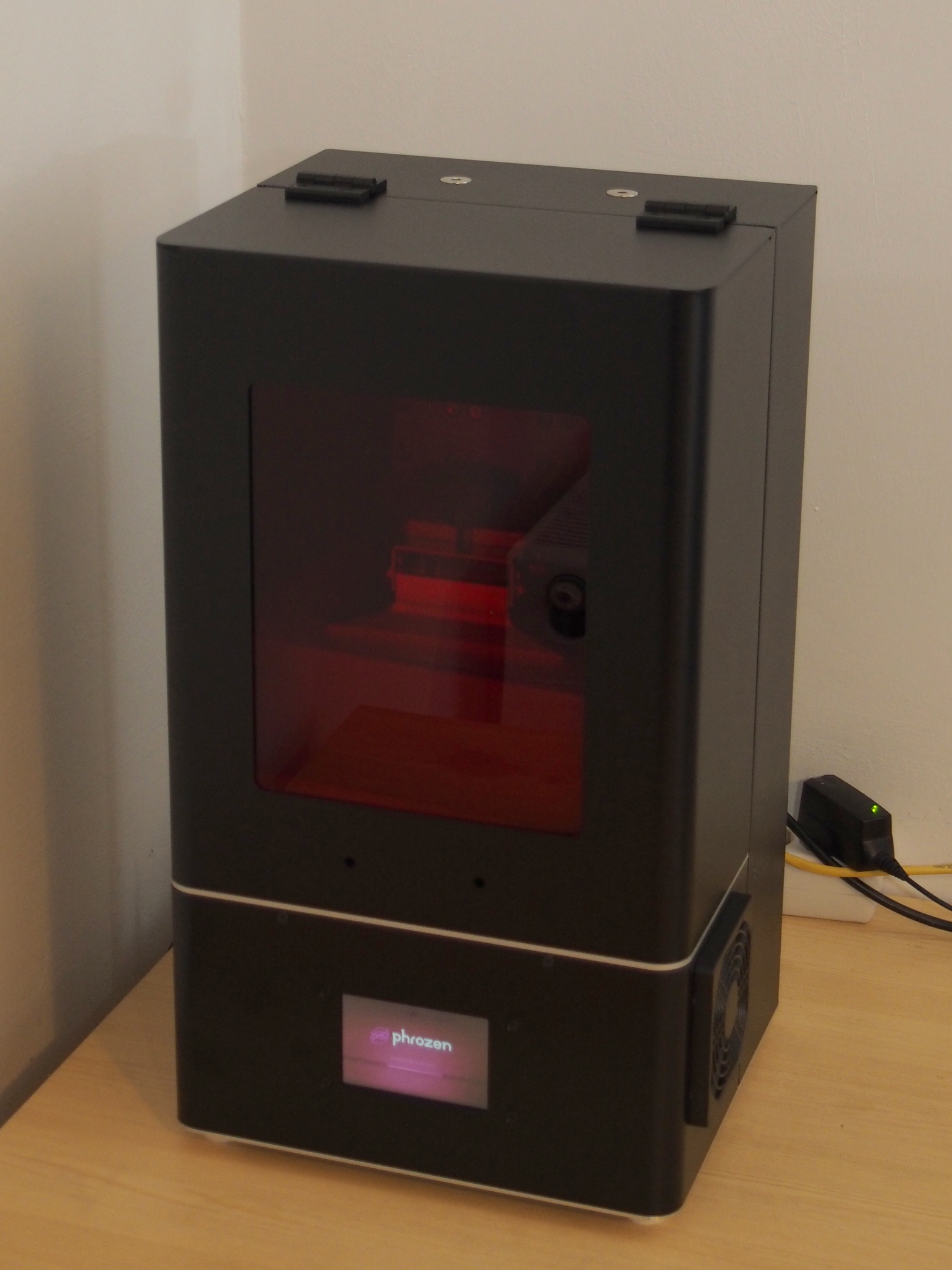
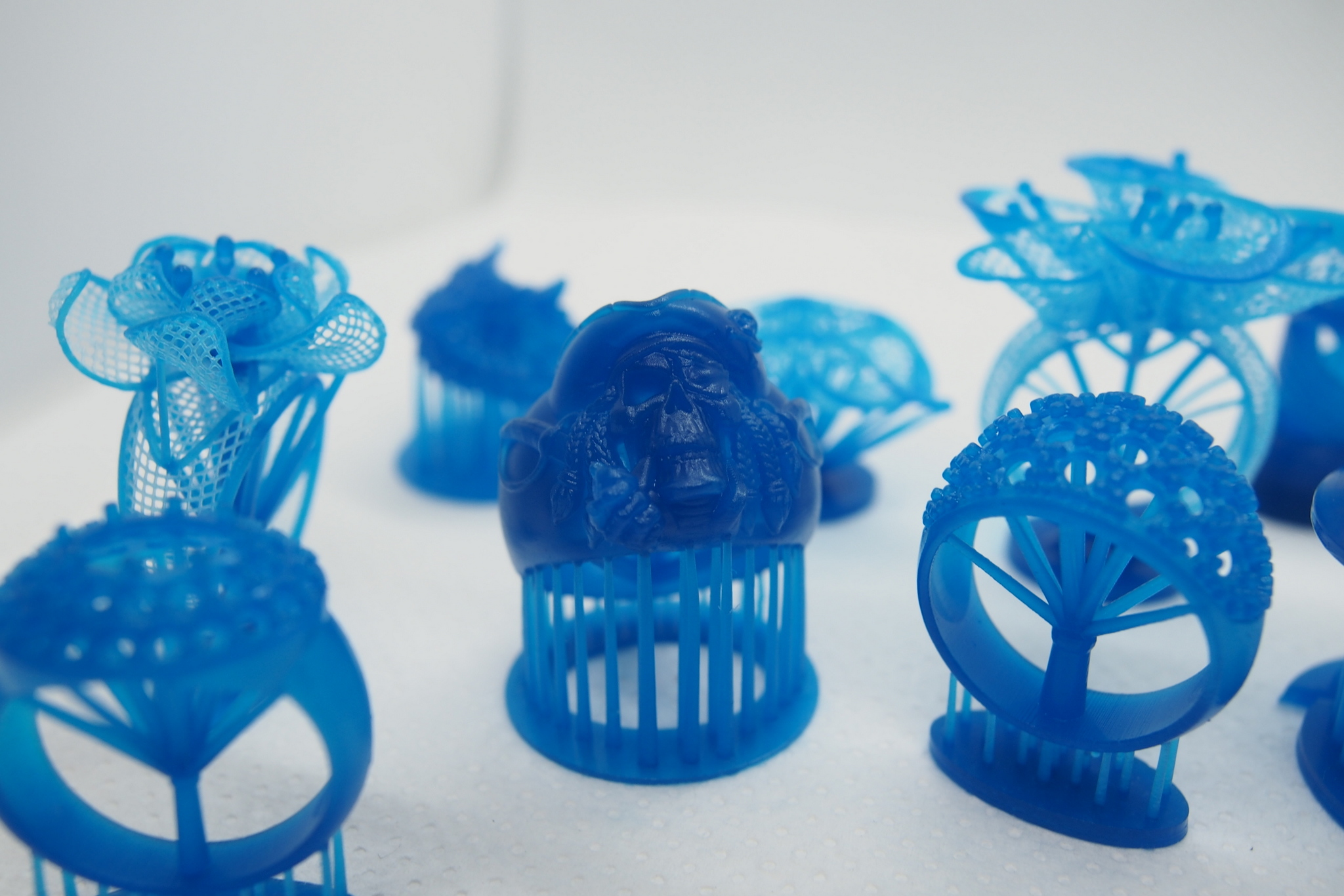
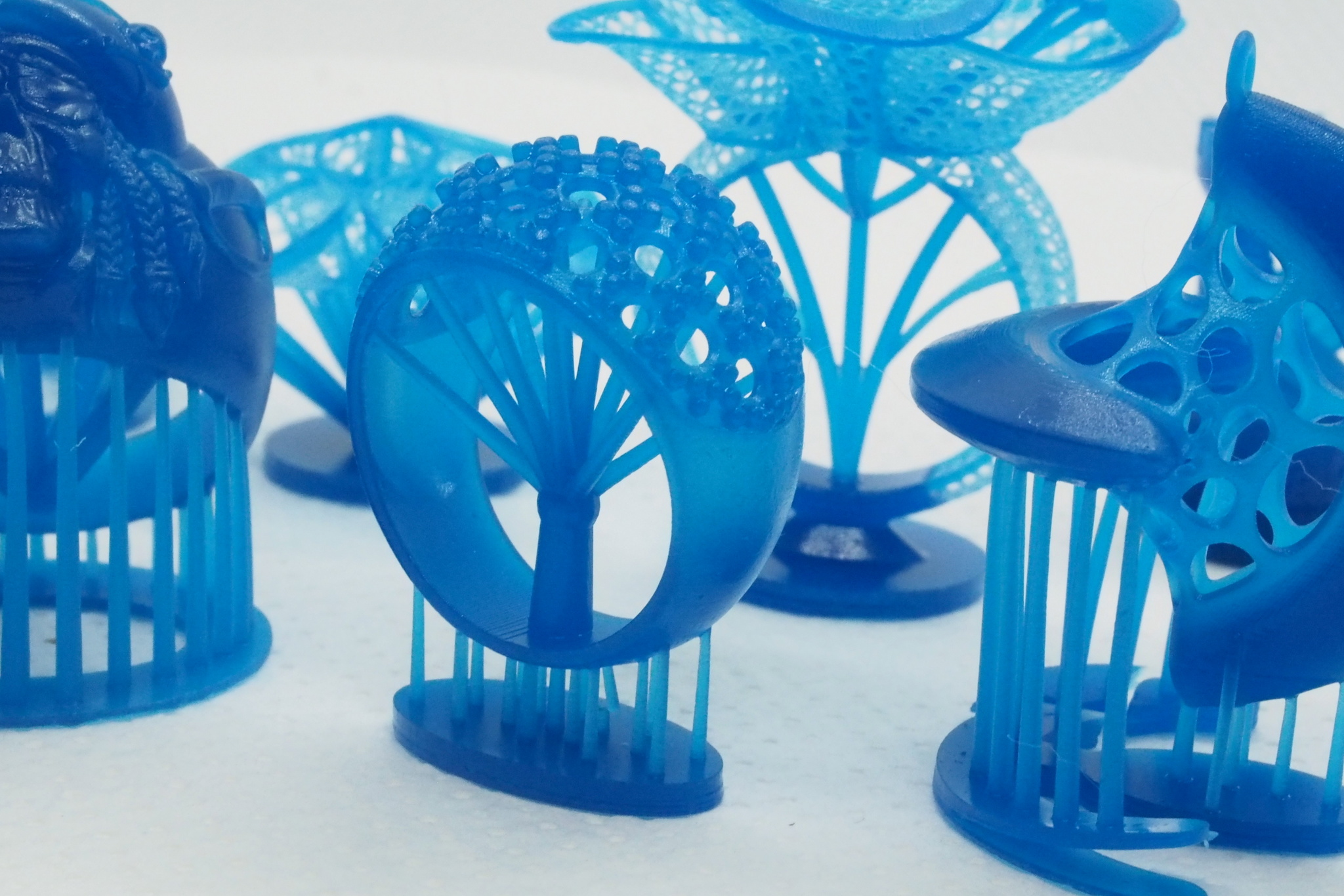
Régóta esedékes ez a blog bejegyzés, az elmúlt 1-2 hónapban többször is tesztelgettem az új Phrozen Shuffle 4K nyomtatót. Mit is tud ez a gép? Nos, a standard 120 x 68mm-es nyomtatási alapterület itt is adott, viszont egy 4K-s felbontású (3840 x 2160) kijelzővel. Ez egy megdöbbentően kicsi, 31 µm-os képpont átmérőt jelent (ami megfelel egy hajszál vastagságának, tehát elméletben hajszálakat is lehetne nyomtatni állítva, bár ez nyílván nem működne a valóságban, hiszen ilyen vékony rész könnyen torzulna).
A nyomtatót a Phrozen cég első sorban ékszerészeknek ajánlja, talán itt jön ki igazán a nagyobb felbontás előnye, de természetesen ez más jellegű nyomatoknál sem okoz semmilyen hátrányt. :)
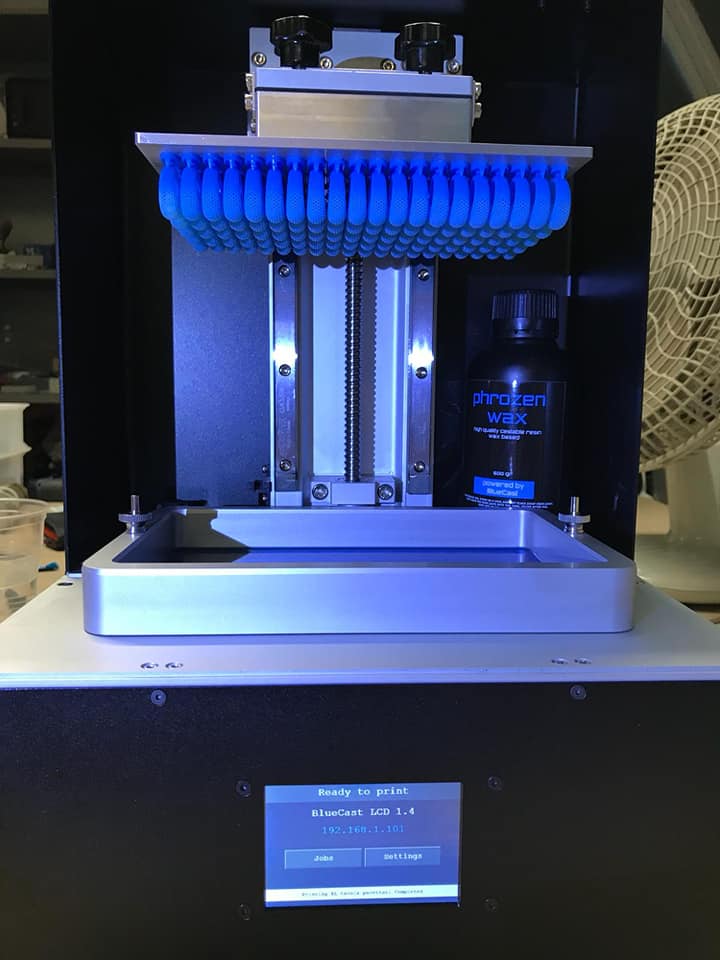
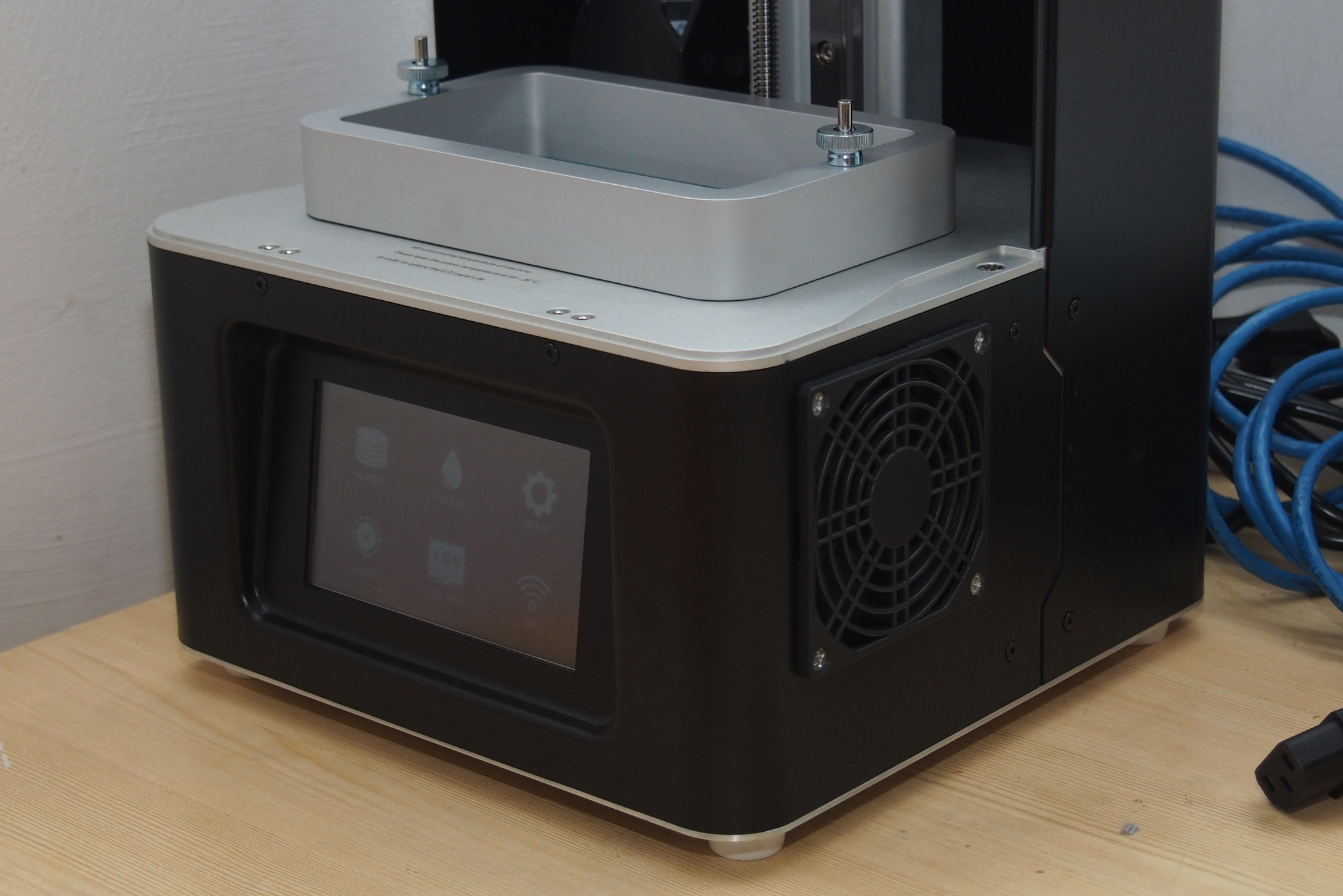
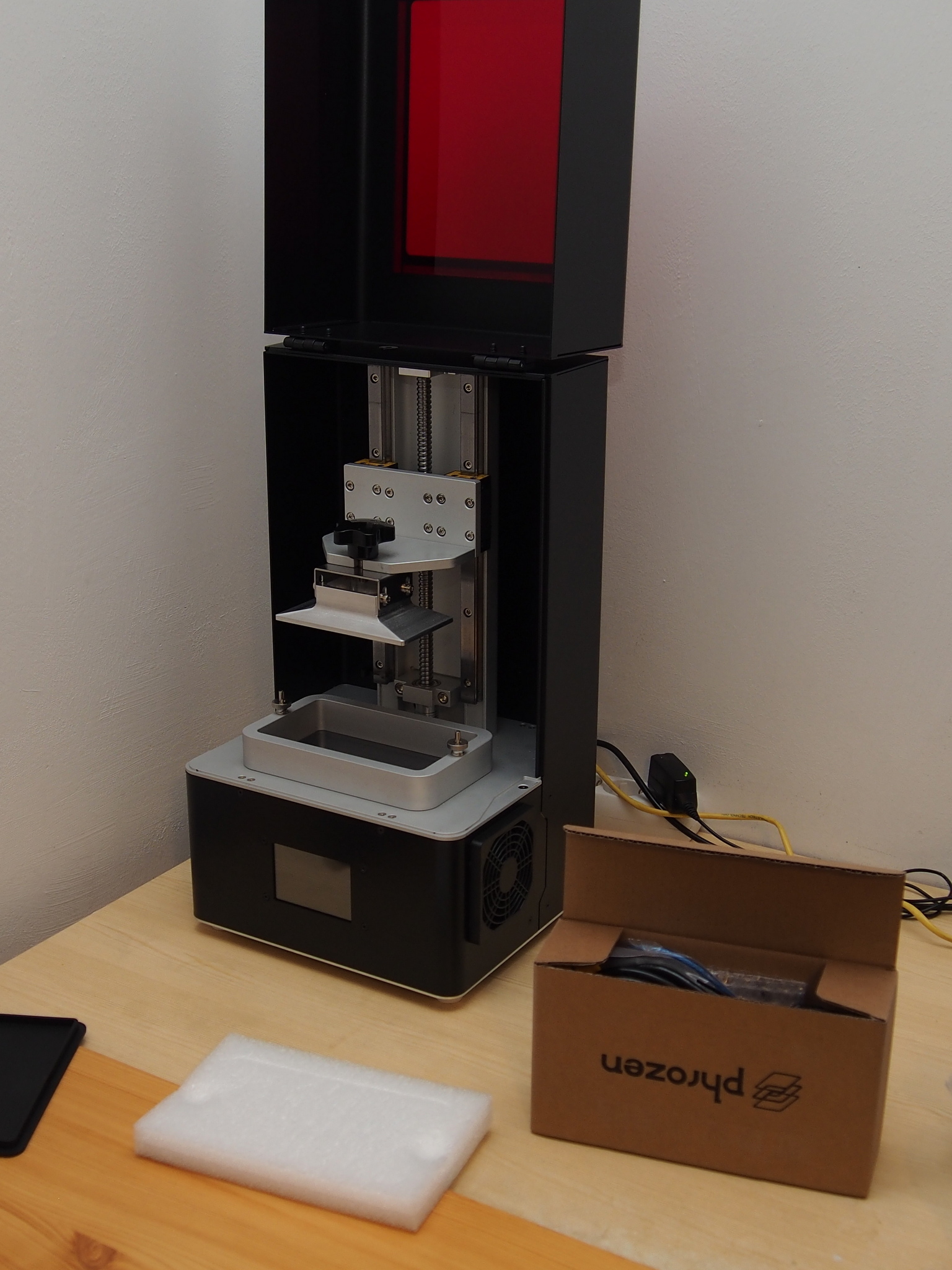
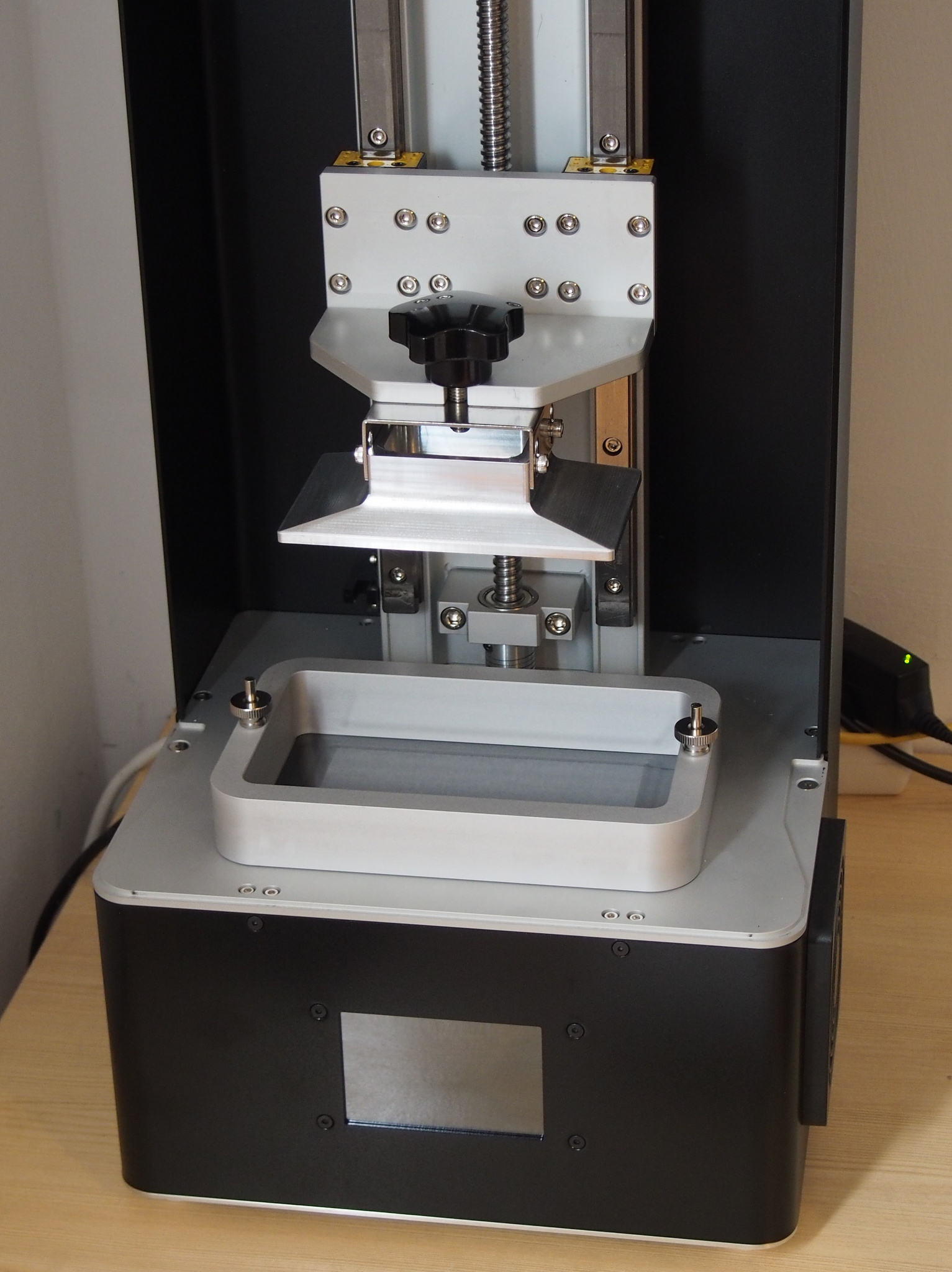
Hogy néz ki a gép? A Shuffle 4K a Phrozen új generációs vázára épít és az új saját, Phrozen OS operációs rendszerre, ami az érintőképernyőn is felhasználóbarátabb kezelést tesz lehetővé, illetve saját webes kezelőfelülete is van. Wifi modult is adnak a géphez, tehát még hálókábel sem kell hozzá, az érintőképernyőn konfigurálható a wifi kapcsolat.
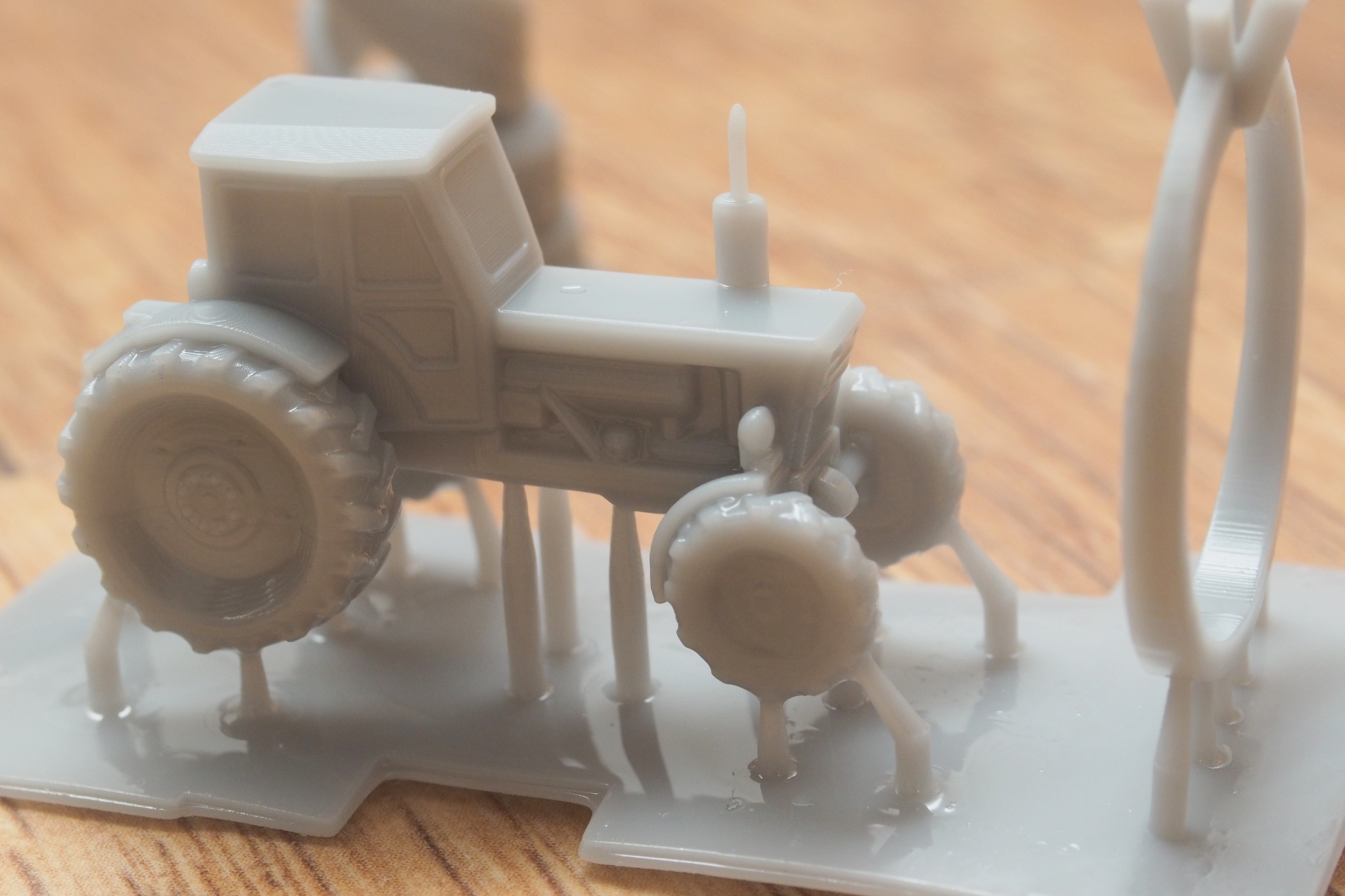
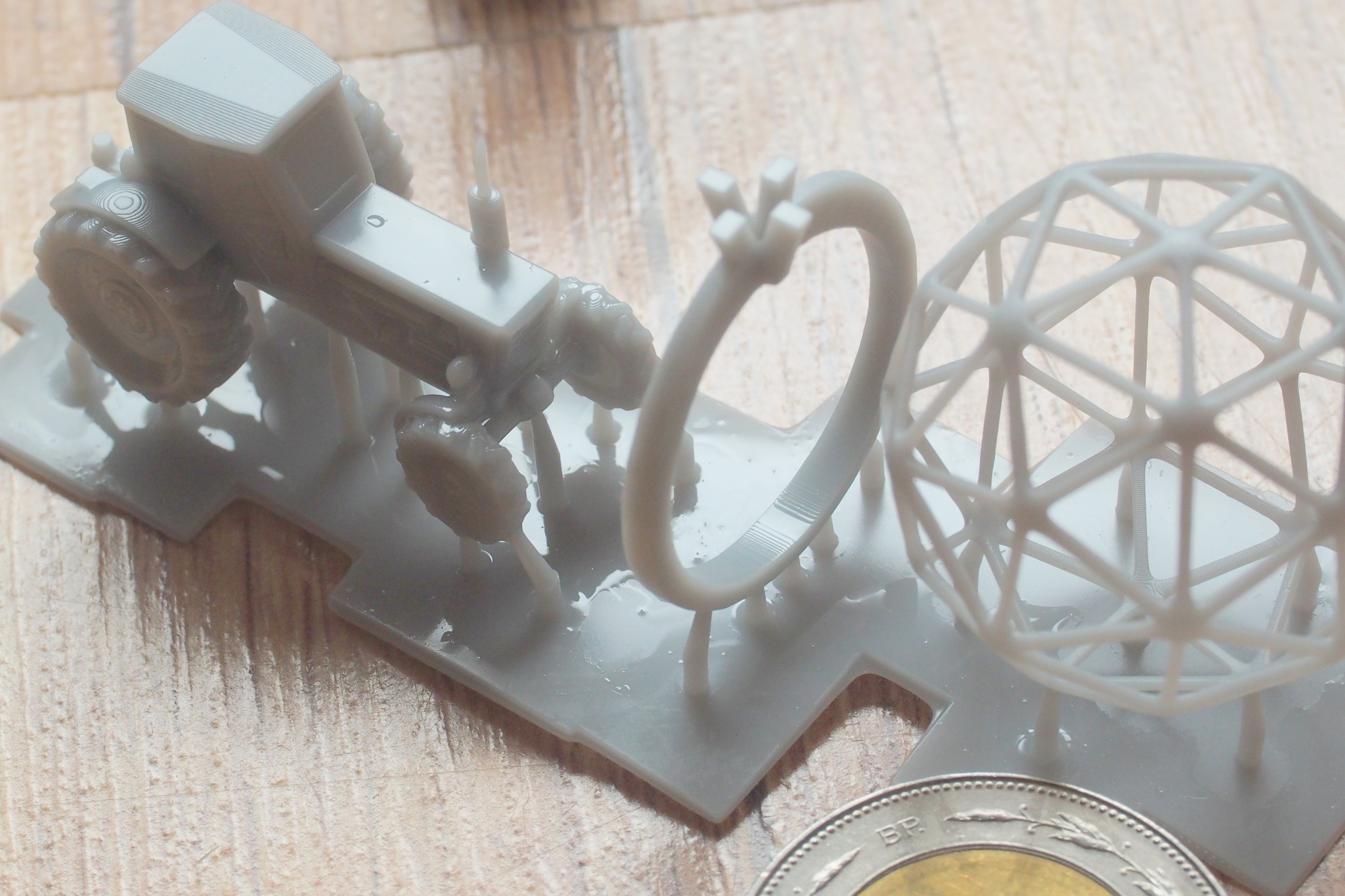
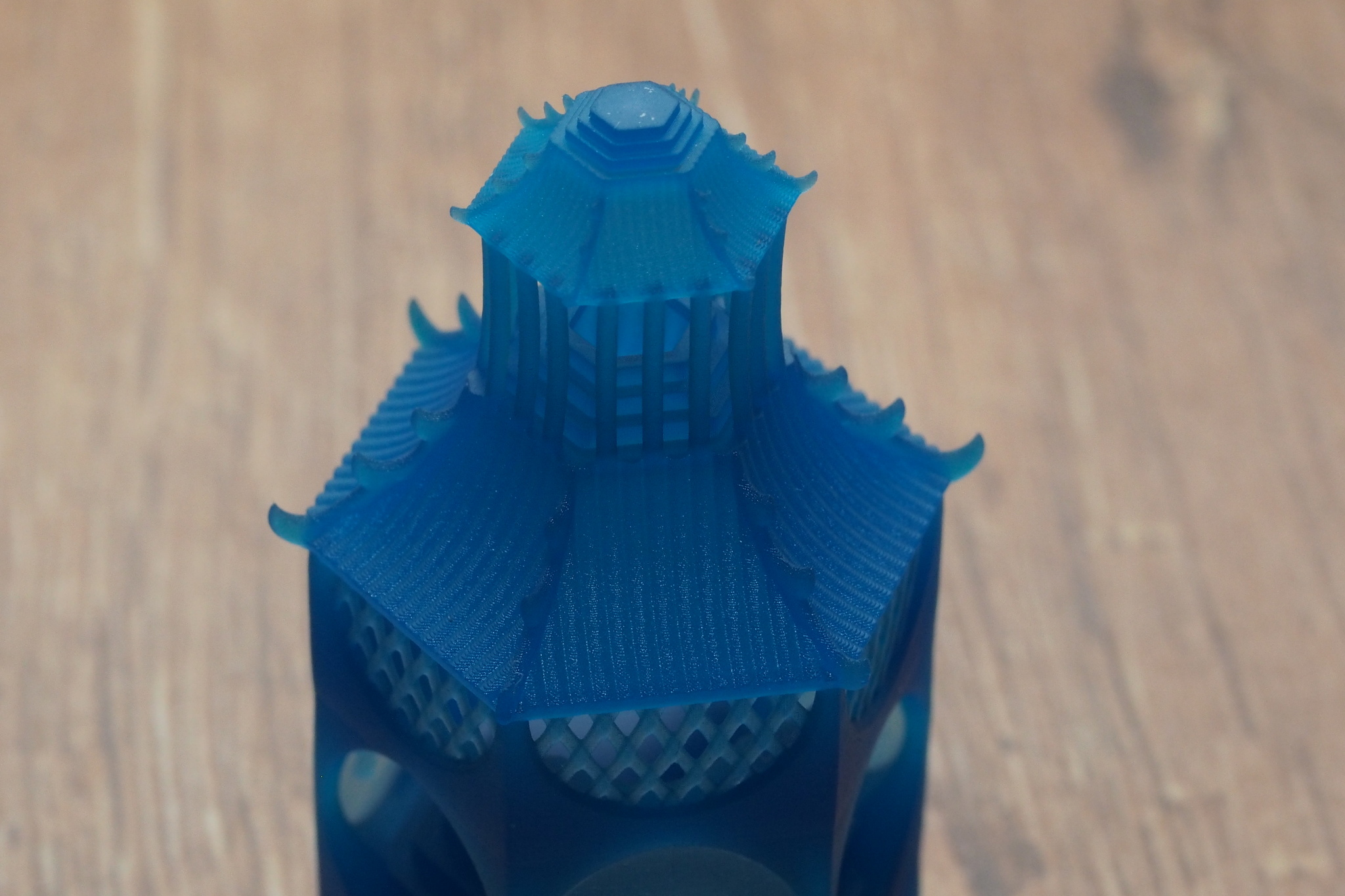
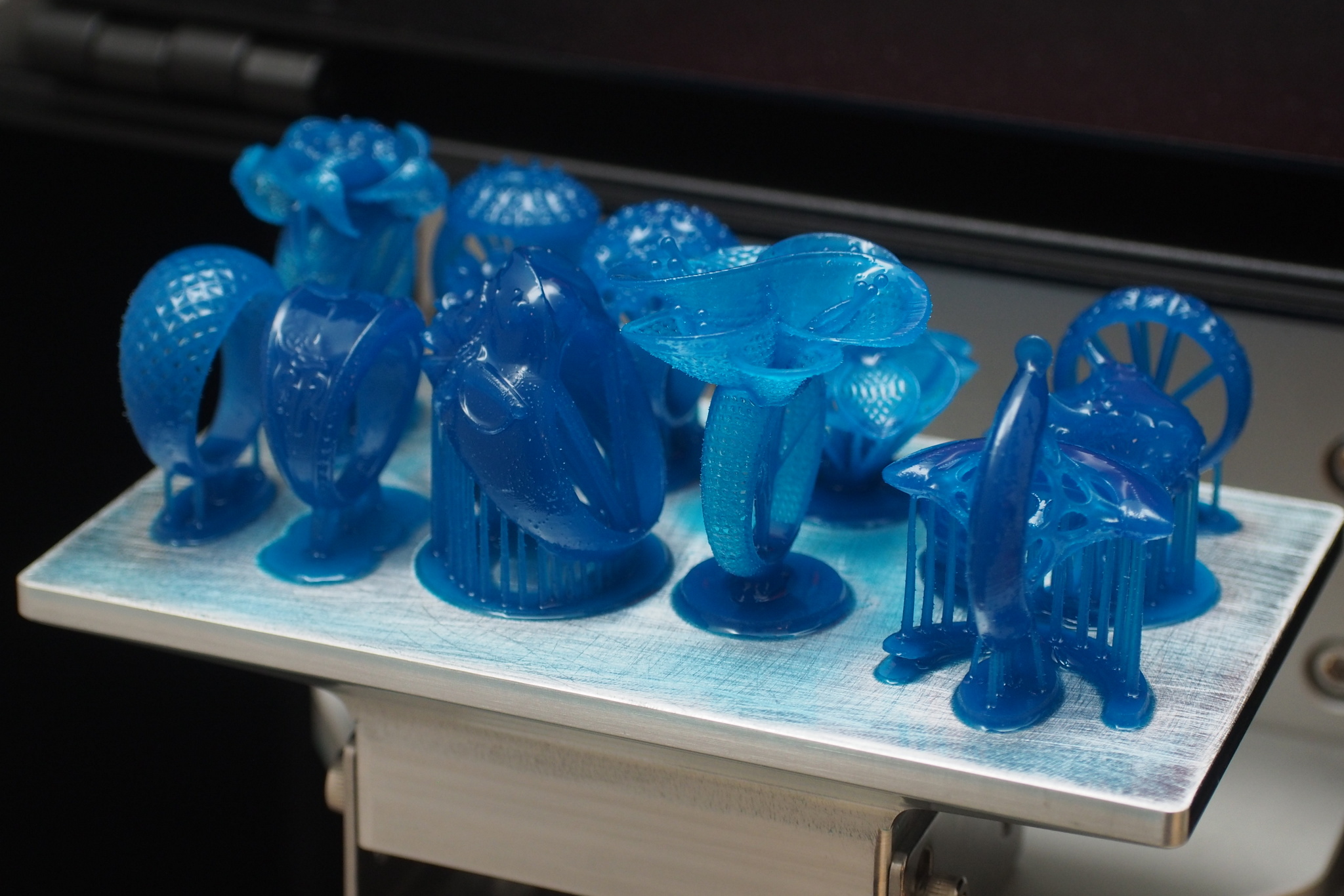
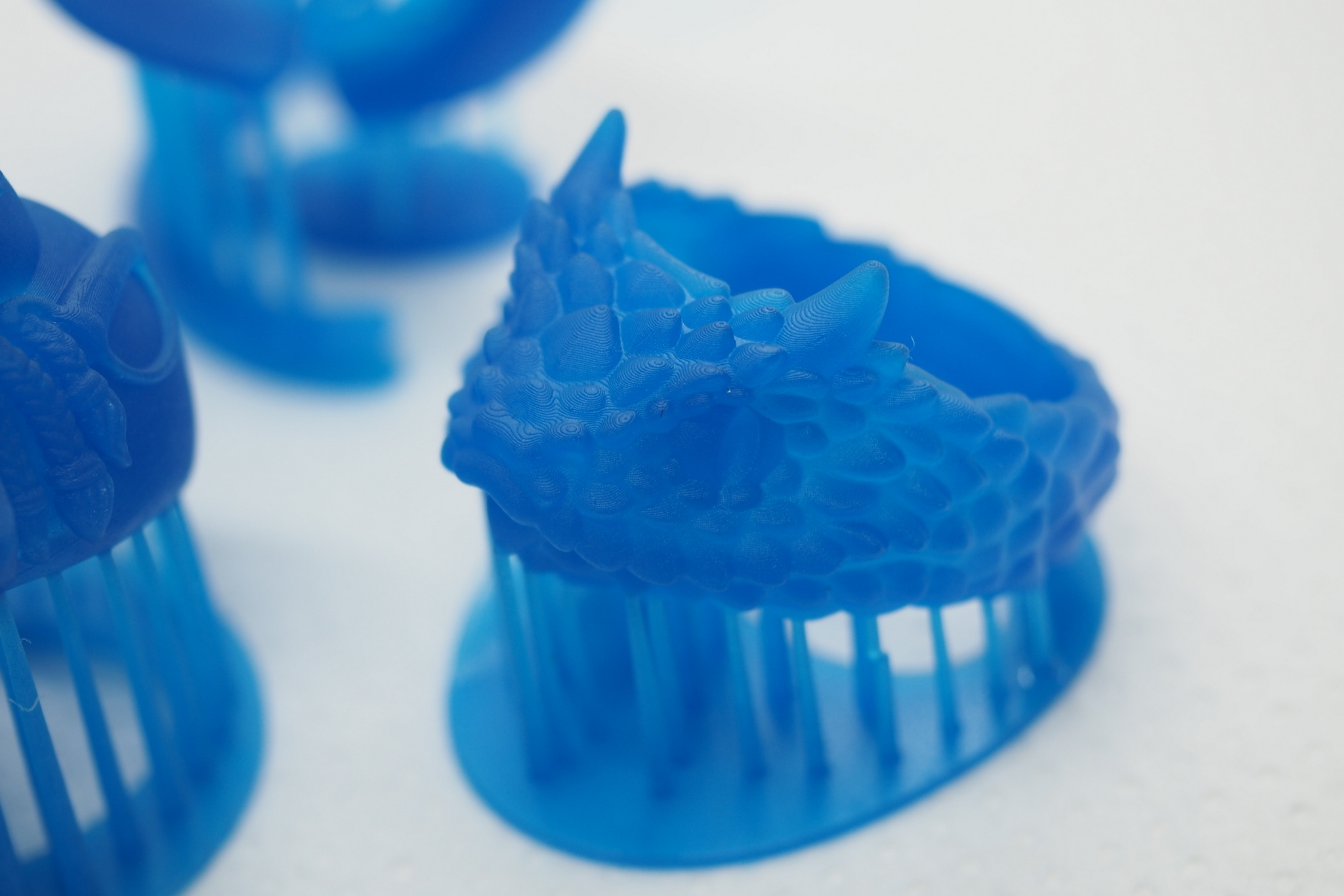
És akkor az igazság pillanata, a nyomtatások, először Bluecast EcoGray gyantával (30 mikronos rétegvastagsággal):
Majd pedig Anycubic Eco gyantával (50 és 30 mikronos nyomatok):
A nyomatok nyomtatási minősége nagyon meggyőző, bár teljesen őszintén olyan nagyon nagy különbséget én nem vettem észre, bár ez annak is köszönhető, hogy már a sima Shuffle nyomtató is nagyon szépen nyomtat. Viszont el tudok képzelni olyan helyzetet, főleg ékszerészetben, ahol jól jöhet a nagyobb X/Y irányú felbontás, illetve esetleg nagyon kis méretarányú (TT, N) makettek nyomtatásánál.
Ez egy félig meddig komoly bejegyzés lesz, hiszen általában a műgyantás és konrkétan a Shuffle gépet ékszerészek azzal a céllal veszik, hogy valódi nemesfémekből készítsenek ékszereket, leginkább a Bluecast X10 magas viasztartalmú műgyantával. Mégis ki akartam próbálni mindig is a króm arany illetve ezüst festék hatását műgyantás nyomtatokkal is, hogy milyen hatást lehet elérni.
A festés előtt a próba tárgyak, amiket nyomtattam (50 mikronos rétegvastagság, Bluecast Ecogray gyanta):
Majd pedig a króm effekt spray lefújás és némi száradás után a végeredmény:
Nem is rossz. :) Bár tudom, hogy ez nem az igazi, de a hatás egészen jó mindkét festék esetén. Még lehet, hogy lehetne finomítani, ha kicsit távolabbról fújtam volna, csak nem akartam a füvet arany színűre fújni, illetve a napokban elég szeles az idő is. :)
Végül pedig a vicc kedvéért két FDM nyomat is lefújva:
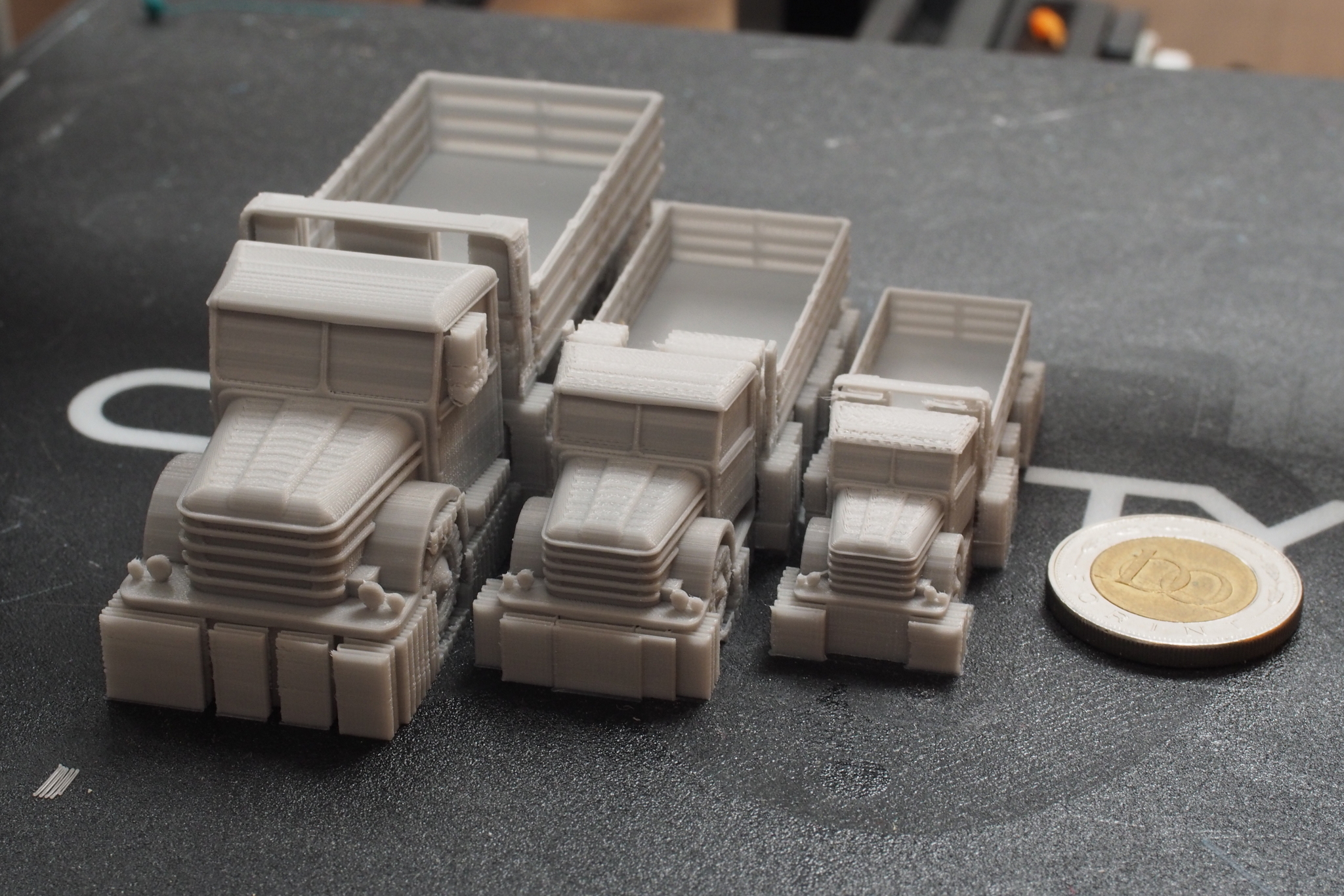
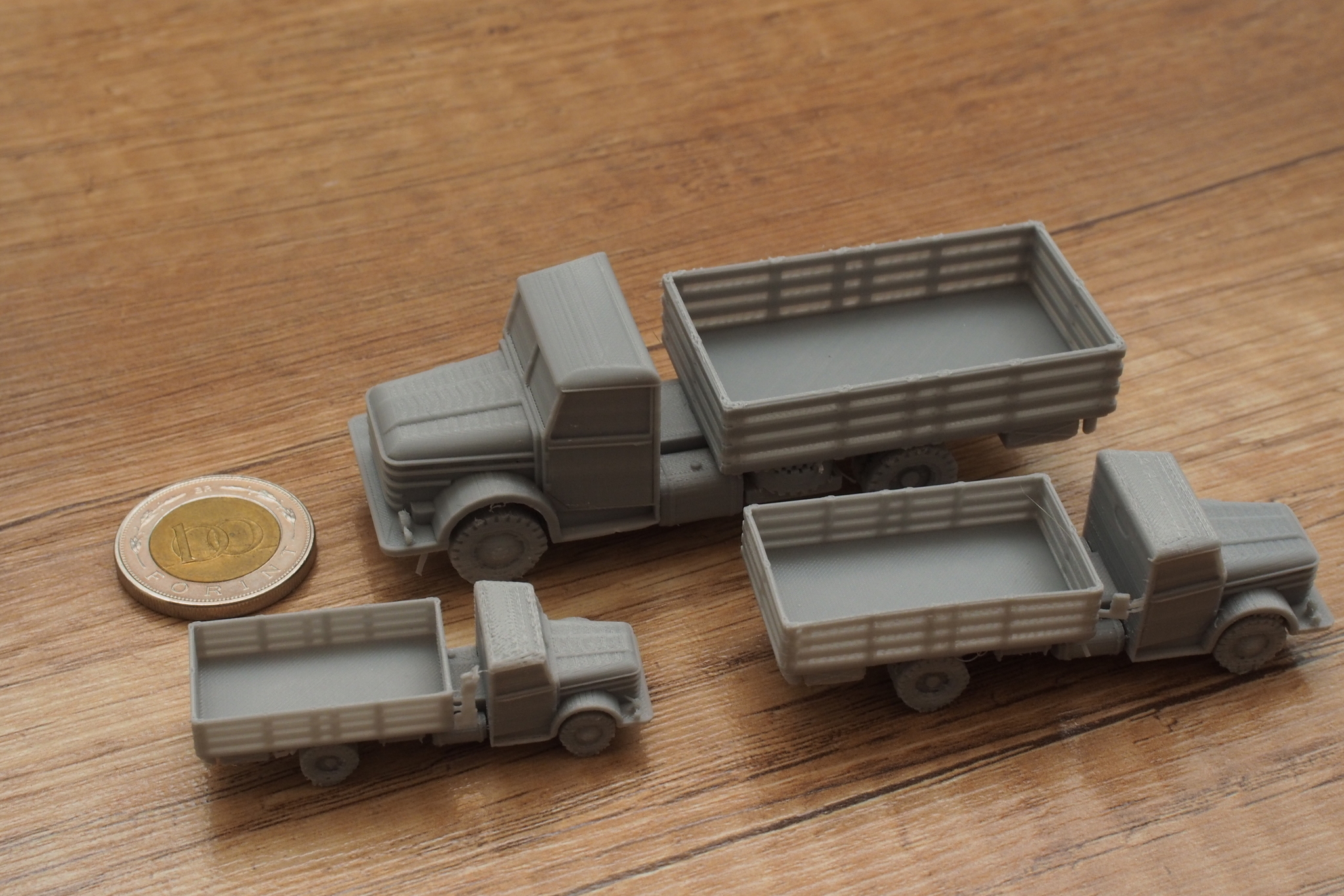
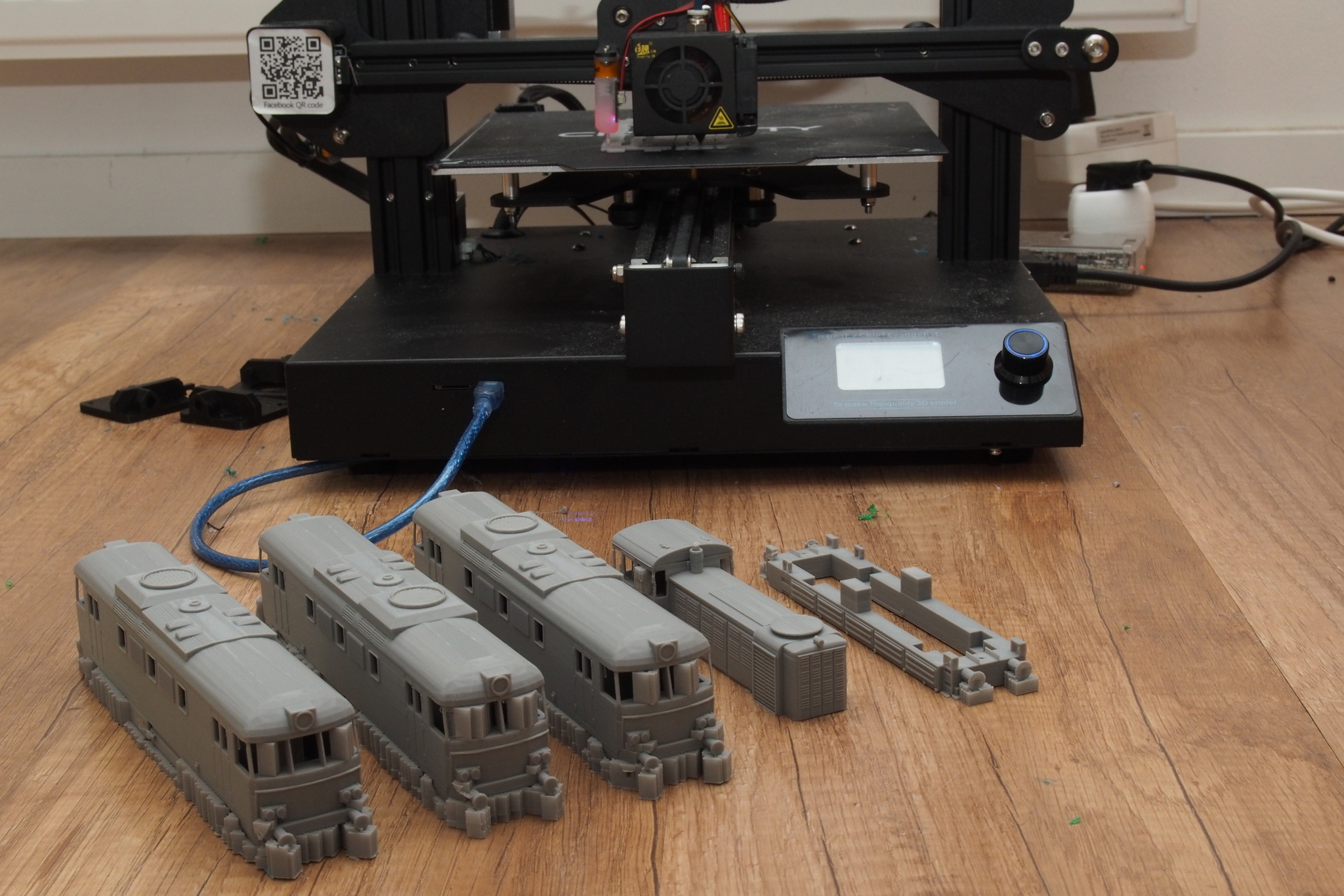
A Duplicator 6 esetén rendszeresen nyomtatok 0.2mm-es fúvókával és erről raktam fel pár blog bejegyzést is. Azokban ismertetésre került, hogy egy 0.2mm-es fúvókával mennyivel részletgazdagabb dolgokat lehet nyomtatni, akár H0, TT vagy mégkisebb méretarányú dolgokat. A nyomtató Z irányú "felbontását", azaz a rétegvastagságát lehet csökkenteni akár 50 mikronig is (vagy még lejebb) a gyári 0.4mm-es fúvóka esetén is, de az X/Y irányú (széltében) felbontást a fúvóka átmérője határozza meg. A minimális falvastagság így nagyjából 2x0.4mm, azaz 0.8mm. Ezzel szemben egy 0.2mm-es fúvával már 0.4mm, ami jóval részletegazdagabb nyomtatást tesz lehetővé, mint mindjárt látni fogjuk a következő képeken: Csepel teherató H0, TT és N méretarányban.
Sajnos a kis modellek esetén a vékony részek nem olyan szépek, de egy kis finomhangolással már jó lett: ennek örömére nyomtattam számtalan vonatot is, megrendelésre. :)
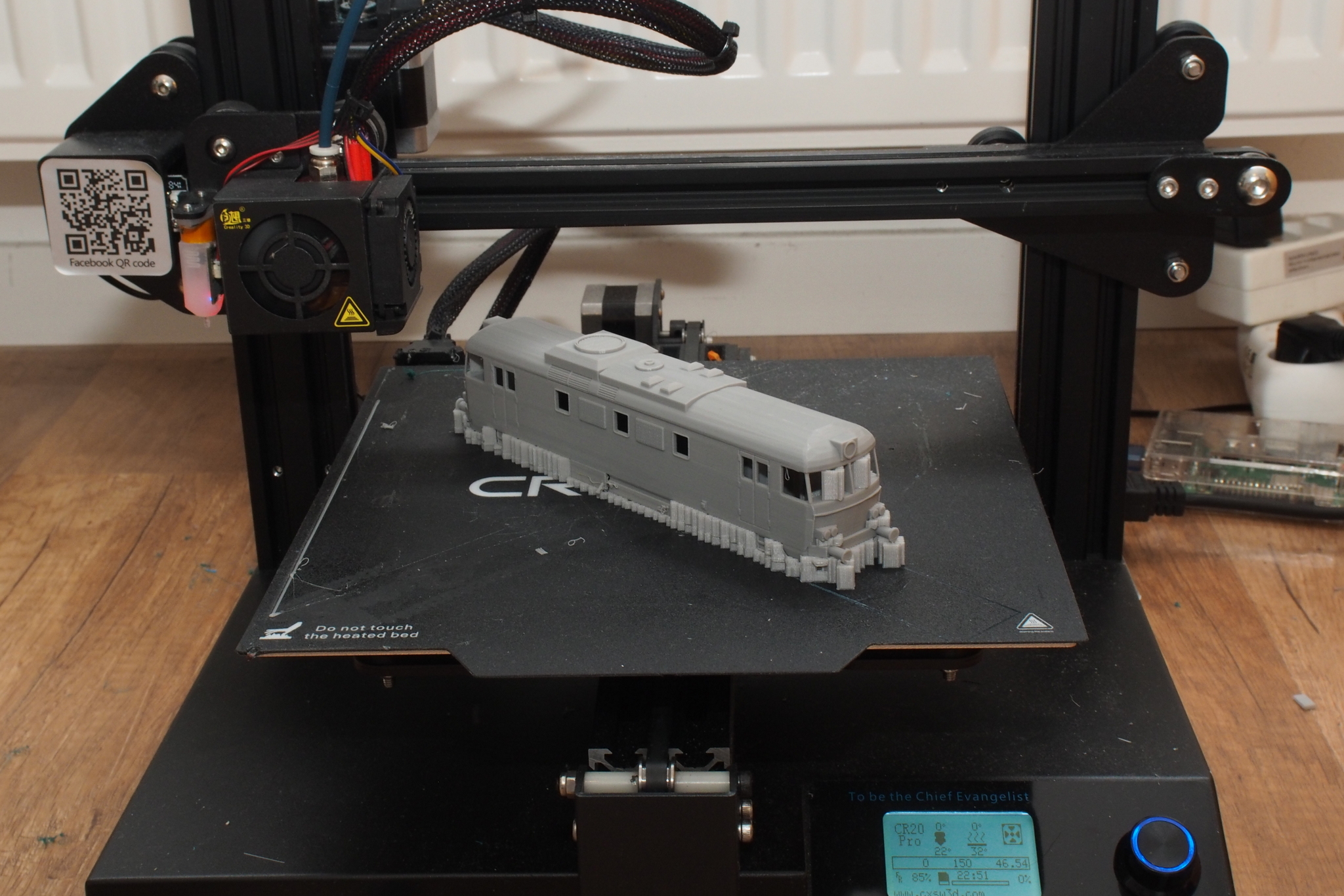
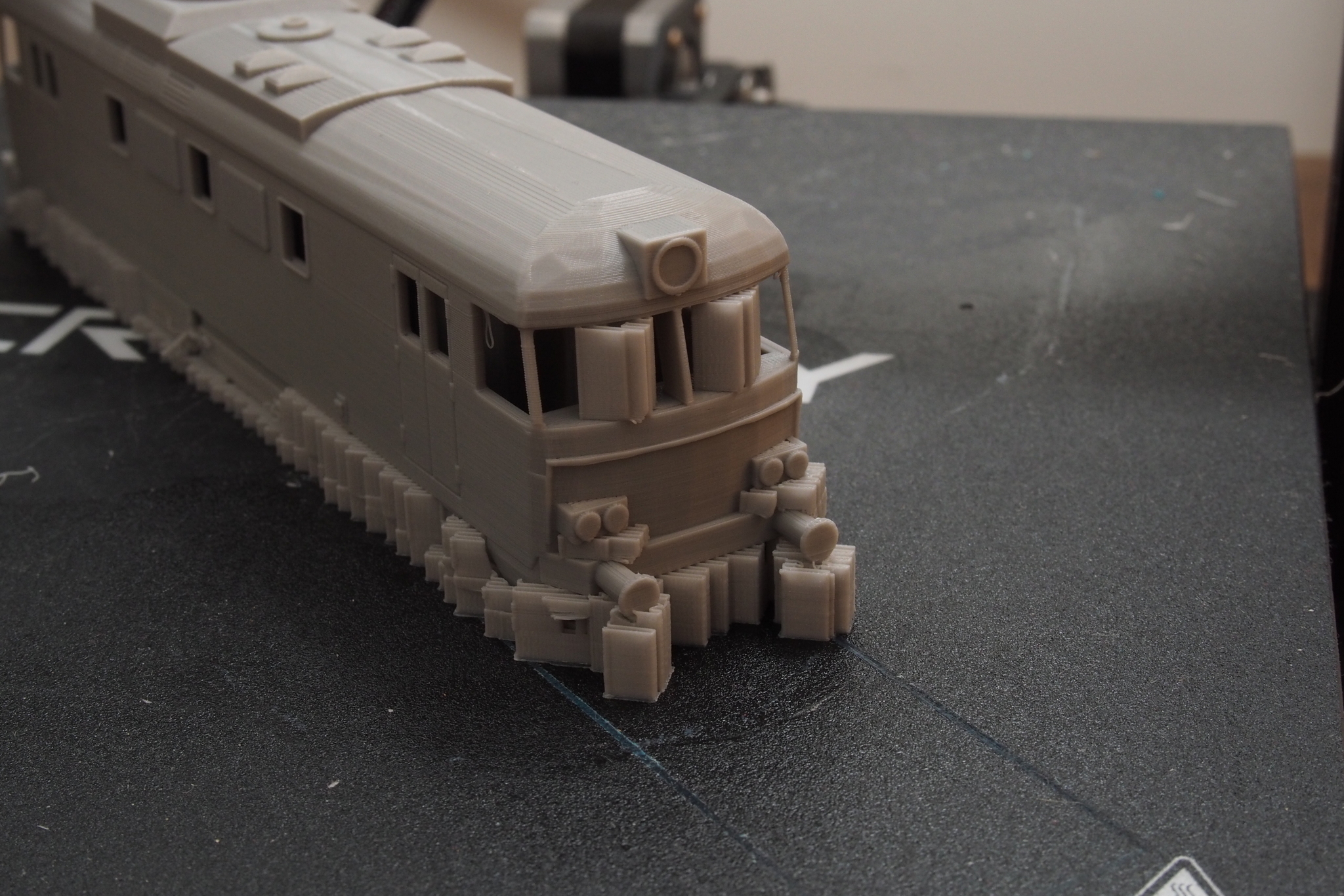
Maga a fúvóka cseréje egy elég egyszerű, kb. 5 perc + újra szintezés (változhat minimálisan a fúvóka és az asztal távolsága). A szeletelő programban pedig ezeket változtattam: fúvóka átmérő, sebesség visszavétele kb. 40mm/sec-re, szálvisszahúzás visszavétele, minimálisan a hőmérséklet emelése (218 fokra), illetve a falak számát 3-ra állítottam (shells), mert a kettő elég kevés.
Ezentúl a CR-20 Pro-t is befogom majd a vasútmodellek és egyéb kis modellek nyomtatására. :)
Igencsak népszerűnek bizonyul a Phrozen Shuffle műgyantás nyomtató, amit nemrég kezdtünk el forgalmazni és teszteltünk is. Mi is azt mondjuk, hogy a műgyantás nyomtatás nem ugyanolyan, mint egy FDM nyomatatás, de nem igazán bonyolultabb (sőt), inkább talán a körülményes a jó szó (főleg az utókezelés miatt és a műgyanta és az IPA veszélyessége miatt).
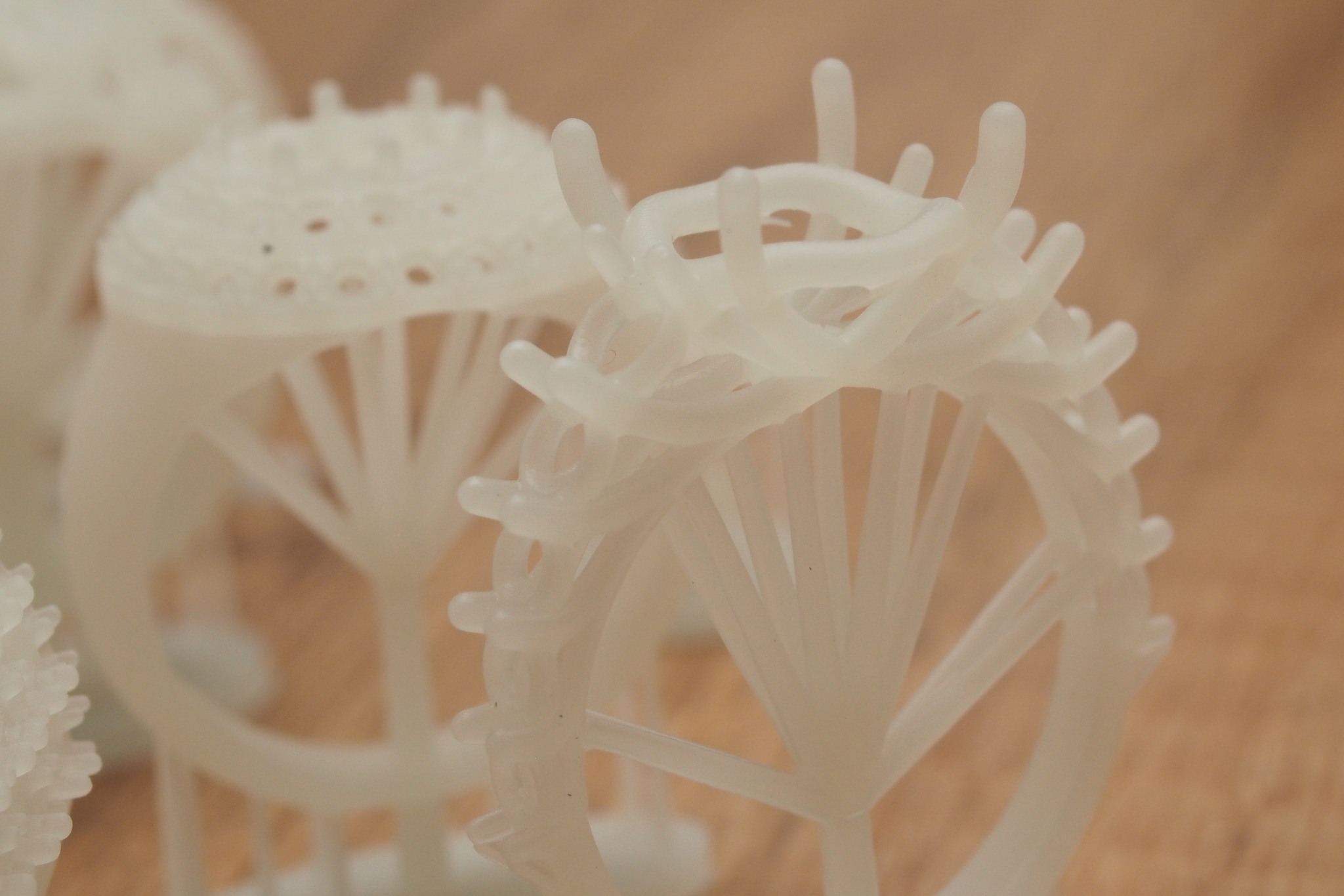
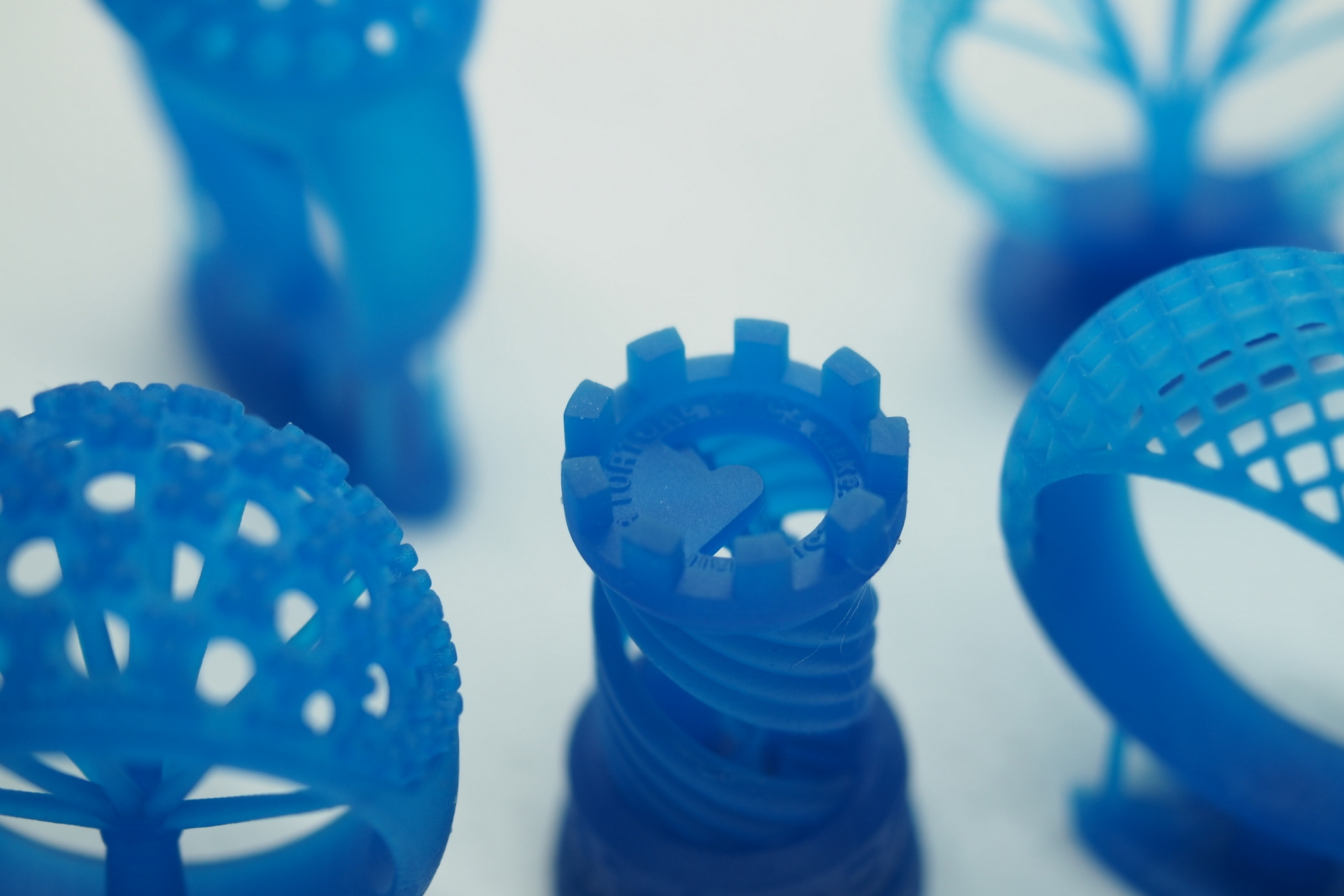
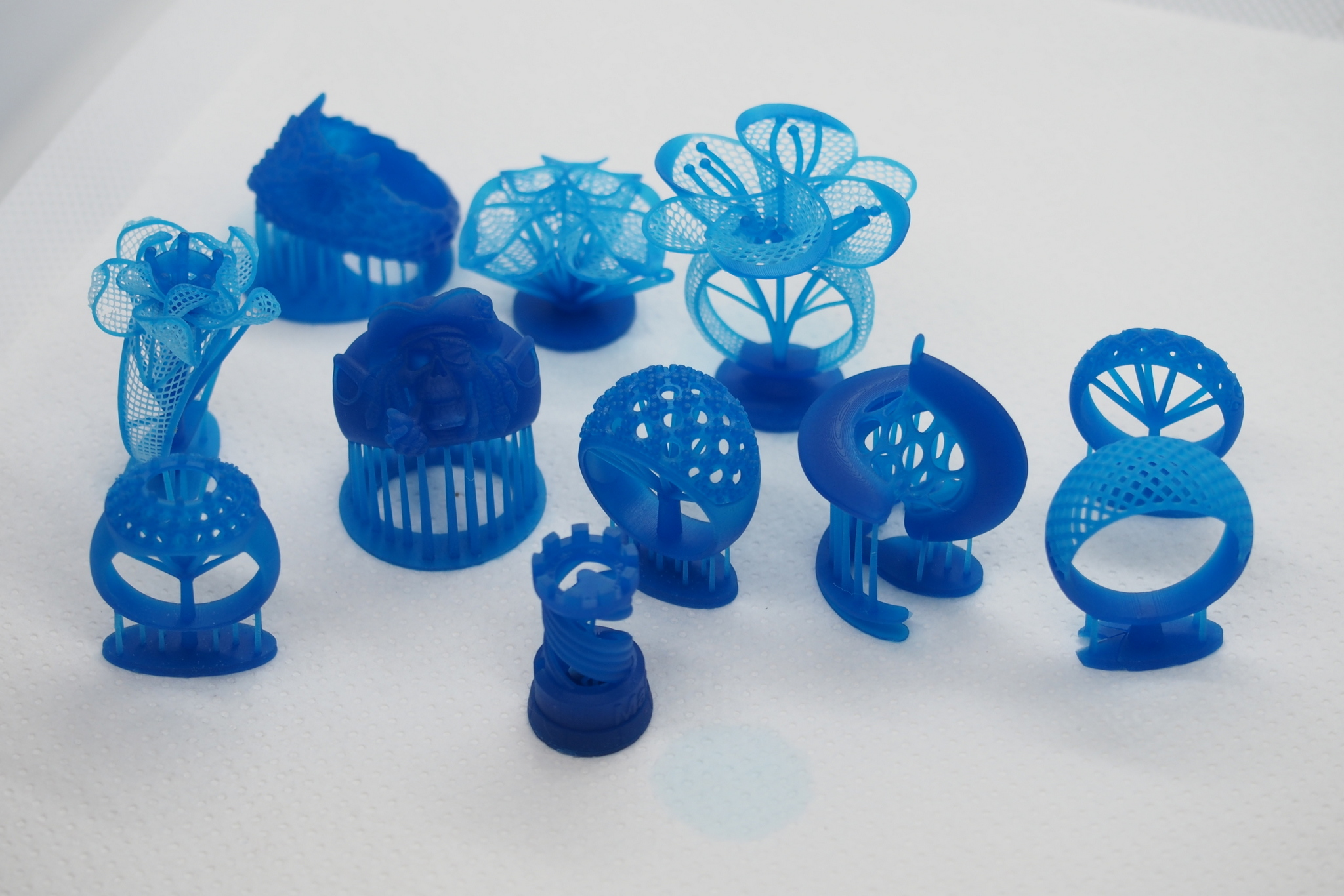
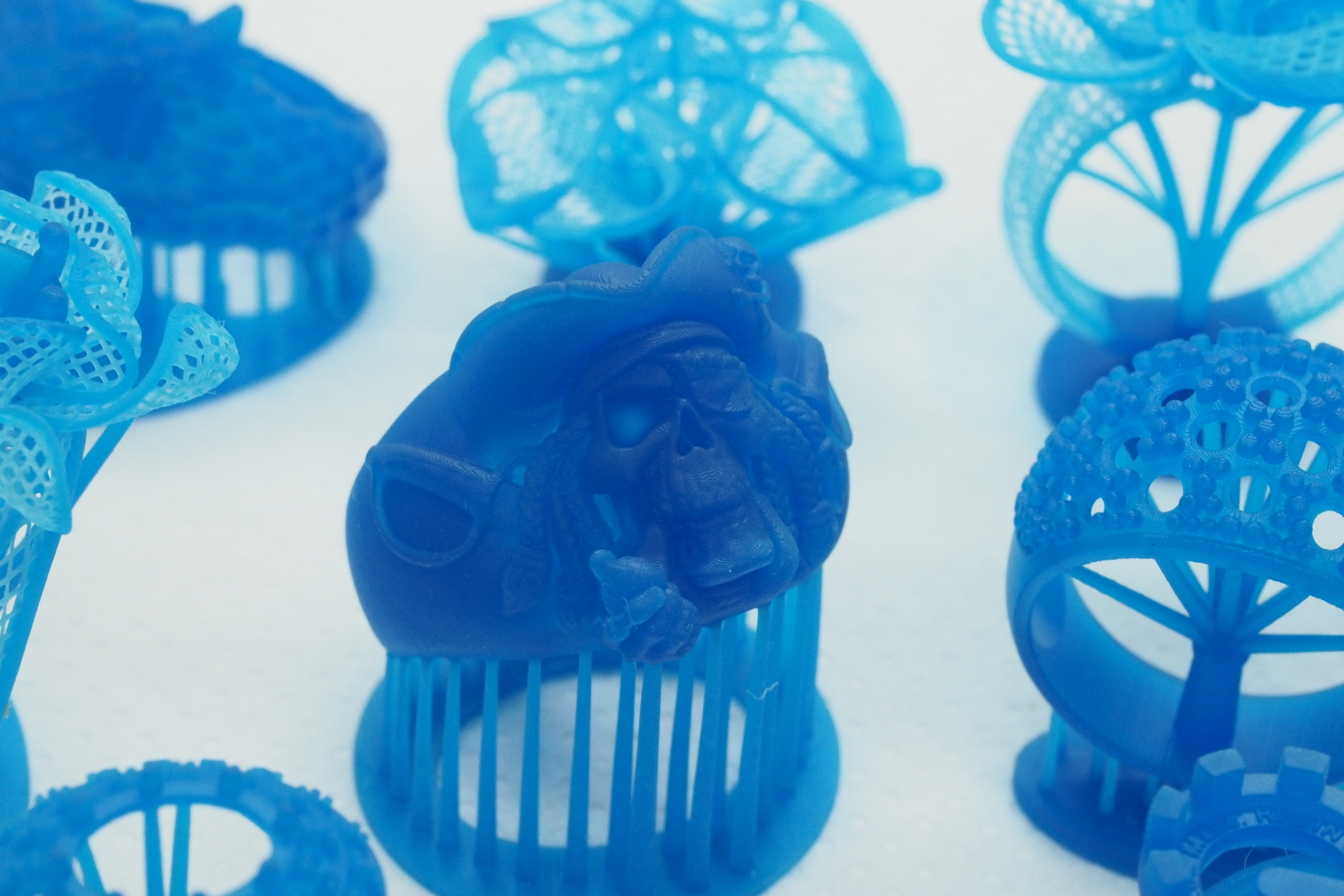
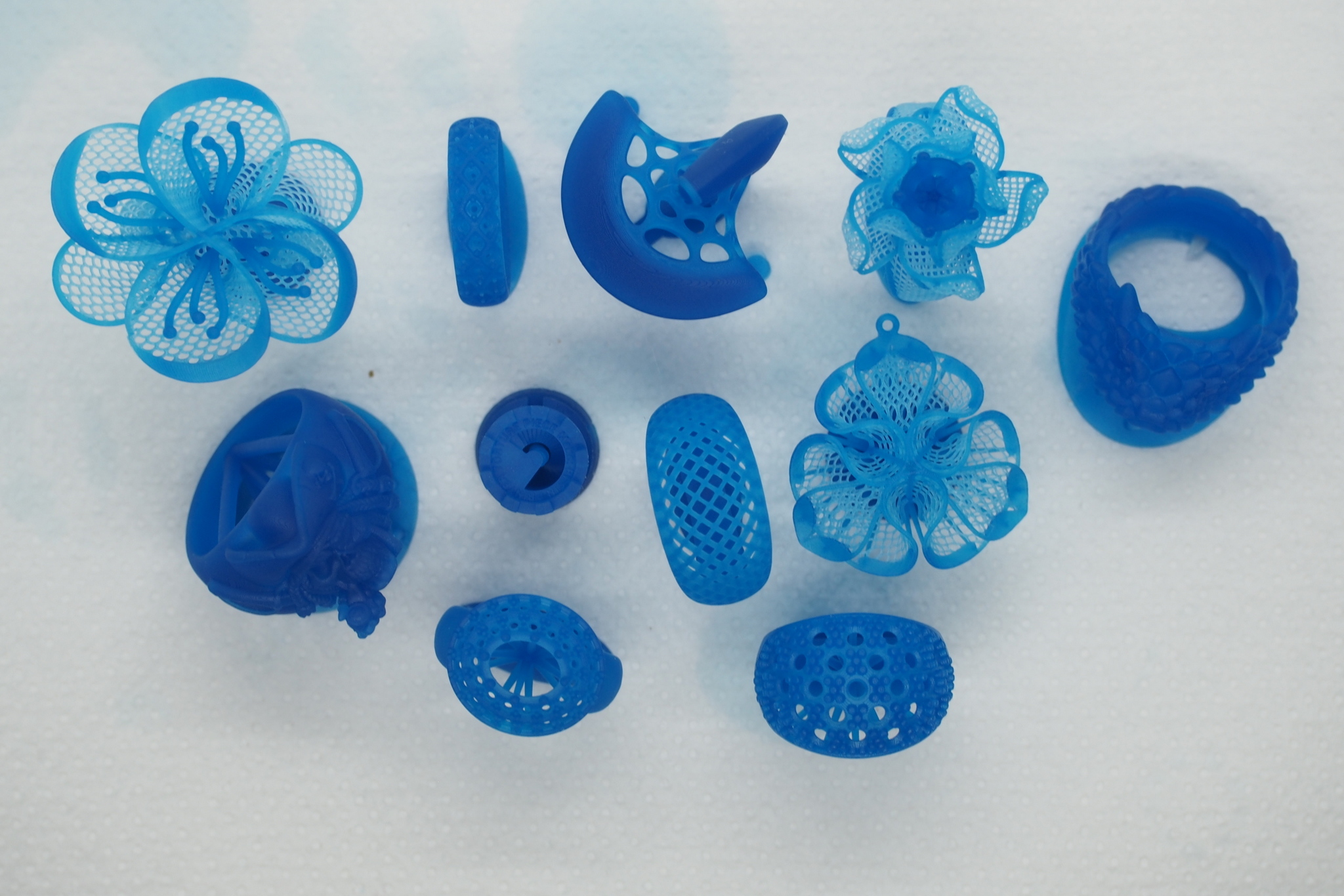
Most álljon itt néhány tárgy, amit nyomtattunk próba képpen és mutatja a nyomtatási minőséget. Pár esetben 25 mikronos rétegvastagsággal dolgoztunk (ami egy emberi hajszál fele, harmada), ahol már tényleg csak nagyítóval láthatóak a rétegek (úgy sem könnyen).
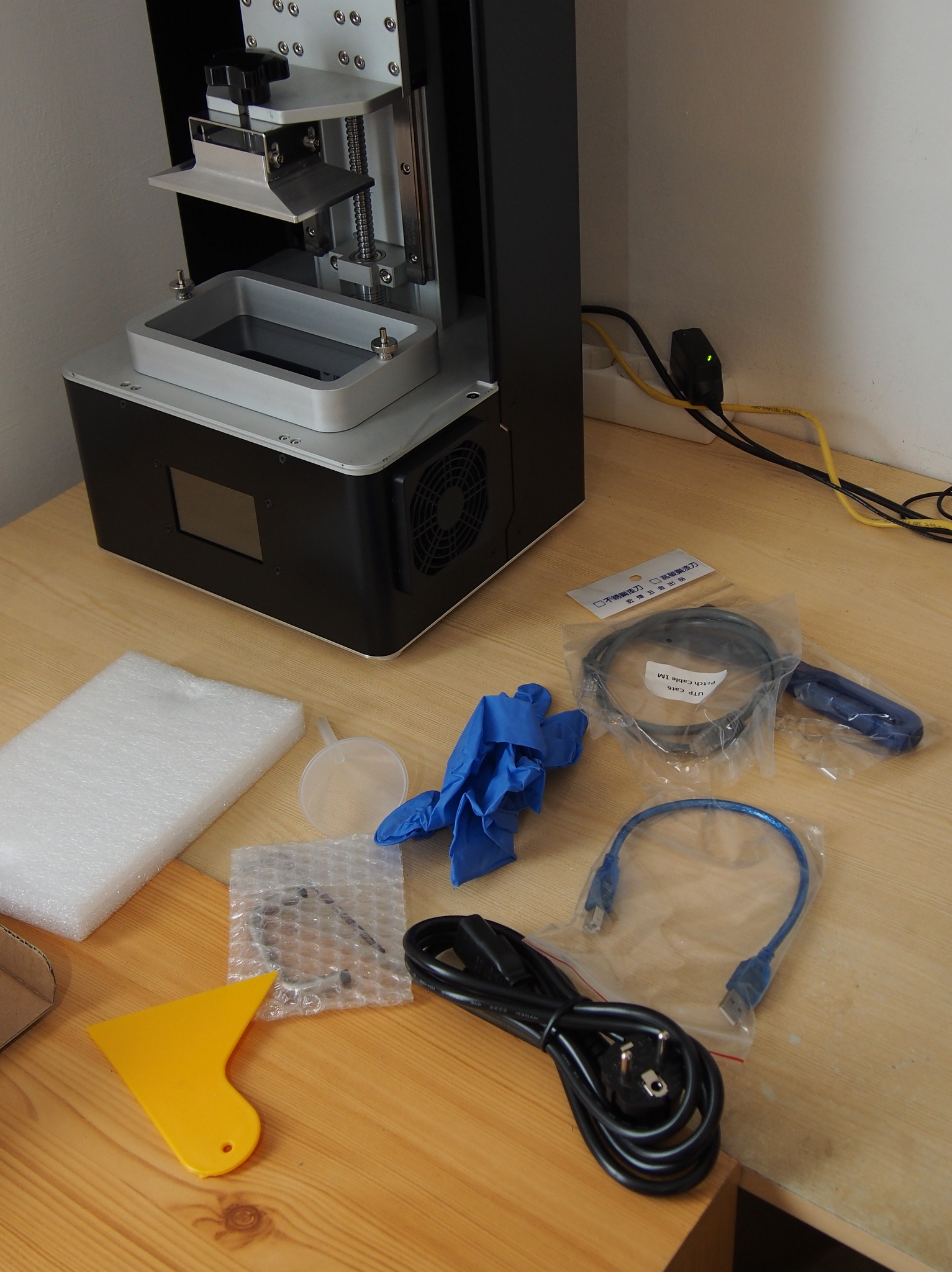
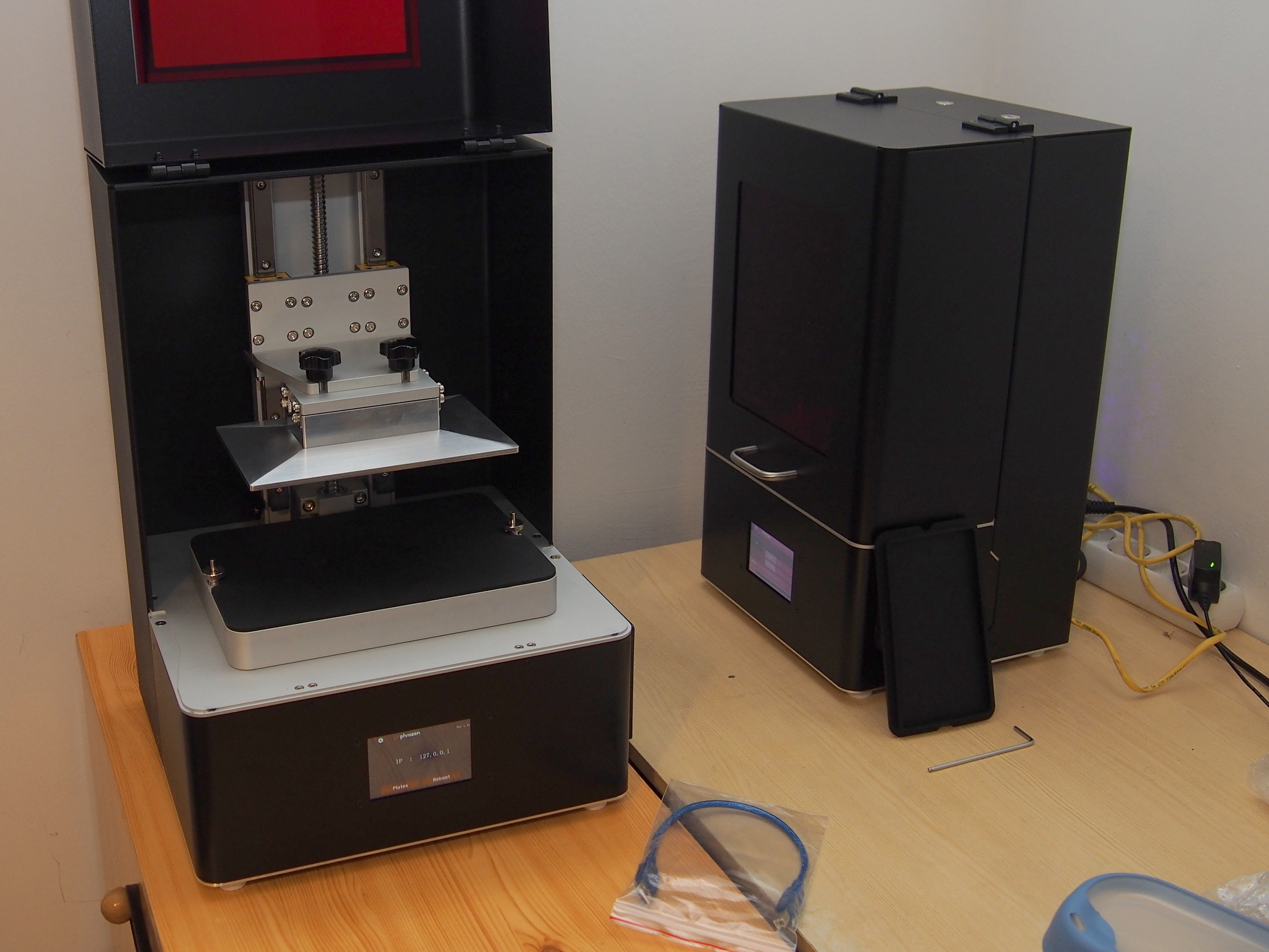
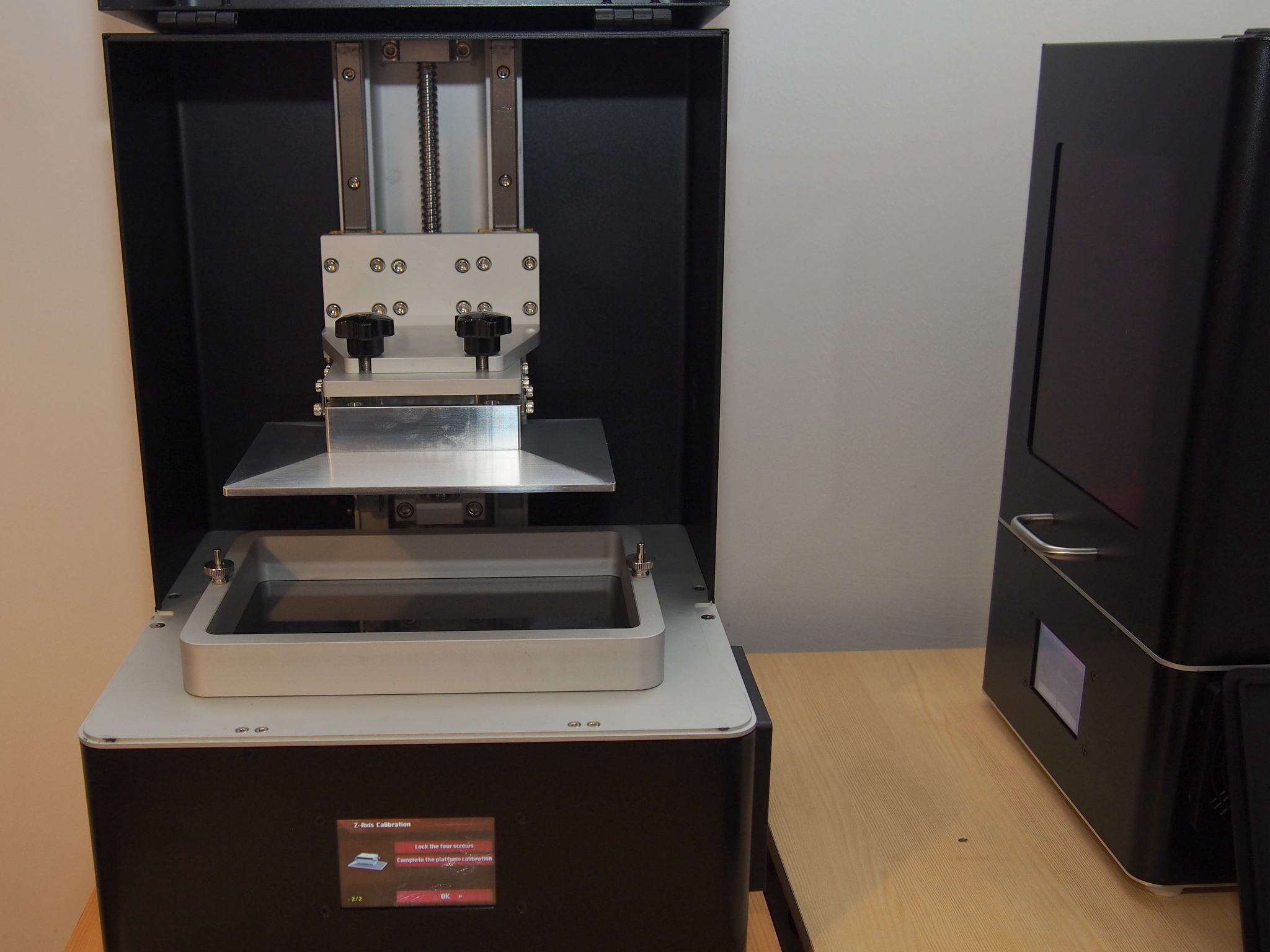
Ahogy már a Facebook oldalon is láthattátok, megérkezett hozzánk a legújabb tagja a 3D nyomtató kínálatunknak, a Phrozen Shuffle és a Shuffle XL műgyantás 3D nyomtató. Ebben a blogbejegyzésben az első benyomásokról lesz szó, amit persze nagyon sok képpel fogunk illusztrálni. :)
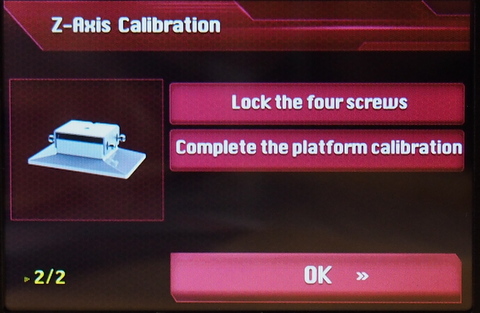
A kicsomagolás és a beüzemelés nem okozott problémát, persze szokásos módon azért mi egy nagyon részletes magyar nyelvű kezelési útmutatót adunk a nyomtató mellé, tehét a mi vásárlóink biztosan nem lesznek elveszve.
Tetszett a könnyen kezelhető vezérlő menürendszer és az, hogy több opció is van a nyomtató használatára:
Pendrive-ra feltesszük az STL-t, bedugjuk a nyomtatóba, kiválasztjuk a menüben a profilt és a modellt, majd elindítjuk a nyomtatást (a háttérben a vezérlő leszeleteli a fájlt). Ebben az esetben az alátámasztást érdemes egy külső programmal elhelyezni a modlellen, amennyiben szükséges
Hálókábelen a routerre kötjük, majd a képernyőn megjelenő IP címen egy NanoDLP-re épülő webes kezelőfelület fogad, ahol új nyomtatást indíthatunk, profilt szerkeszthetünk, követhetjük a nyomtatás állapotát akár távolról is
Az utolsó két képen a nagytestvér, a tekintélyt parancsoló Shuffle XL, 19x12cm-es nyomtatási alapterülettel, amin nagyon sok minden elfér egyszerre. (A nyomtatási idő pedig - a technológiából adódóan - nem növekszik ezáltal)
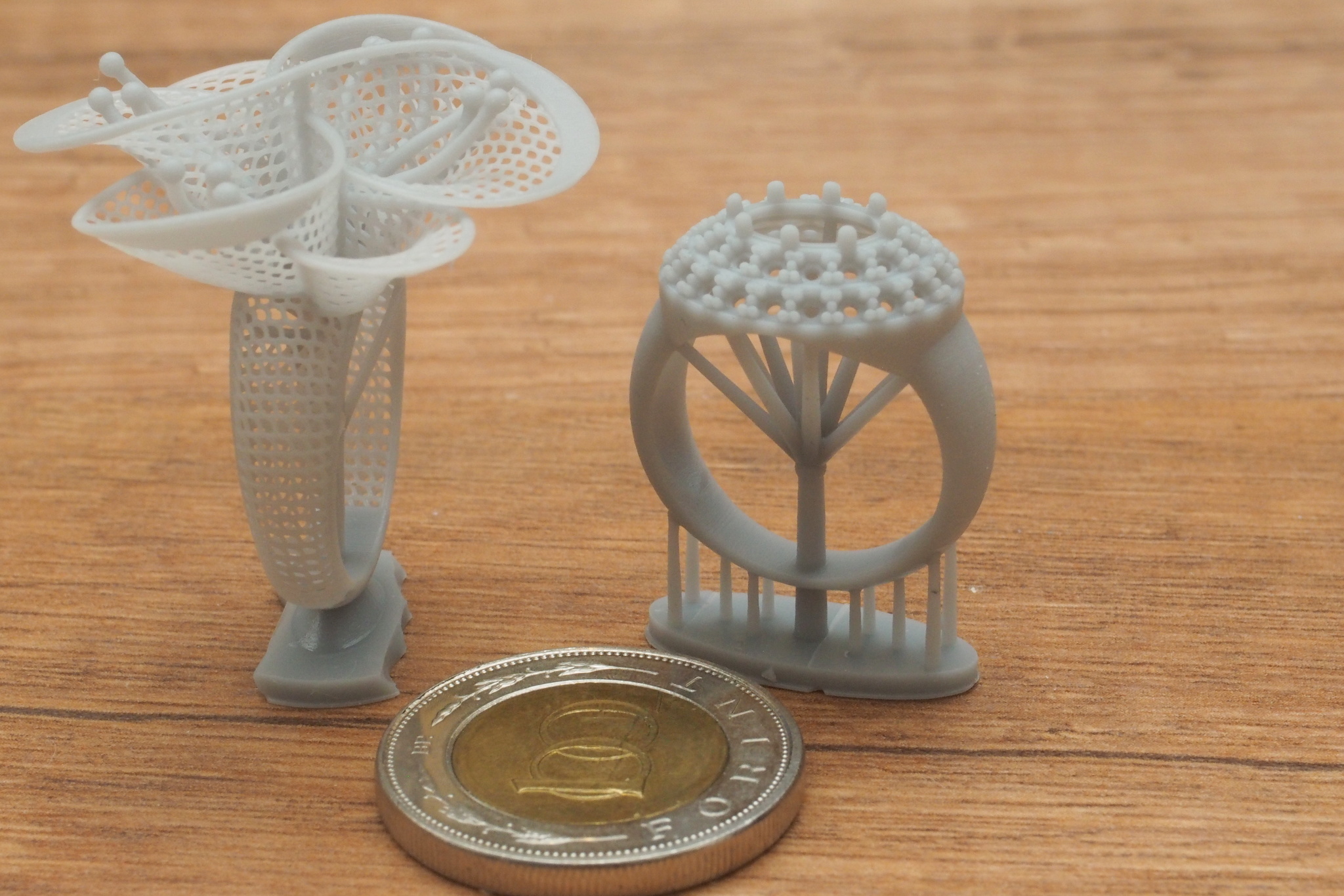
Első körben a Phrozen ABS like szürke műgyantáját próbáltam, akármit is jelentsen az, hogy "ABS like". Mindenesetre az eredmény meggyőző volt, szépek lettek a felületek és a részletek is nagyon jól kijöttek.
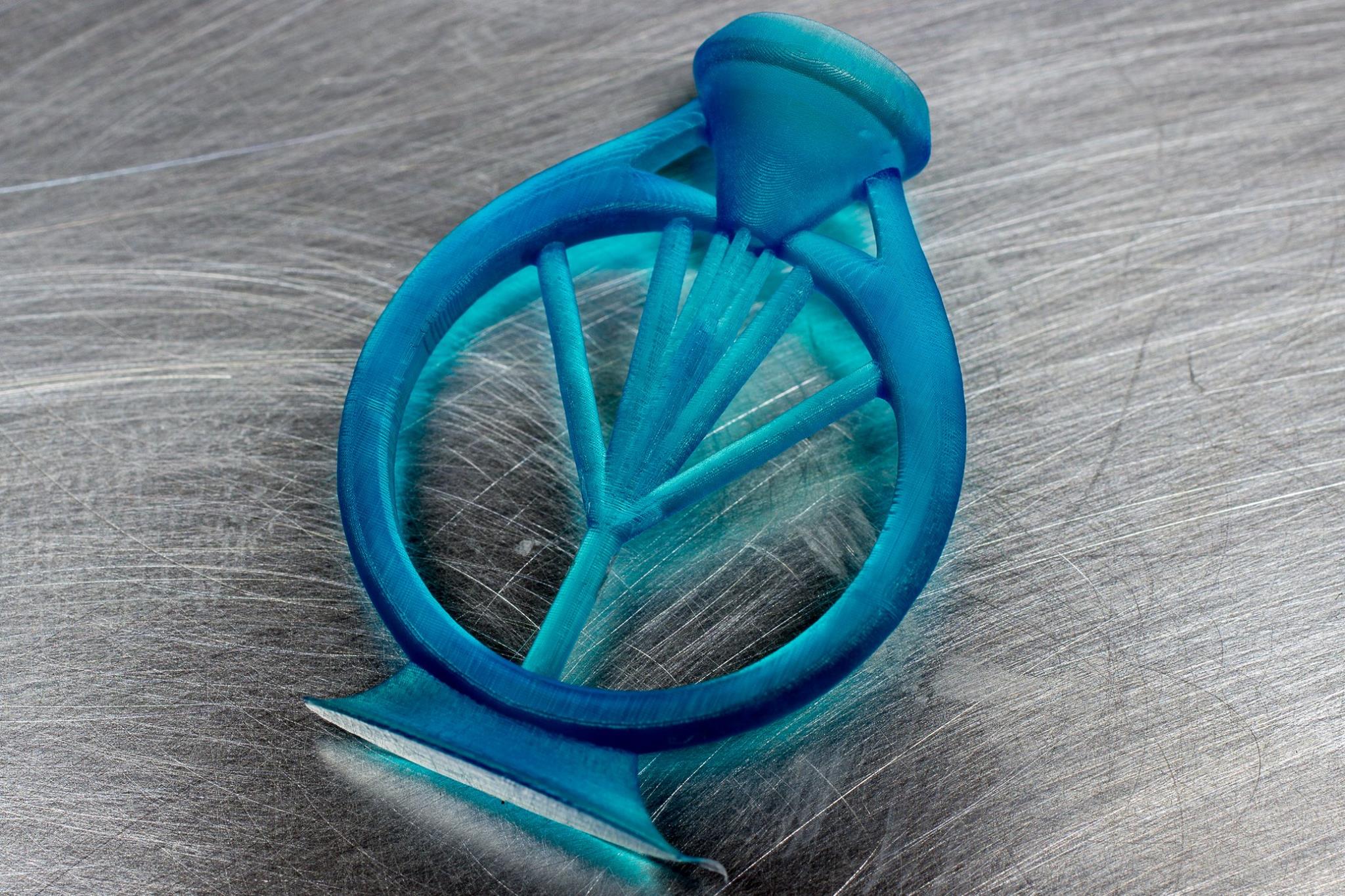
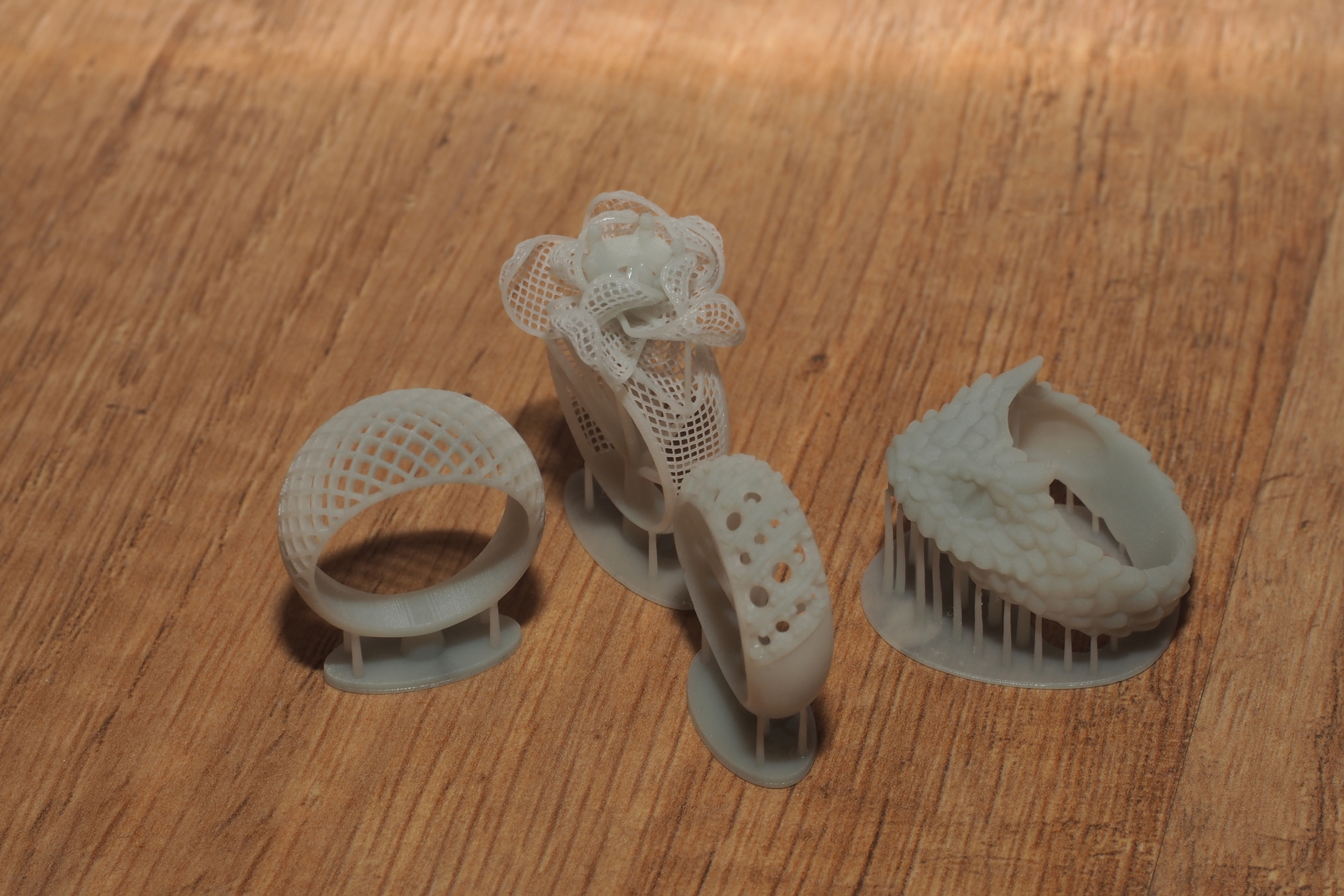
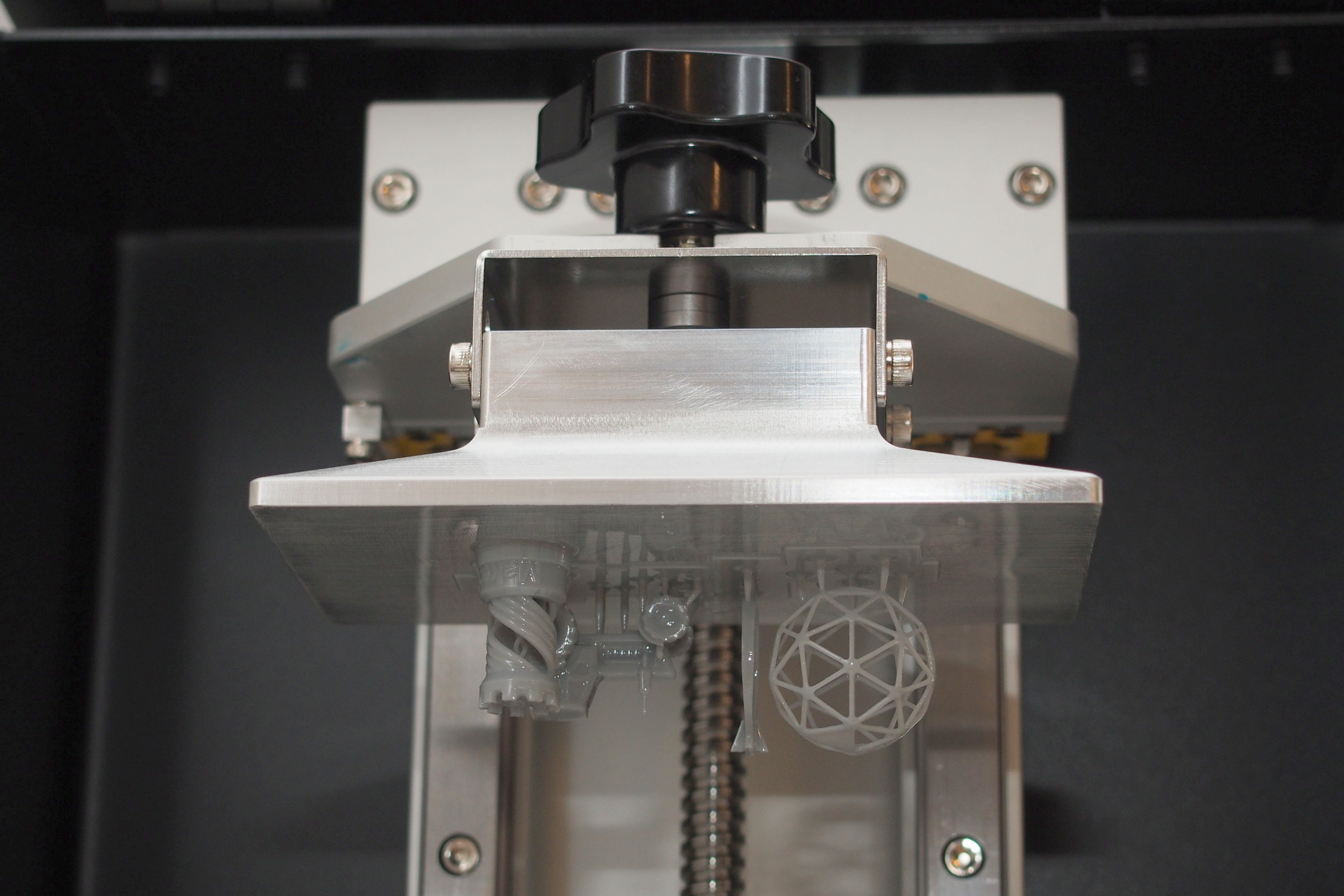
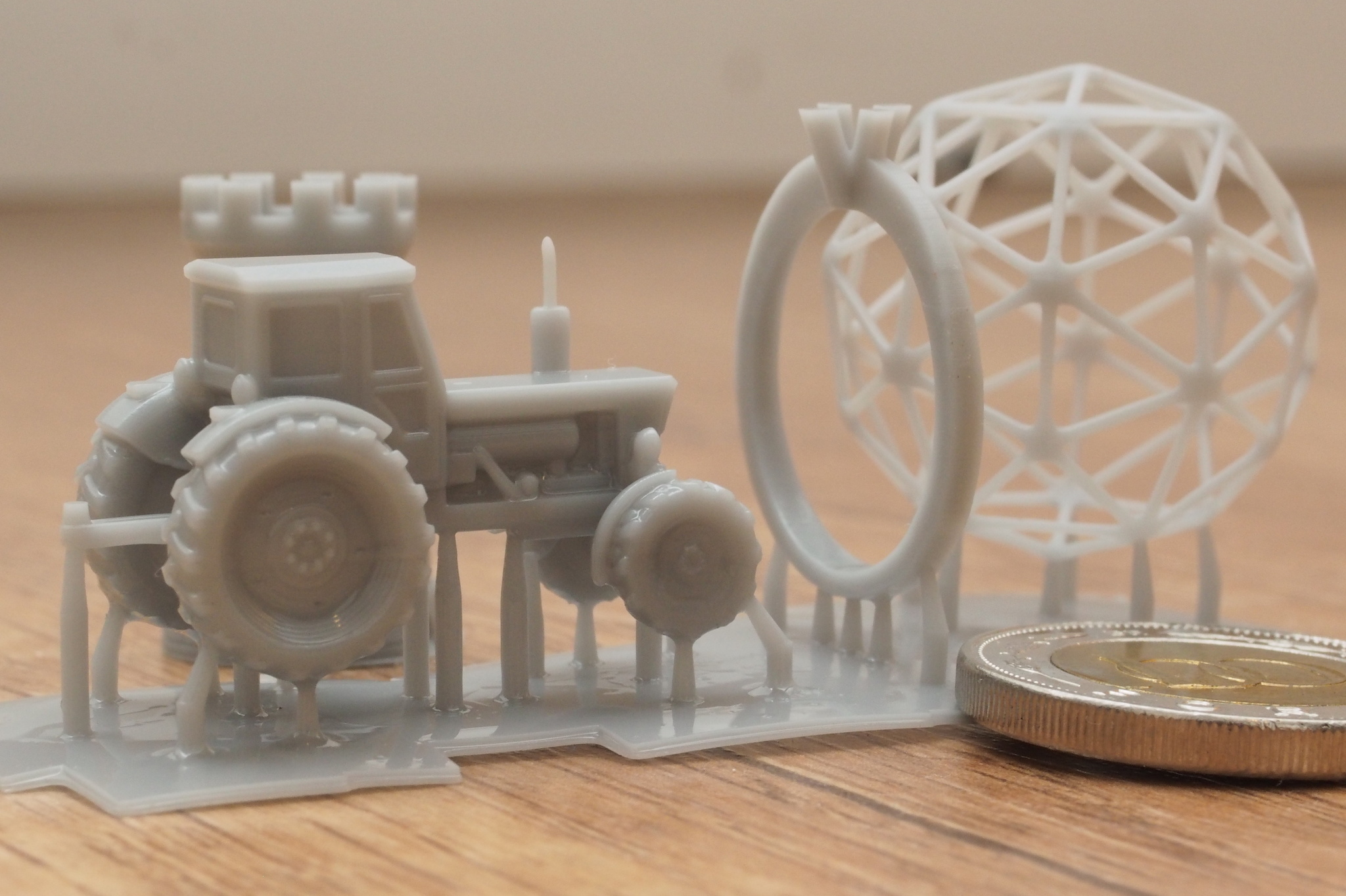
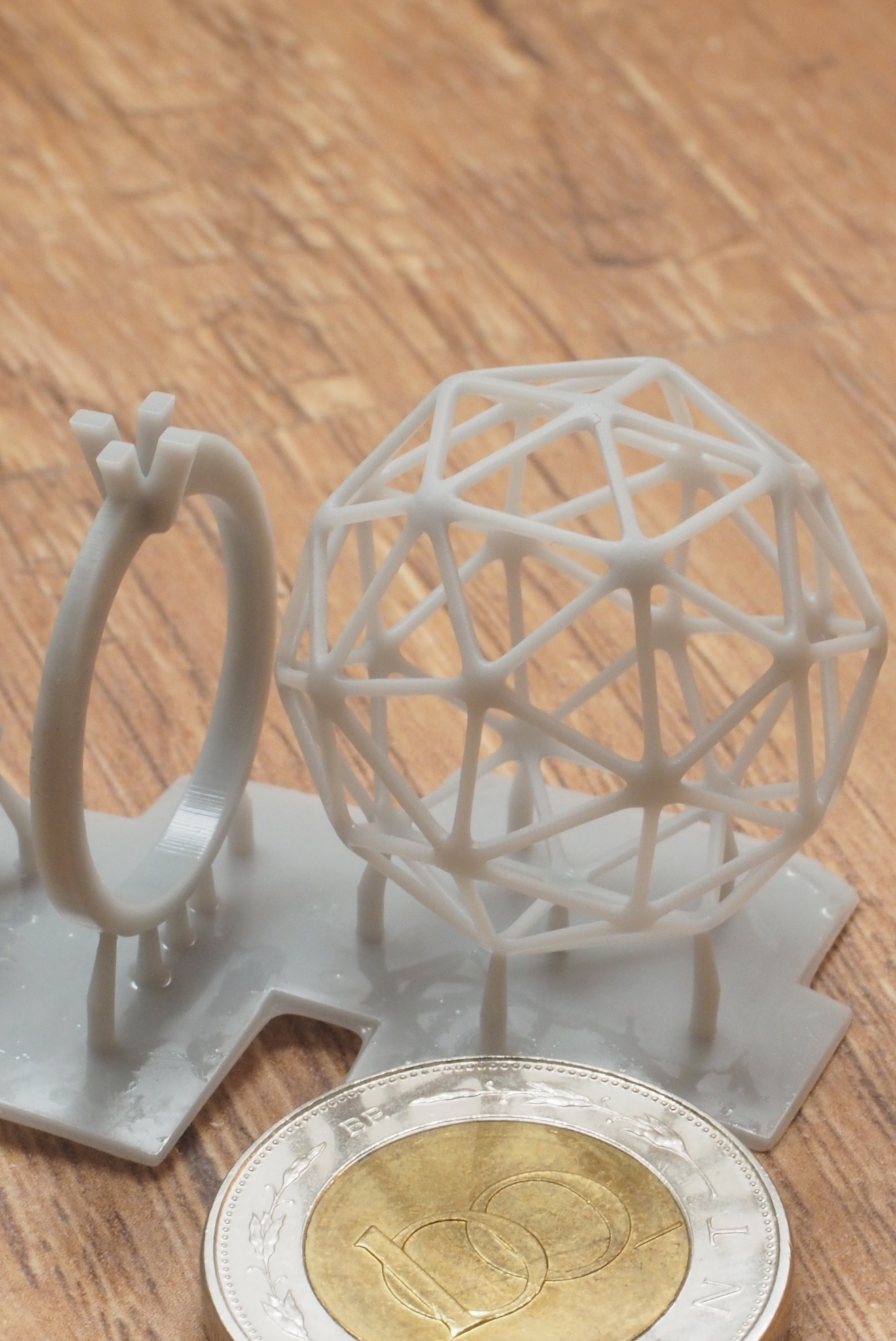
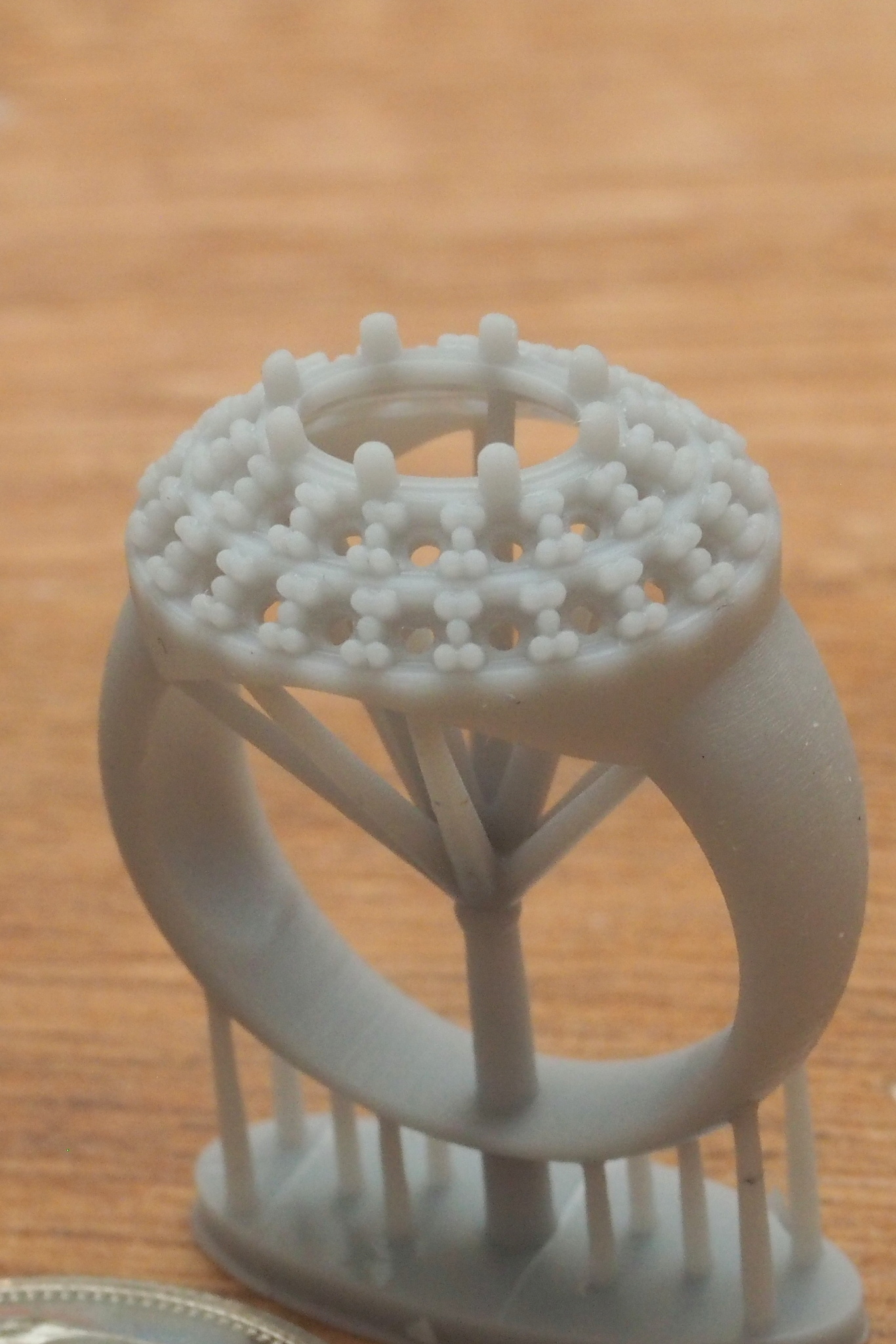
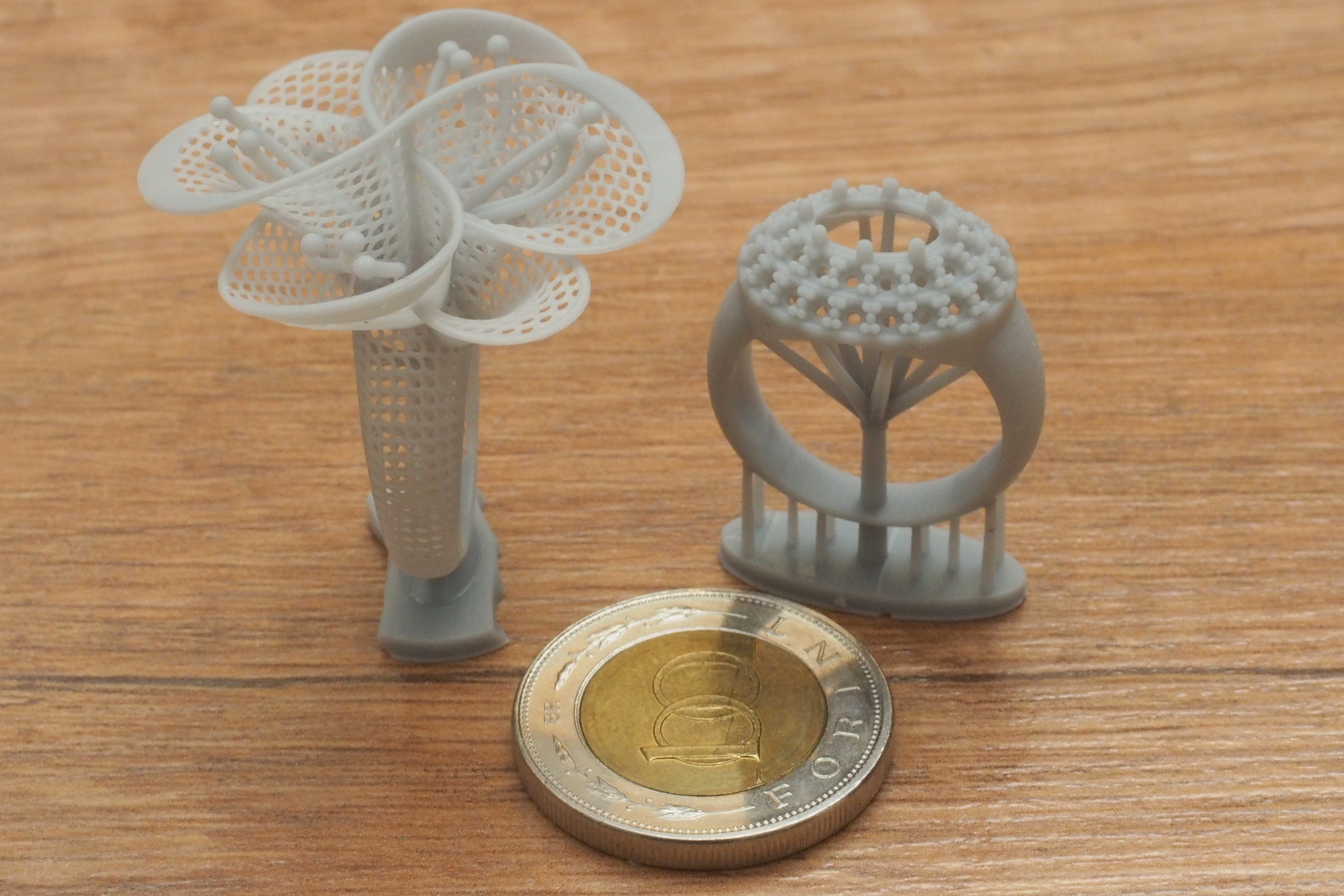
Utána pedig természetesen a nyomtató egyik fő felhasználásának műgyantáját, az ékszerészek és fogászok által használt Bluecast műgyantát próbáltam ki. Az eredmény itt is ugyanaz: tökéletes felületek és részletek (pedig ez is csak 50 mikronos volt). Illetve ezzel a próbával azt is teszteltem, hogy a Shuffle LED fény eloszlása valóban teljesen egyenletes-e (azaz következmények nélkül használhatjuk a teljes tárgyasztalt). Ez utóbbi teszt is pozitívan zárult. (Az egyik képen a filigrán gyűrű rácsszerkezetét a hegyes csipesszel sikerült megsérteni, nem a nyomtatás hibája.)
A tesztelés során nem tapasztaltam semmilyen problémát. Az első Bluecastos teszt nyomatásnál volt, hogy levált a tárgyasztalról a nyomat, de ezt egy újraszintezéssel és az első rétegek levilágítási idejének emelésével megoldottam (valószínűleg az újra szintezés elég lett volna, amúgy a szintezést az ilyen típusú gépeknél csak nagyon ritkán kell újra elvégezni, ha amúgy jól van beállítva már). A másik "nagy" probléma pedig a ventilátor, t.i. elég hangos (3 venti van rajta, ami javítja a gép élettartamát). Bár az ilyen gépeket az ember amúgy sem rakja a nappaliba.
Ezért a pénzért egy nagyon jó felépítésű és úgy tűnik, megbízható gépet kapunk.
Végezetül arról néhány szó, hogy miért tértünk át a Wanhao D7-ről a Phrozen Shuffle-re? Az adatlapon jól látható az a náhány plusz fejltesztés, ami miatt majdnem ugyanazon az áron kaphatunk egy jobb felépítésű gépet. És a kezelőfelület kombó is nagyon jó választás (egyszerű érintőképernyő, de ugyanakkor "advanced mode" a NanoDLP-n keresztül).
A Shuffle XL nyomtató raktáron elérhető, a Shuffle-re pedig felveszünk előrendeléseket, ugyanis az első szállítmány már mind elfogyott.
Úgy döntöttünk, hogy a Wanhao D7-et egy kicsit szebb, kicsit jobb műgyantás / LCD nyomtatóra cseréljük. A csere okát is szeretnénk leírni a tisztánlátás végett. Először is fontos megemlíteni, hogy a Wanhao D7 is ár érték arányban nagyon jó belépő szintű műgyantás nyomtató, a korábbi blogbejegyzésekből is jól látszik, hogy milyen elképesztő minőségre képes. Azért váltottunk, mert hasonló árkategóriában a Phrozen Shuffle tud pár dolgot még, ami javítani tud a nyomtatási minőségen és a nyomtató "termelékenységén":
Egyenletes a teljes nyomtatási területen a fény, így a széleken is egyenletes minőségben lehet nyomtatni - köszönhetően a Shuffle "Paraled" LED fény mátrix sorának + fényterelőjének
Dupla lináris sín, golyós orsó - mechanikailag masszívabb és pontosabb Z tengely
Beépített LAN támogatás + USB Wifi vezérlővel wifin is használható
Könnyű érintőképernyős vezérlés, ugyanakkor a vezérlőn a nagyon testreszabható és paraméterezhető NanoDLP szofver fut
Zárt nyomtatási tér kényelmes ajtóval
Designosabb kinézet
Ebből is látszik, hogy van pár plusz szolgáltatása a Shuffle-nek, ami miatt érdemes váltani. Továbbá a Shuffle-ből elérhető a hatalmas 19x12cm-es nyomtatási területet biztosító Shuffle XL is, amivel már még nagyobb vagy több dolgot tudunk nyomtatni (ennek a képpontátmérője X/Y irányban kicsit több, 75 mikron, de még ez is alkalmas nagyon részletes tárgyak nyomtatására).
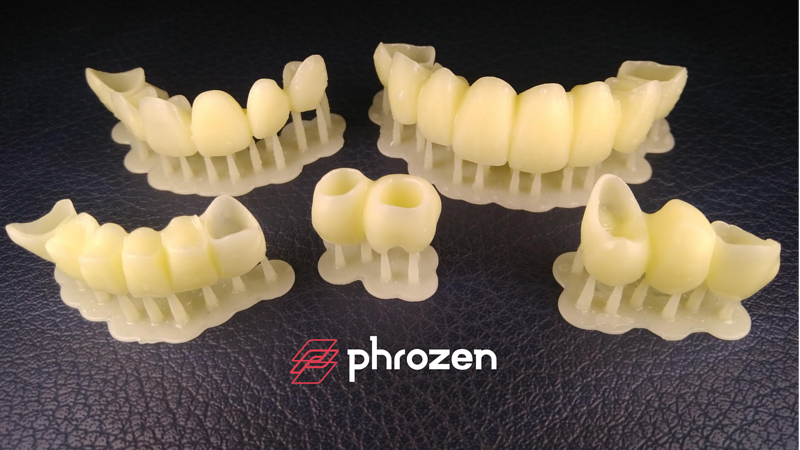
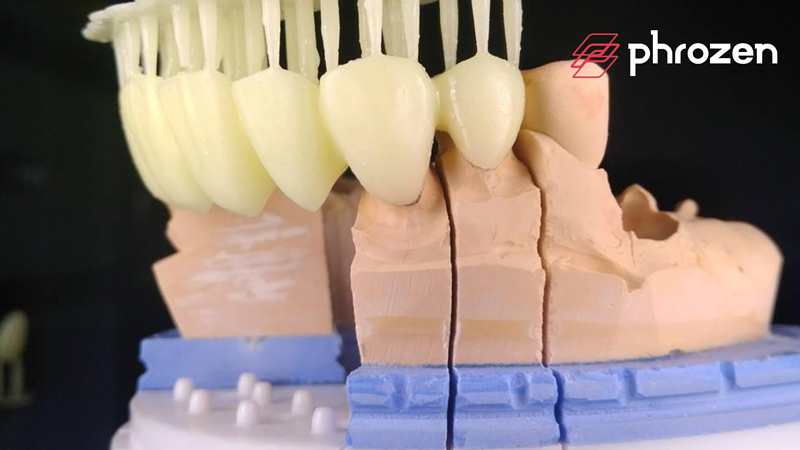
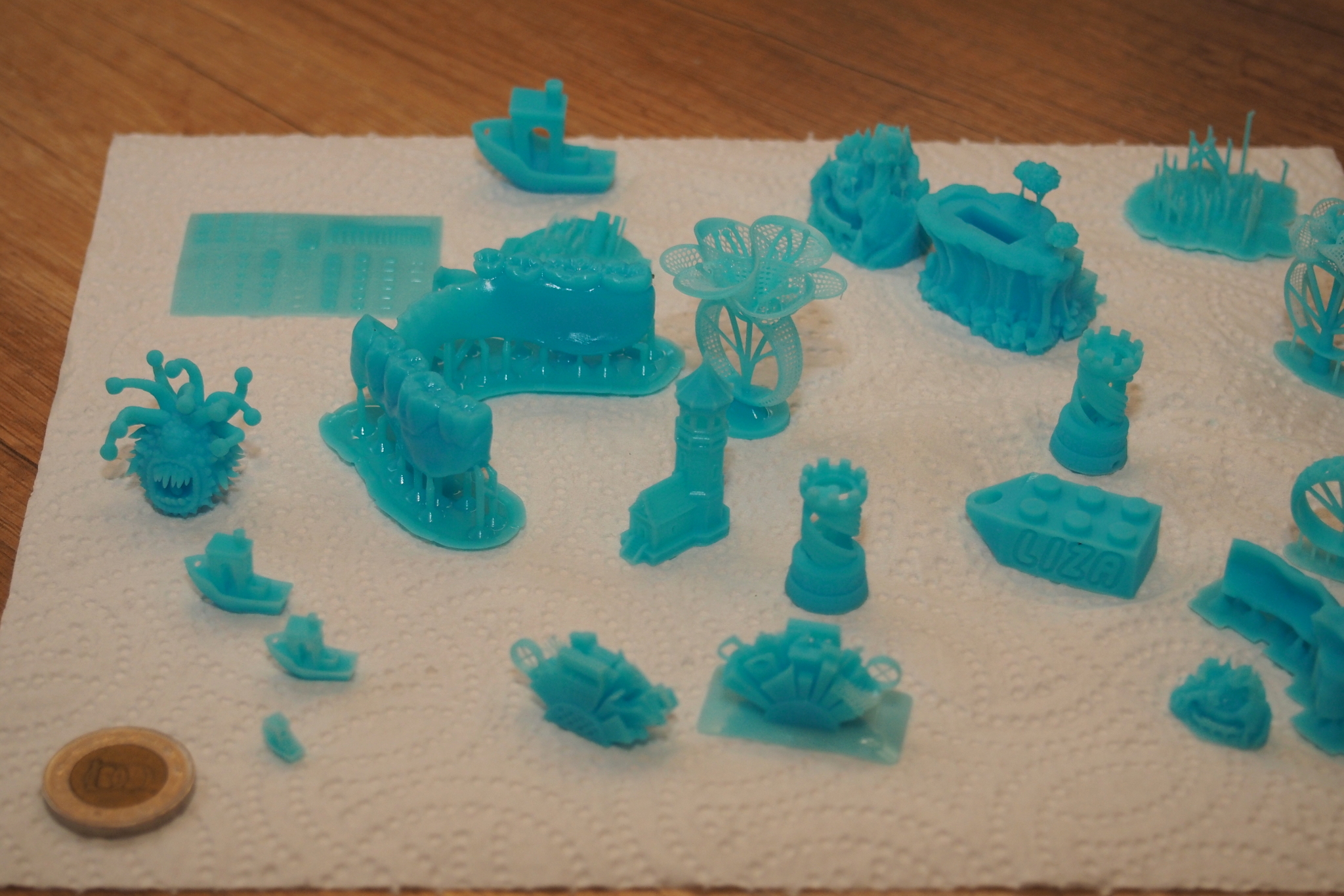
Végezetül álljon itt néhány kép tárgyakról, amiket egyelőre nem mi, hanem mások készítettek a Phrozen Shuffle vagy a Shuffle XL segítségével. Azt hiszem, ezek magáért beszélnek.
A nyomtatók előrendelhetők a weboldalon keresztül, várható érkezése kb. 3 héten belül a rendeléstől, vagy hamarabb. A megszokott kiemelkedő vevői támogatás, nagyon részletes magyar nyelvű kezelési útmutató, és 1 év garancia is jár a gép mellé.
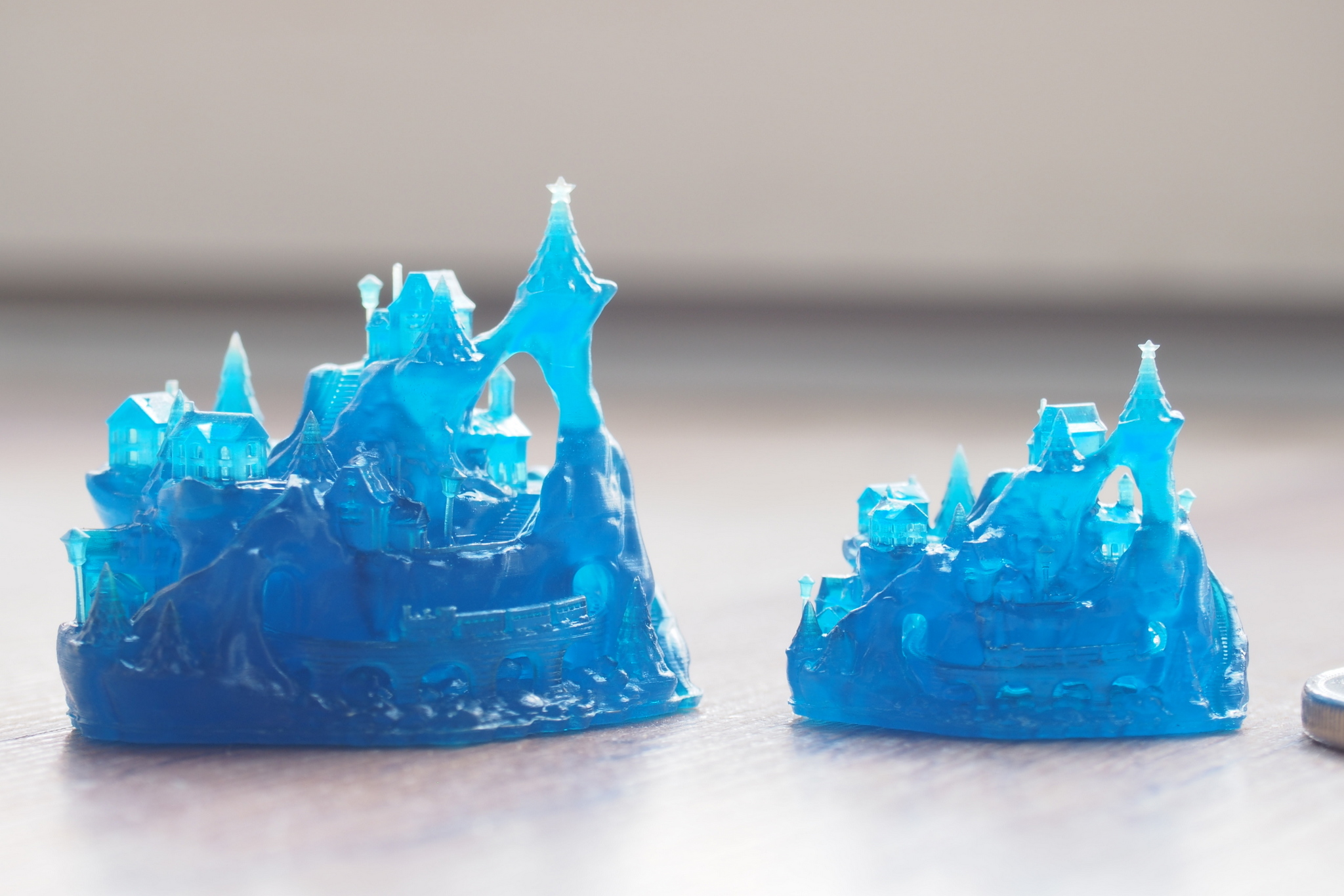
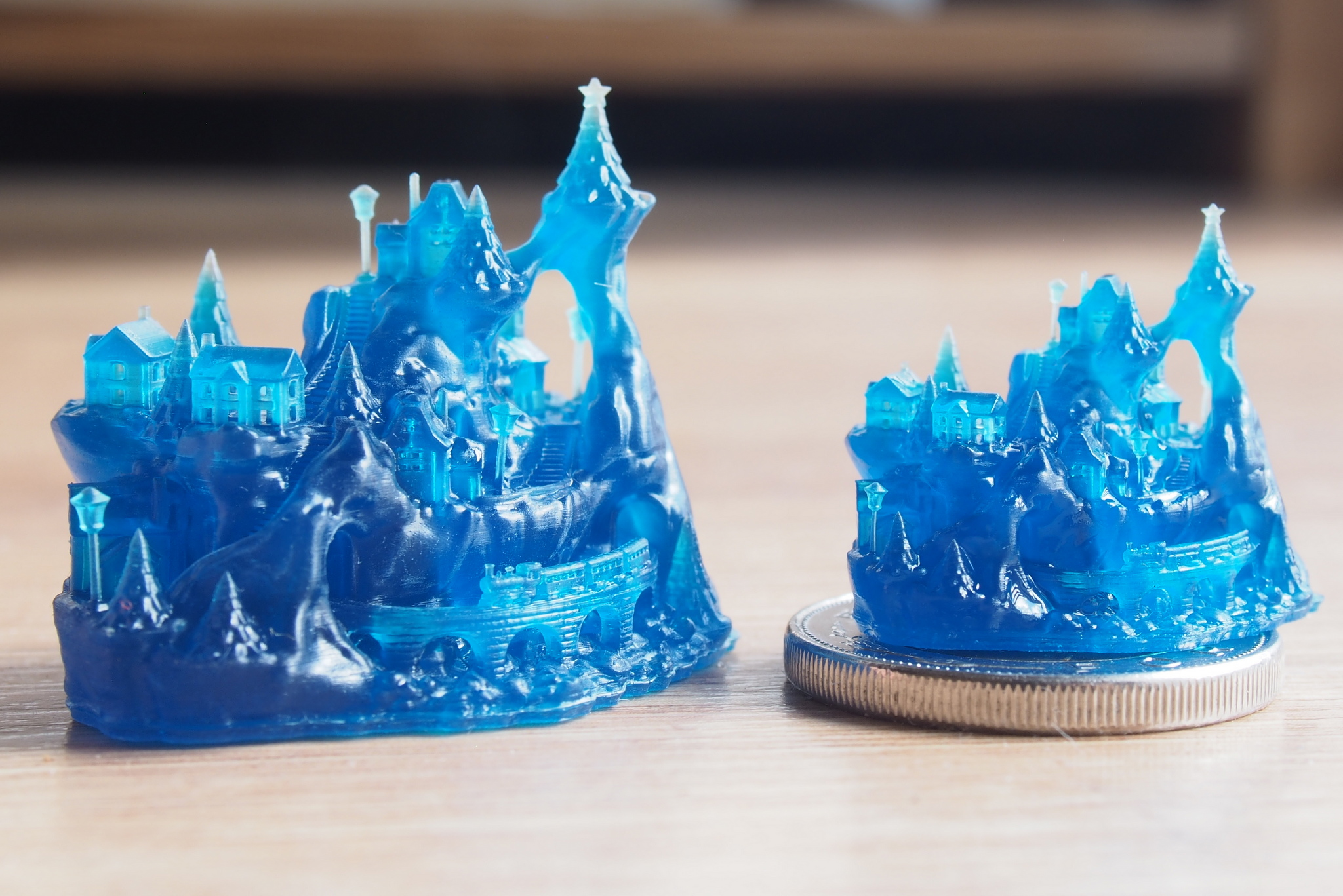
A legutóbbi blogbejegyzésben található tárgyat kinyomtattam kisebben és még kisebben. Nagyon nehéz fotózni, vagy én vagyok a béna, de azért talán látszik, hogy mire képes a műgyantás technológia. :) 30 mikronos rétegvastagság, Wanhao D7, Bluecast műgyanta...
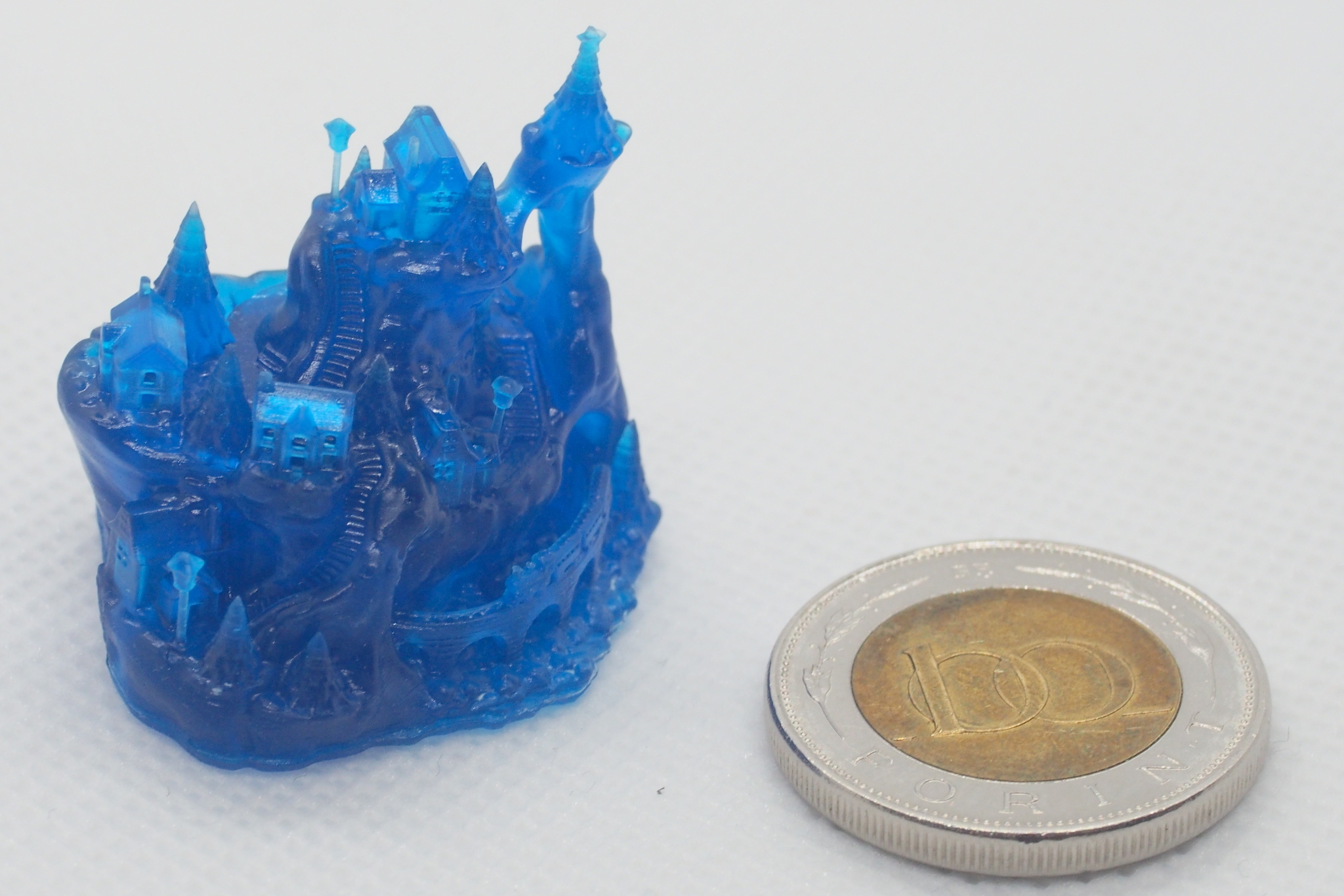
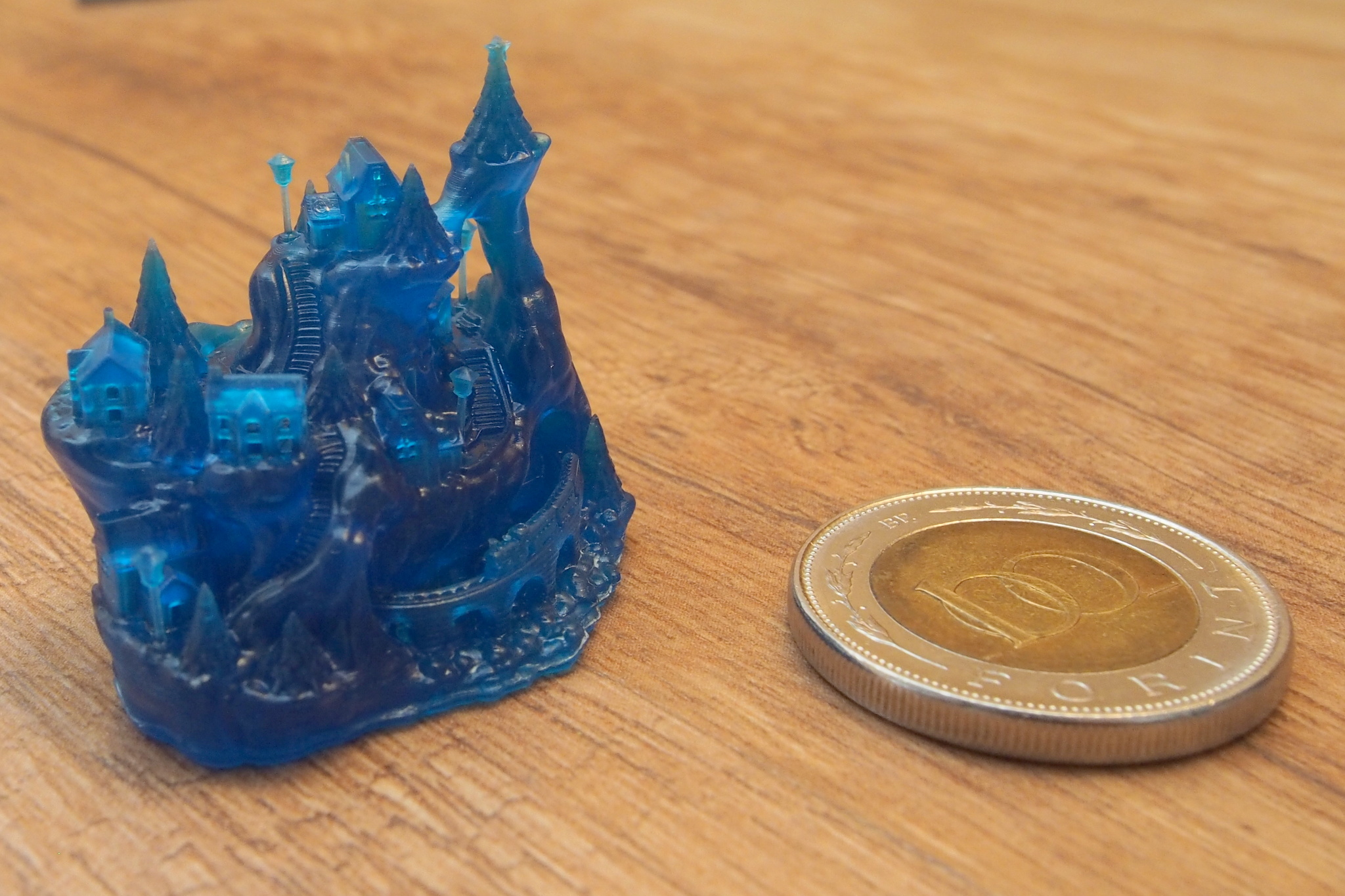
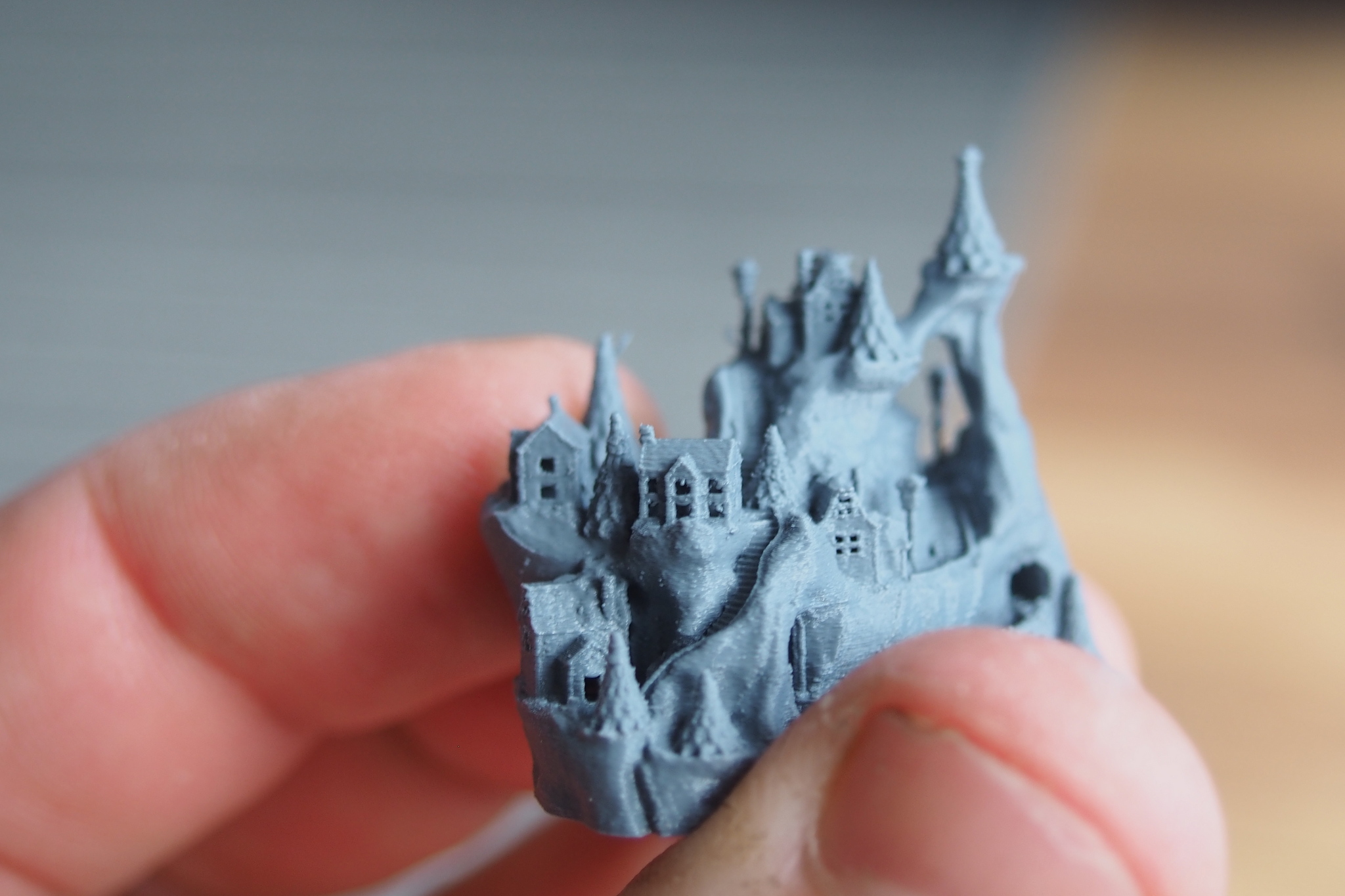
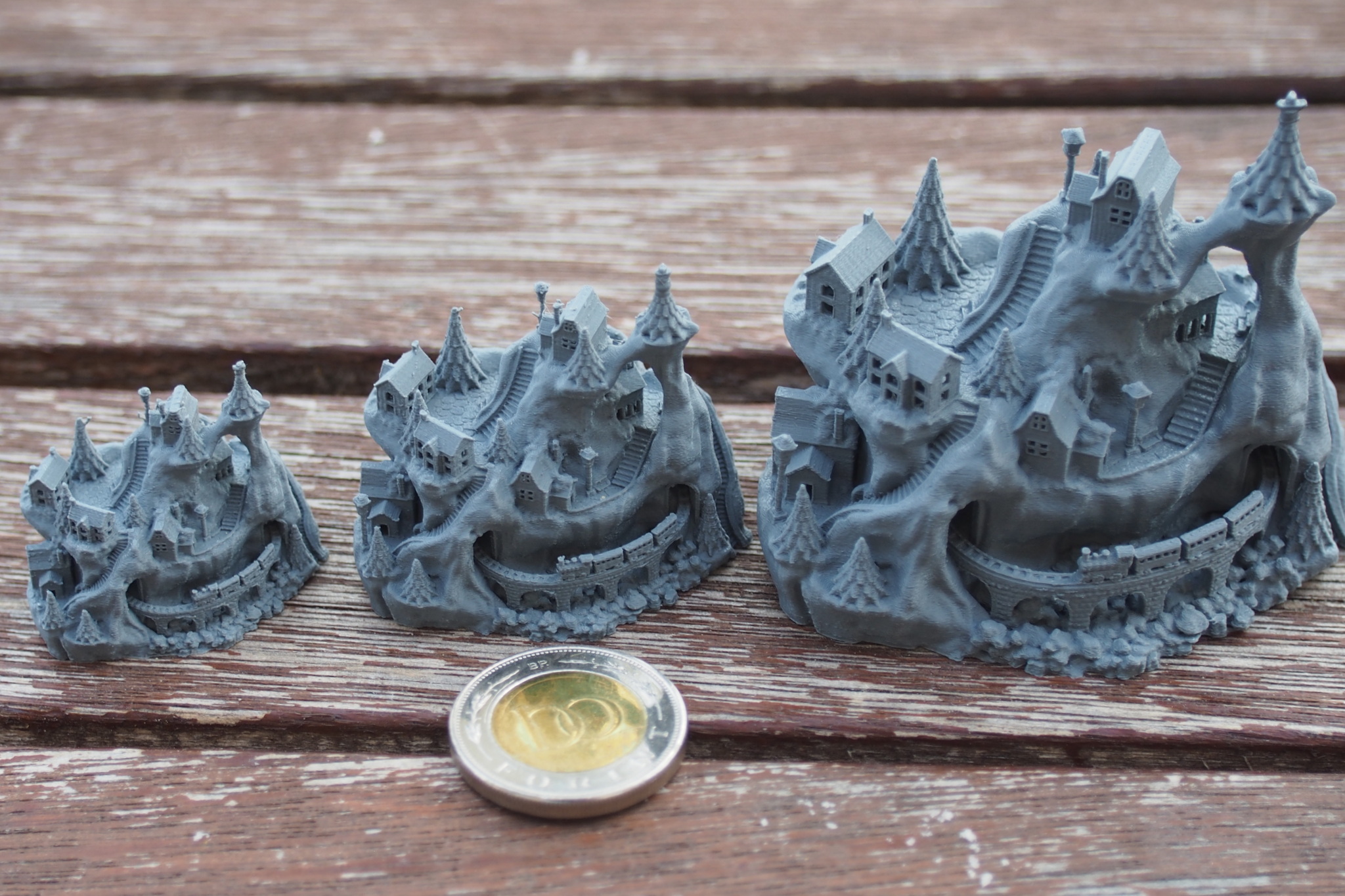
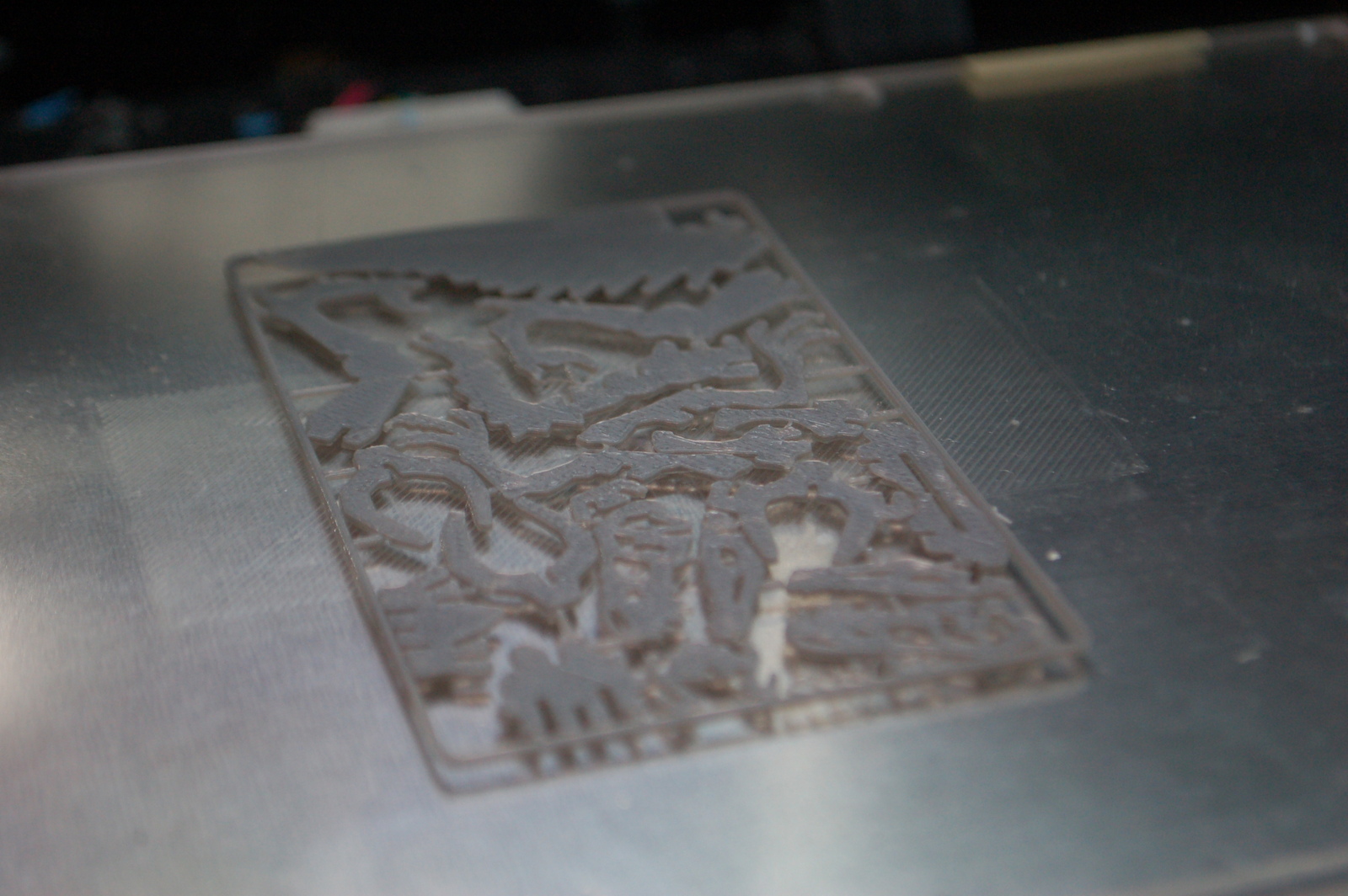
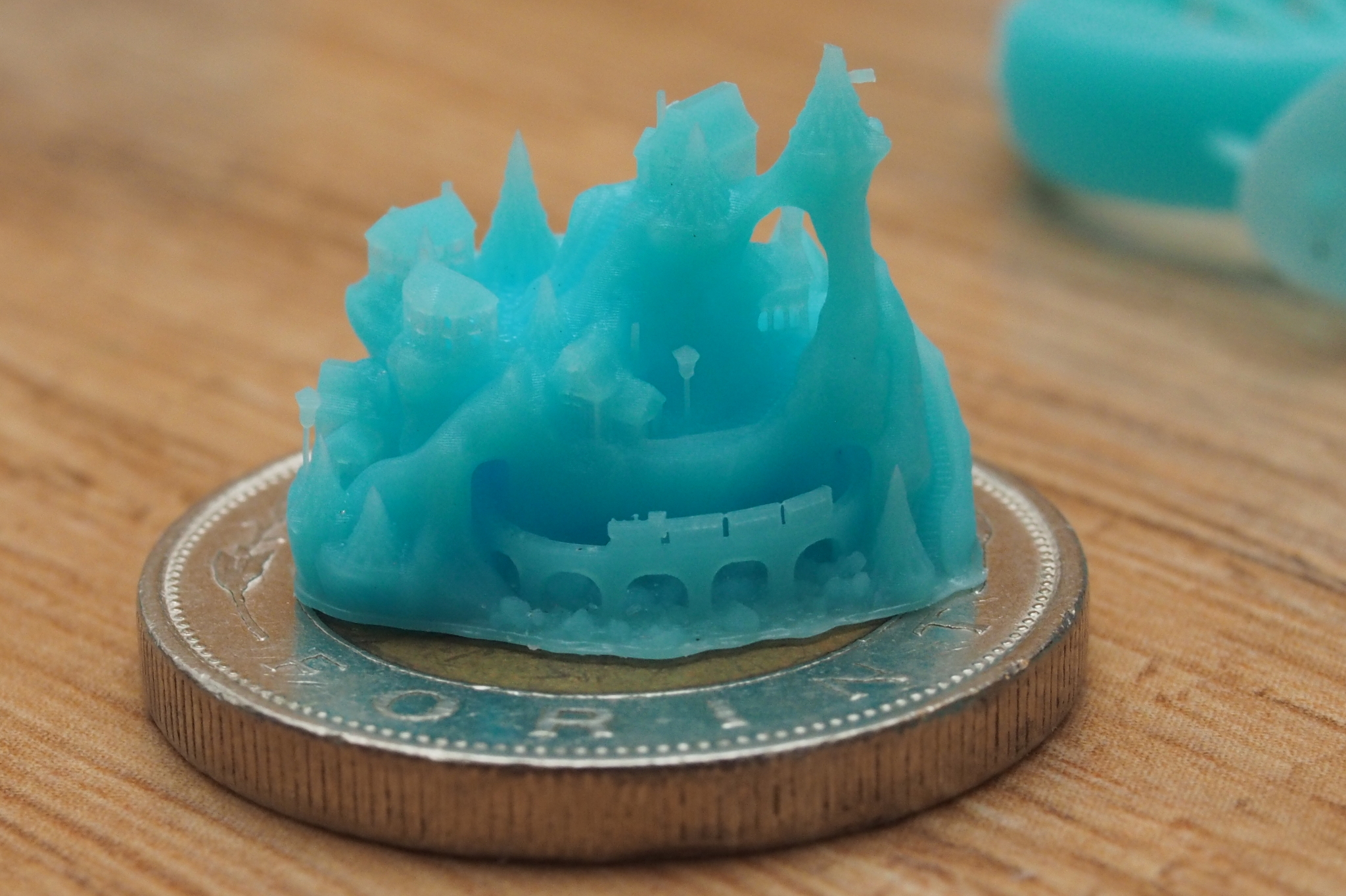
Nagyon sokszor használom a 0.2mm-es fúvókát a Wanhao D6-on, pl. tankok, vonatok, stb. H0-ás és TT-s makettek nyomtatására, szóval azért látszik, hogy elég jó részletgazdagságot lehet elérni vele. De most találtam egy (sajnos fizetős) modellt, amivel gondoltam még tovább feszegetem a határokat. Ez a modell, aki teheti, szerintem megéri megvásárolni, mert nagyon hangulatos: https://cults3d.com/en/3d-model/art/winter-wondertown.
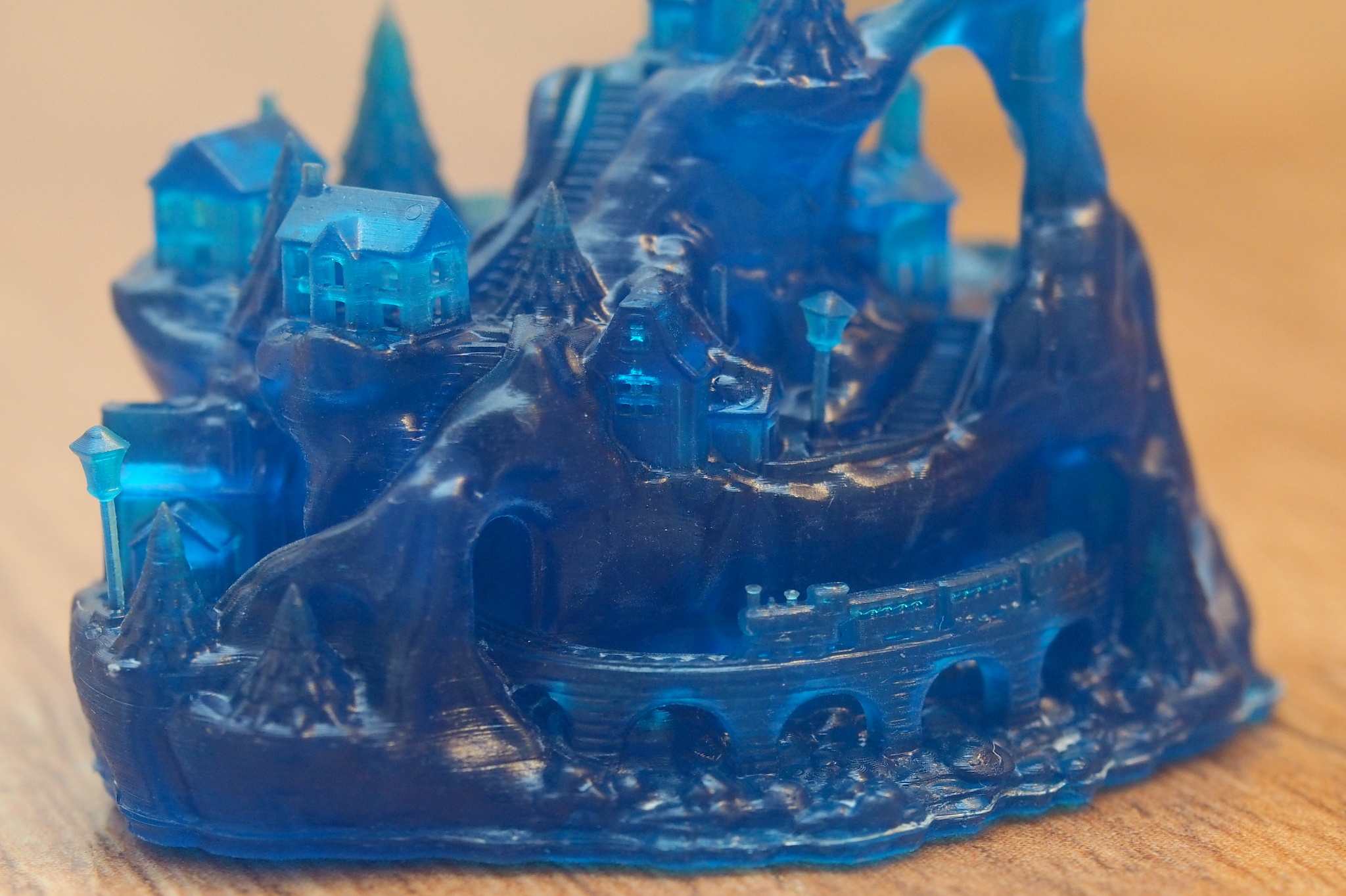
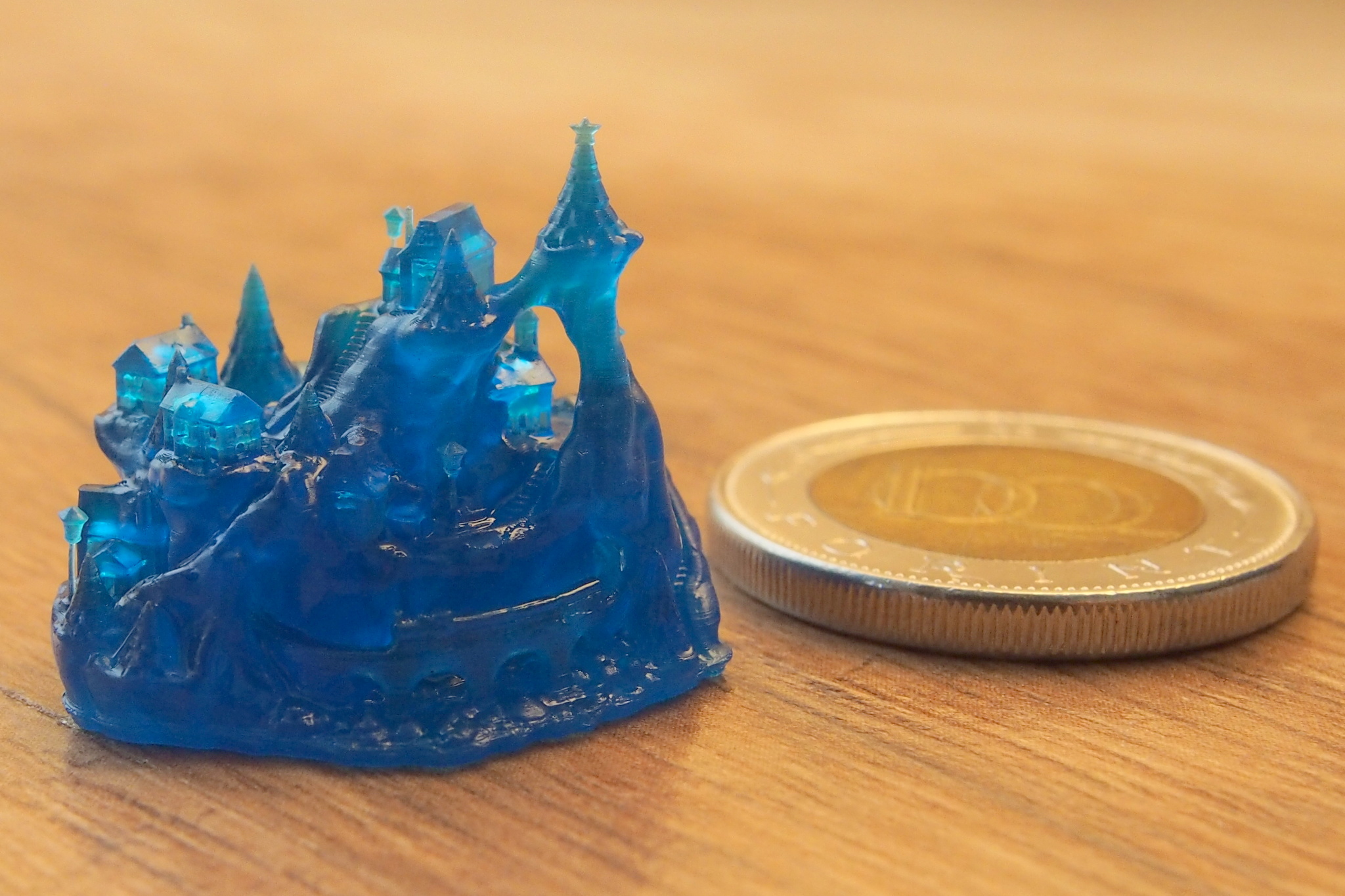
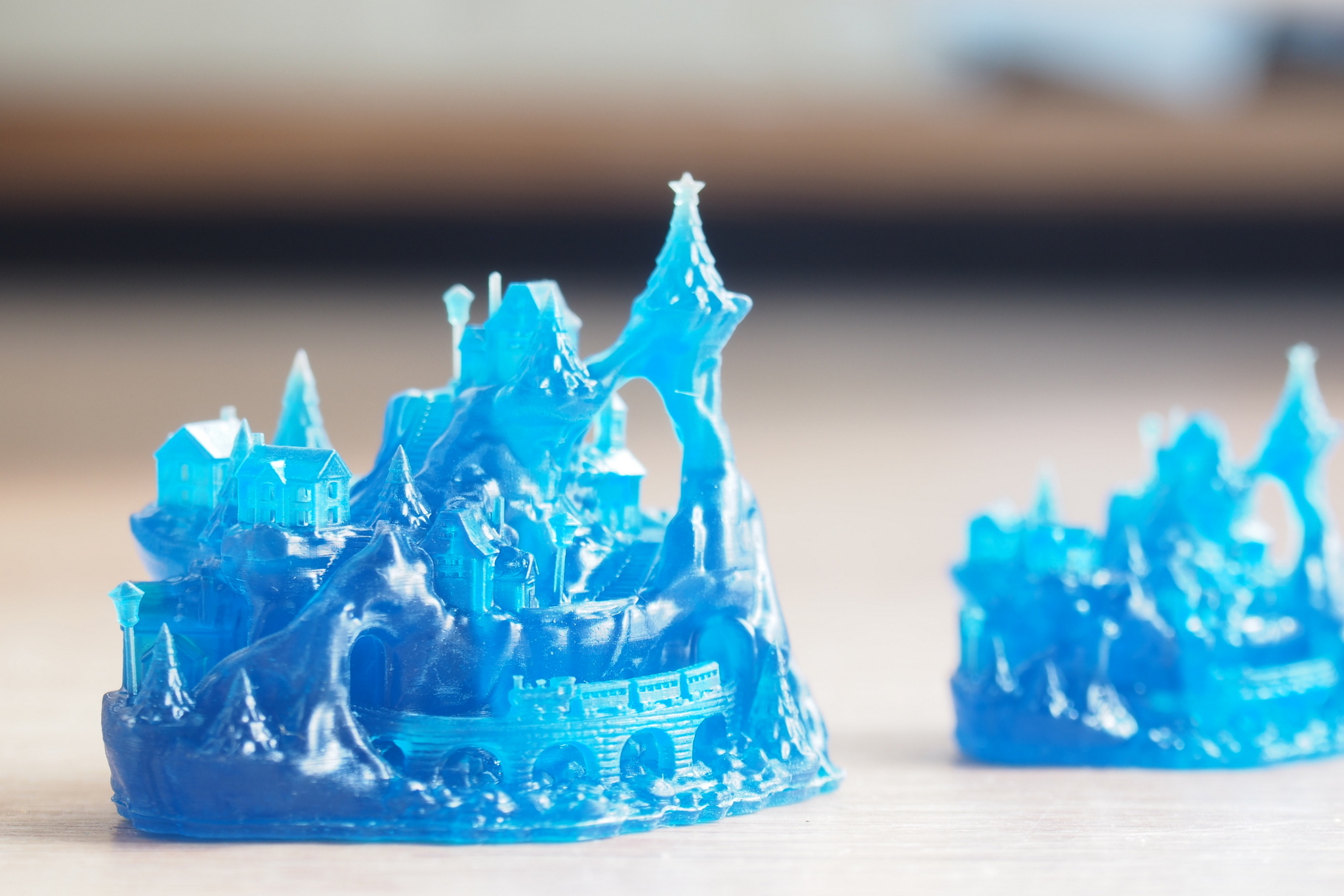
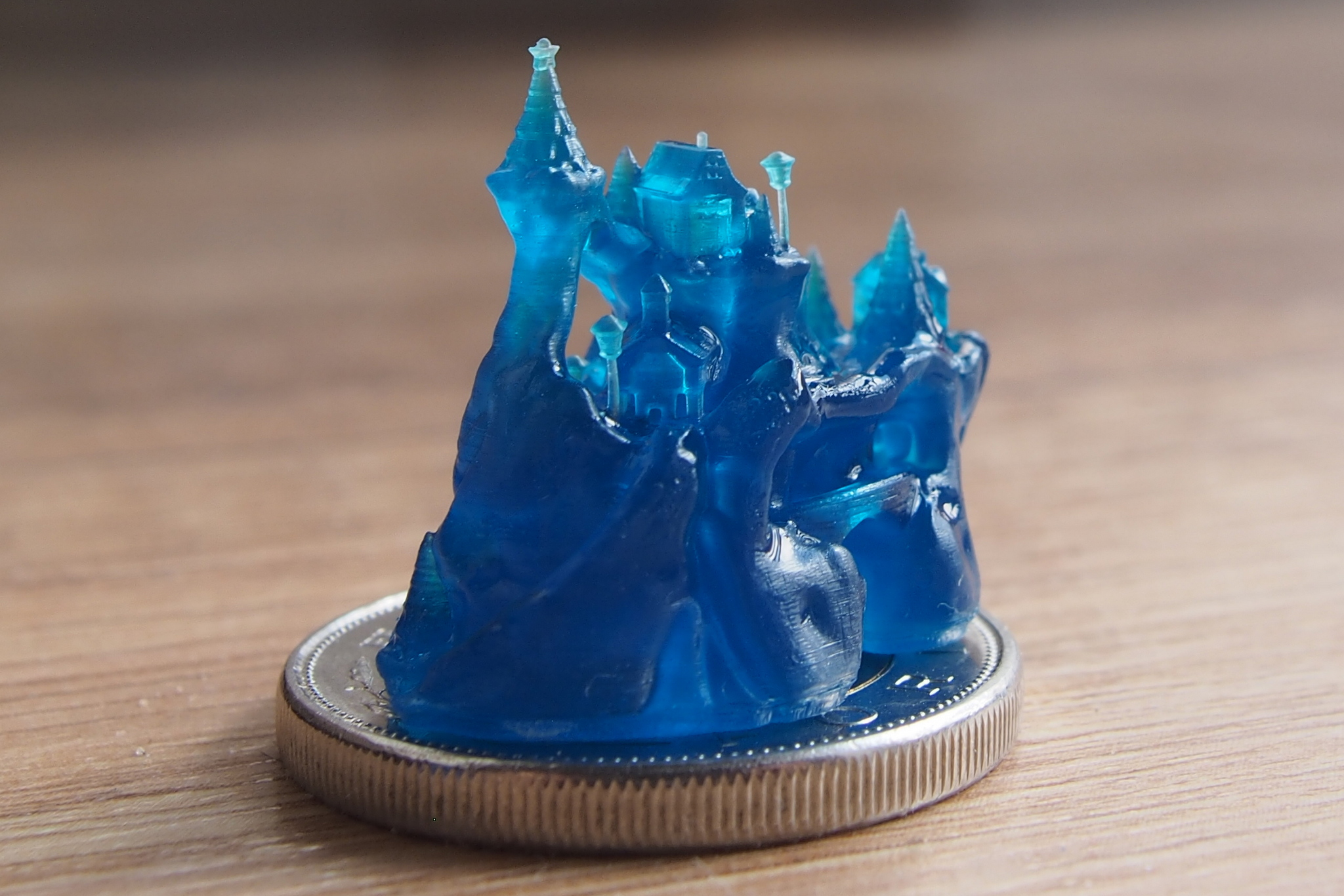
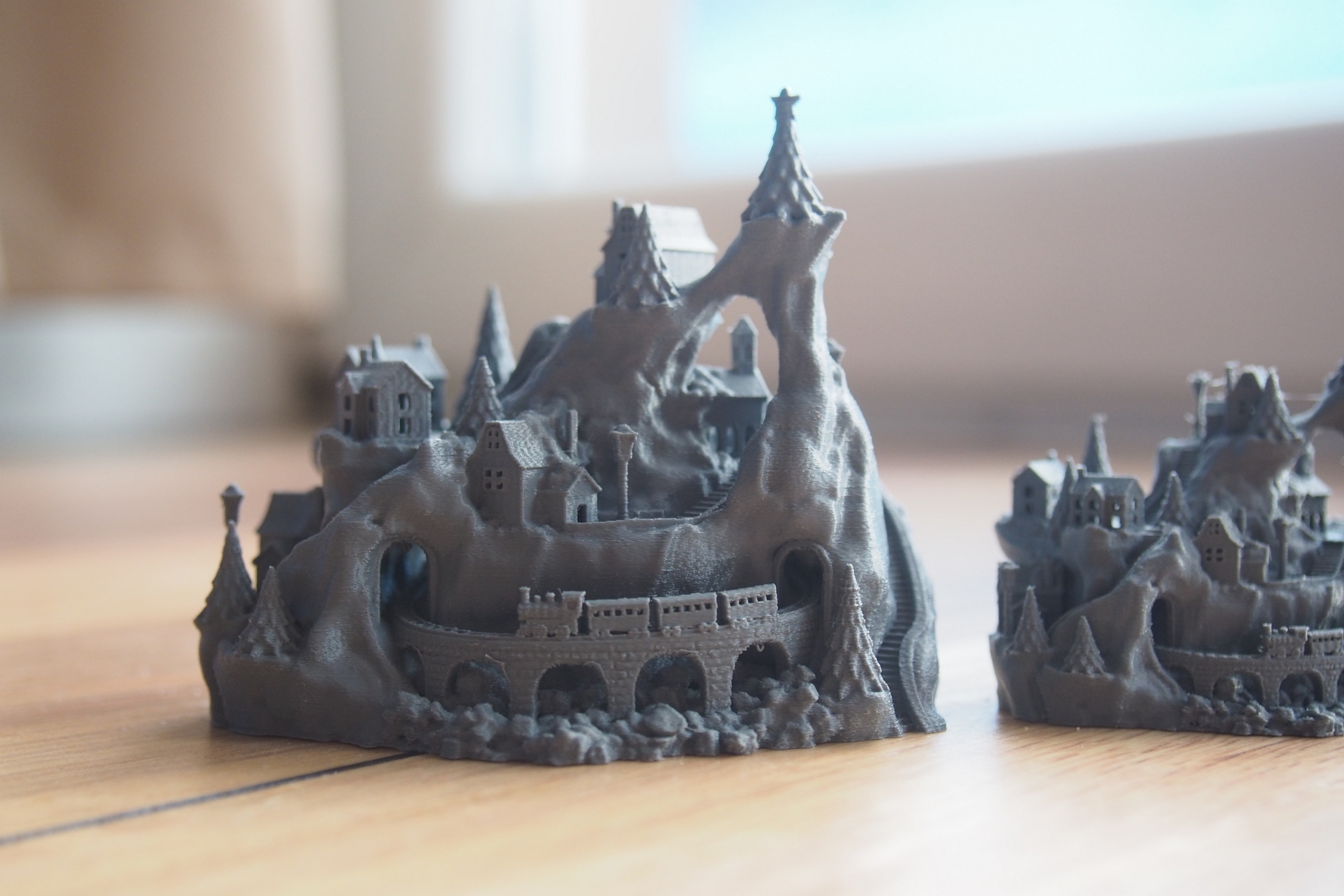
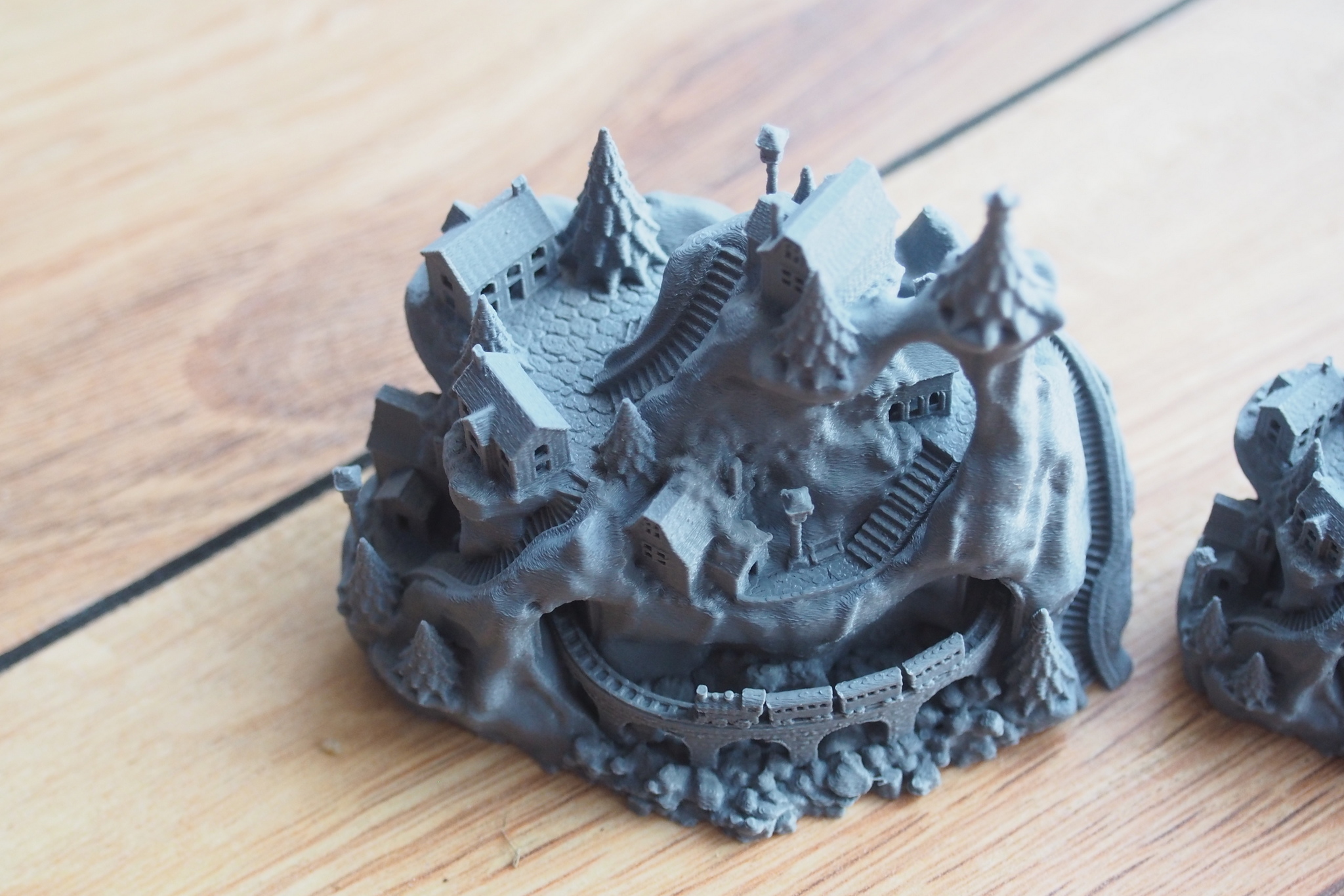
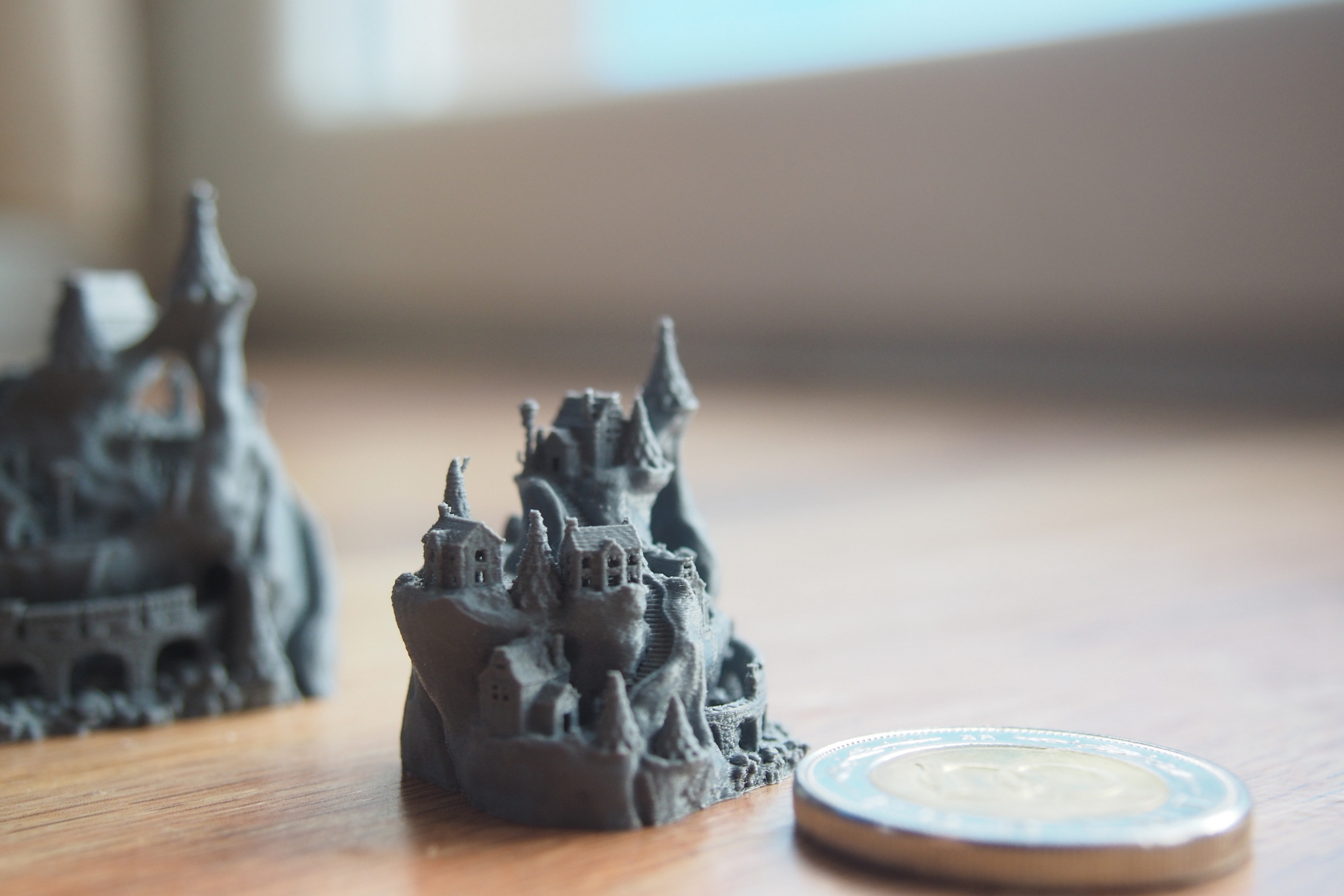
Először kinyomtattam eredeti méretben, utána egyre kisebb méretben. A legkisebb magassága 2.5cm csupán! És mégis még a legkisebben is kijönnek a részletek. Pl. a hátsó beugró "barlangos" részen van egy kis hóember, aminek még az egyik karja is látszik. És a lámpa oszlopok vastagsága is nagyon vékony.
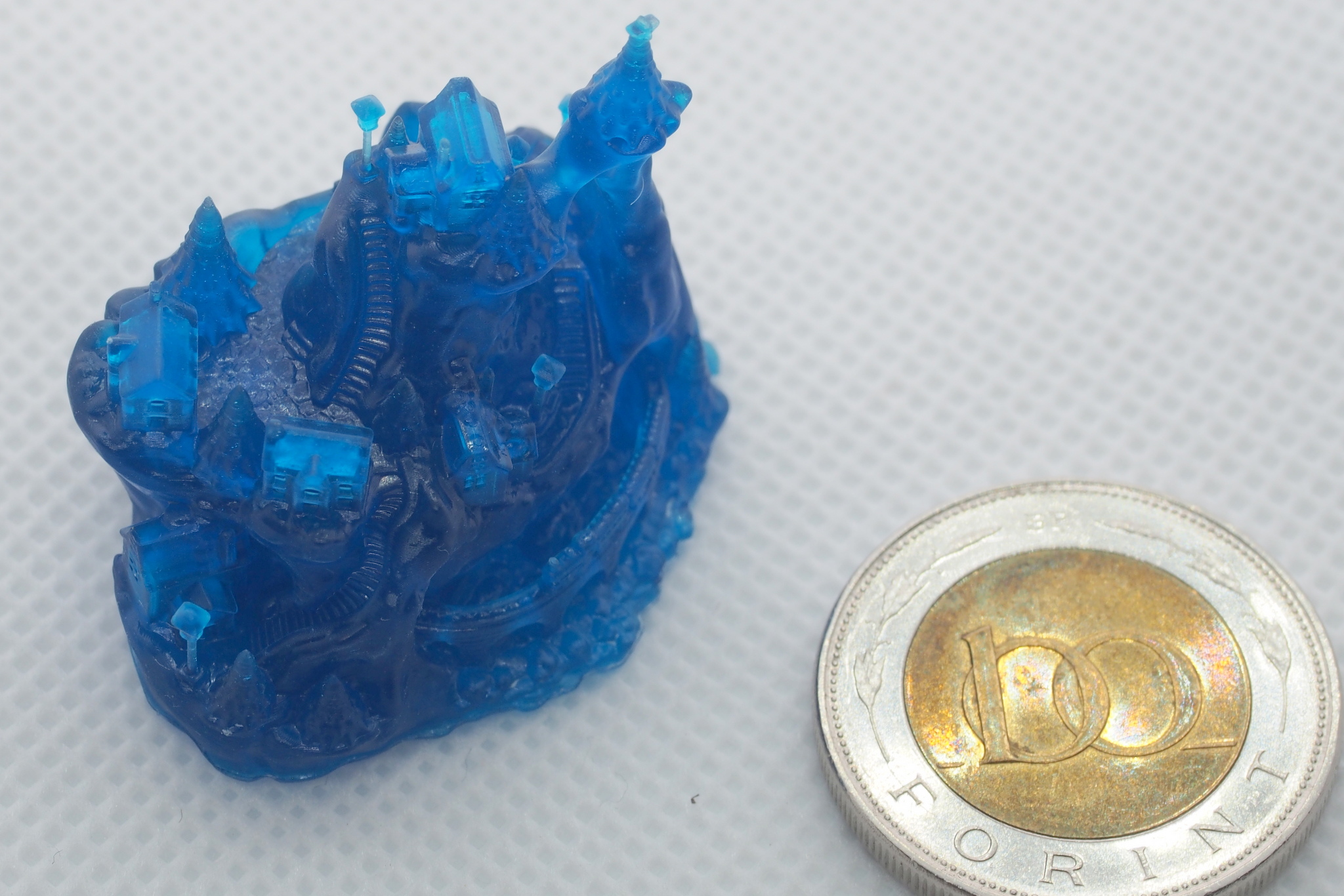
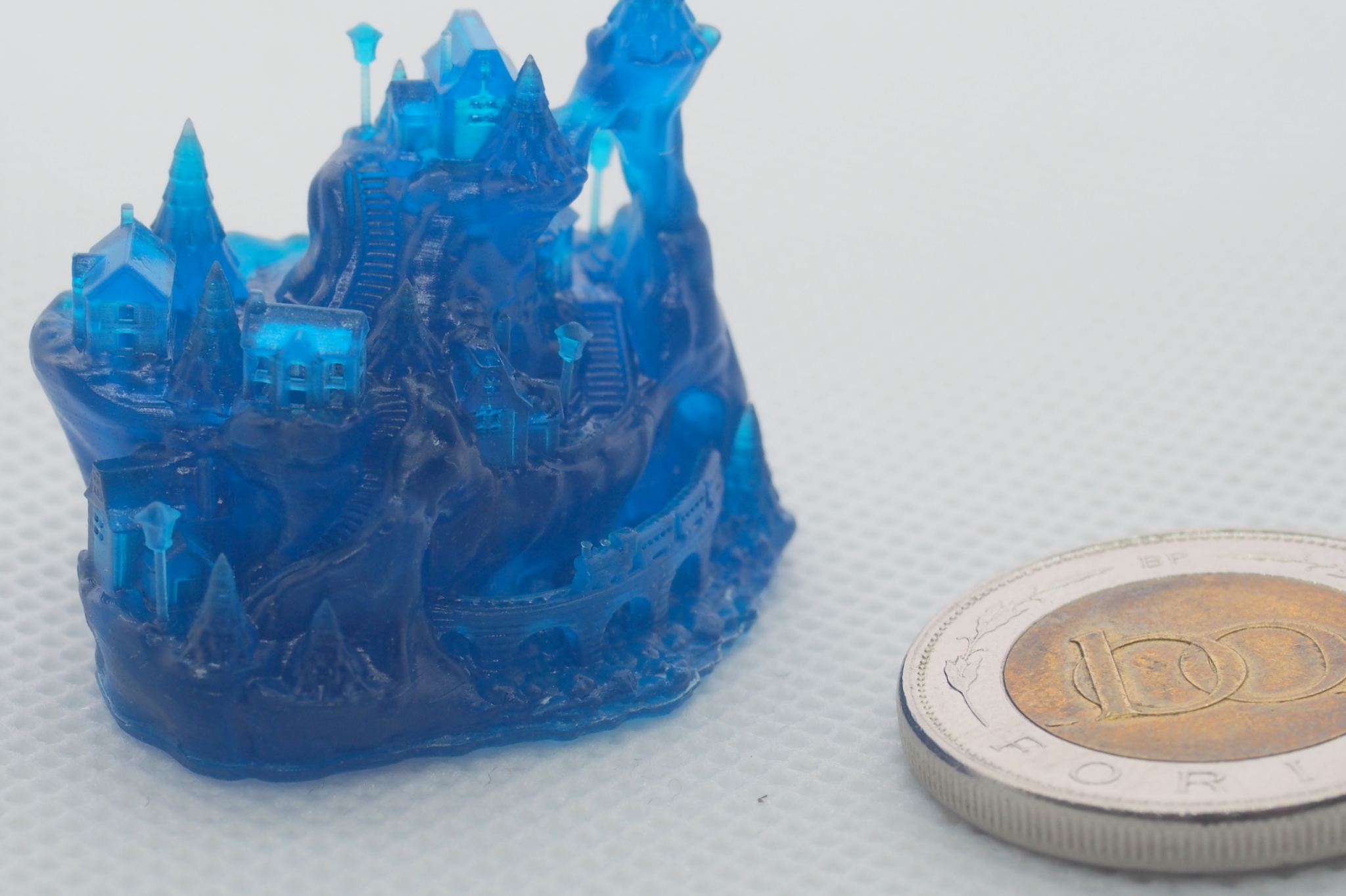
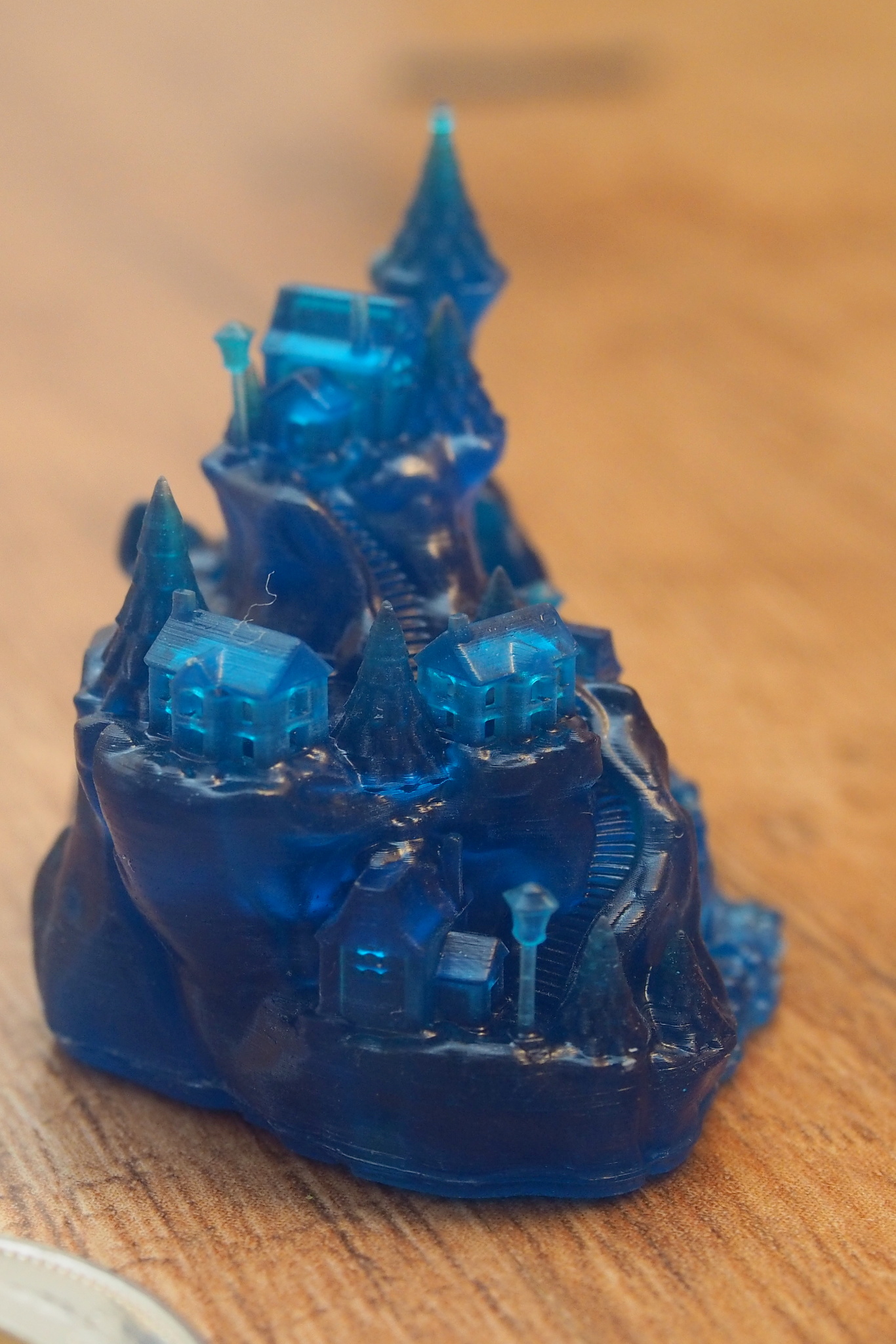
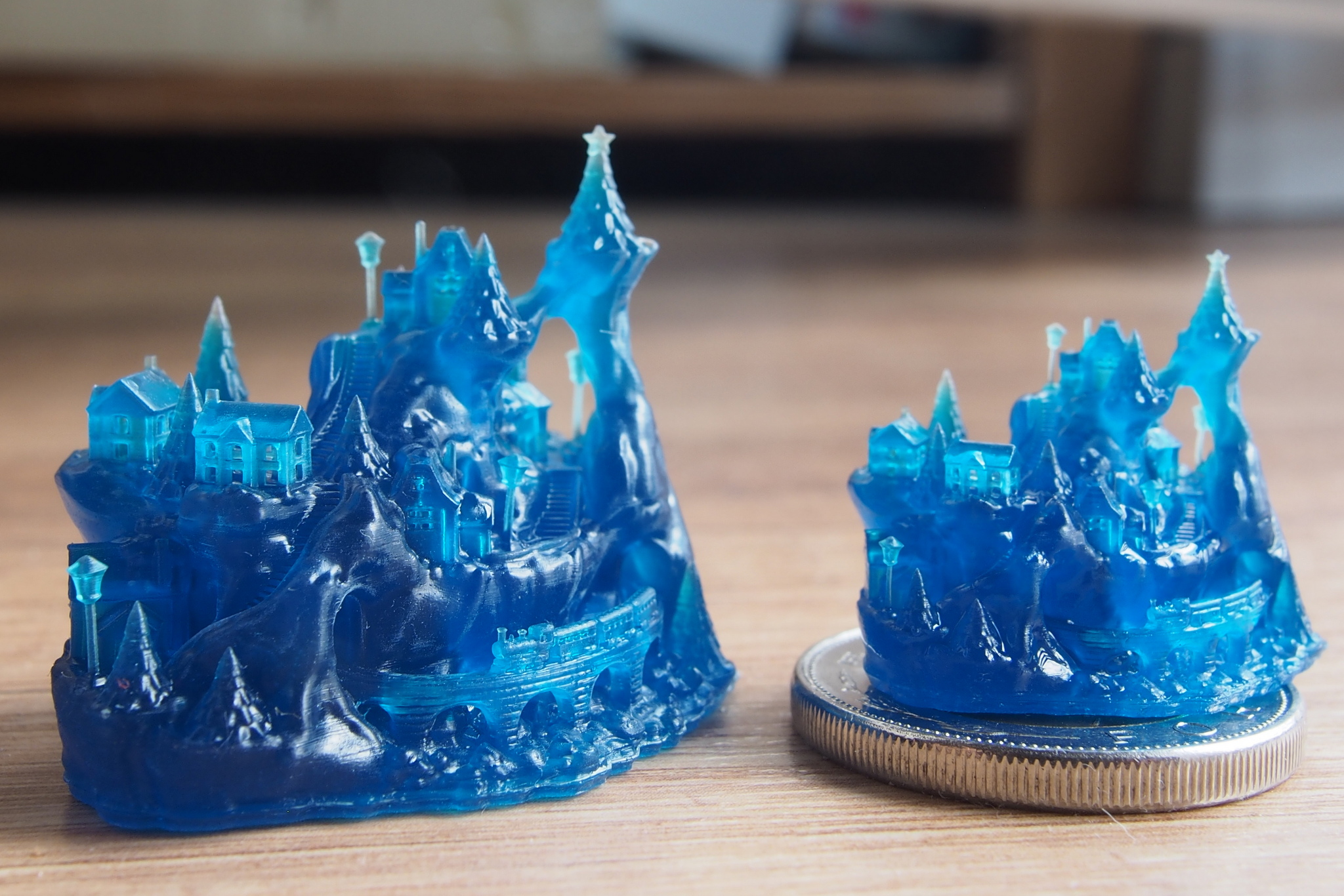
További képek:
A fenti kisérletből látszik, hogy még FDM nyomtatóval is lehet igencsak részletgazdag és aprólékos tárgyakat nyomtatni, nem kell mindig SLA/DLP nyomtató ehhez. (Ez majd egy következő kísérlet tárgya lesz, hogy ott meddig tudok elmenni :)). A használt rétegvastagság a legkisebbnél 50 mikron volt, a legnagyobbnál 80 mikron.
Philament szürke PLA-val készült amúgy. :) Tetszik ez az árnyalat.
Egyébként ez a Wanhao D6 nyomtató eladó, mert 2 van belőle, és nincs kihasználva. 0.2-es fejjel, hangcsökkentéssel, üveglappal, hatékonyabb hűtéssel, smoother-el és egyéb upgrade-ekkel.
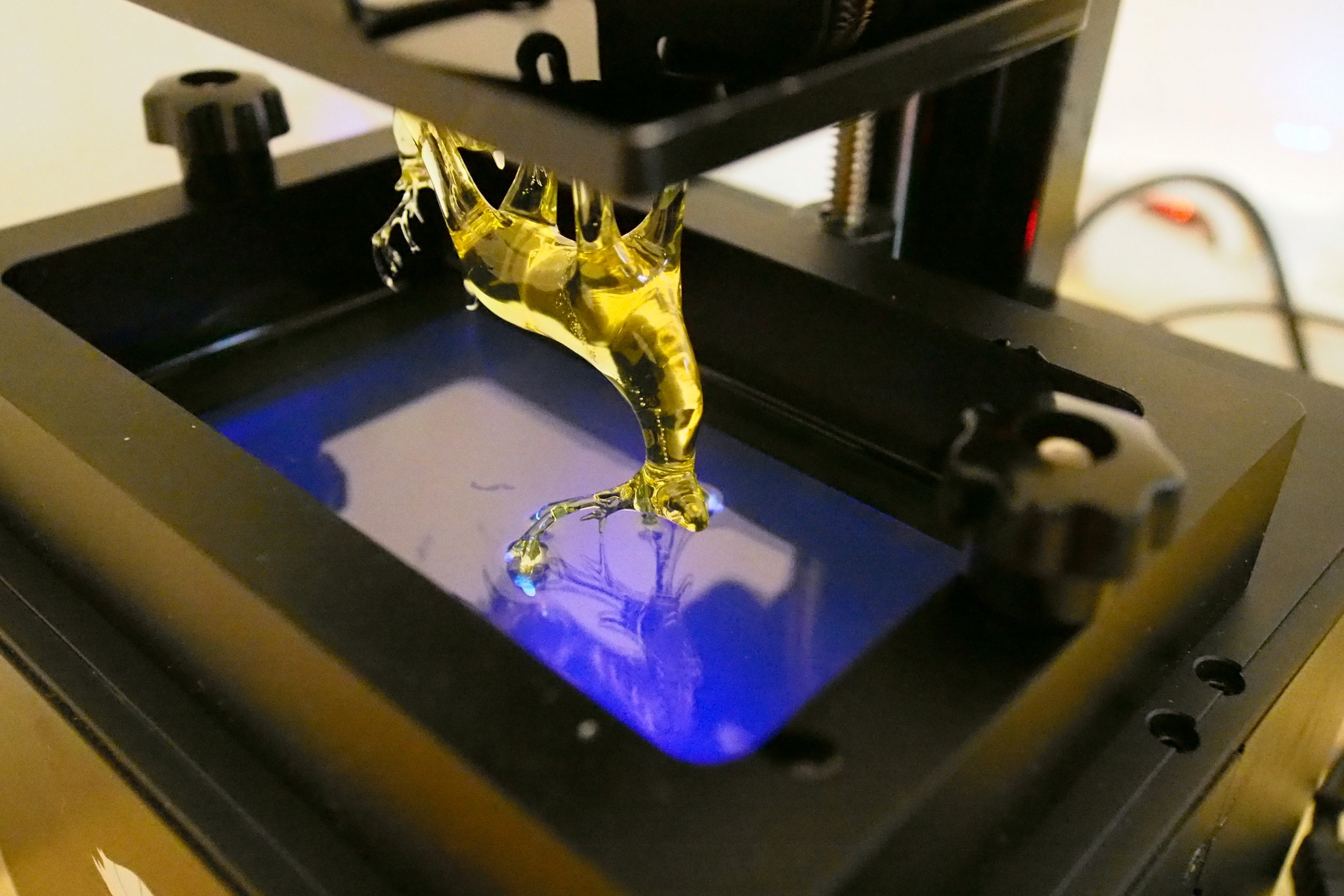
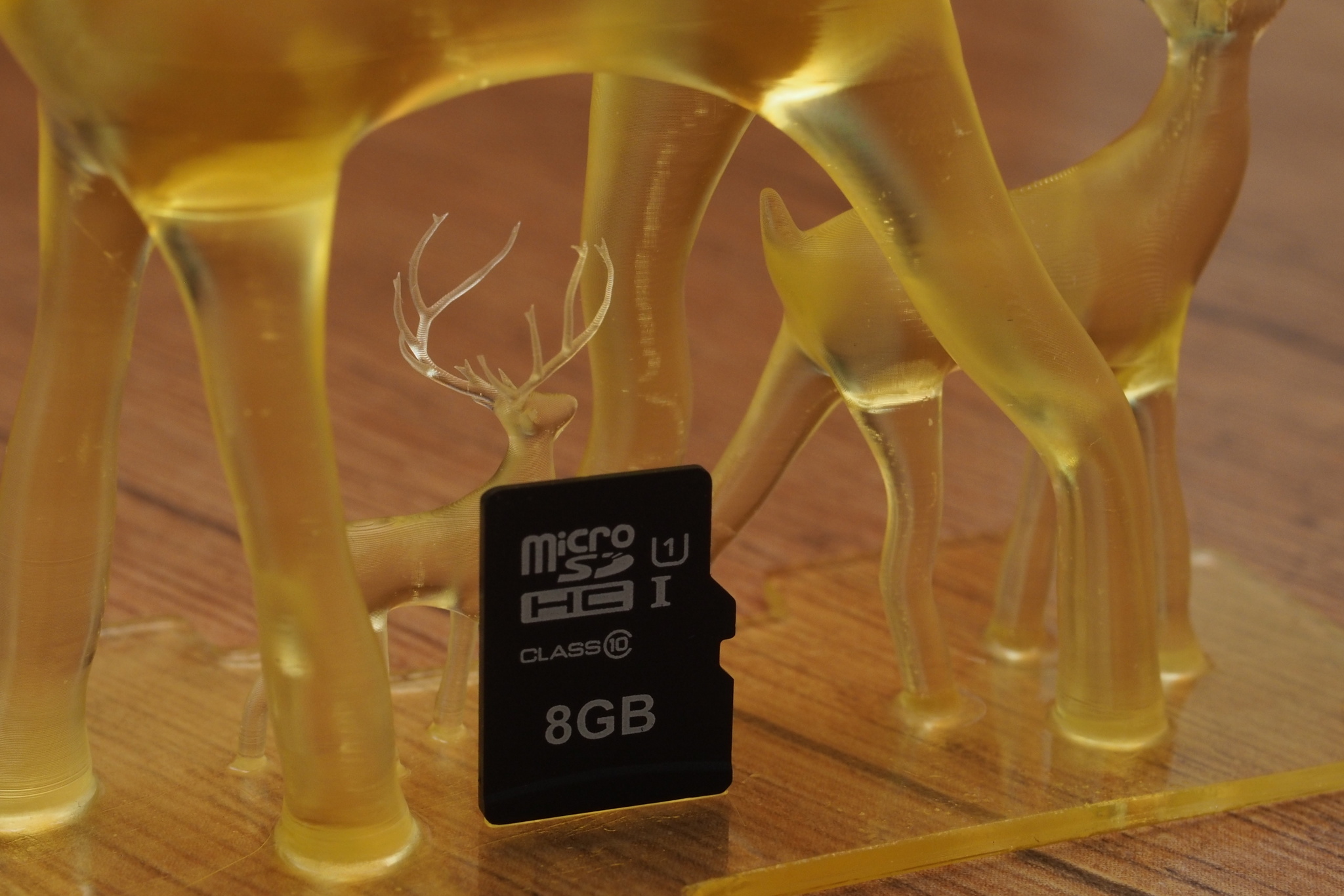
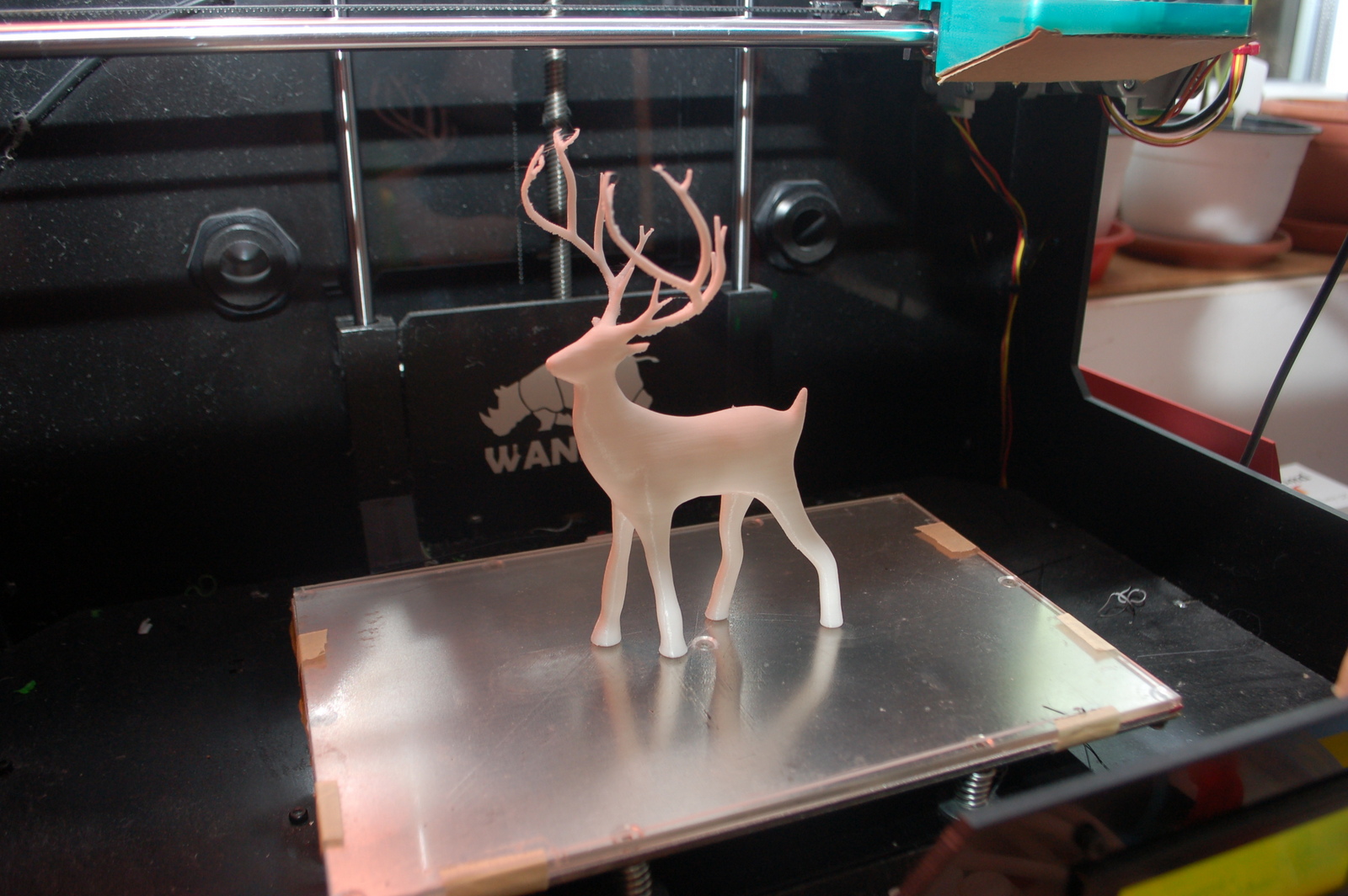
Most a karácsony közeledtével gondoltam kinyomtatom azt a szarvas modellt, amit már régóta ki szerettem volna. Rögtön 3 különböző méretben, a legkisebb 2.5cm magas csupán (amiből a szarv 8mm). Nagyon szép lett az eredmény, meg kell hagyni, különösen ezzel a Fun To Do Industrial Blend gyantával (még később egy teljesen clear gyantával is megpróbálom majd, pl. a Monocure Rapid Clear-el). A legkisebb szarvason is látszik az agancs, ami a D7 egészen magas X/Y felbontásának köszönhető (~47 mikron az LCD képpont mérete, ami jobb, mint pl. a Form 2 X/Y felbontása).
A tárgyat egy 1.4-es Duplicator 7-tel nyomtattuk, ami most nagyon akciós (ugyanis hamarosan elérhető lesz egy újabb modell, de mint a képek is mutatják, az 1.4-essel is gyönyörűen lehet nyomtatni, és majd tudunk biztosítani 1.5 upgrade kitet is januárban).
Kíváncsi voltam, hogy ugyanazt a tárgyat több méretben kinyomtatva, mennyire marad meg a tárgy részlete. Ehhez egy viszonylag nagy felbontású koponya modellt nyomtattam ki, ezt. A legnagyobb magassága 12mm-es volt, egy 7mm-es, a legkisebb pedig 5mm magas. A képeken látszik, hogy elég szép lett még a legkisebb is. A rétegvastagság 0.03mm volt (30 mikron).
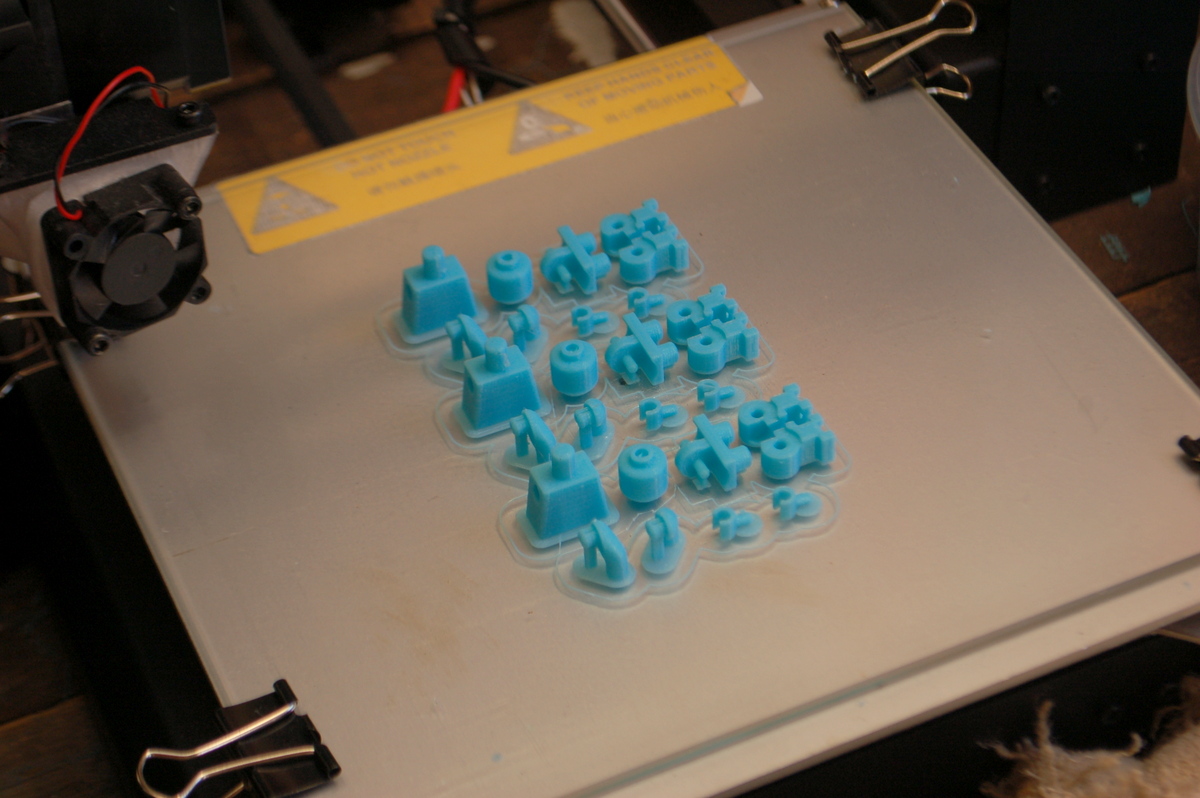
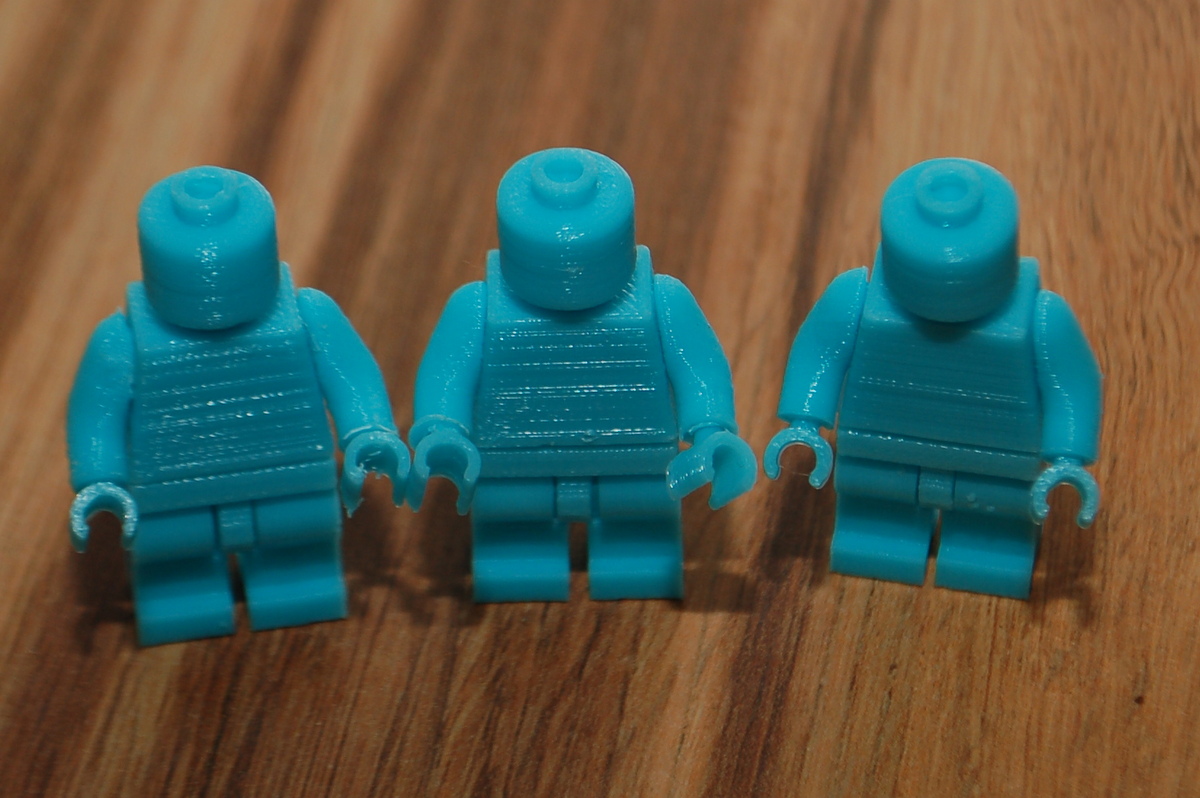
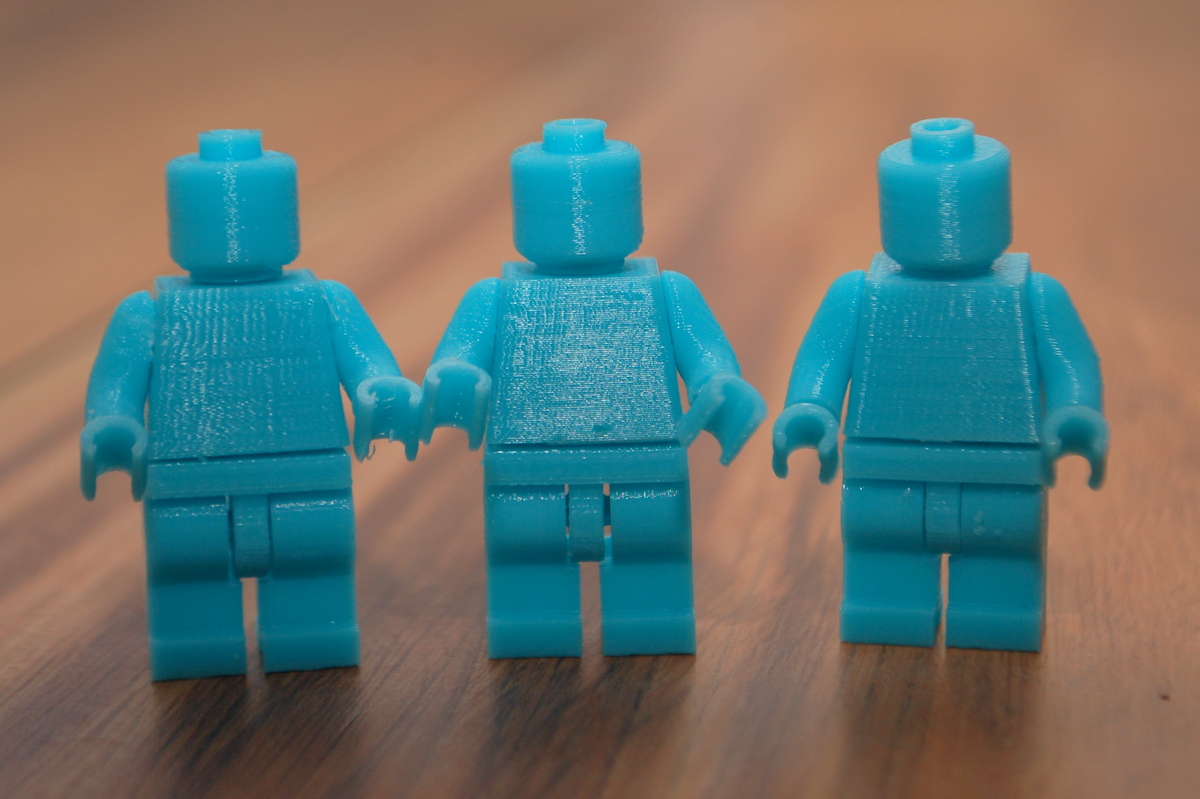
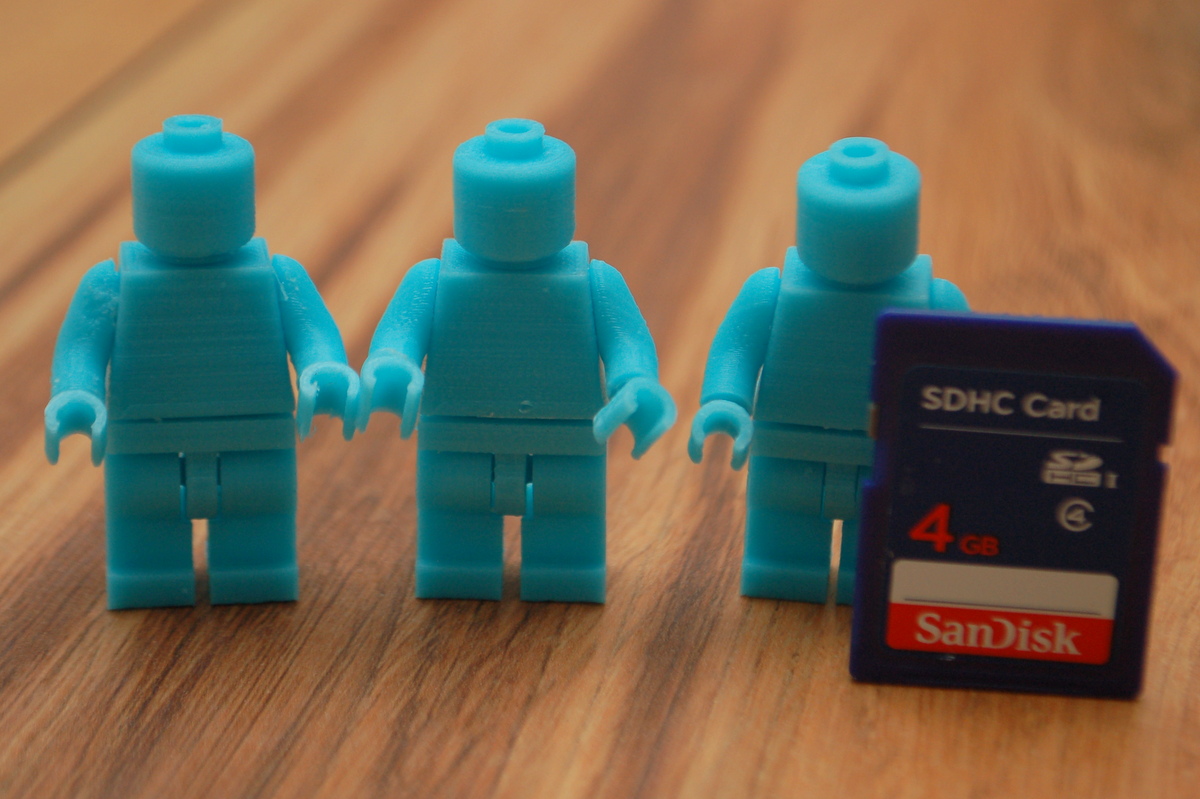
Korábban már nyomtattam egy Lego figurát illetve Lego kockákat is, de az a figura elég nagy volt. Most viszont találtam egy méretpontos Lego figurát, ami bizony kis mérete miatt elég nagy kihívás tud lenni.
A kis méret miatt - hogy megnöveljem a "rétegidőt" - egyszerre hármat nyomtattam belőle. A modellt készítő által belemodellezett alátámasztás eltávolítása után elég könnyedén össze tudtam pattintani az elkészült darabkákat. 0.15mm-es rétegvastatsággal nyomtattam.
(Ez is jó megoldás tud lenni, ha már tisztában vagyunk a 3D nyomtatás sajátosságaival, akkor mi magunk is sokszor könnyebben eltávolítható alátámasztást modellezhetünk a modellbe.)
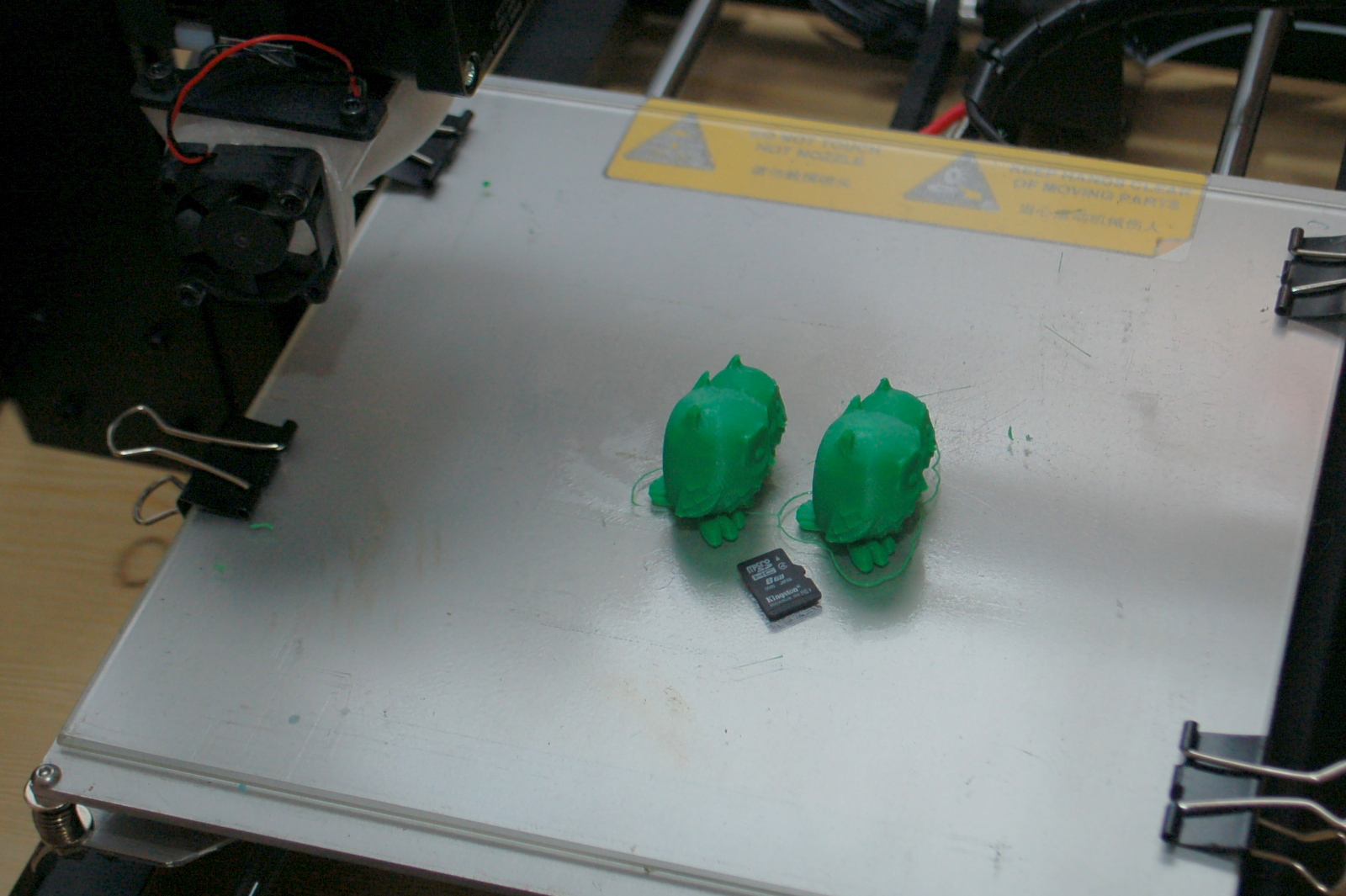
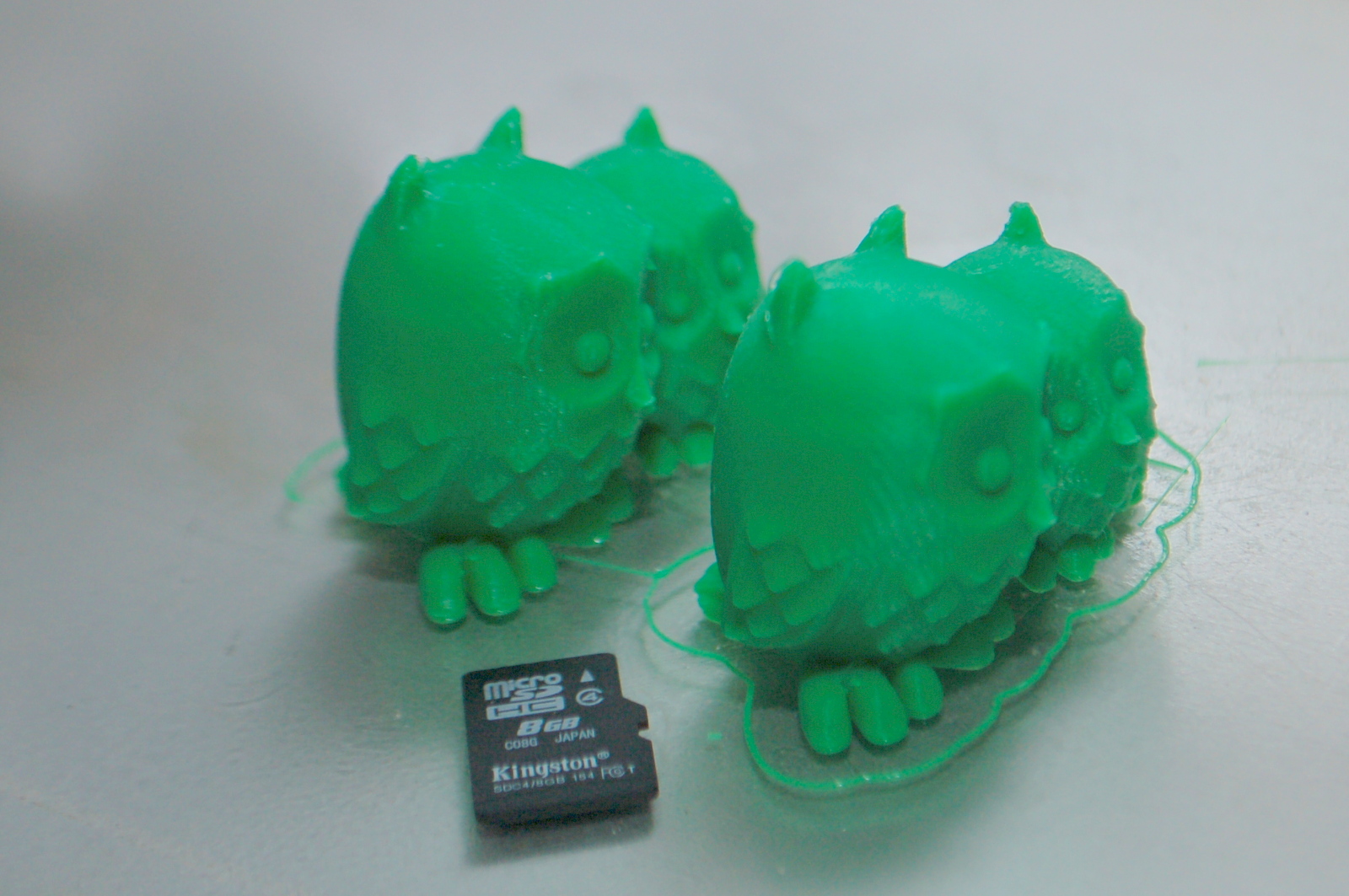
Kíváncsi voltam, mire képes az Wanhao i3, milyen rétegvastagsággal lehet nyomtatni. 50 mikronnal (ami már eleve nagyon szép teljesítmény egy ilyen árú nyomtatótól) már nyomtattunk, azt a próbát csont nélkül vette. Most gondoltam egyet, és a Cura-ban beállítottam 20 mikronra a rétegvastagságot.
Ennek meg is lett az eredménye: egy lekicsinyített bagoly modell (illetve kettő, hogy legyen ideje kihűlni a rétegeknek) nyomtatása is több mint 9 óráig tartott! A 0.2mm (ami sokszor már bőven elegendő) rétegvastagsághoz képest a 20 mikron (0.02mm) nyomtatása 10x annyi ideig tart! A felület valóban nagyon szép lett, nem látszanak már a rétegek. Mintha egy csöppett túl lenne extrúdálva, illetve fúra plusz részek jelentek meg a tárgy egyes részein, de összeségében kellemes látvány. És persze bizonyítja, mennyire pontosan tud nyomtatni a Wanhao i3...
Arra is kíváncsi lennék (de sajnos gép hiányában ezt a tesztet nem tudom megcsinálni), hogy vajon képes-e erre mondjuk a Velleman K8200 vagy a BQ Prusa i3 Hephestos, gyanítom nem, de persze nem akarok ilyen alapon véleményt nyílvánítani.
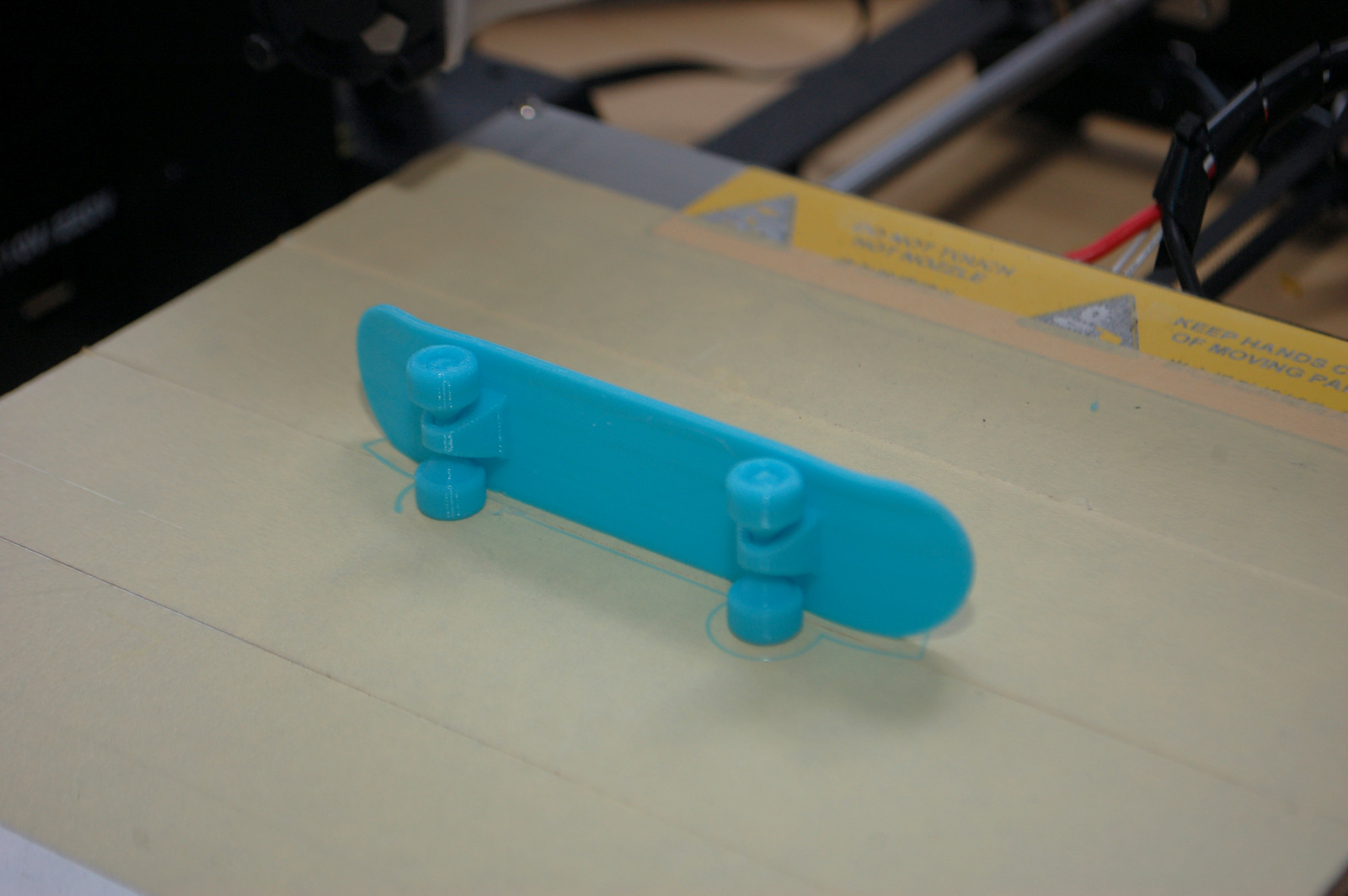
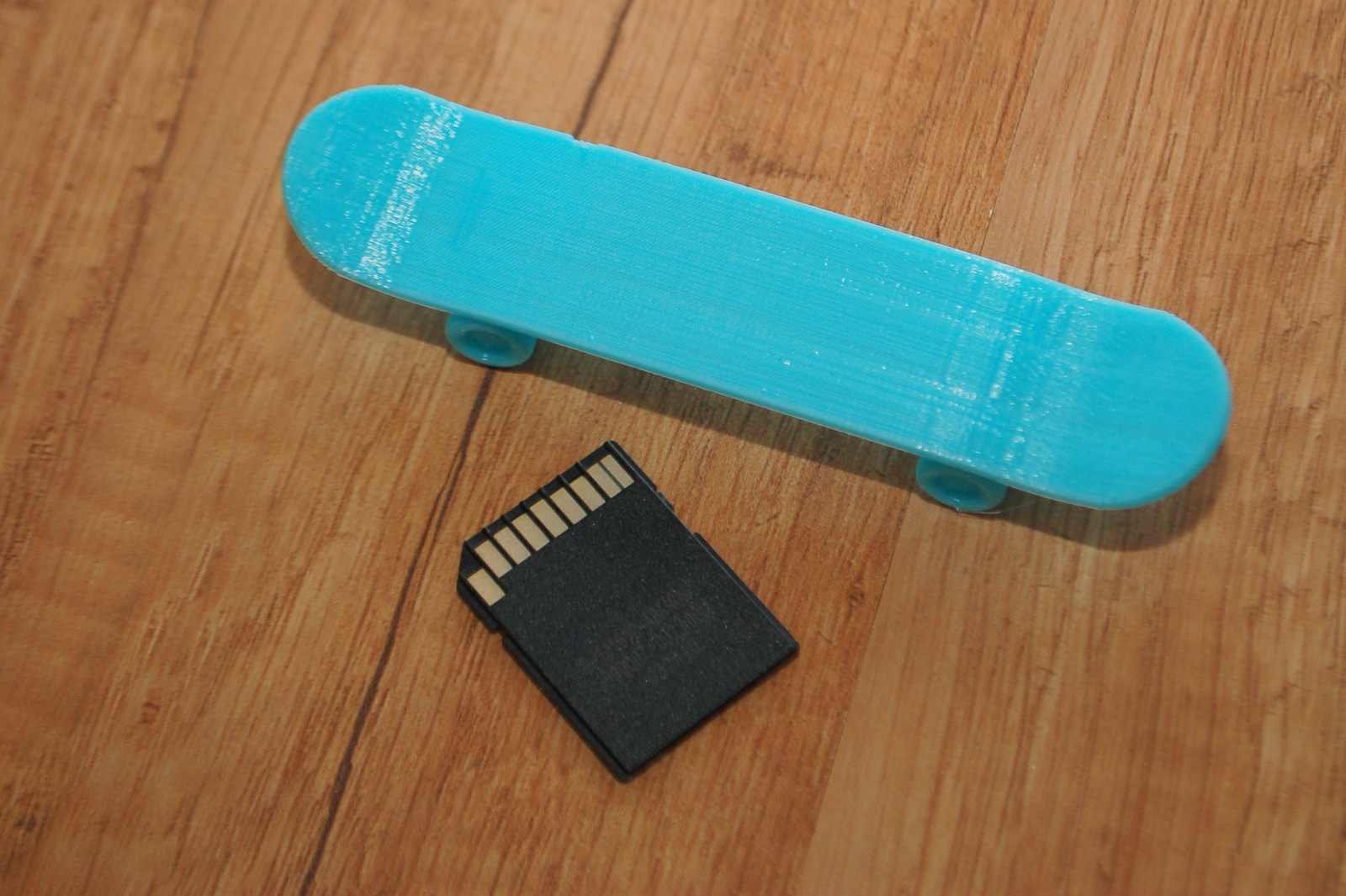
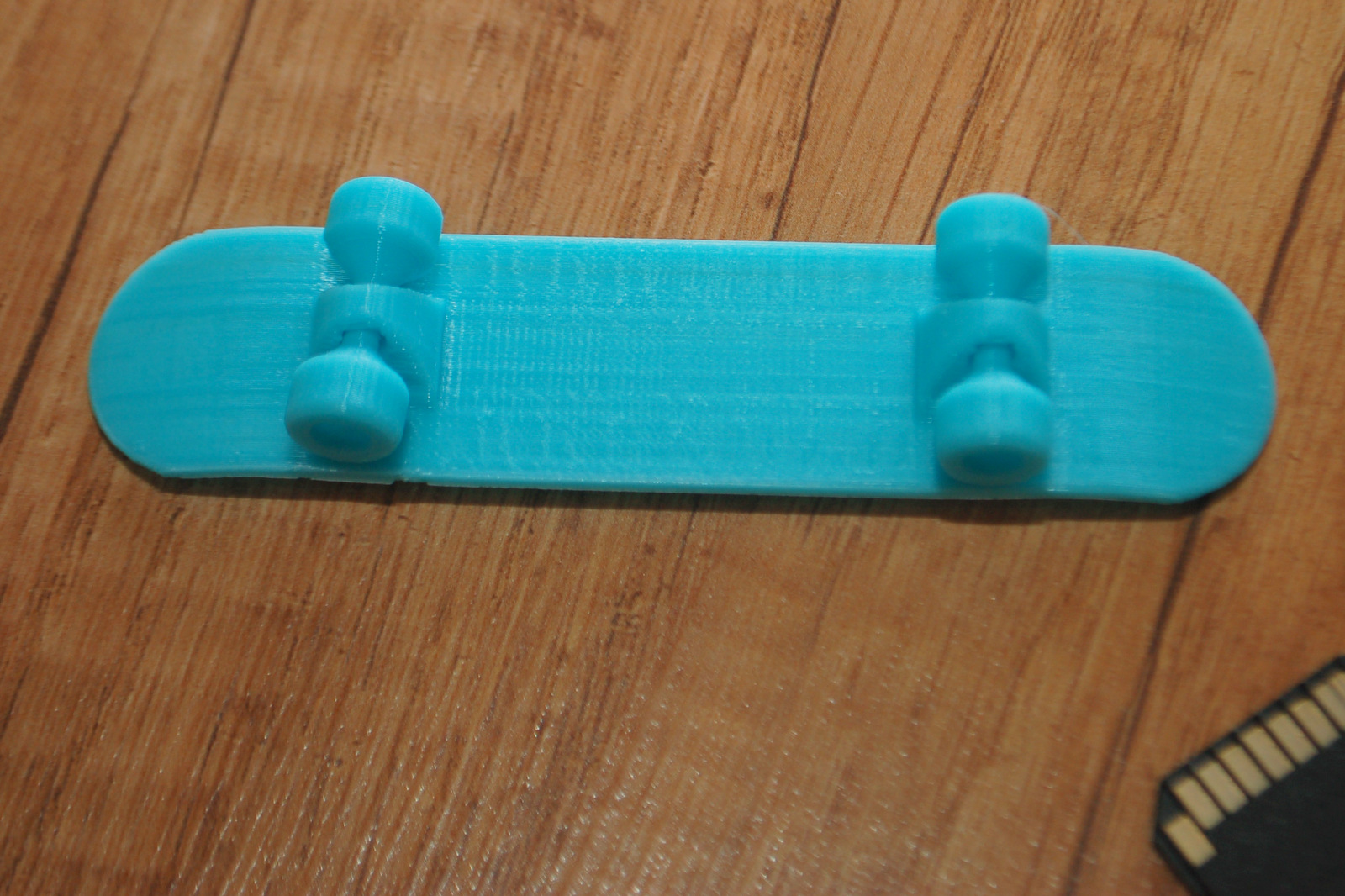
Egy időben nagyon népszerű volt az ún. fingerboard. Találtam nemrég egy modellt, ami egy ilyen gördeszka. Egész jó, egyben ki lehetett nyomtatni, utána kis mozgatás után a kerekek is forogtak. A tengely sajnos nem lett túl erős, egy rövid játék után eltört. De lehet, hogy 100%-os kitöltéssel és kicsit magasabb hőmérsékleten (hogy jobban összeforrjanak a rétegek) erősebb lett volna, vagy PETG-vel nyomtatva...
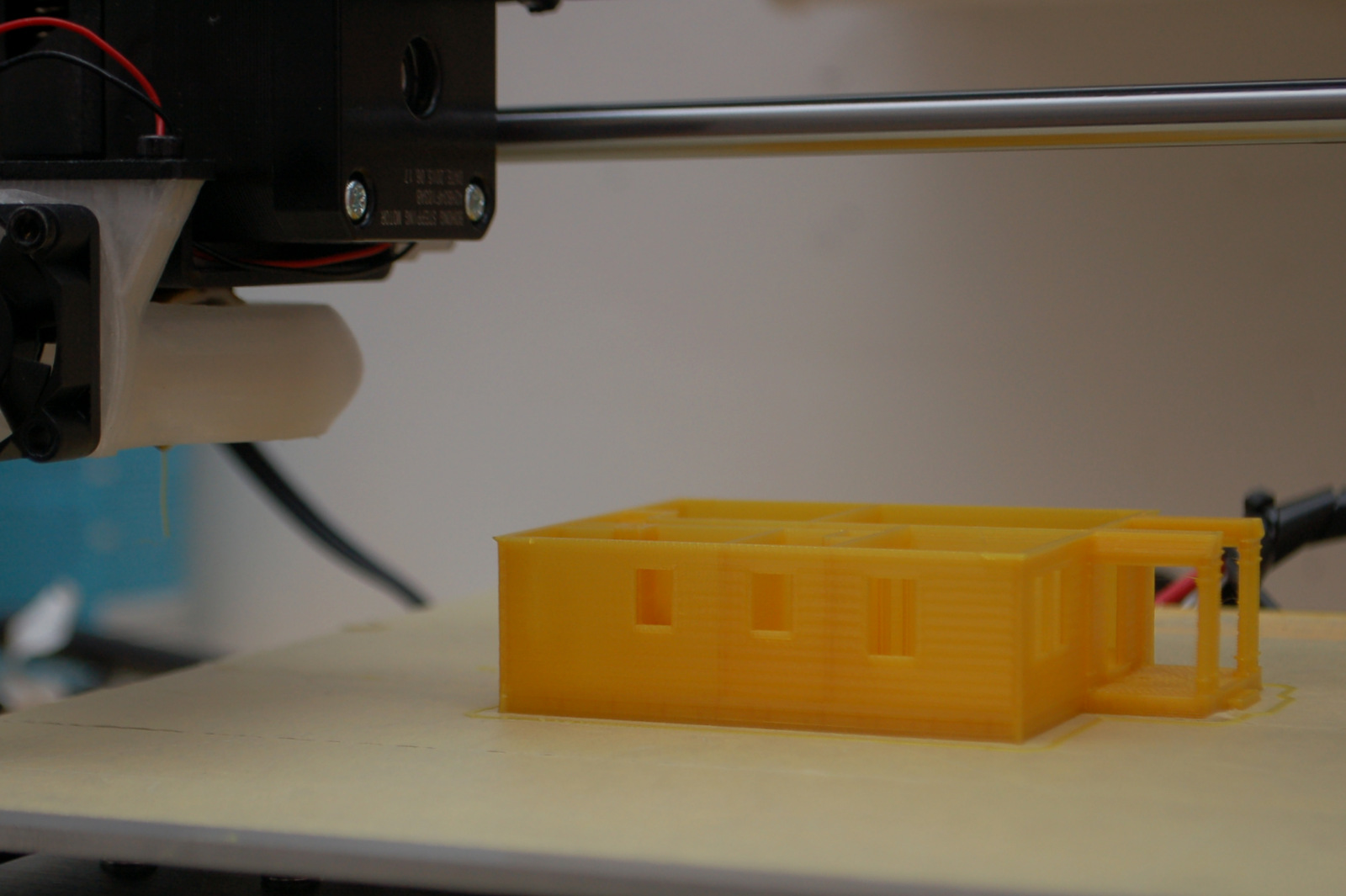
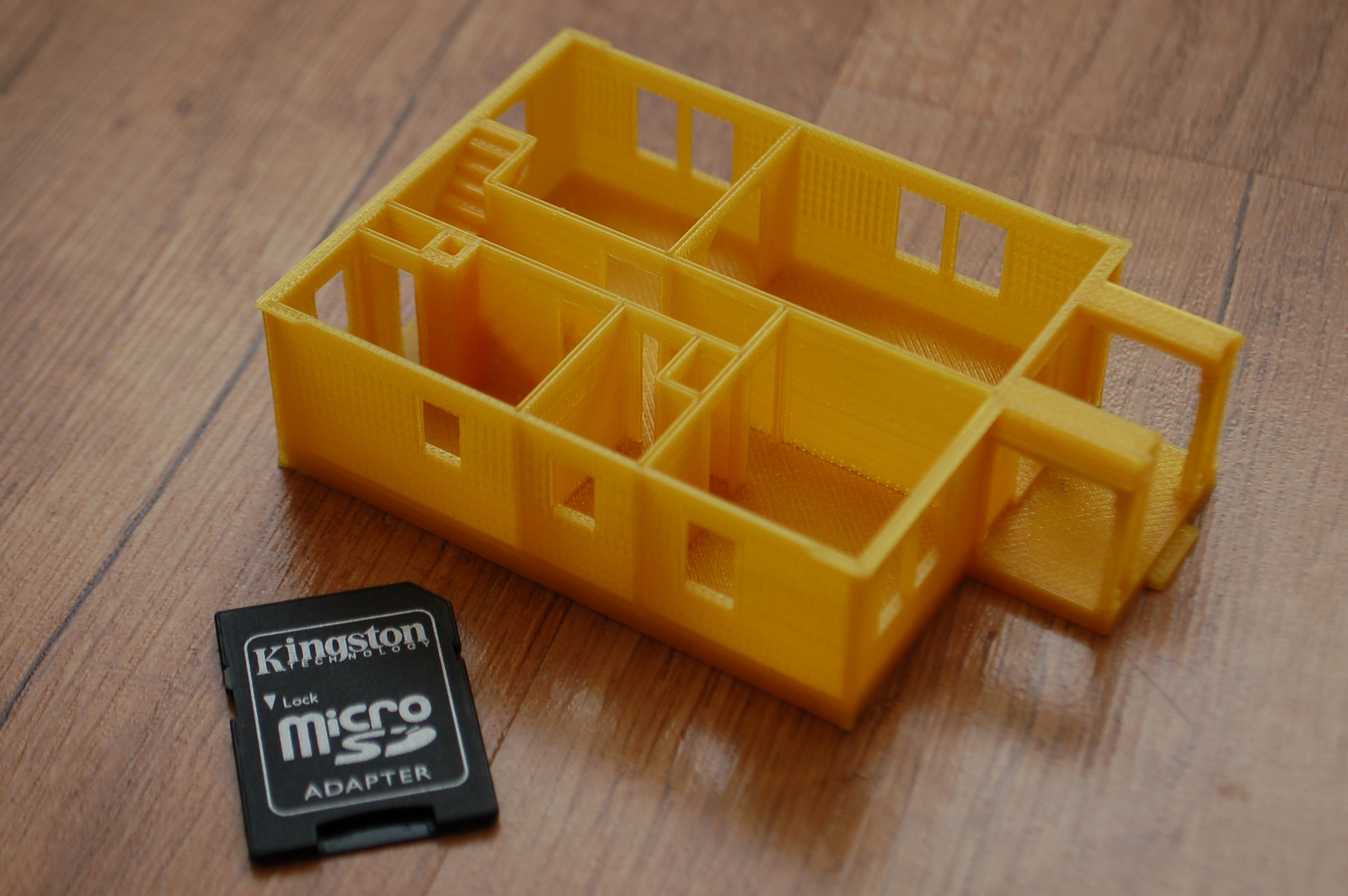
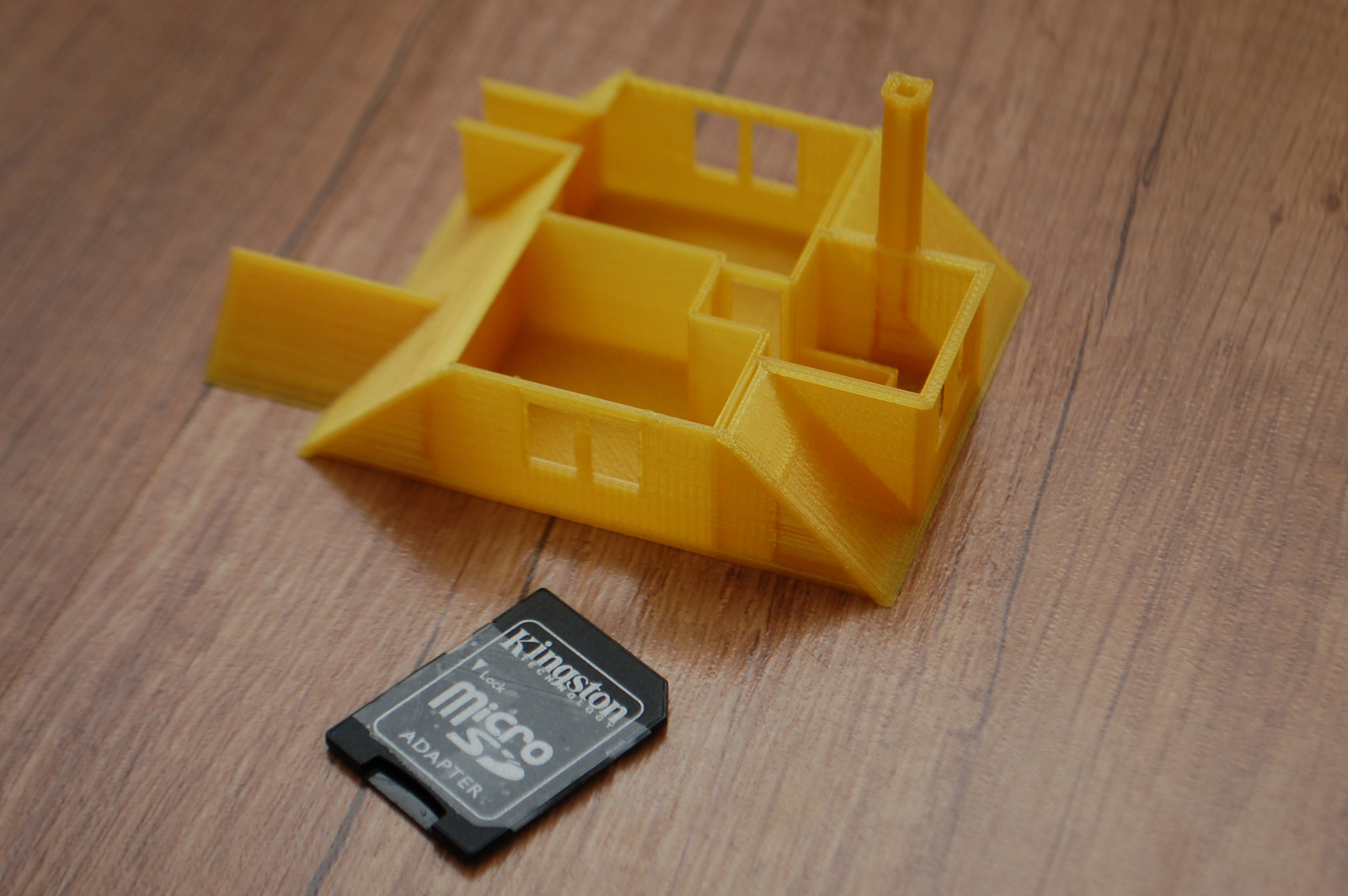
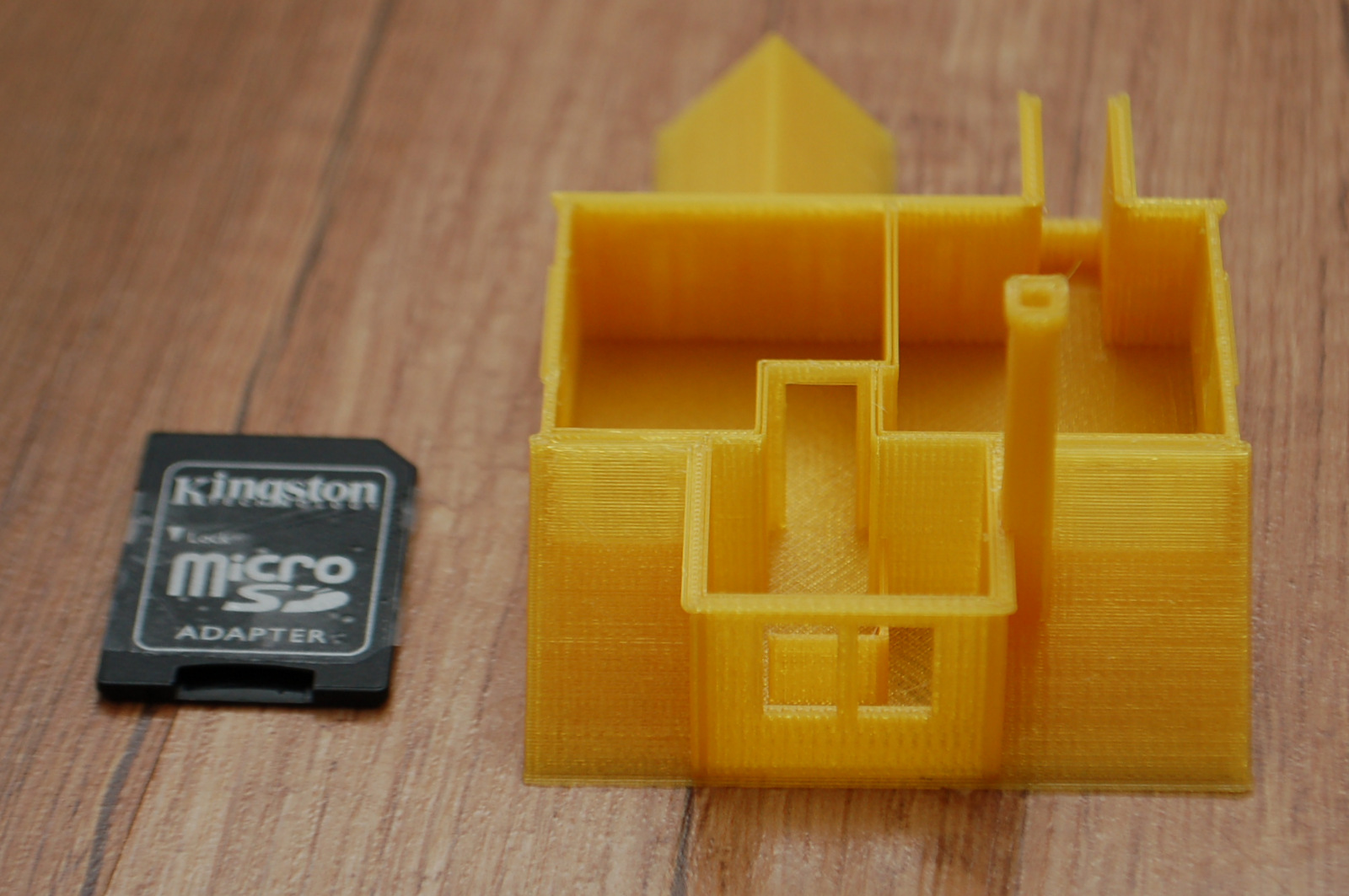
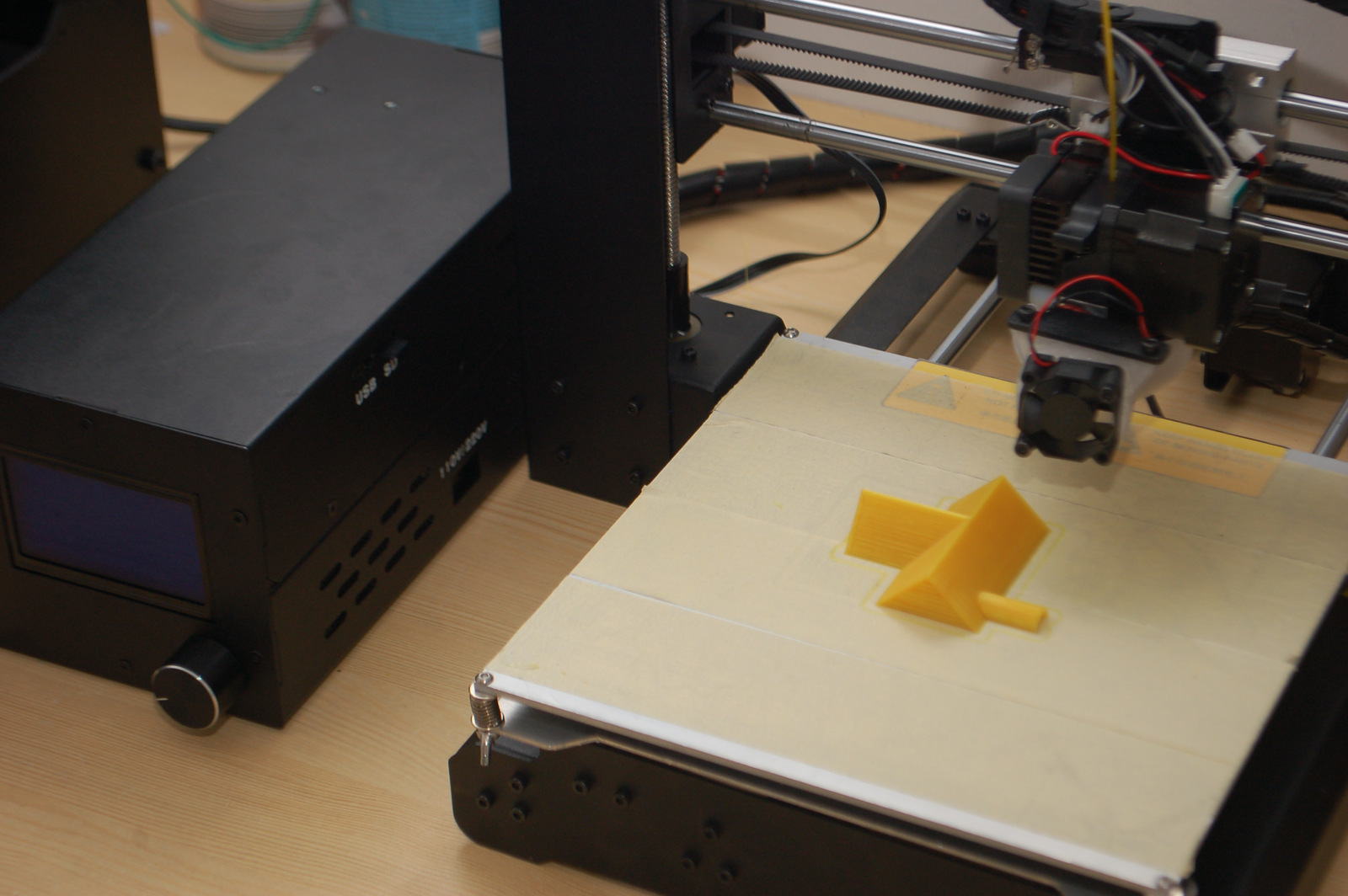
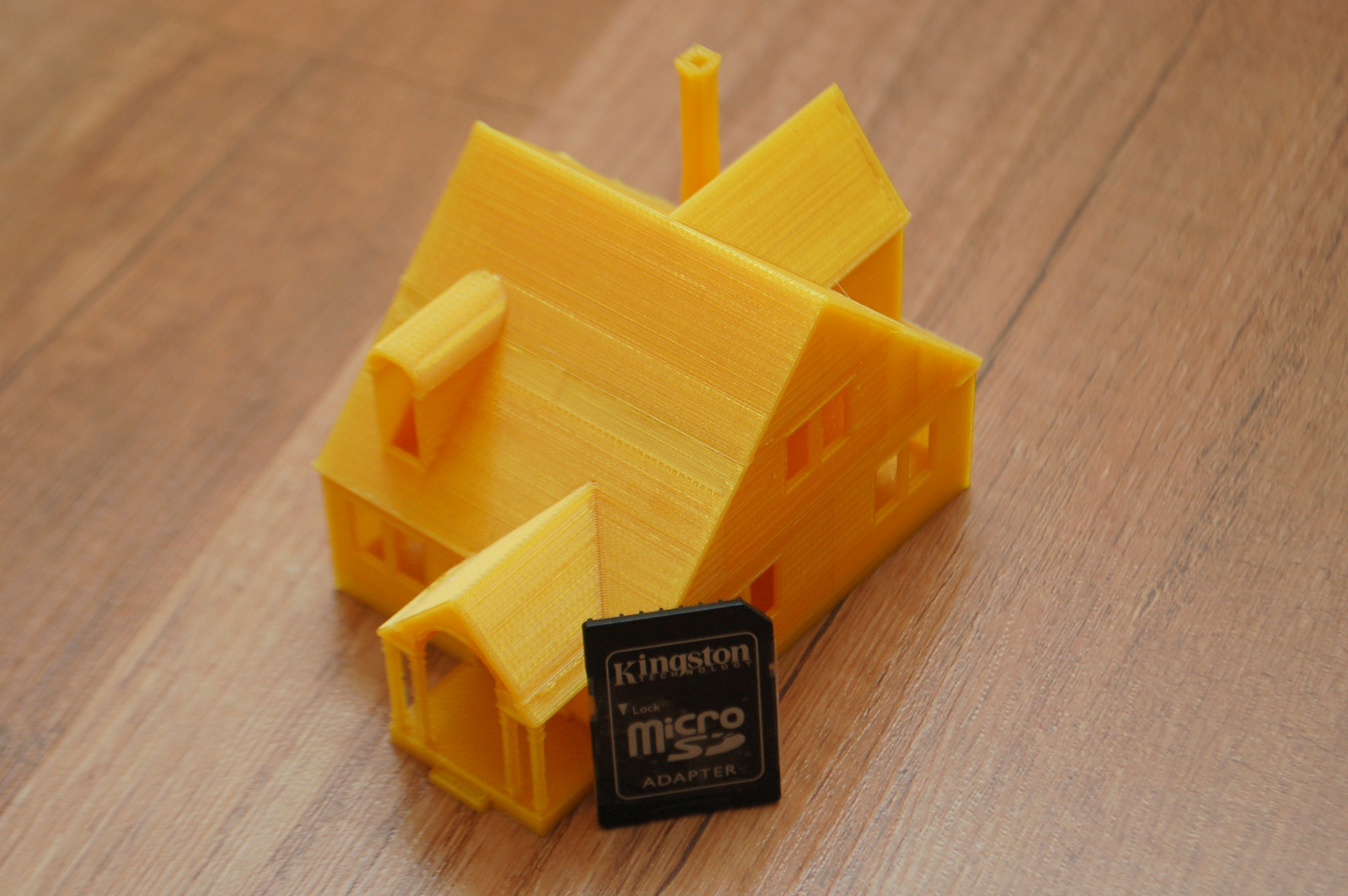
Egy házmakettet nyomtattam ki az eredeti méret 50%-án, kb. TT méretarányban (1:120). Ez is bizonyítja, hogy a Wanhao Duplicator i3 is abszolút alkalmas professzionális felhasználásra, pl. építész irodában szemléltetésre, vagy oktatási intézményekben.
A nyomtató már eleve nagyon kedvező árfekvésű. És ha azt vesszük figyelembe, hogy összesen kb. 40 grammnyi anyag van az egész modellben, ami nem egészen 400 Ft anyagköltség, akkor nem nagyon lehet érv, hogy még túl költséges a 3D nyomtatás.
A nyomtatást 0.2mm-es rétegvastagsággal végeztem, papíron arany színű PLA-val - bár megmondom őszintén, ez a szín nekem nem igazán tetszik. Ha valakit érdekel, jutányos áron elvihető, mondjuk ajándékba egy Duplicator i3 mellé. :)
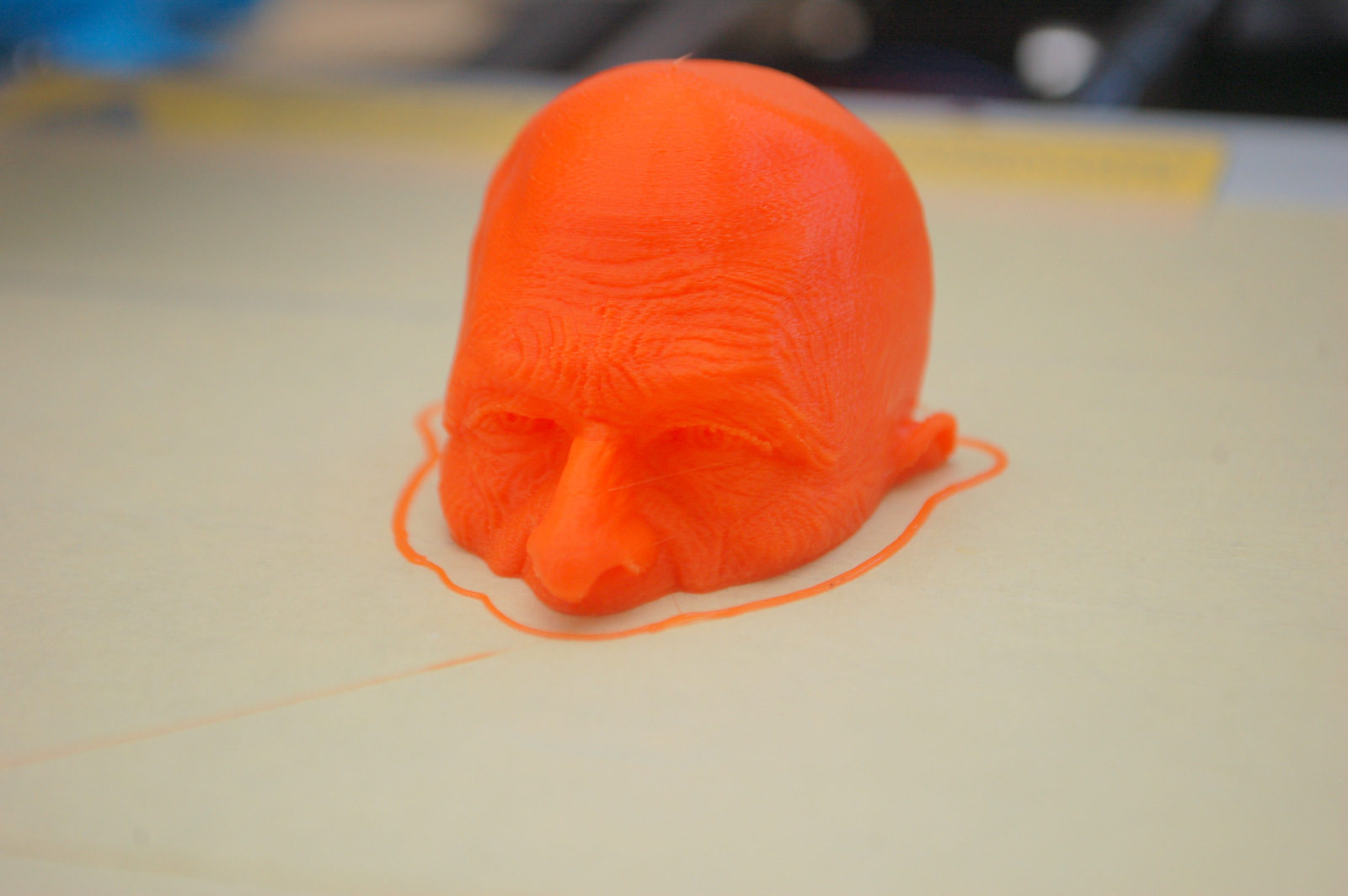
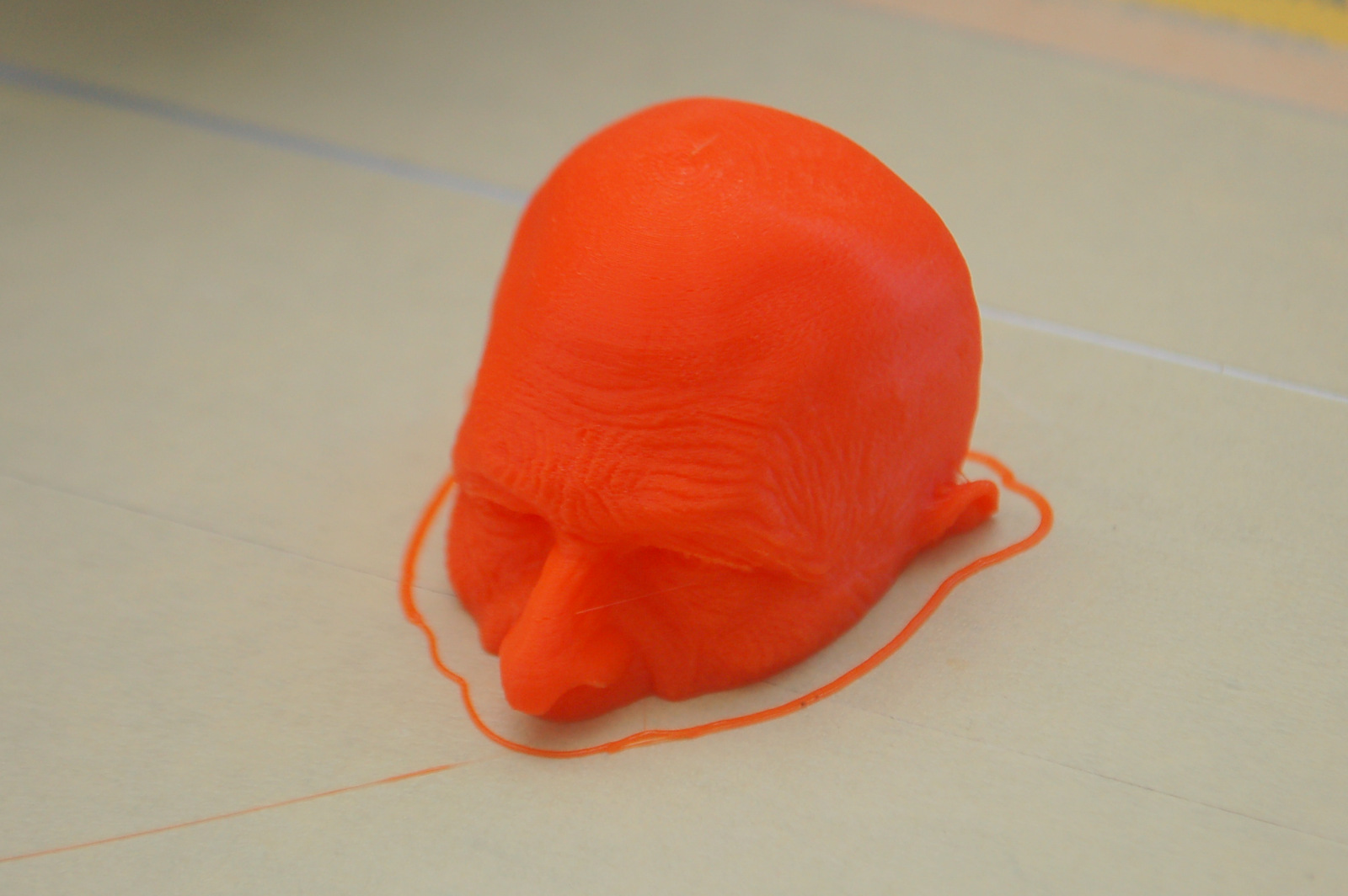
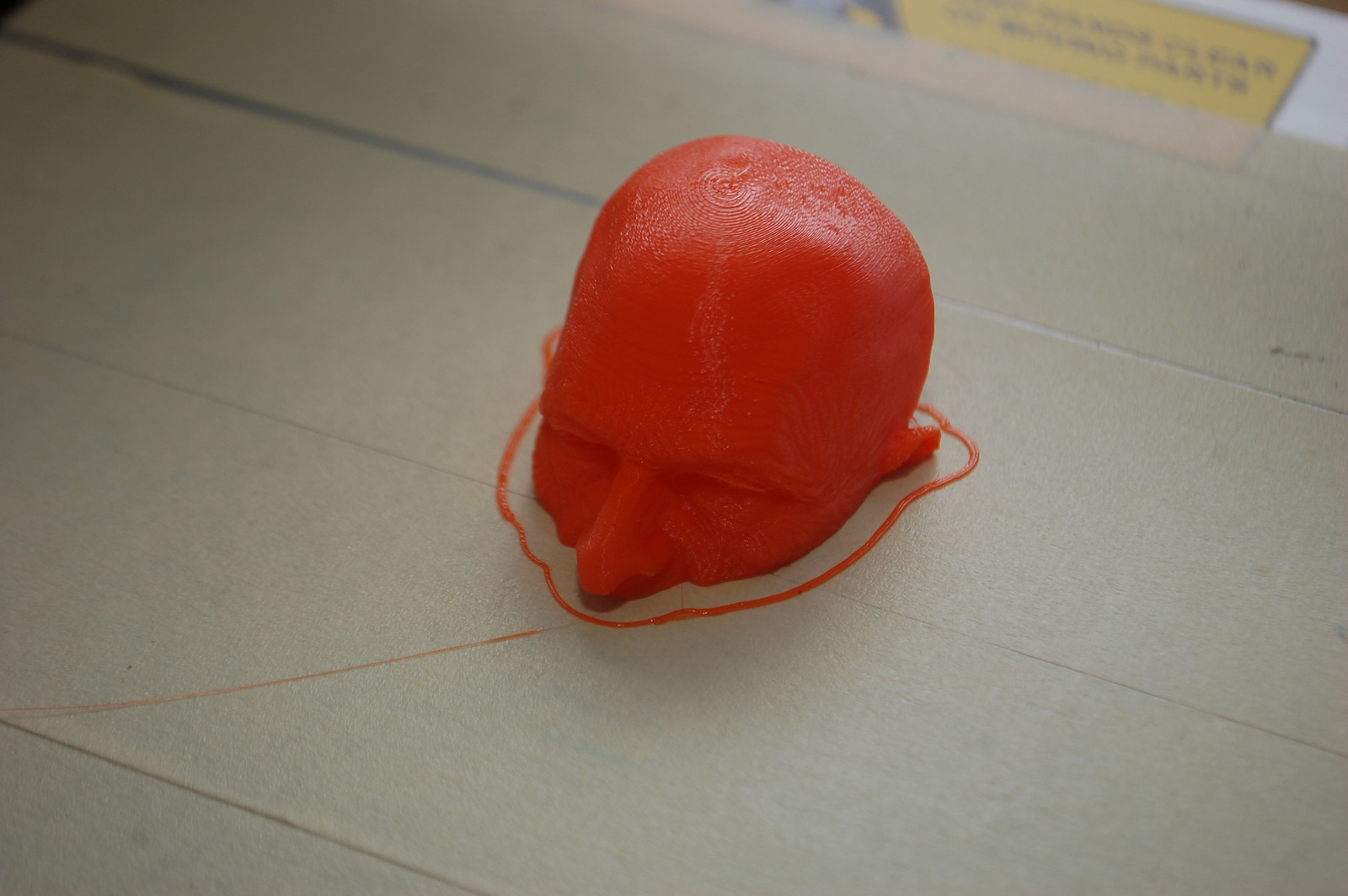
Egy fórumon találtam ezt a kicsi, de aprólékos / sok részlettel modellezett fej modellt, amin nagyon jól ki lehet próbálni, mire képes a nyomtató. Ezért 0.05mm-es rétegvastagsággal kinyomtattam. Jó sokáig tartott, de megérte, mert szerintem nagyon szép lett az eredmény, bár a fotókon talán nem is látszik ez annyira. 50mm/sec, PLA.
Ez egy nagyon szép karácsonyi szarvas modell, amit fehér PLA-val nyomtattam. Sajnos az eredeti méretben nem tudtam kinyomtatni (a függőleges magasságot 150mm-re csökkentettem), de még így is szerintem meglepően jól sikerült a szarva is, pedig azon nagyon vékony és apró részletek vannak. Még lehet, hogy festeni fogom. Alátámasztást nem kellett alkalmazni.
Egy aranyos kis kancsó és pohárka készlet, mondjuk babaházhoz. Én 75%-ra csökkentettem a méretét, így is szépen kijöttek a részletek. Zöld PLA-val nyomtatva. A víz megmarad benne, egy darabig. :)
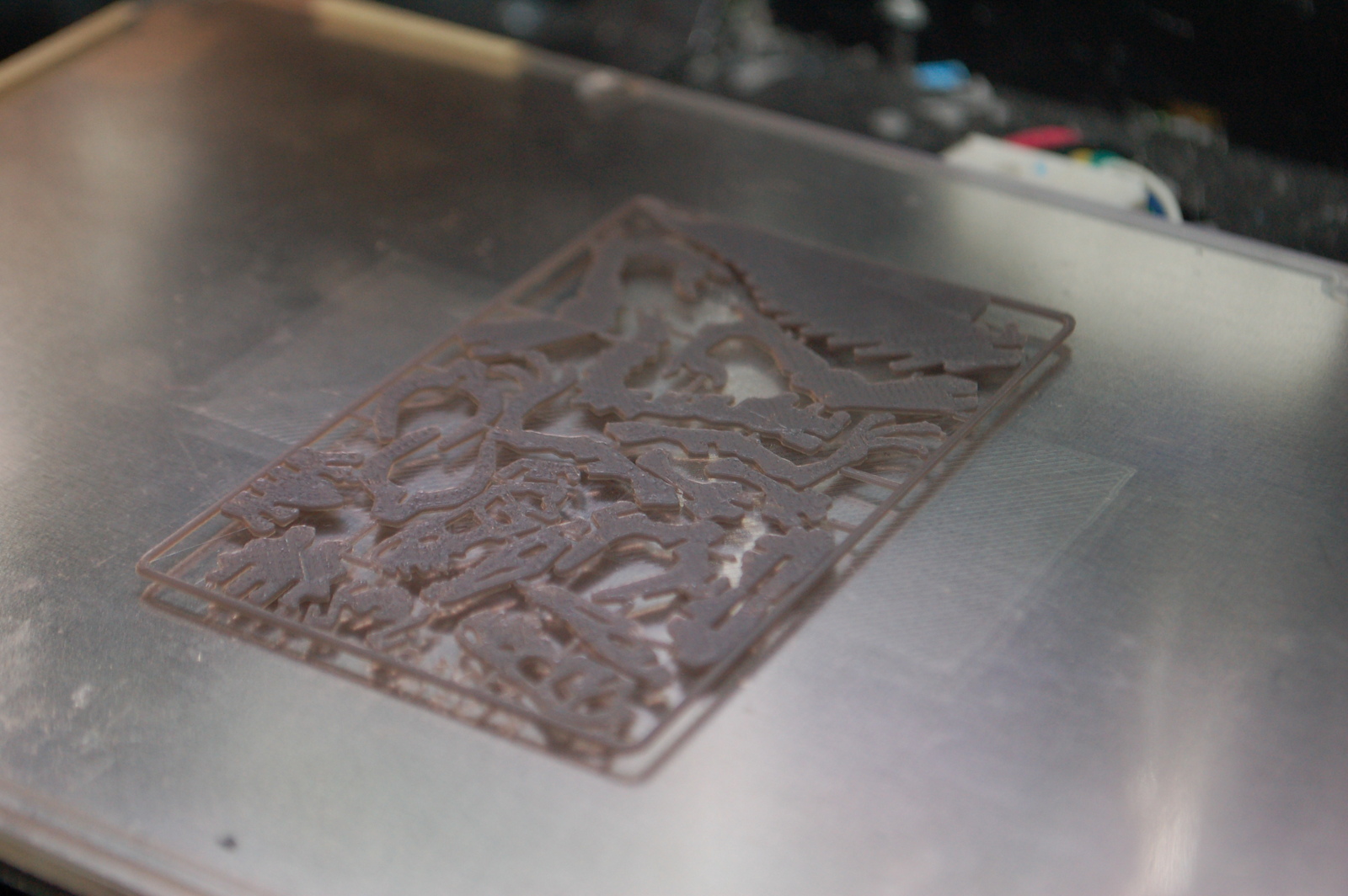
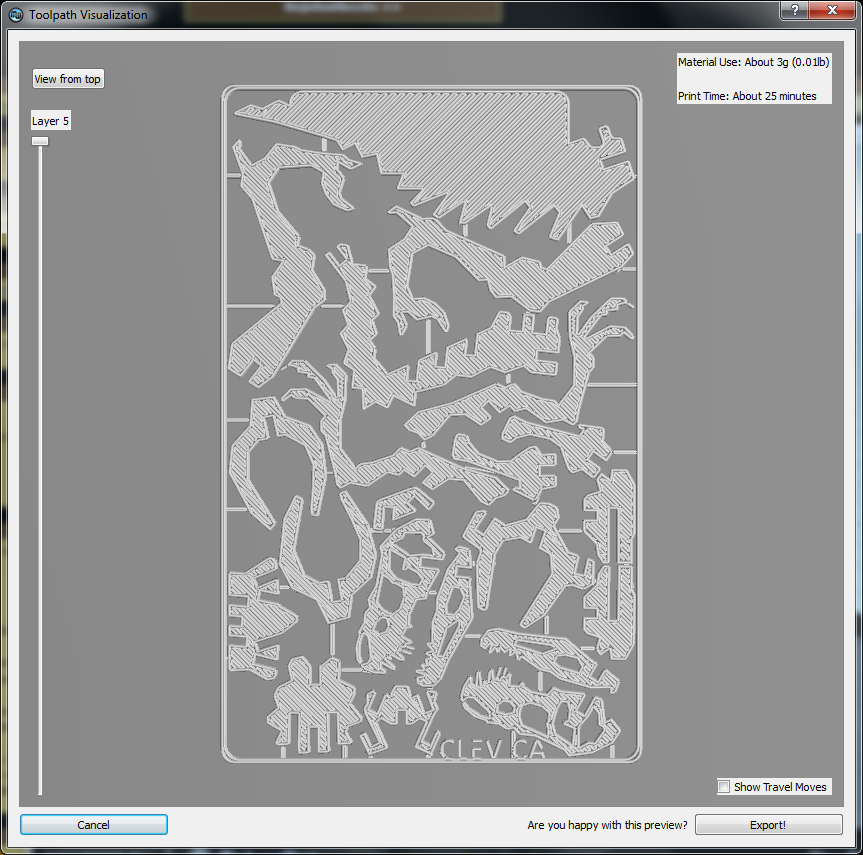
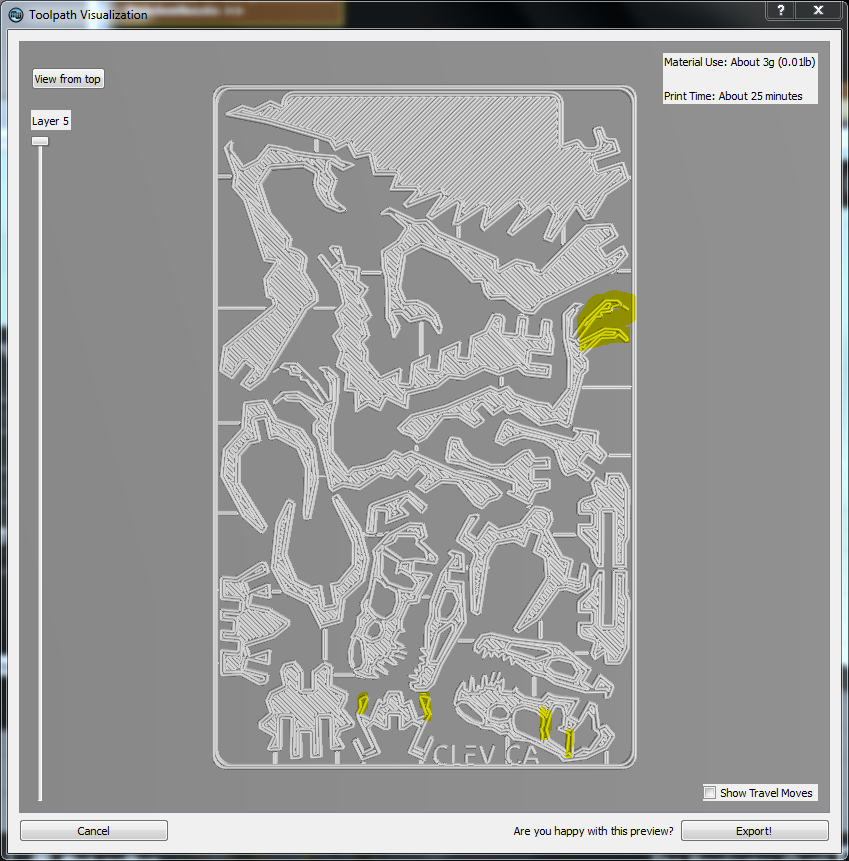
Van néhány eset, amikor az alapbeállítás szerinti peremszámot (number of shells) át kell állítani az alapértelmezés szerinti 2-ről (tehát hogy hányszor "rajzolja körbe" a tárgy felületét a nyomtató, milyen vastag lesz a külső fal). Erre akkor van szükség, ha a nyomtatandó tárgyon olyan rész van, ahol a dupla külső fal miatt a kitöltöttség már "nem fér el".
Ezt a szituációt jól szemléleti a galériában található 2 kép. Az egyik, ahol sok lyukat nem tudott "betömni" a nyomtató szoftver, a 2 fal vastag (number of shells). 1 fal vastagsággal viszont már sokkal jobban ki tudta tölteni a szükséges helyet az algoritmus. Tehát ha ilyesmi dolgot nyomtatunk, akkor gondoljunk erre a paraméterre. A Wanhao Duplicator 4 fúvókája 0.4mm, ezért a legvékonyabb - vízszintes kiterjedésű - részlet 0.4mm vagy ennek egész számú többszöröse. Egyéb esetben a Makerware megpróbálja a modell részletet átlagolni.
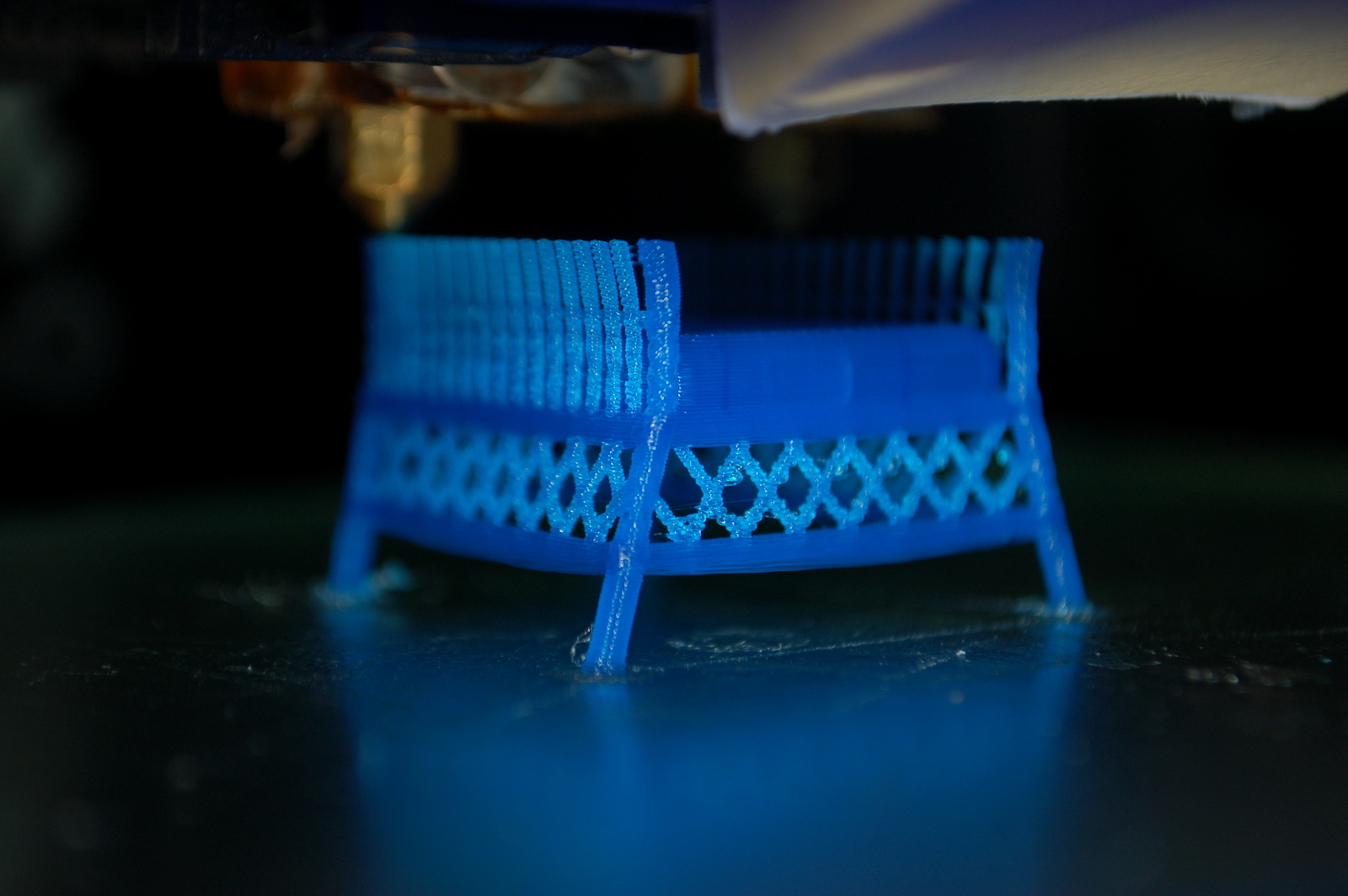
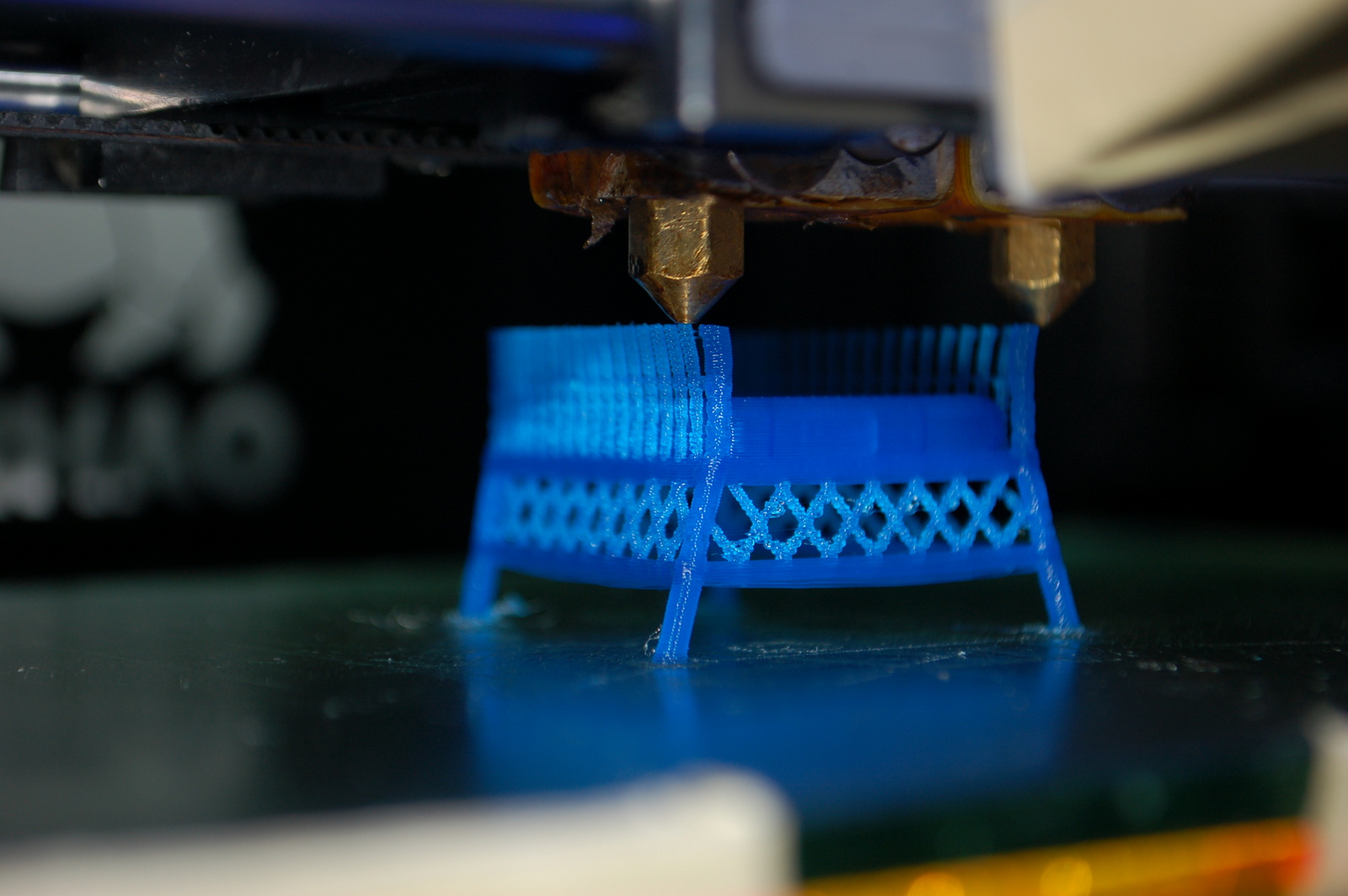
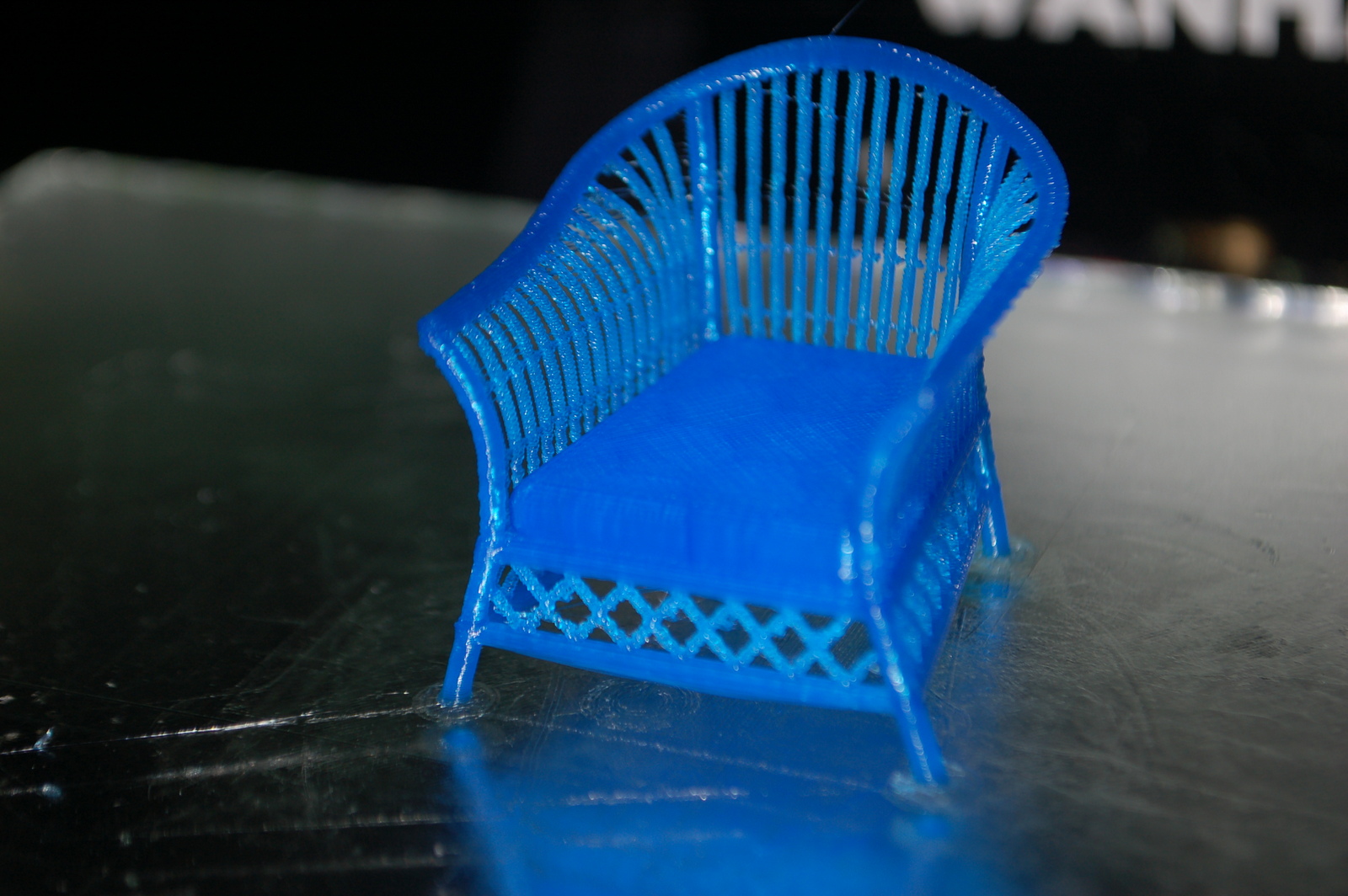
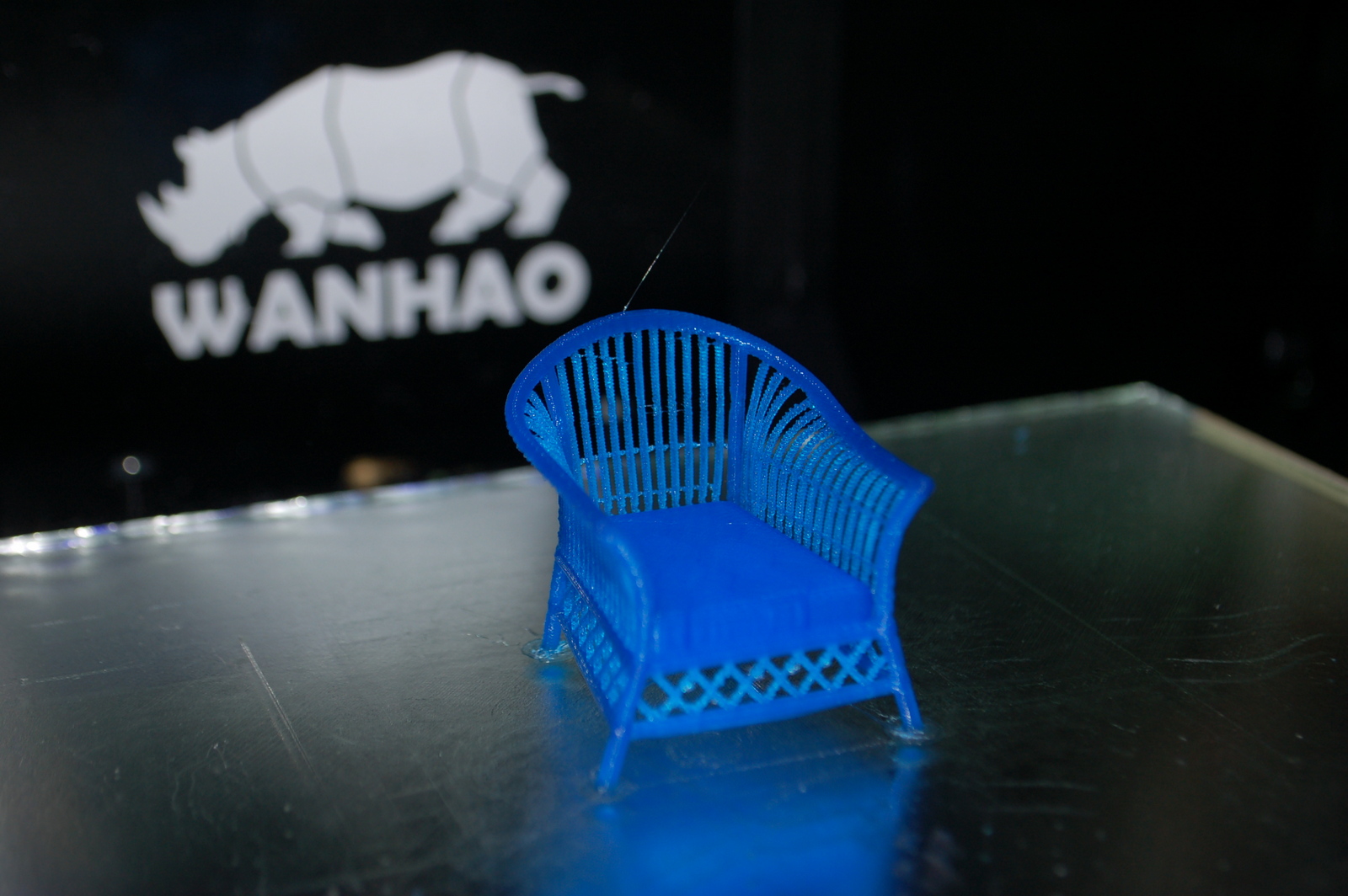
Egy újabb (korábban: ez és ez) kis miniatűr széket nyomtattam, valahogy mindig meglepődöm, hogy milyen szépen lehet ilyen apró részleteket is nyomtatni. Persze ez sokban múlik azon, hogyan van megtervezve az eredeti modell. Ezek a modellek feszegetik a határokat, de a nyomtató jól vette az akadályt. Persze egy kicsit alacsonyabb sebességet használtam (60mm/sec, 110mm/sec travel), mivel ilyen apró részleteknél nem szerencsés, ha nagyon gyorsan mozog a fej.
Ennél a széknél is jópofa a keresztív a szék alján, hogy oda se és a szék aljára sem kell semmilyen alátámasztás, azt a nyomtató hídként megoldja.
Egy jópofa, kis poligonszámú róka modell, nagy fülekkel! Áttetsző PLA-val nyomtatva. Szépen kijött a füle is, pedig az nagyon vékony fal.
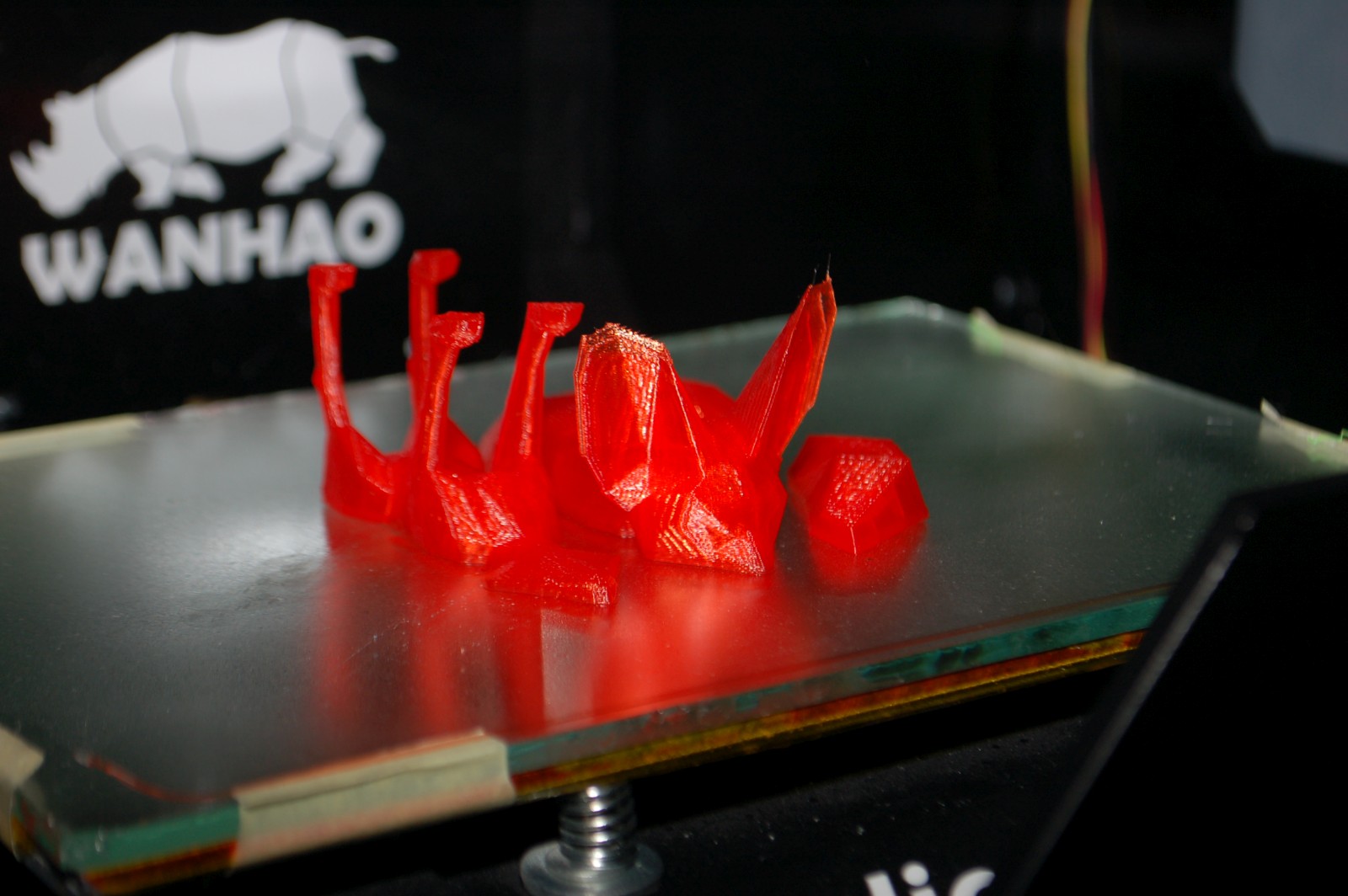
Korábban már egy ló formájában bemutattam ezt a trükköt, hogy ha olyan dolgot akarunk nyomtatni, ami sok alátámasztást igényel, bizonyos esetben megoldható a probléma, ha feldaraboljuk a testet több darabra, amelyek egyenként már nem igényelnek alátámasztást és nyomtatás után összeragasztjuk a darabokat. Az eredmény önmagáért beszél. Persze nyomtathattuk volna alátámasztással, de így szerintem szebb lett végül.
Azt kell, hogy mondjam, hogy meg vagyok elégedve az eredménnyel: nagyon szépen kijöttek az egyes rudak, és a retraction (szálvisszahúzás) is jól teszi a dolgát, mert csak nagyon minimálisan "szöszösödik" az egyes részeknél. Persze a nyomtatást kicsit alacsonyabb (50mm/sec) sebességen végeztem, de így is elég hamar megvolt ez a modell és az eredmény magáért beszél. Itt is alátámasztás nélkül tudta a nyomtató ezt a tárgyat nyomtatni, minden probléma nélkül...
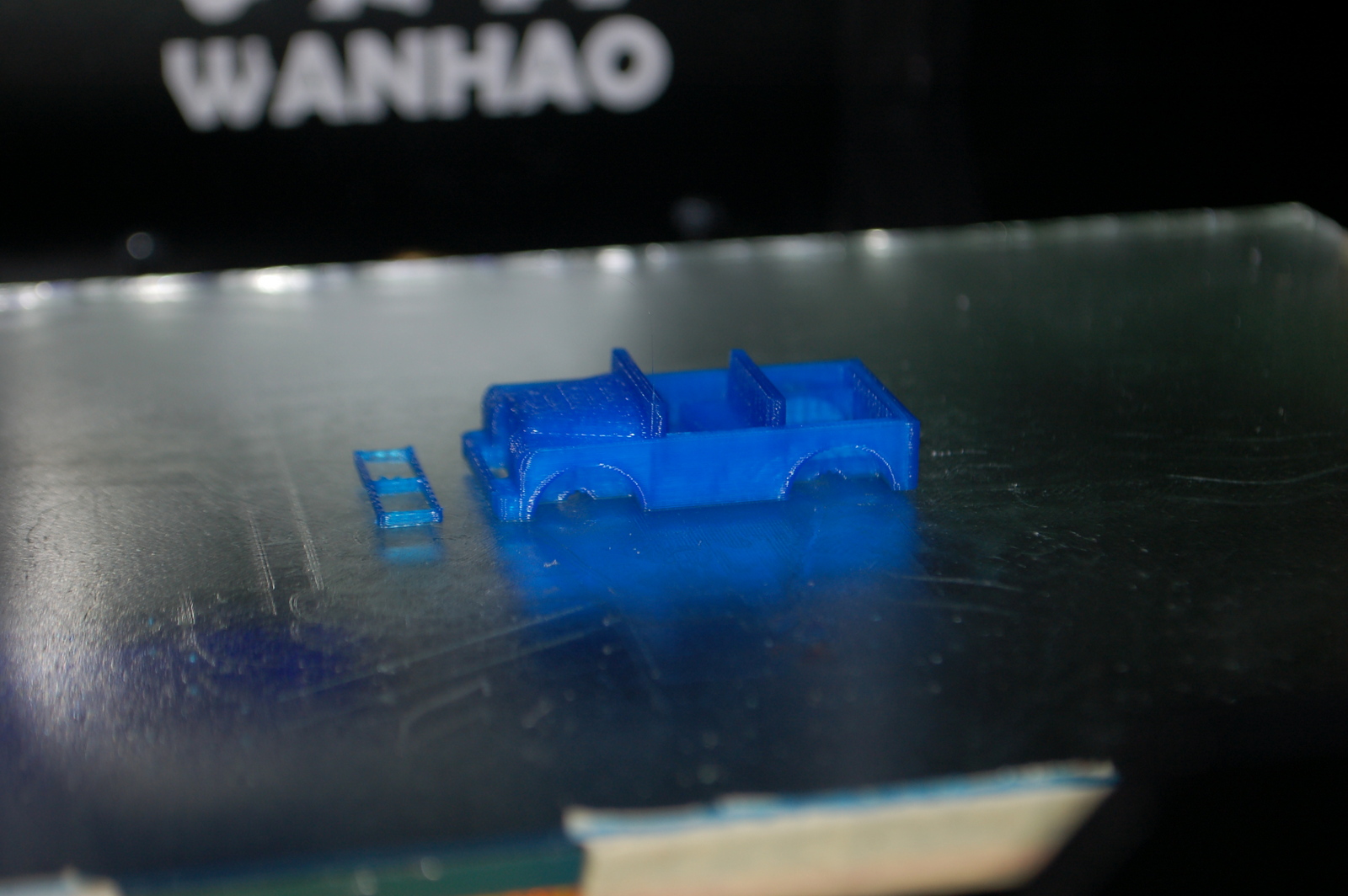
Az egyik kedvenc "témám" az apró dolgok nyomtatása, mert egyrészt kíváncsi vagyok, mire képes a nyomtató, másrészt pedig ezeket elég gyorsan ki is lehet nyomtatni általában. Valamint az sem elhanyagolható szempont, hogy a vasútmodellezést is egy jó dolognak tartom, és szerintem a 3D nyomtató egy szakavatott terepasztal rajongó kezében aranyat érhetne. :) Most egy kis Land Rover terepjárót nyomtattam, az eredeti modellt lekicsinyítve.
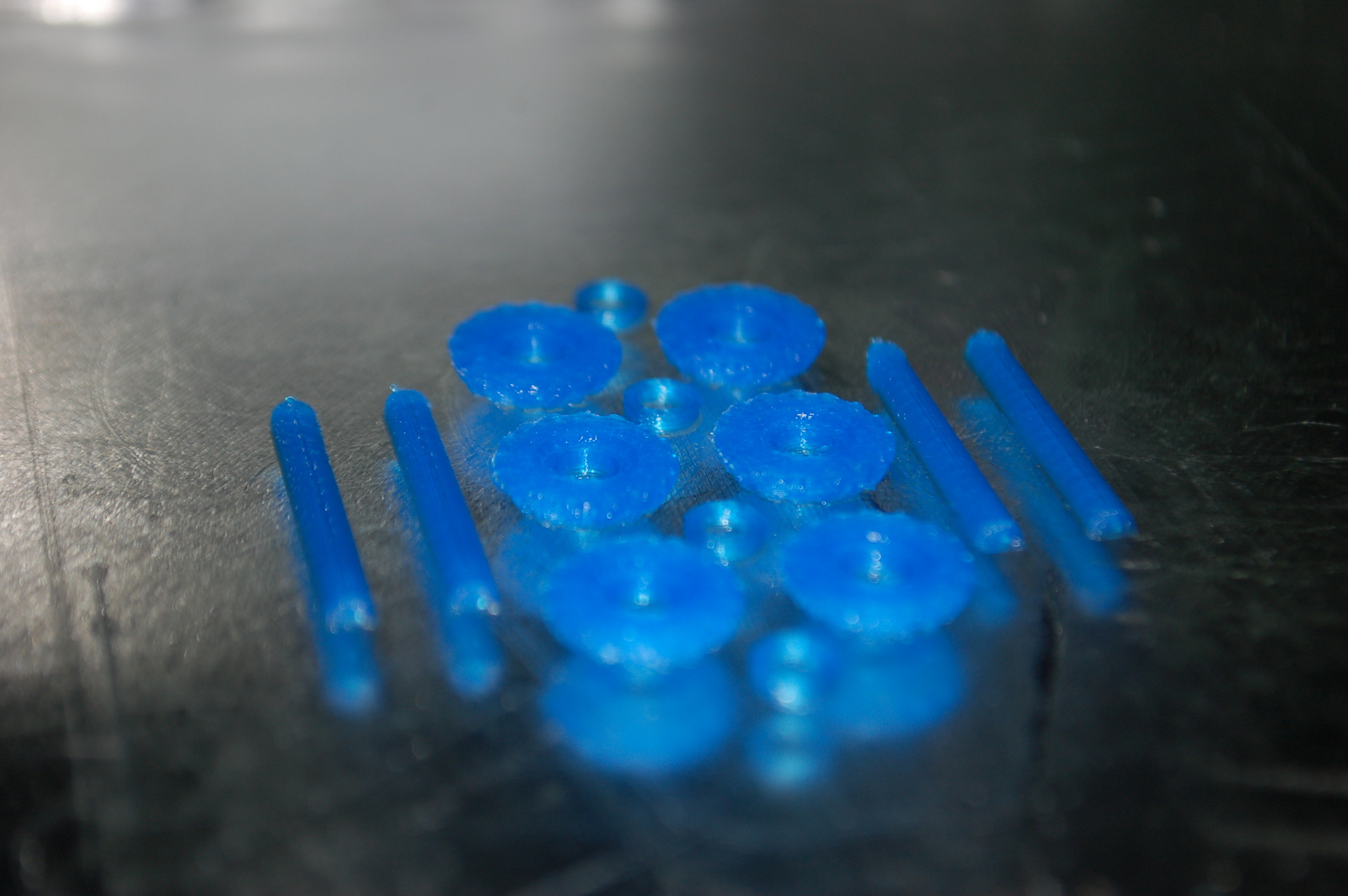
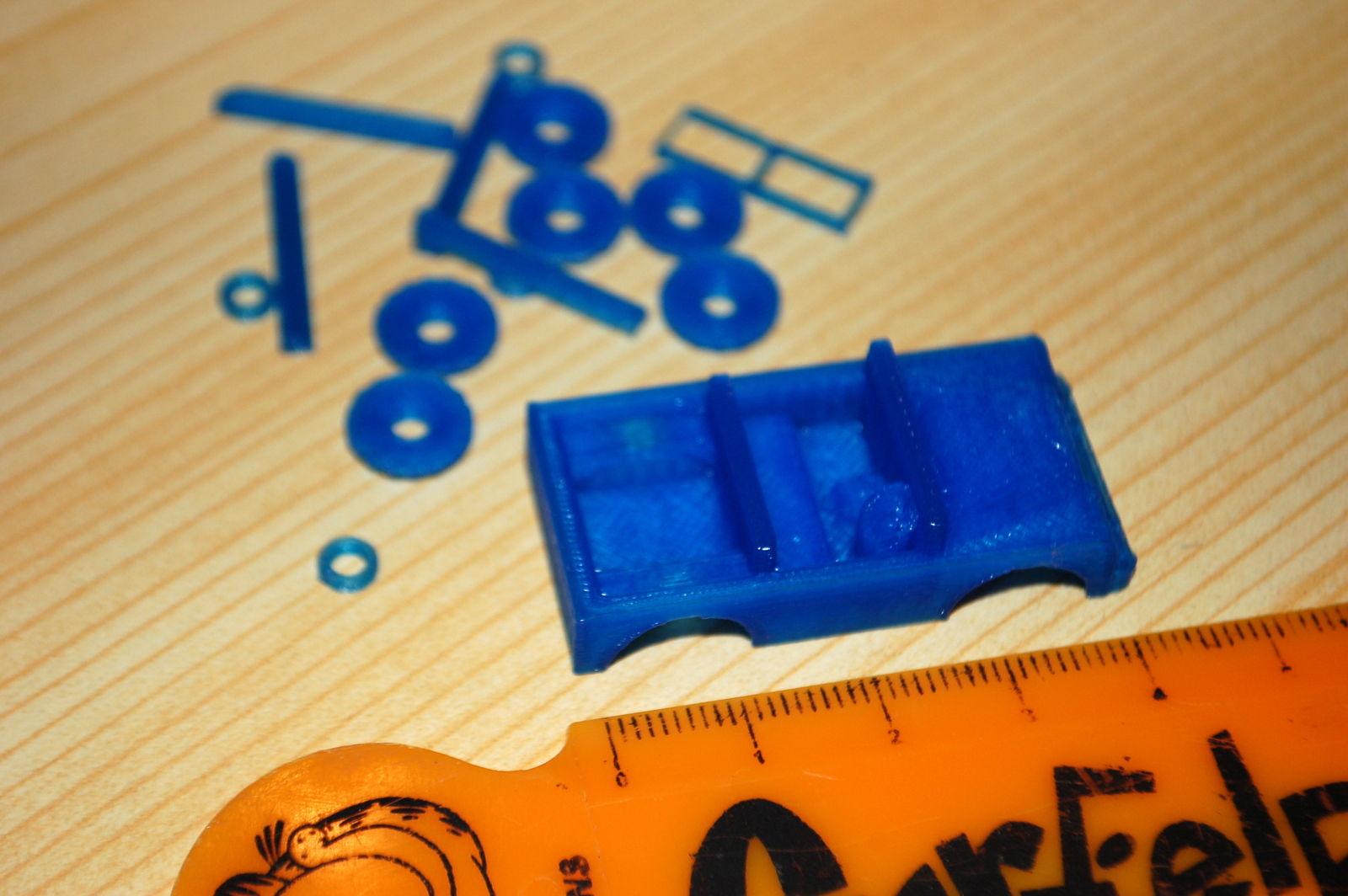
Szerintem nagyon szép lett! A kasznit és az ablakot külön nyomtatta, valamint a kerekeket és a tengelyeket is. Sajnos a kerekeknél megállt menet közben a nyomtatás, a nyomtató kiírta, hogy nem tud olvasni a memóriakártyáról. Gondoltam megosztom azt is, mi volt a megoldás: az SD kártya panelhez megy egy szalagkábel, ennek a csatlakozója mozdult el (hogy miért pont most adta meg magát, jó kérdés, bár valószínűleg már laza volt eddig is, csak most eresztette el azt a tűt, amin a jelek áramolnak). Miután kézzel a helyére nyomtam a csatlakozót, már nem volt probléma, minden SD kártyás nyomtatás működött.
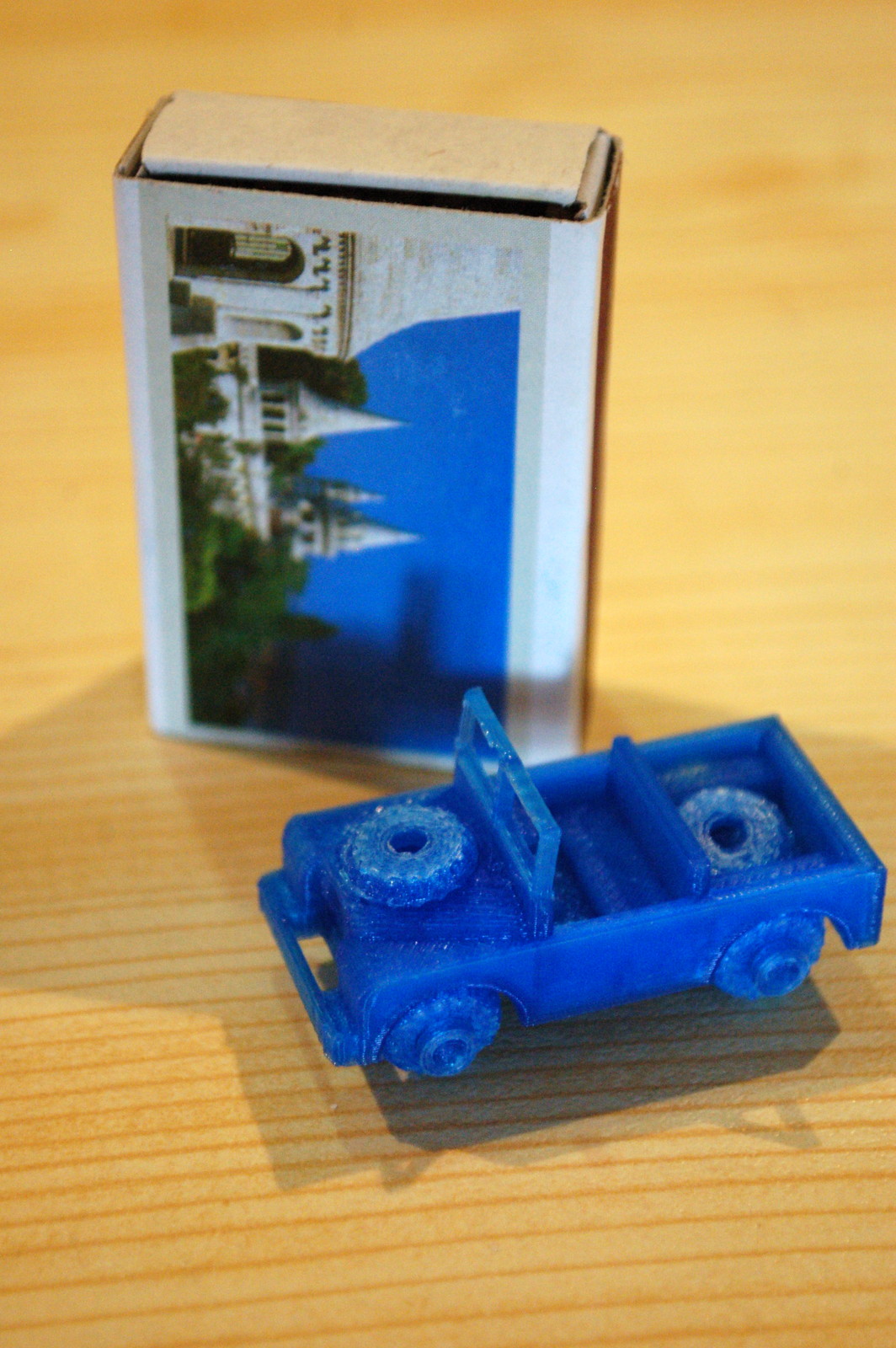
De nem sok hiányzott már a kerék tetejéből, úgyhogy végül nem nyomtattam újra, hanem összeragasztottam mindent (amúgy sima pillanatragasztóval remekül ragasztható a PLA és az ABS is), és elkészült a kis kocsi.
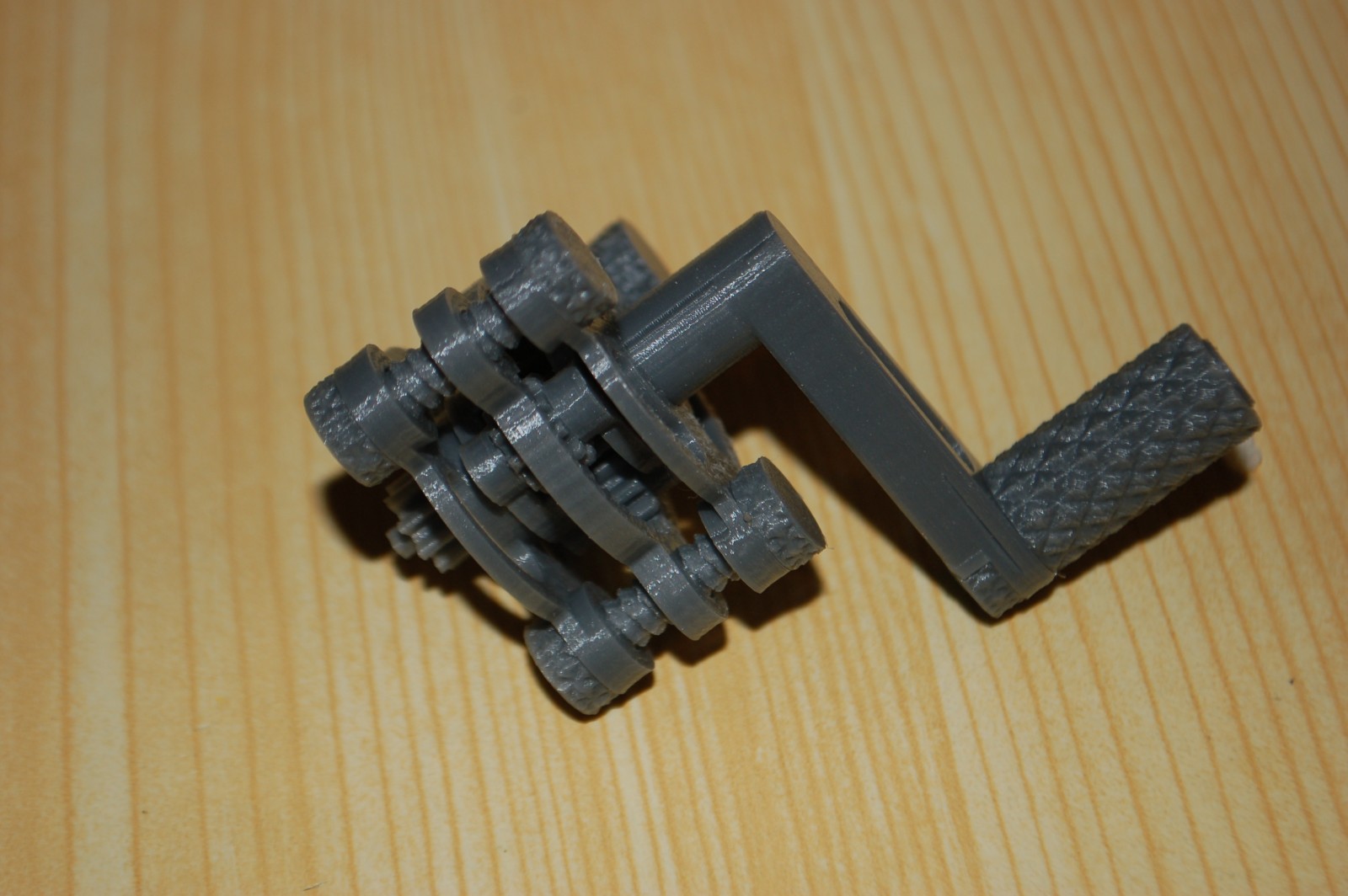
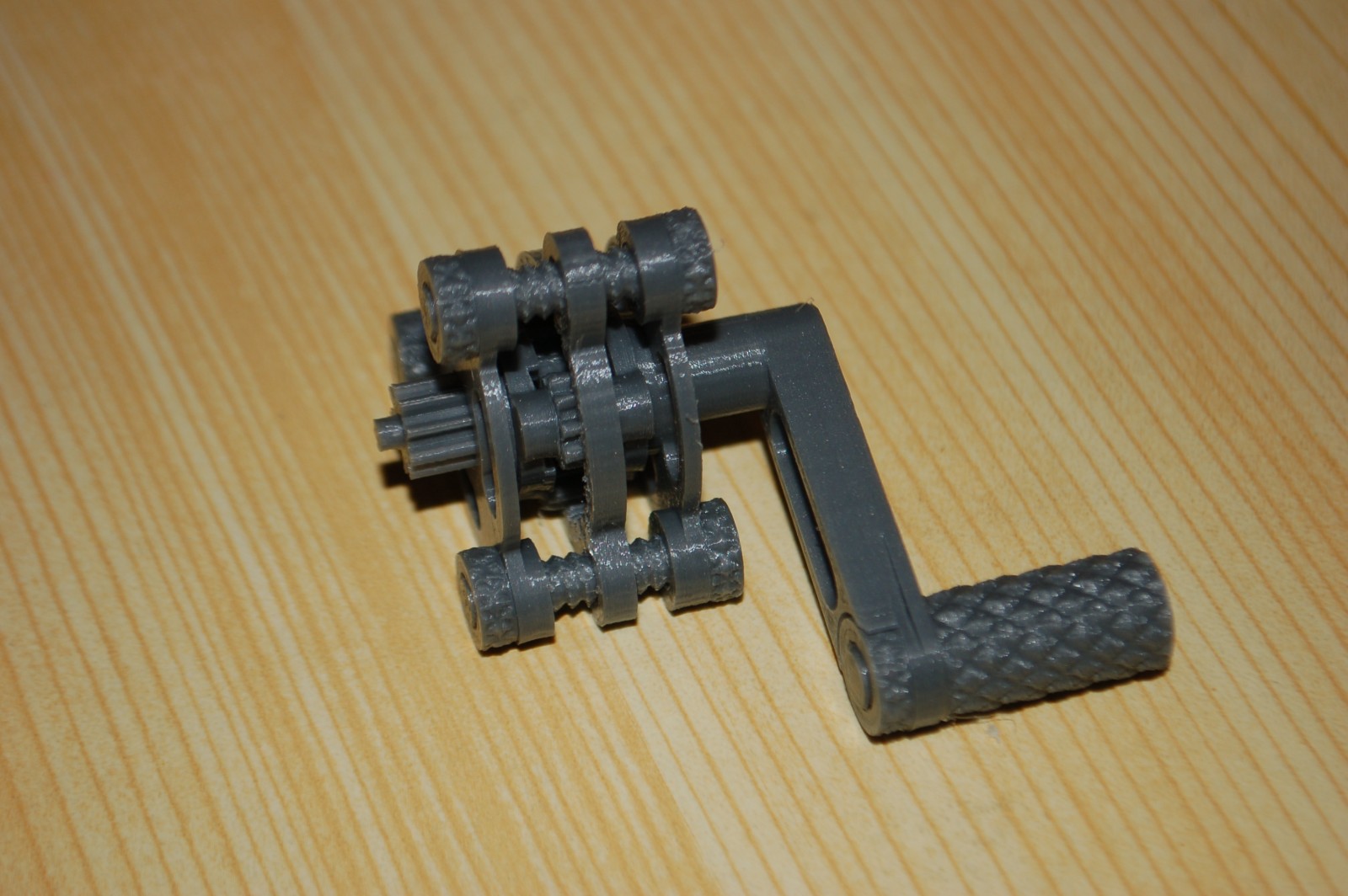
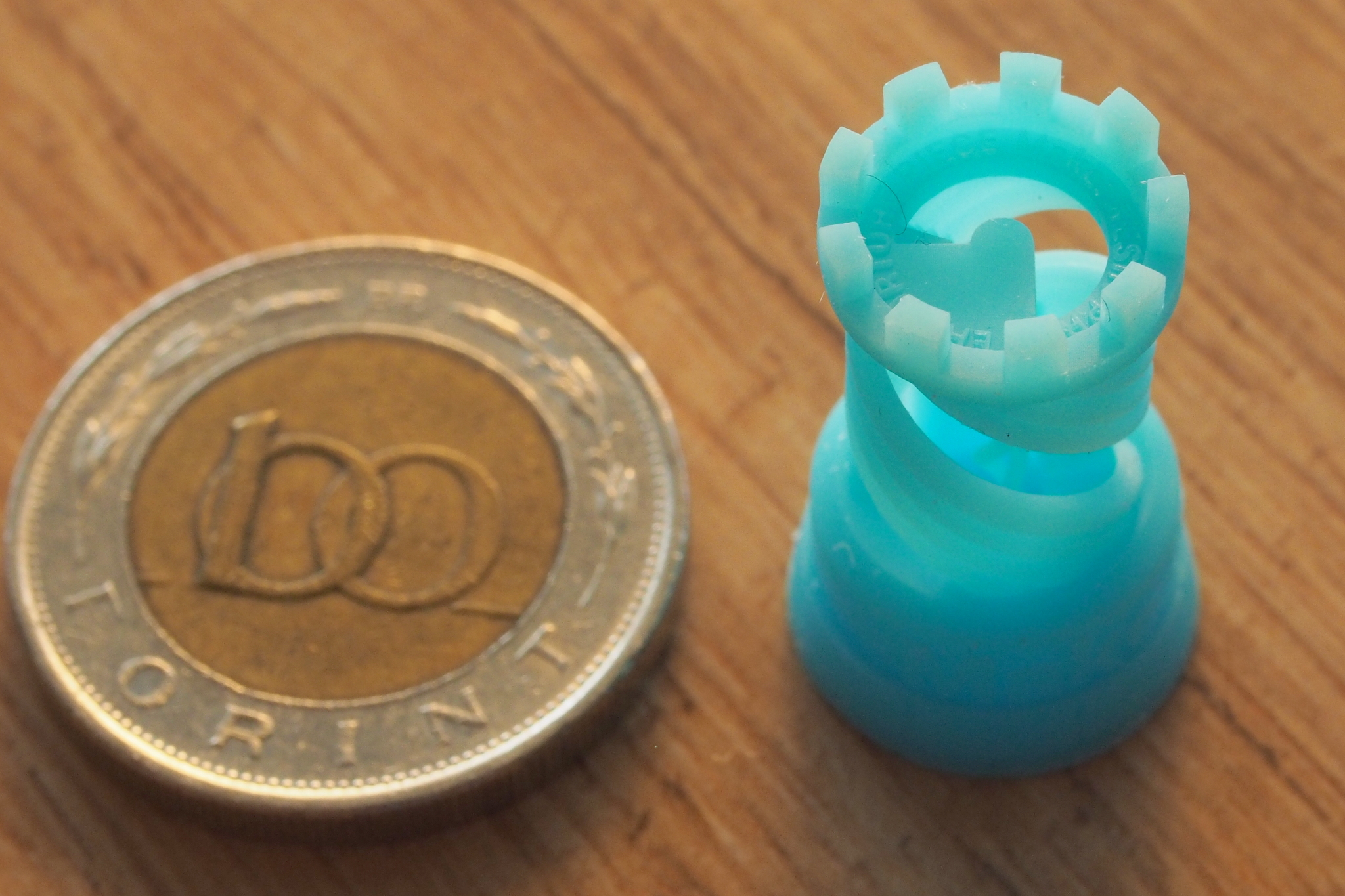
A mai bejegyzés egy jópofa kis fogaskerék szerkezetről, ún. planetary gears-ről szól. Ennek a fajta szerkezetnek az a lényege, hogy az áttételen keresztül csökken a forgási sebesség. Ezeket fel is lehet egymás után fűzni, és 10 áttételen keresztül már fúrógéppel forgatva is nagyon nagyon kicsit fordul a másik végén lévő fogaskerék. Jó szórakozás. :)
A letöltött fájl egy STL, ami magában foglal egy egységnyi fogaskereket. Ezeket el kell távolítanunk a tárgyasztalról és összeszerelni a kép alapján. Nem olyan bonyolult. Működés közben:
Maga nyomtatás 0.2mm-en történt, ezüstszürke PLA-val, 195 fokon, 50mm/secen. Ennél a nyomtatásnál szinte elengedhetetlen PLA esetén a tárgyhűtő plusz venti, mert a csavarok nagyon vékonyak, amelyeket hűteni kell, hogy szép legyen és használható a felülete.
Óvatosan távolítsuk el az alkatrészeket, nehogy eltörjenek pl. a csavarok!
Be kell vallanom, ettől a kísérlettől egy kicsit tartottam. No nem amiatt, hogy azt hittem, a fenti képeken látható tárgyat nem lehet kinyomtatni a nyomtatóval, inkább attól, hogy egy hosszas paraméter finomhangolás és kísérletezést követően jutok el a tökéletes eredményig. Örömmel jelenthetem (huh), hogy bizony a Makerware alapértelmezés szerinti beállításait és némi józan paraszti észt csatasorba állítva már a harmadik próbálkozásomat teljes siker koronázta...
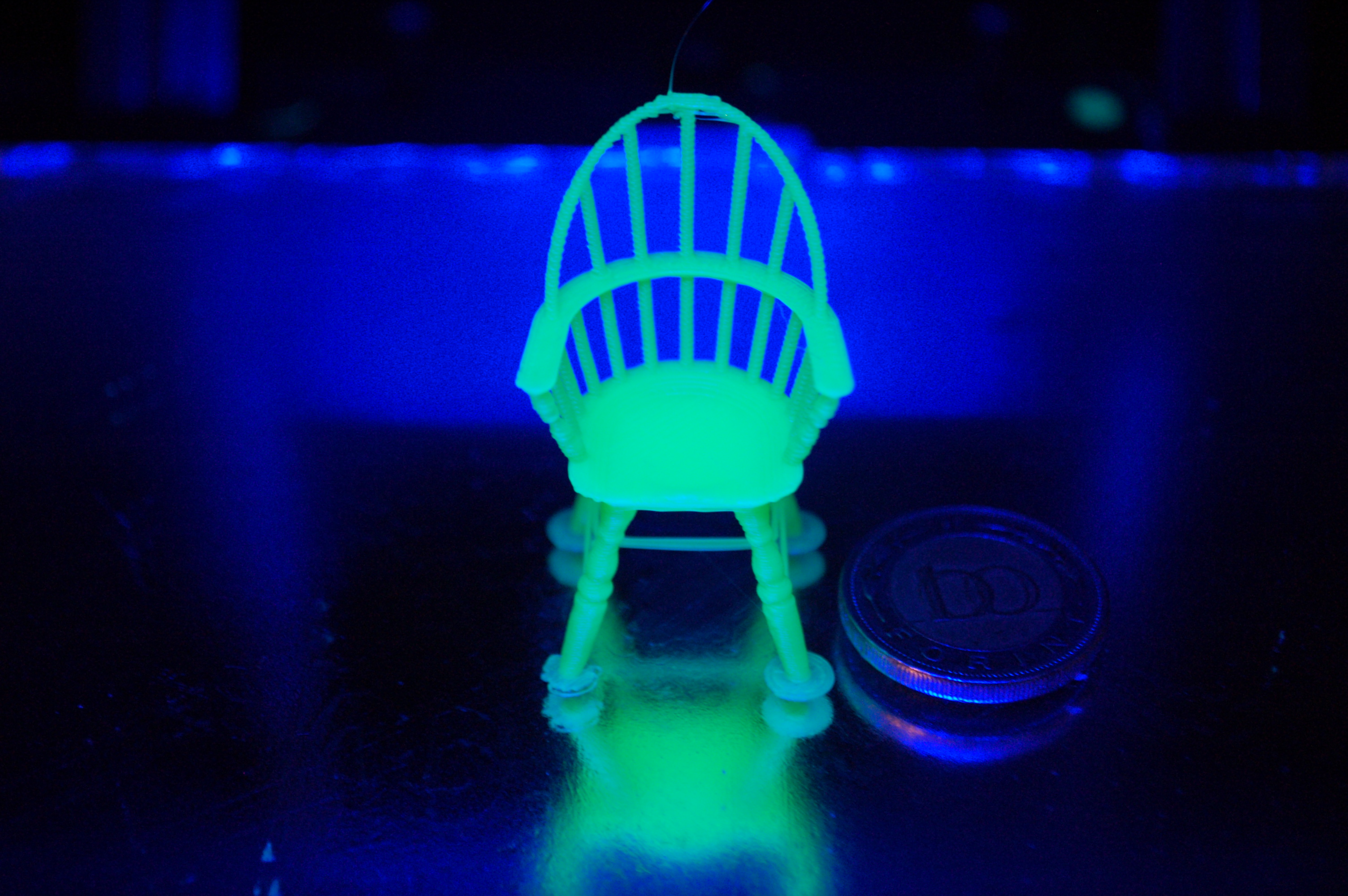
Ennyi bevezető után egy kicsit bővebben arról, hogy mi is ennek a bejegyzésnek a témája: apró miniatűr nyomtatása, sok részlettel és vékony részekkel. A thingivers-en van egy PrettySmallThings nevű felhasználó, akinek mint a neve is mutatja, apró dolgokat tesz közzé. Itt megtaláljuk az összes általa feltöltött modellt: http://www.thingiverse.com/PrettySmallThings/designs/. Én ezek közül az 1:24 méretarányú Windsor székeket választottam, mert szerintem ez már elég jól demonstrálja, mire is képes a nyomtató (egy jól megtervezett modell esetén).
Ezt a széket választottam a 3 közül, mert ez tűnt a legbonyolultabbnak:
Látszik, milyen sok apró részlet van rajta, és mennyire vékonyak az egyes lábak / rácsok. Ezek nyomtatásához pontos nyomtatóra van szükség. Az első próba nem sikerült. Oka: a bal első láb elmozdult, és így nem lett szép az eredmény (lásd fenti galéria). Már az elején láttam, hogy az első korongot nem tökéletesen sík módon rakja le a nyomtató, de gondoltam, ez még nem lesz gond, mert elég sokáig "veszteg maradt" ez a láb. Tévedtem. Második esetben már jobb volt a helyzet, de ott meg az ülő résznél romlottak el a hidak (sok lelógó szál volt, nem volt tökéletes a híd). Oka: túl gyors sebesség. A harmadik kísérletet, lassabb sebességgel, és egy leheletnyi plusz hajlakk réteggel már siker koronázta: minden részletet tökéletesen kijött, semmi nem lóg le, stb... Ezeket a paramétereket használtam: zöld PLA, tárgyhűtő ventilátor (szerintem itt is fontos szerepe volt), 200 fokos extrúder, 60 fokos, hajlakkos tárgyasztal, 40mm/sec nyomtatási sebesség (80mm/sec mozgási). Rétegvastagságnak a készítő által javasolt 0.25mm-t használtam (a leírás szerint ezen a minőségen lettek optimalizálva a hidak és nincs rá garancia, hogy más rétegvastagságon is jól működnek). Ez az apró tárgy amúgy még ezen a sebességen is megvolt kb. 20 perc alatt.
Érdemes amúgy felhívni a figyelmet egy ötletes megoldásra, nevezetesen hogy a tervező már a modellbe illesztette, a lábak alá a jobb tapadást biztosító korongokat. Ez hasonló a már korábban ismertetett megoldással, amivel növelhetjük a tapadást, raft (alapháló) használata nélkül is. Ugye itt ezek a kis vékony lábak, ilyen korong nélkül alig érintkeznének a tárgyasztallal, így szinte biztosan, hogy elmozdulna a tárgy nagyon hamar, még nagyon jól kalibrált tárgyasztal szintezés és tökéletes tapadást biztosító felület esetén is.
A nyomtatásról videó (a végén "bakiparádé" jelleggel az eset, amikor elmozdul a szék egyik lába, és ez persze utána már semmi jóra nem vezetett):
Összességében el lehet mondani, hogy a nyomtató számottevő finomhangolás nélkül is képes ilyen jellegű modelleket (ilyen vékony részleteket) minden további nélkül kinyomtatni, ha betartunk néhány egyszerű szabályt.
A tisztesség kedvéért viszont meg kell jegyeznem, hogy ez a modell, amit kiválasztattam, egy olyan tervező által lett elkészítve, aki nagyon jól tisztában van a 3D nyomtatás szabályaival és eleve ezeket figyelembe véve tervezte meg a tárgyat (pl. ennek is köszönhető, hogy ez a tárgy nem igényel alátámasztást (support-ot)). Egy későbbi bejegyzésben néhány ilyen modellezési "szabályt" illetve szempontot fel szeretnénk sorolni, de ez megint csak egy olyan téma, ami gyakorlattal és próbálgatással sajátítható el legjobban.
A másik fontos dolog, hogy az ilyen apró / vékony részleteket a legjobban PLA-val + PLA hűtő ventilátorral lehet legszebben nyomtatni.
























































 Úgy döntöttünk, hogy a Wanhao D7-et egy kicsit szebb, kicsit jobb műgyantás / LCD nyomtatóra cseréljük. A csere okát is szeretnénk leírni a tisztánlátás végett. Először is fontos megemlíteni, hogy a Wanhao D7 is ár érték arányban nagyon jó belépő szintű műgyantás nyomtató, a
Úgy döntöttünk, hogy a Wanhao D7-et egy kicsit szebb, kicsit jobb műgyantás / LCD nyomtatóra cseréljük. A csere okát is szeretnénk leírni a tisztánlátás végett. Először is fontos megemlíteni, hogy a Wanhao D7 is ár érték arányban nagyon jó belépő szintű műgyantás nyomtató, a