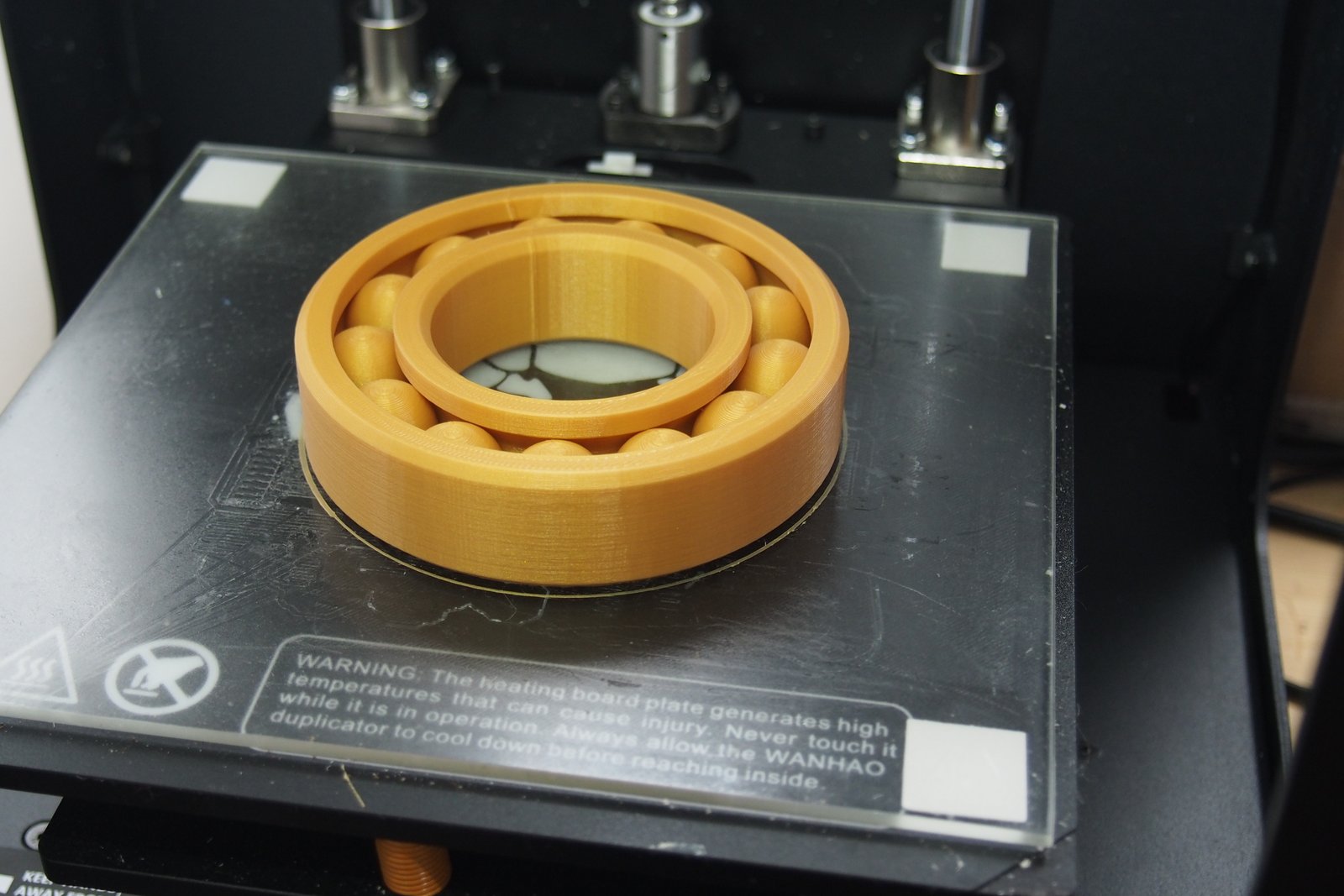
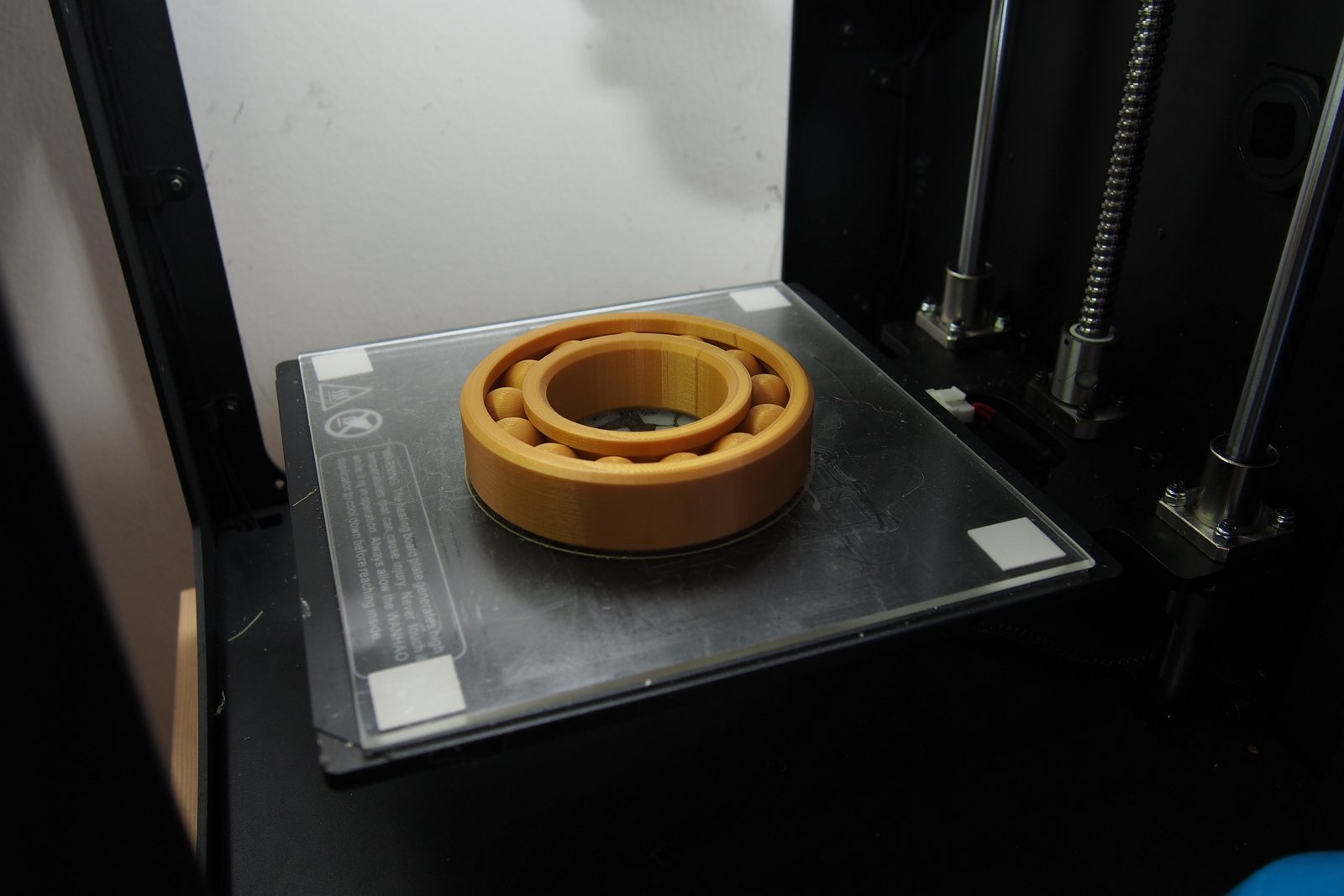
Ez egy félig-meddig működőképes csapágy modell, amit az eredeti méret 75%-án nyomtattam, mert nem akartam túl sok anyagot elpazarolni, ha mégsem sikerül valamiért működésre bírni.
Wanhao D6-tal nyomtattam arany színű PLA-val. 0.15mm-es rétegvastagsággal.
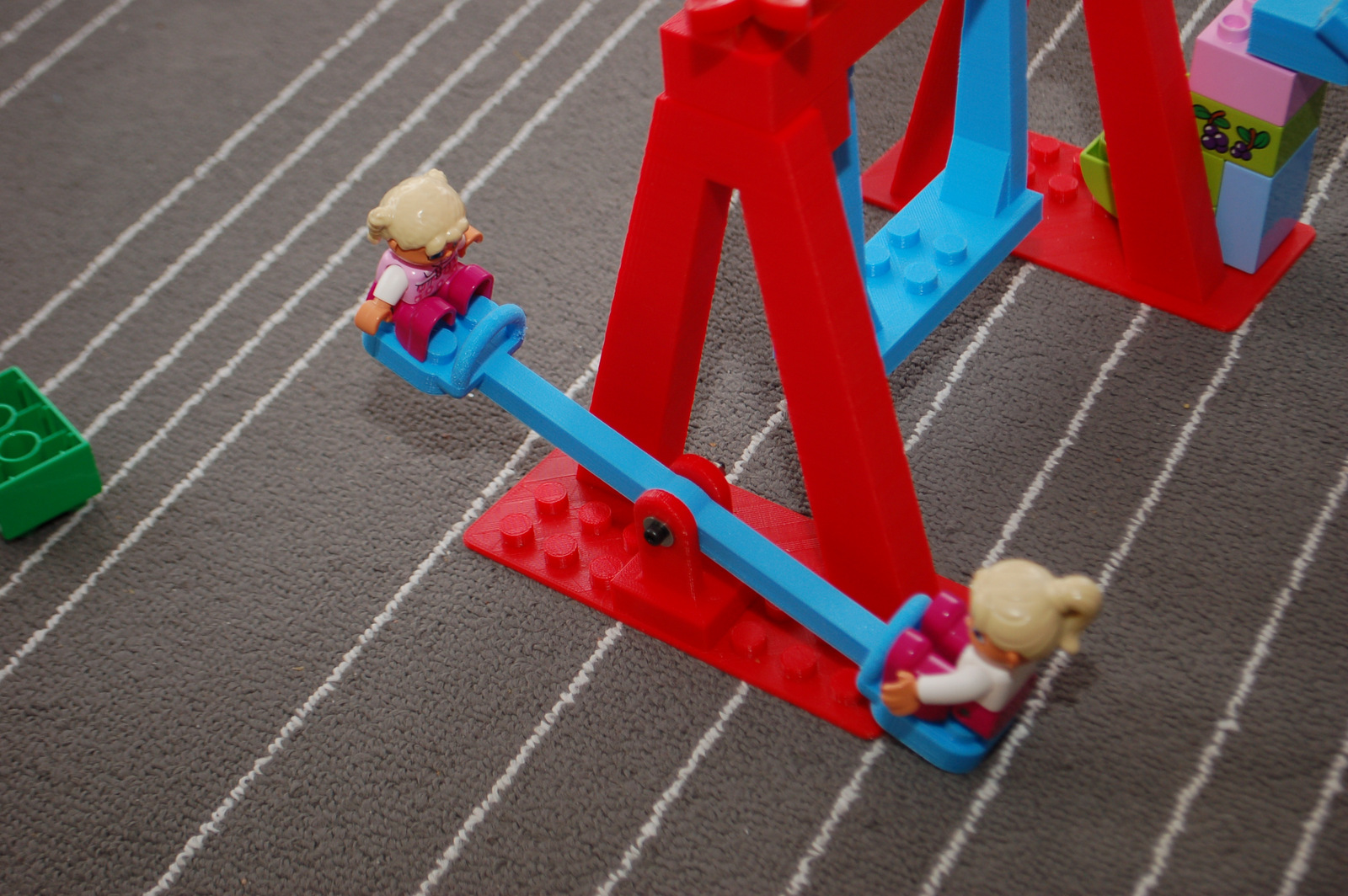
Újabb játék, a csúszda és a hinta után... Ezt is részben tinkercad-dal készítettem és egy már kész libikóka modell felhasználásával. Az aljára is tettem Dupló csatlakozót, meg persze az ülőfelületre. Remekül illeszkedik a már elkészült játszótér elemekhez. :) És persze ez is nagy sikert aratott. Akit érdekel a modell, az itt megnézheti és szerkesztheti magának: https://tinkercad.com/things/gcaFvkFpi4K. Kék és piros PLA, itt is 40%-os kitöltés, hogy erős és tartós legyen. Majd kiderül pár hónap után. :) A középső részre egy csavart tettem az eredeti henger helyett.
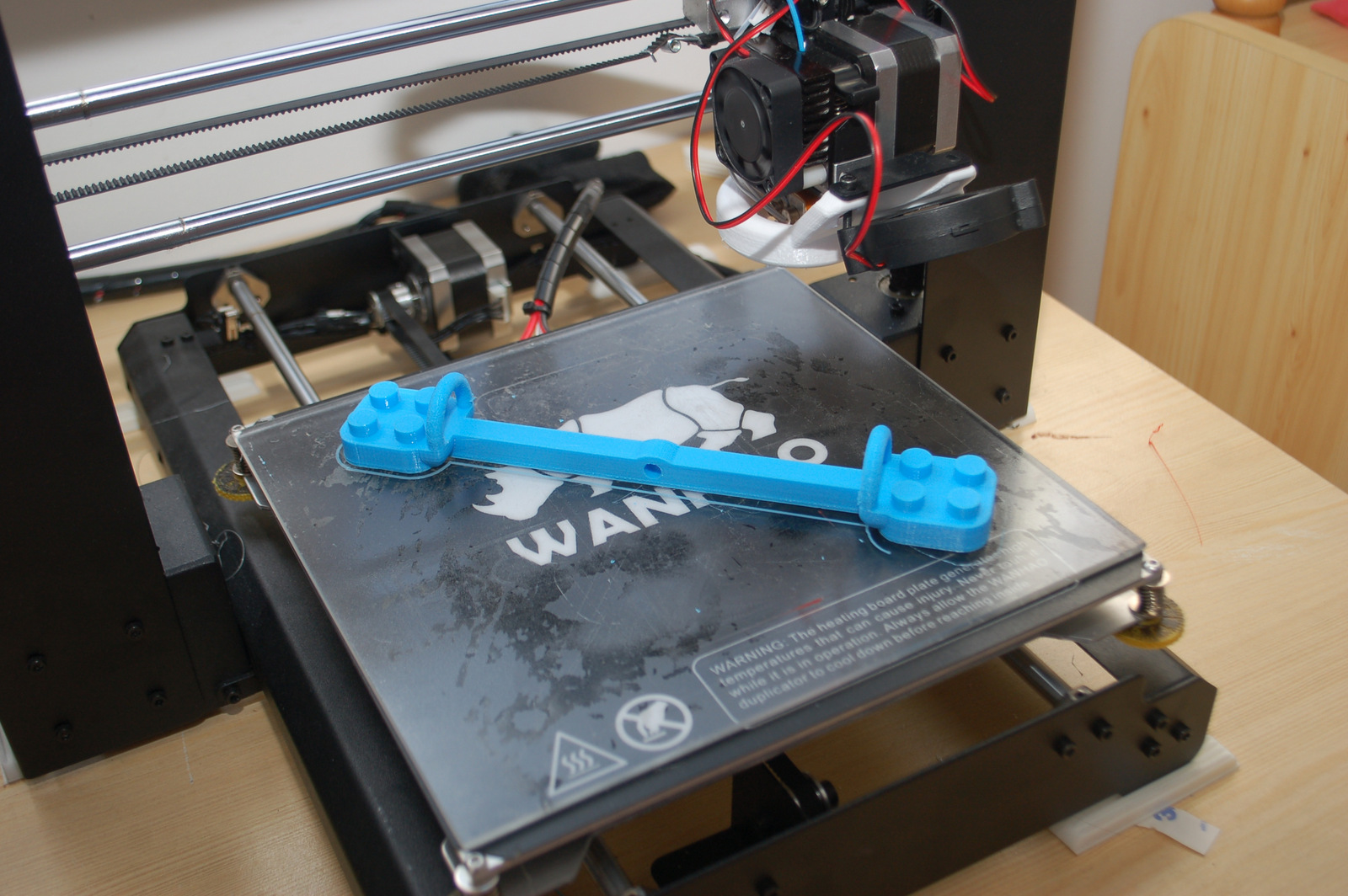
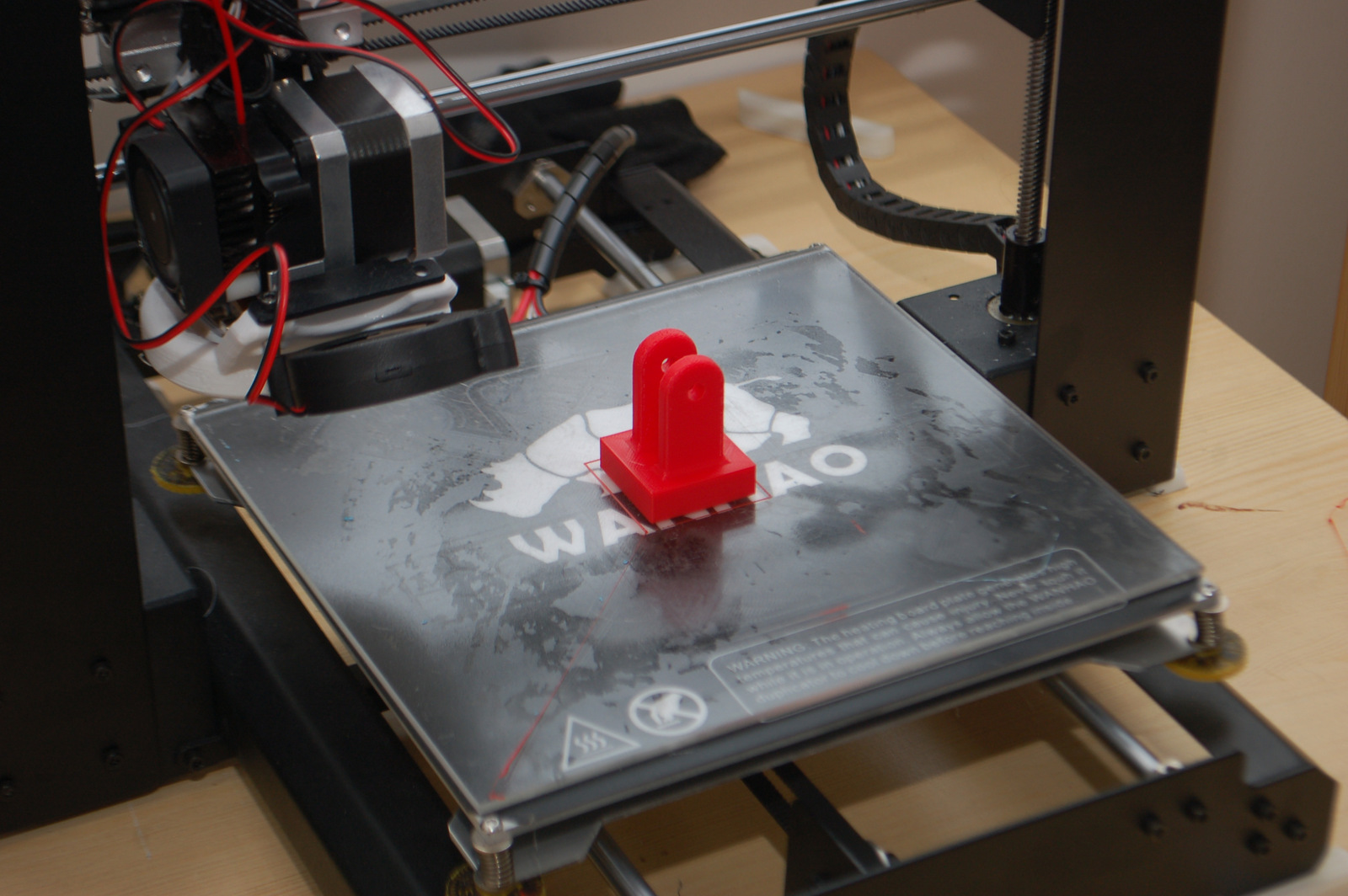
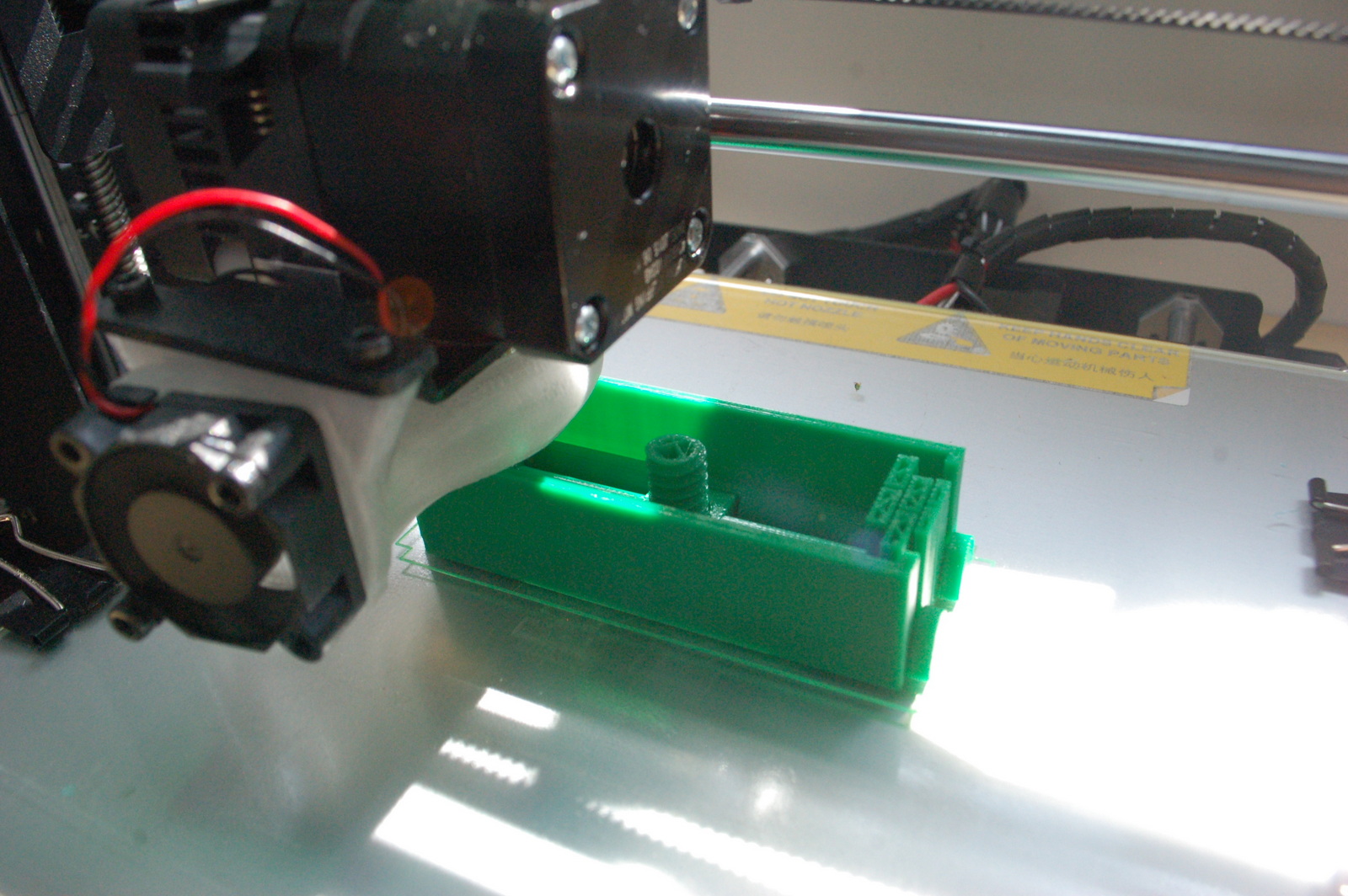
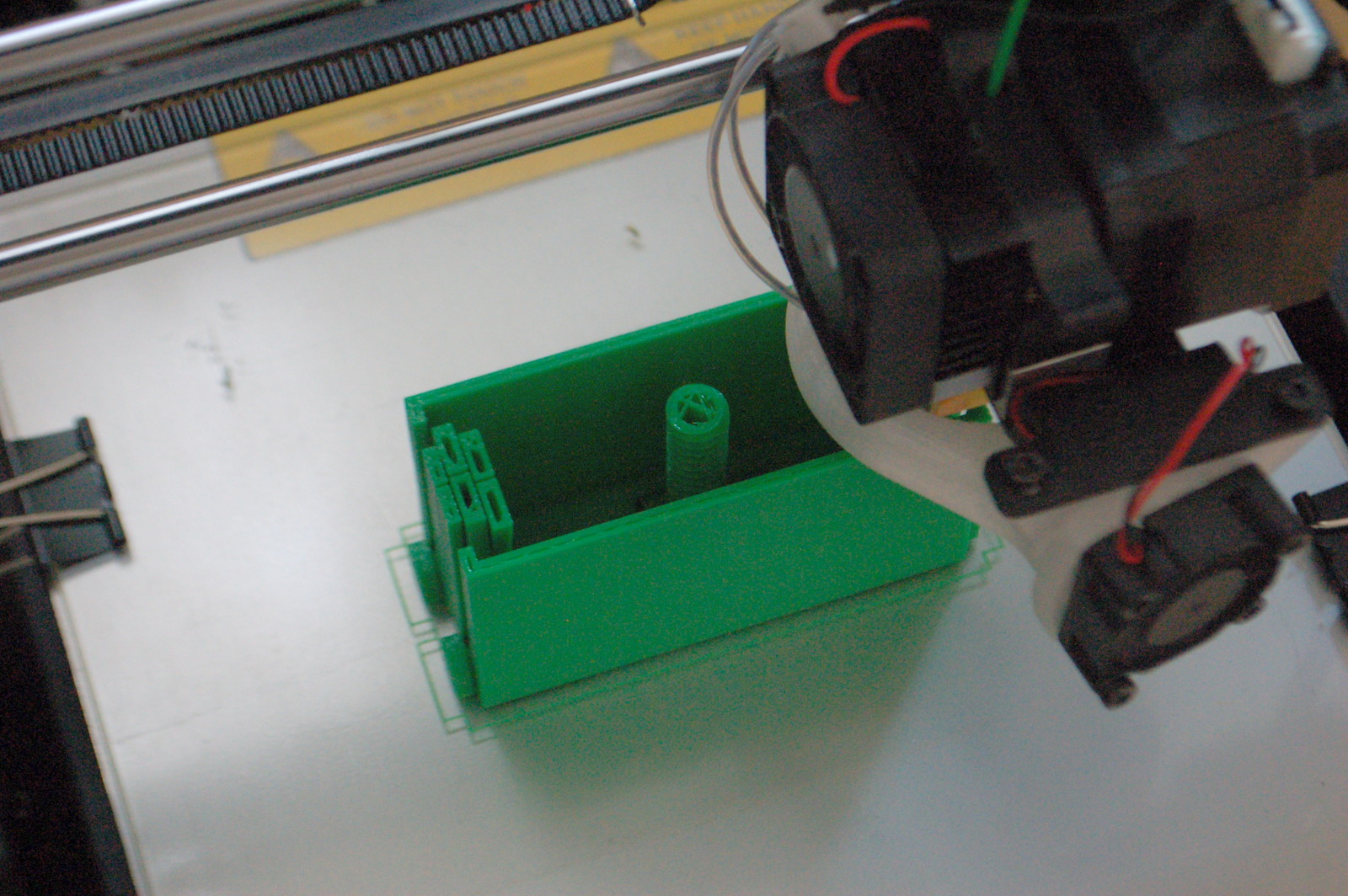
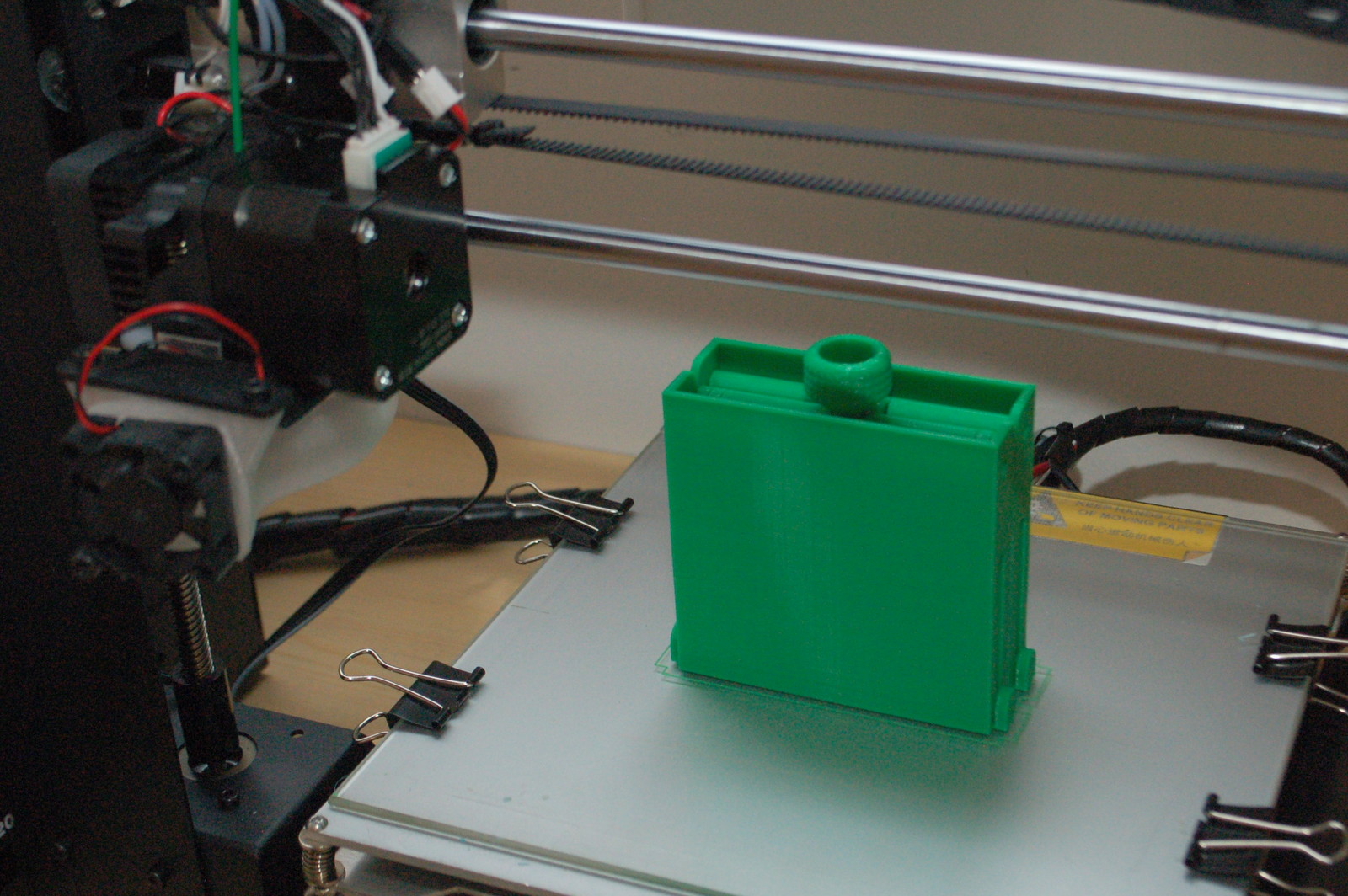
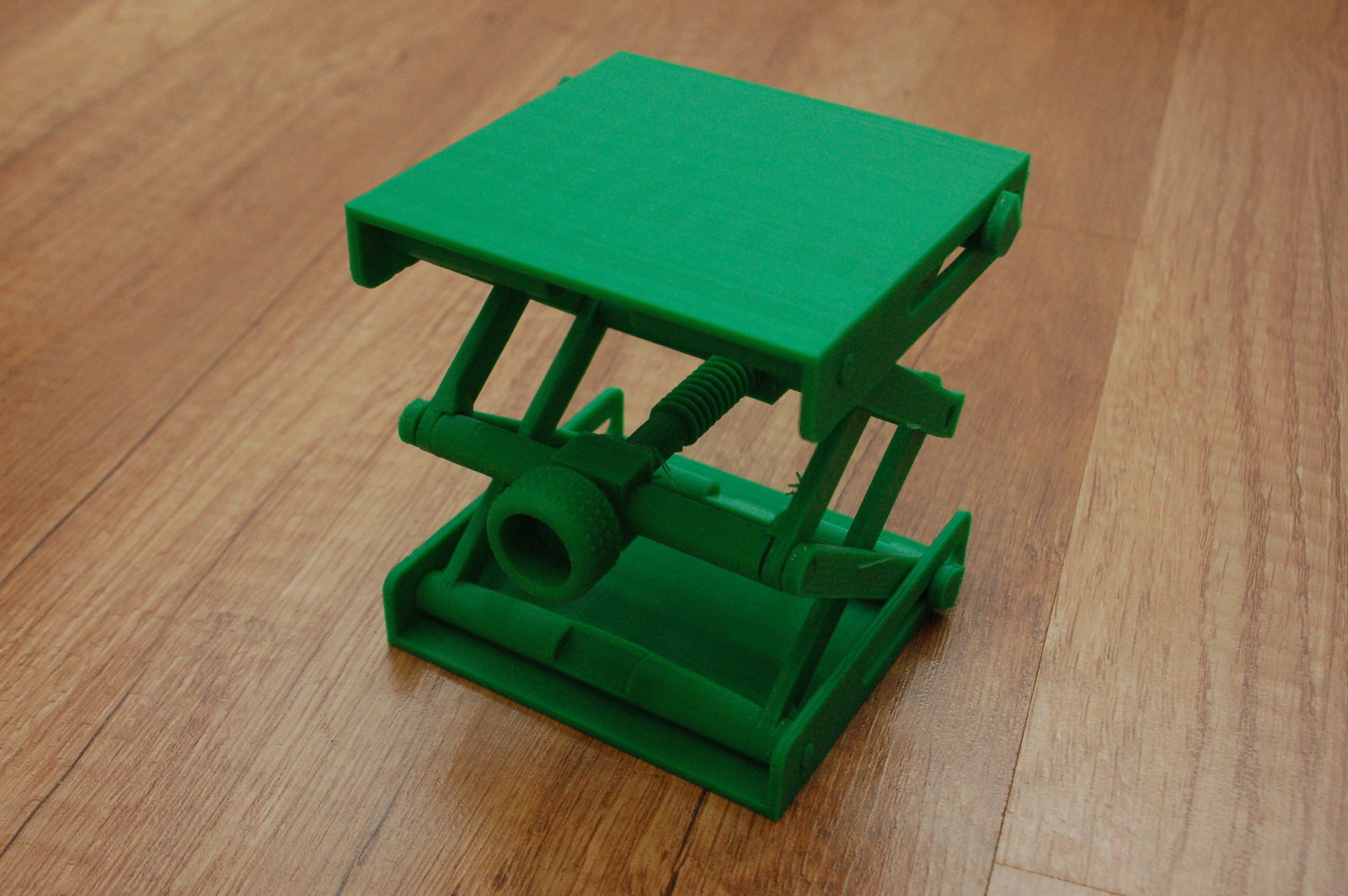
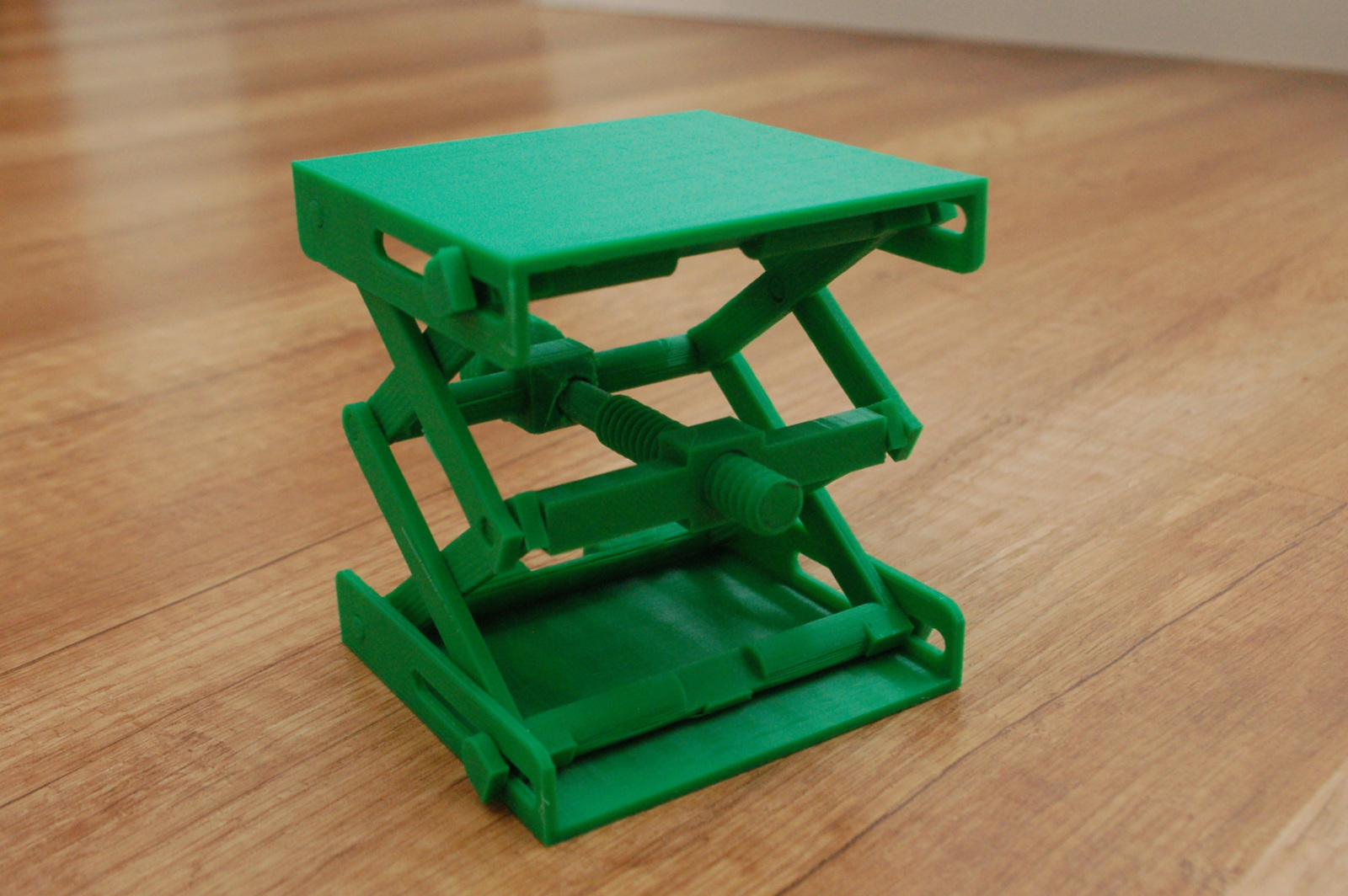
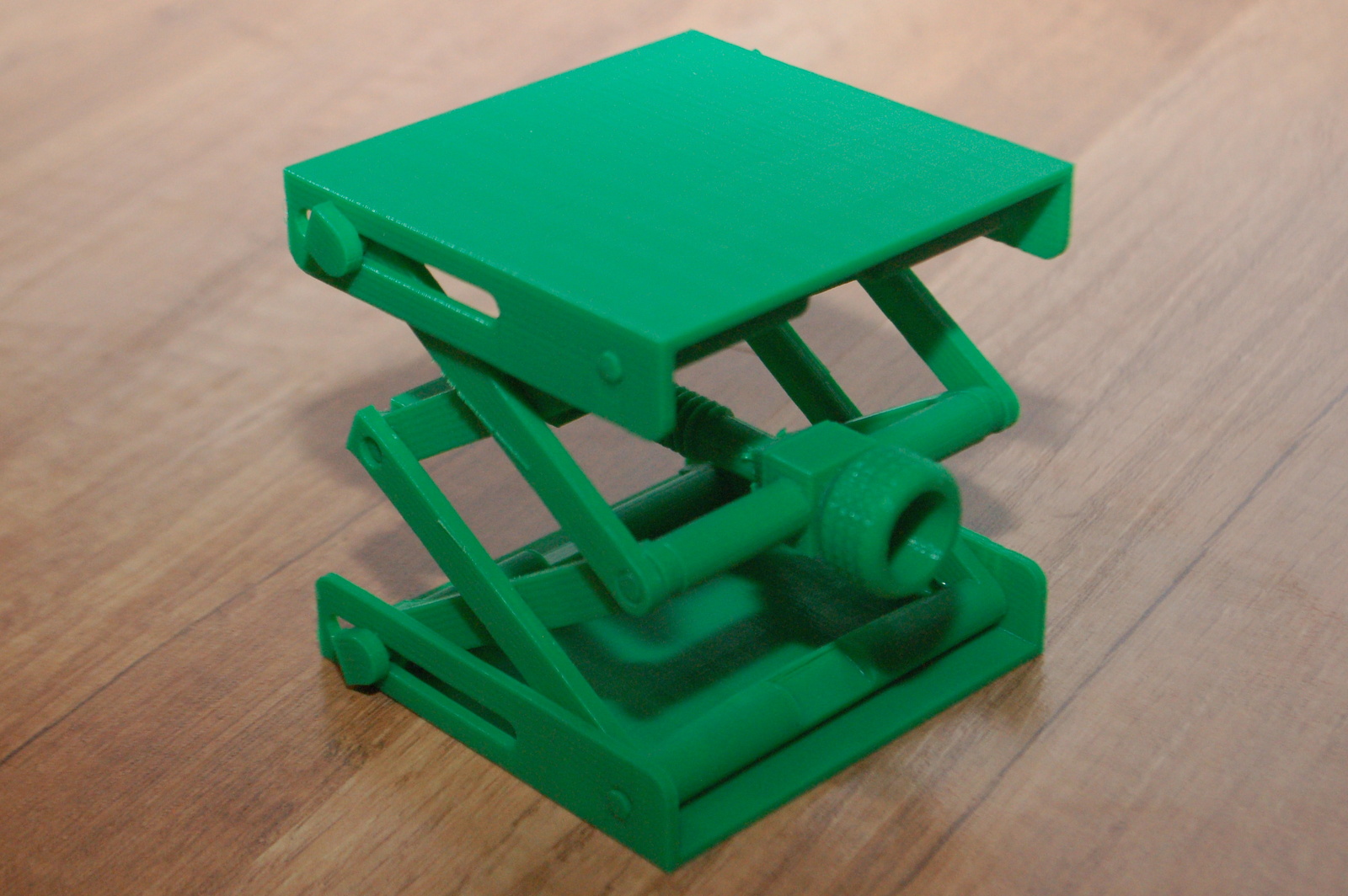
Ez egy nagyon profin kidolgozott emelő 3D modell, kifejezetten 3D nyomtatásra. Remekül szemlélteti, hogy mit lehet 3D nyomtatóval már nyomtatni: külön darabok nyomtatása nélkül, egy jól megtervezett modell egyben is mozgathatóvá, állítgathatóvá válik.
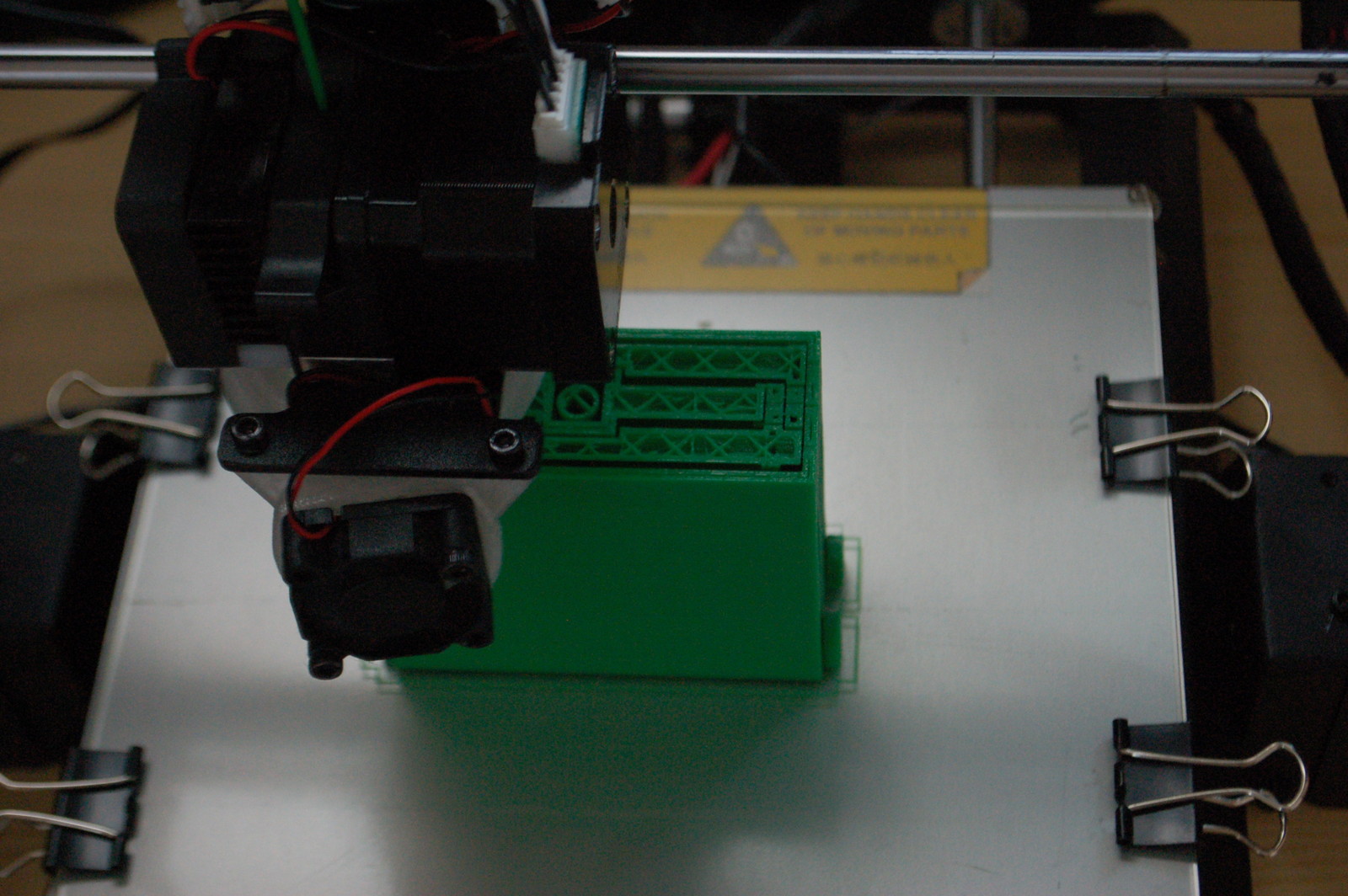
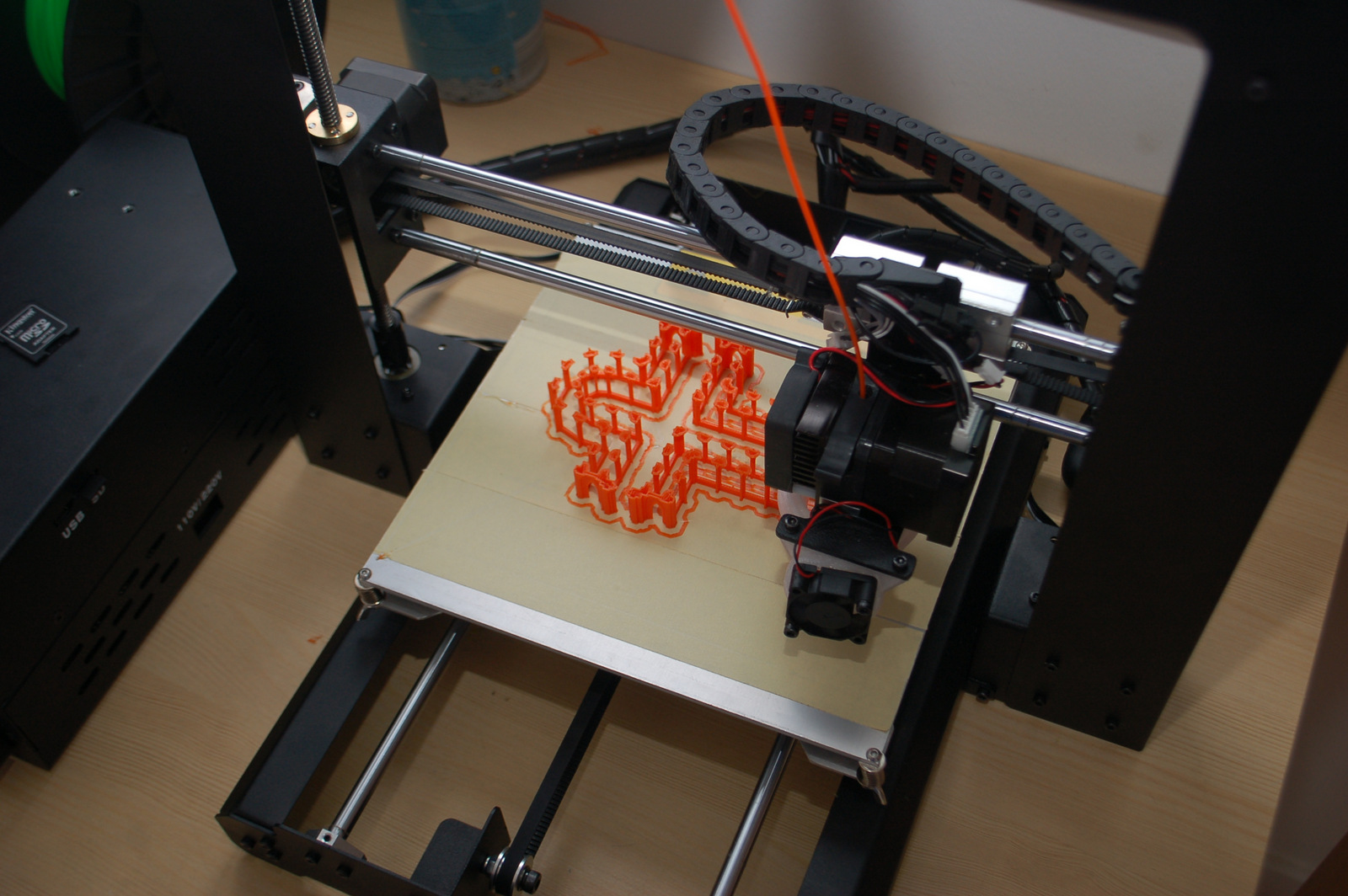
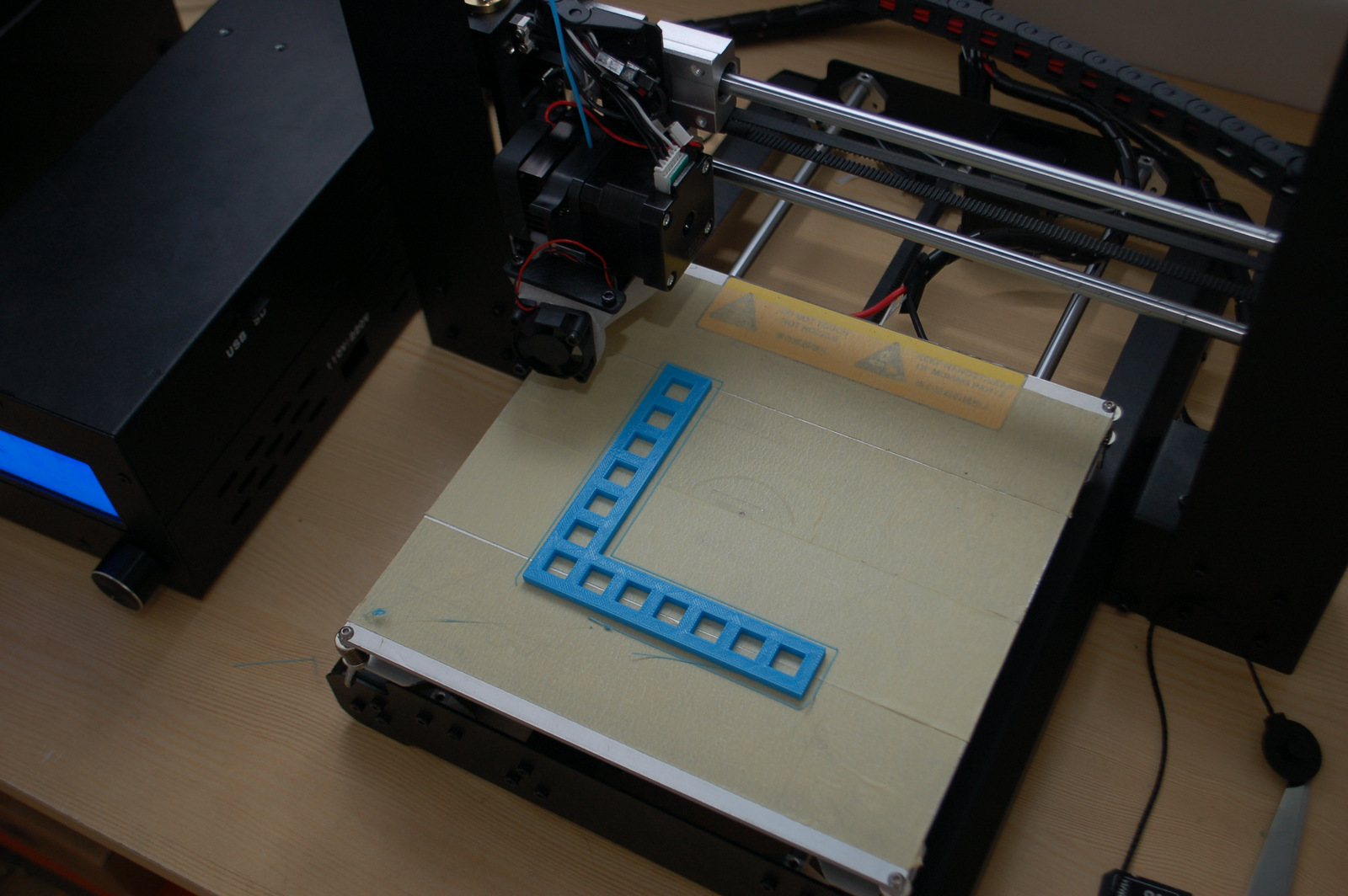
Nyomtatás közben:
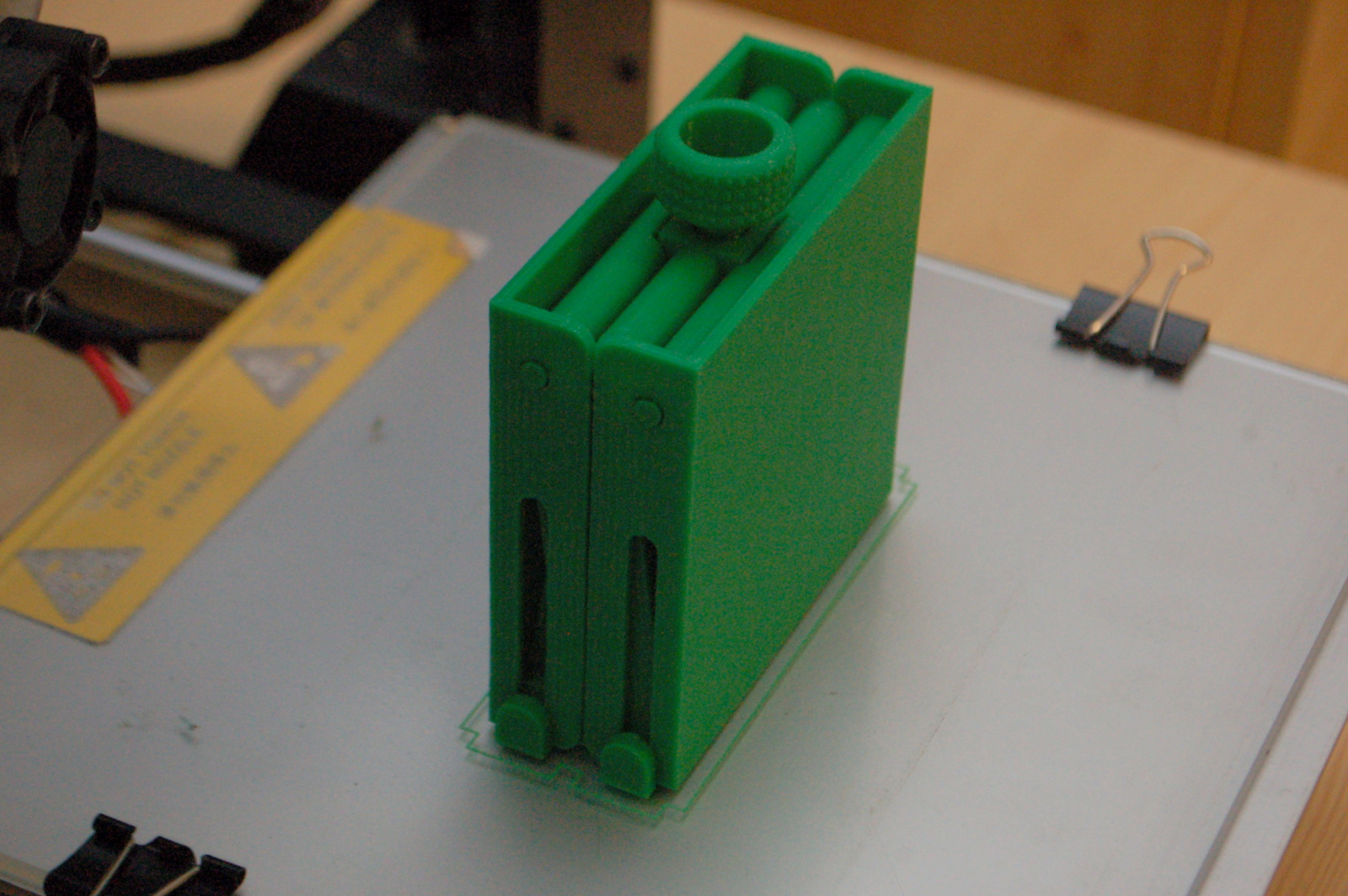
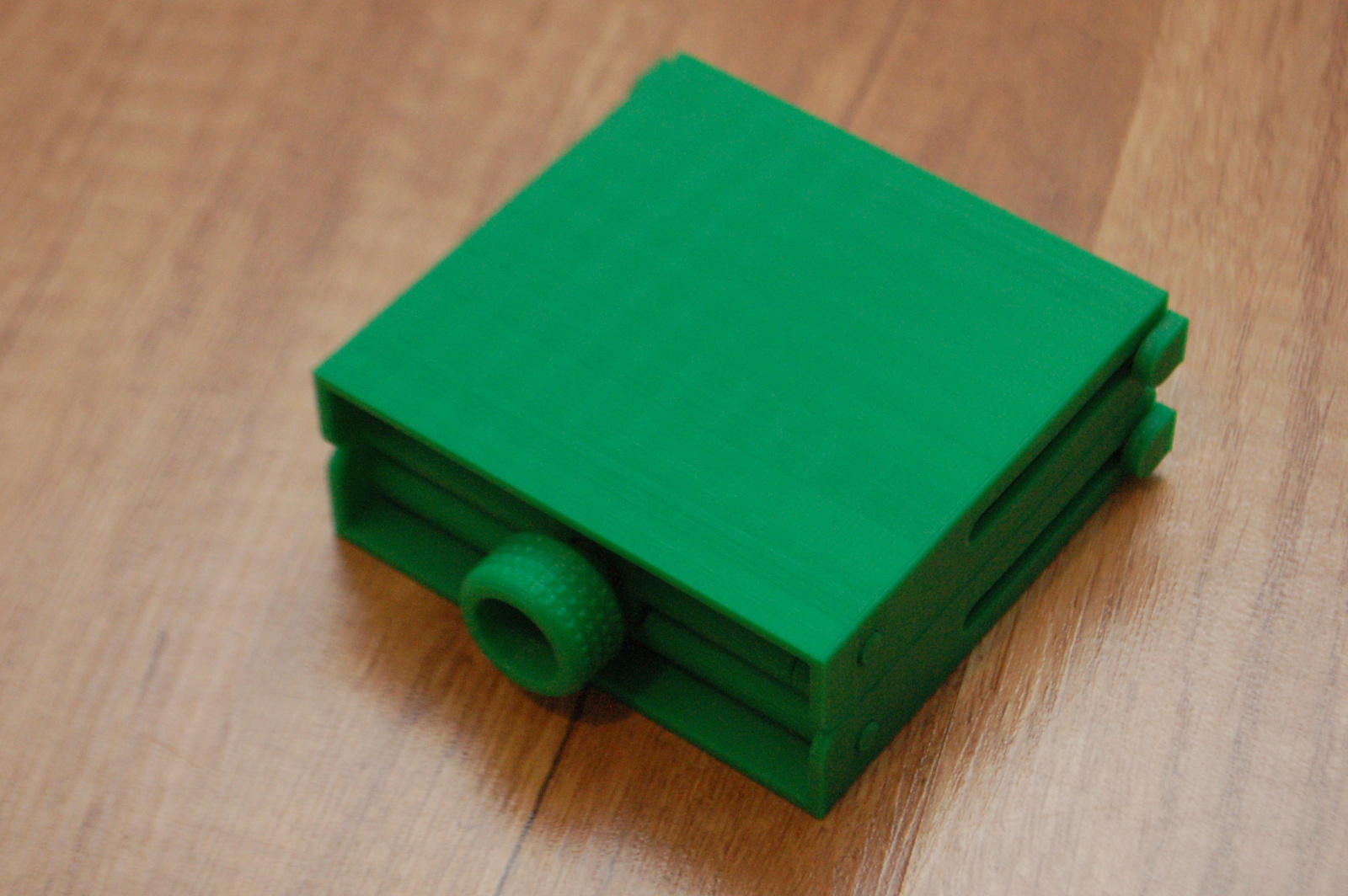
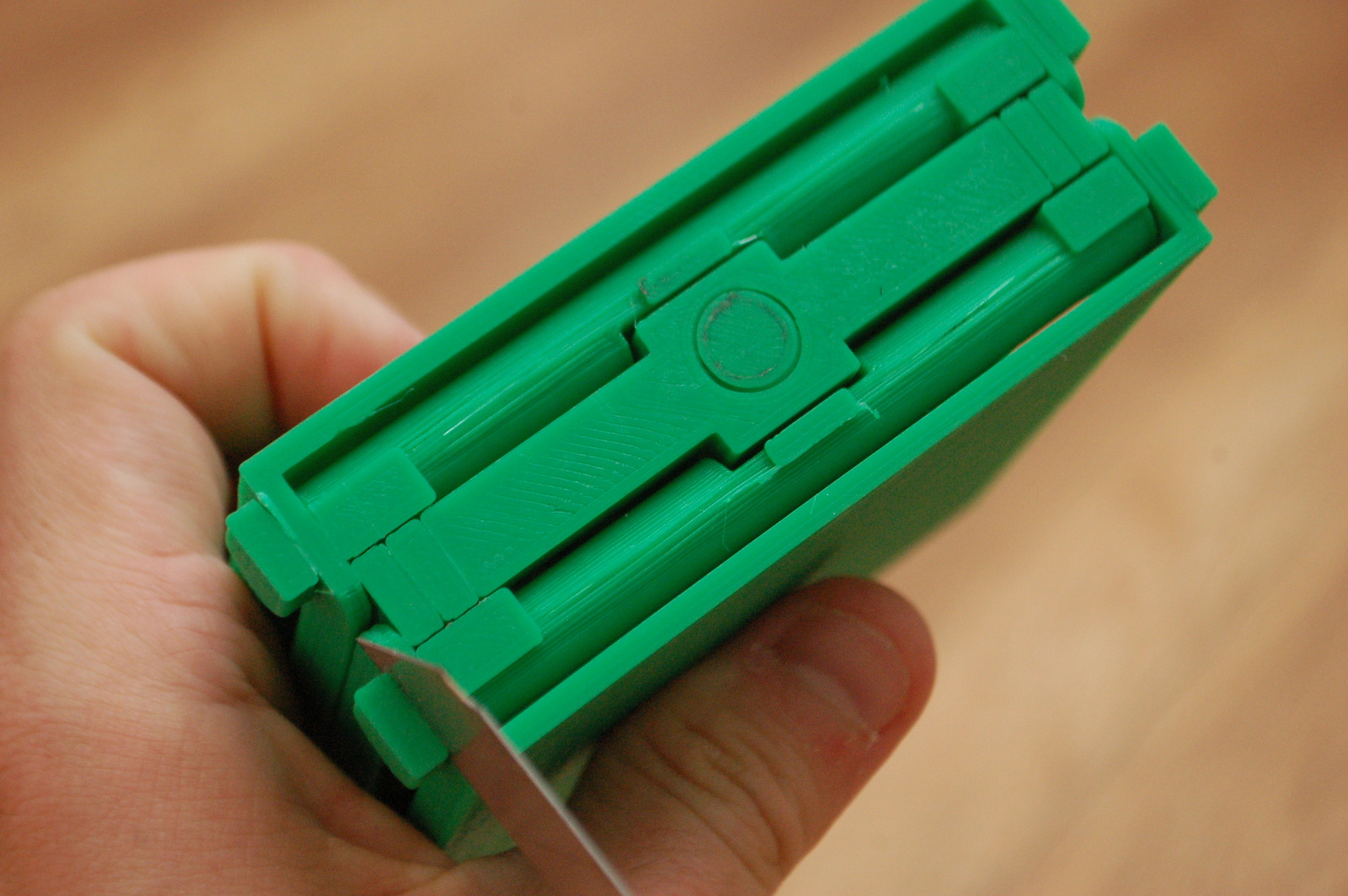
Az elkészült modell:
0.2mm-en nyomtattam, kicsit lassabb sebességen (40mm/sec), így is kb. 8 óráig tartott a nyomtatás. Egyébként én az egyik remix-ét nyomtattam a tárgynak, mert annál azt írták, hogy könnyebb szétválasztani az esetlesen összeforrt részeket. Egy kis sniccerrel és egy csavarhúzóval feszegettem (óvatosan) szét a részeket. Utána már remekül működött ez a tényleg nagyon ötletes modell. A nyomtatási idő alatt nem volt semmi gond, mutatja a Wanhao i3 megbízhatóságát, és a nyomtatott tárgy azt is, hogy potenciálisan mit tudunk nyomtatni egy bruttó 175.000 Ft-os 3D nyomtatóval.
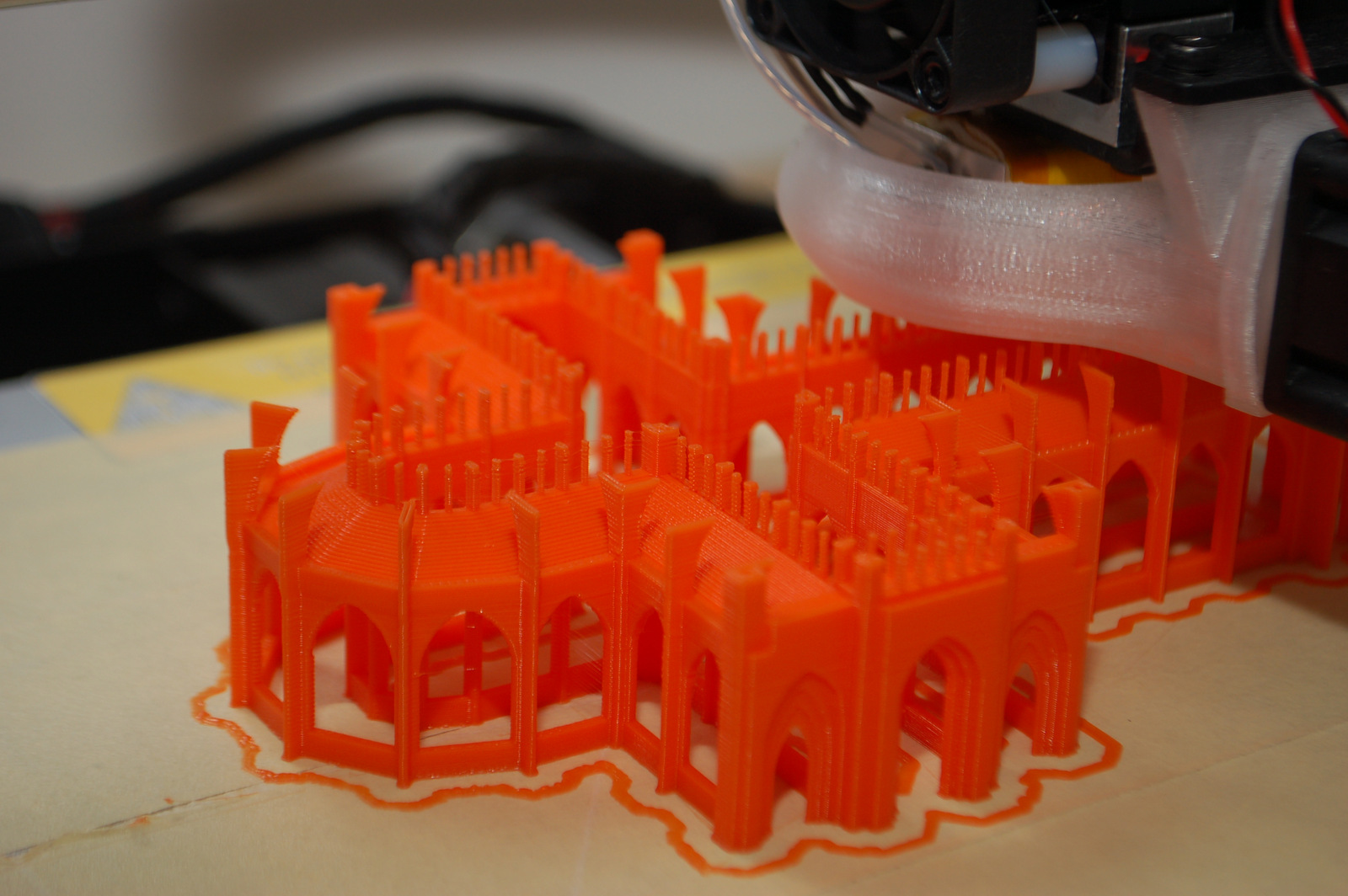
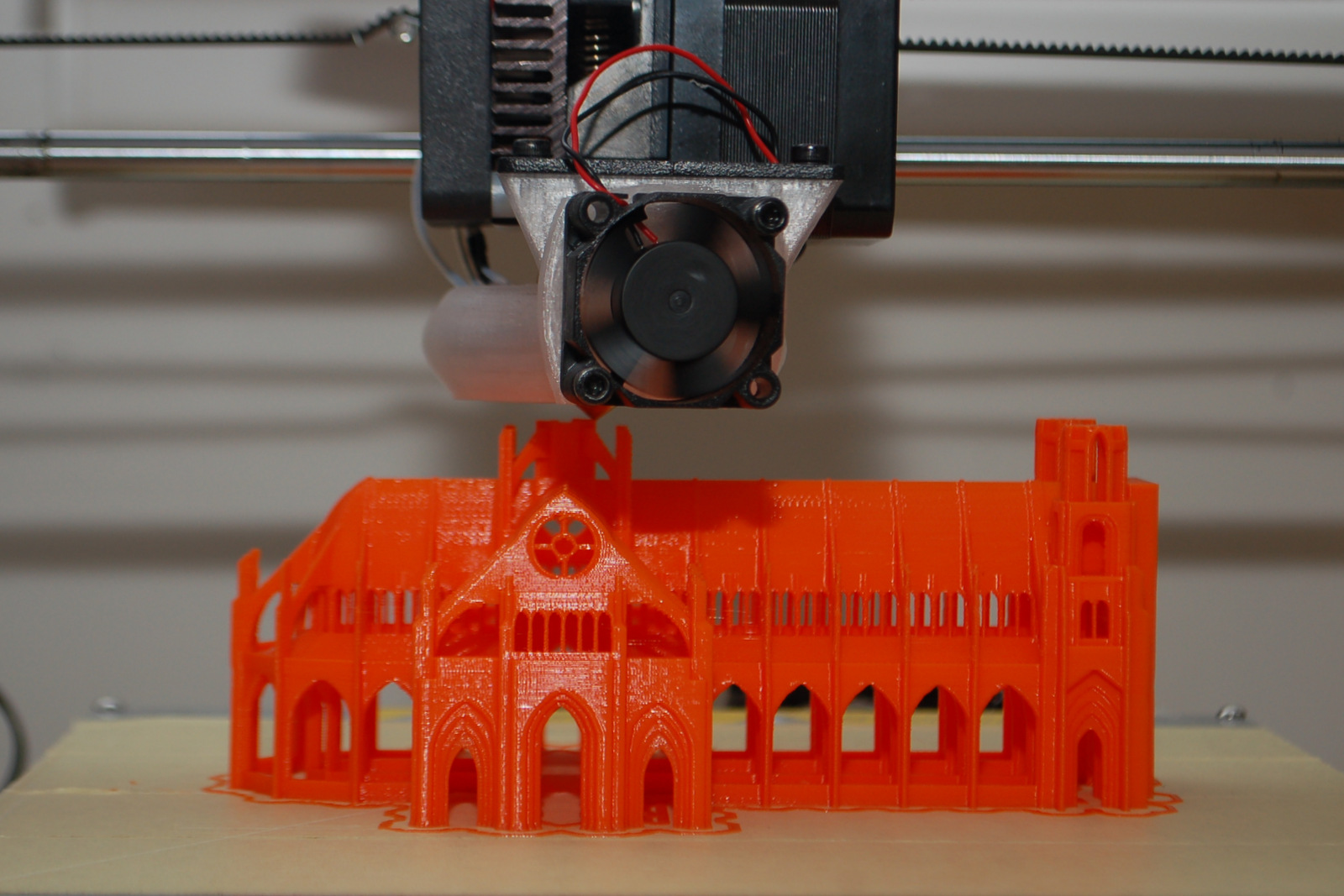
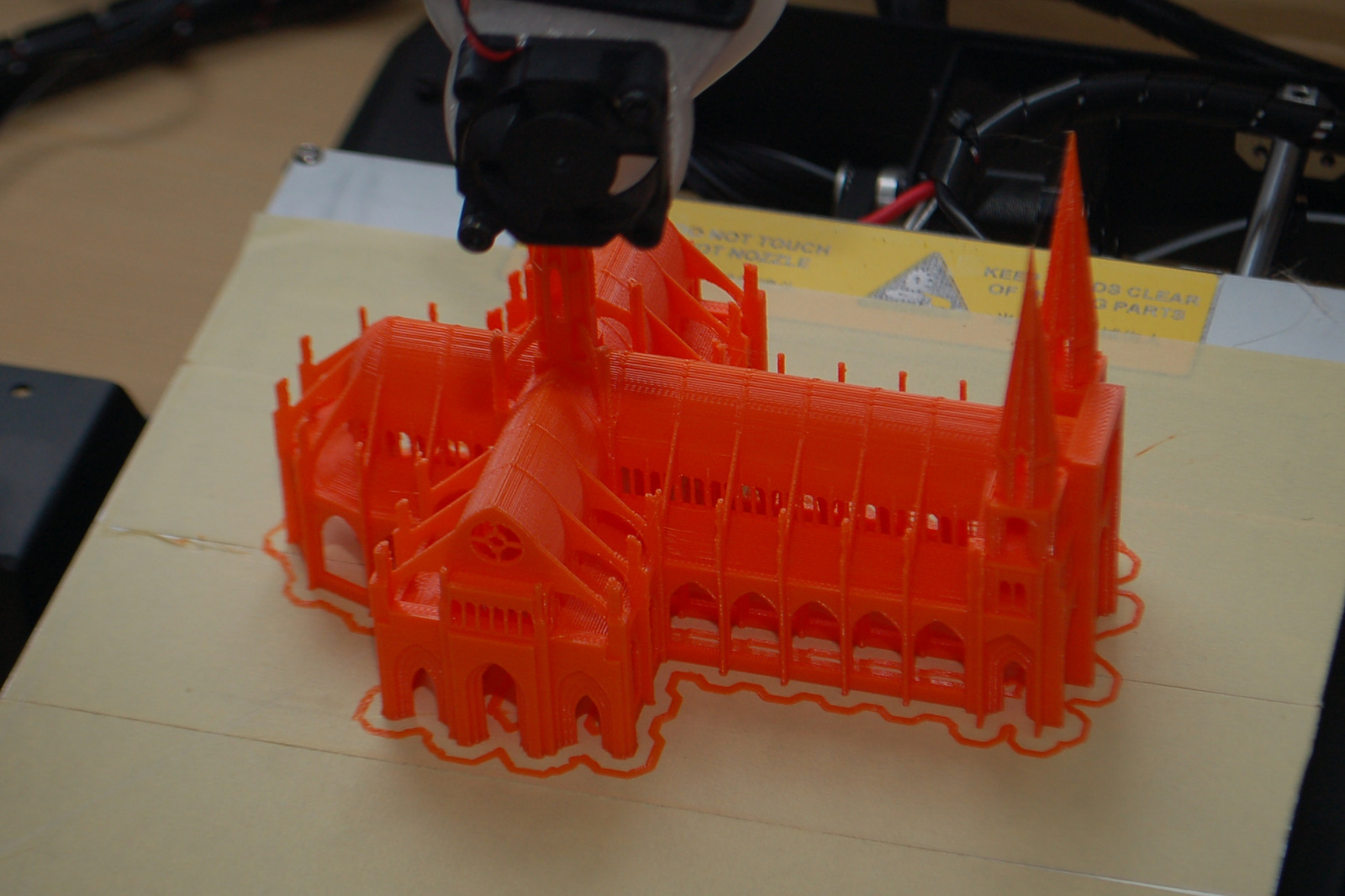
Már korábban is kinyomtattam a Wanhao D4-el ezt nagyon részletes, aprólékos katedrális modellt. Ez eredeti méretet 75%-ra csökkentettem, hogy gyorsabban elkészüljön, kevesebb anyagot használjon (tipp: egyik tengely mentén 75%-os méretcsökkentés valójában az eredeti anyagszükséglet így nagyjából arányosan nyomtatási időt is kb. 56%-ra csökkenti!). Kíváncsi voltam, hogy mit kezd vele az i3, mivel ennél a modellnél szükség van a megfelelő hűtésre, a pontos pozicionálásra. És mivel sokáig tartott a nyomtatás (kb. 9 órát, mivel lassan nyomtattam, okulva a korábbi nyomtatás tapasztalataiból), fontos a megbízható üzemelés is.
A nyomtatás narancs PLA-val történt, 0.25mm-es rétegvastagsággal (a nyomtatási idő csökkentése miatt), kb. 30mm/sec-es sebességgel. 0%-os kitöltést állítottam be, mert egyrészt maga a modell nem indokolja a kitöltést, másrészt a kis apró oszlopoknál a kitöltés okozta rázkódás is okozhatott volna gondot (kidőlő oszlopok). Ezt konkrétan olvastam ennél a modellnél, egyébként lehet, hogy nem mertem volna egy ilyen hosszú nyomtatásnál kísérletezni, hogy vajon jó lesz-e kitöltés nélkül is.
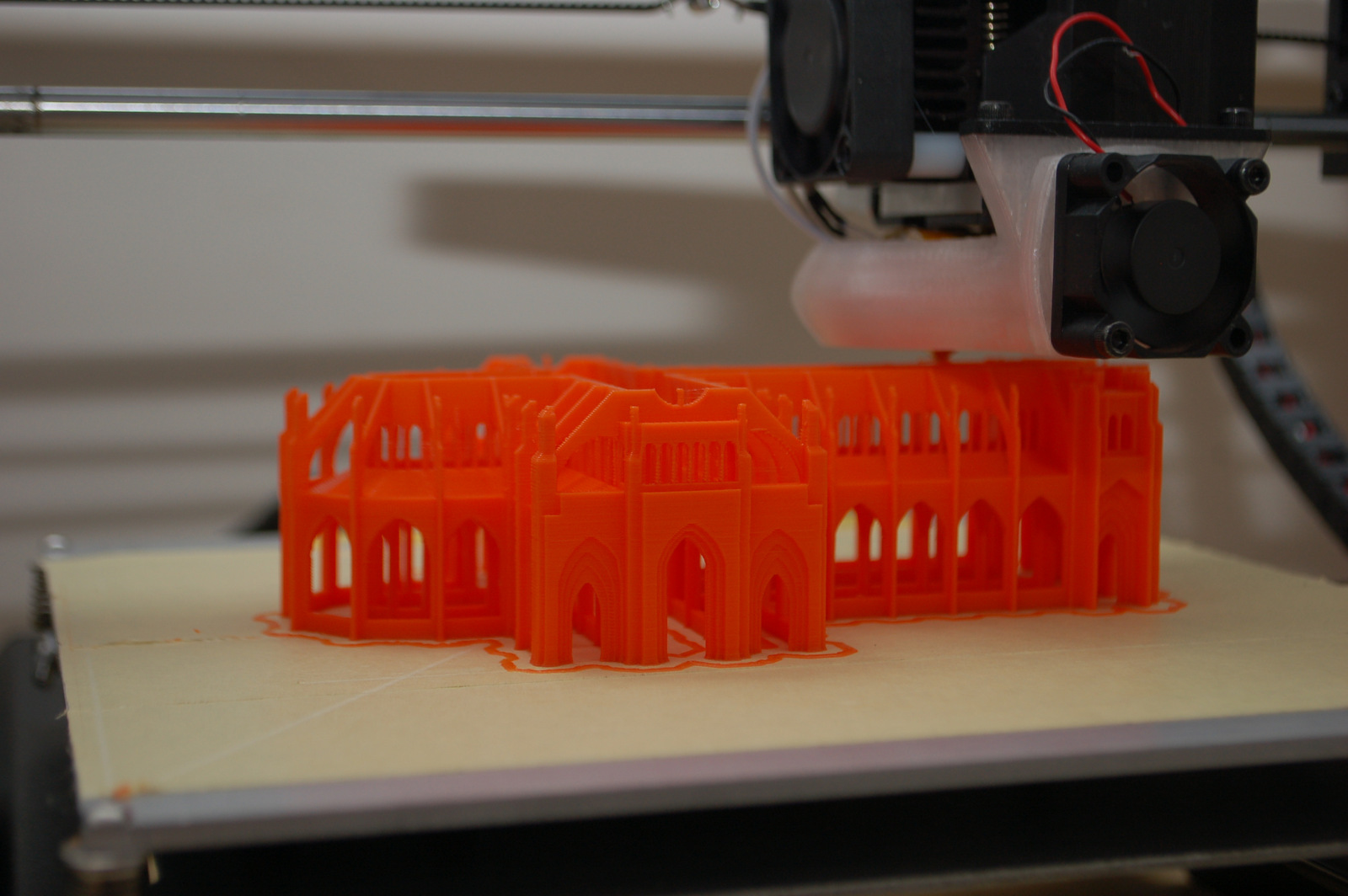
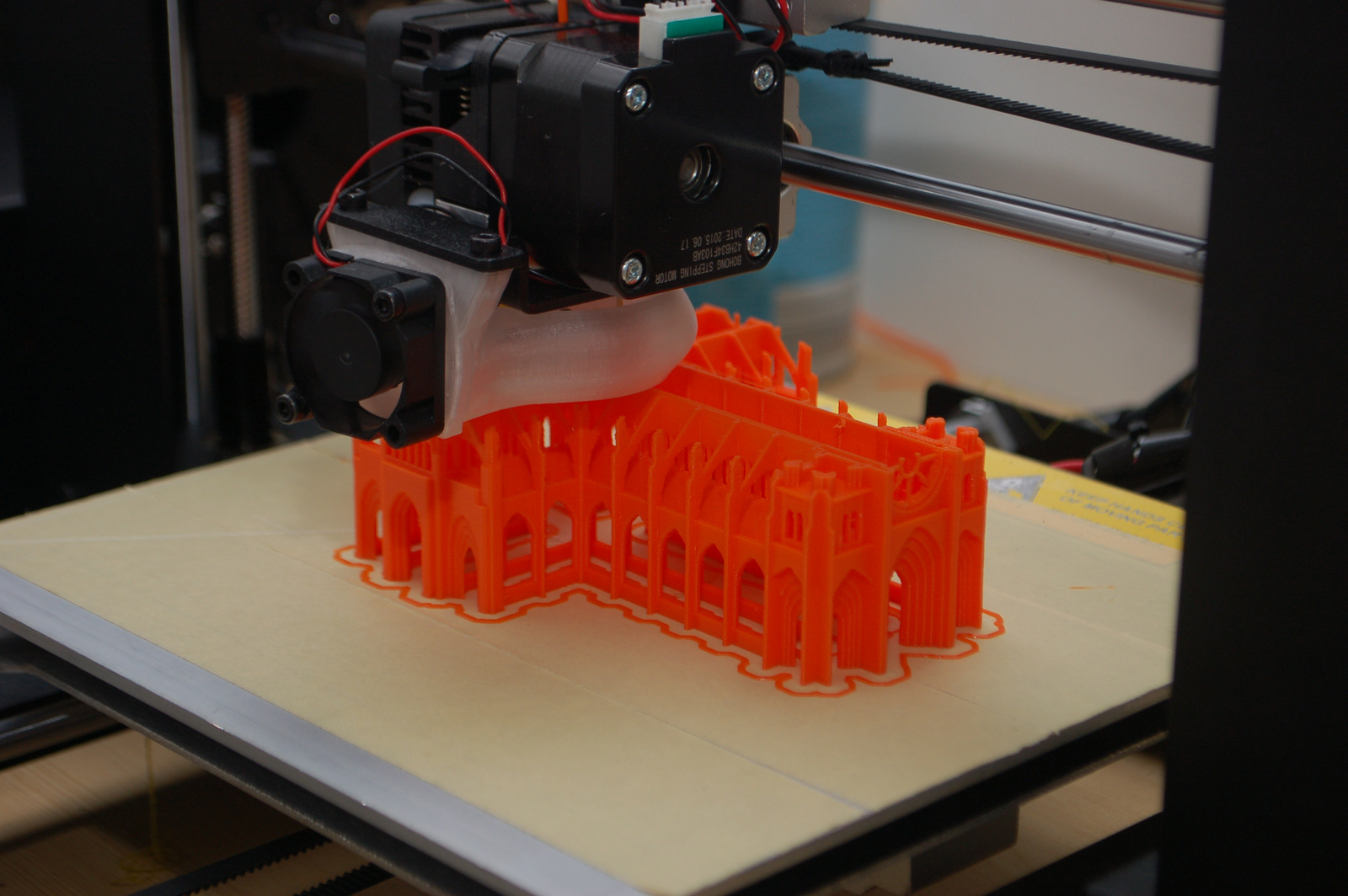
Néhány kép a nyomtatás közben:
Videó:
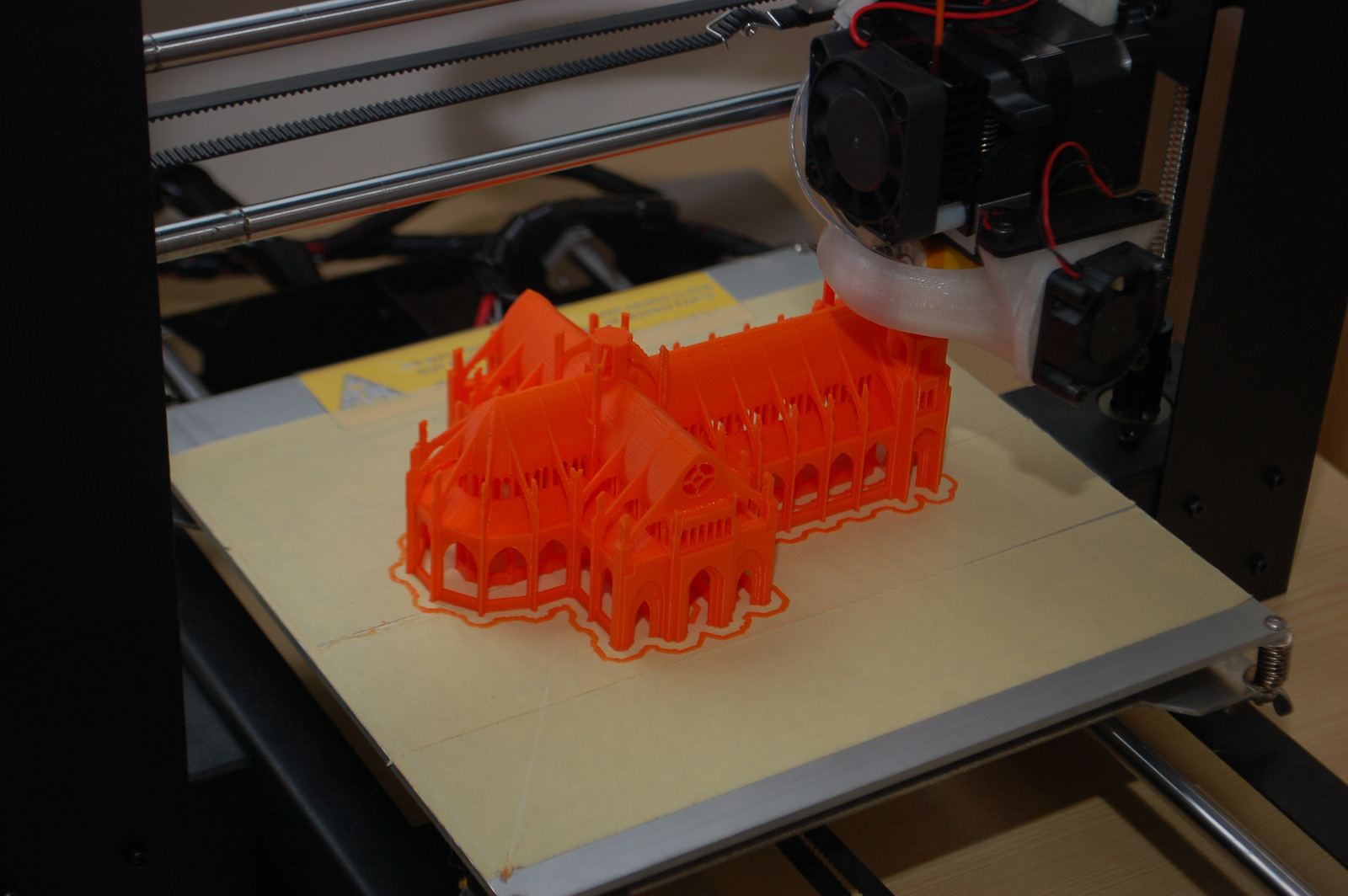
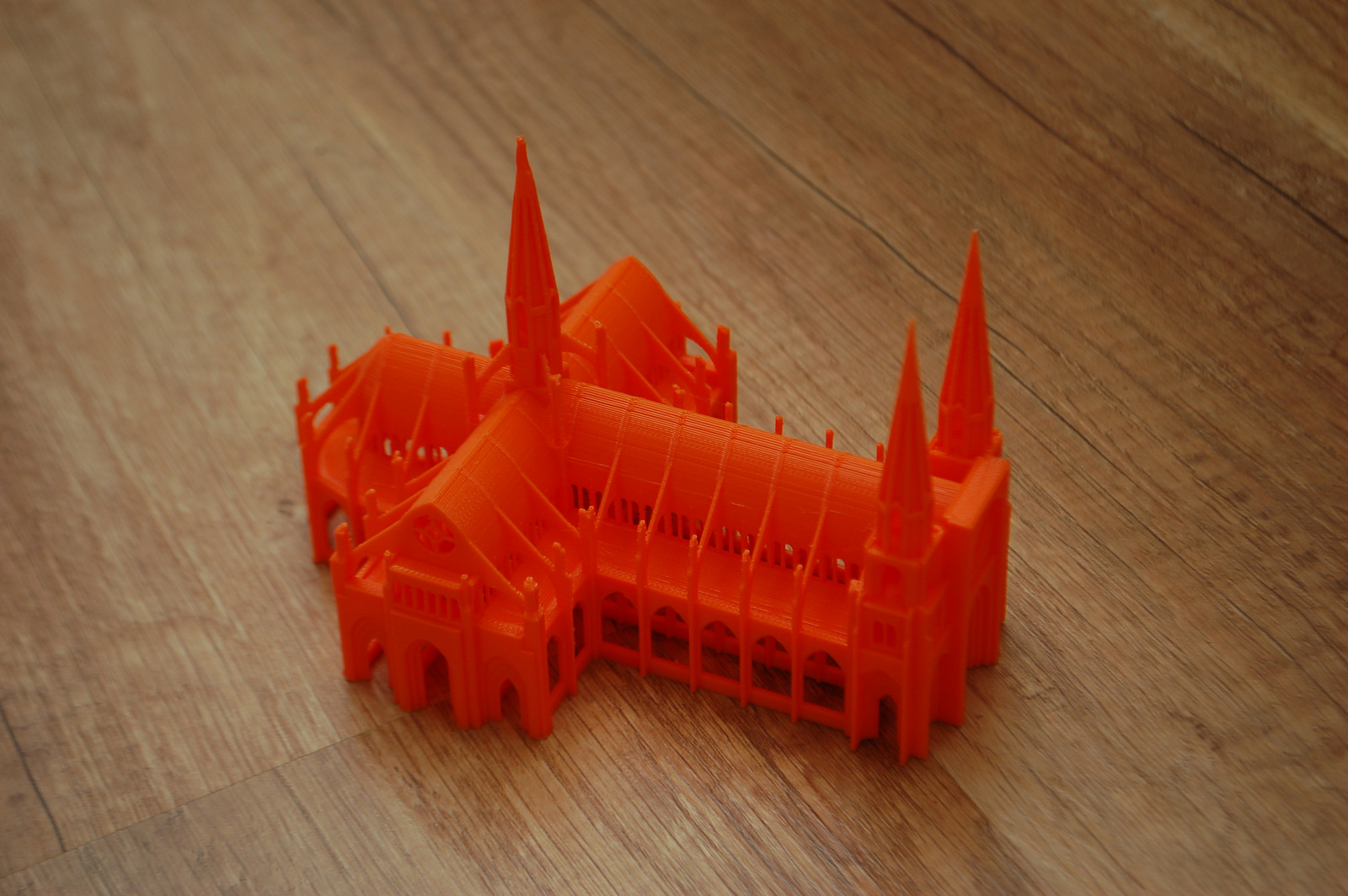
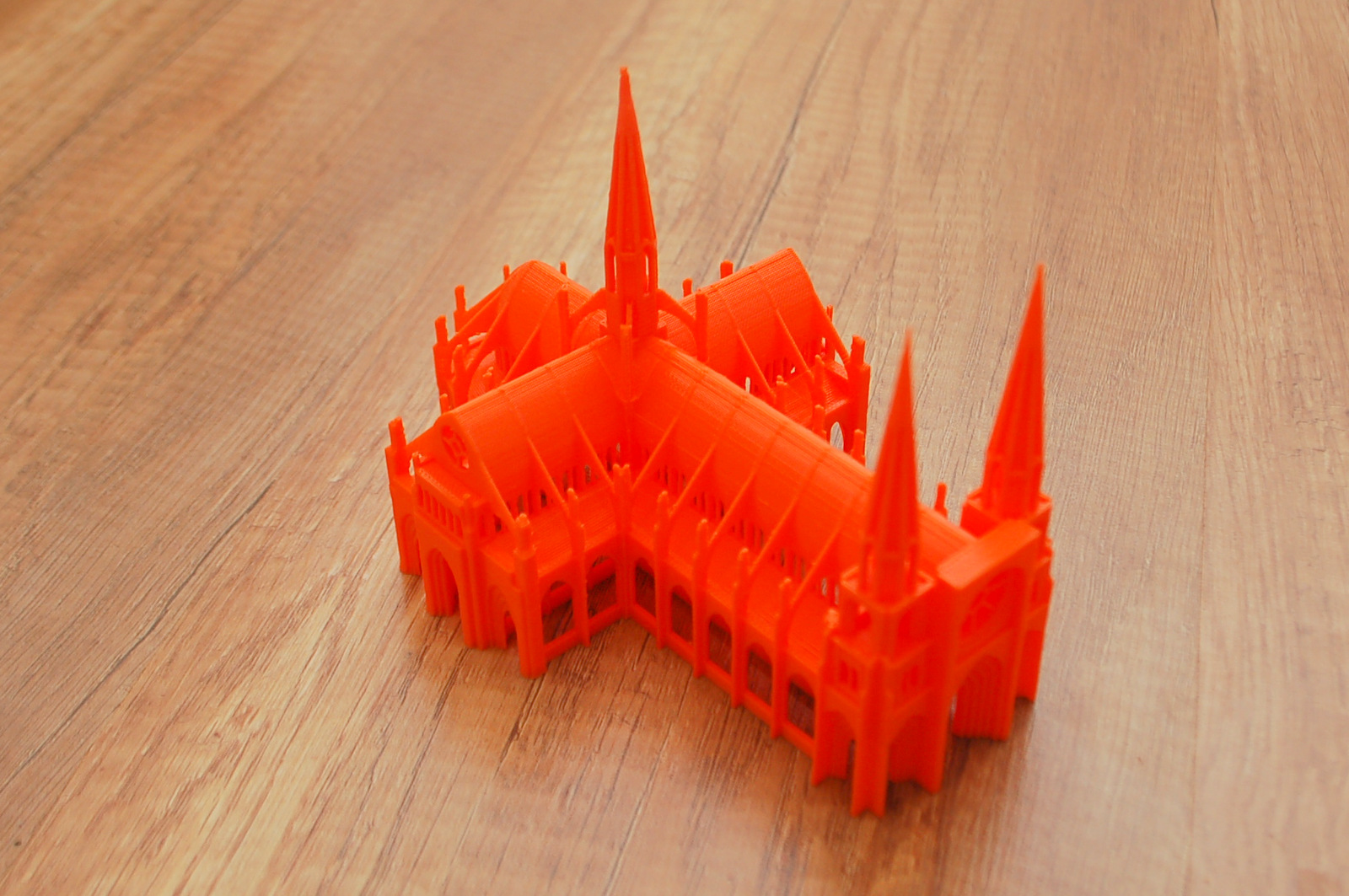
És az elkészült modell:
Egyedül a legmagasabb tornya nem sikerült tökéletesen, ott az volt a gond, hogy gyakorlatilag egy 2-3mm-es helyen mozgott elég gyorsan a fej, egy pontot forrósítva, így ott nem volt ideje az anyagnak rendesen lehűlnie, így az egy kicsit megfolyt és deformált lett. De a modell egésze nagyon meggyőző, és nem csak egy ilyen árkategóriájú nyomtatótól, hanem egy jóval drágább készüléktől is. Kíváncsi lennék, a Velleman K8200 hogyan bírkózna meg ezzel a modellel.
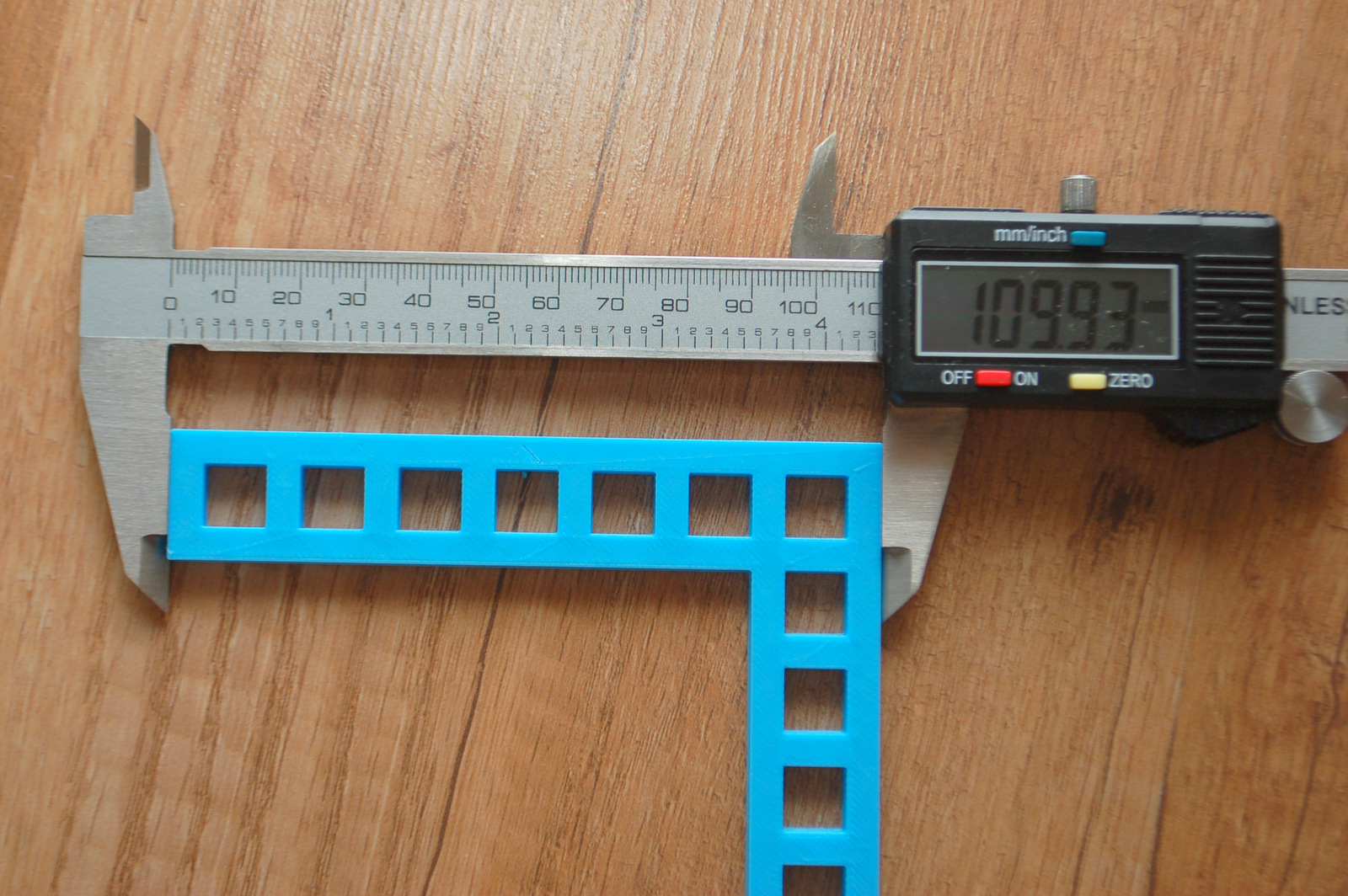
Kíváncsi voltam, hogy mennyire pontos az i3, mennyire mérettartó az elkészült nyomat. Ehhez általában a 20mm-es kalibrációs dobozt szokták használni, de azon a 20mm-en nehéz megmondani a pontos hibát. Ezért egy nagyobb tárgyat vettem alapul, ami az STL alapján 110mm mindkét irányba.
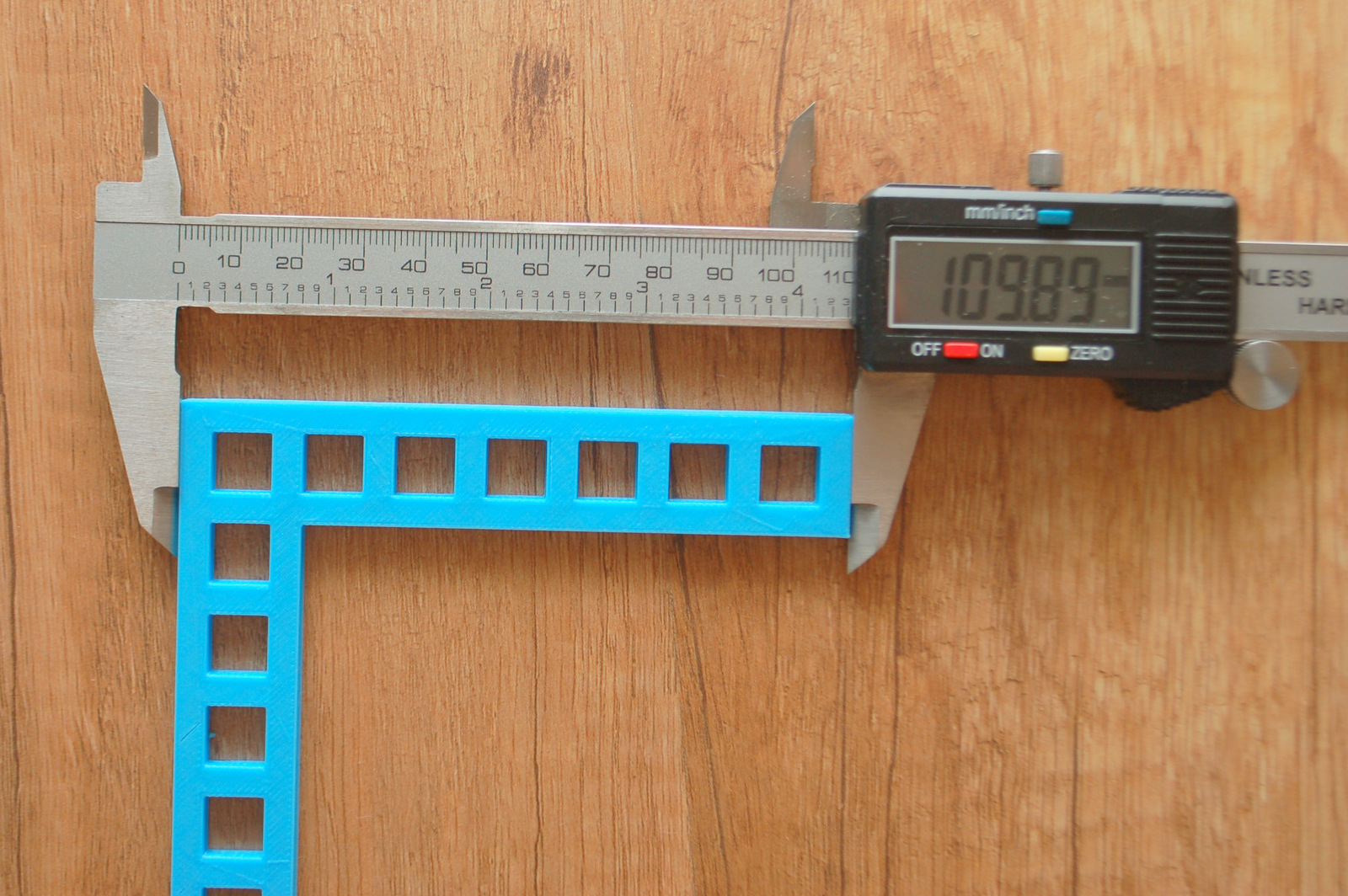
Számítottam arra, hogy nem lesz rossz a pontosság, de a mért értékek meghaladták a várakozásaimat: X irányba 0,1%, Y irányba pedig 0,06% volt a hiba. Azért egy 175.000 Ft-os nyomtatótól ez nem rossz. :) Hozzá kell tenni, hogy ezek az értékek PLA-val lettek mérve, az ABS viszont pl. tudott, hogy jobban zsugorodik, ezért annál valószínűleg nagyobb a hiba, viszont azt egy egyszerű szorzóval korrigálhatjuk (a slicer programban mondjuk 101%-ra méretezzük a tárgyat). Lehet, hogy majd ABS-szel is teszek egy próbát, de PLA-val igazán meggyőzőek az eredmények... A Velleman K8200 valószínűleg csak nagyon sok állítgatás után tudná ezt hozni, ha egyáltalán.
Egyébként ha valakiben felmerülne, hogy a Z irányban miért nem mértem: azért, mert általában ezt nem szokták mérni, mivel az első réteg nagyban befolyásolja, hogy mennyire "nyomódik bele" a tárgyasztalba a tárgy, így ott több hiba szokott lenni. De ezt könnyedén korrigálhatjuk, sőt bizonyos programokban (pl. Simplify3D) külön paraméter van erre (szorzó a Z magasságra).