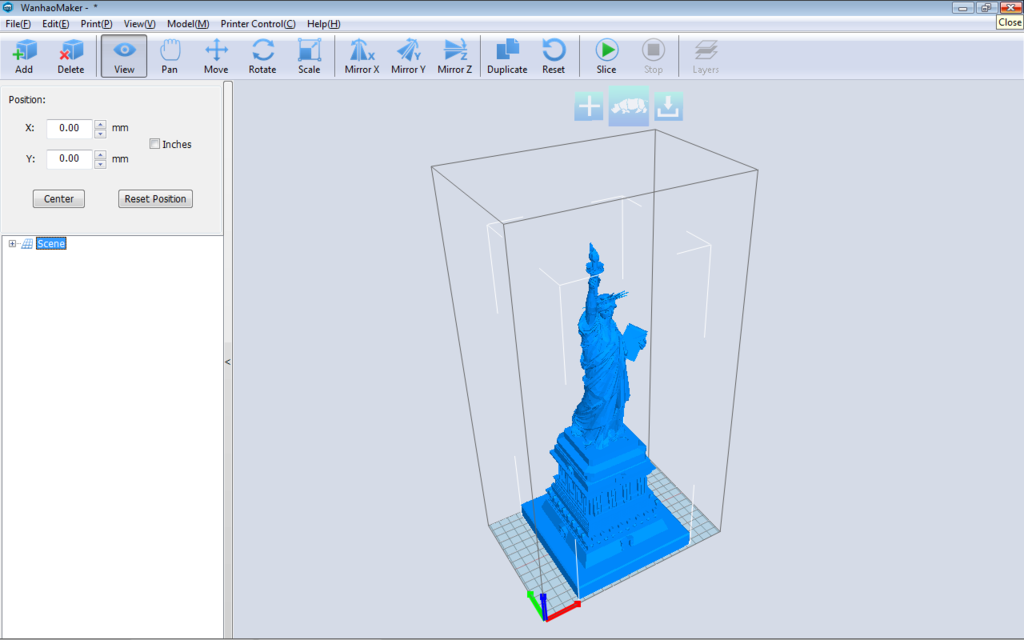
Duplicator 6 - első teszteredmények
Mint ahogy a Facebookon már láthattátok, megérkezett az új Wanhao modell, a Duplicator 6-os. Némileg korlátozott idő állt rendelkezésemre a tesztelésre, de azért szeretnék egy bejegyzést közzétenni erről, és persze ahogy majd többet tesztelem, még több próbanyomat lesz itt a blogon.
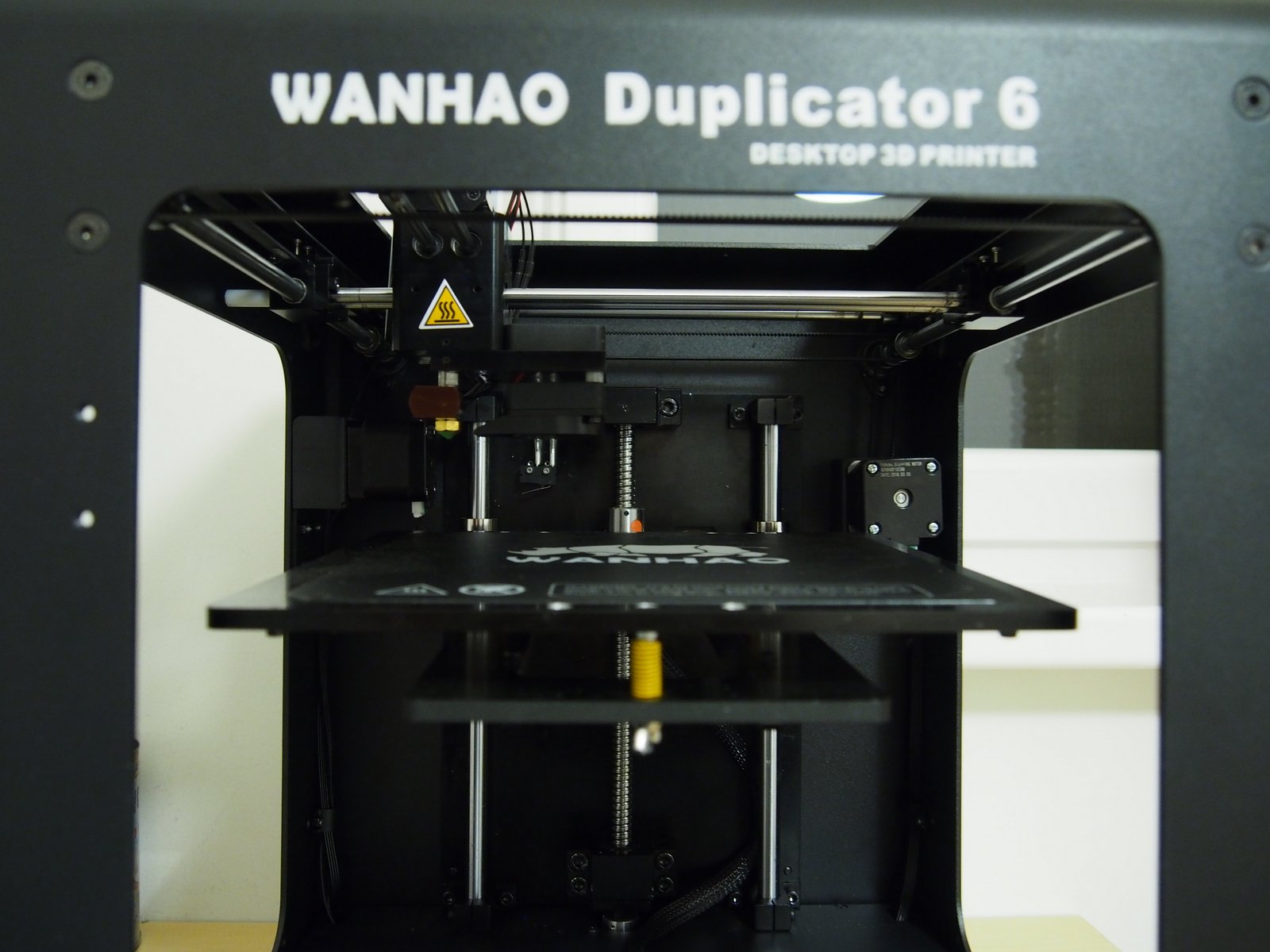
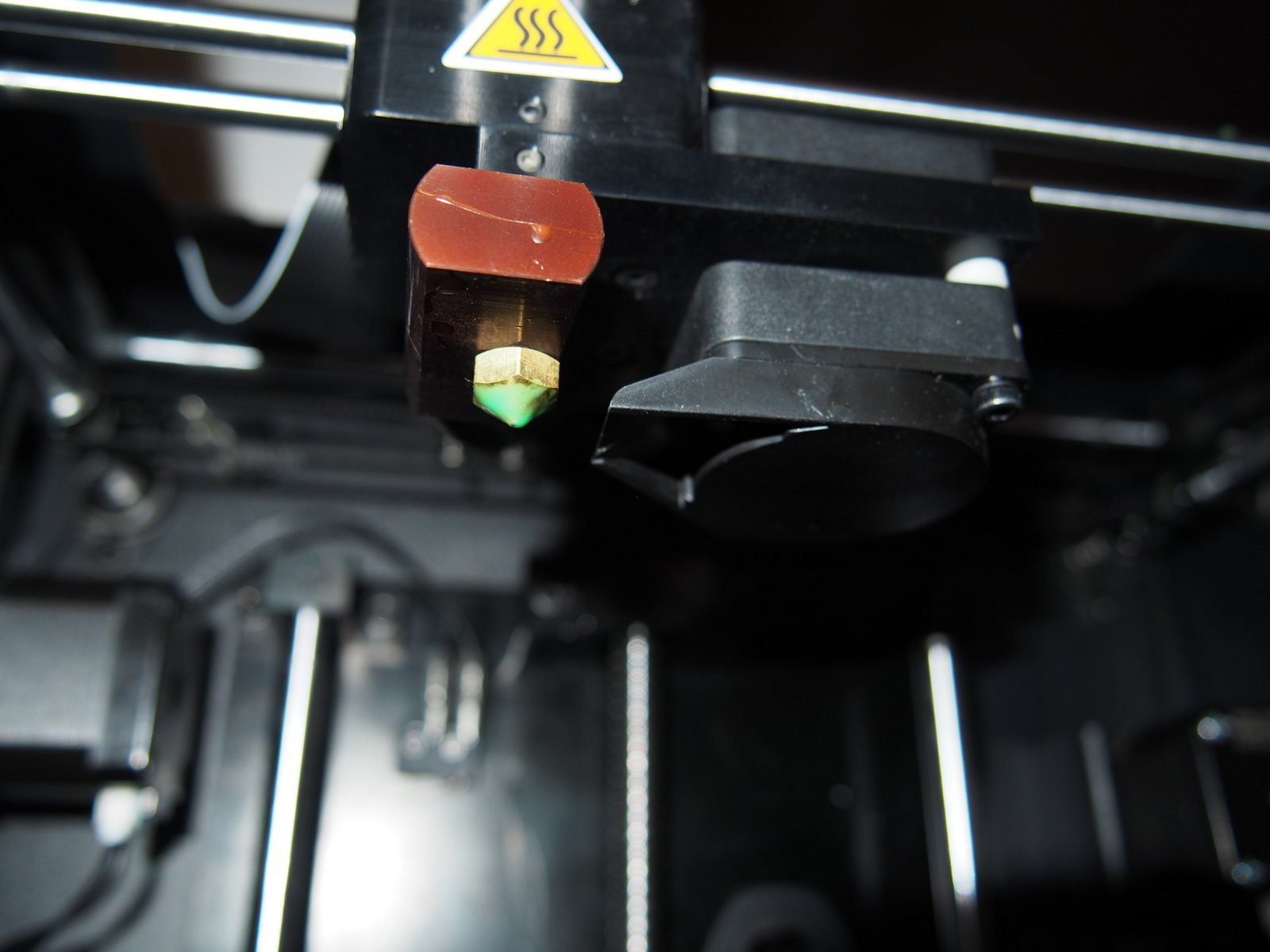
Mit kell tudni a Duplicator 6-ról? Egy olyan kedvező árú 3D nyomtató, ami a méltán népszerű (ugyanakkor meglehetősen borsos árú) Zortrax M200 mechanikájára és designjára épül (ebből kifolyólag igencsak masszív és pontos mechanika), valamint a szintén népszerű (és hasonlóan drága) Ultimaker 2 alaplapjára épül, ami egy kiforrott alaplap és firmware kombináció, egyszerűen kezelhető menüvel. Fűthető tárgyasztal, MK11-es extrúder (MK10-es fúvóka), minőségi alkatrészek.
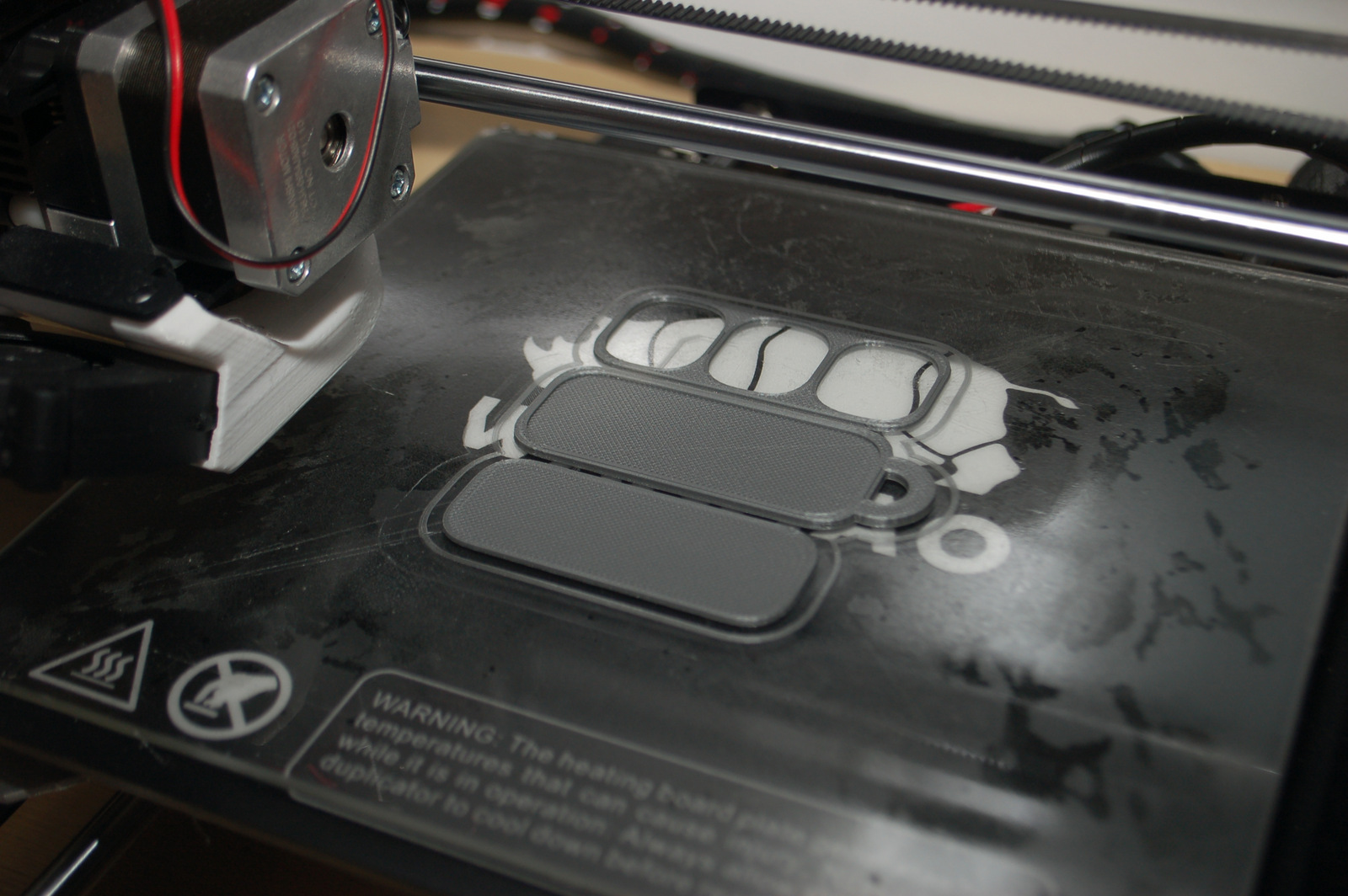
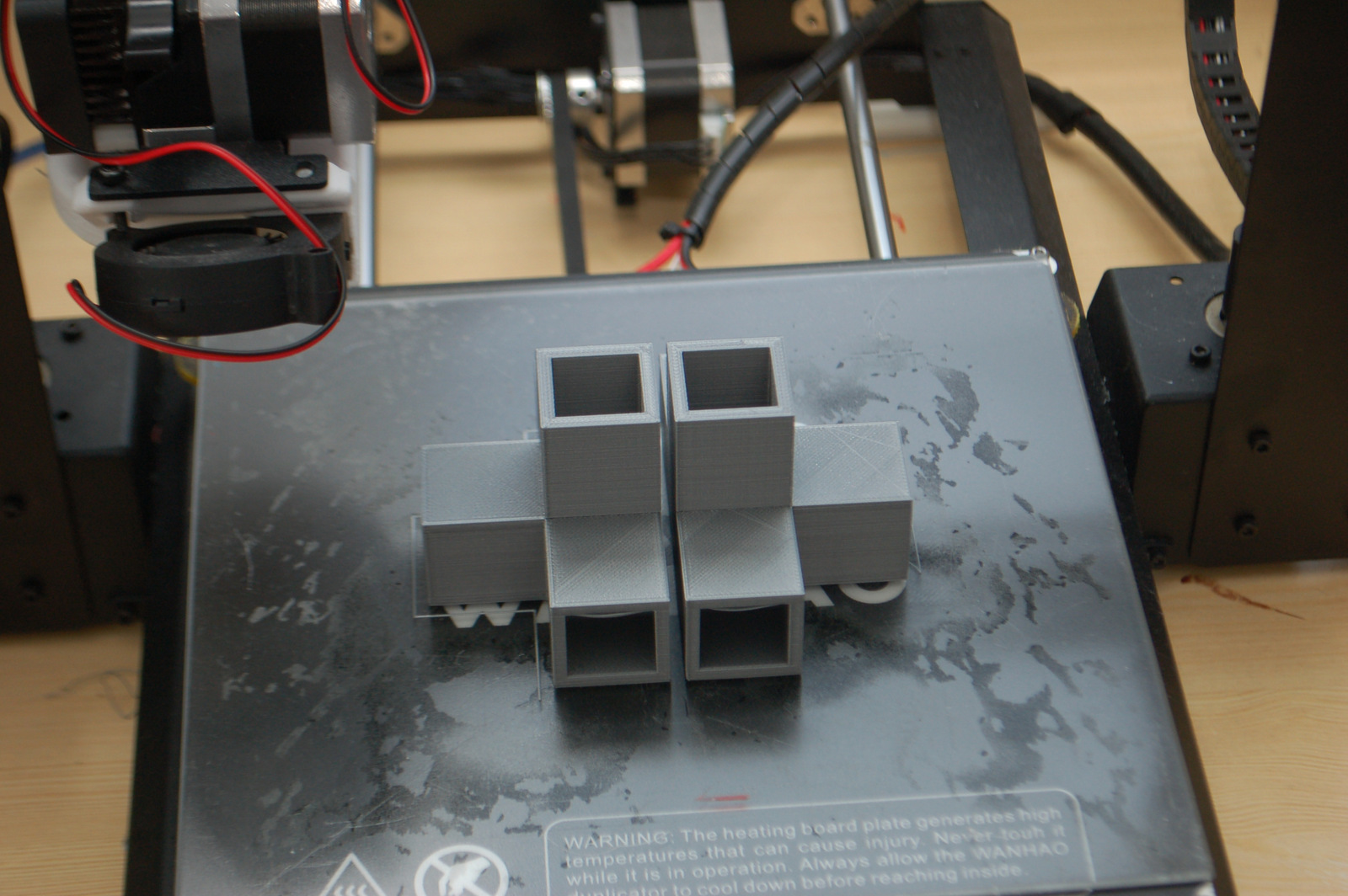
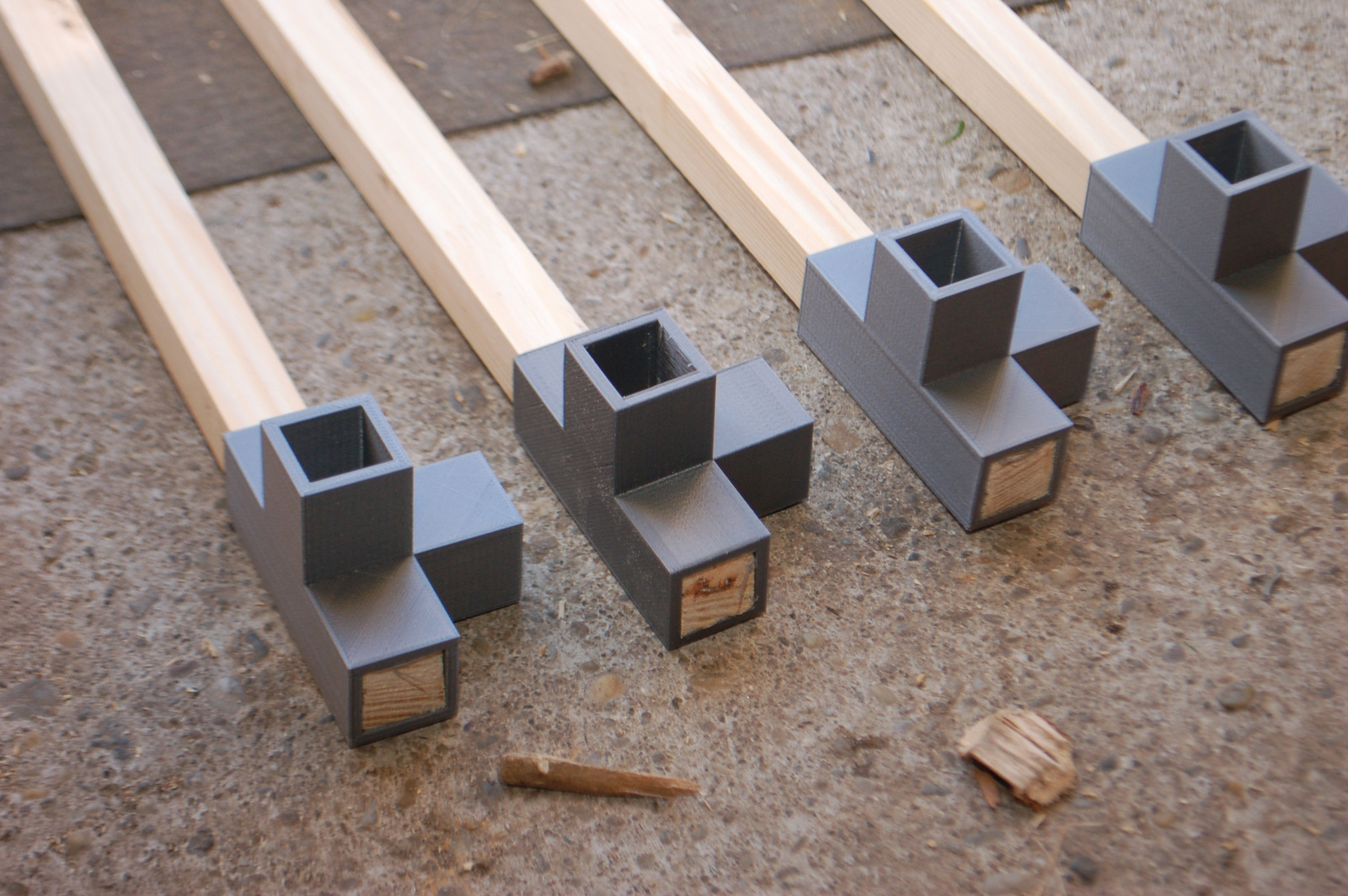
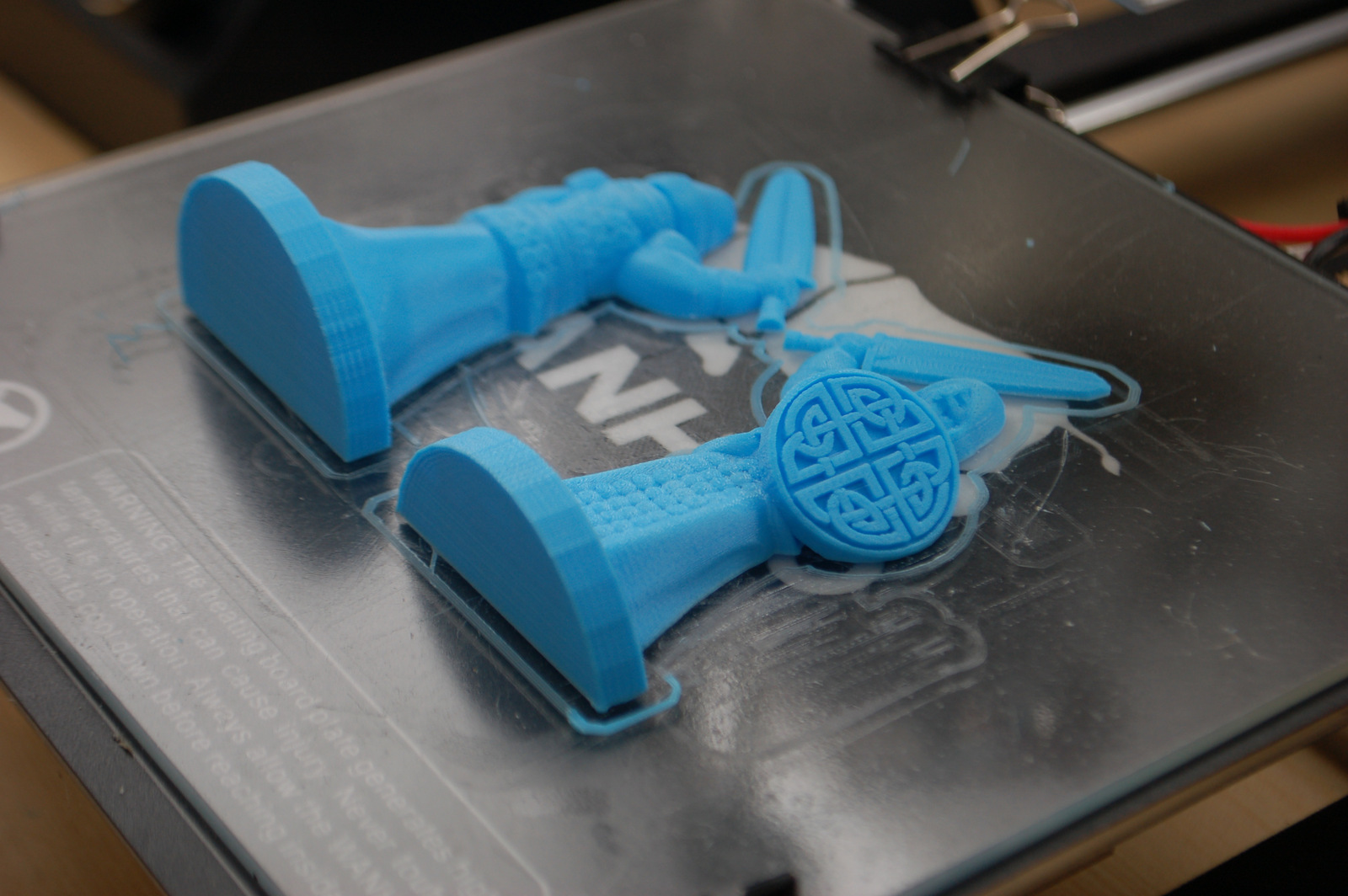
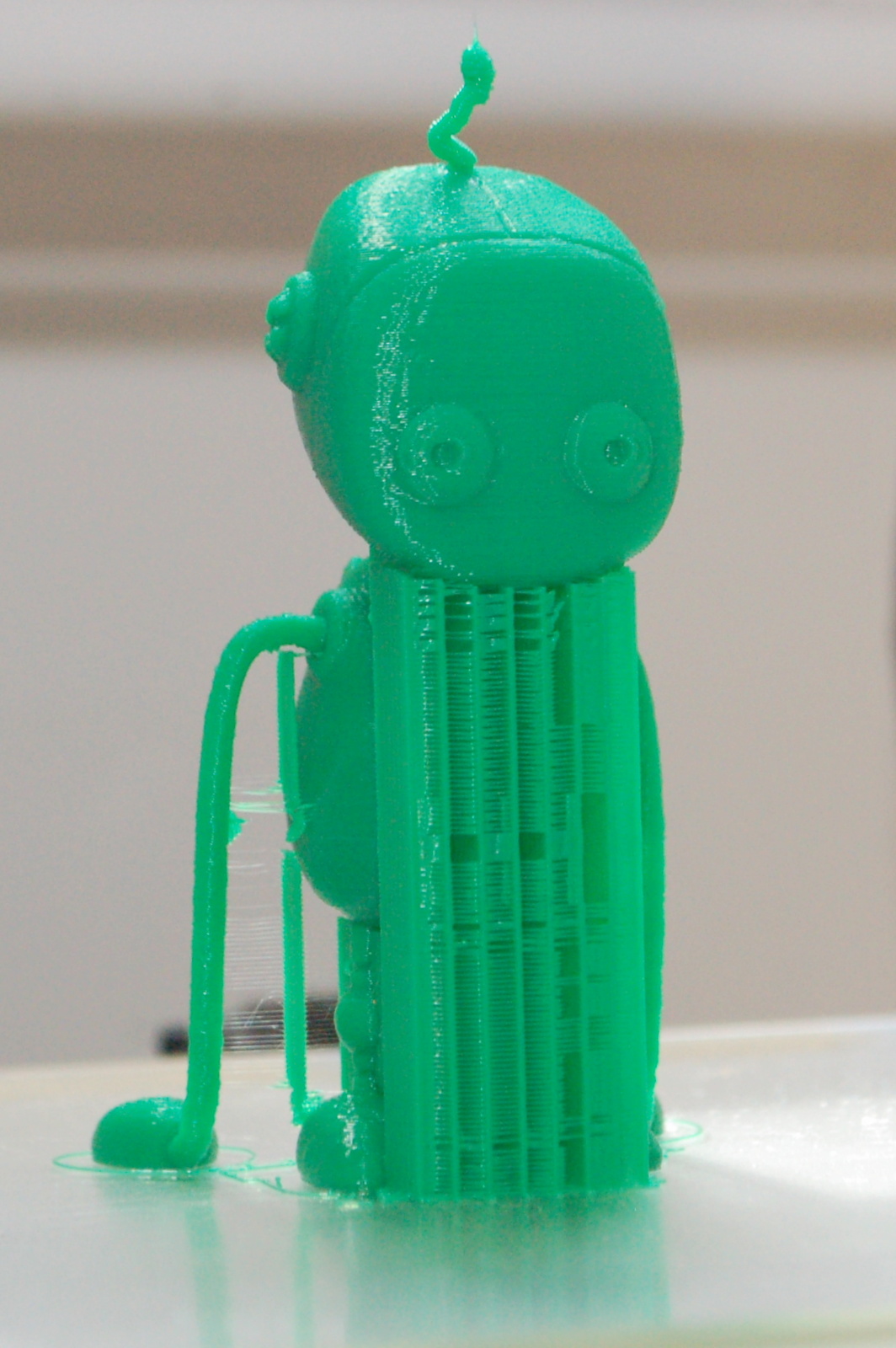
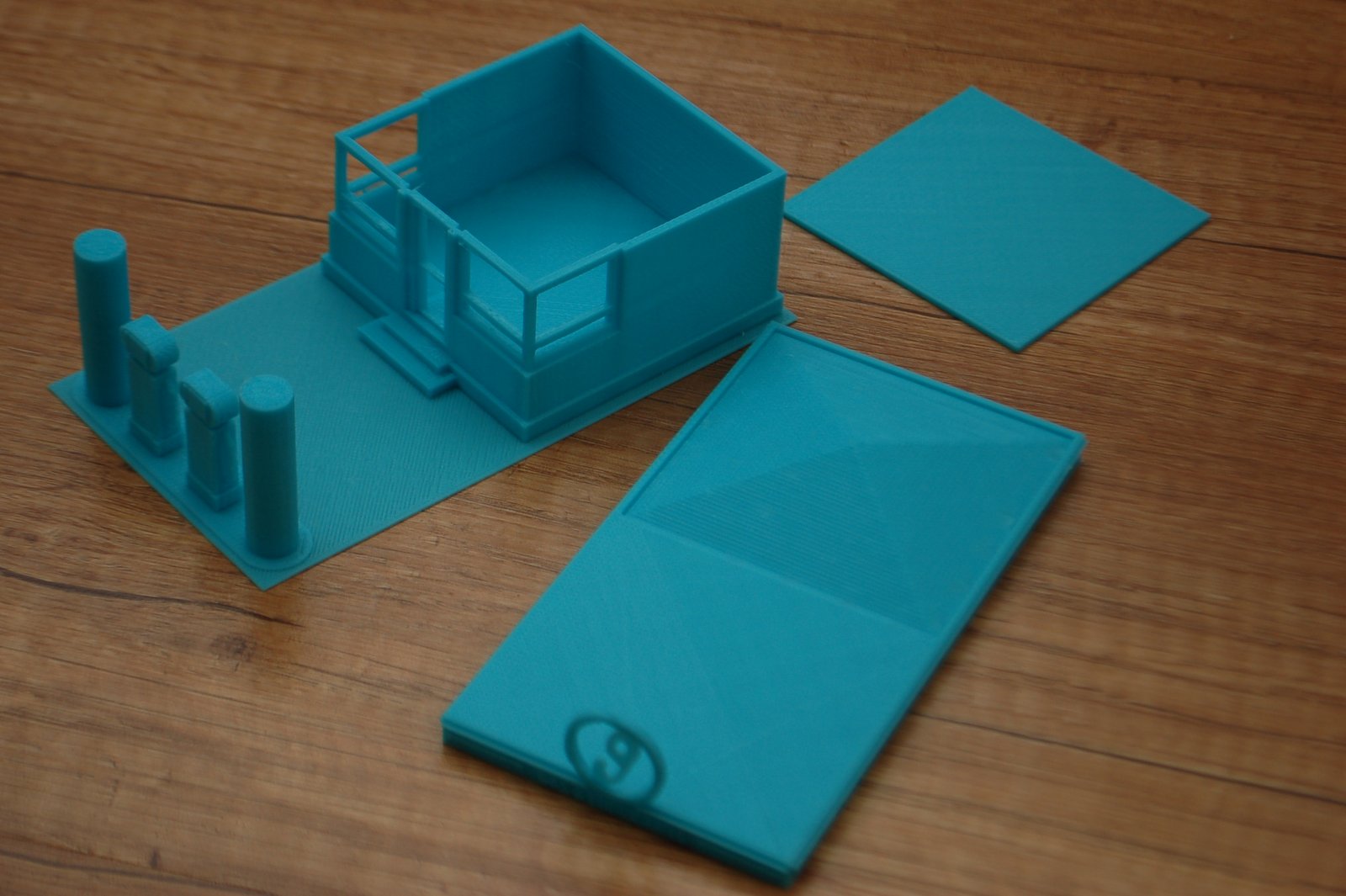
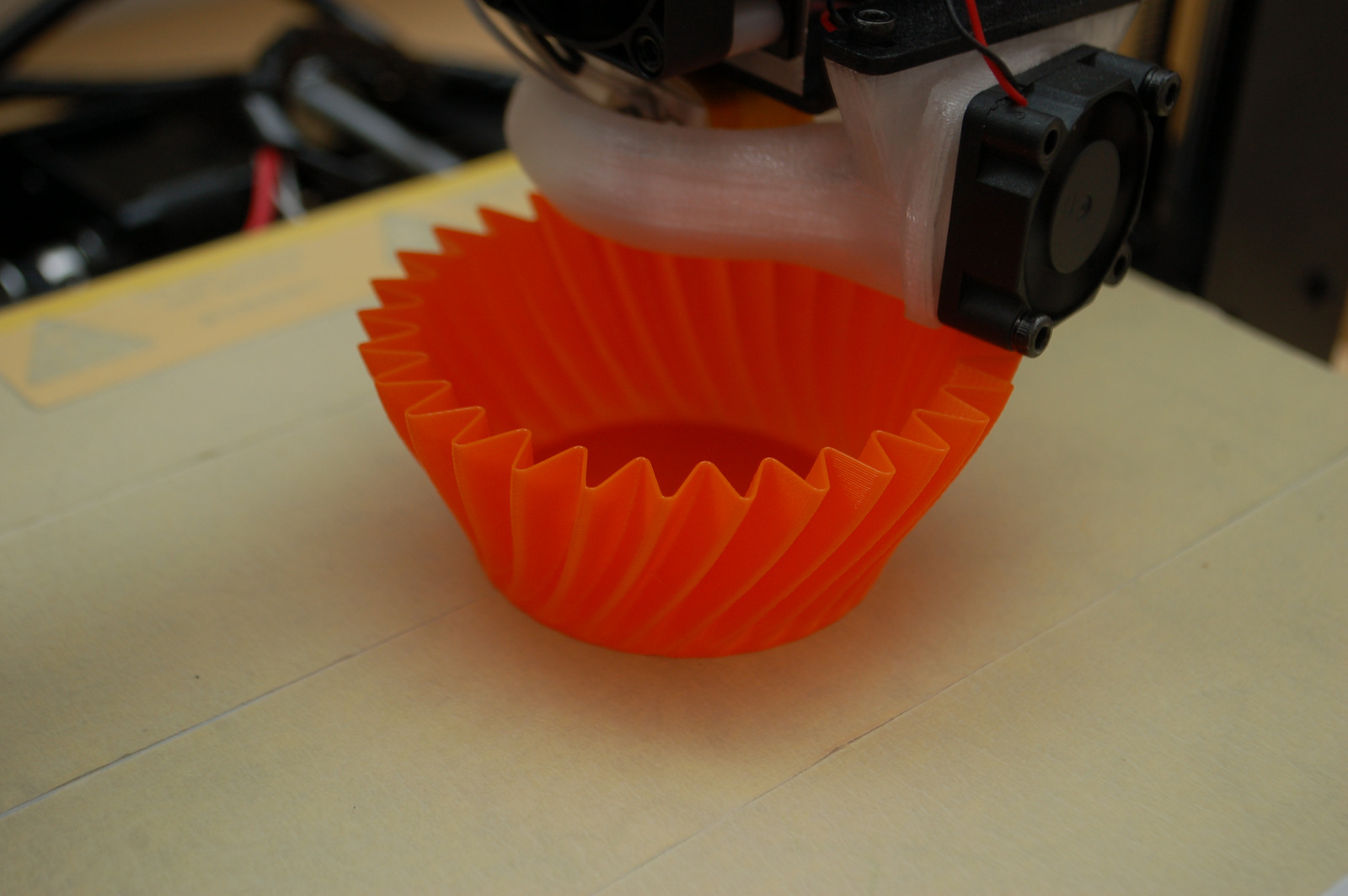
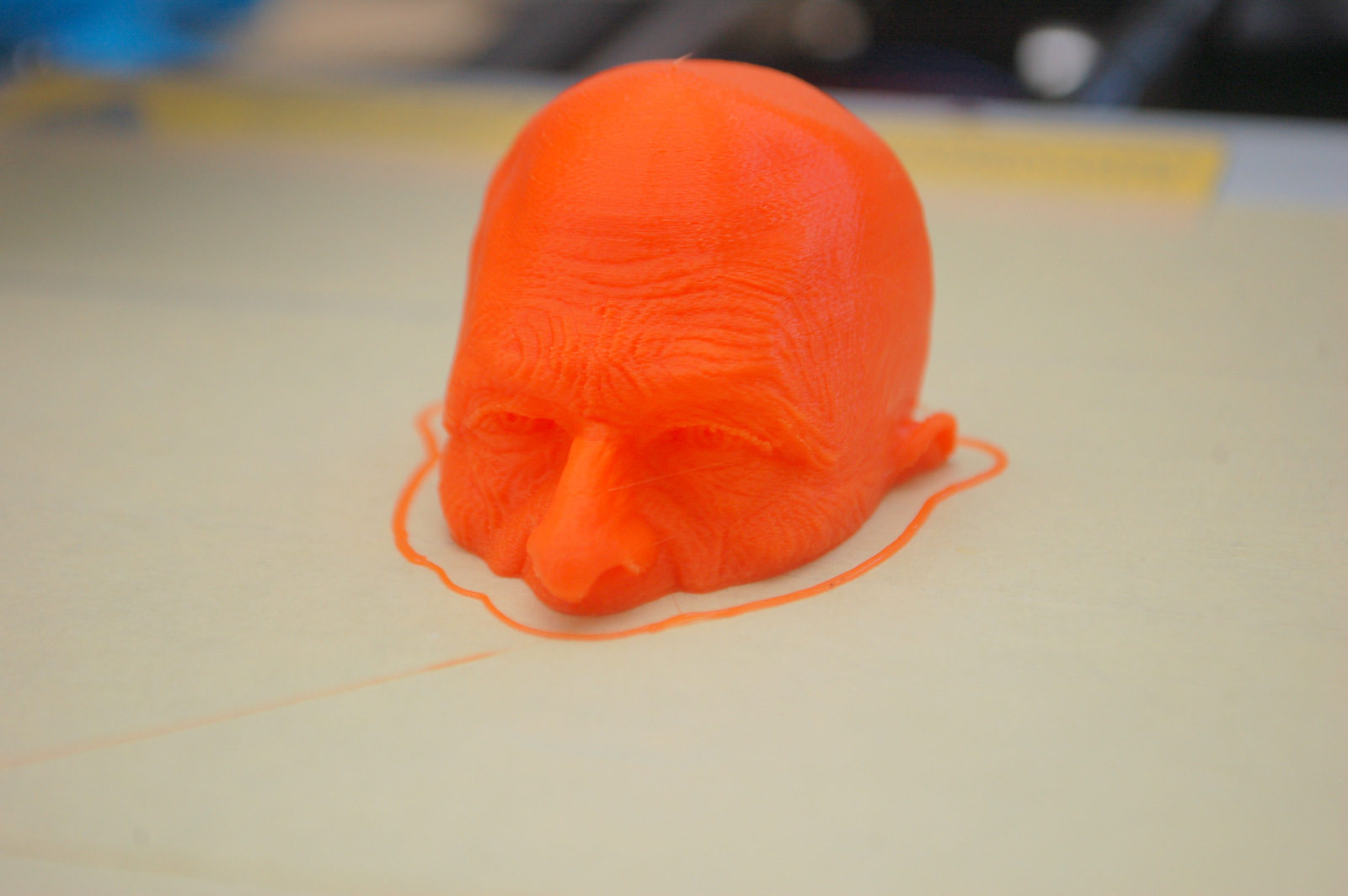
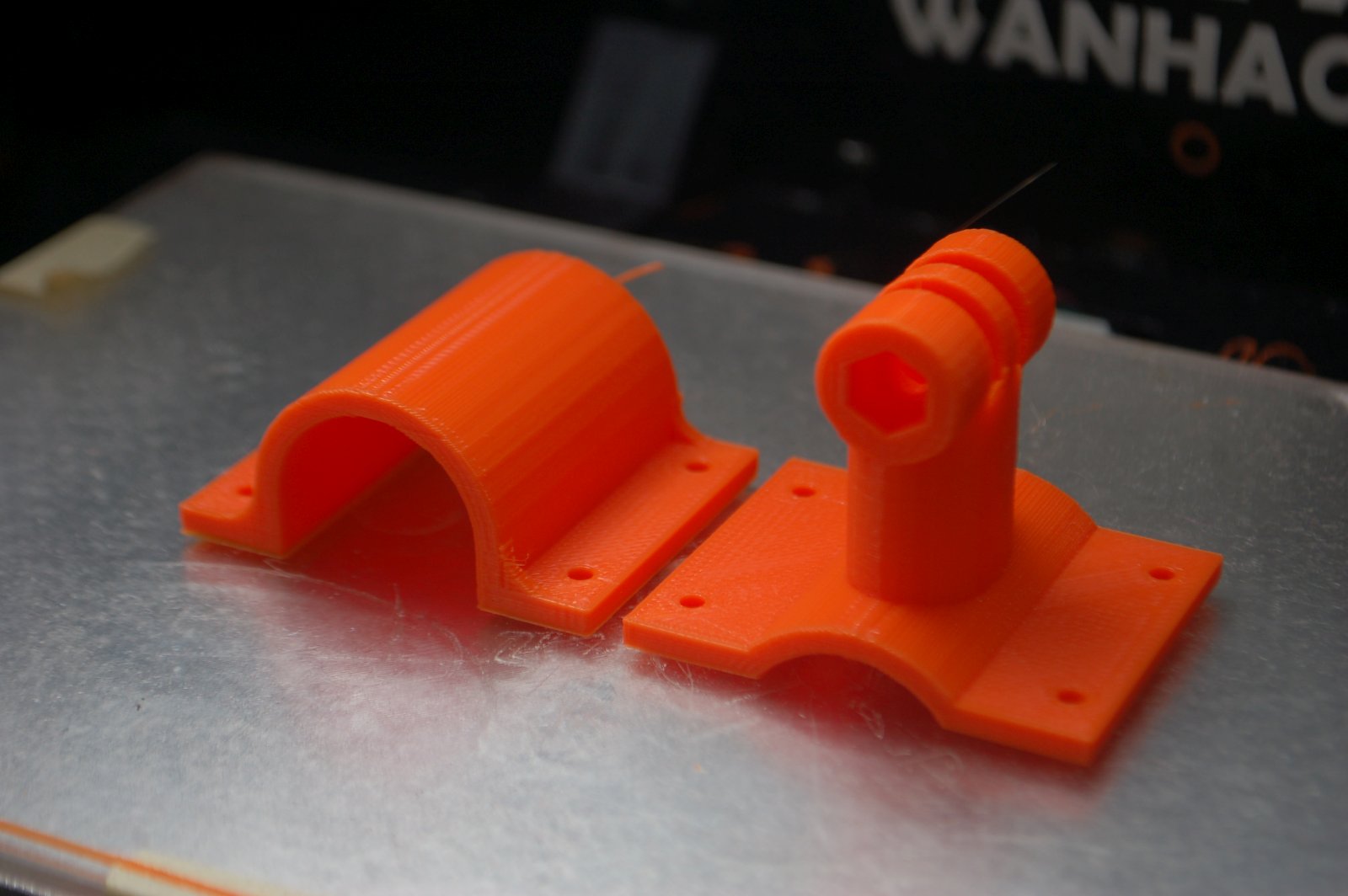
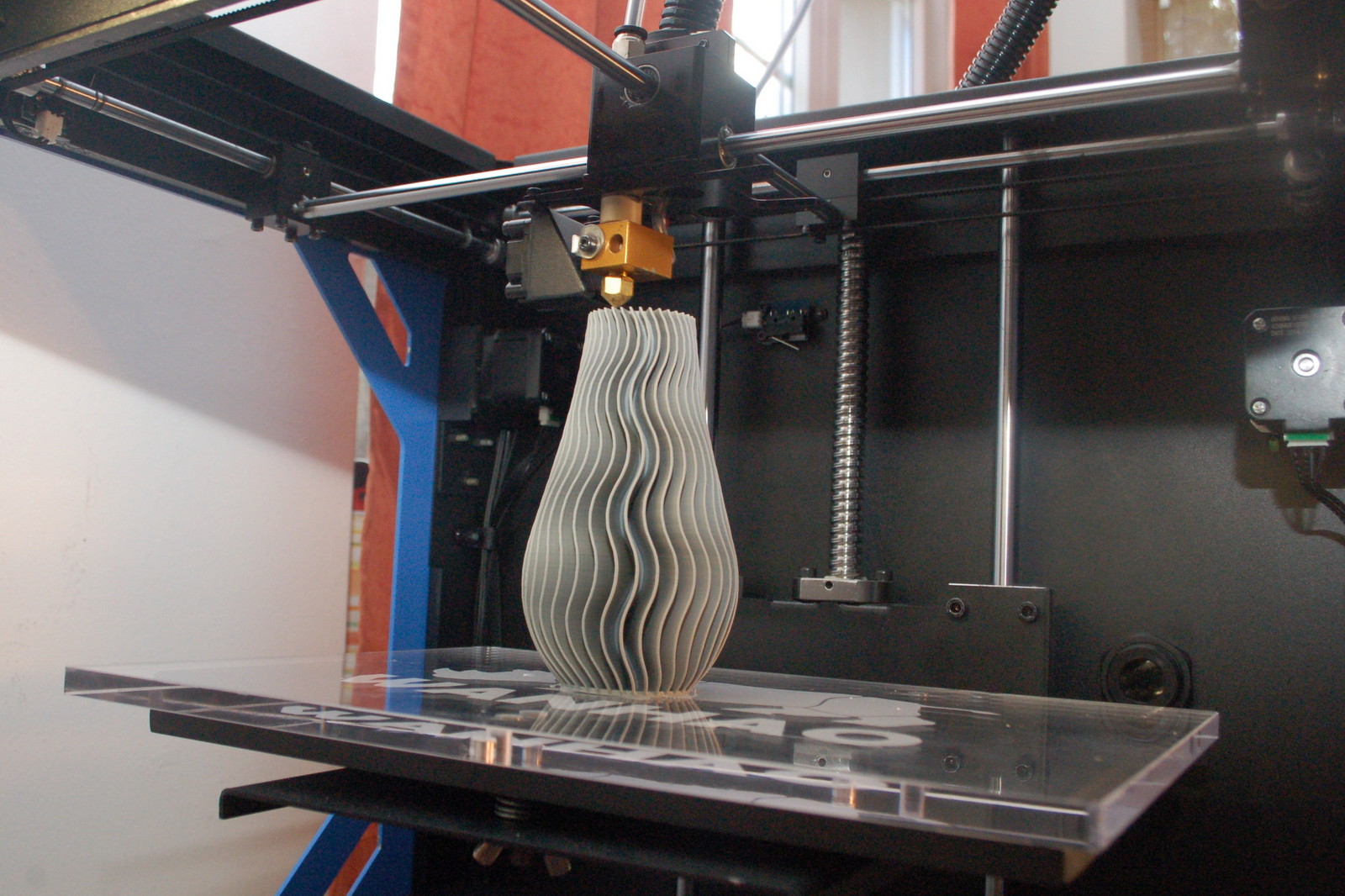
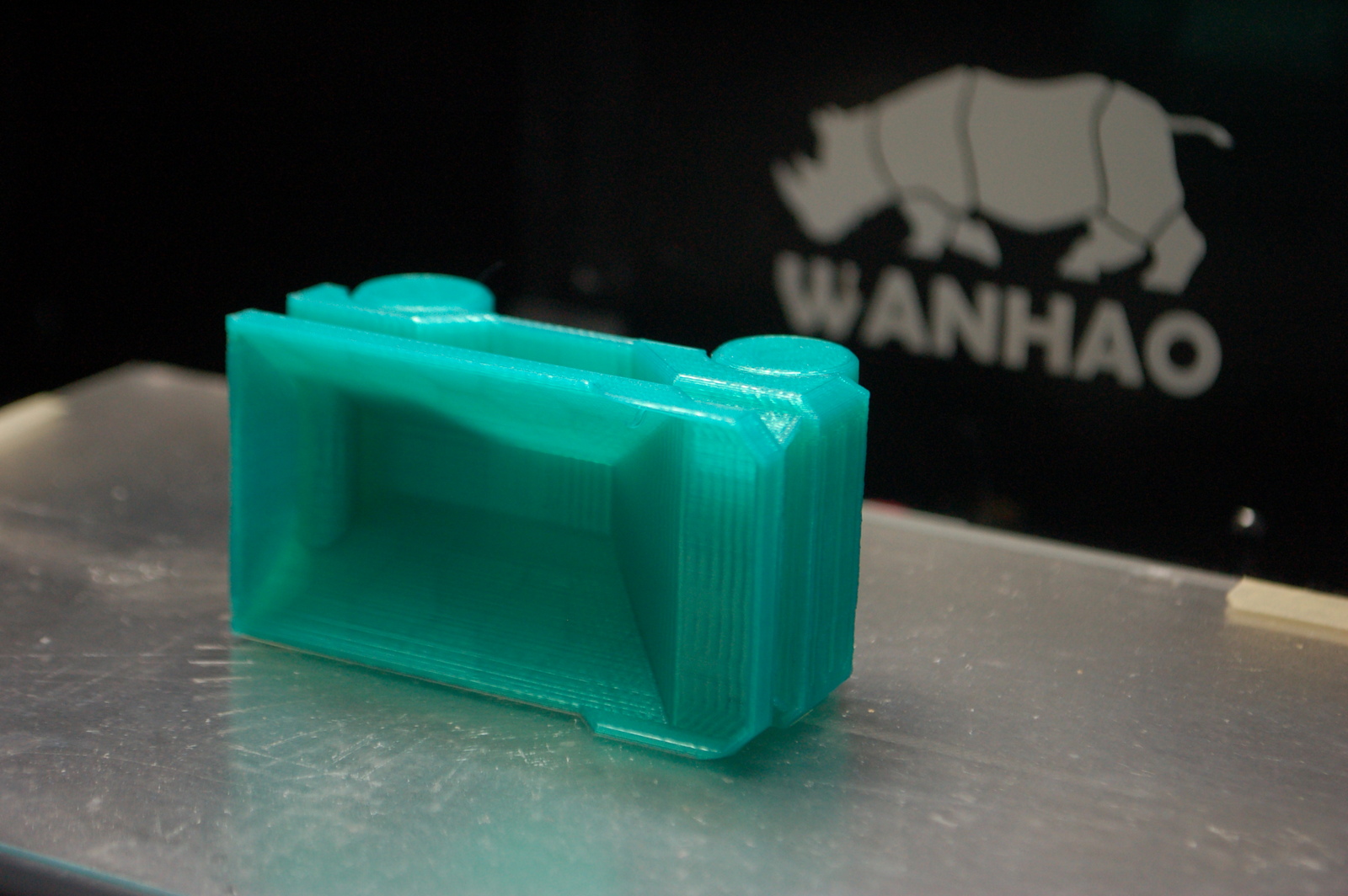
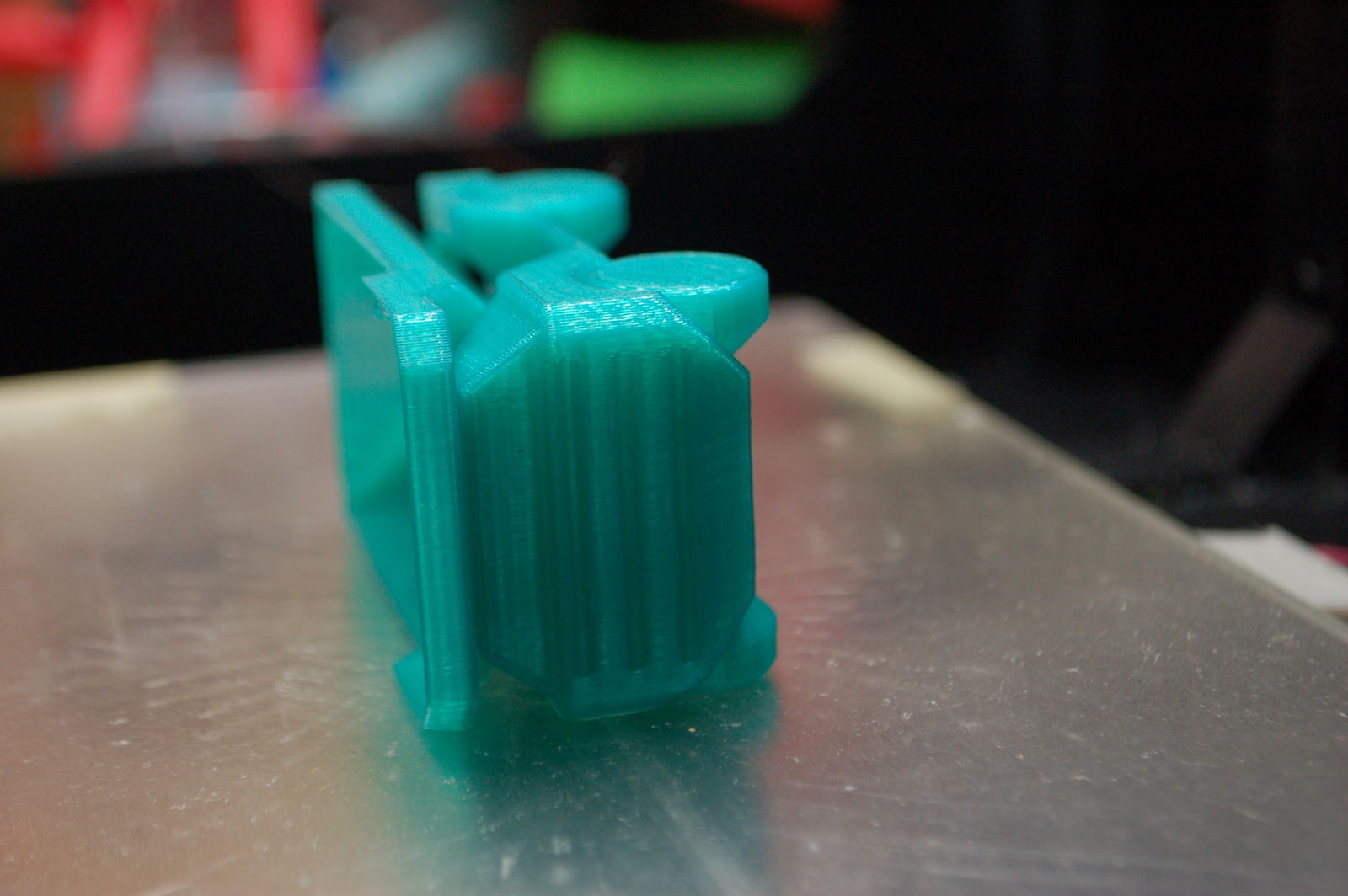
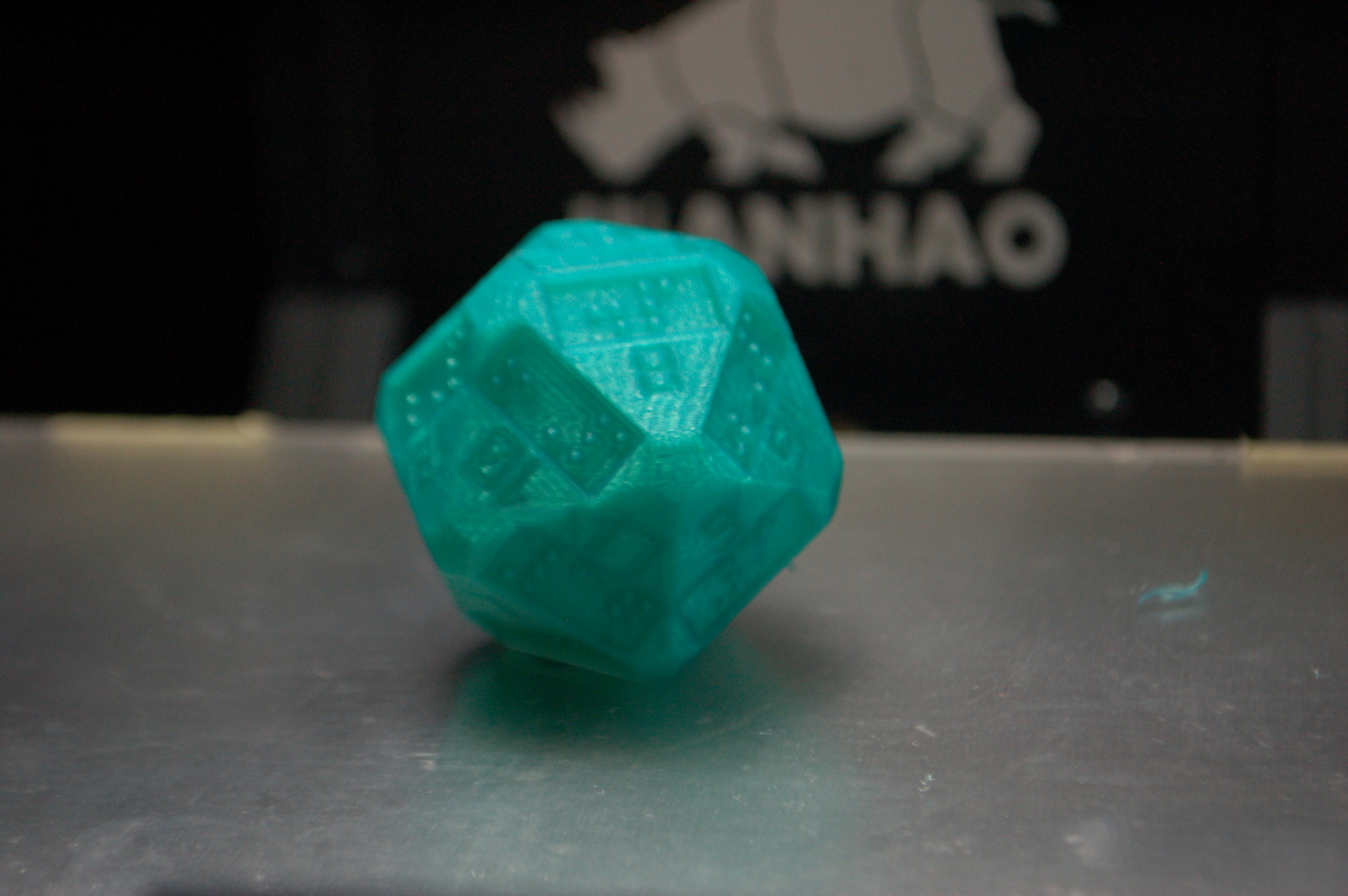
Első teszt: bástya
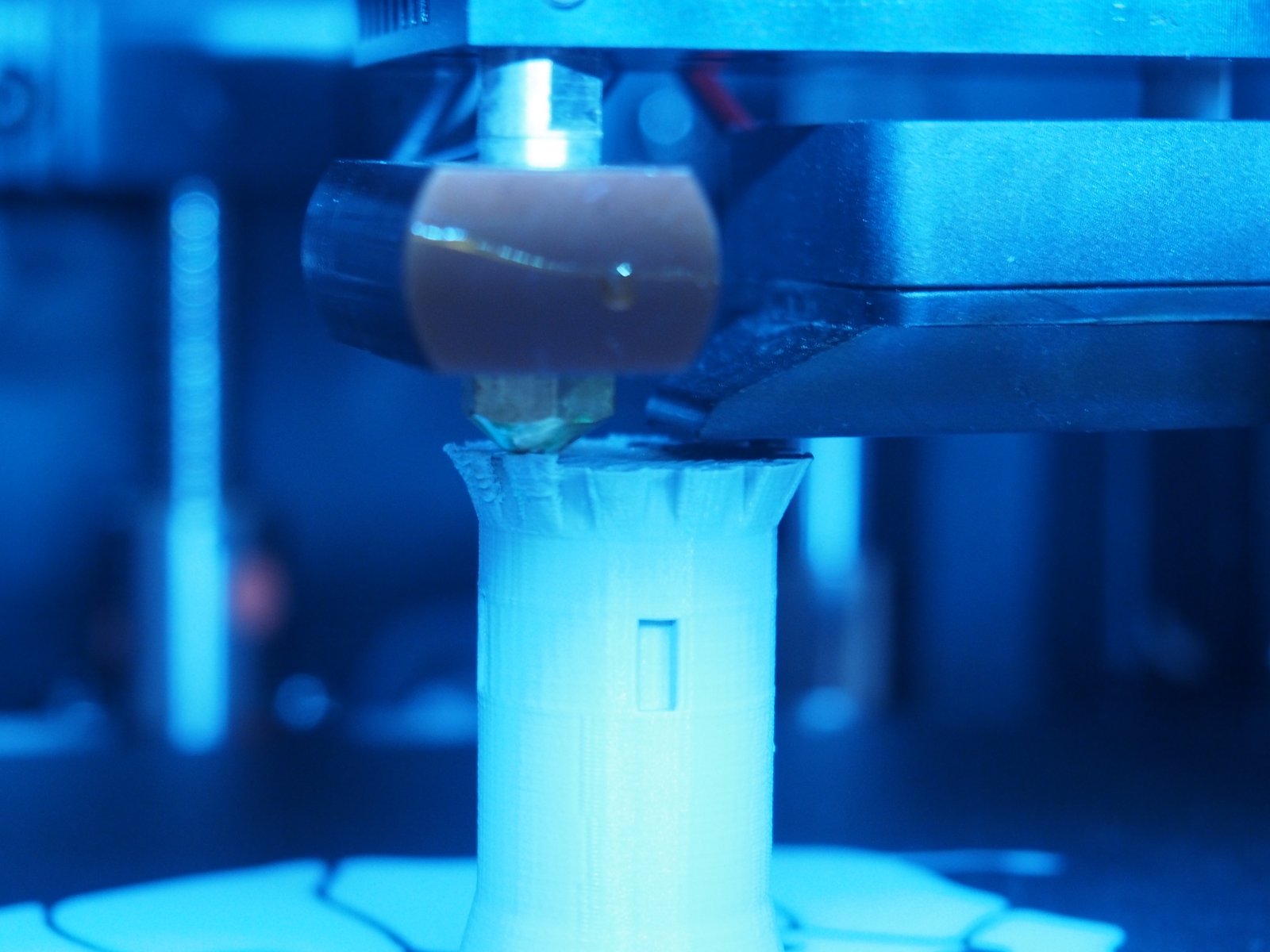

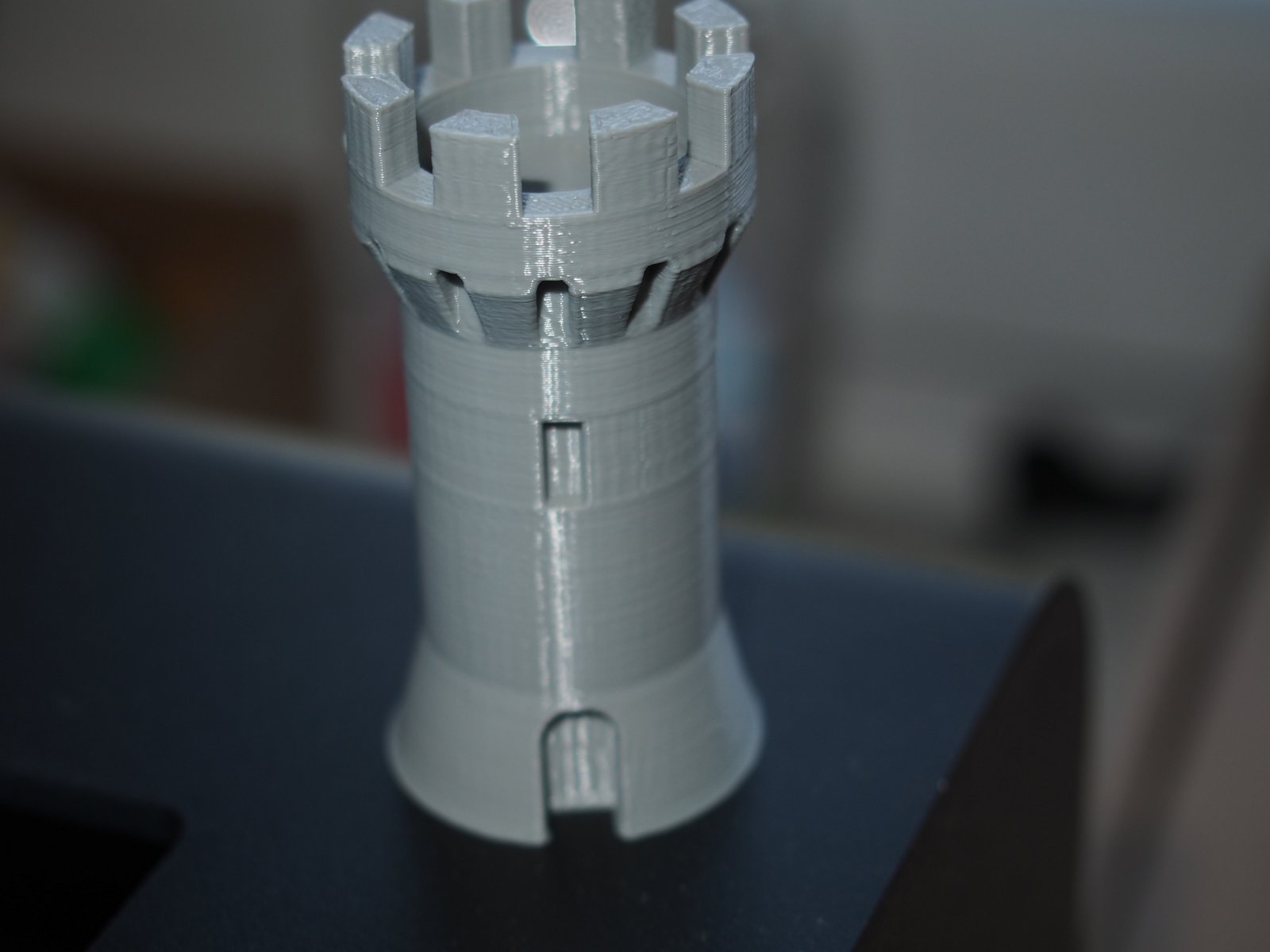
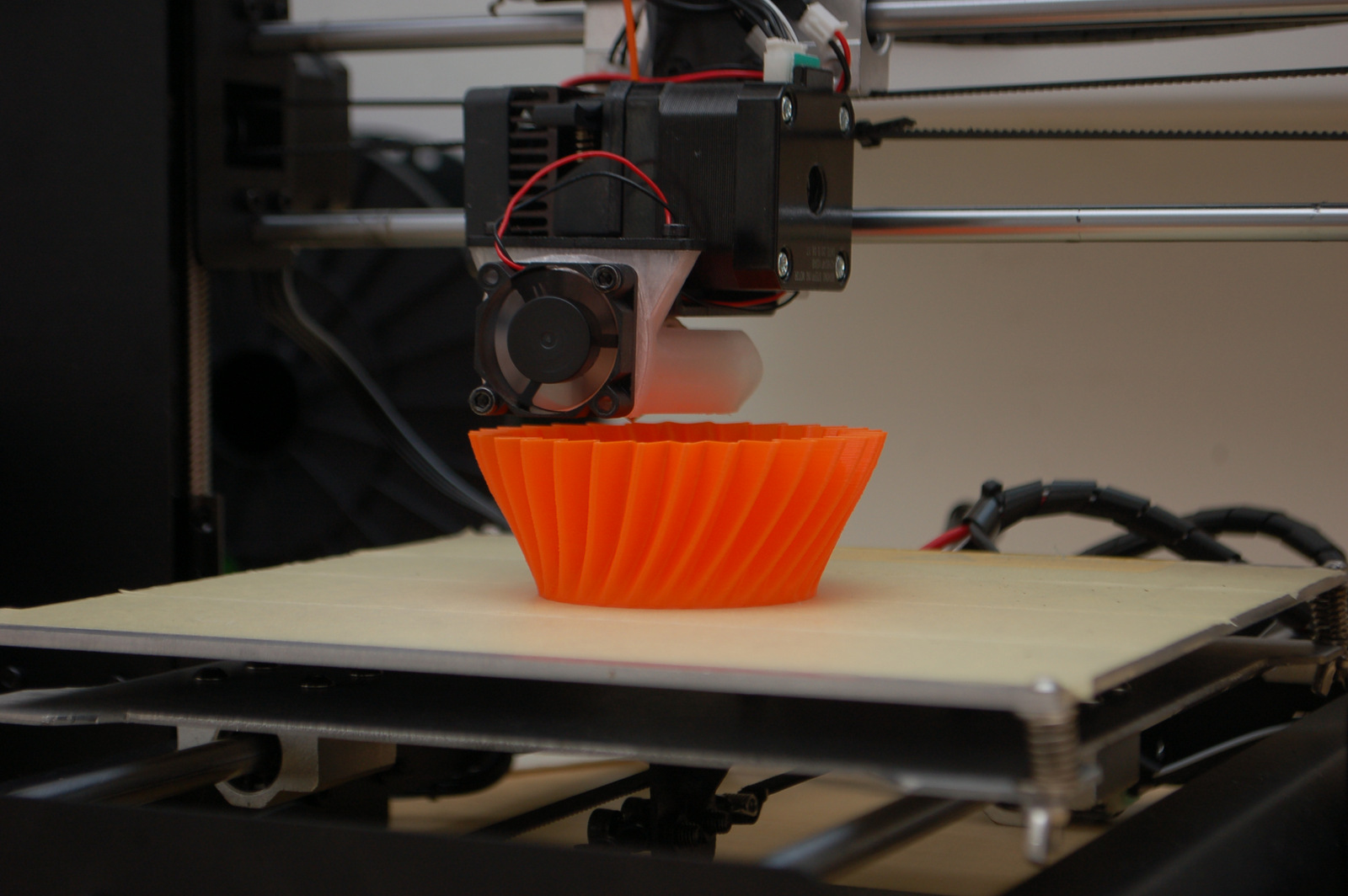
Hát ez nem lett annyira szép. A tárgy bal oldala, ahol nem éri annyira a hűtés, nem lett valami jó, kicsit megfolyt az emelkedésnél. Valamit csinálnom kell, hogy jobban érje a levegő...
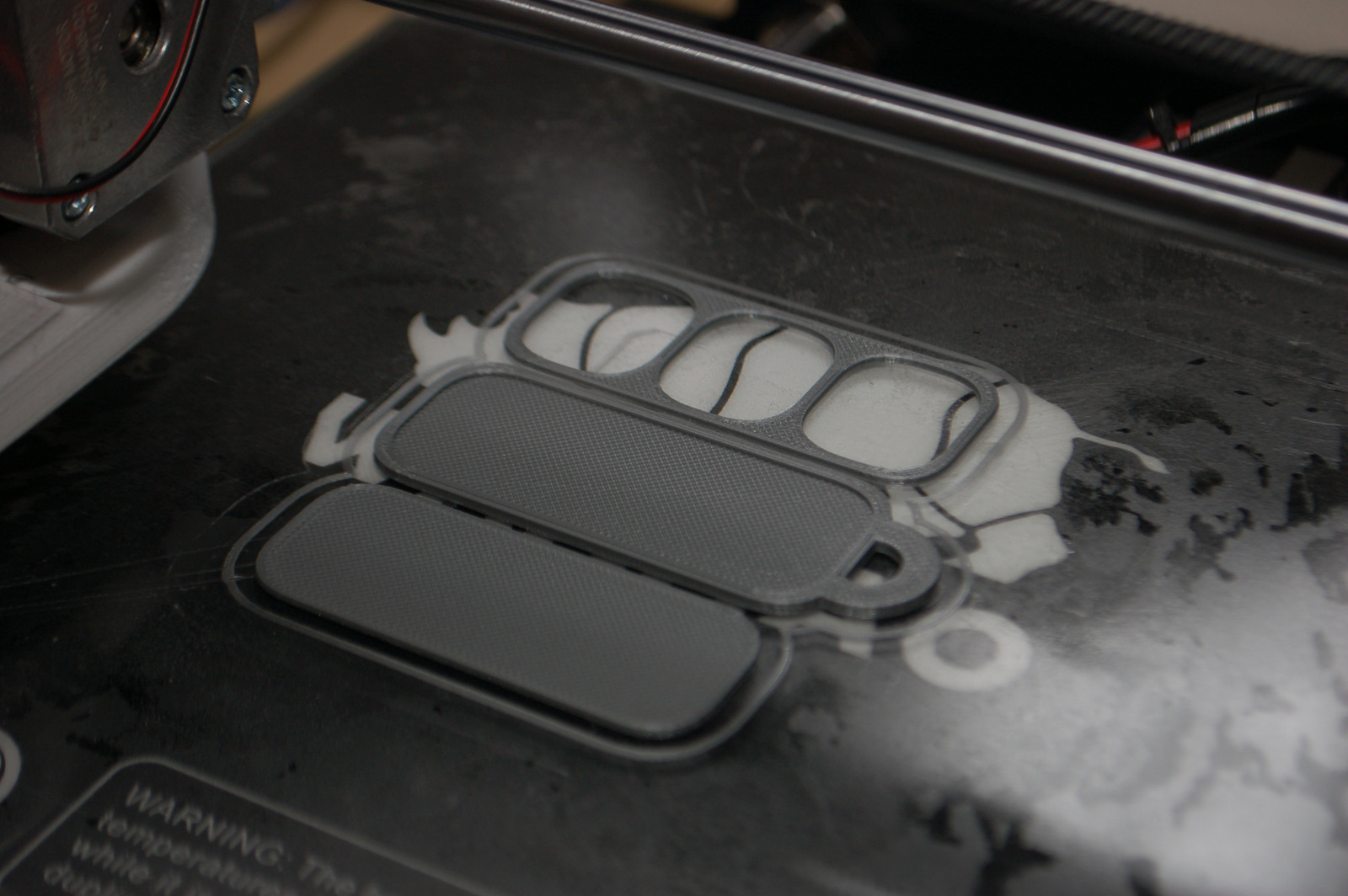
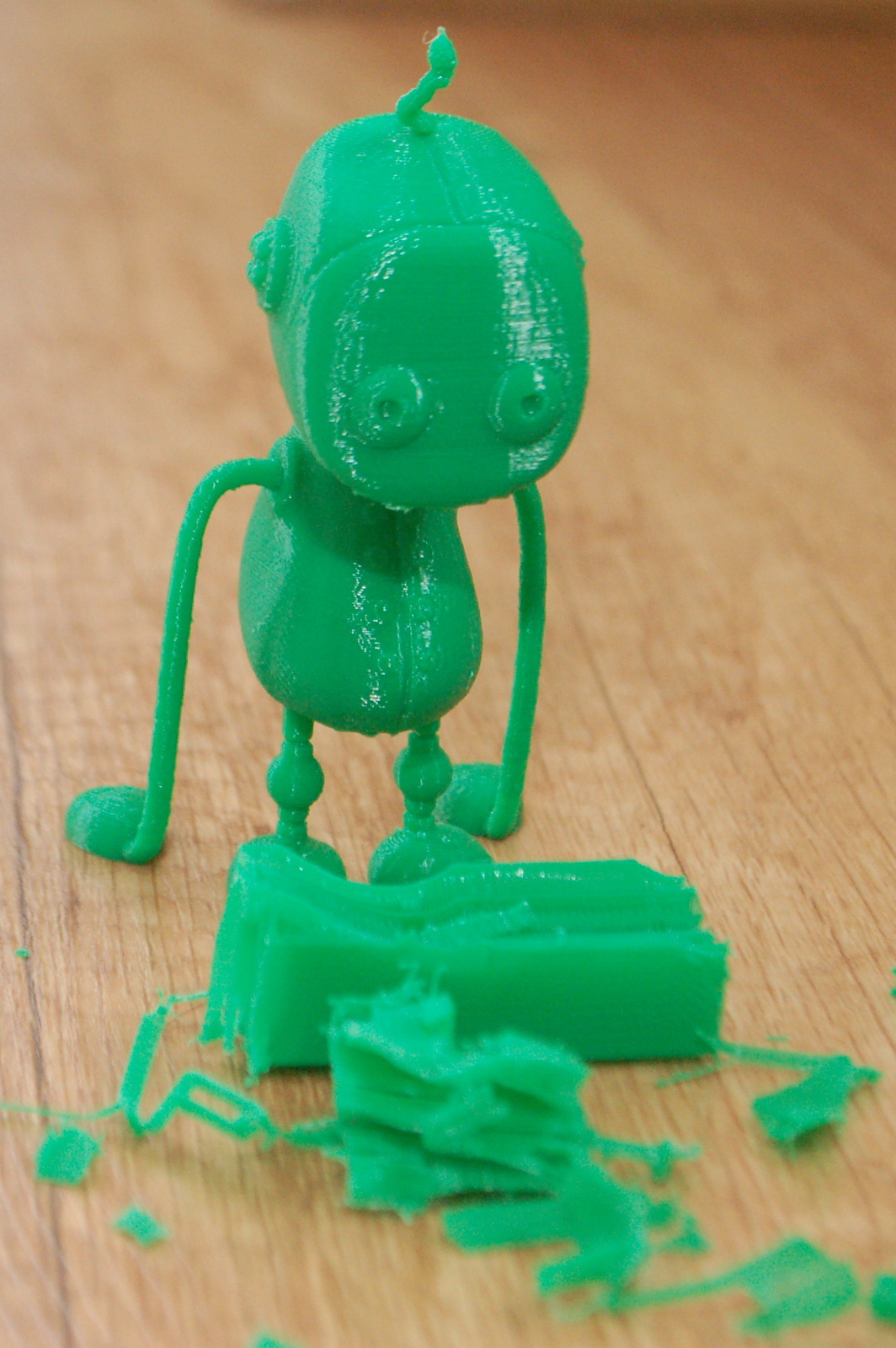
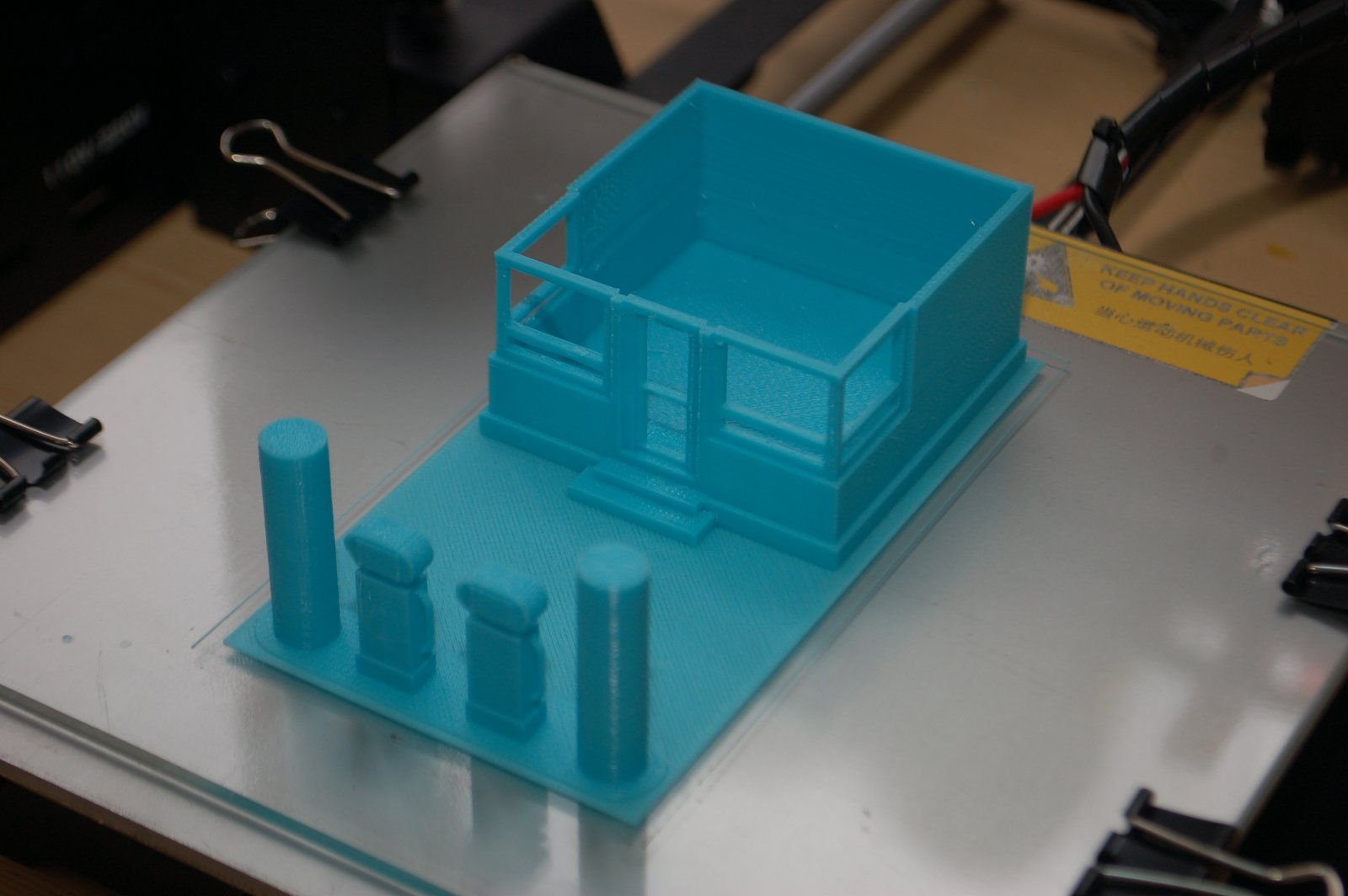
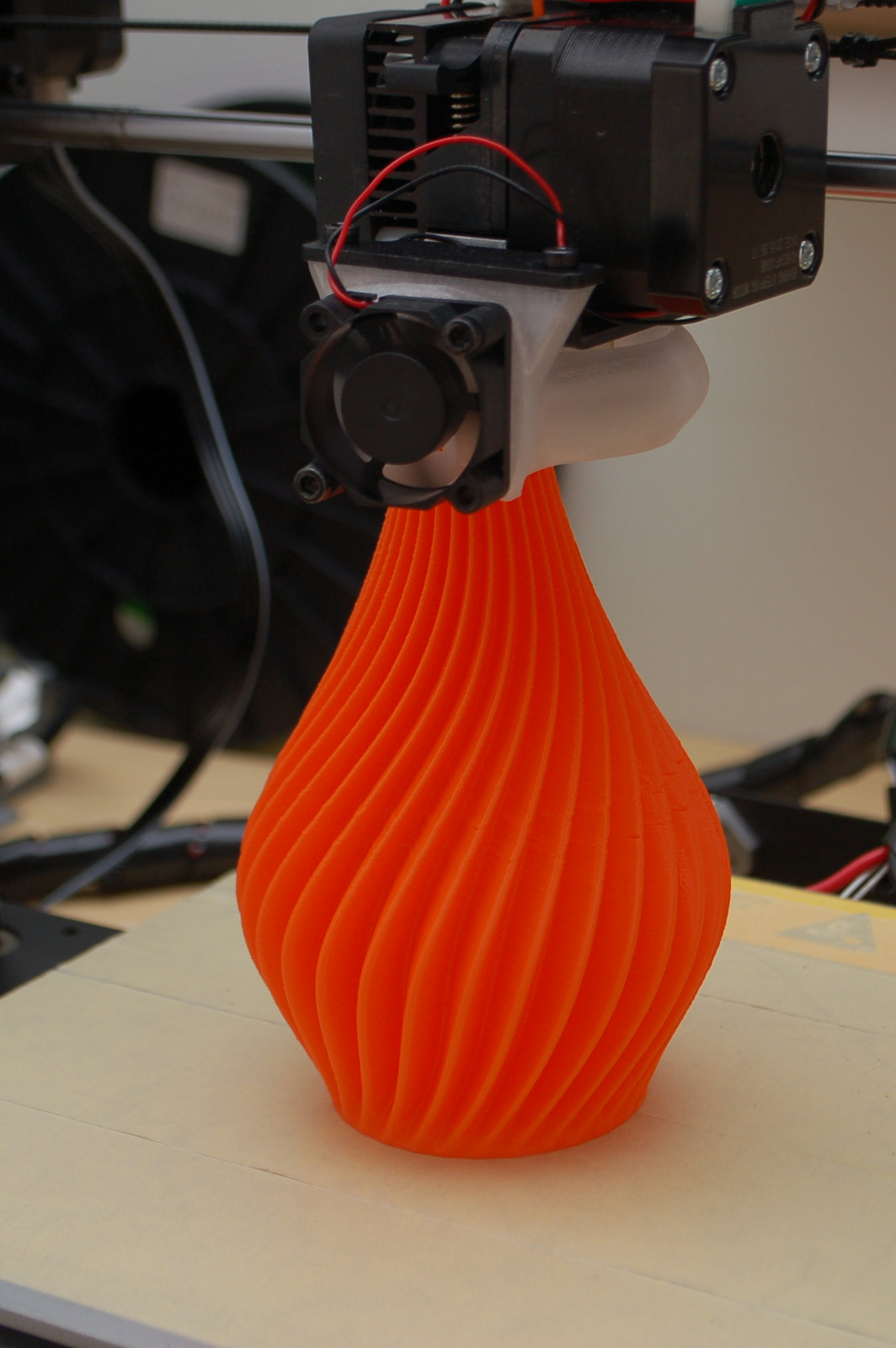
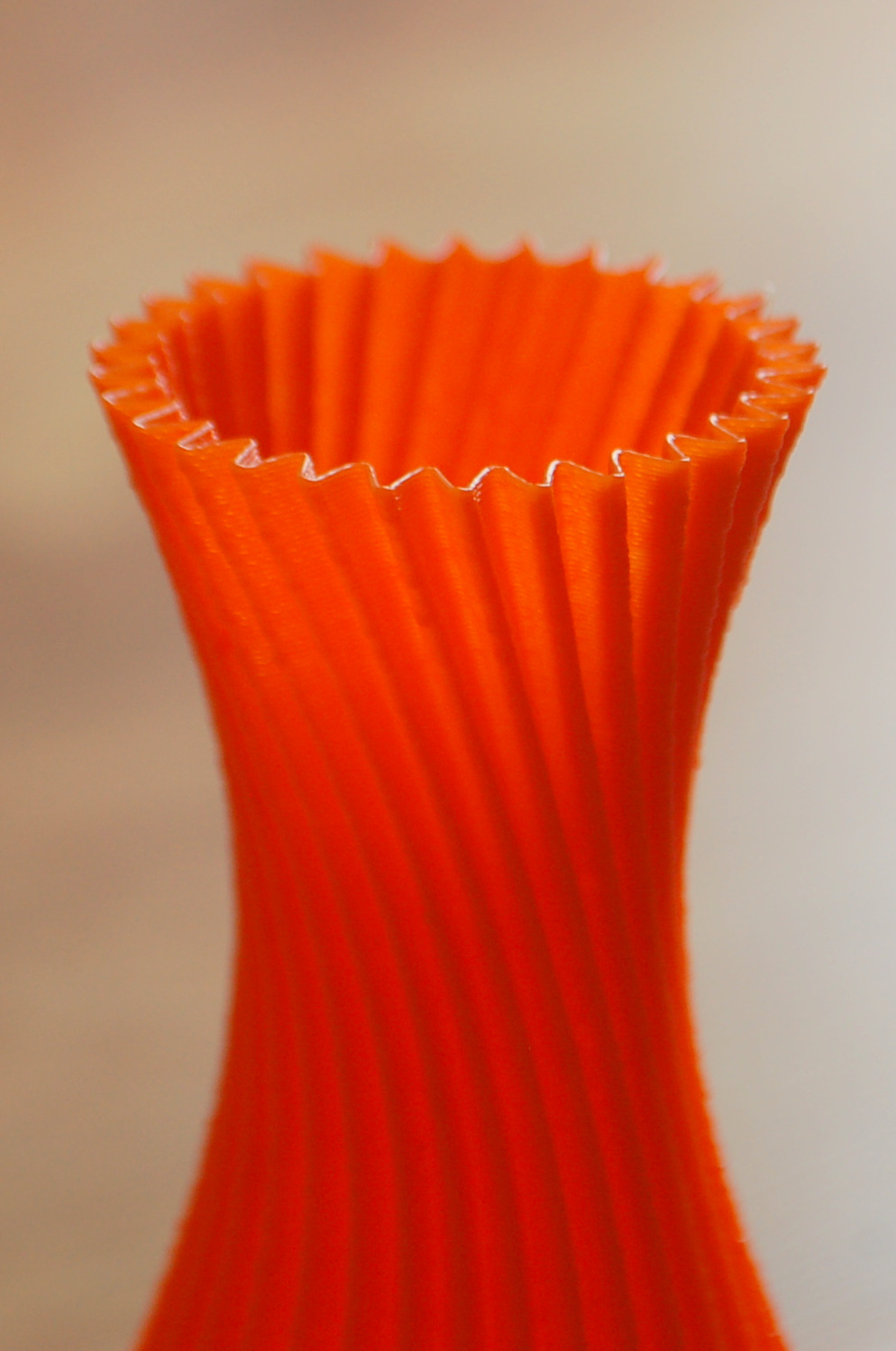
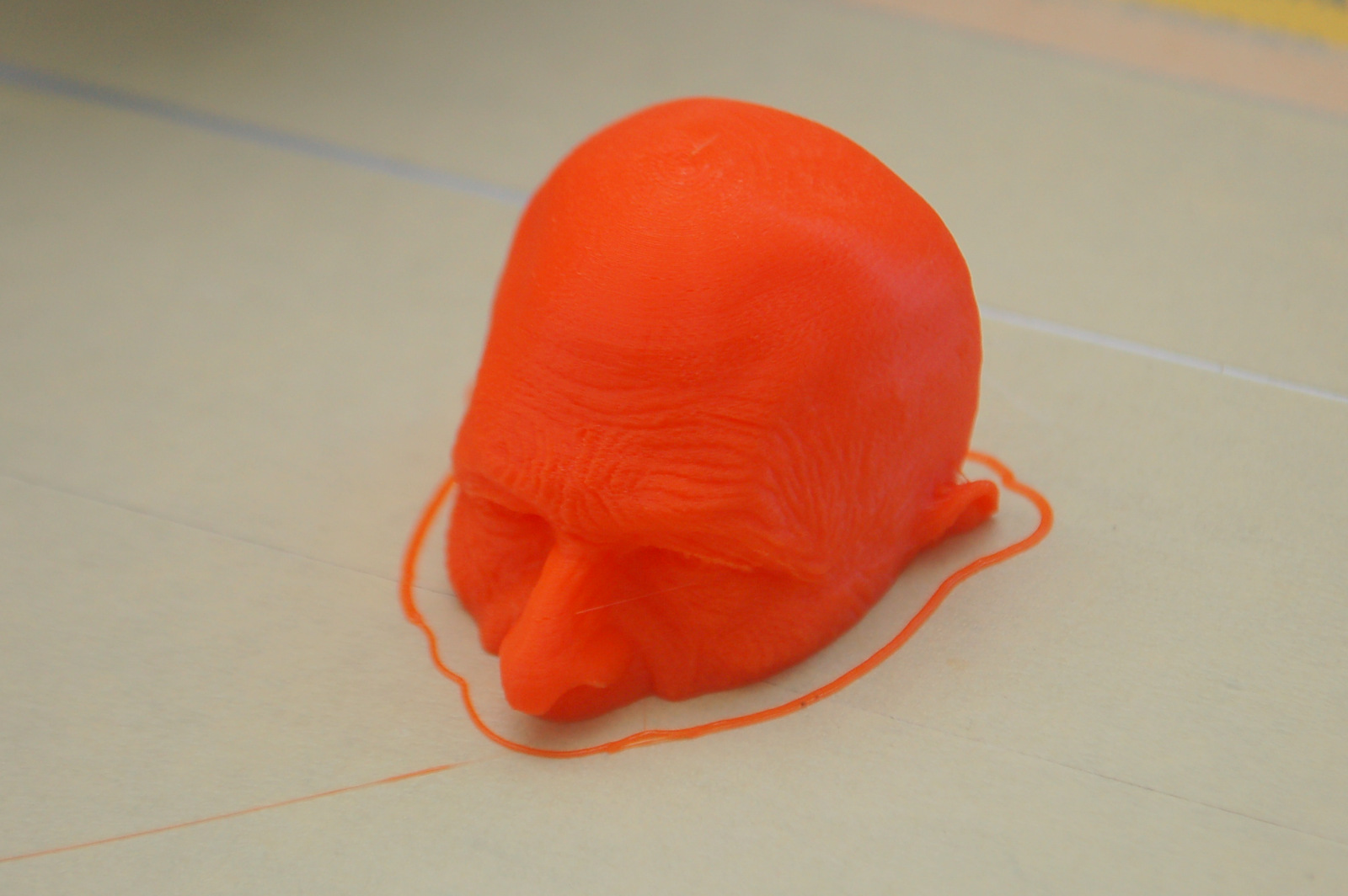
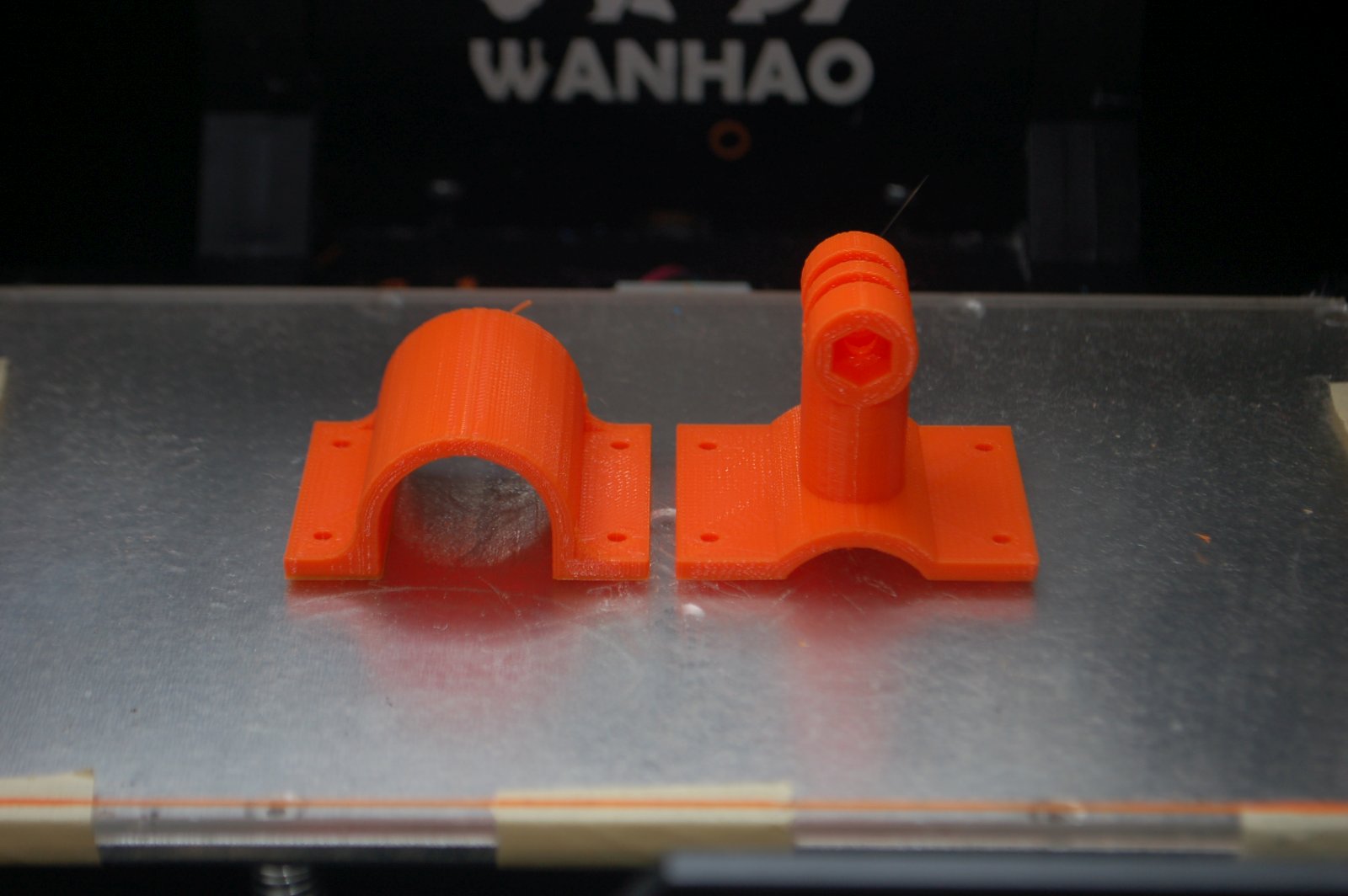
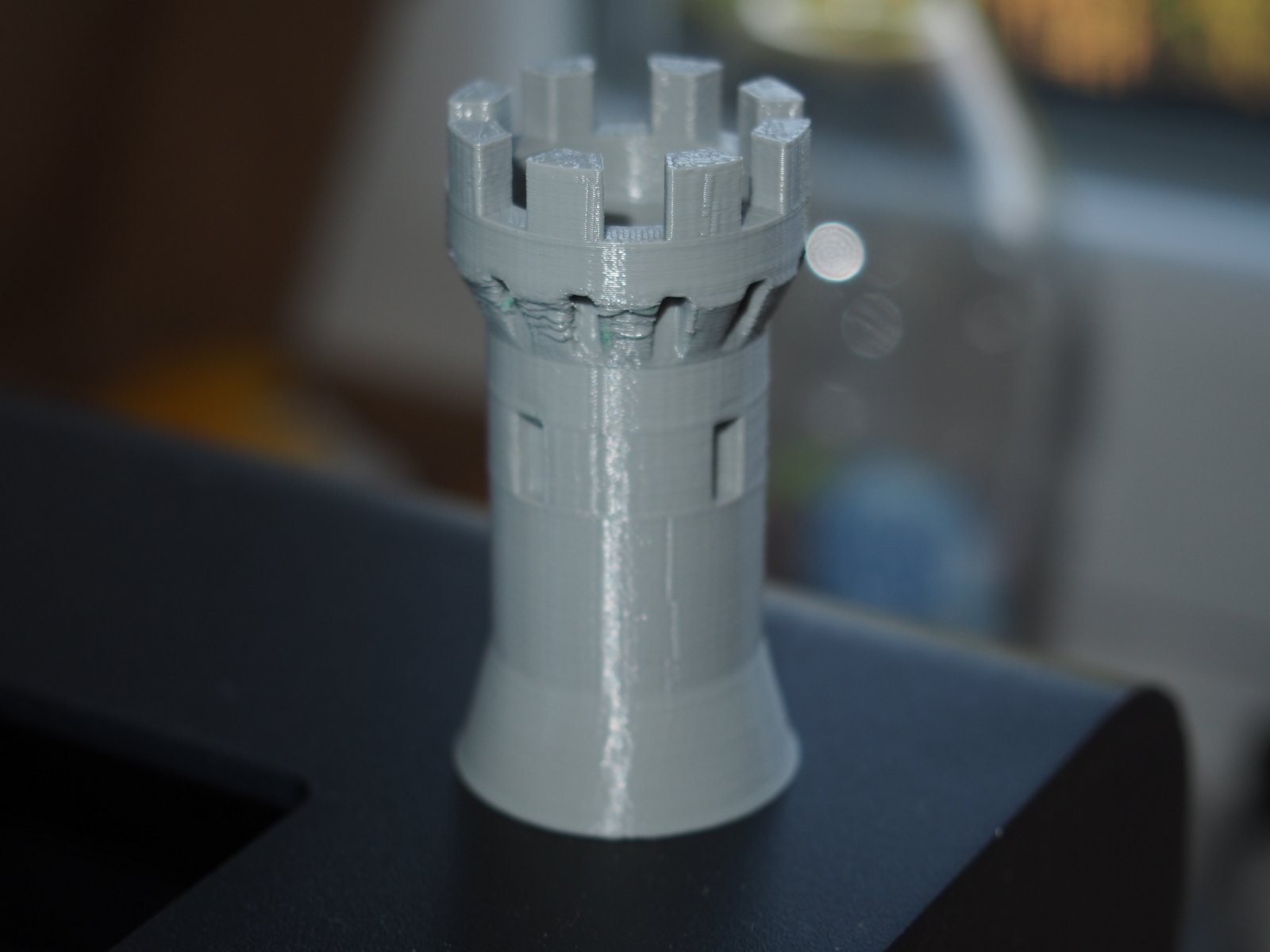
Második teszt: bástya
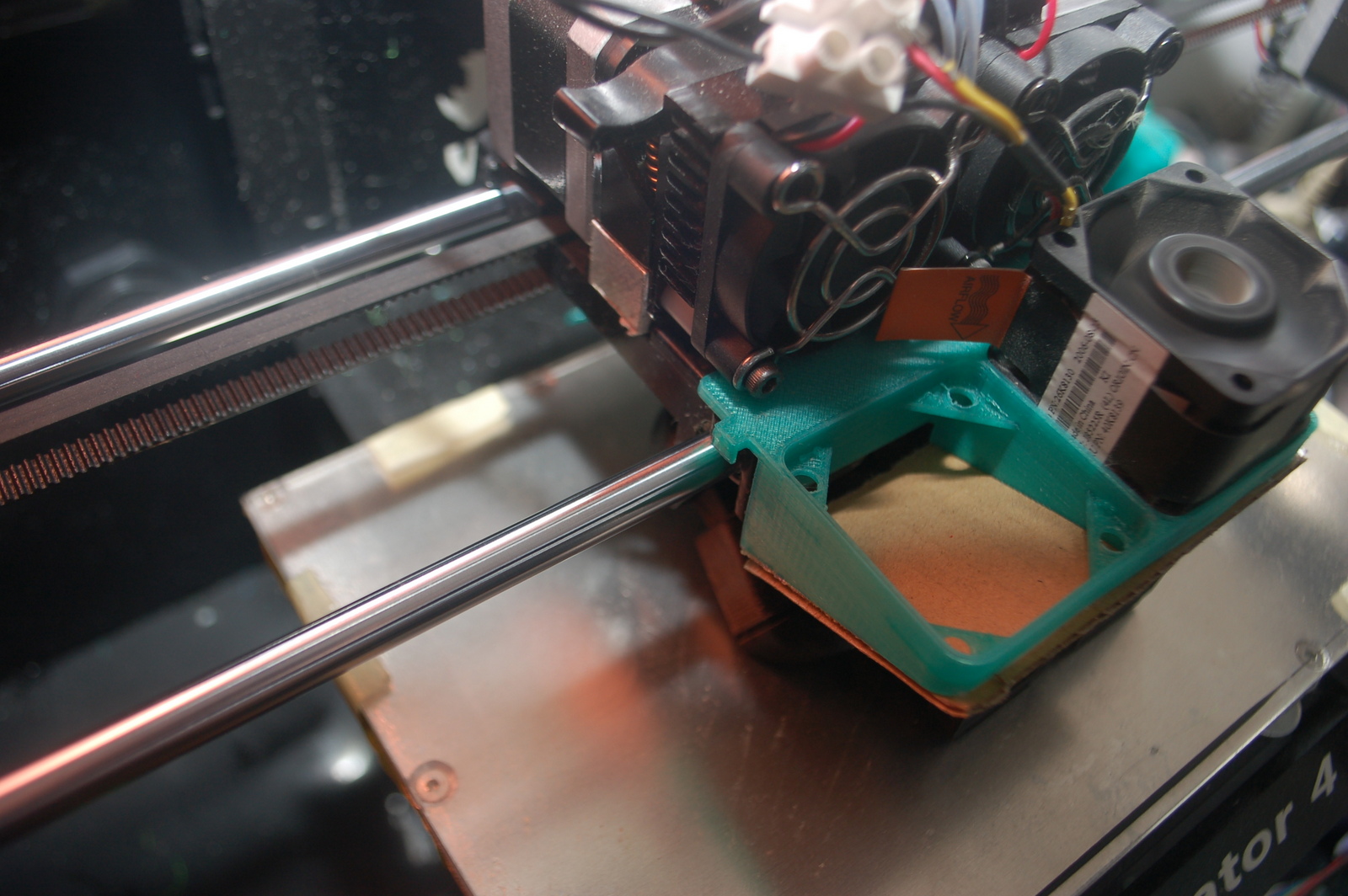
A második tesztnél, mivel nem akartam annyira átalakítani az egész hűtési rendszert, egyszerűen csak kicseréltem a gyári 24V-os ventit egy 12V-osra. Megnézem majd később, hogy az alaplap mennyit ad le eleve, lehet, hogy a 24V-os nem jó választás.
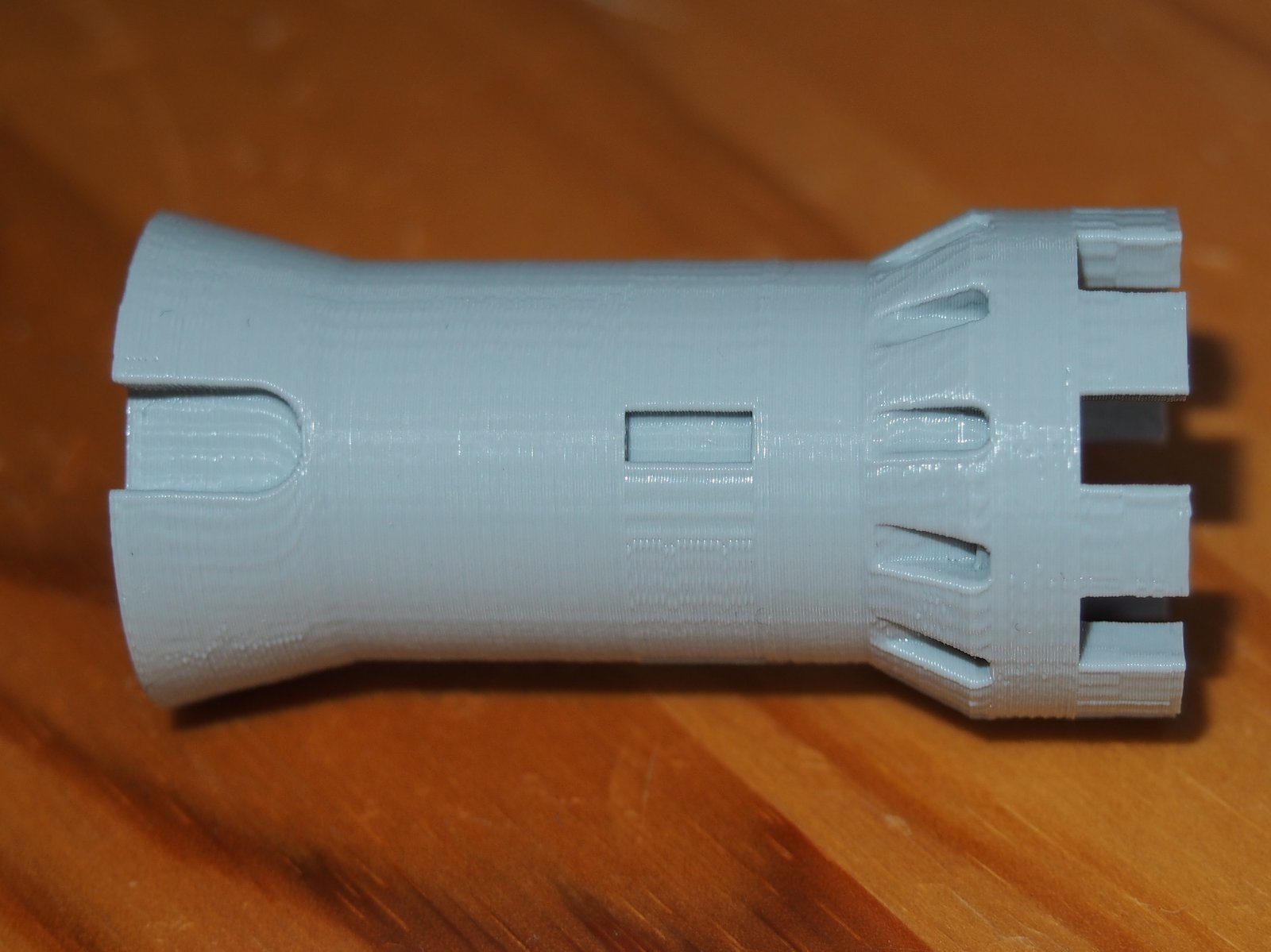
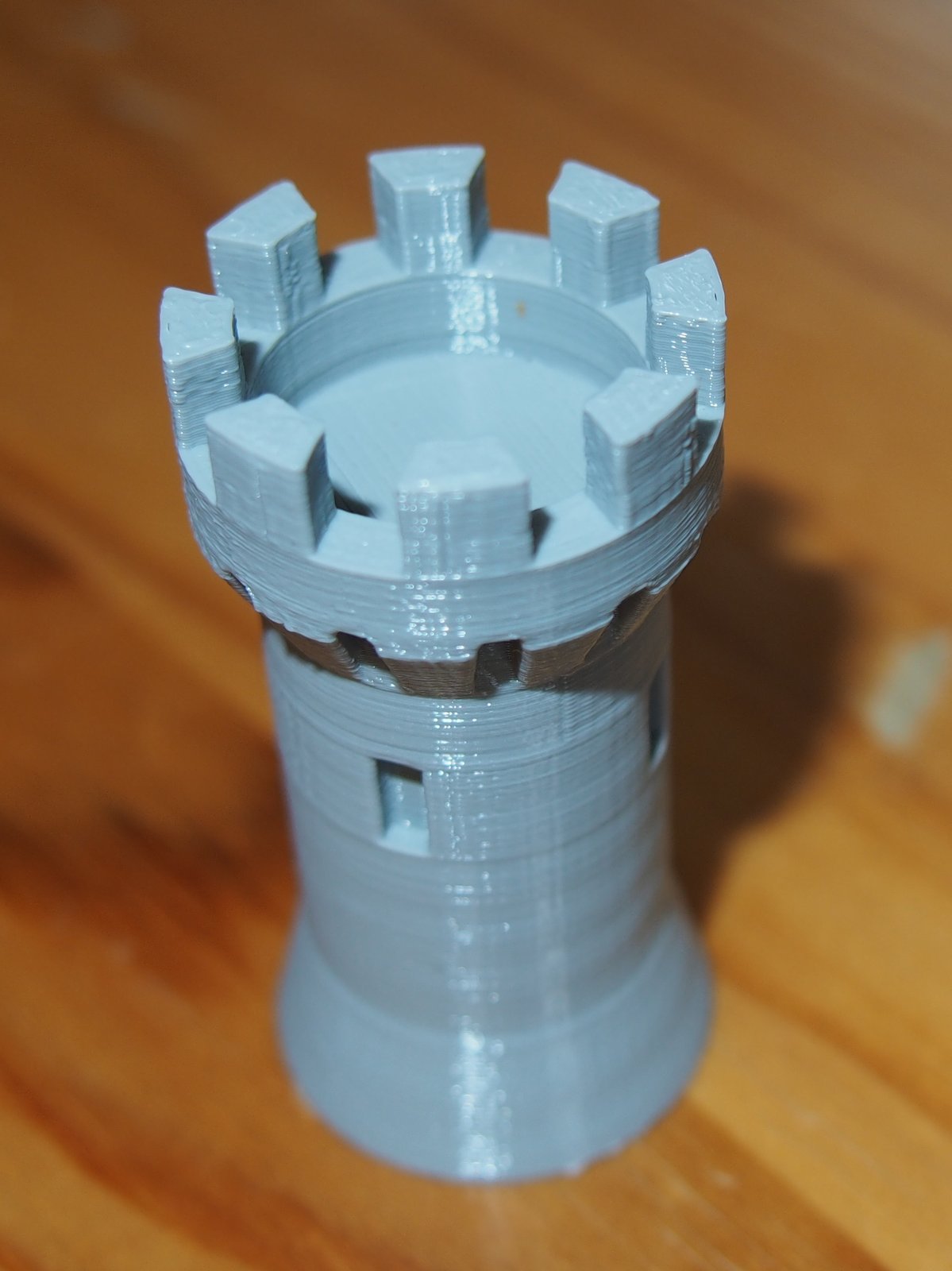
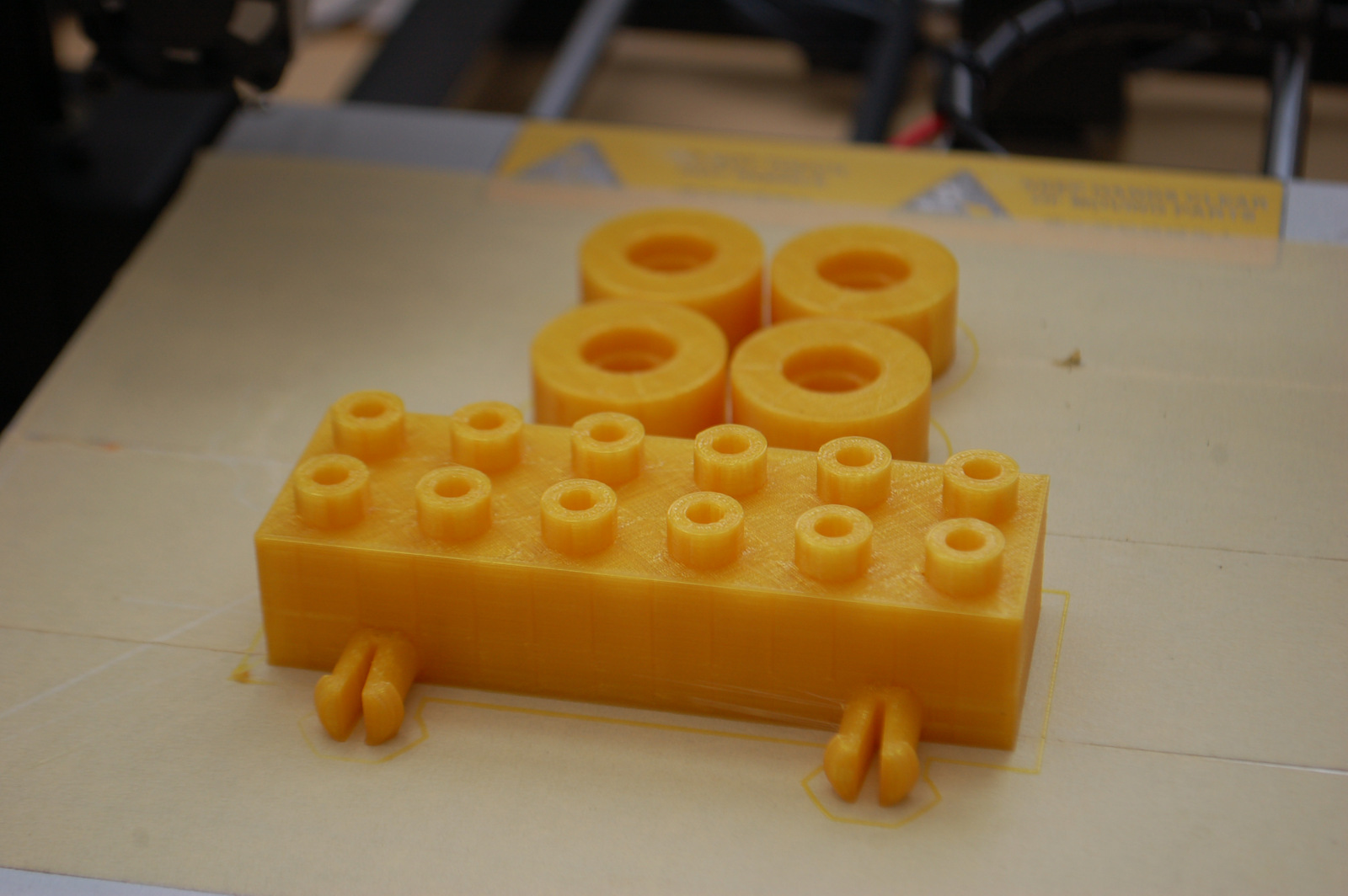
Ez sokkal jobb lett mint az előző bástya nyomtatás. Még egy picit lehet javítani a hűtésen talán, de elég nagy a javulás.
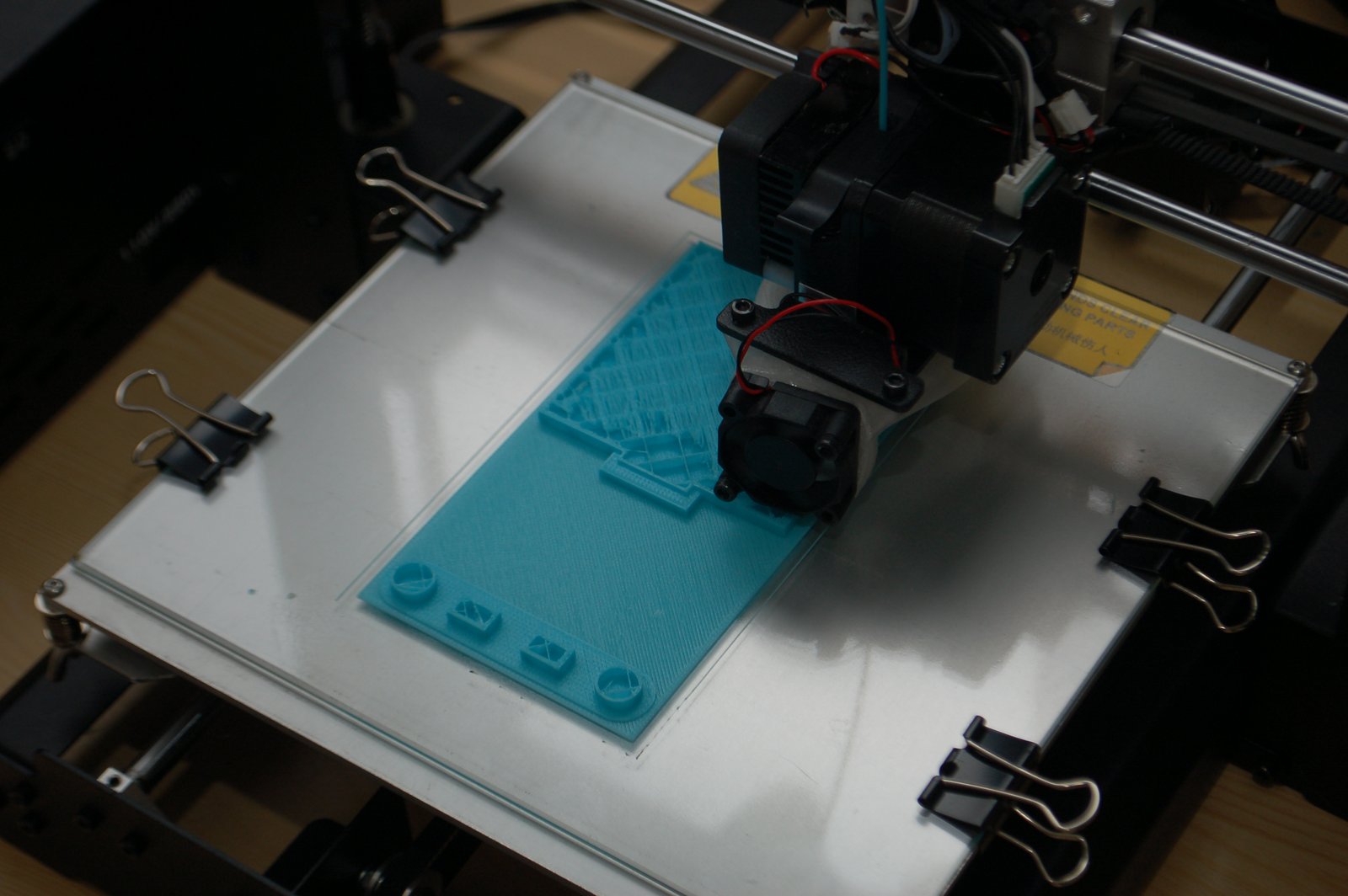
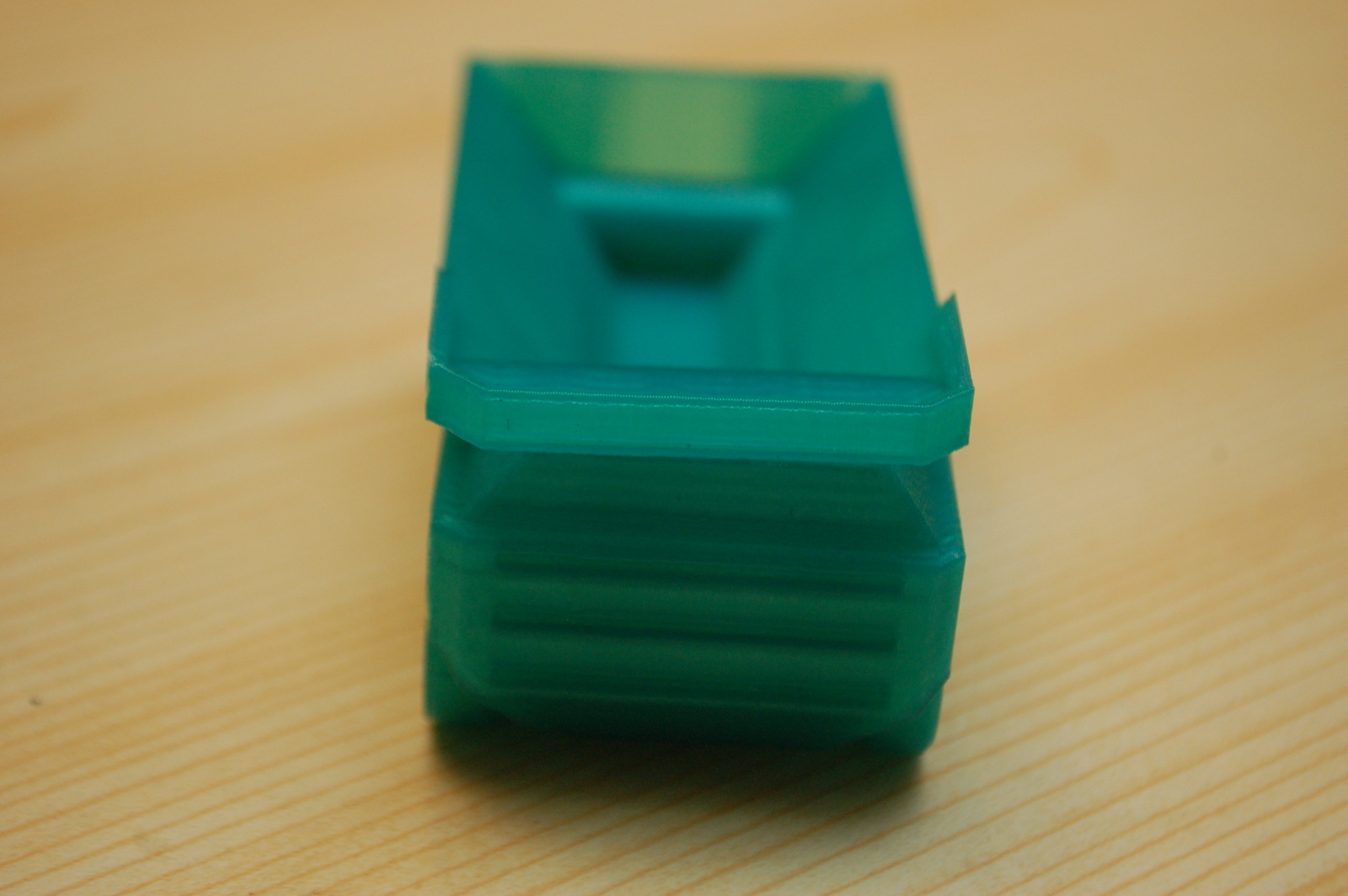
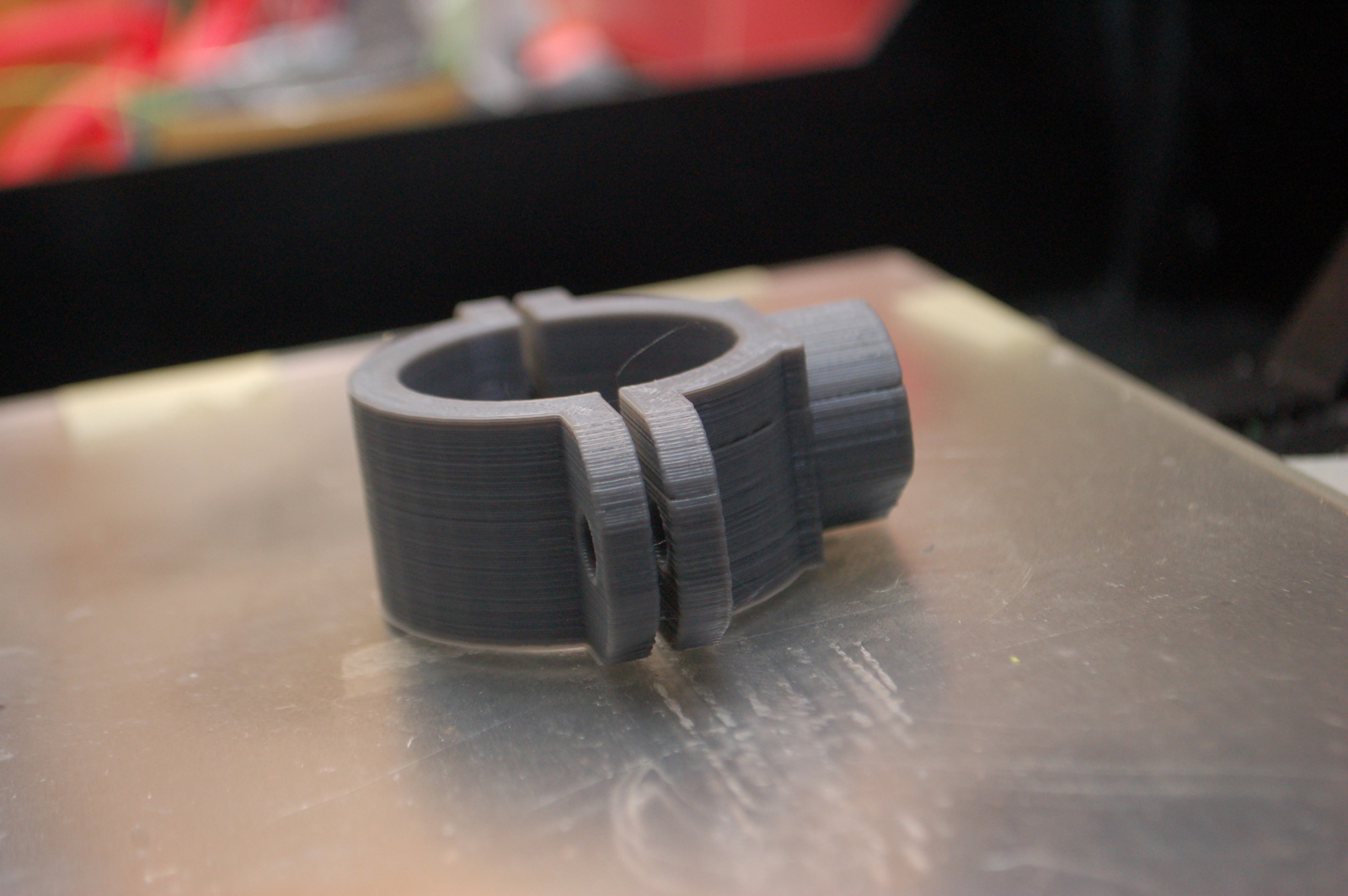
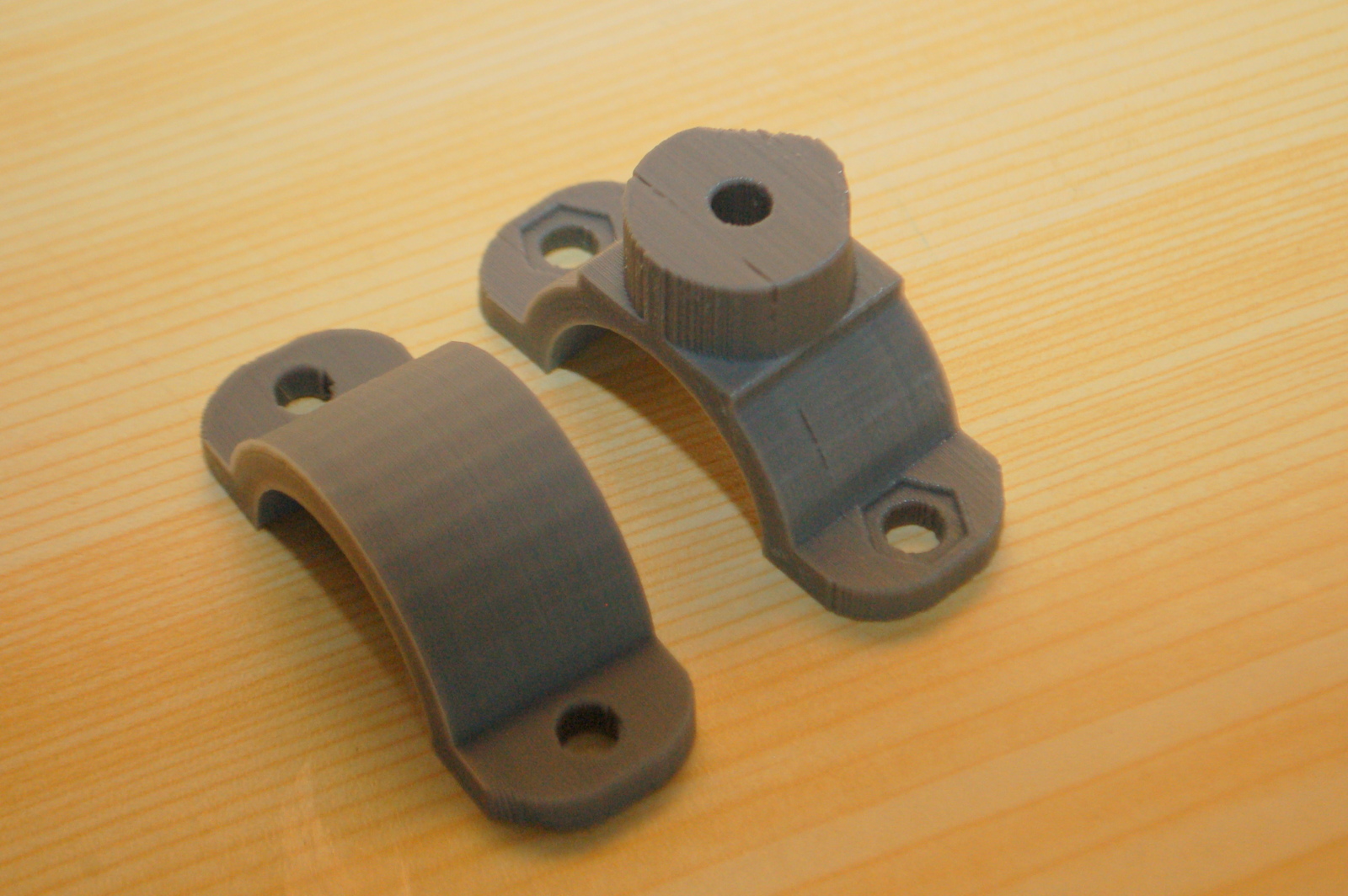
Harmadik teszt: 2CV autó
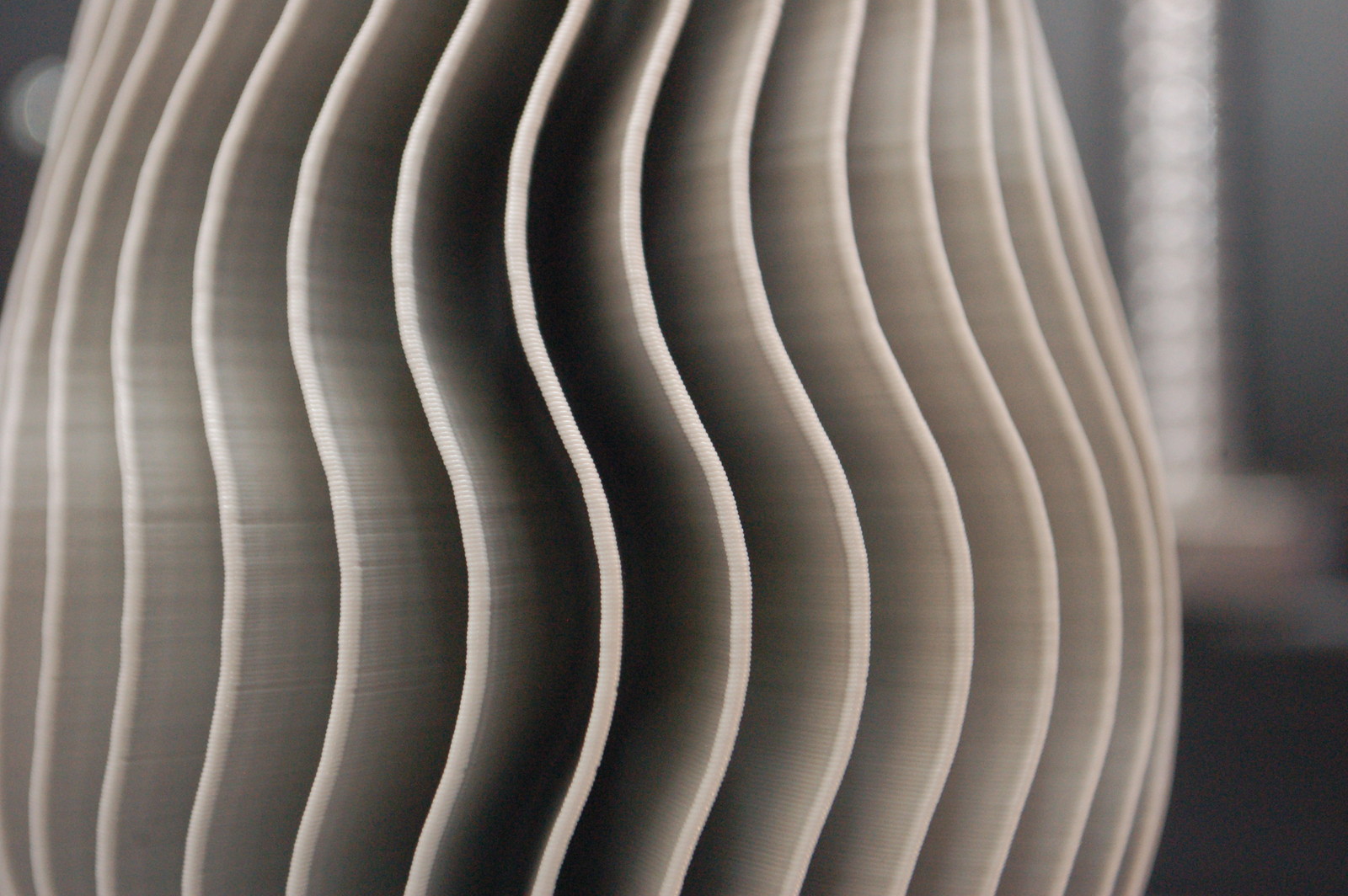
Itt azt akartam tesztelni, 0.2mm-es rétegvastagsággal, hogy mennyire egyenletesek a rétegek, az autó "hasán" egyenletes felületén például.
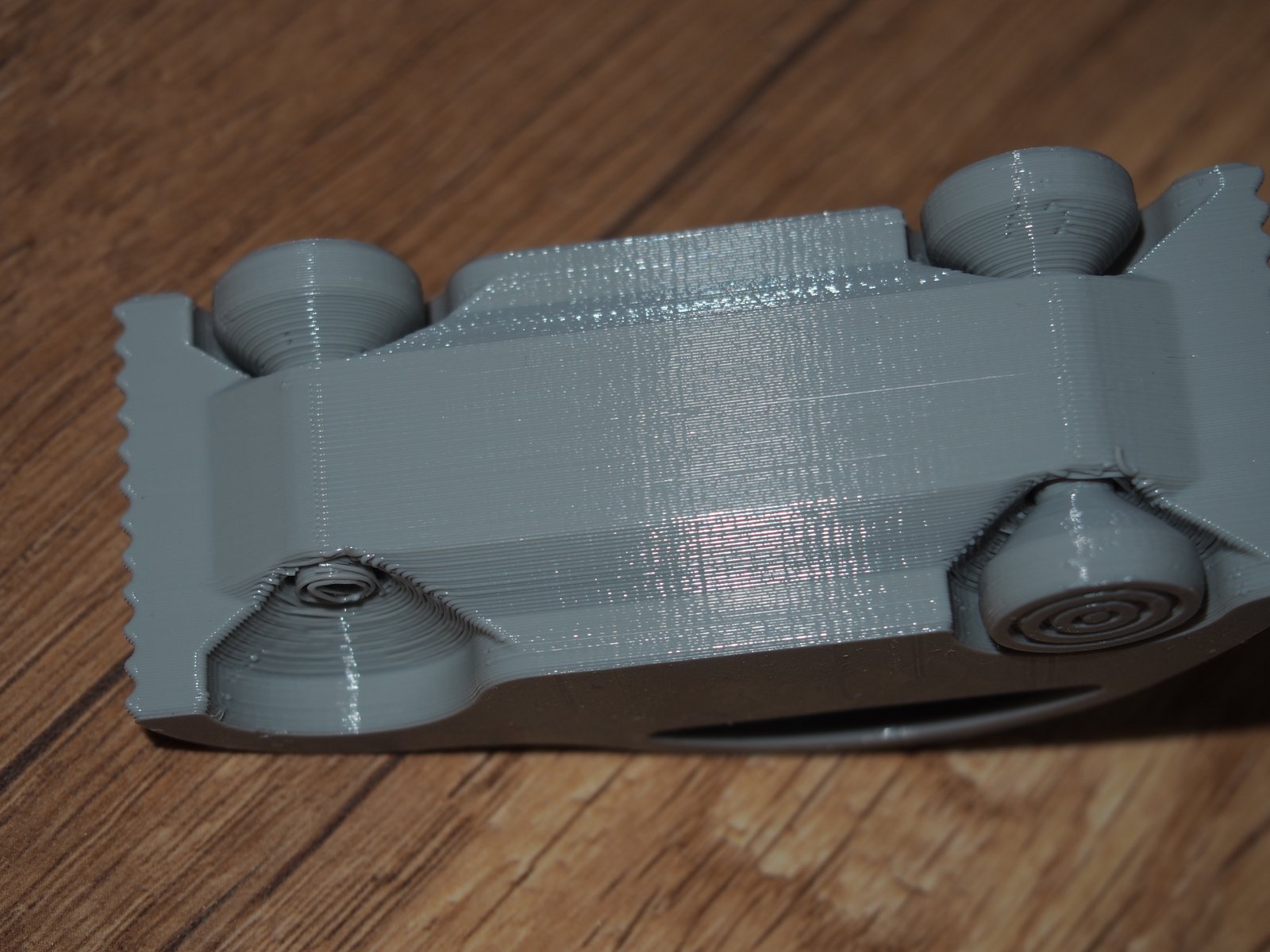

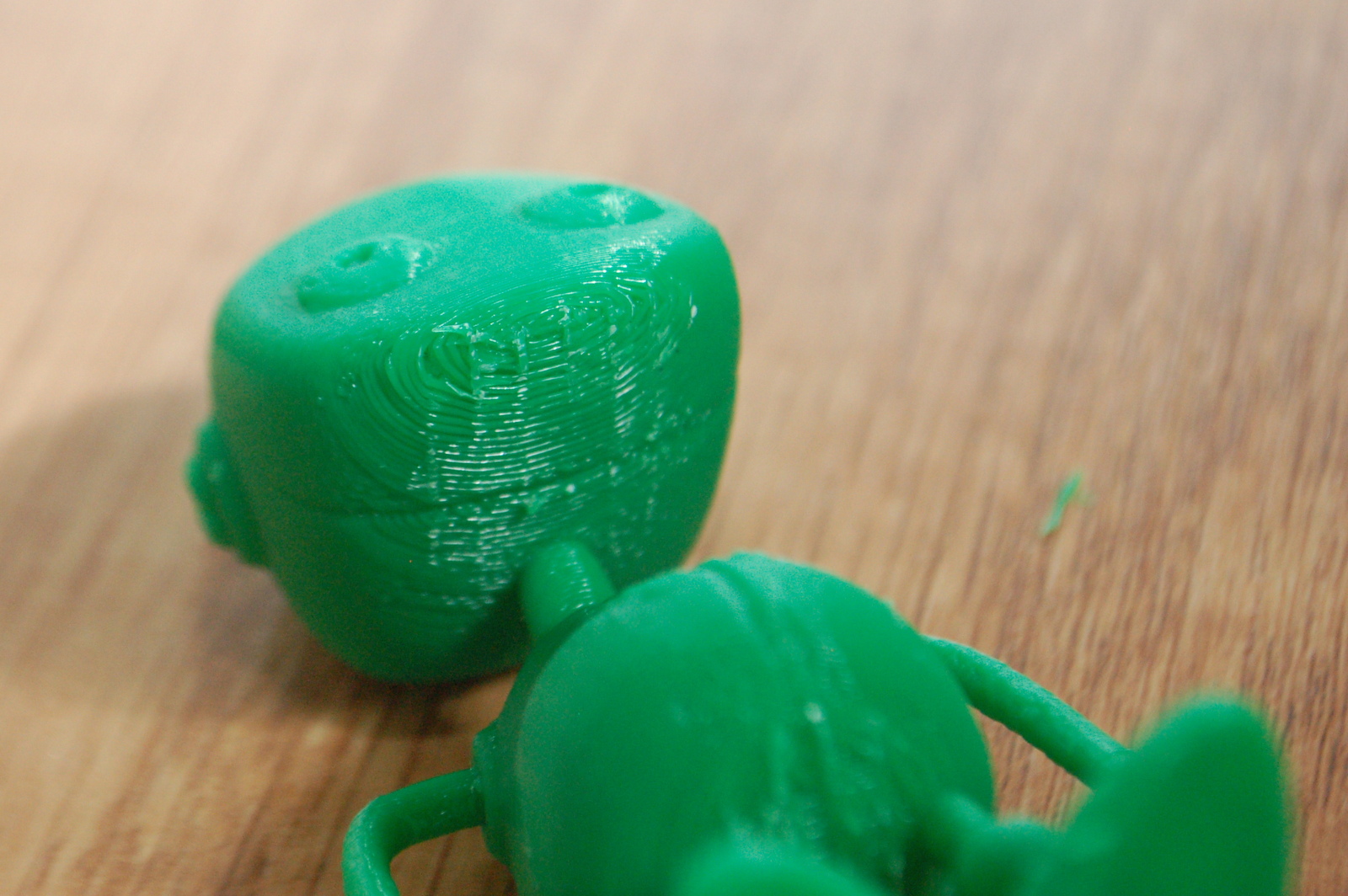
Szép lett, bár sikerült tengelytörést előidéznem a felfeszegetésnél. :) Valószínűleg először a kerekeknél kellett volna felpattintanom a tárgyat, utána a többit. Majd legközelebb.
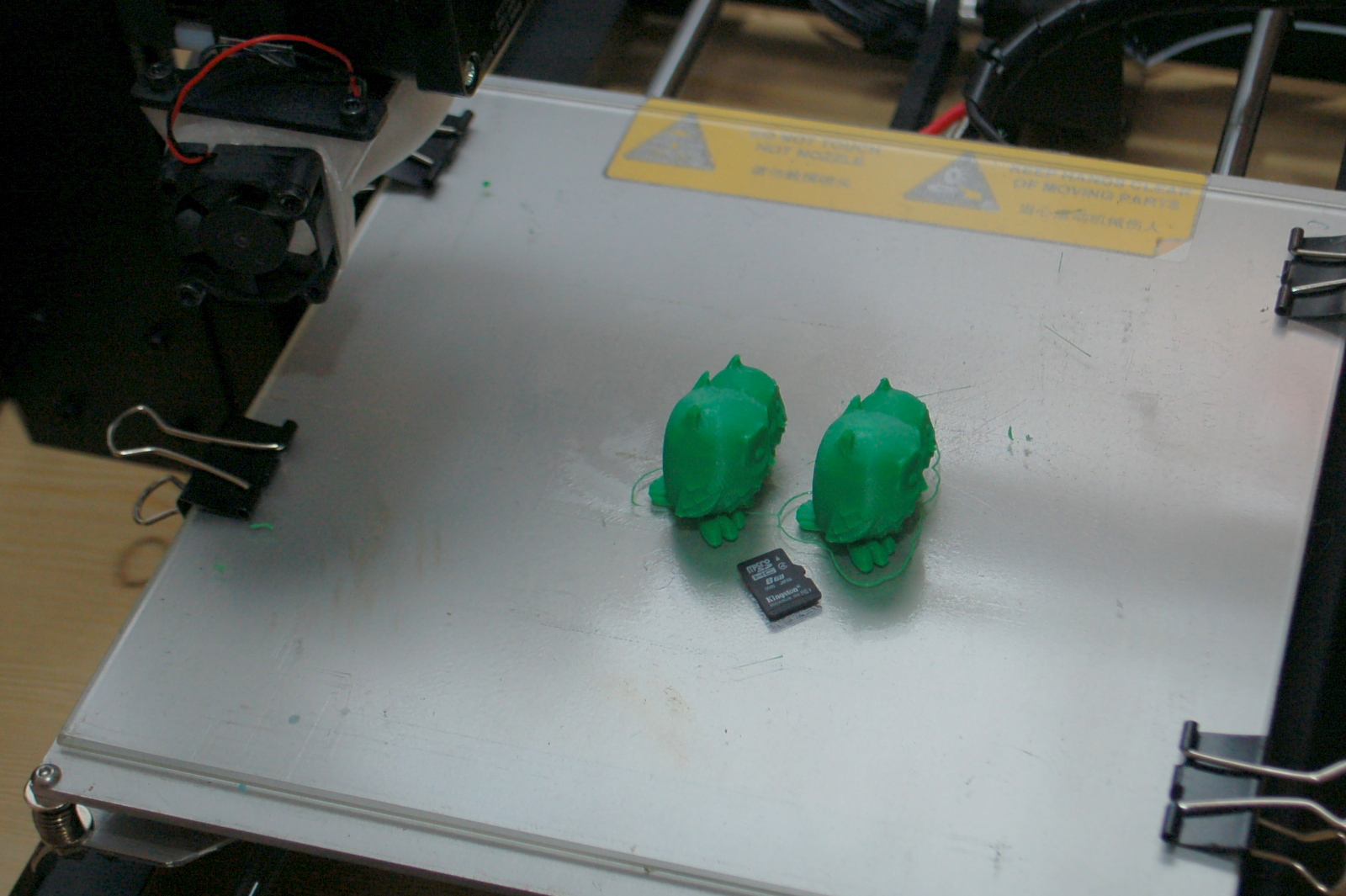
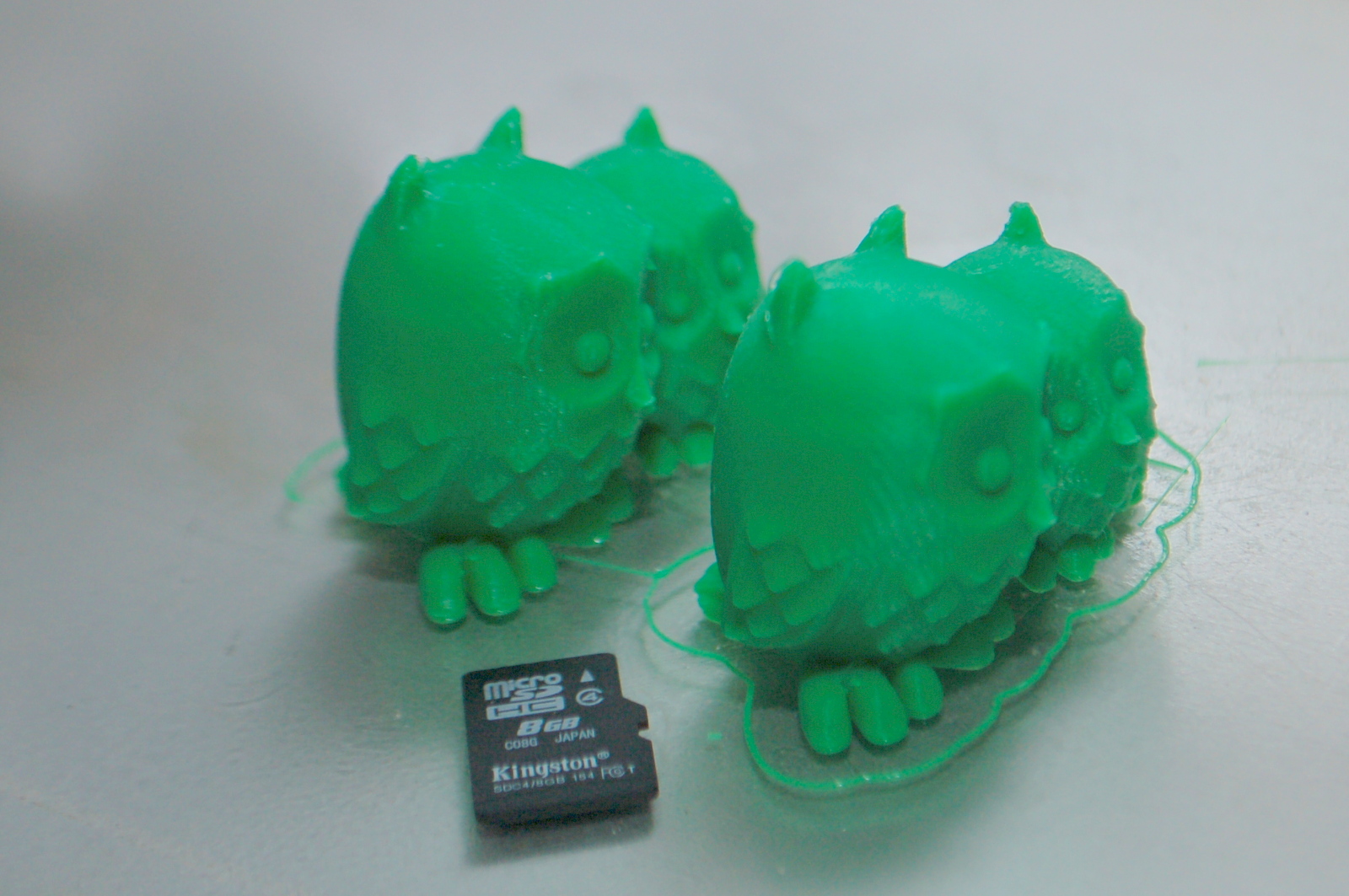
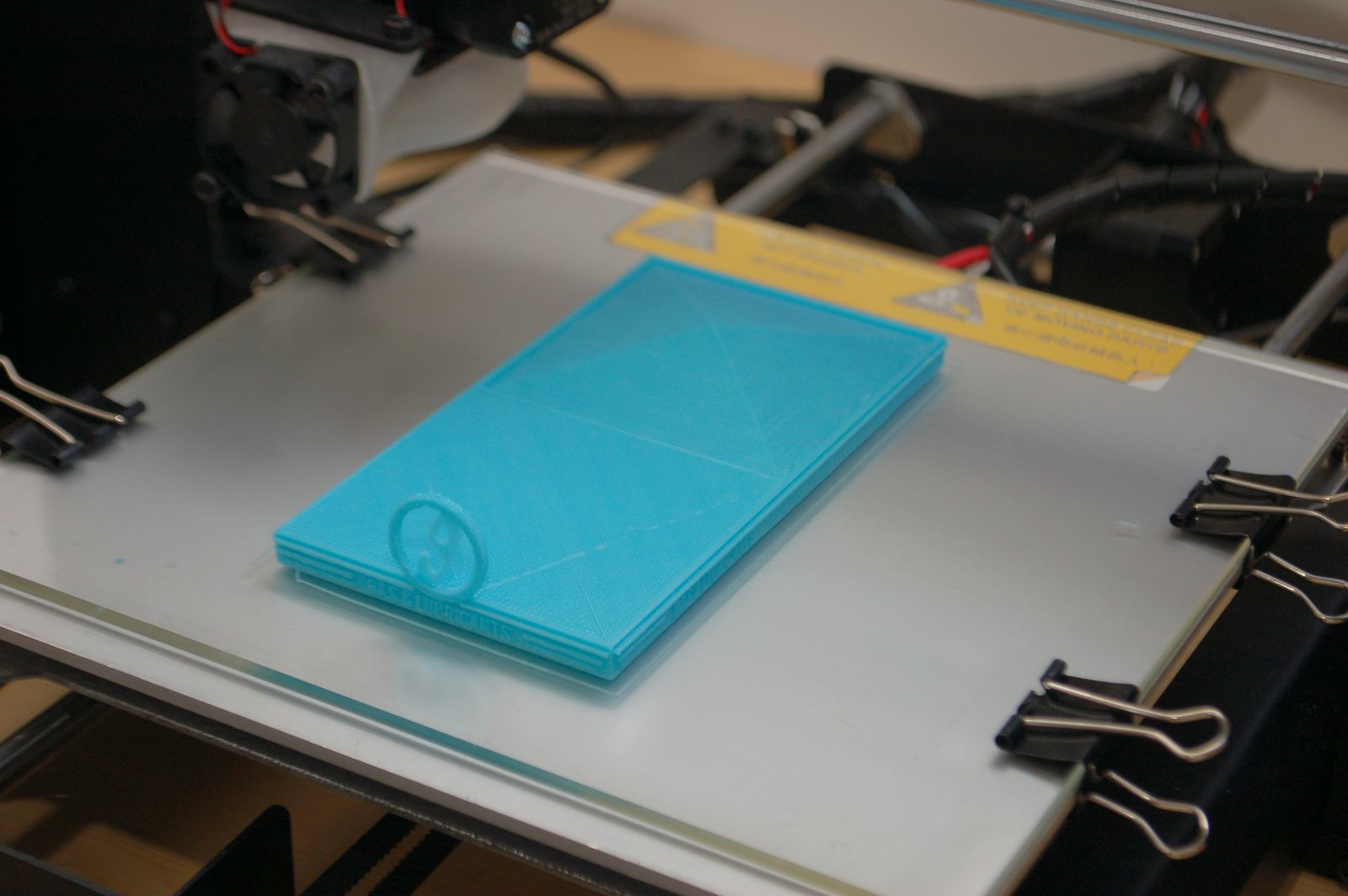
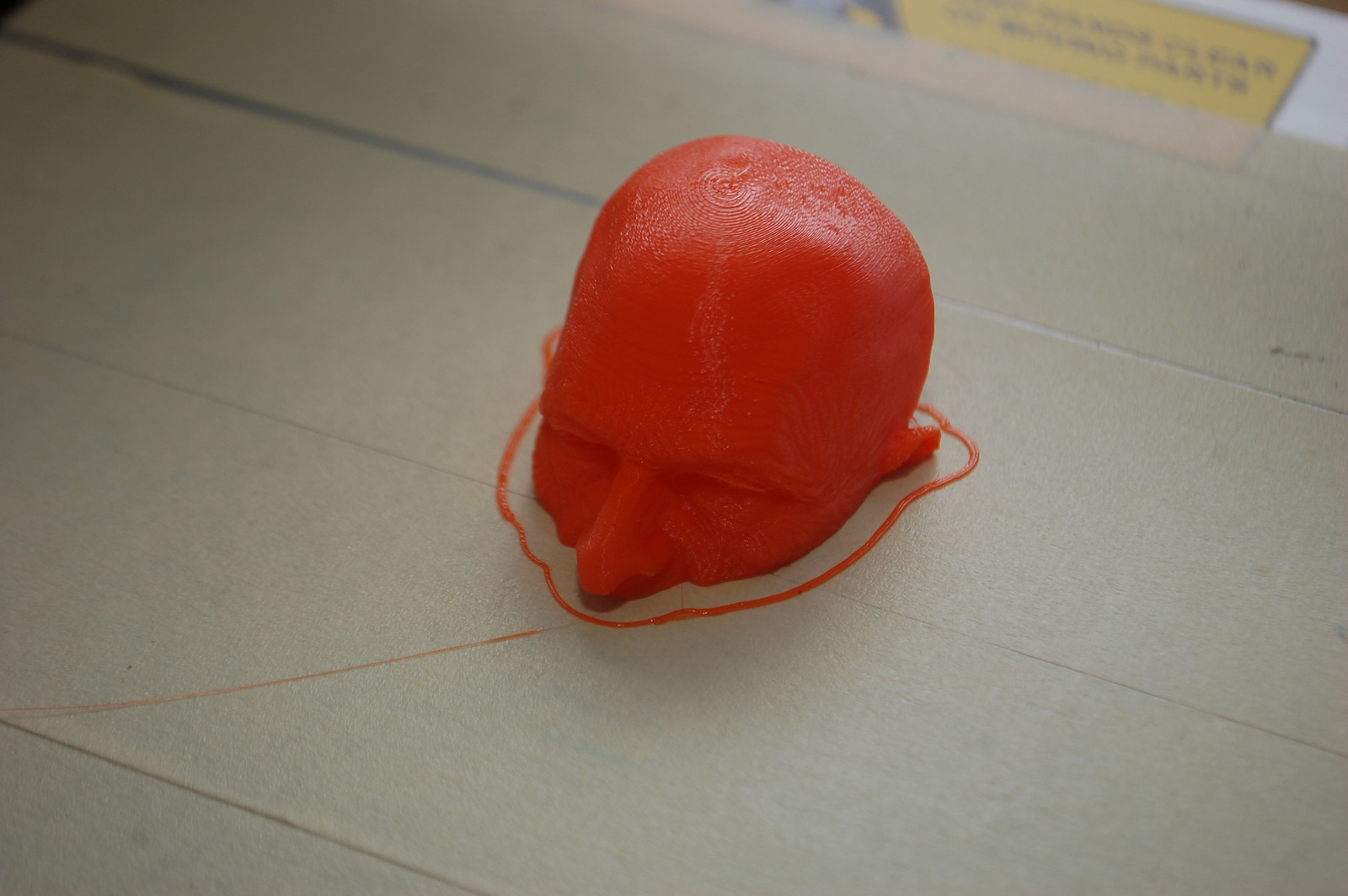
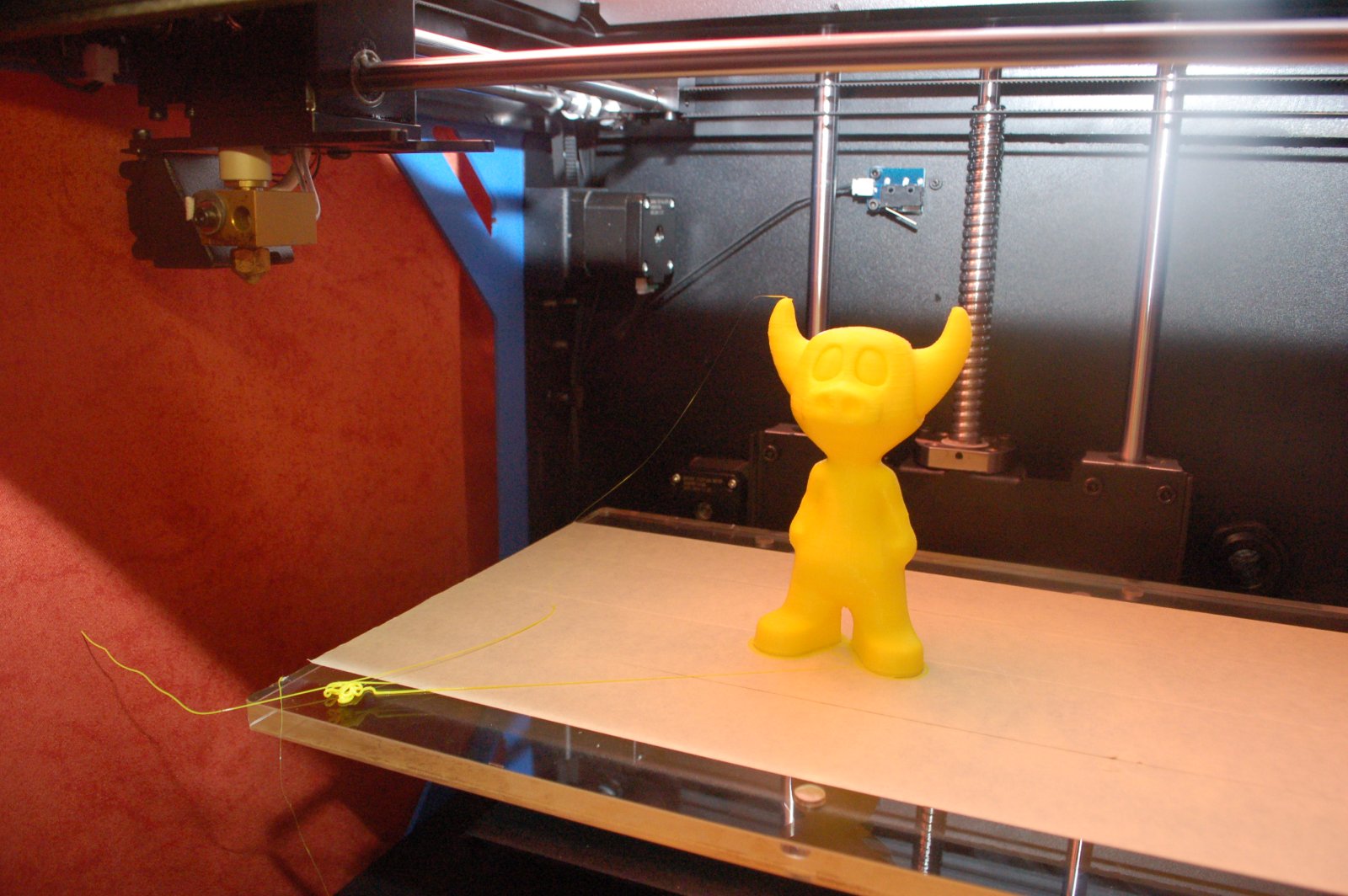
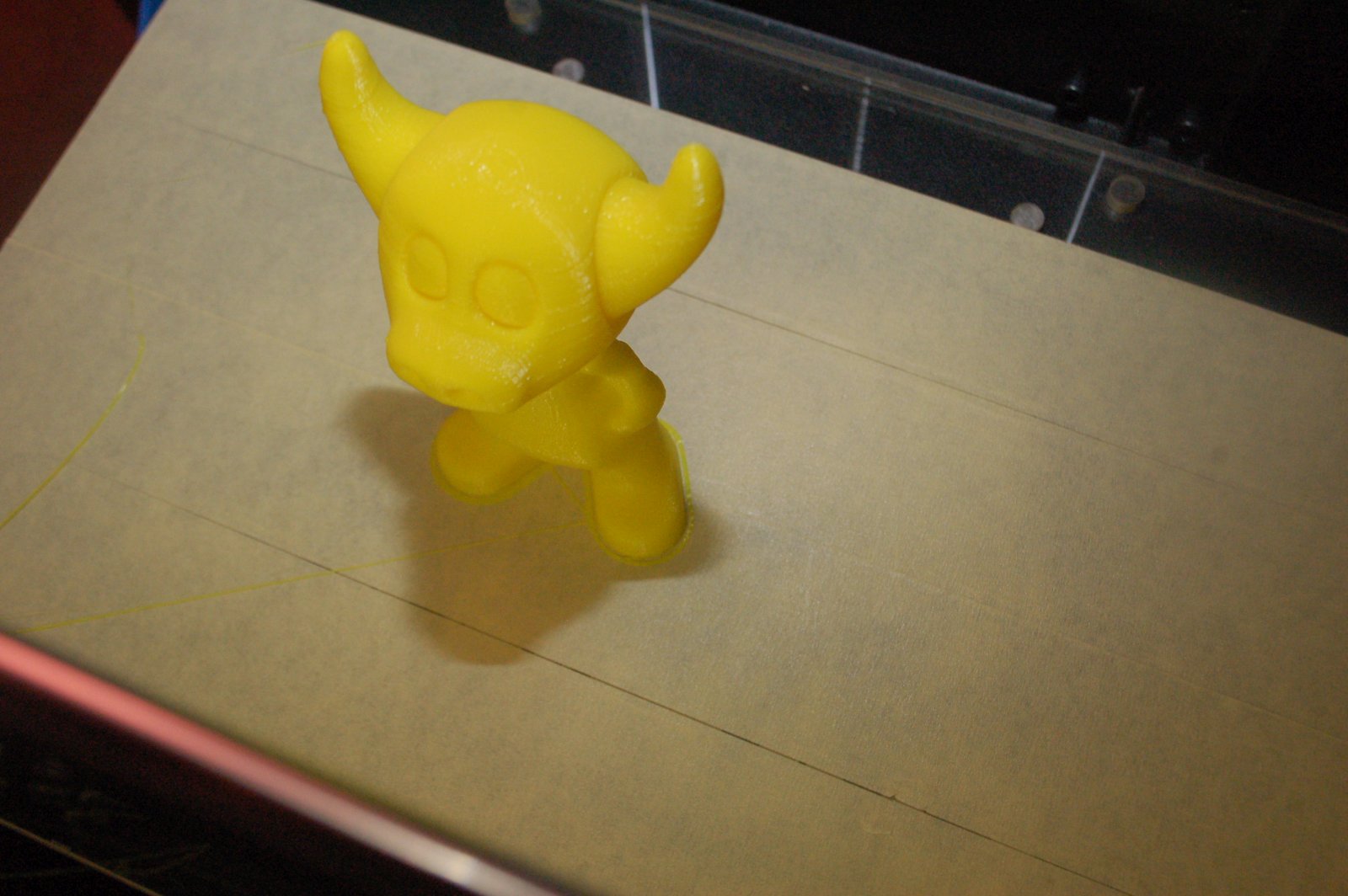
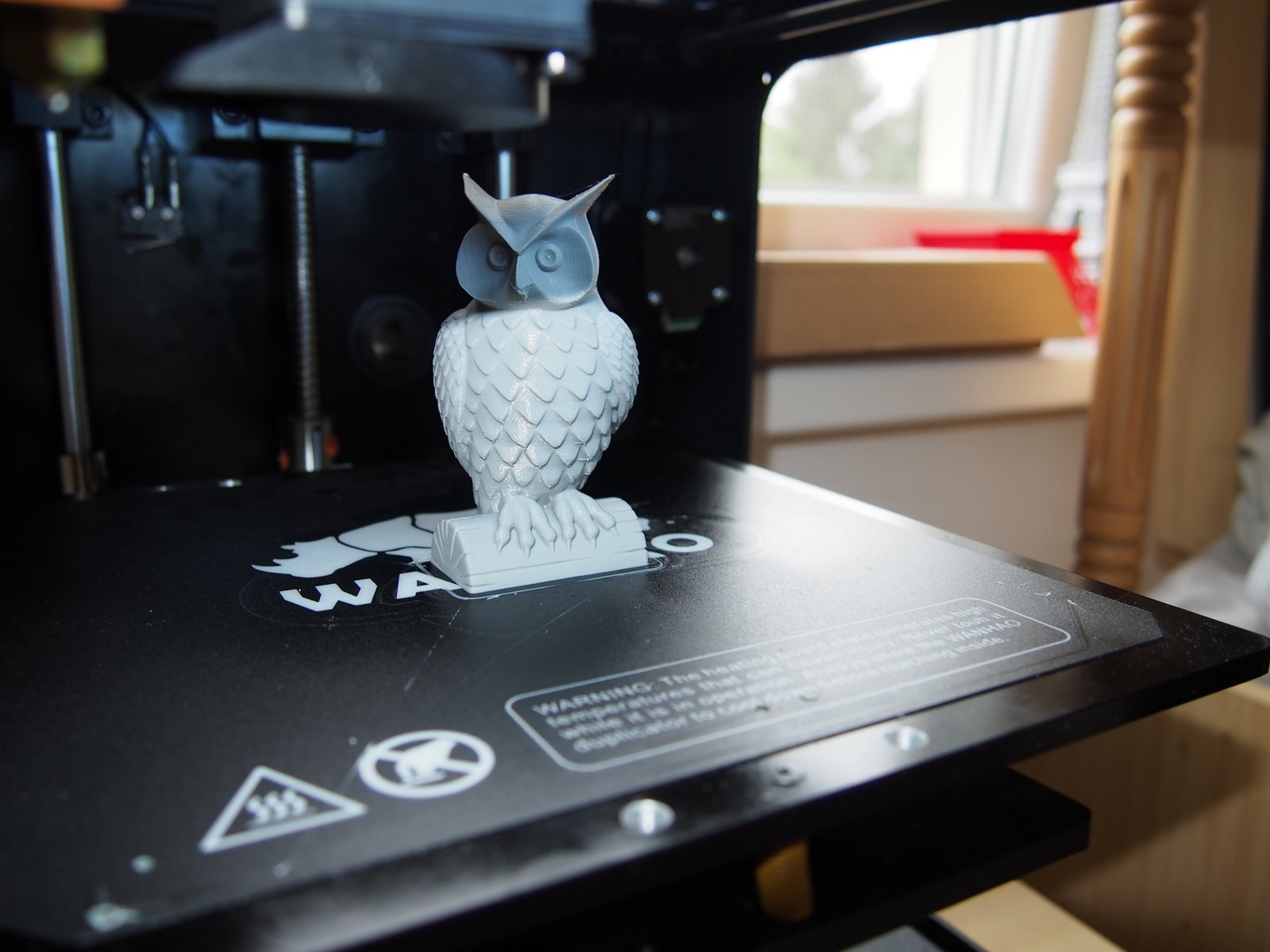
Negyedi teszt: bagoly
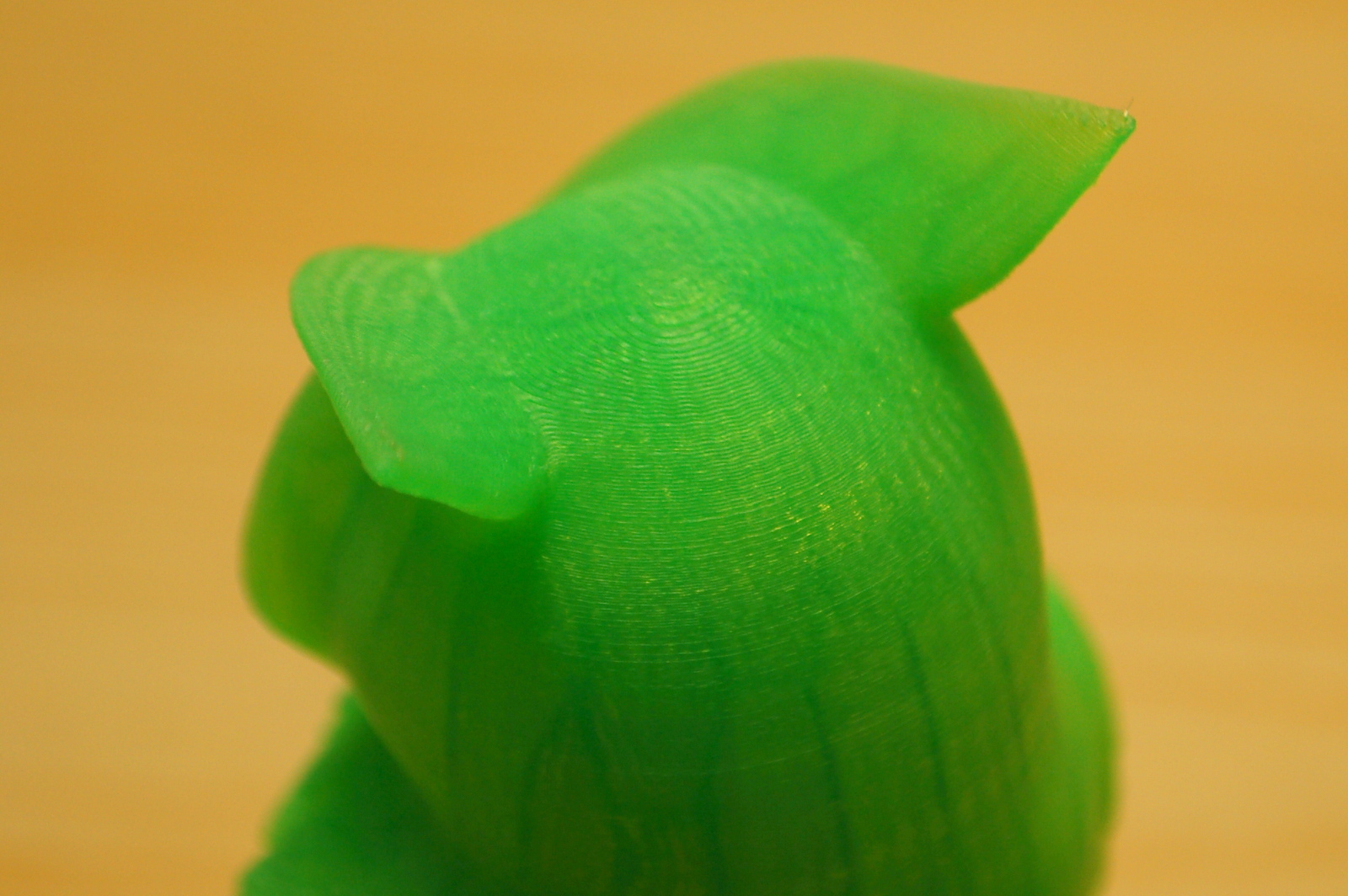
Ez pedig egy 0.1mm-es rétegvastagság teszt, hogy hogyan teljesít a nyomtató ilyen felbontásnál. Illetve hogy mennyire egyenletes a bagoly "háta".





Ami nem tetszett
- A szintezés egy kicsit furcsa volt nekem, ugyanis nem egészen úgy történik ahogy azt más 3D nyomtatóknál megszoktam, azaz nem a végállás kapcsolókhoz kell először állítani, hanem kicsit máshogy. Bár lehet, hogy ez az Ultimaker 2-nél így van csak nekem volt szokatlan
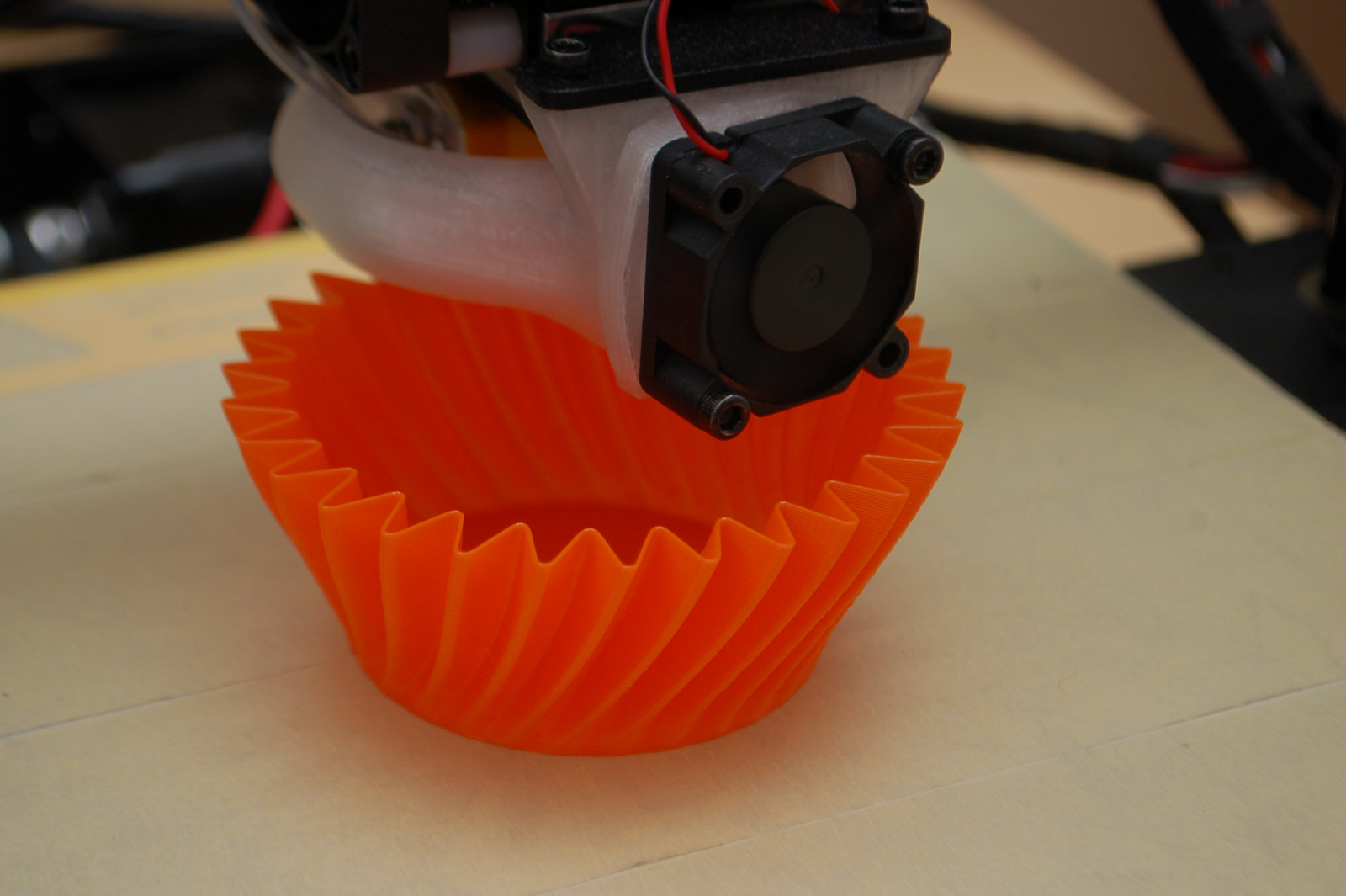
- A tárgyhűtő ventilátor nem elég erősen fújja a tárgyra a levegőt, így a tárgy másik fele, ahol már nem éri a levegő, ott nem annyira szép a tárgy felülete - ezt most úgy oldottam meg, hogy a gyári 24V-os ventit egy 12V-osra cseréltem, ami sokkal jobban fújja így a levegőt, és ez már elégnek tűnik. Valószínűleg jobb megoldás lesz, akár gyárilag is, ha sikerült meggyőzni a Wanhao-t, hogy két irányból fújó venti tartót használjanak, pl. ezt: Slim double fans for Zortrax M200.
Ami viszont tetszett
- Nagyon masszív felépítés, profi mechanika
- Szép design (Zortrax M200 design)
- Fejlett alaplap és menürendszer (Ultimaker 2)
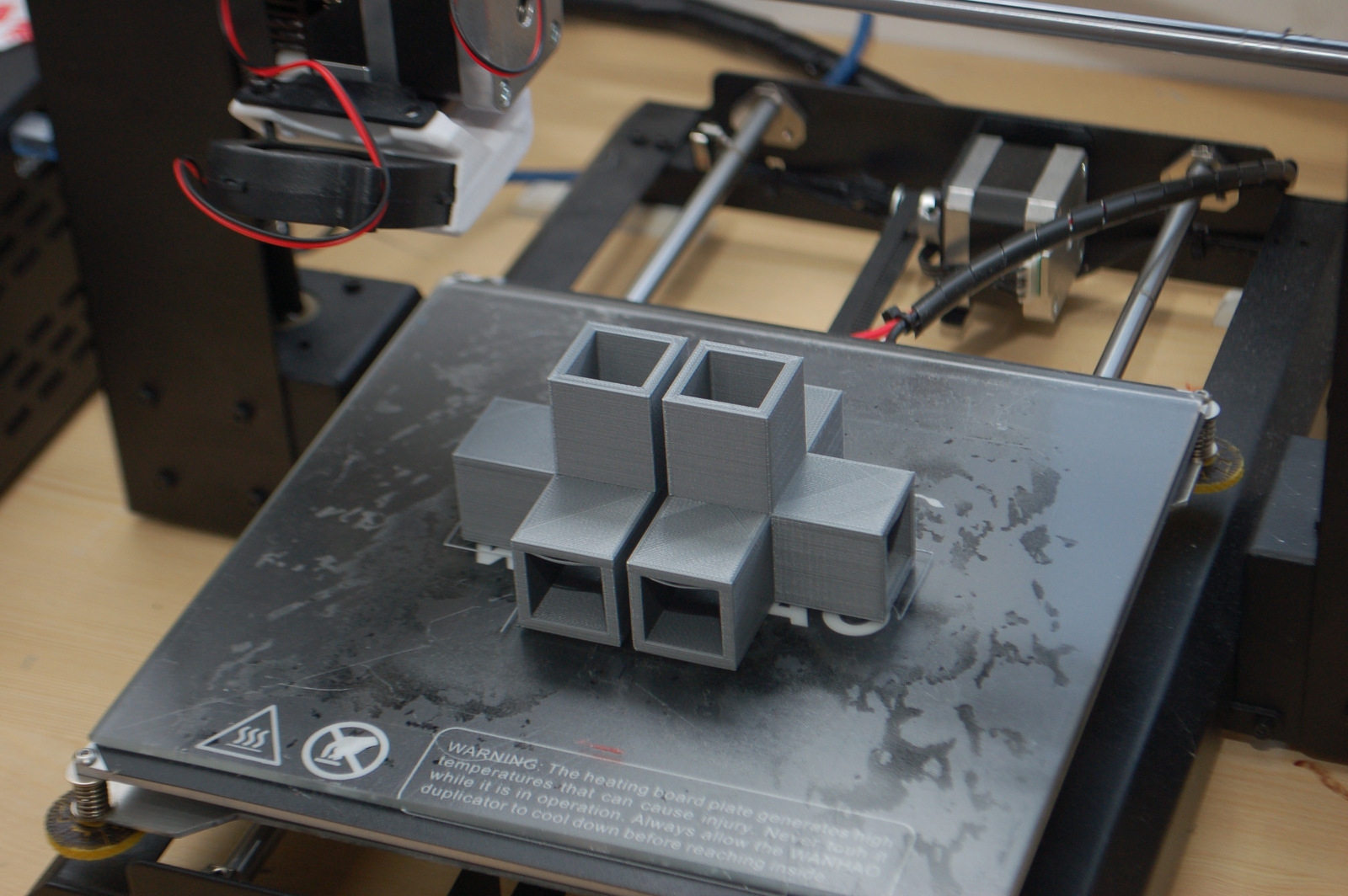
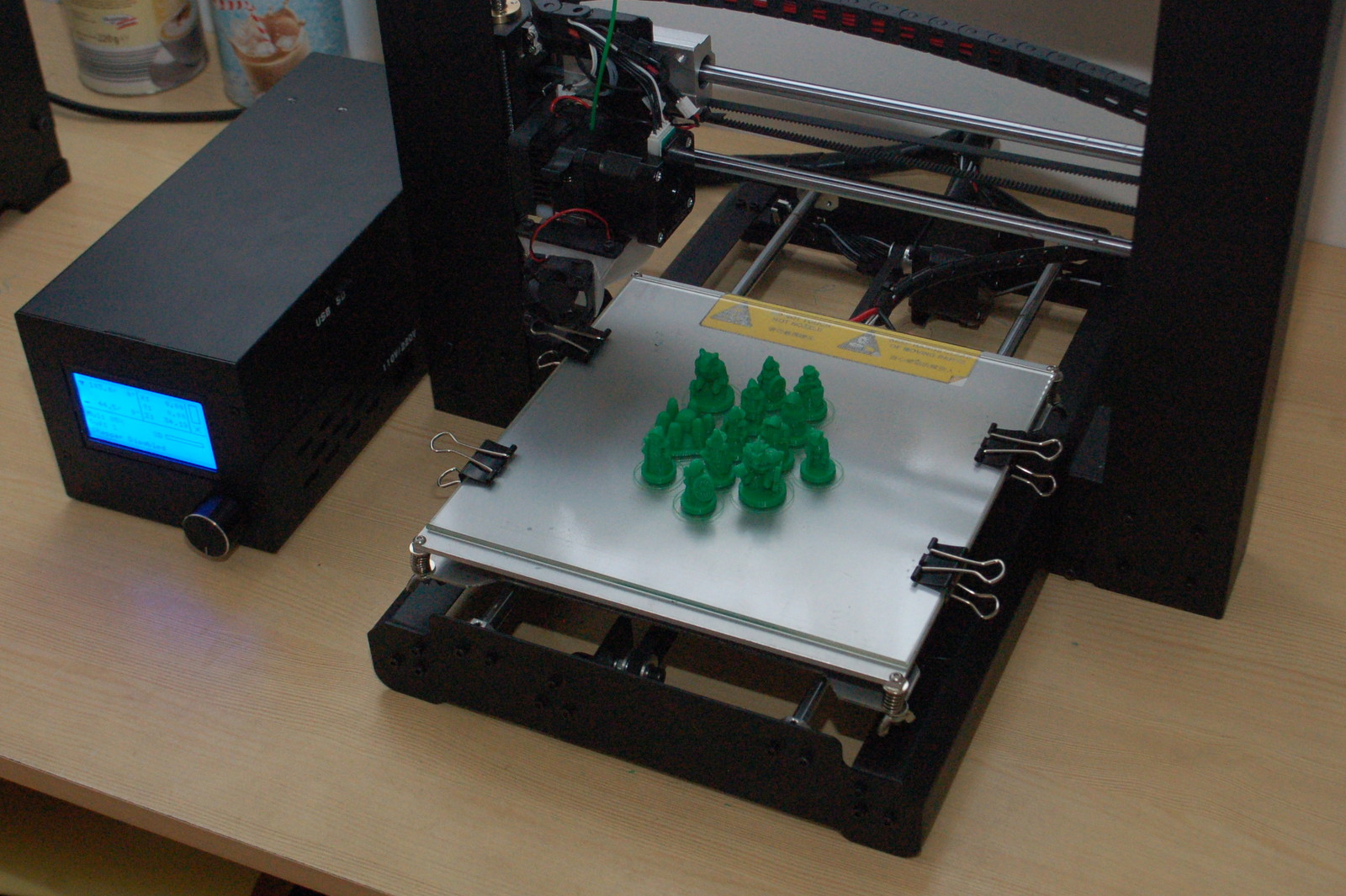
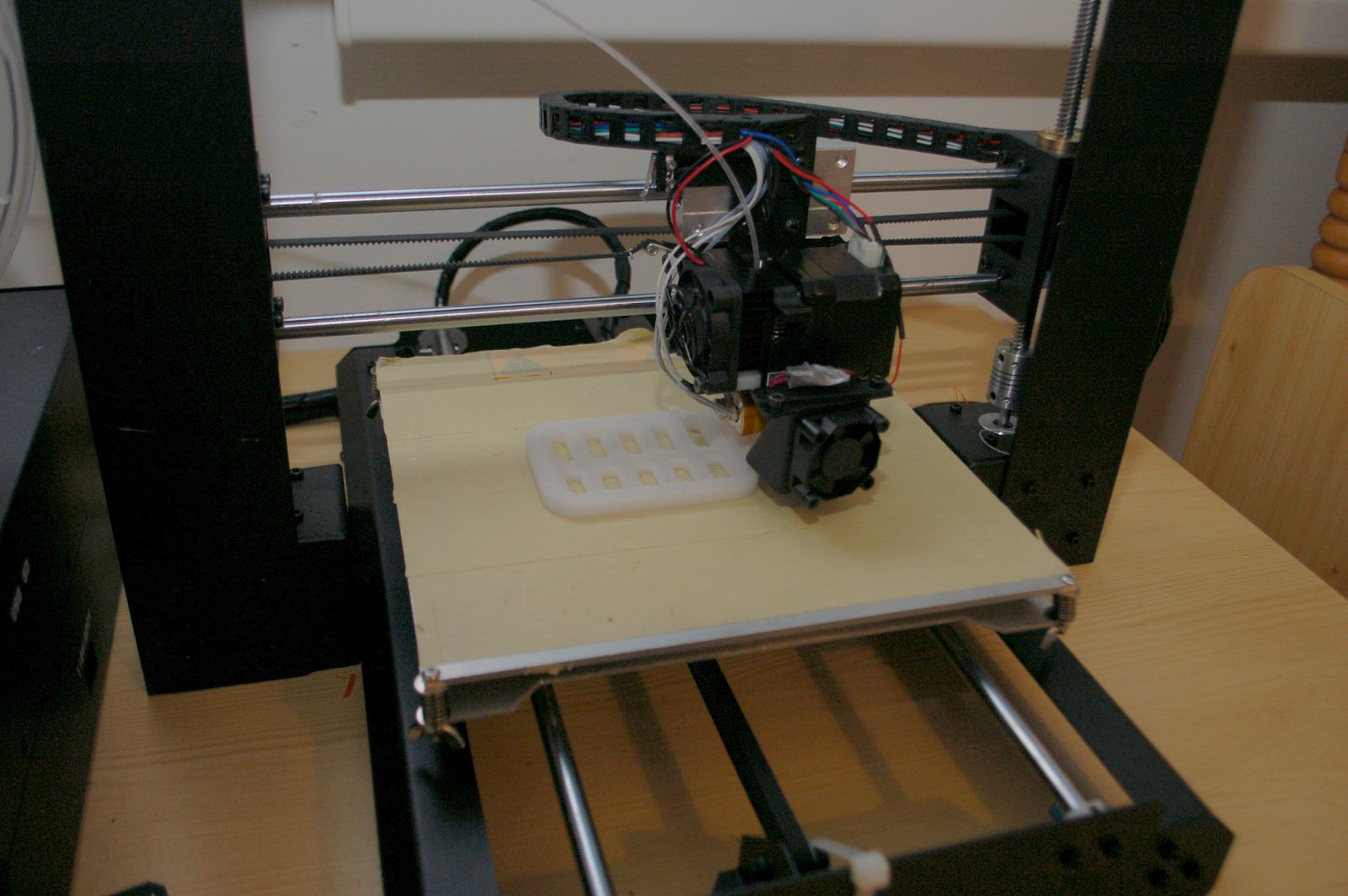
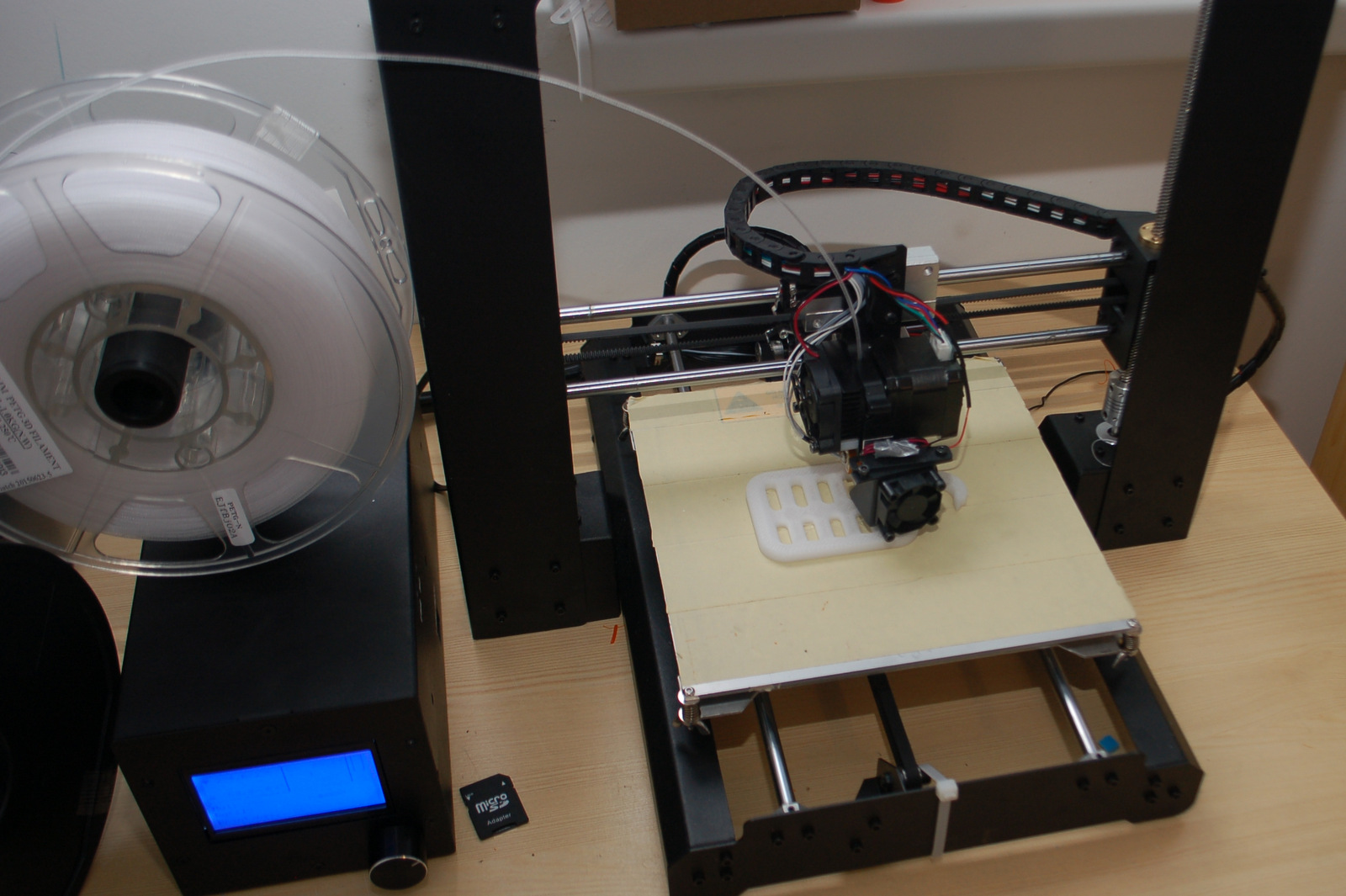
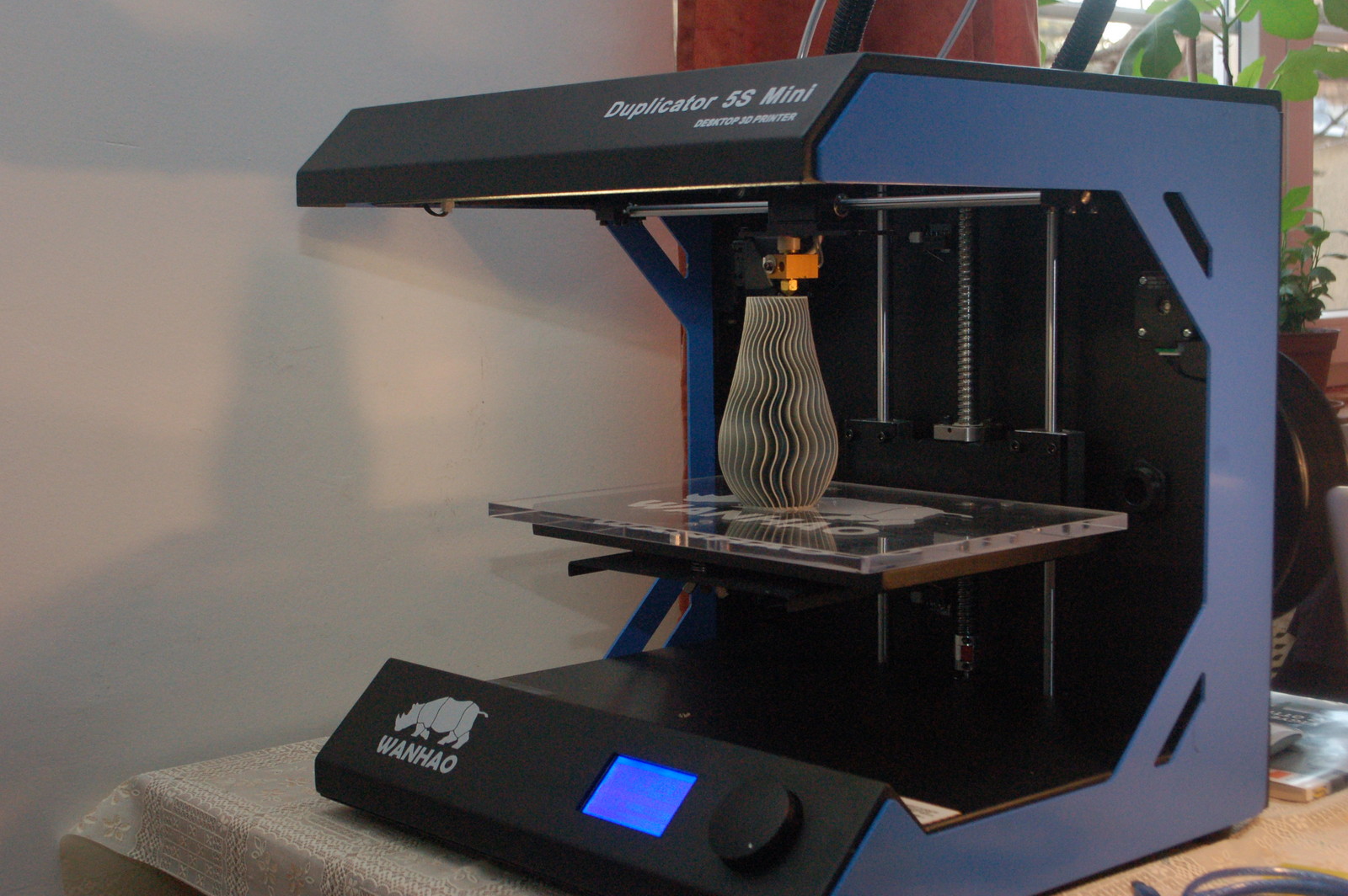
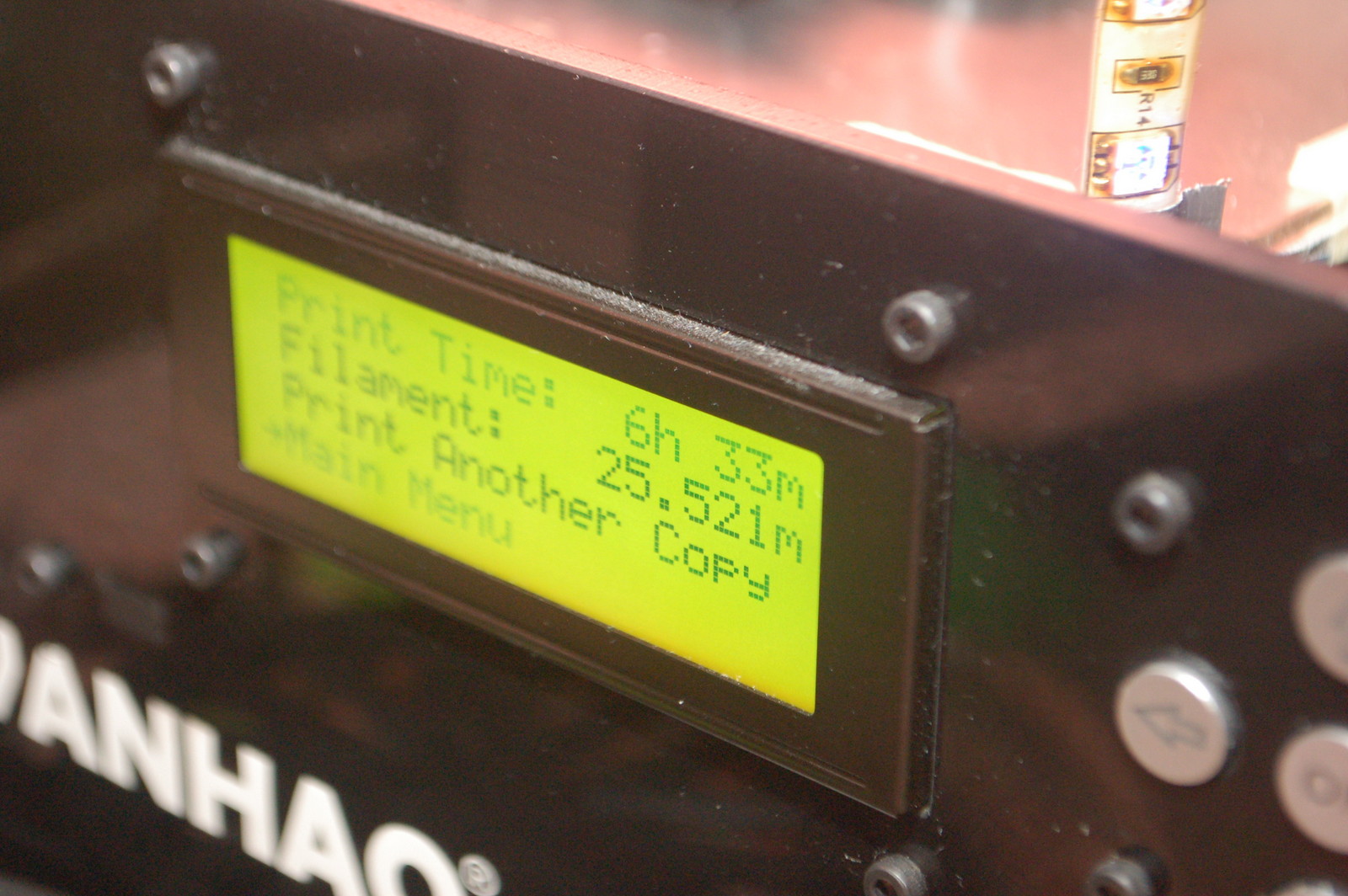
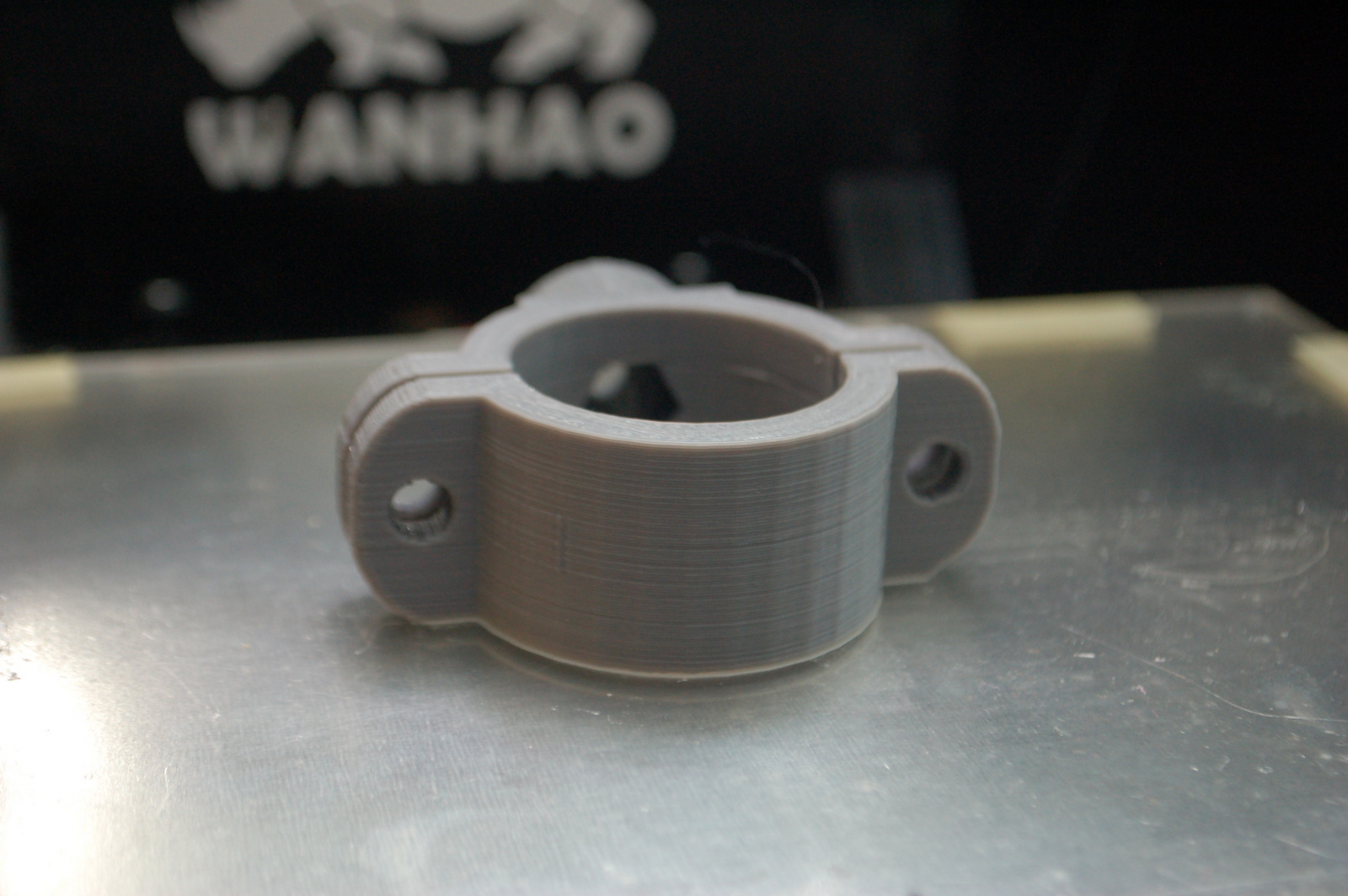
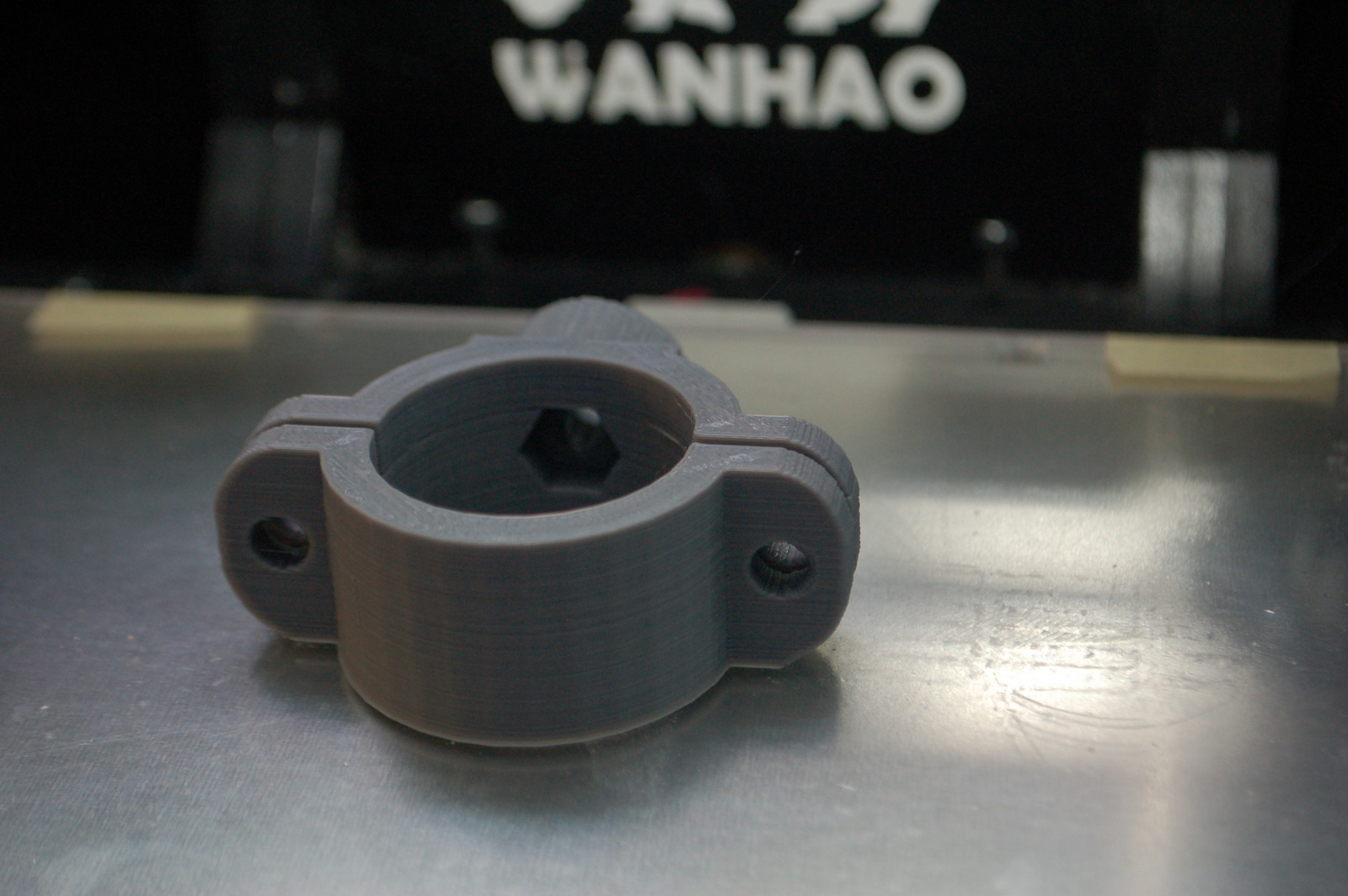
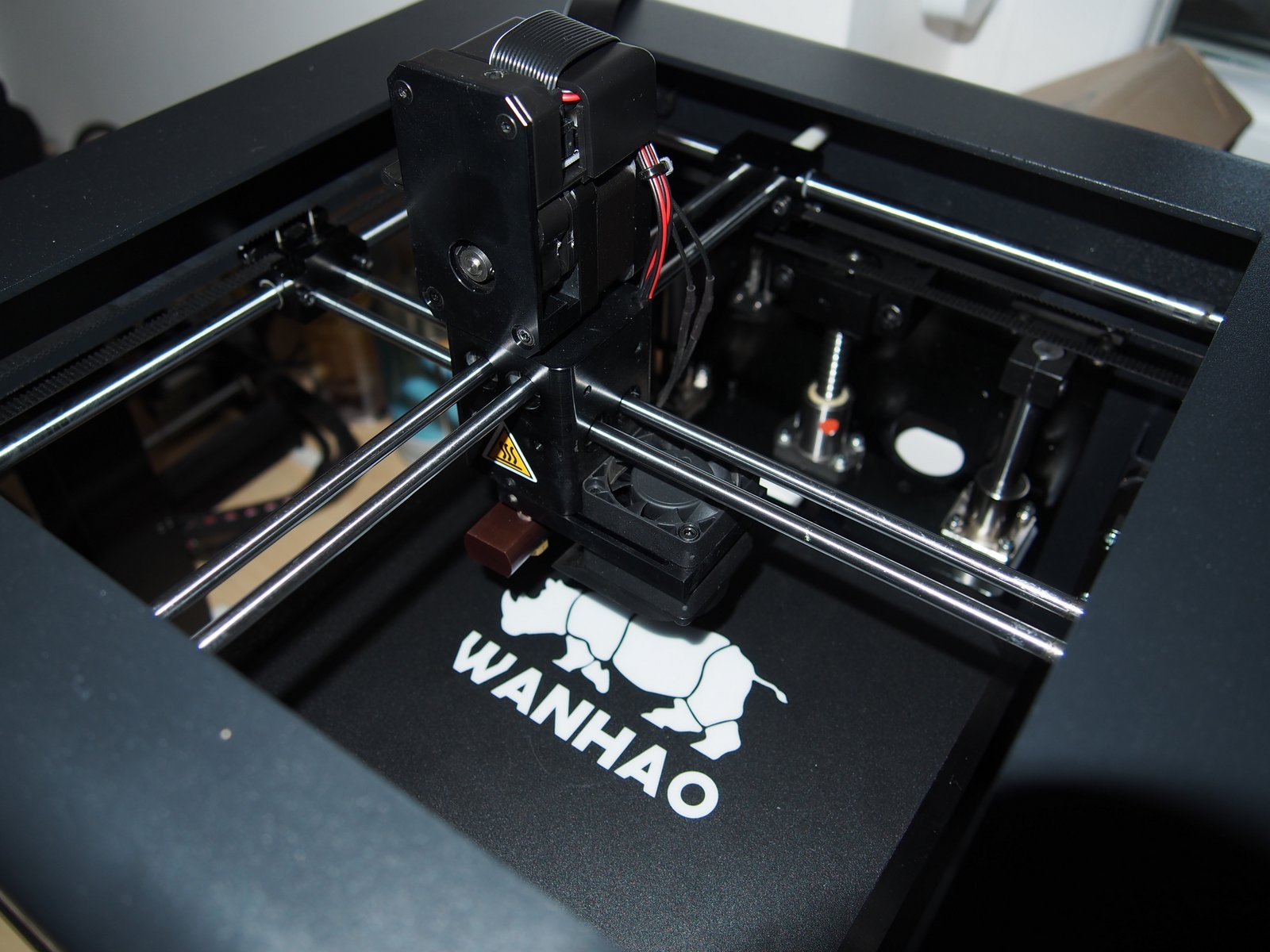
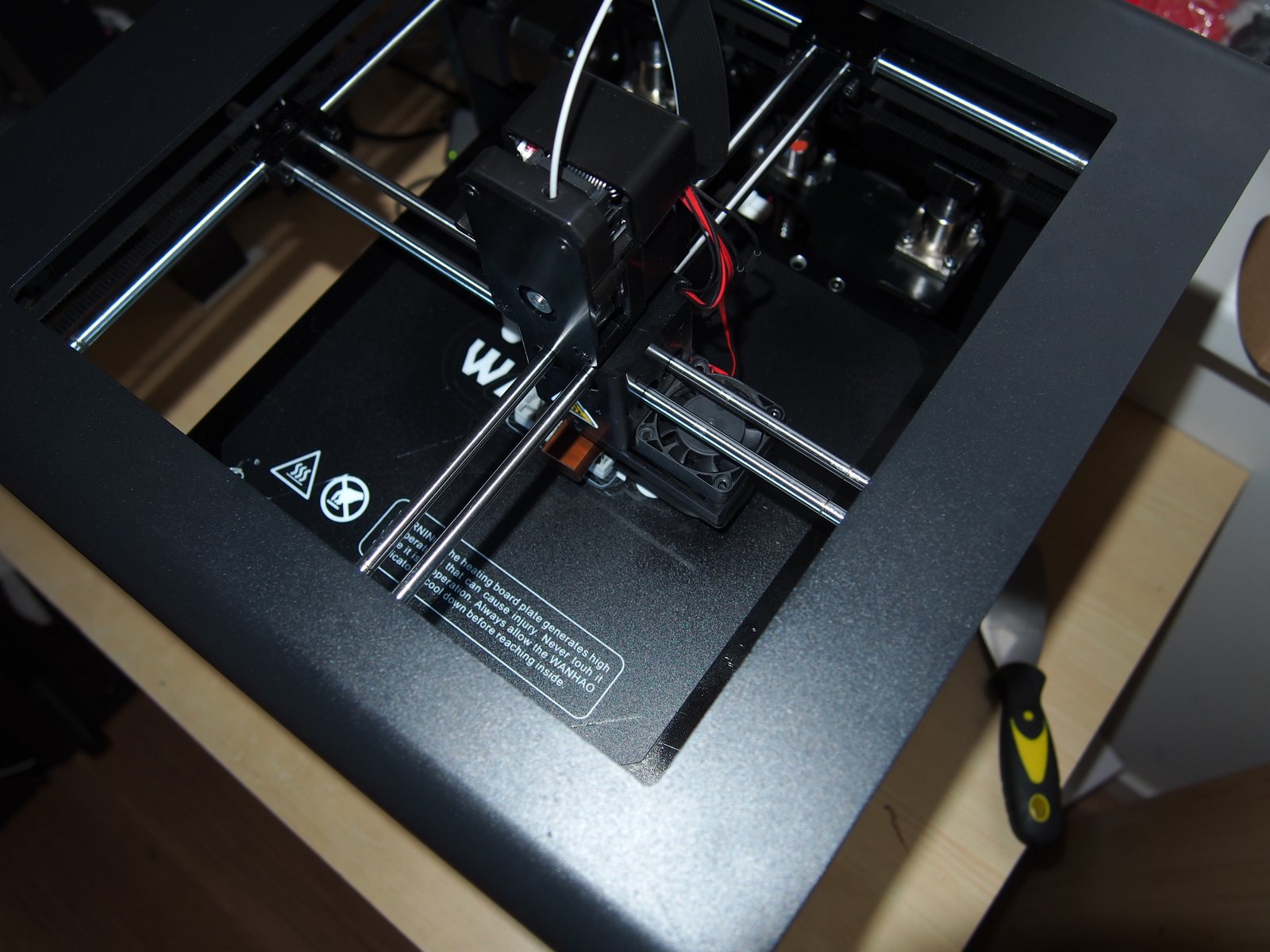
Néhány kép még a gépről
És hogy megéri-e az árát?
Természetesen a fenti visszajelzéseket elküldtem a Wanhao-nak, akik biztos vagyok benne, hogy hamarosan orvosolják ezeket az apró problémákat... És utána a Wanhao D6 egy nagyon stabil, masszív gép lesz, remek nyomtatási minőséggel. A Wanhao i3 is nagyon szépén tud nyomtatni (abban az árkategóriában pedig verhetetlen), de a mechanikája kevésbé masszív, mint a D6-é. Valószínűleg a D6-ot nagyon ritkán kell majd újraszintezni. Illetve szintén a mechanikából adódóan gyorsabb nyomtatásra képes azonos minőség mellett (hamarosan ezt is tesztelni fogom, mit bír, illetve tervezek összehasonlító teszteket is).
Most már rendelhető nálunk, beérkezése várható kb. 2-3 hét múlva.