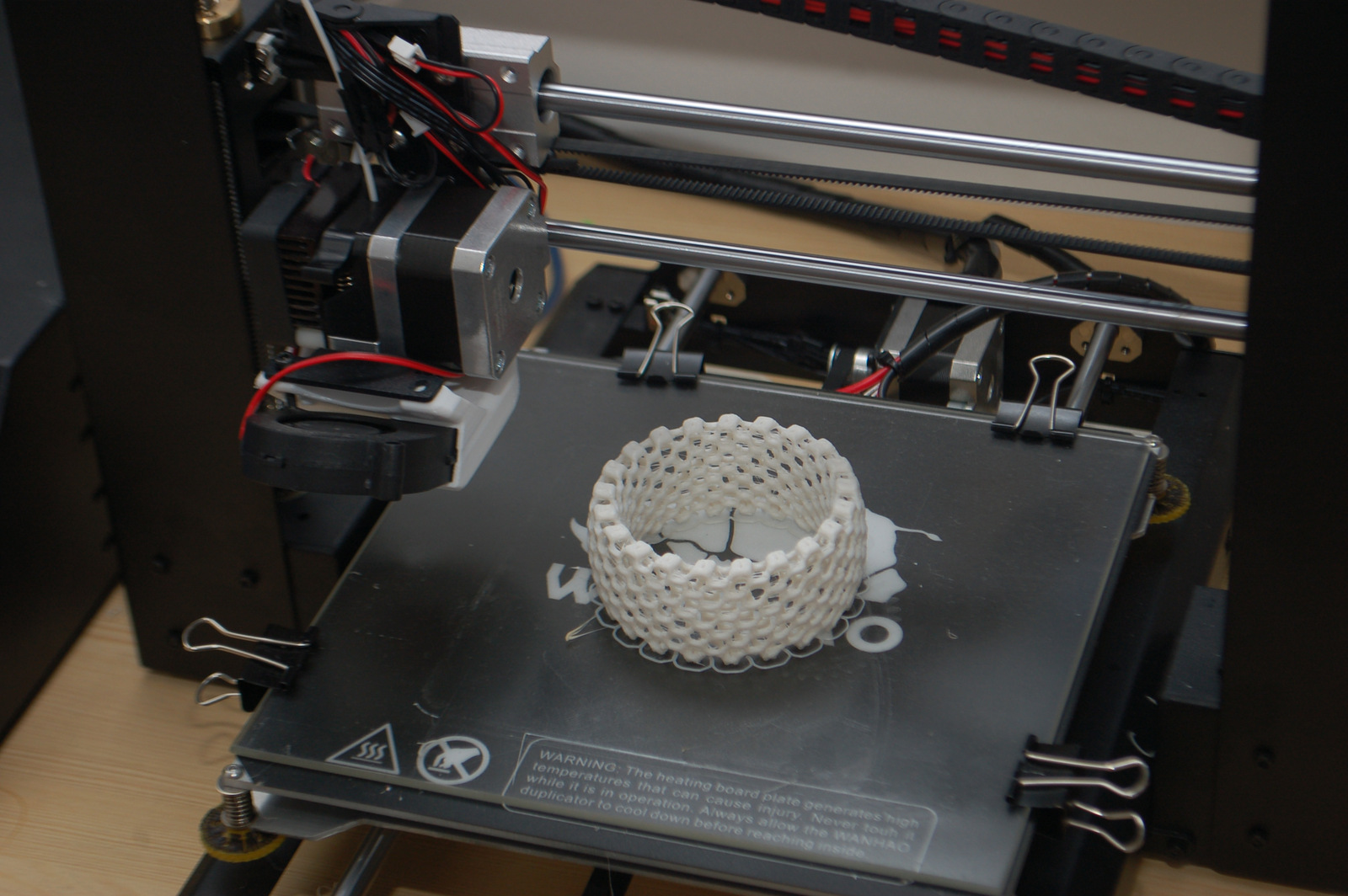
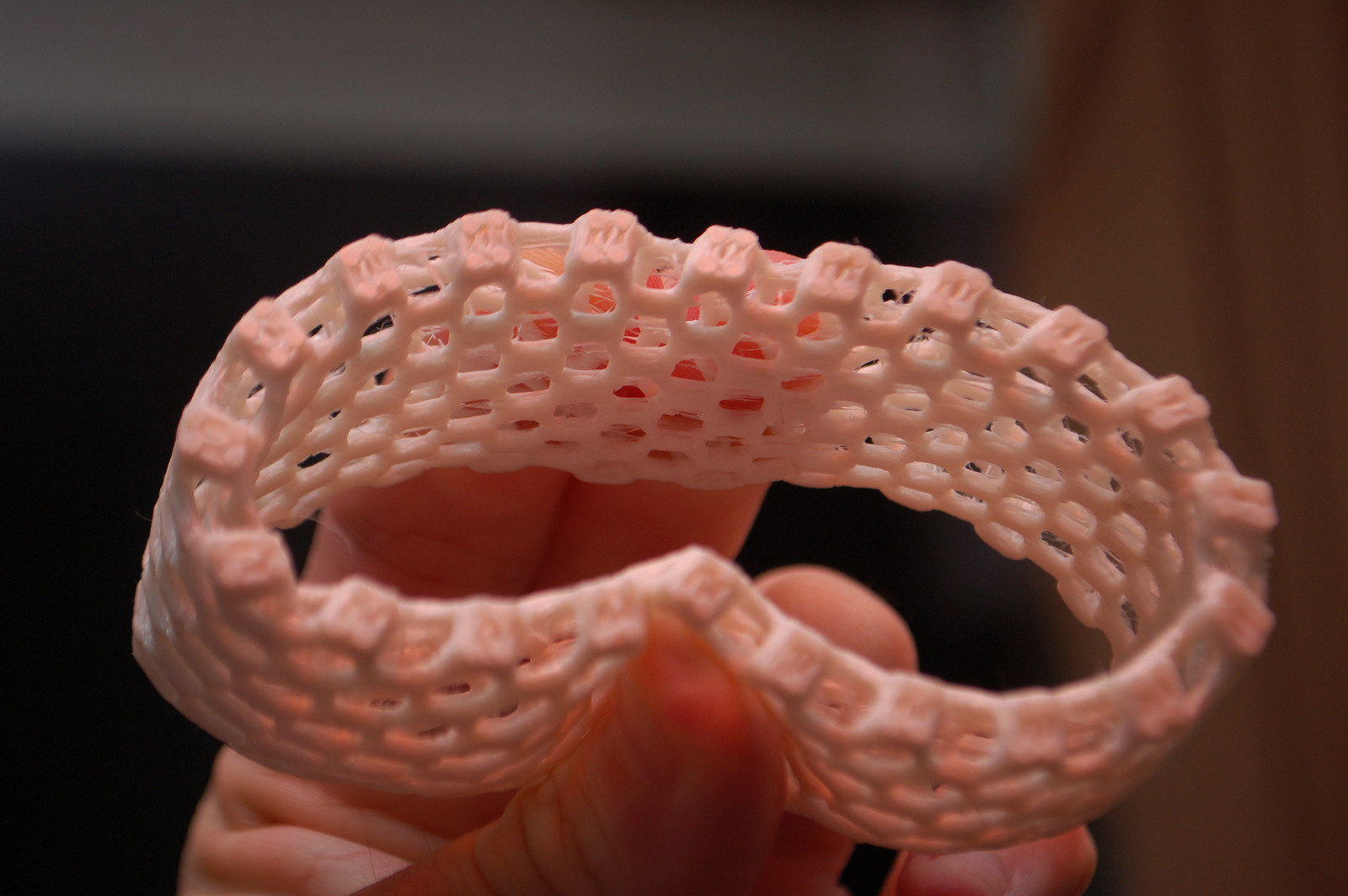
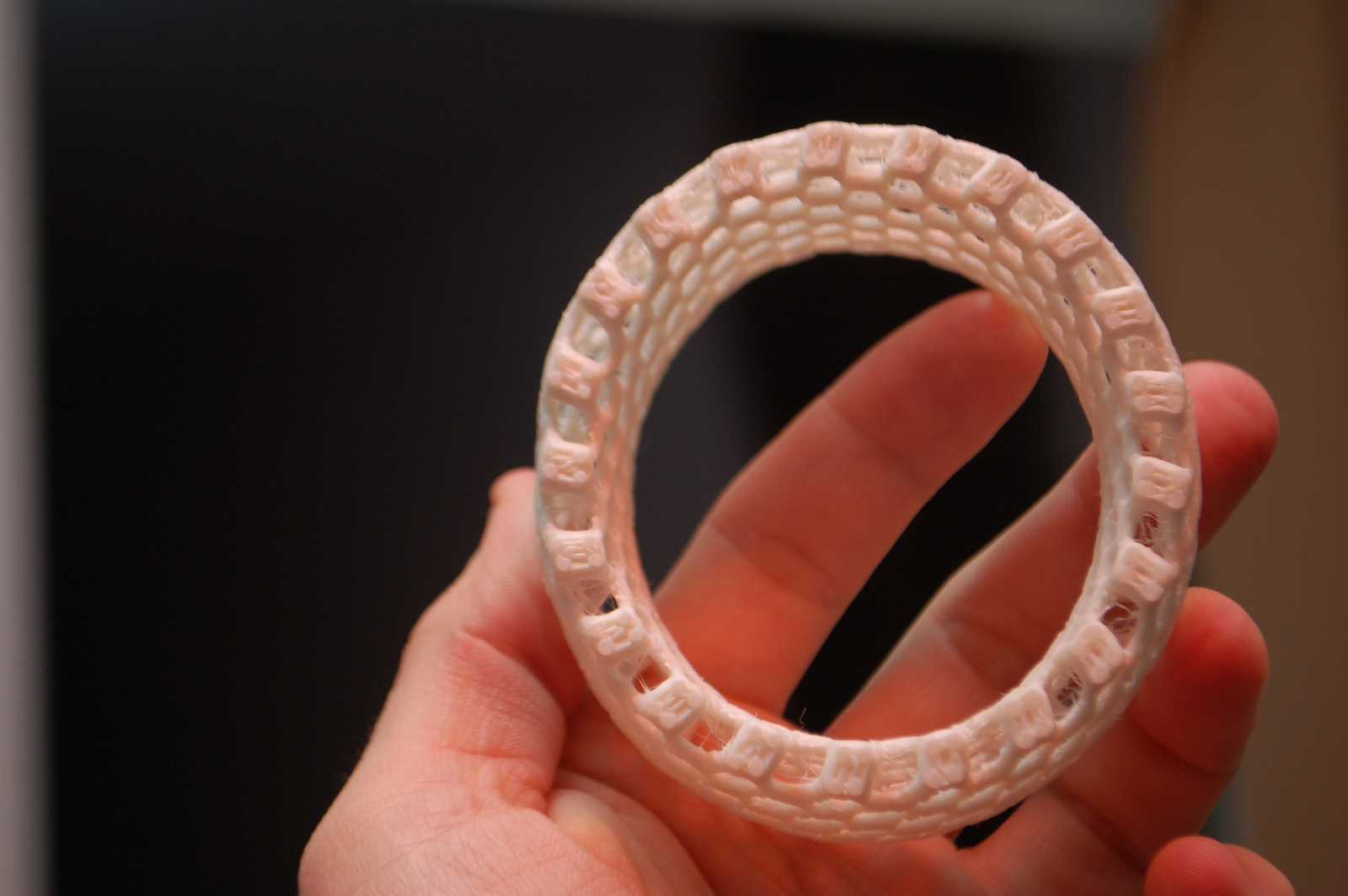
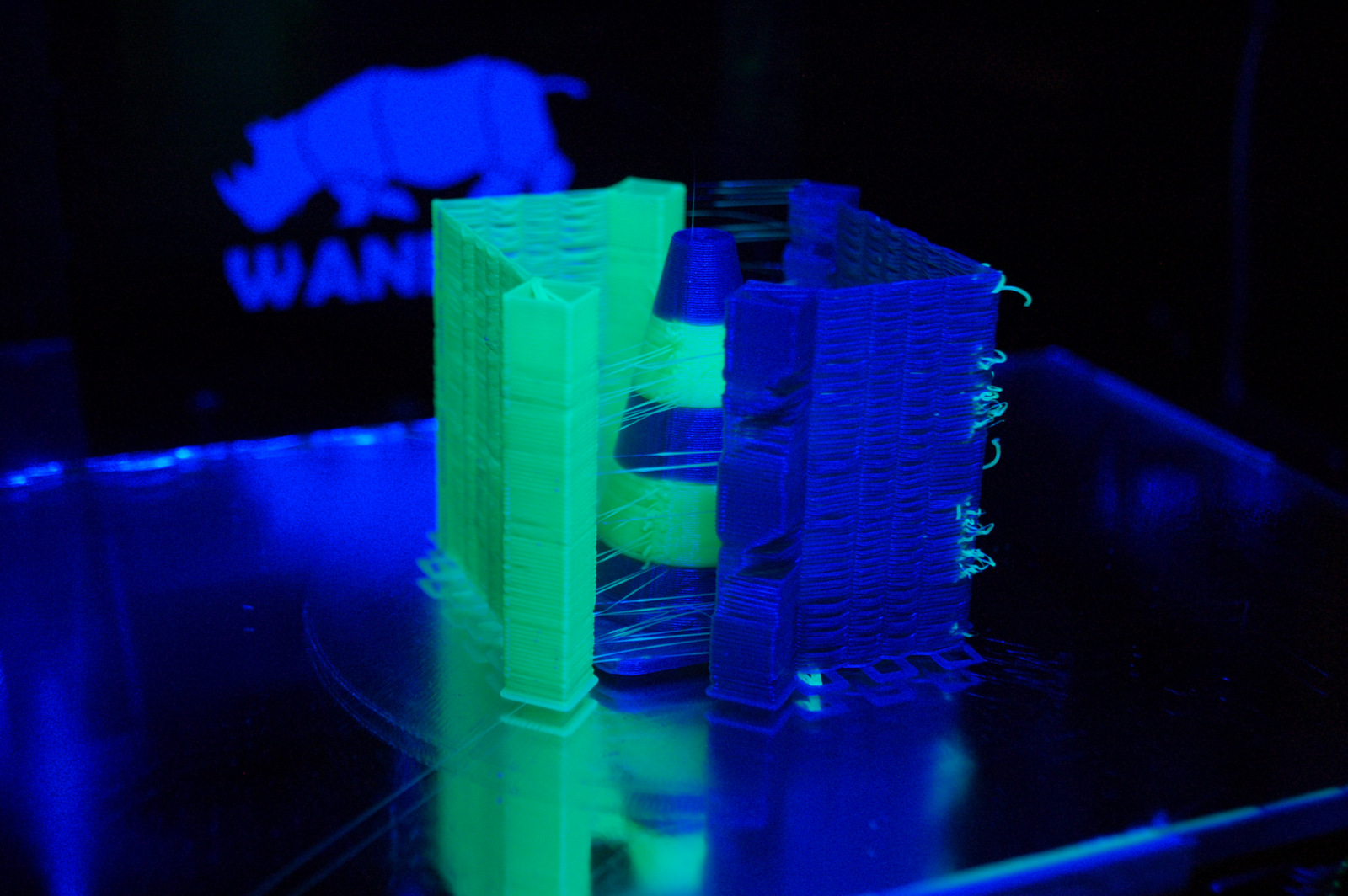
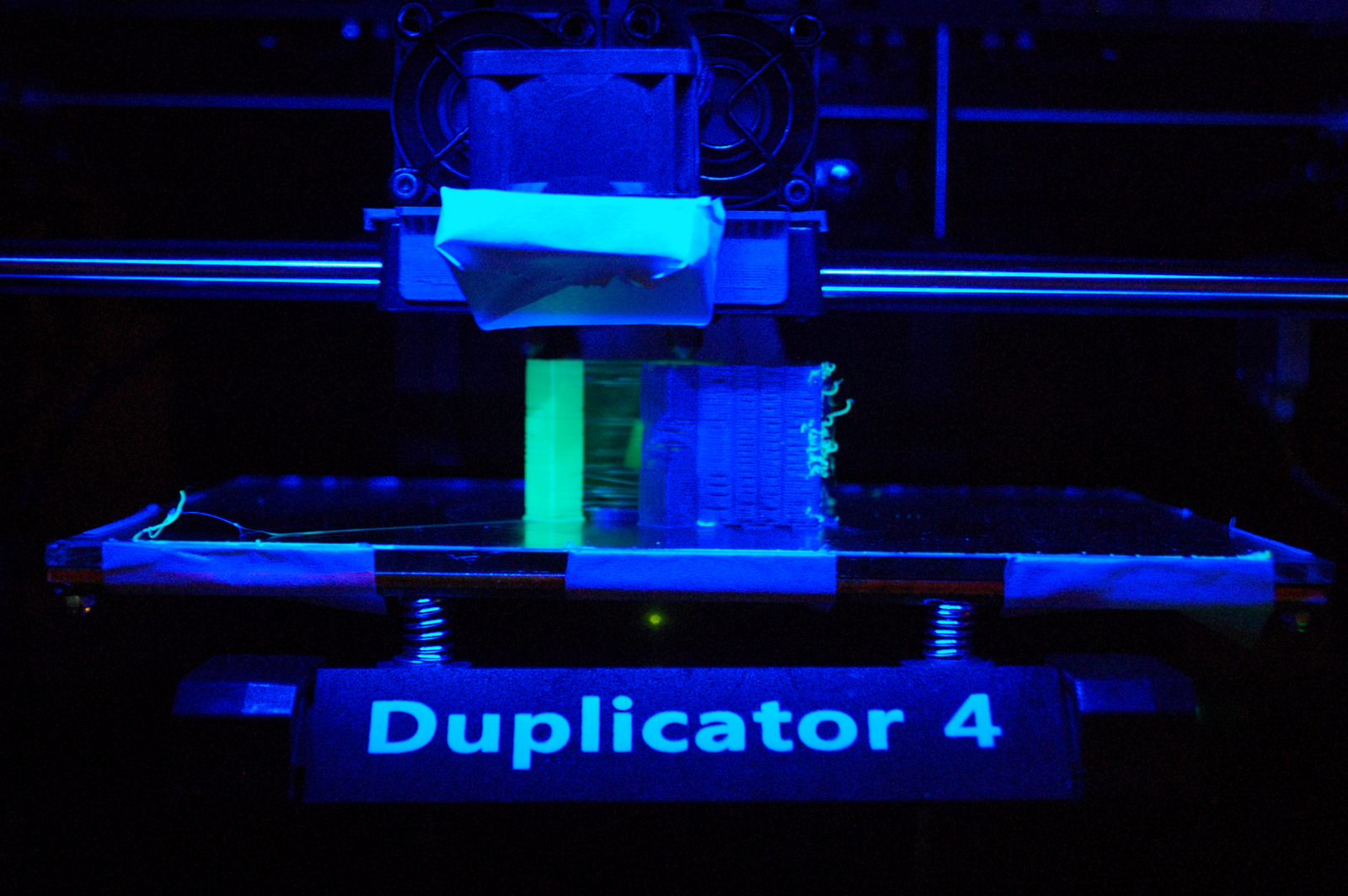
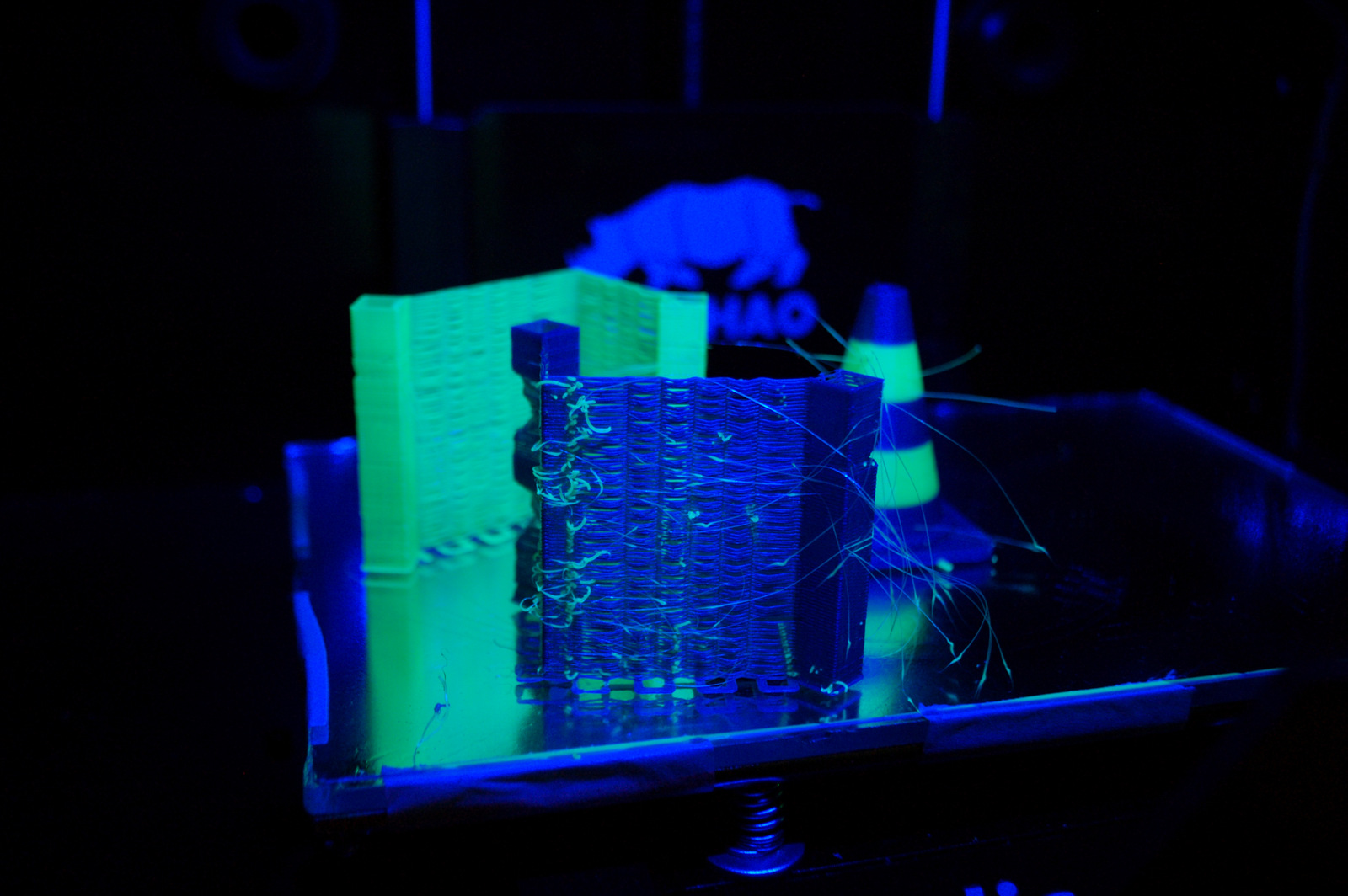
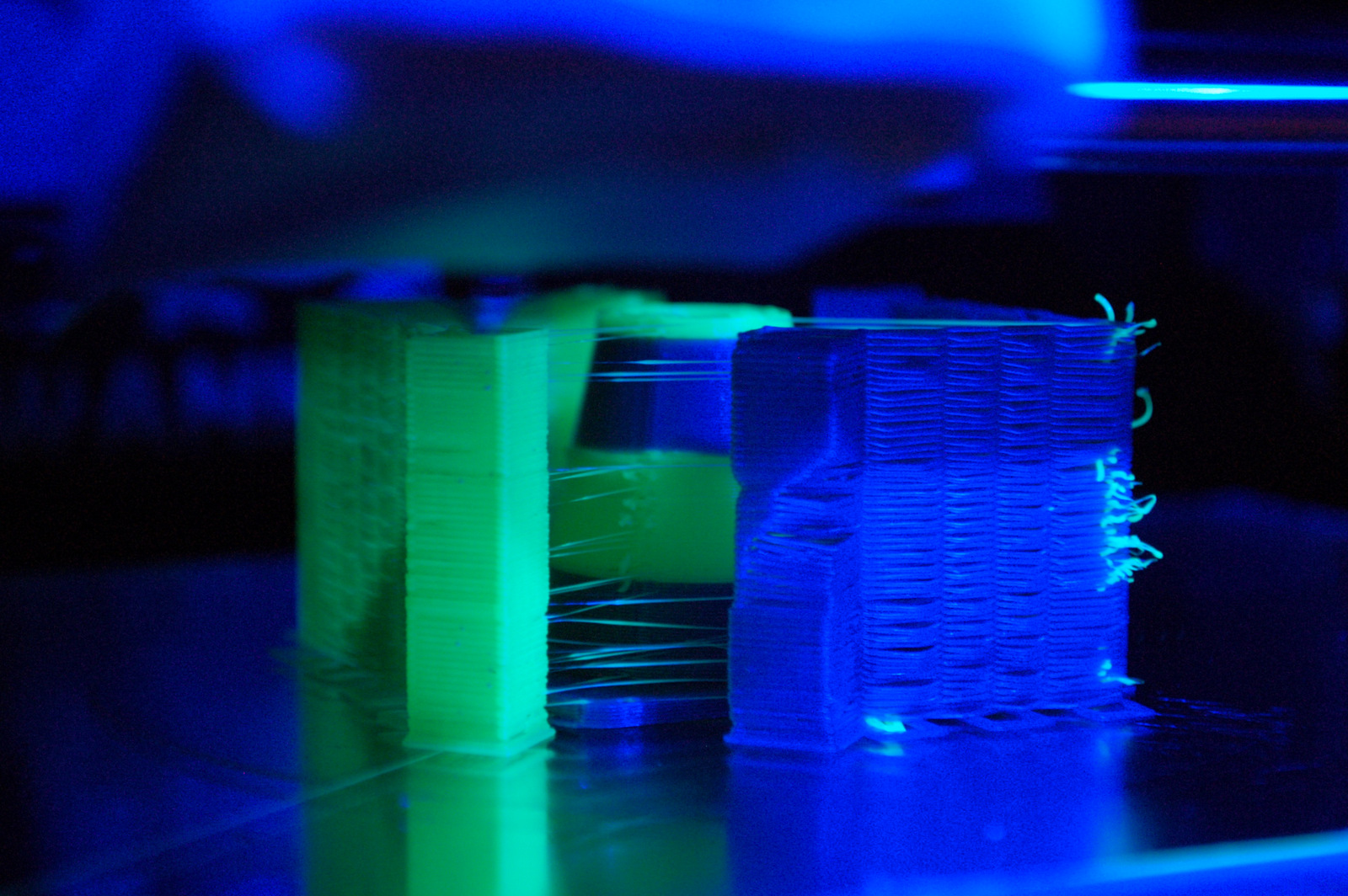
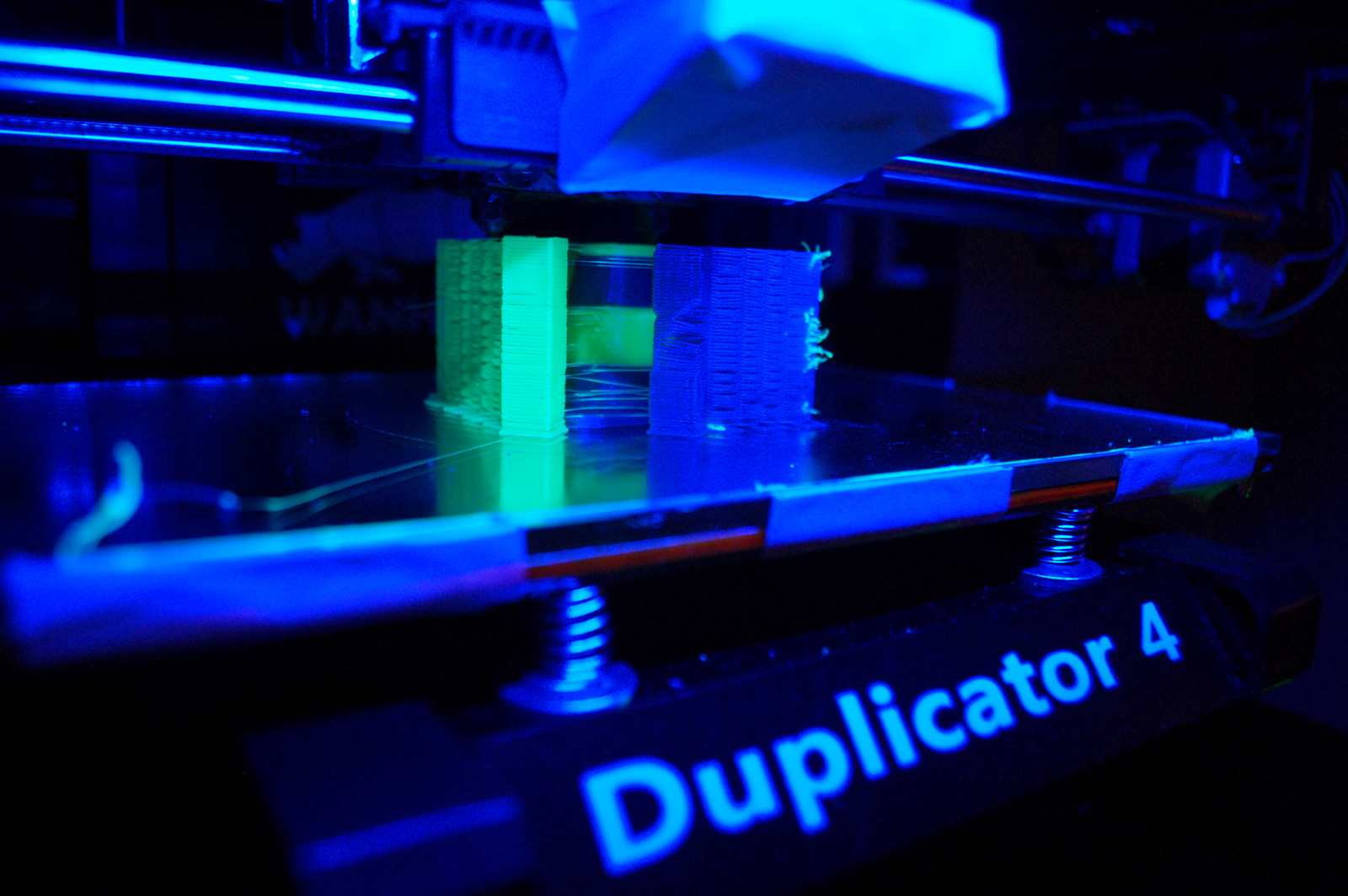
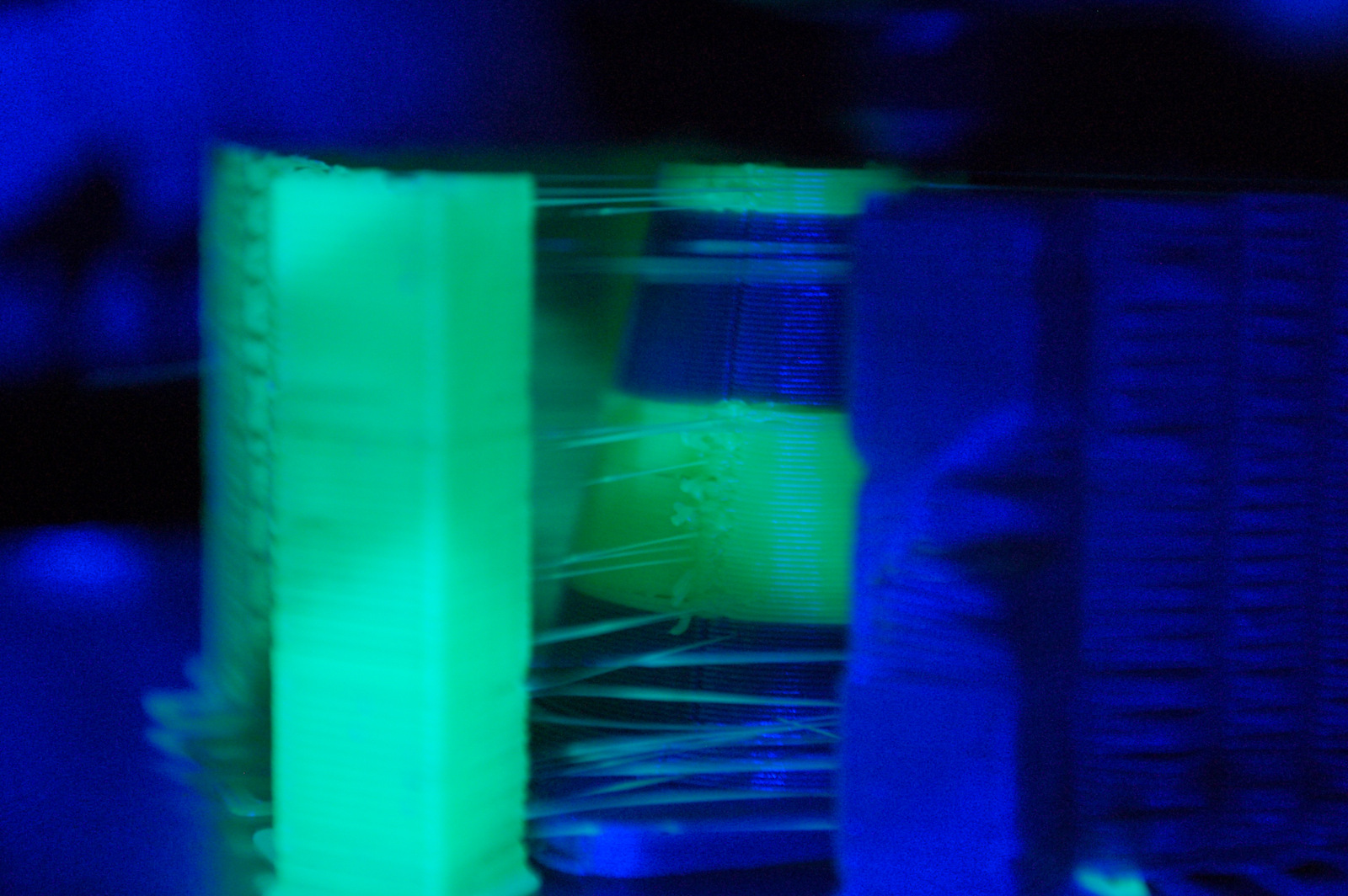
Amikor a fúvóka éppen nem extrúdál anyagot (mert egyik helyről a másikra ugrál, vagy mert réteget magasságot vált), akkor előfordul a folyási jelenség, tehát hogy extrúdálási utasítás nélkül is "csöpög" az anyag egy kicsit. Ez persze a nyomtatott tárgy felületére vagy belsejébe kerülve nem olyan szép. Ha az egyes részek között vékony szálhúzást tapasztalunk, vagy a réteg kezdőpontján egy kicsit nagyobb "olvadt bogyót" látunk, akkor ezzel a jelenséggel találkozunk.
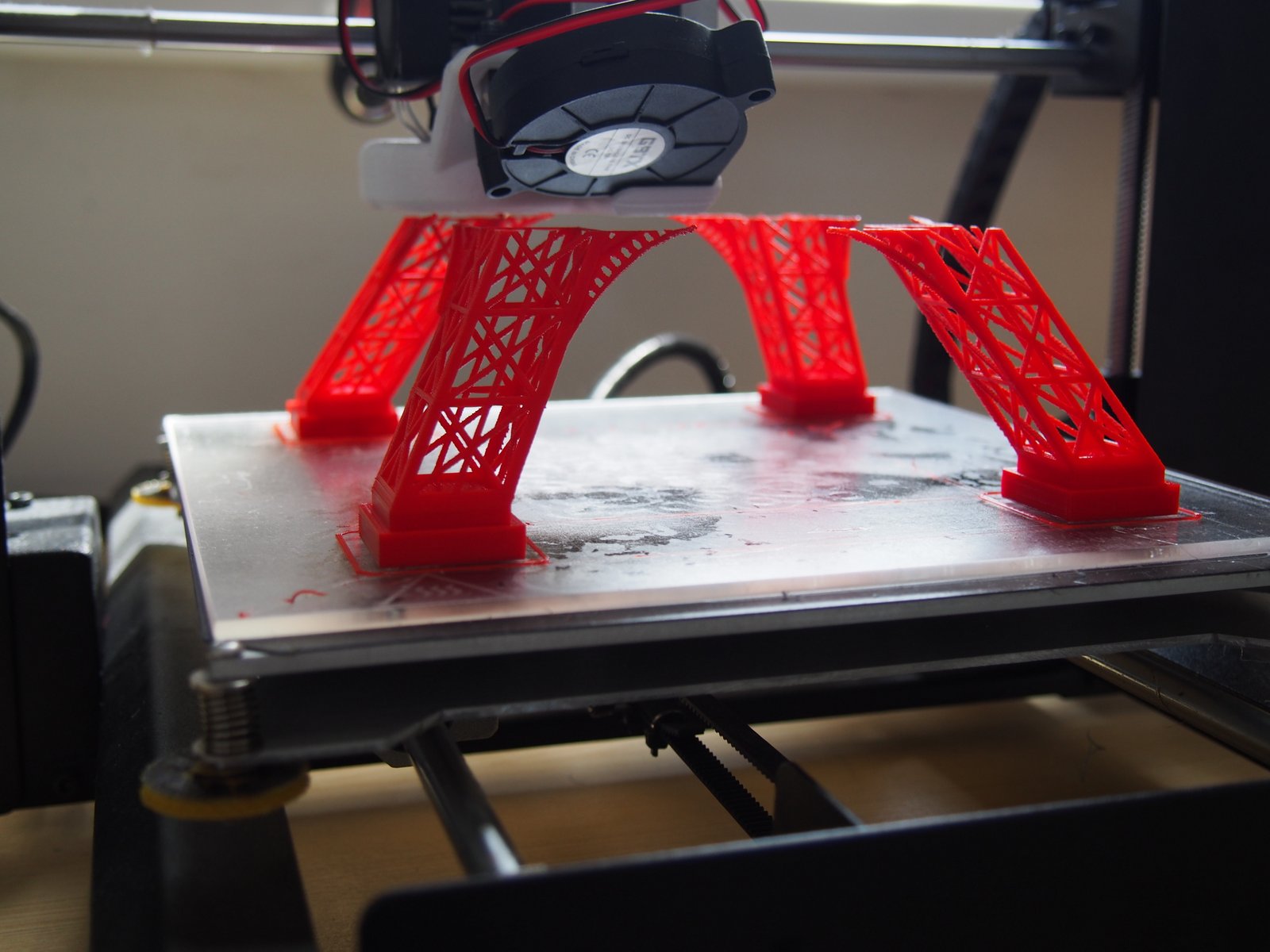
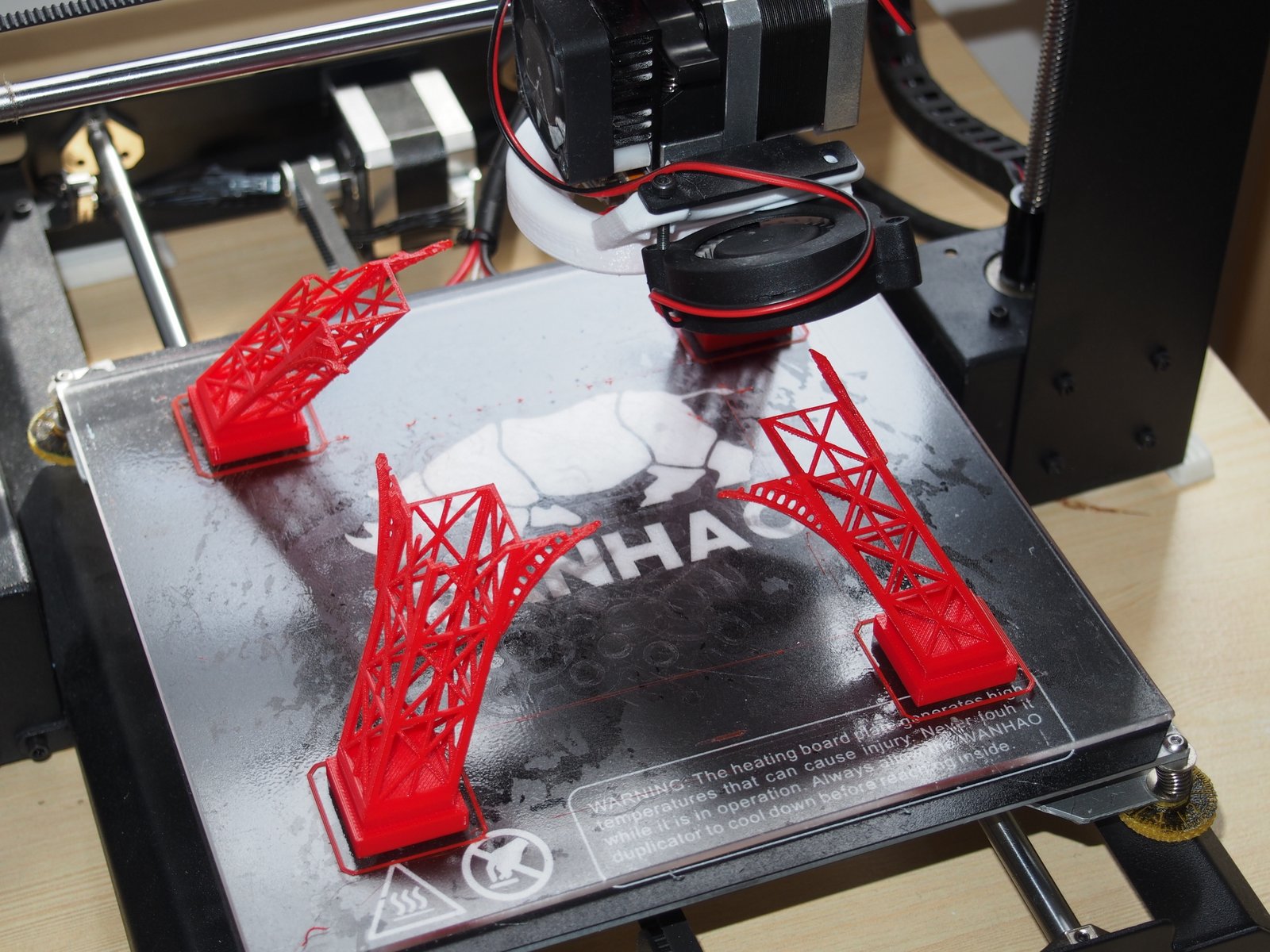
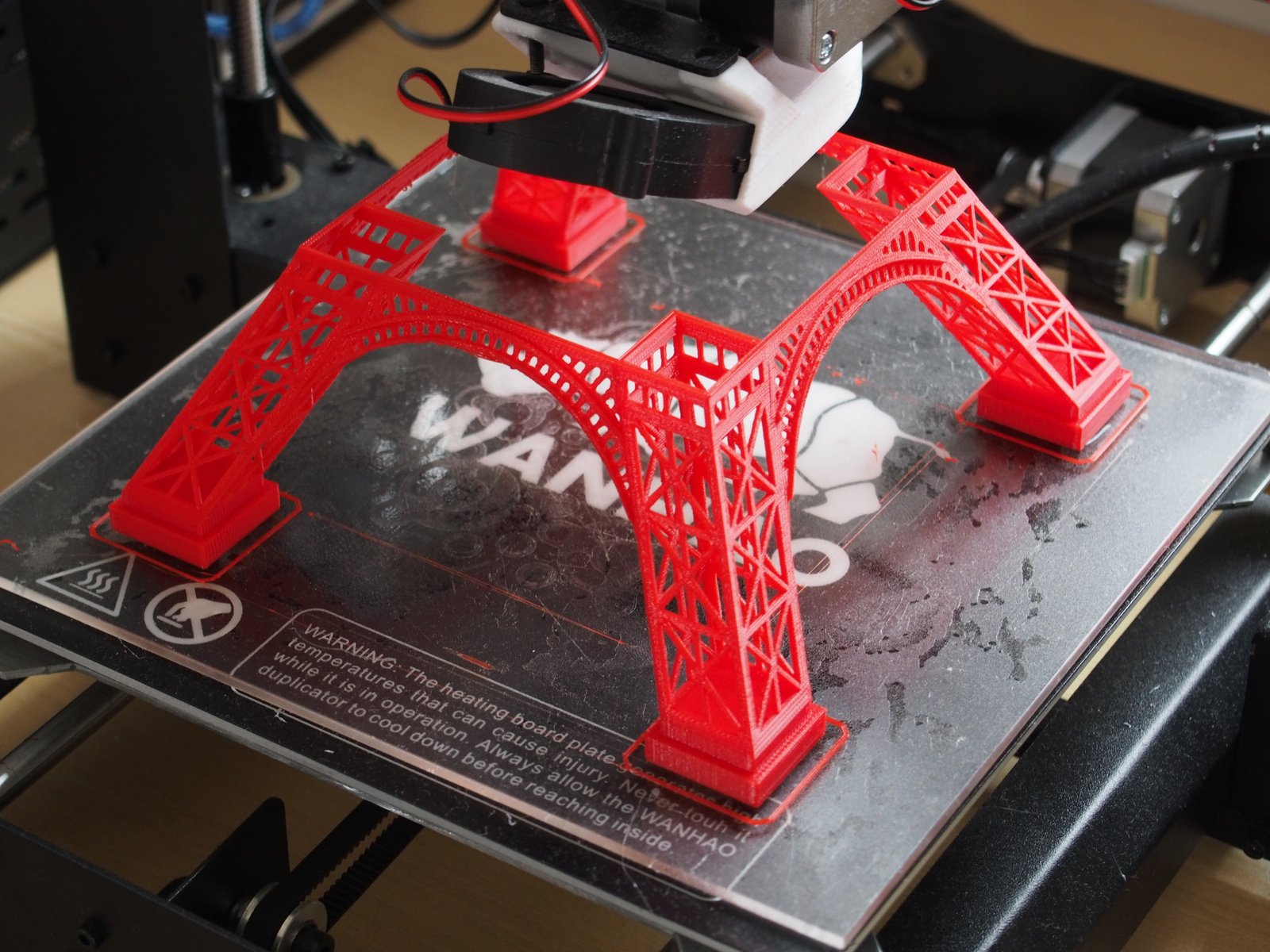
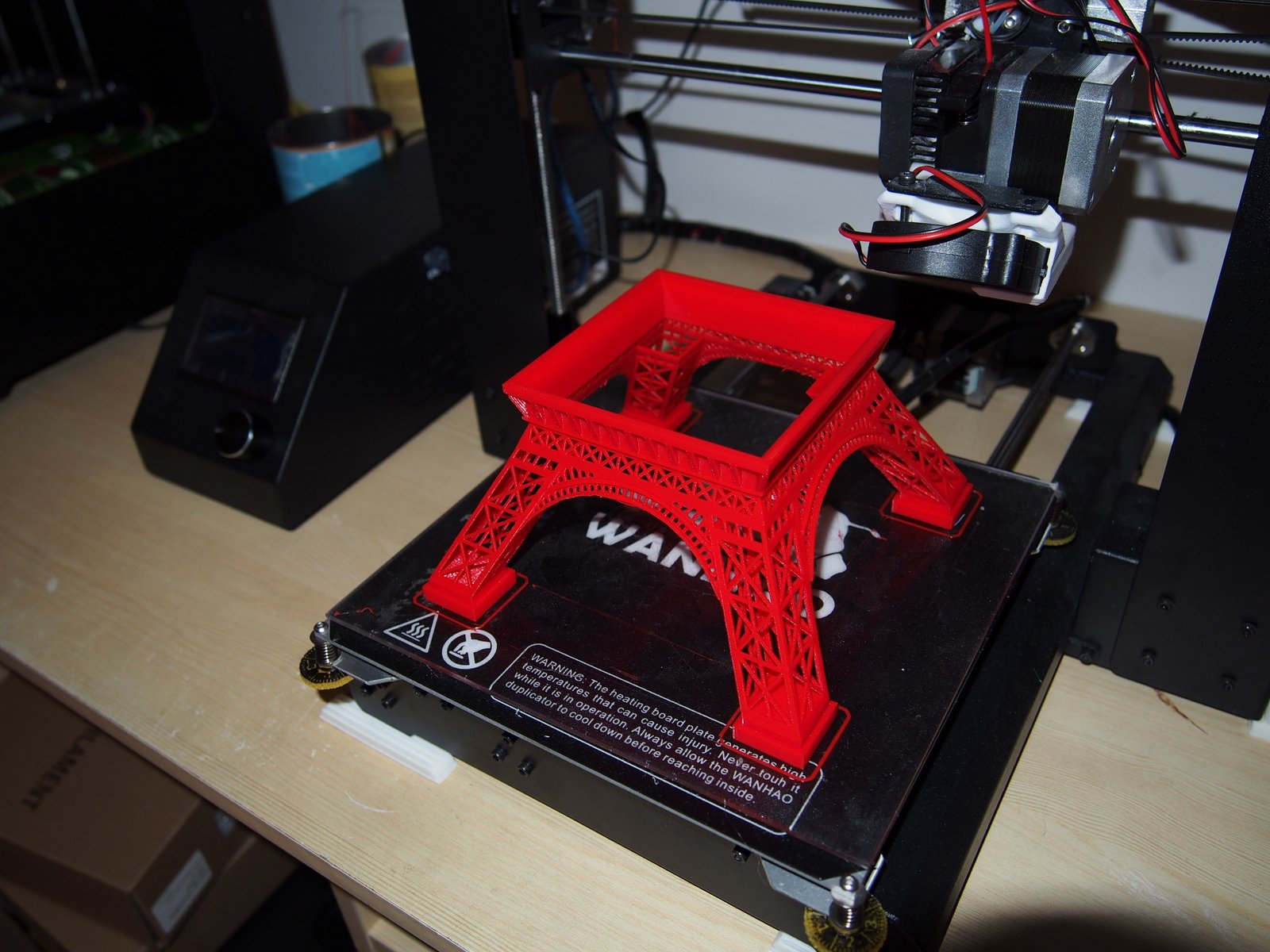
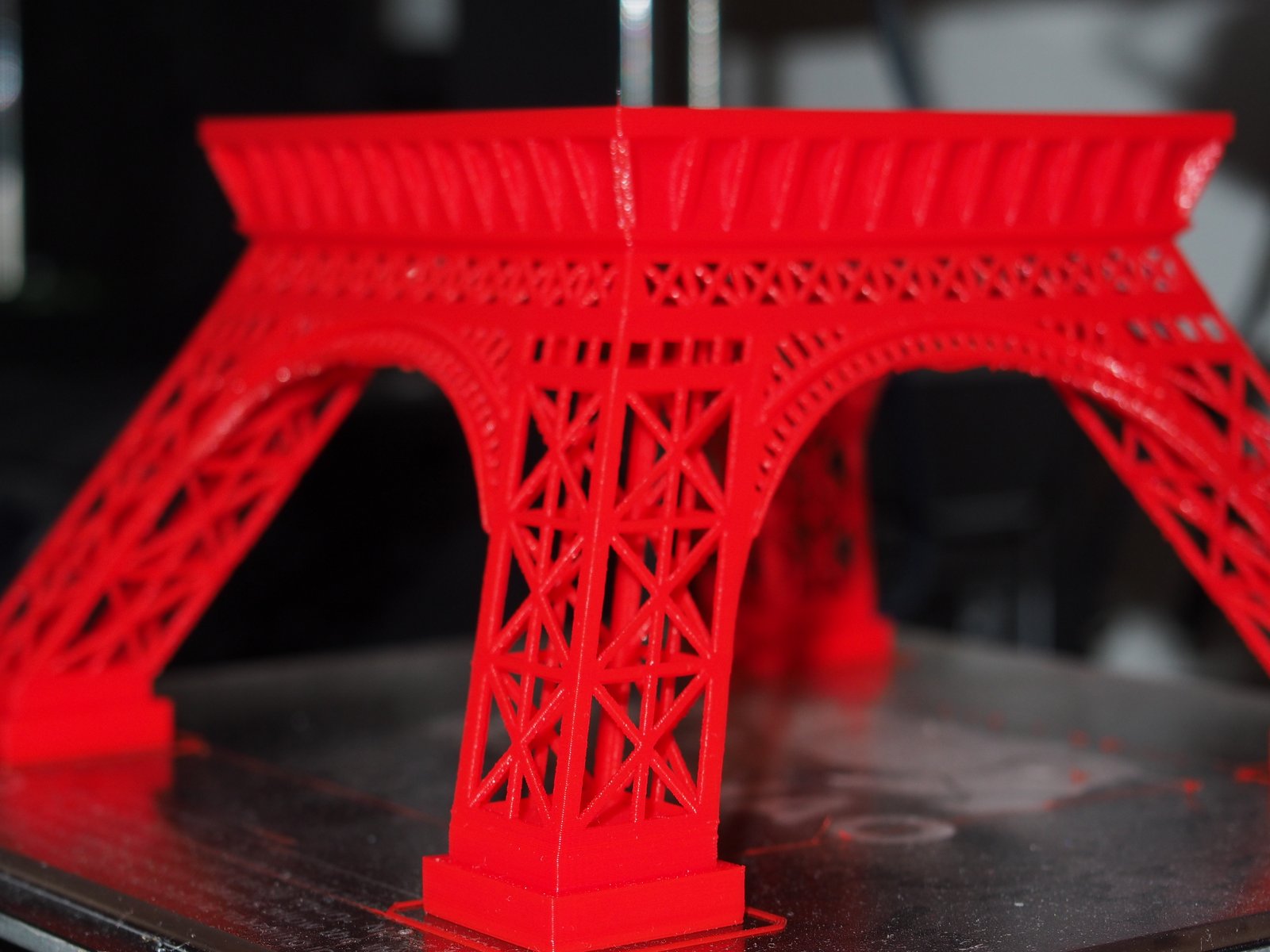
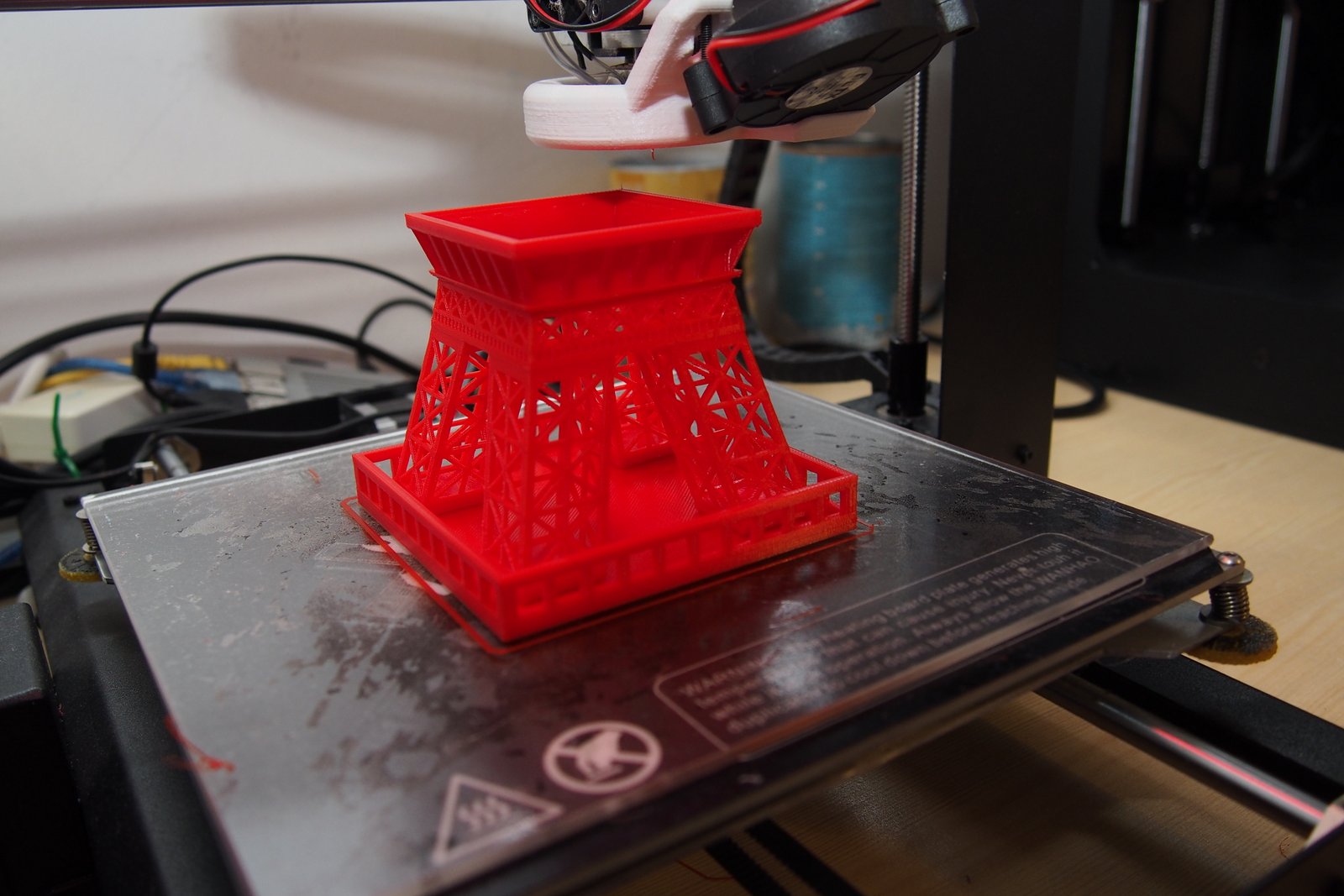
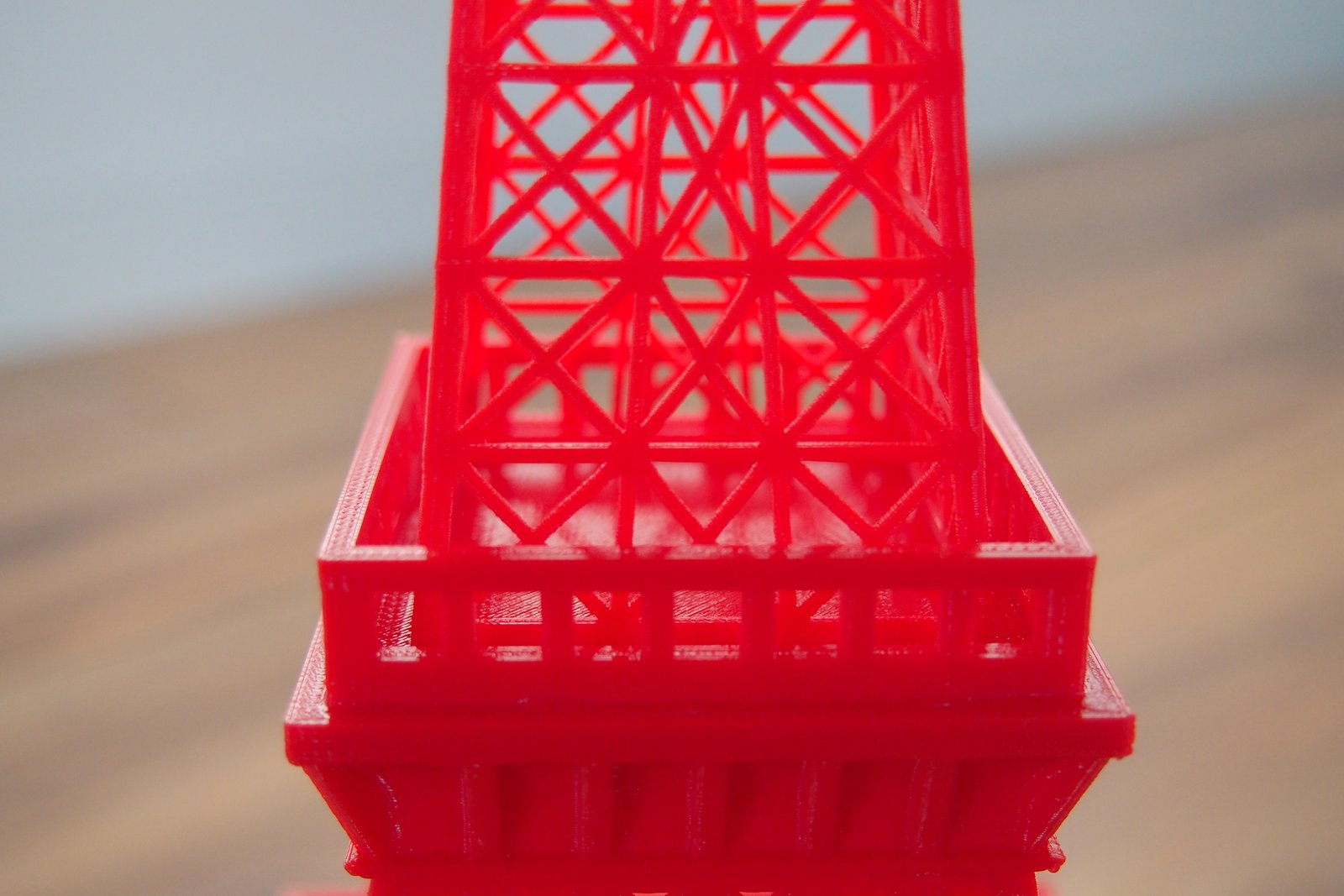
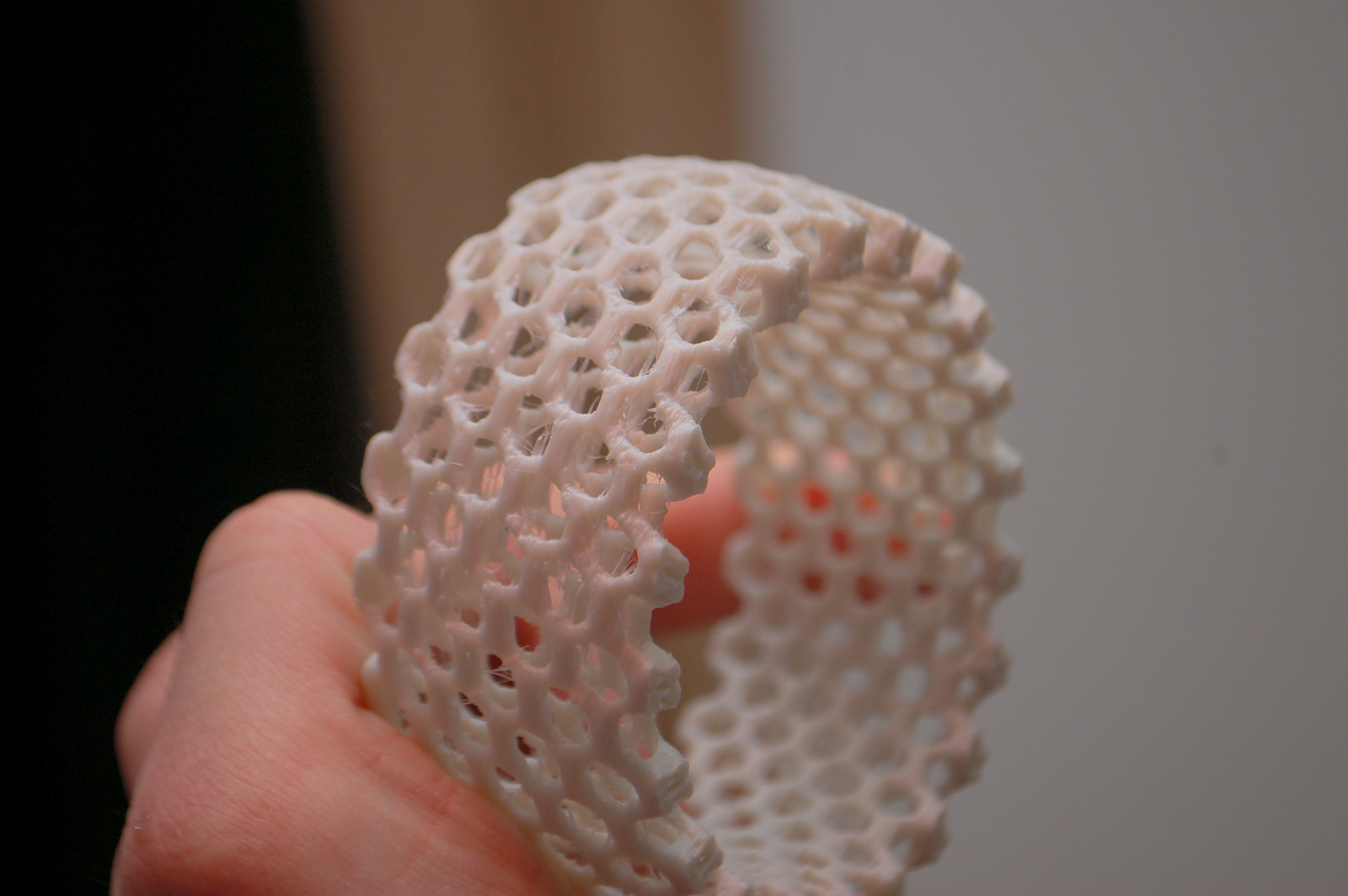
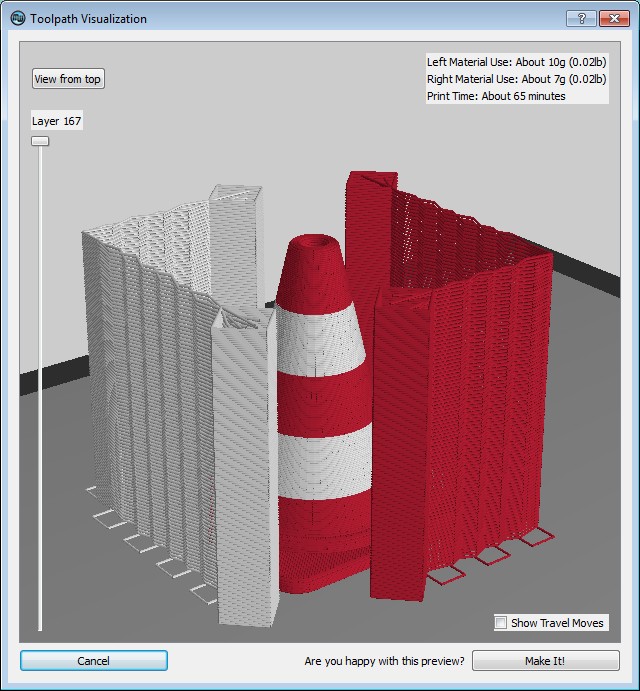
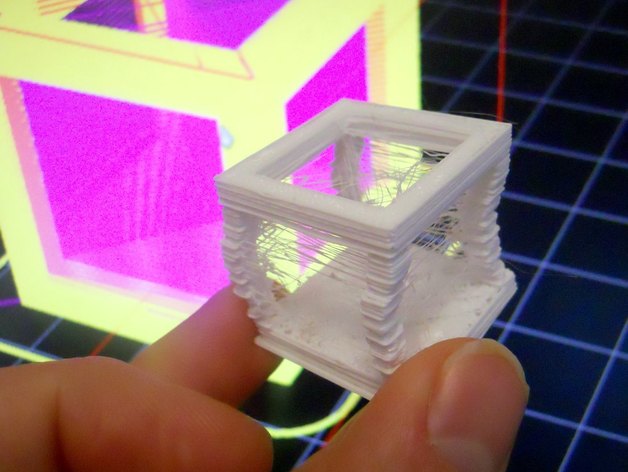 Retraction teszt modell
Retraction teszt modell
A retraction és a deprime két olyan technika, ami a fenti jelenségeket hivatott kiküszöbölni. Hasonló elven működnek: a kritikus részek elején a nyomtató "visszaszívja" a szálat, majd amikor nyomtatni kell, visszatolja annyit, amennyit visszaszívott. Ez a legtöbb esetben jól is működik.
A retraction a slicer paramétere (Skeinforge / Makerware), míg a deprime a nyomtatót vezérlő program, a Sailfish firmware beépített hasonló megoldása. Elvileg a kettőt nem javasolt kombinálni, de alapból a Sailfishben be van kapcsolva a deprime (nyomtató csatlakoztatása a ReplicatorG programban, Control Panel -> Motherboard -> Acceleration (Misc)), és nem okoz problémát akkor sem, ha a Skeinforge profile-ban engedélyezzük a retraction-t.
A Deprime beállítása tehát:
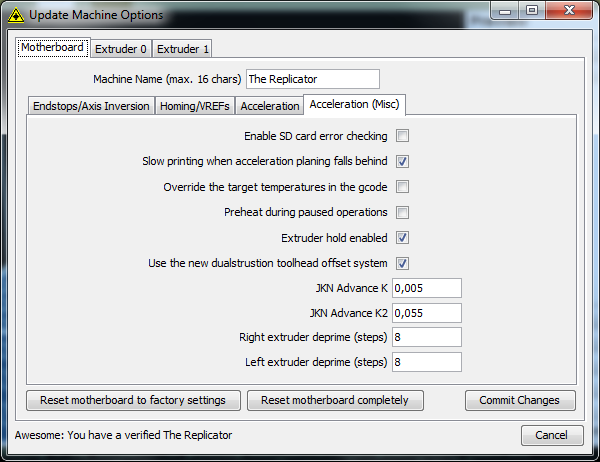
Az alapbeállítás 16 mindkét extrúder esetén. Ha kihagyásokat tapasztalunk bizonyos helyeken (főleg, ahol keződik az extrúdálás az egyes rétegek kezdetén, vagy ahol újra nekikezd a nyomtató egy másik különálló test nyomtatásának egy "ugrás" után), akkor megpróbálhajuk 8-ra vagy 0-ra csökkenteni. Ha nem tapasztalunk javulást, állítsuk vissza, mert akkor valószínűleg hardveres probléma lesz (eltömődő fúvóka, nem elég jó száltovábbítás, pl. a száltovábbító fogaskerék tisztítása szükséges ilyenkor).
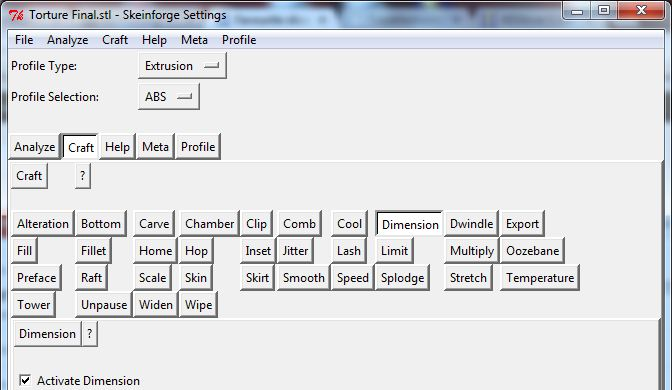
ReplicatorG-ben, a Skeinforge profilt kell megváltoztatni, lásd: Haladó Skeinforge beállítások. (Dimension fül, Retraction distance, próbálkozzunk először 0.5mm-el)