Hidak nyomtatása - azaz nyomtatás a levegőben
A 3D nyomatásban van egy fogalom, a híd (bridge), ami azt jelenti, hogy bizonyos esetekben mégis lehetséges a levegőben nyomtatni dolgokat, alátámasztás nélkül is! Az előző bejegyzésben arról volt szó, hogyan lehet használni az alátámasztást (support), de erre nem mindig van szükség.
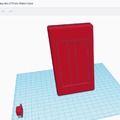
Példaként a Bridge torture test modellt választottam, ami így néz ki:
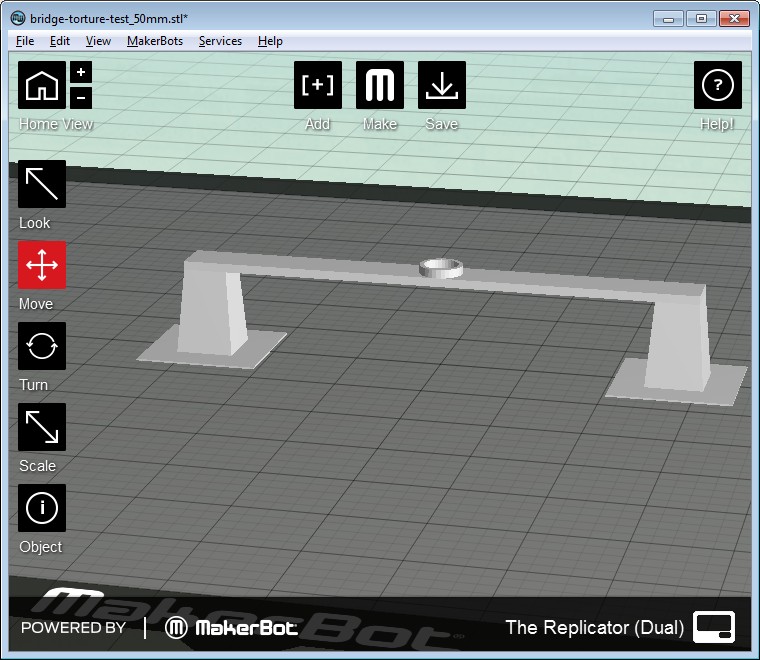
Ez modell egy 5cm-es távolságot ível át. Elvileg ehhez supportot (alátámasztást) kéne használnunk, de ez nem szükséges, mivel az ilyen jellegű, két pont közötti, a tárgyasztallal tökéletesen párhuzamos átíveléseket a nyomtató igenis ki tudja nyomtatni, szinte tökéletesen. A sikerhez több dolog is kell. Elsősorban magának a modell szeletelő programnak, pl. a Makerware-nek kell tudnia észrevennie, hogy ez egy bridge (híd). Ha ez teljesül, akkor kicsit más útvonallal nyomtatja a tárgyat a nyomtató, mint ami a szokásos, lásd:
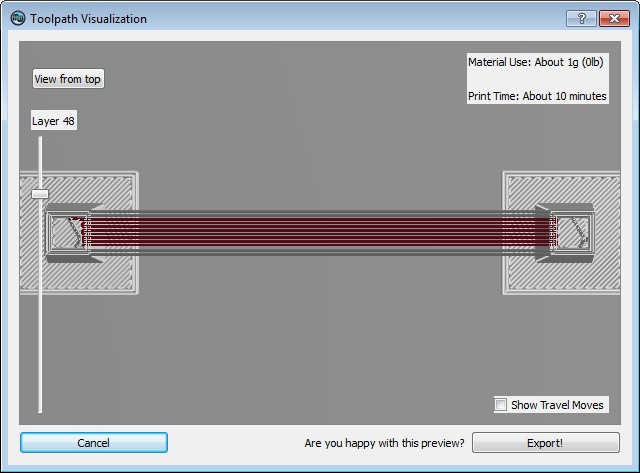
Látszik, hogy az első híd réteg összes vonala íveket húz, és párhuzamos az ívvel. Ha merőleges volna az első réteg kitöltése (vagy 45 fokos, ahogy a Makerware alapból a kitöltési mintát létrehozza), akkor nem lehetne szépen hidat húzni, és ezeken a helyeken lelógó szállal találkoznánk. A Makerware viszont helyesen észlelte a bridge-et. Lássuk élőben, mi történik:
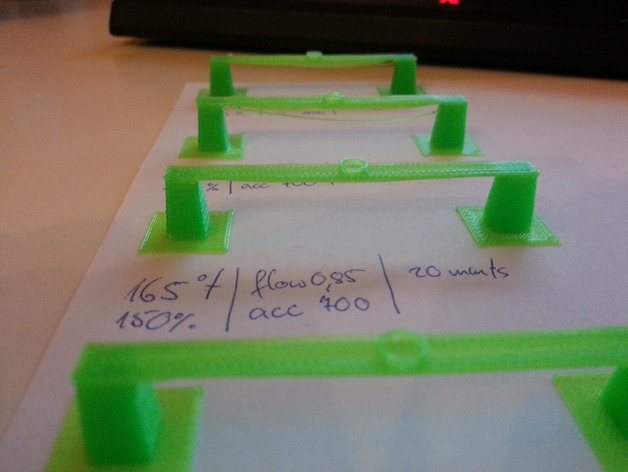
És képekben az eredmény:
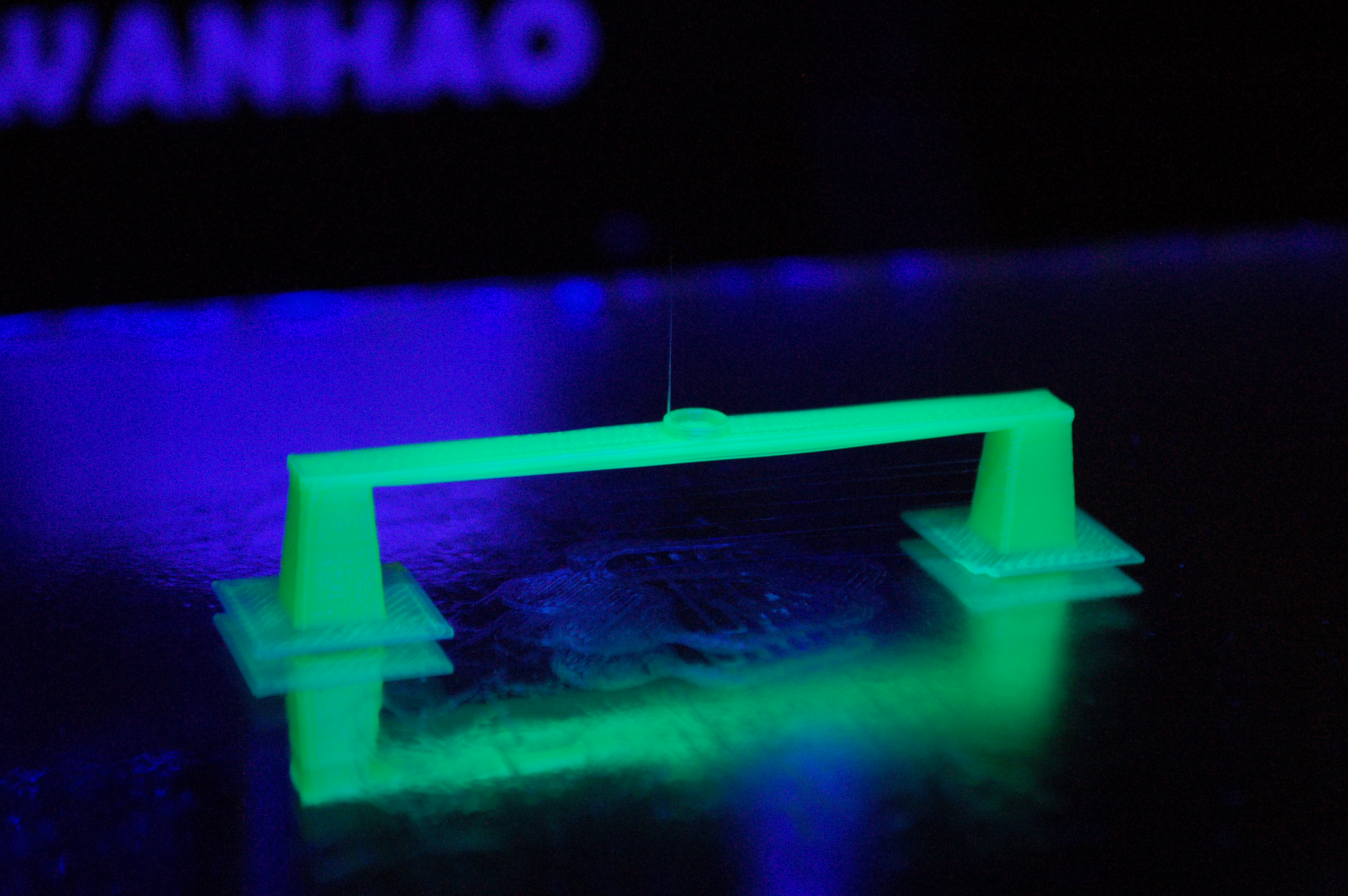
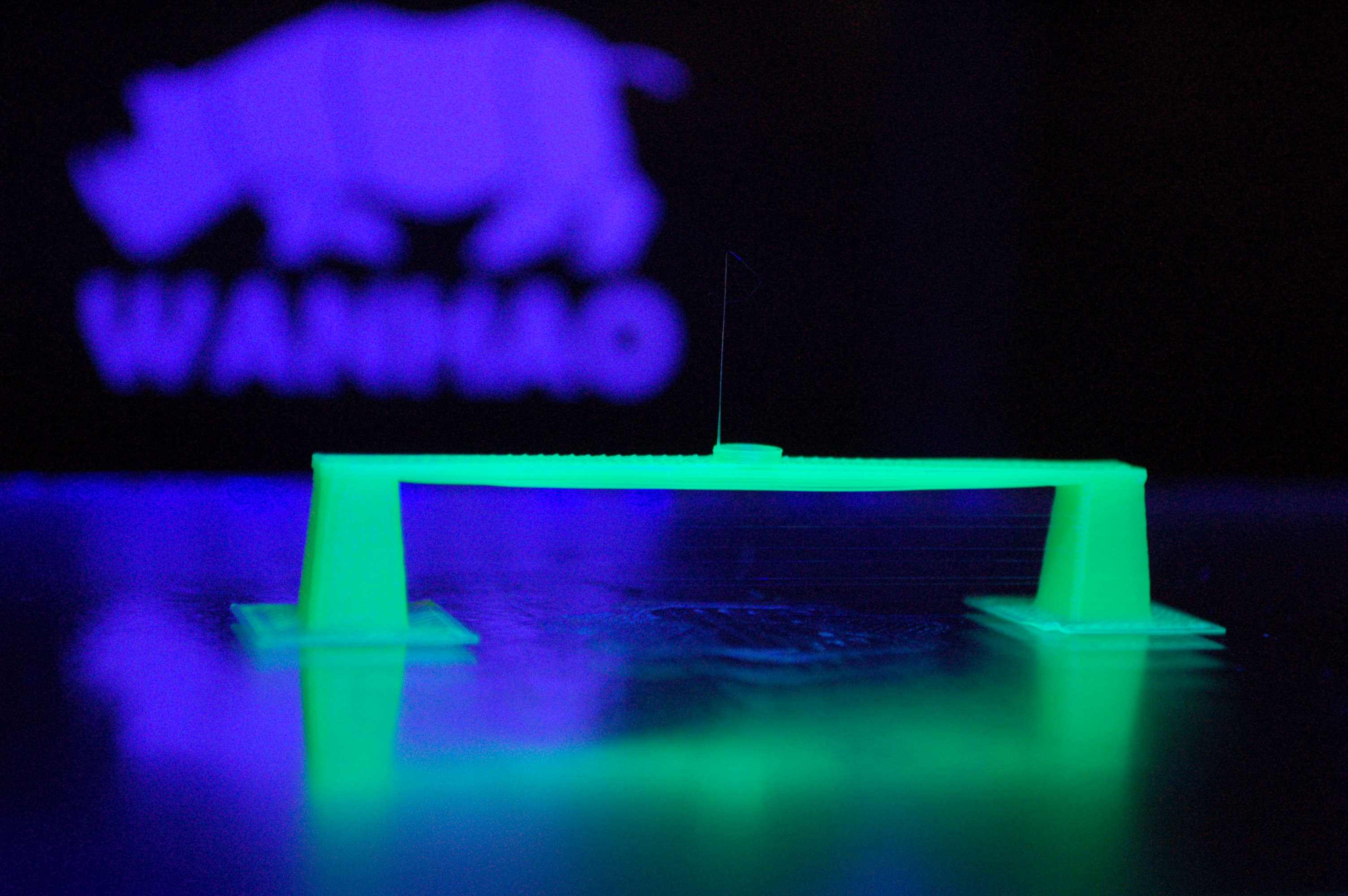
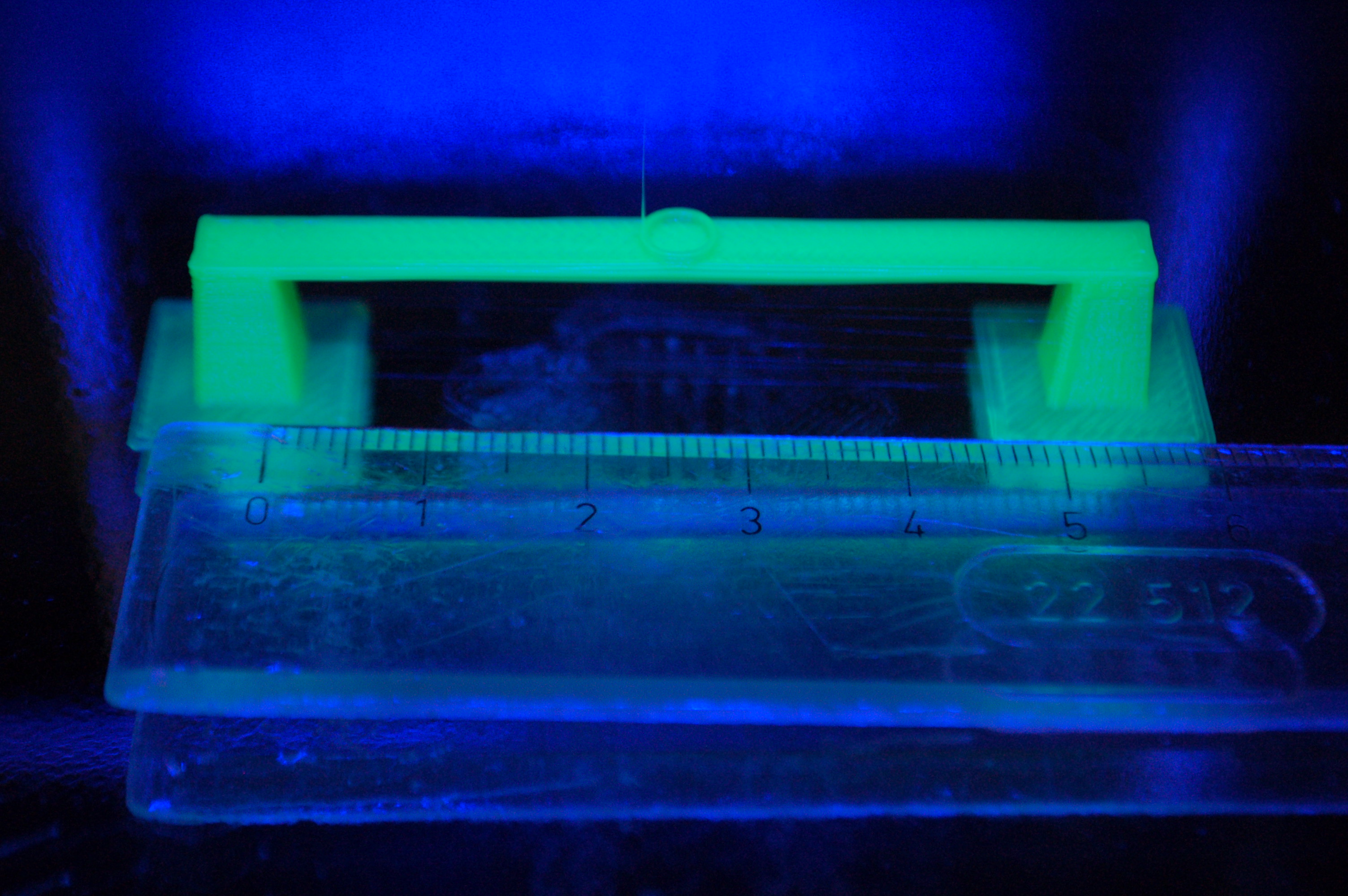

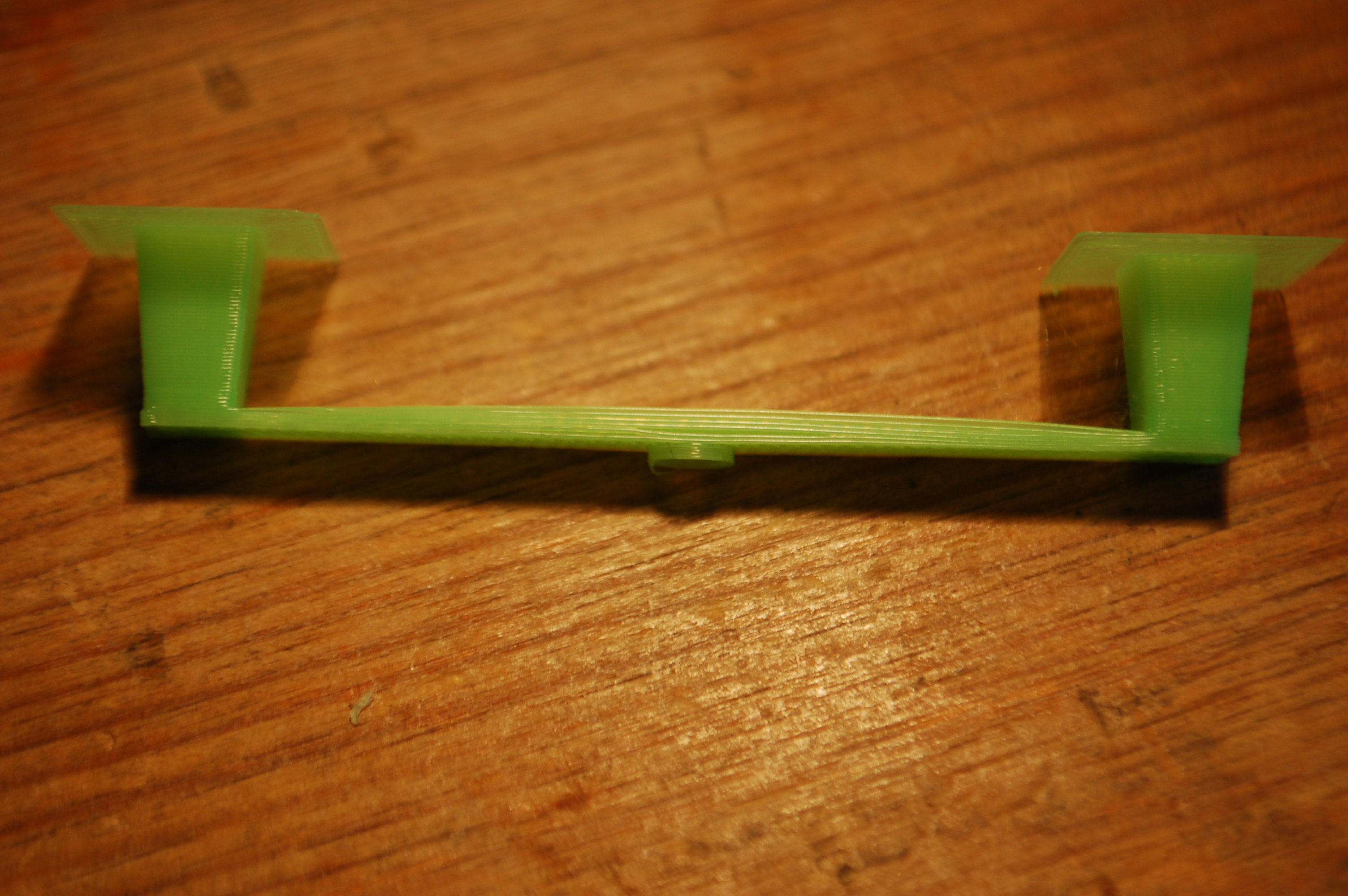
Az utolsó két képen látszik, hogy elég jó az eredmény: alig "lóg" egy kicsit a híd alja, szinte tökéletesen párhuzamos. Ahhoz, hogy még ennél is jobb eredményt érjünk el, az alábbi szempontokat érdemes figyelembe venni:
- Extrúder hőmérséklet: magasabb hőmérsékleten "folyósabb" a műanyag, ezért ha olyan tárgyat nyomtatunk, amiben híd van, érdemes csökkenteni az alapból használt hőmérsékletet 5-10 C fokkal. Erre egy megoldásként használhatjuk a nyomtató menüjét: nyomtatás közben ideiglenesen (a híd rész előtt nem sokkal) csökkenthetjük a hőmérsékletet (Change Temperature menüpont), amit a híd után visszaállíthatunk. Másik megoldás, hogy a slicer (Makerware, Skeinforge) haladó beállításainál külön hőmérsékletet tudunk megadni a híd részhez (erről esetleg később részletesen írunk, hogyan)
- Használt anyag: azt mondják, hogy a PLA kevésbé alkalmas szép hidak képzésére, mert puhább marad szobahőmérsékleten. De ez a most bemutatott példa is PLA-t használ, 195C fokon extrúdálva
- Sebesség: egyesek azt mondják, alacsonyabb sebességgel lehet jó hidakat húzni, mások a magasabb sebességre esküsznek. Én a 60mm/seces középsebességet használtam a példánál. Mindenesetre annyit érdemes tudni, hogy ez is egy paraméter, amit érdemes változtatni, ha nem kapunk jó eredményt.
- Külső ventilátor használata: PLA esetén legalábbis ajánlott, hogy a húzott hidak még a húzás közben elég jól megszilárduljanak, ahogy kijönnek az extrúderből. PLA-hoz amúgy is erősen javasolt ez, lásd korábbi bejegyzésünk erről
- Slicer finomhangolás: bizonyos dolgokat a slicer-ben is (a ReplicatorG Skeinforge-ban vagy a Makerware profilban) is át lehet állítani, amivel finomhangolhatjuk a híd esetén alkalmazott nyomtatási módot. Erről esetleg később bővebben is írunk
Látszik tehát, hogy a "tökéletes" híd elérése némi kísérletezést igényel (bár lehet, hogy már elsőre "beletrafálunk"), ezért javasoljuk, hogy ha nekiállunk, írjuk fel a használt paramétereket (sebesség, hőmérséklet, stb.) minden egyes próbanyomtathoz, hogy tudjuk, melyikkel érjük el a legjobb eredményt. Pl.: