Aki már nyomtatott ABS anyaggal életében, az tudja, az ABS messze nem a legtökéletesebb nyomtató anyag: sajnos igencsak hajlamos a vetemedésre, azaz nagyobb alapterületű tárgyak esetén a széleken elkezd "felkunkorodni" a nyomtatott tárgy, ami a tárgy elmozdulásához is vezethet. Zárt nyomtató térrel ez ellen tehetünk, de az sem tökéletes megoldás. Illetve az ABS nyomtatás közben elég kellemetlen szagú. Viszont sokszor szükség van arra, hogy az erőssége és hőmérséklet állósága, kopásállósága miatt ezekkel a hátrányokkal együtt is az ABS anyagot válasszuk.
Ezzel szemben a PETG anyag ötvözi a PLA és az ABS előnyeit: nagyon erős tárgyakat lehet készíteni vele, valamivel rugalmasabb a PLA-nál (így nehezebben is törik el), nem vetemedik és alacsony tárgyasztal hőmérséklettel is nyomtathatunk és szaga sincsen.
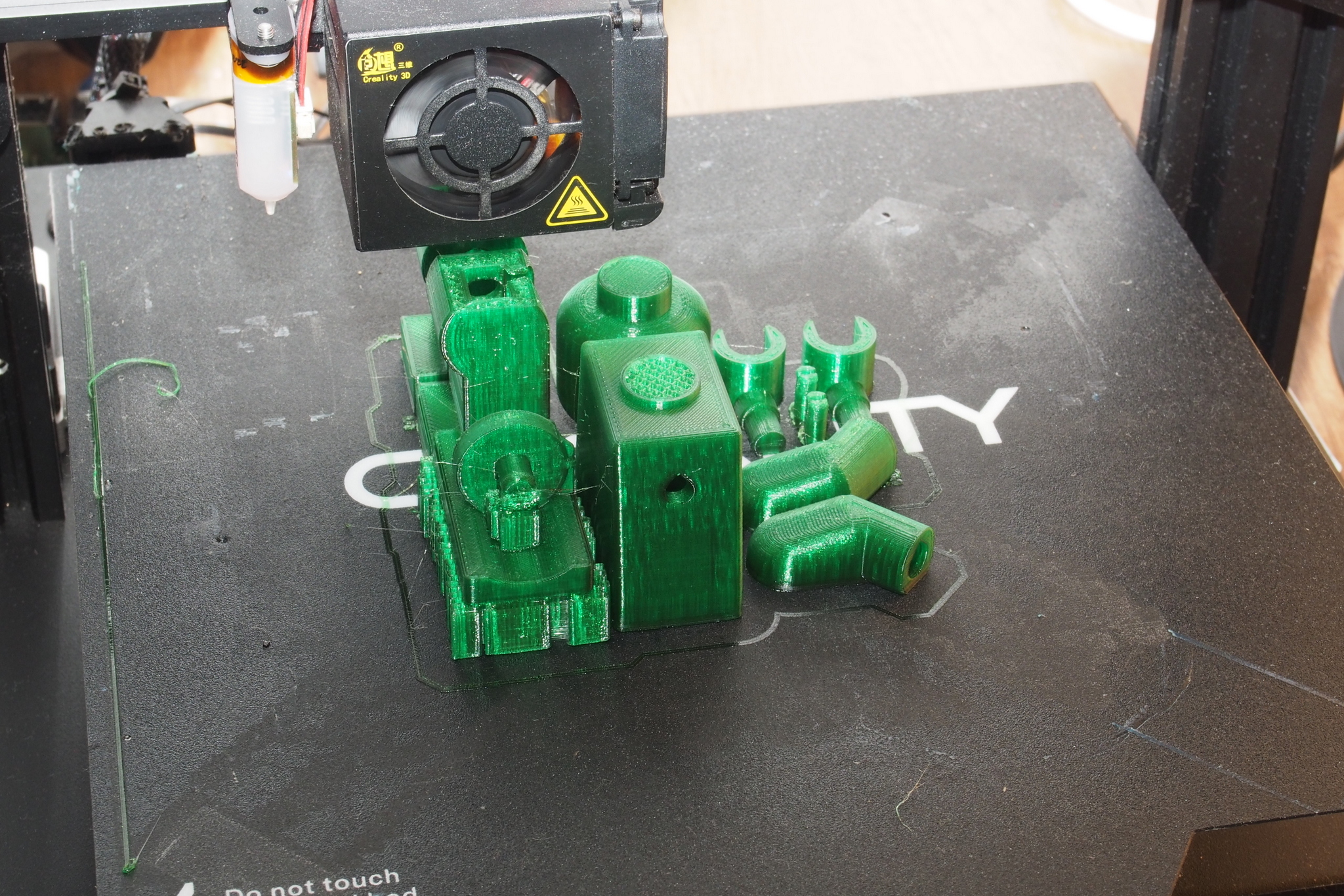
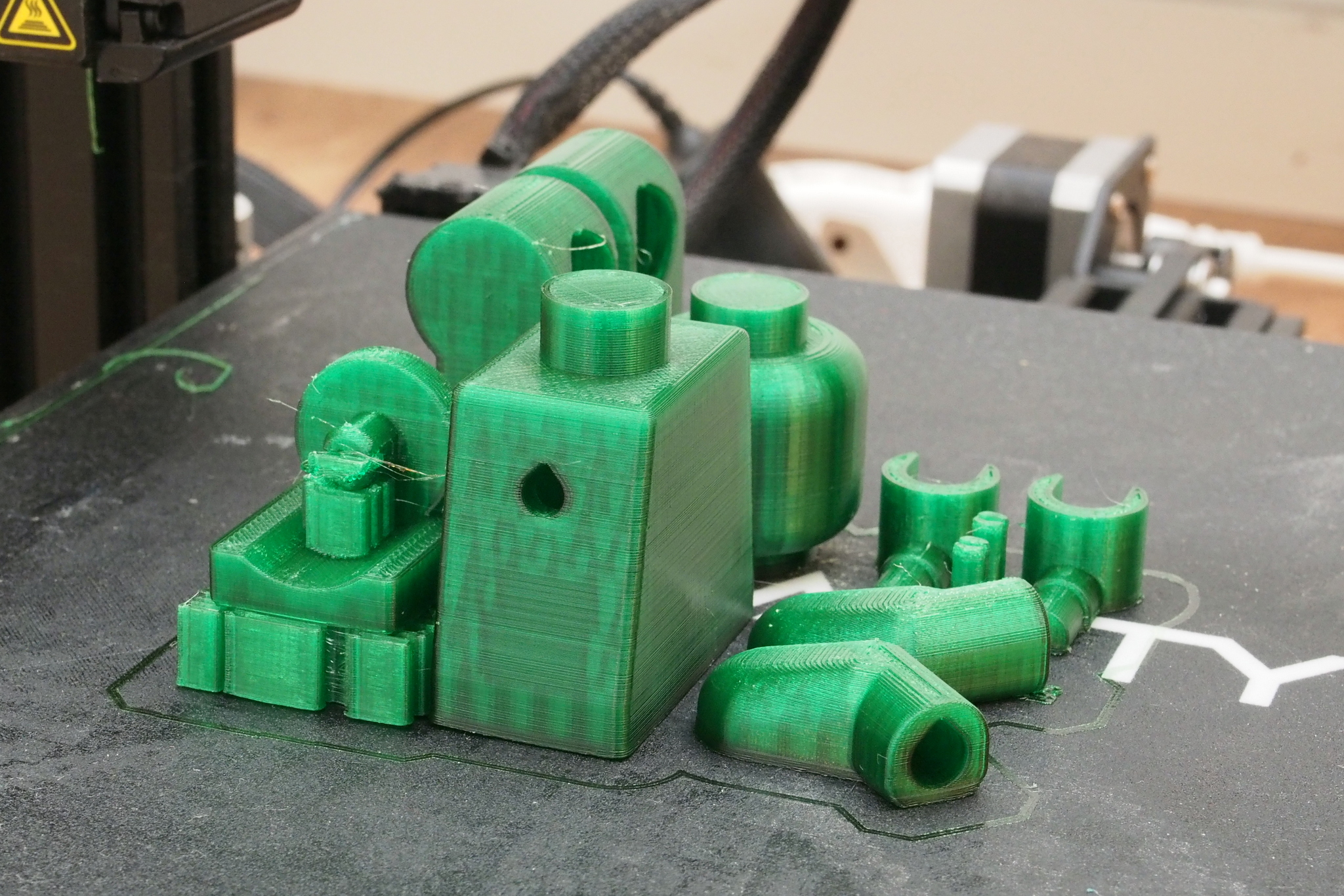
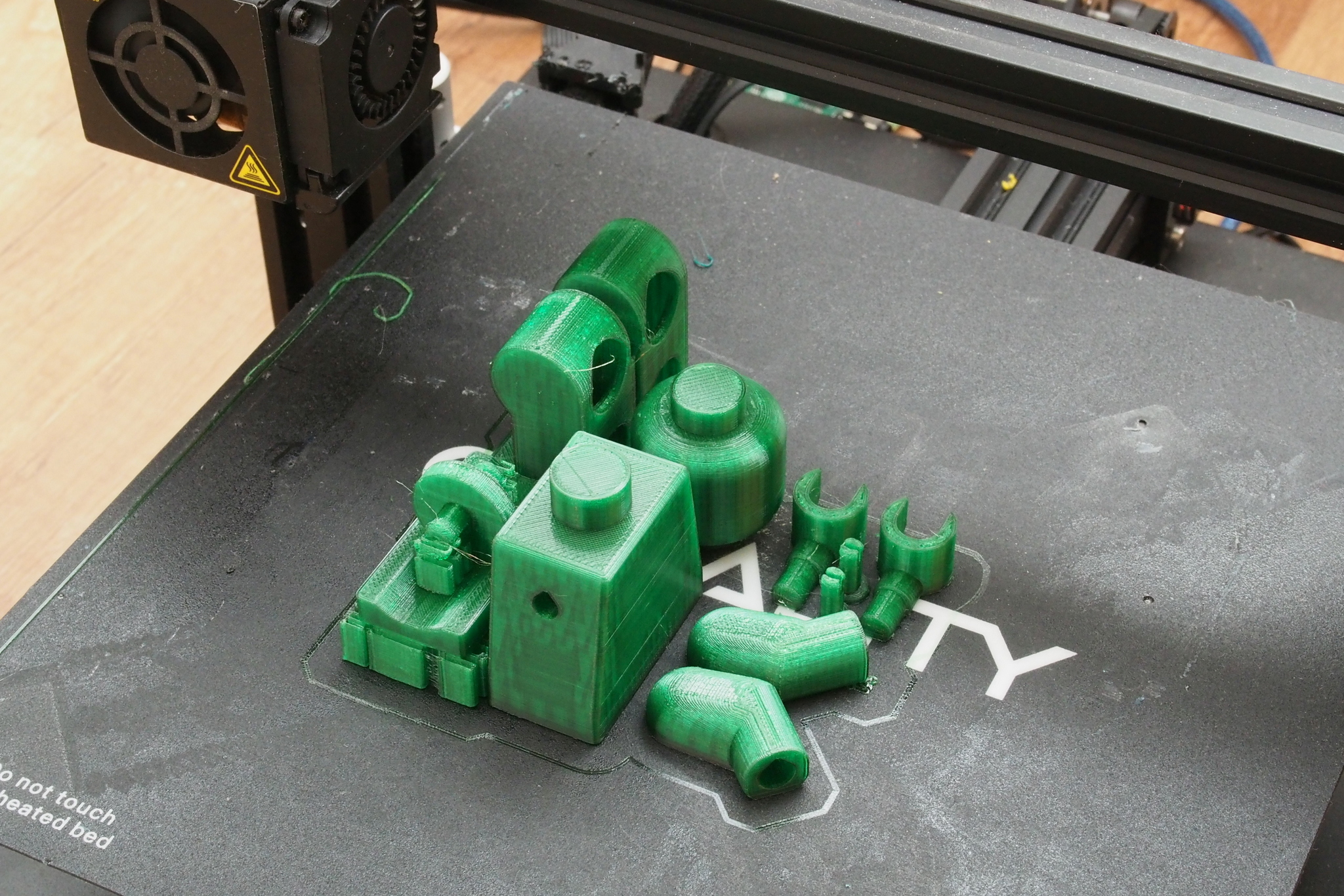
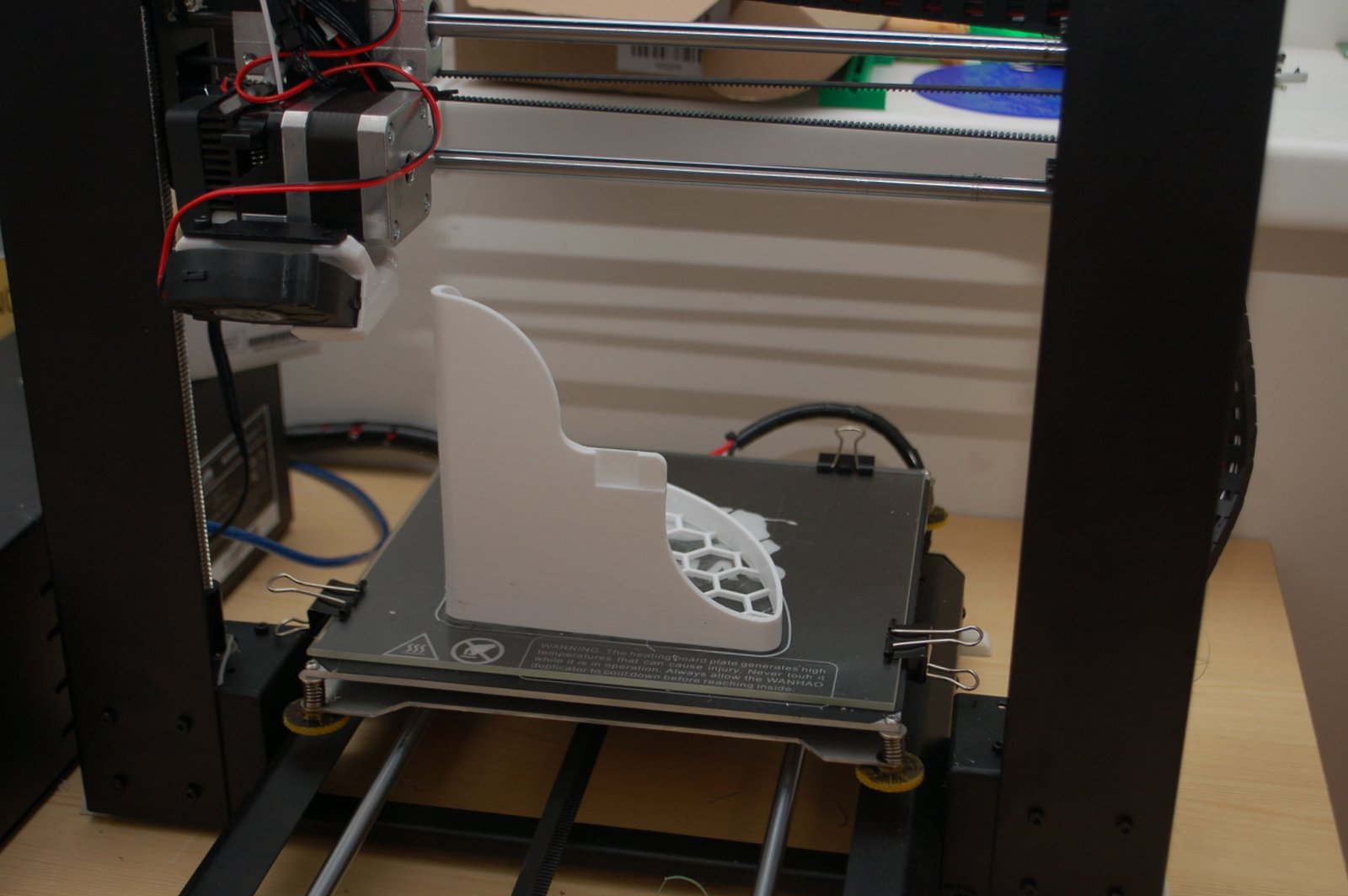
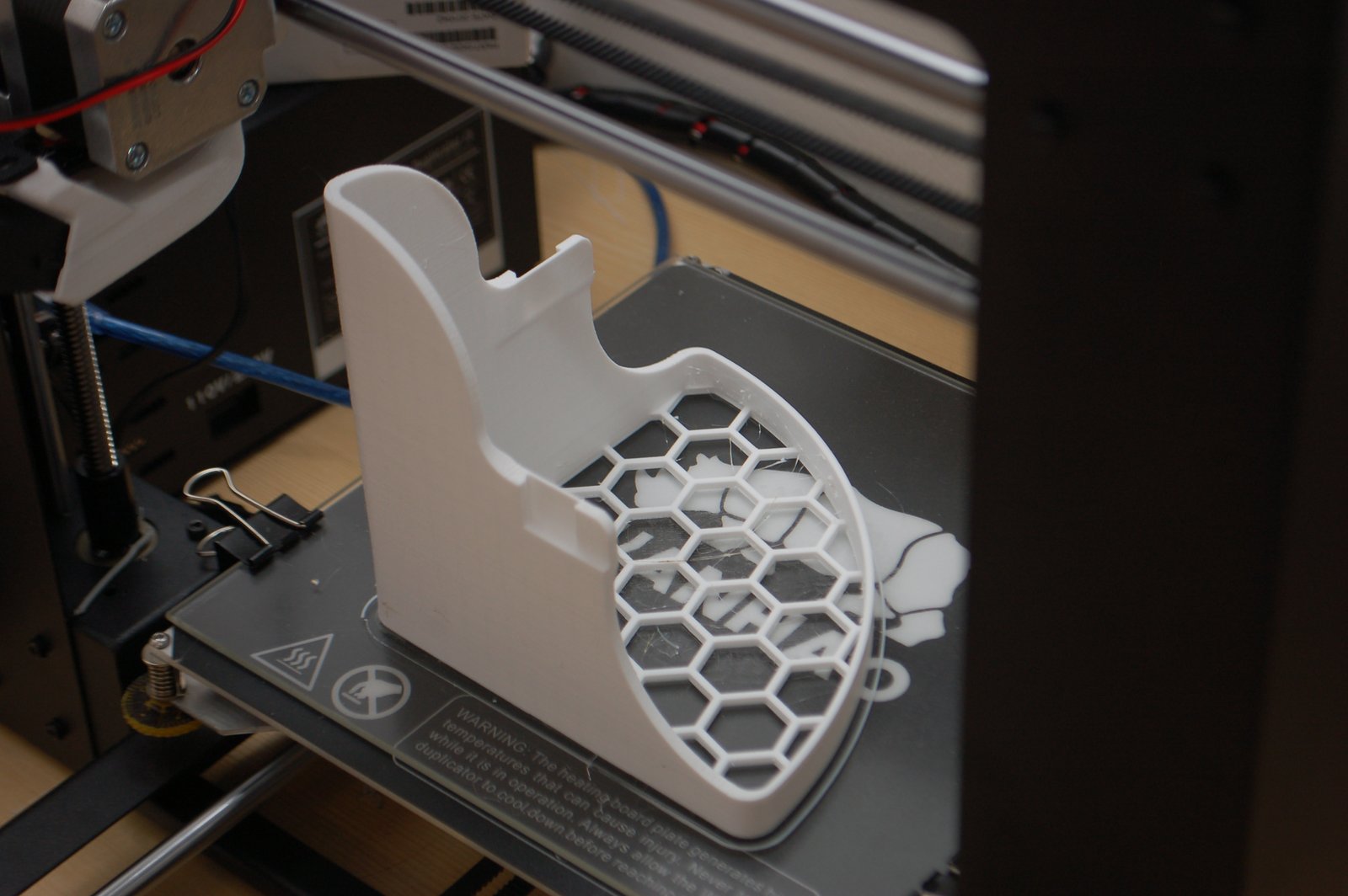
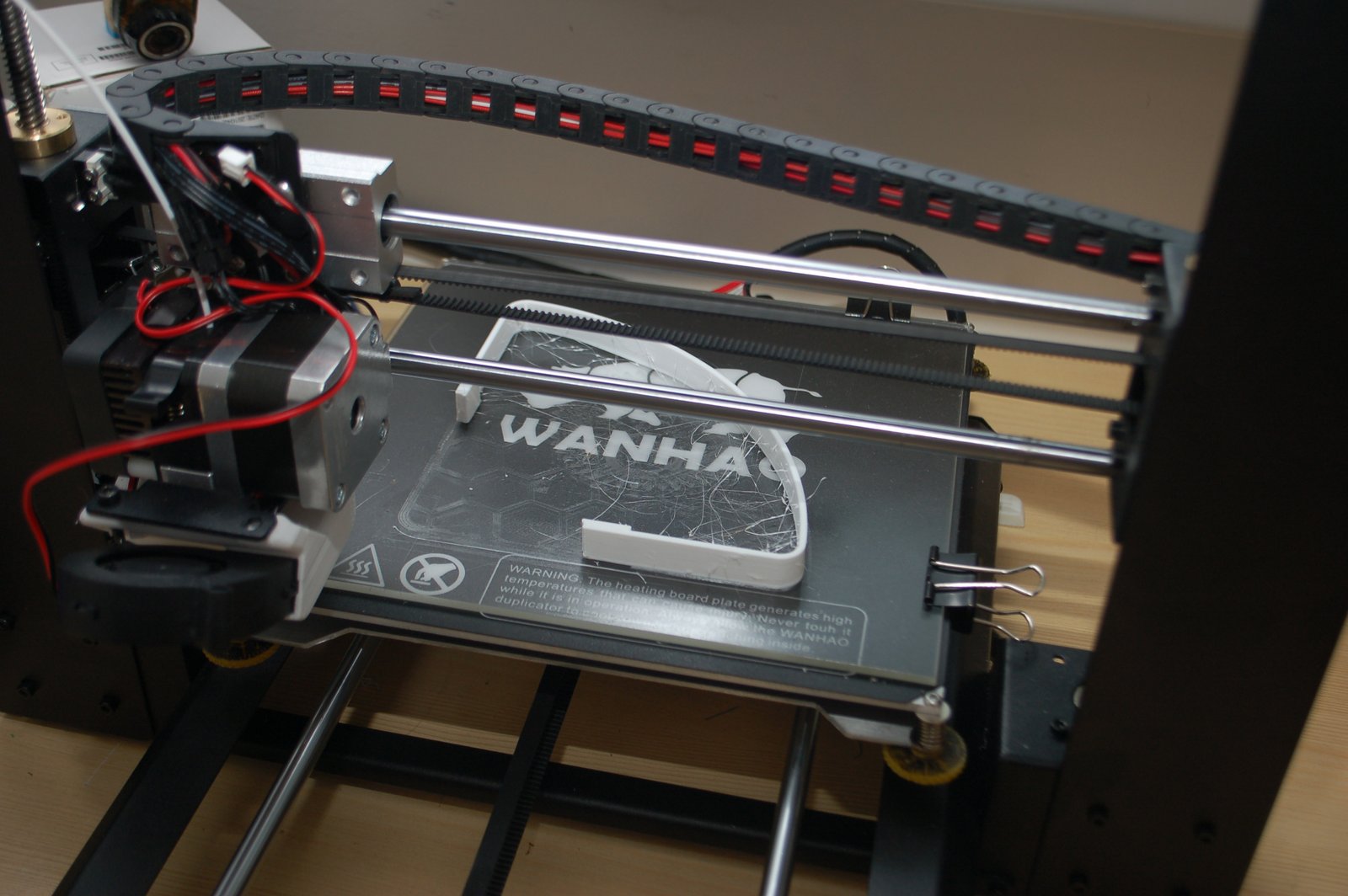
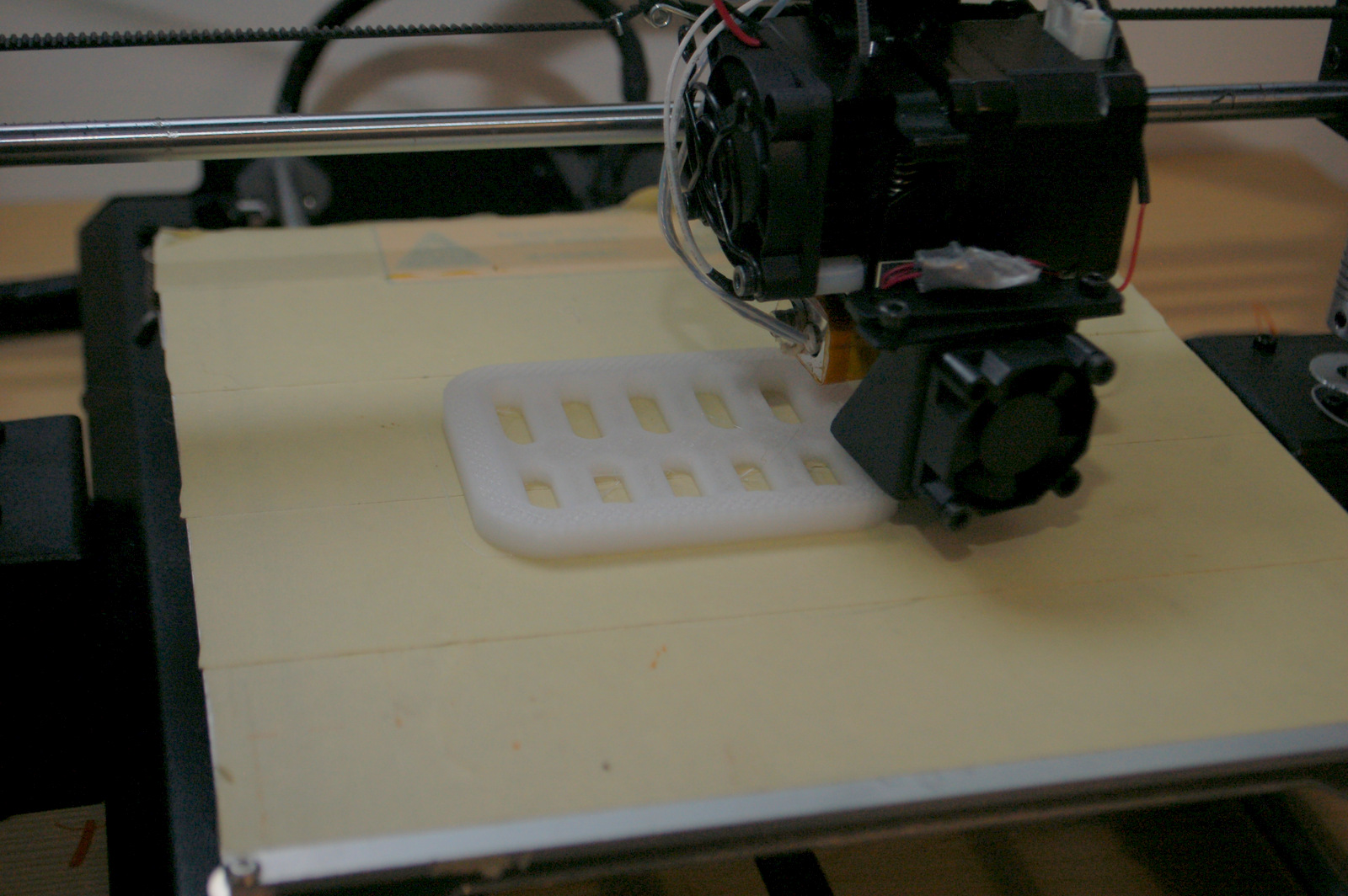
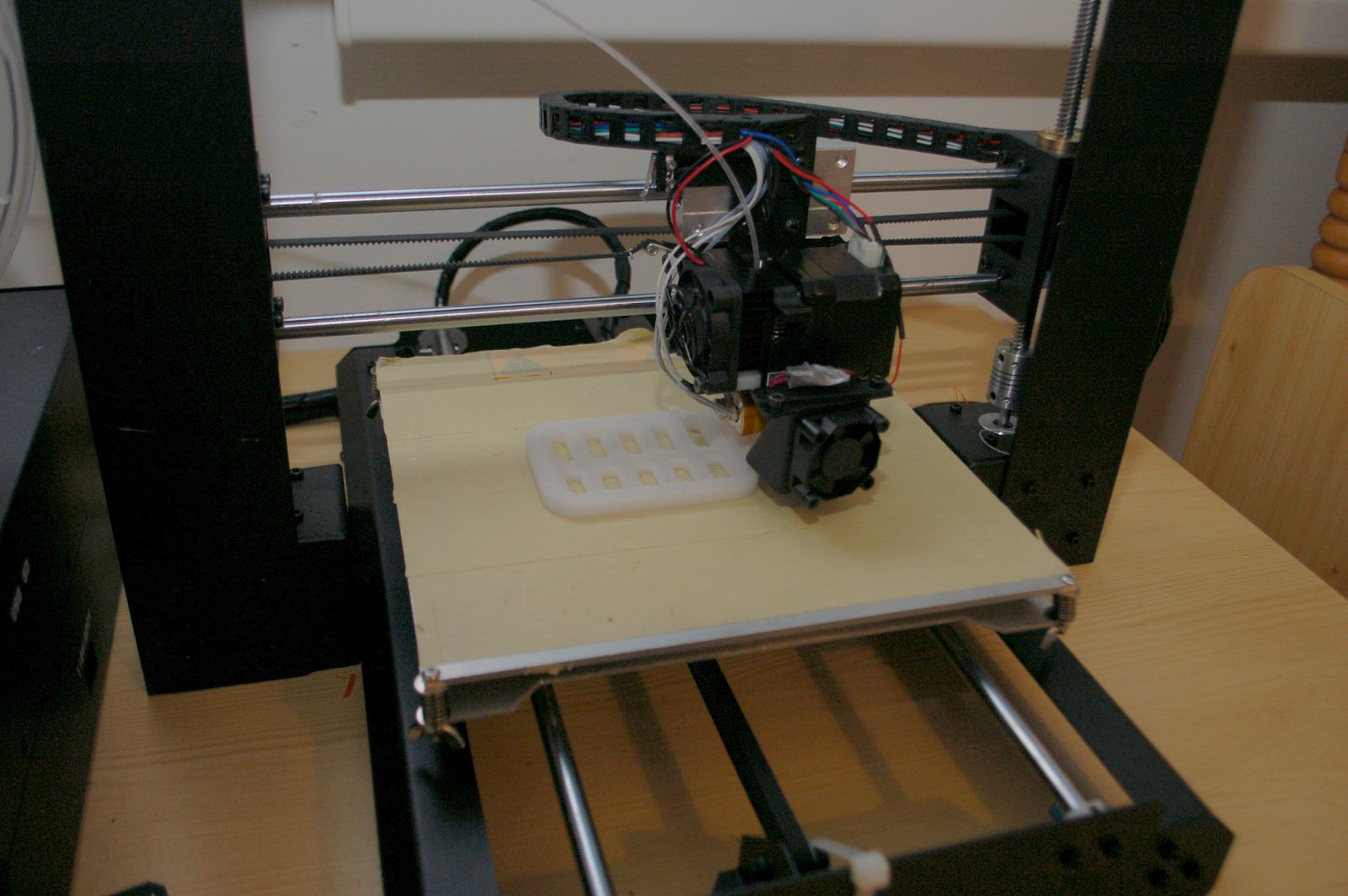
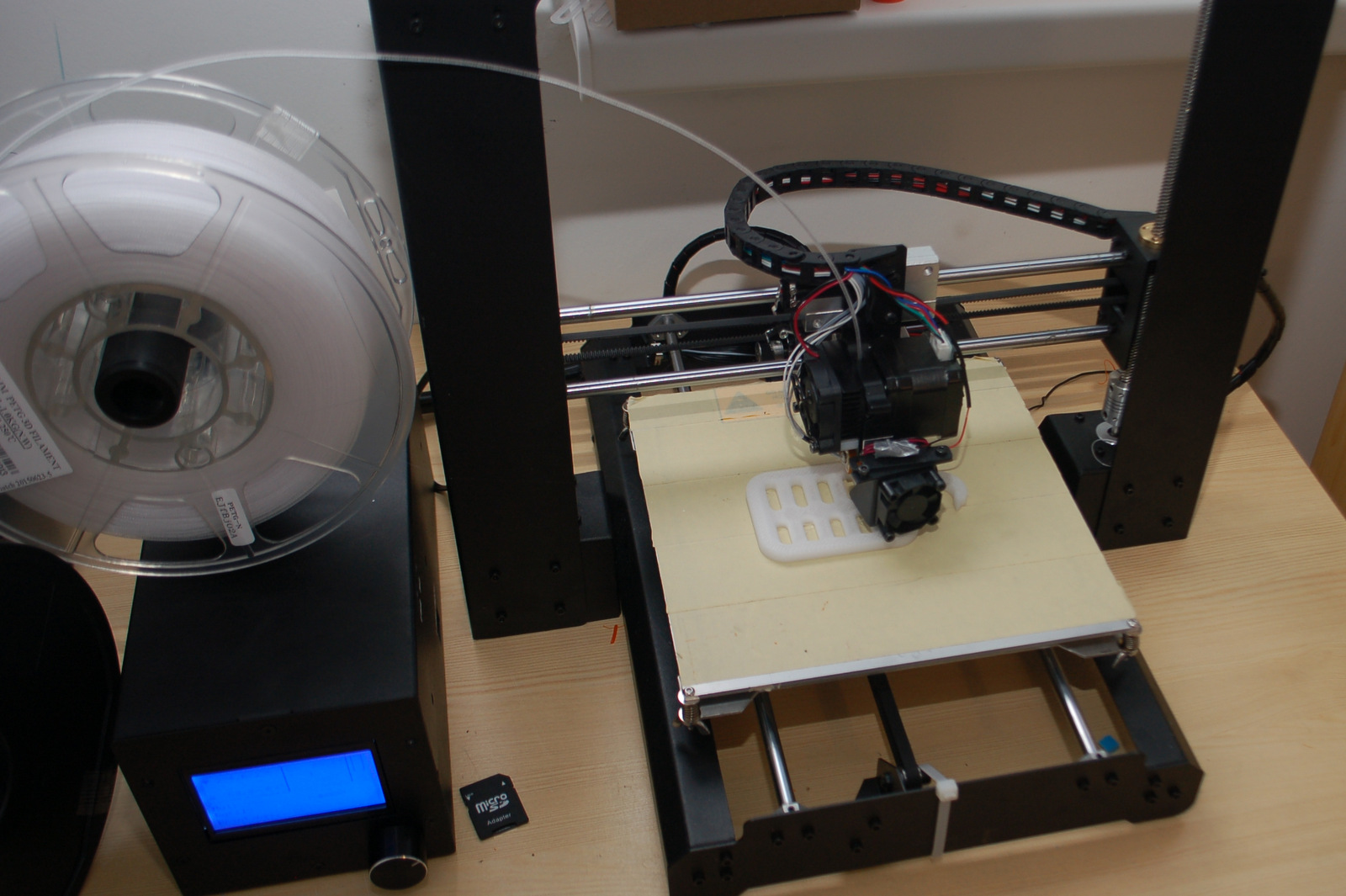
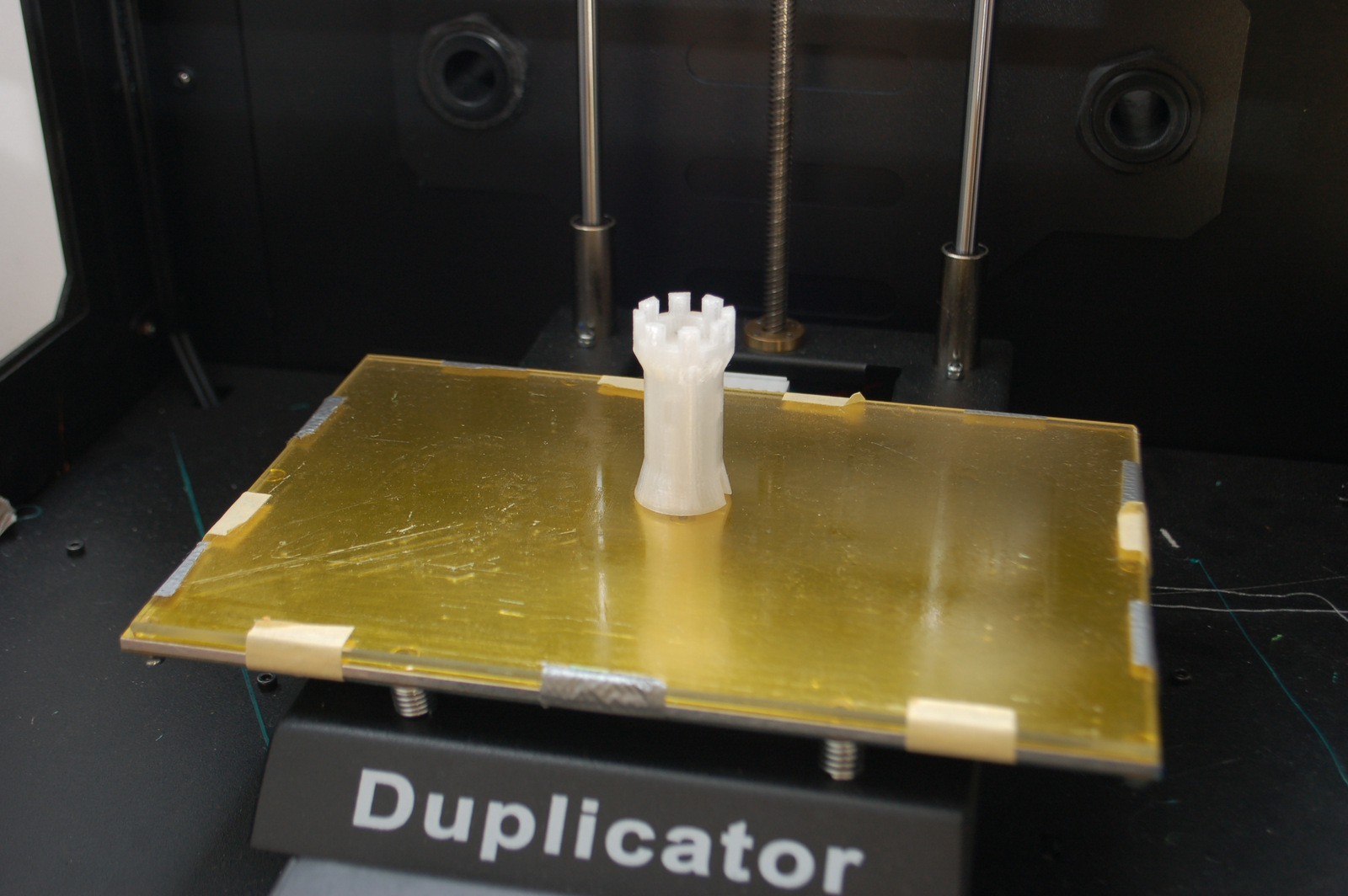
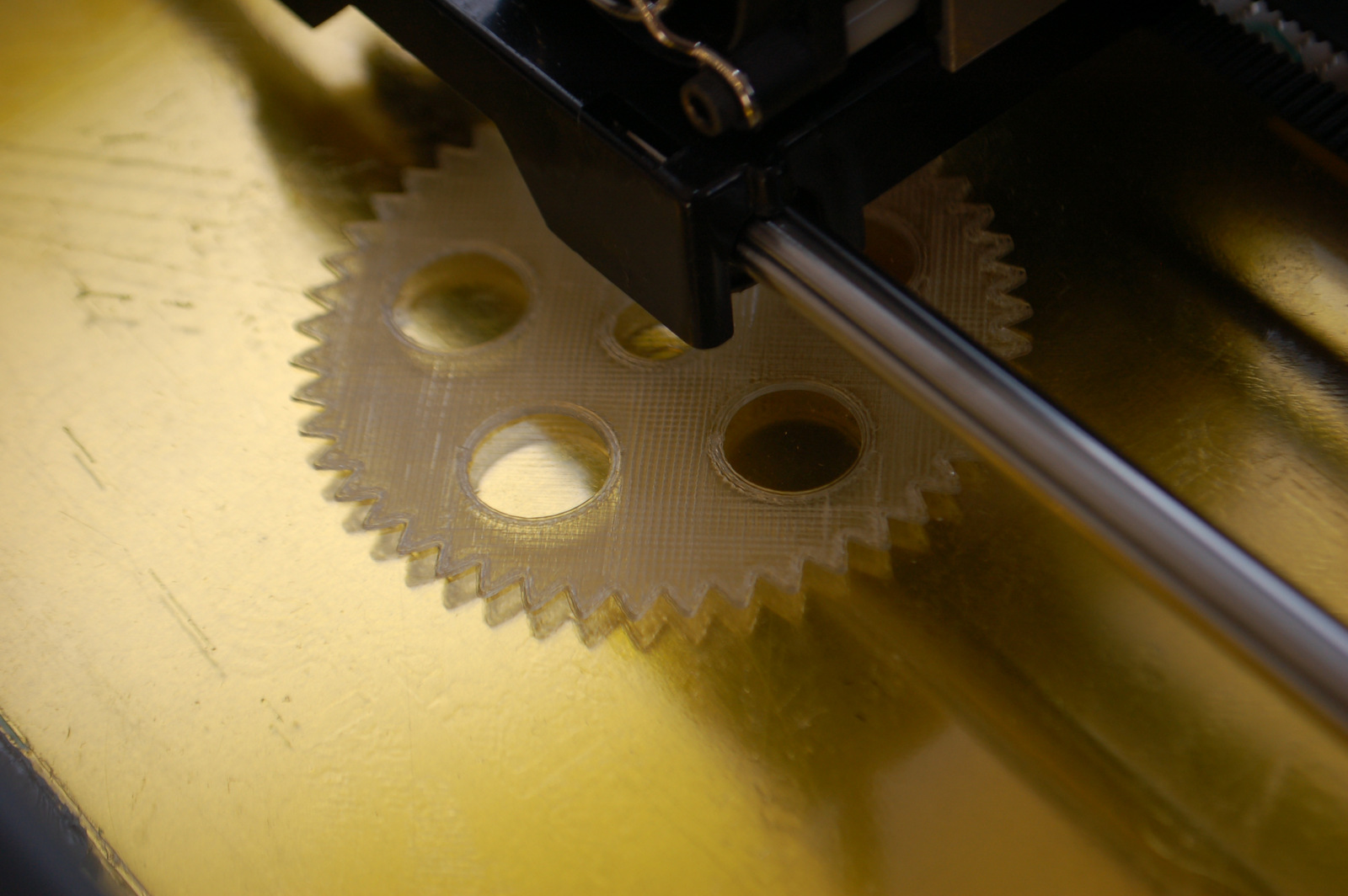
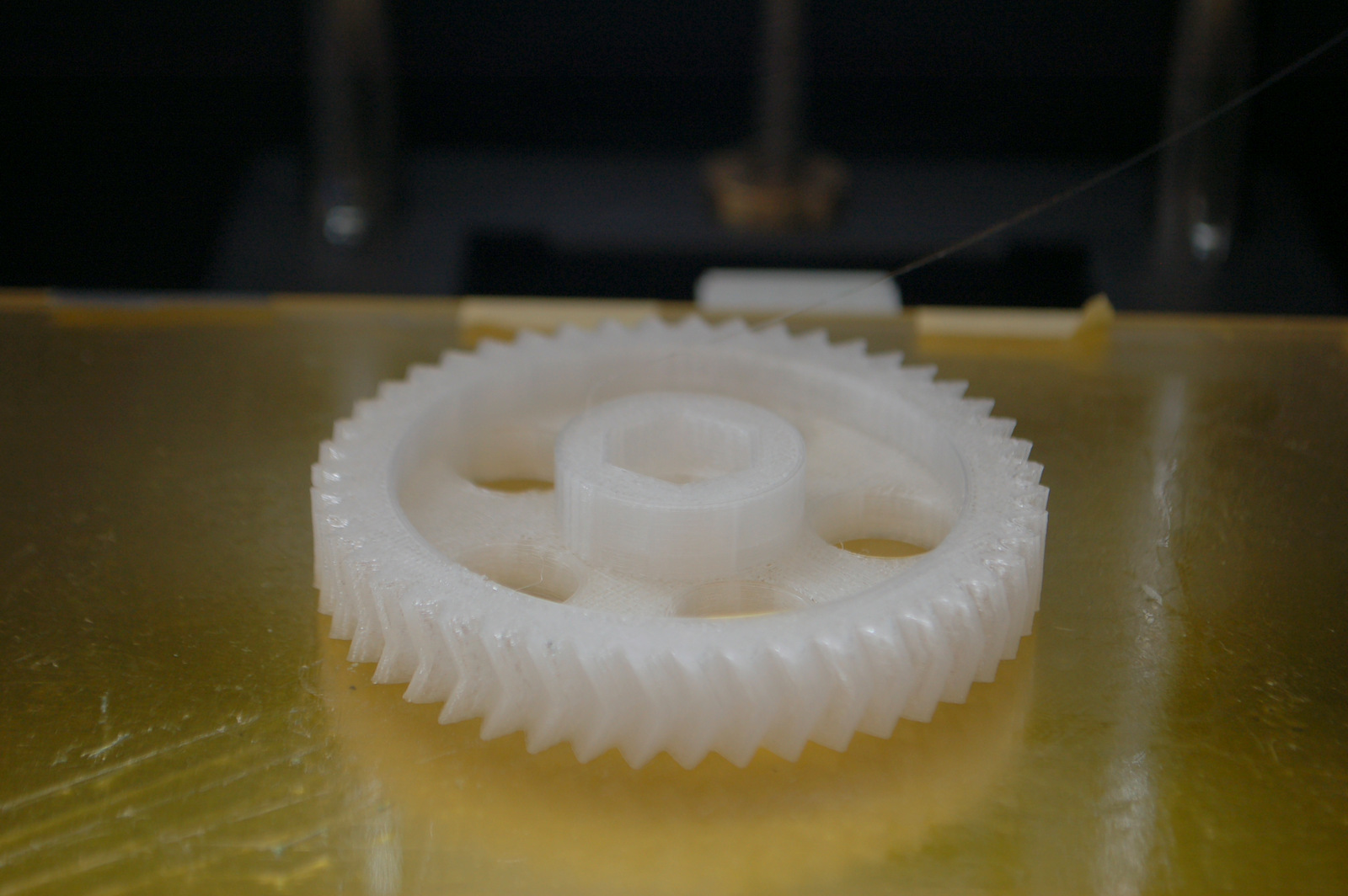
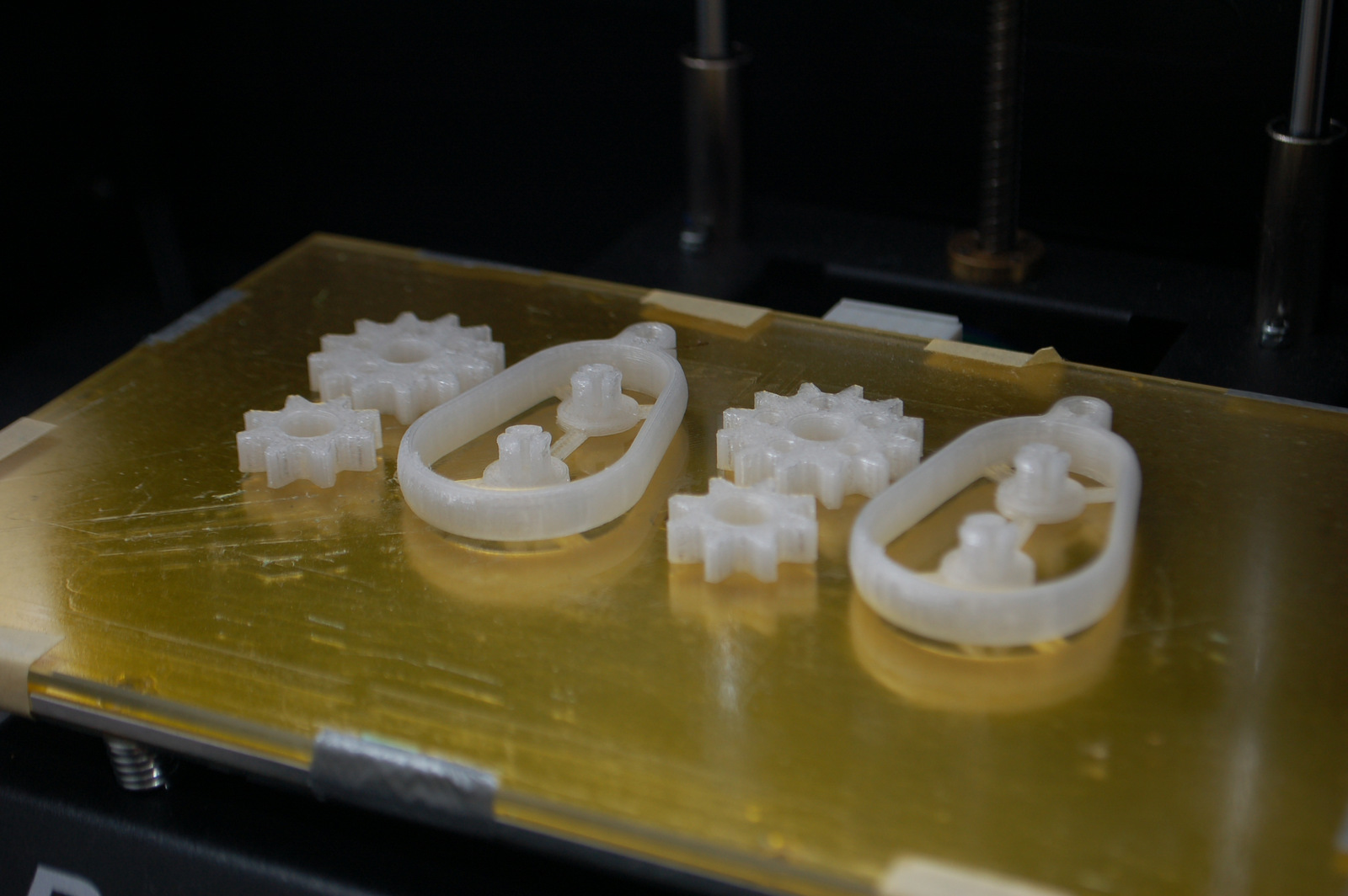
Az első néhány eredmény a következő képeken látható
Meg kell, hogy mondjam, elégedett vagyok a kapott eredménnyel. Mostantól kezdve mindenkinek a PETG-t fogom ABS helyett ajánlani.
A Makerware ABS profilját használtam kiindulásnak, az extrúder hőmérsékletet 230-ra, a tárgyasztalt 70 fokra állítottam és valóban nem vetemedett. Majd még kisérletezek kicsit magasabb extrúder hőmérséklettel is, hátha akkor még erőssebb lesz a tárgy (de már így is nagyon erős, pl. a bástyát nem tudom eltörni, holott csak 15%-os kitöltéssel lett nyomtatva). Illetve kisérletezni kell majd azzal, hogy mennyire szükséges a tárgyhűtés. Most a kiszögellés részeken (overhang) még úgy tűnik, igényli, de a többi helyen anélkül is szép nyomat jön létre.
És hogy miért írtam, hogy majdnem tökéletes? Azért, mert az ára kicsit magasabb az ABS-nél. Hamarosan megjelenik a kínálatunkban a PETG is (eSUN PETG), az ára valamivel drágább lesz az ABS-nél, de szerintem megéri a plusz költség, ha elkerülhetjük az ABS-re jellemző vetemedést és még ráadásul nagyon erős anyagot kapunk.
Addig is itt az erősségről egy teszt: http://www.intservo.com/blogs/news/17937971-esun-s-new-product-petg-with-high-toughness-and-impact-strength
Frissítés! Felvettük a PETG anyagot a kínálatunkba: http://3dnyomtato.shoppe.hu/collections/kellekek/products/esun-petg-nyomtato-szal