A Formbot Raptor 2.0 és Trex 3.0 tesztje
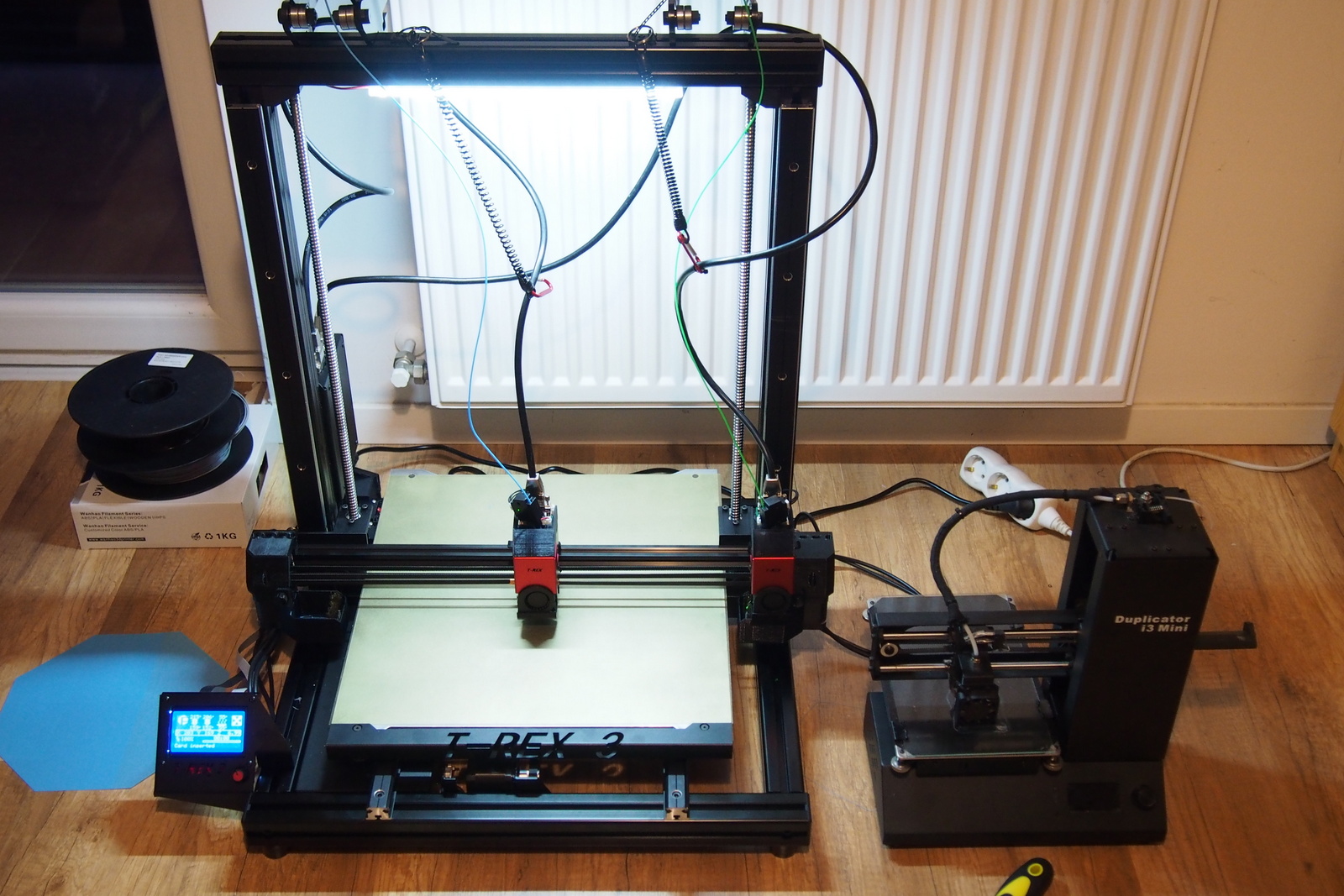
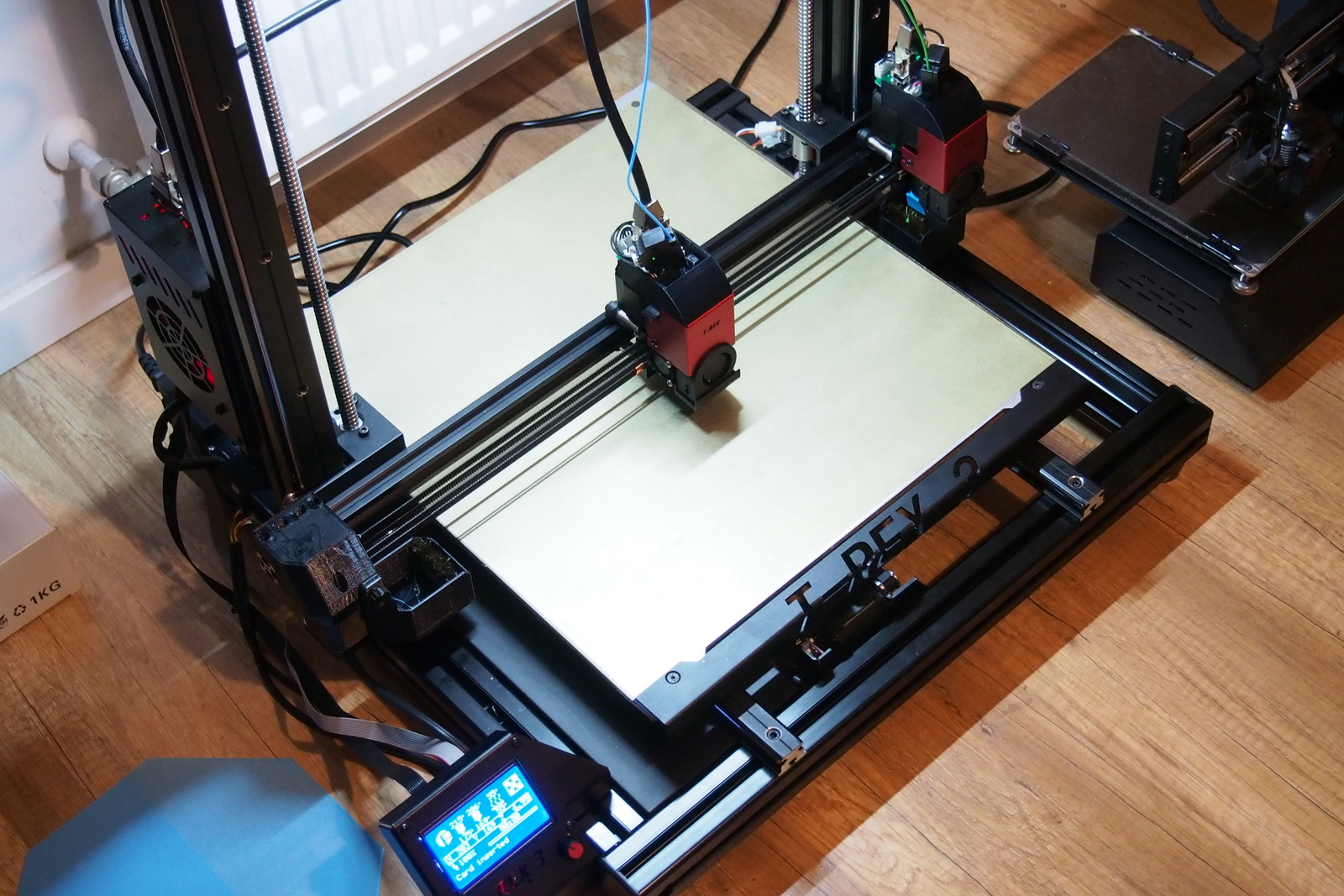
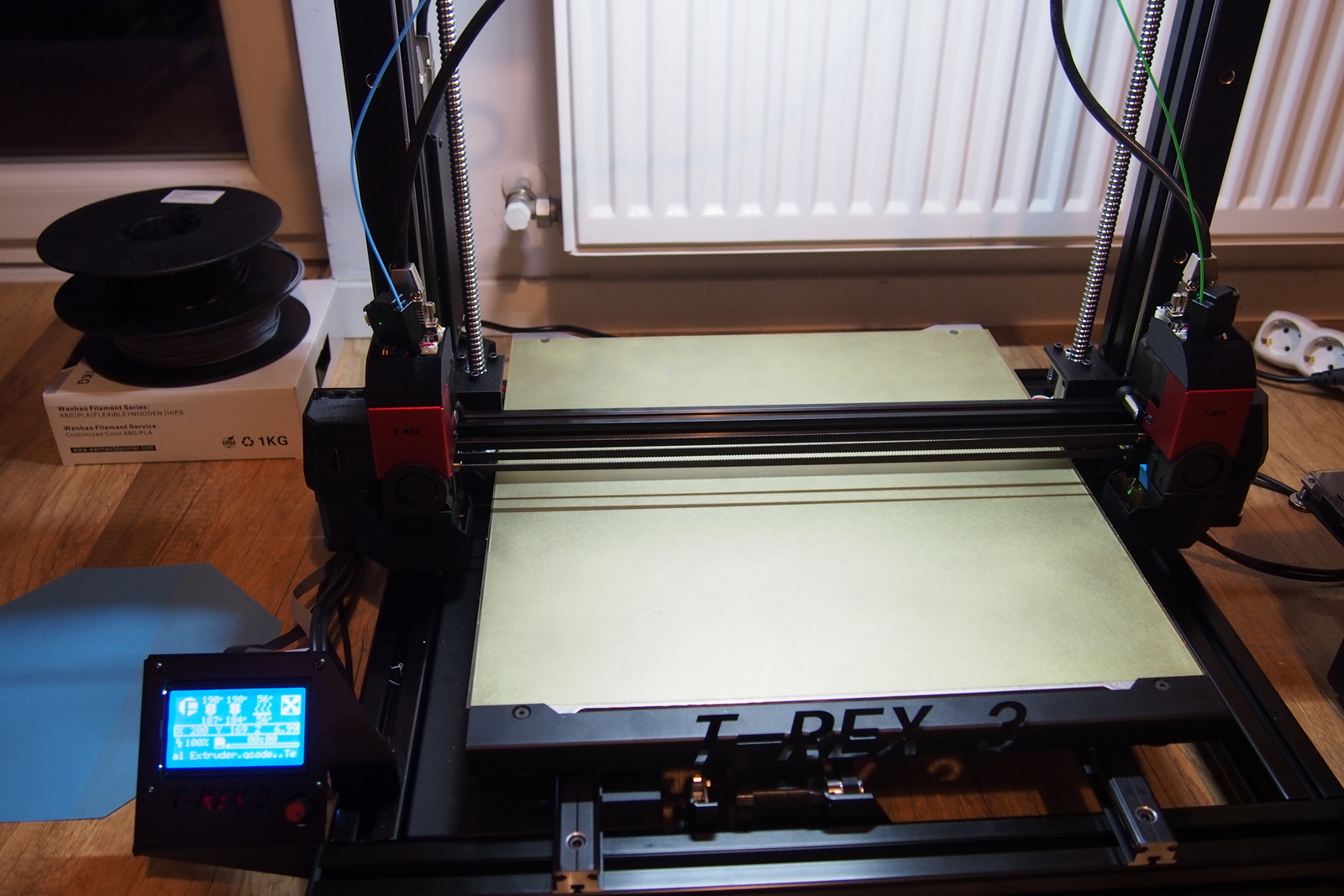
A múlt héten megérkezett hozzánk a Formbot Raptor 2.0-ás és Trex 3.0-ás nyomtatója. Mindkét nyomtató hatalmas, 400x400-as alapterületű asztallal rendelkezik, 500mm maximum magassággal. Ez igencsak tekintélyt parancsoló.
Ezen kívül a nyomtató ezekkel a plusz tulajdonságokkal rendelkezik, amivel kiemelkedik más hasonló nyomtatók közül:
- Szálelfogyás érzékelő szenzor
- Automata tárgyasztal szintezés (eredeti BLTouch szenzorral)
- PEI tárgyasztal felület (minden tapad rajta, és nagyon strapabíró)
- Nagyon halk és minőségi TMC2208 léptető motorok (tényleg halk, gyakorlatilag csak a ventik hangját hallani, lásd videó később)
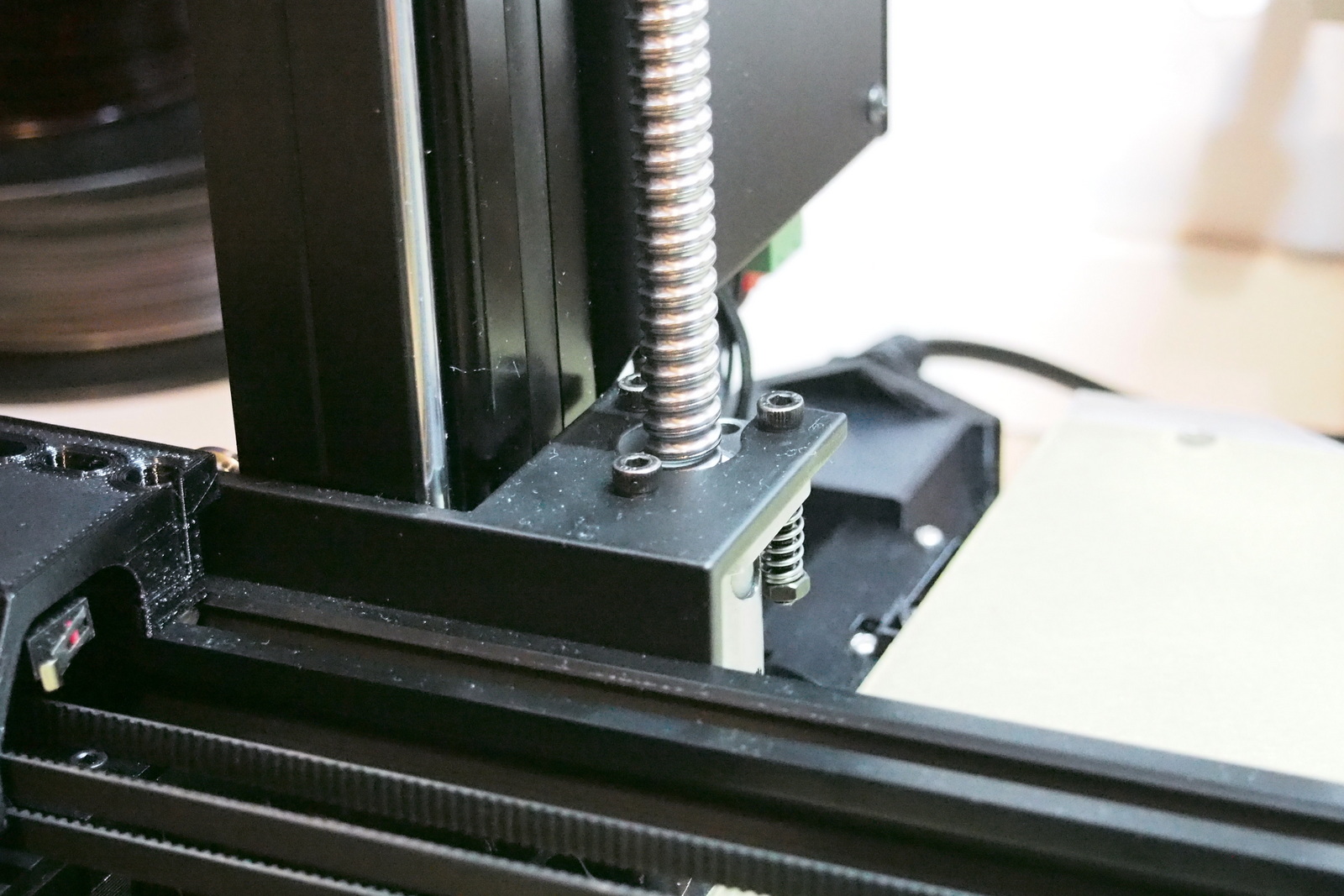
- Ipari lineáris vezeték kocsi (az asztal és a Z tengelyen is)
- TBI golyóorsó
- Eredeti Meanwell tápegység
- Hatékony tárgyhűtés (radiális ventilátor gyárilag)
- Trex 3.0: dupla független extrúderek (IDEX) (két anyagos, pl. támaszanyagos nyomtatás vagy duplázó nyomtatás)
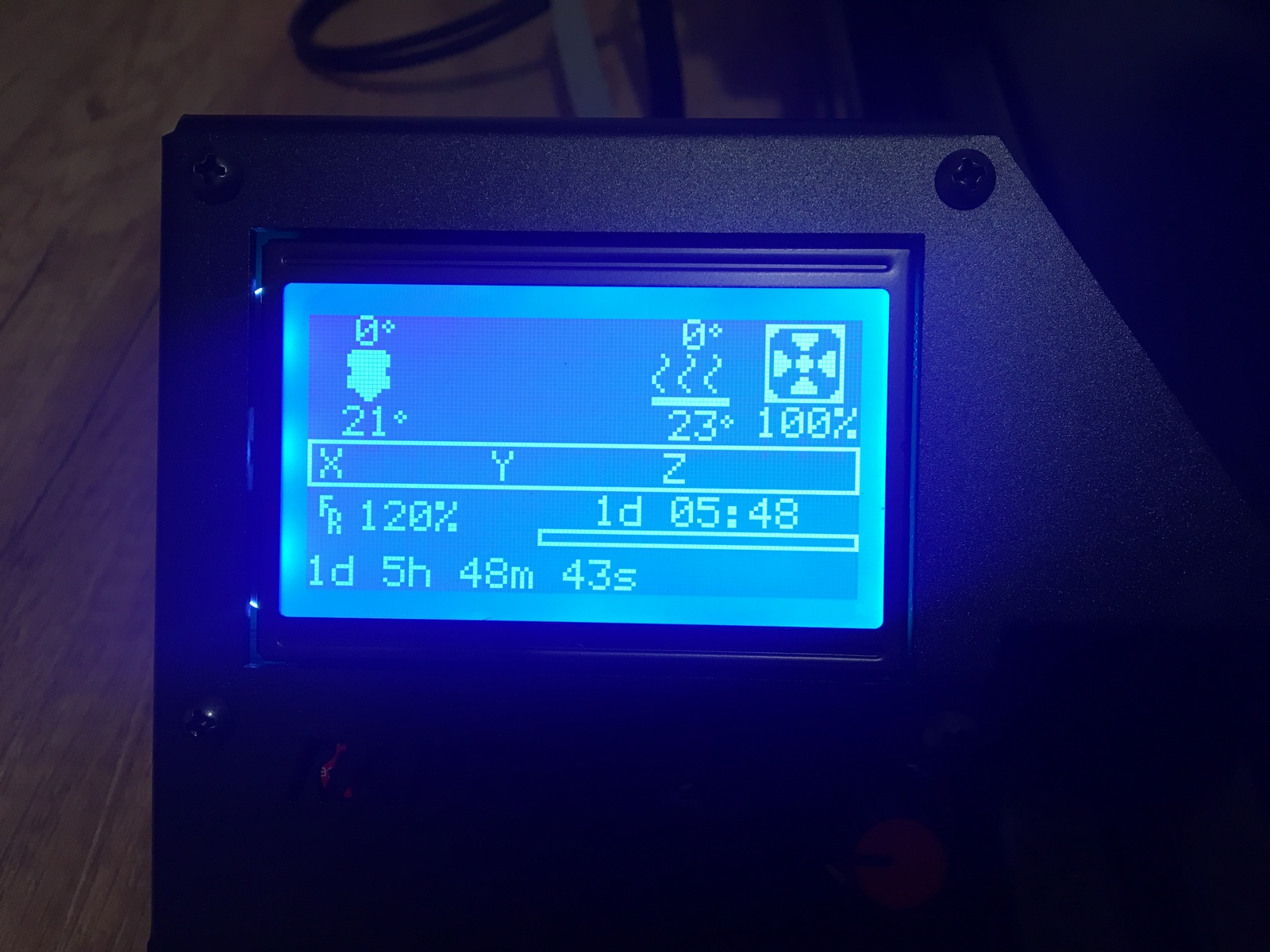
És hogy milyen minőségben nyomtat, mennyire megbízható? Kiderül a bejegyzésből. Előljáróban annyit, hogy egy idő után csak elindítottam a nyomtatást, és nem is vártam meg, amíg elkészül az első réteg, mert a szintezés mindig pontos volt a BLTouch szenzor segítségével.
Trex 3.0
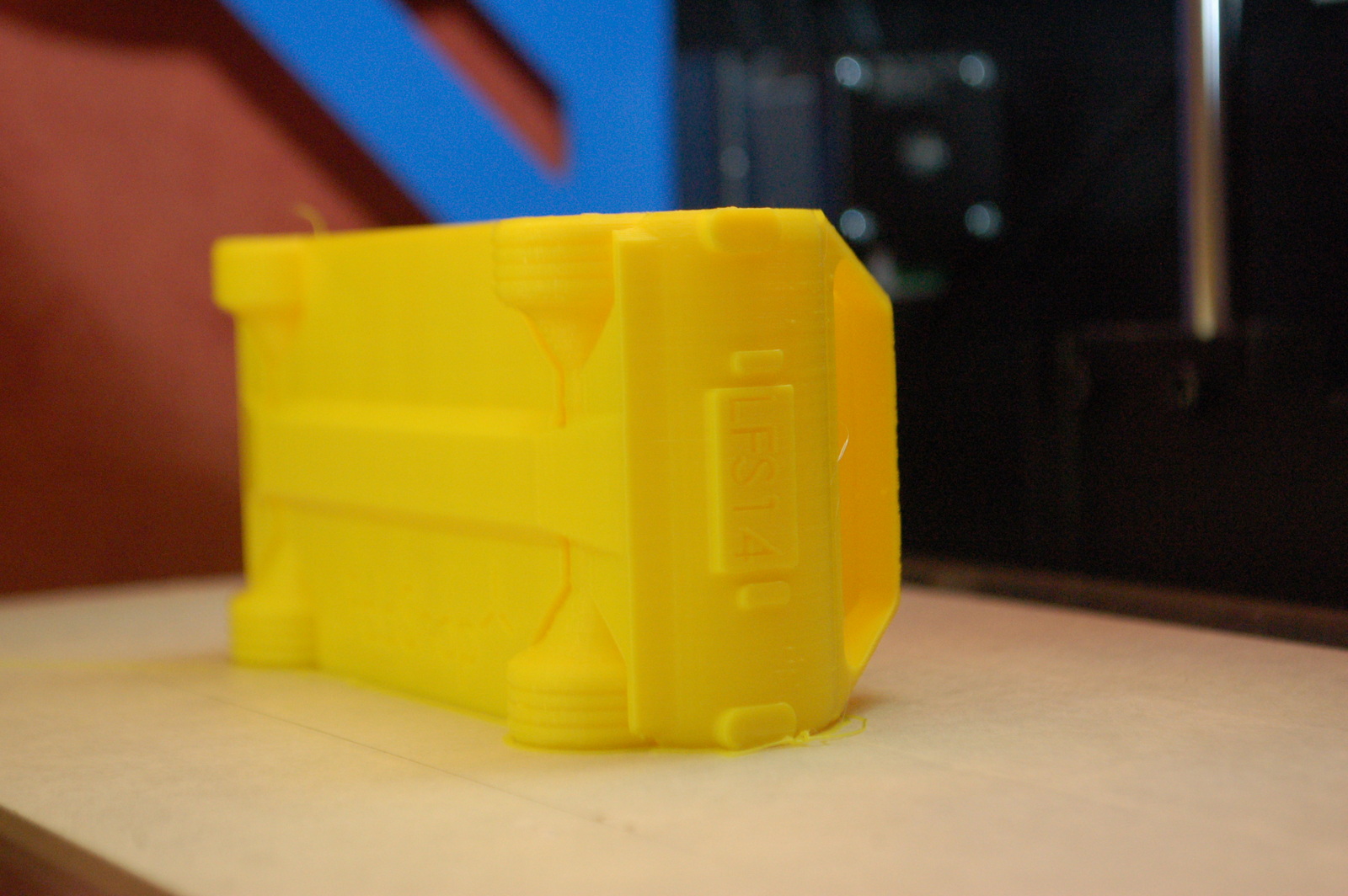
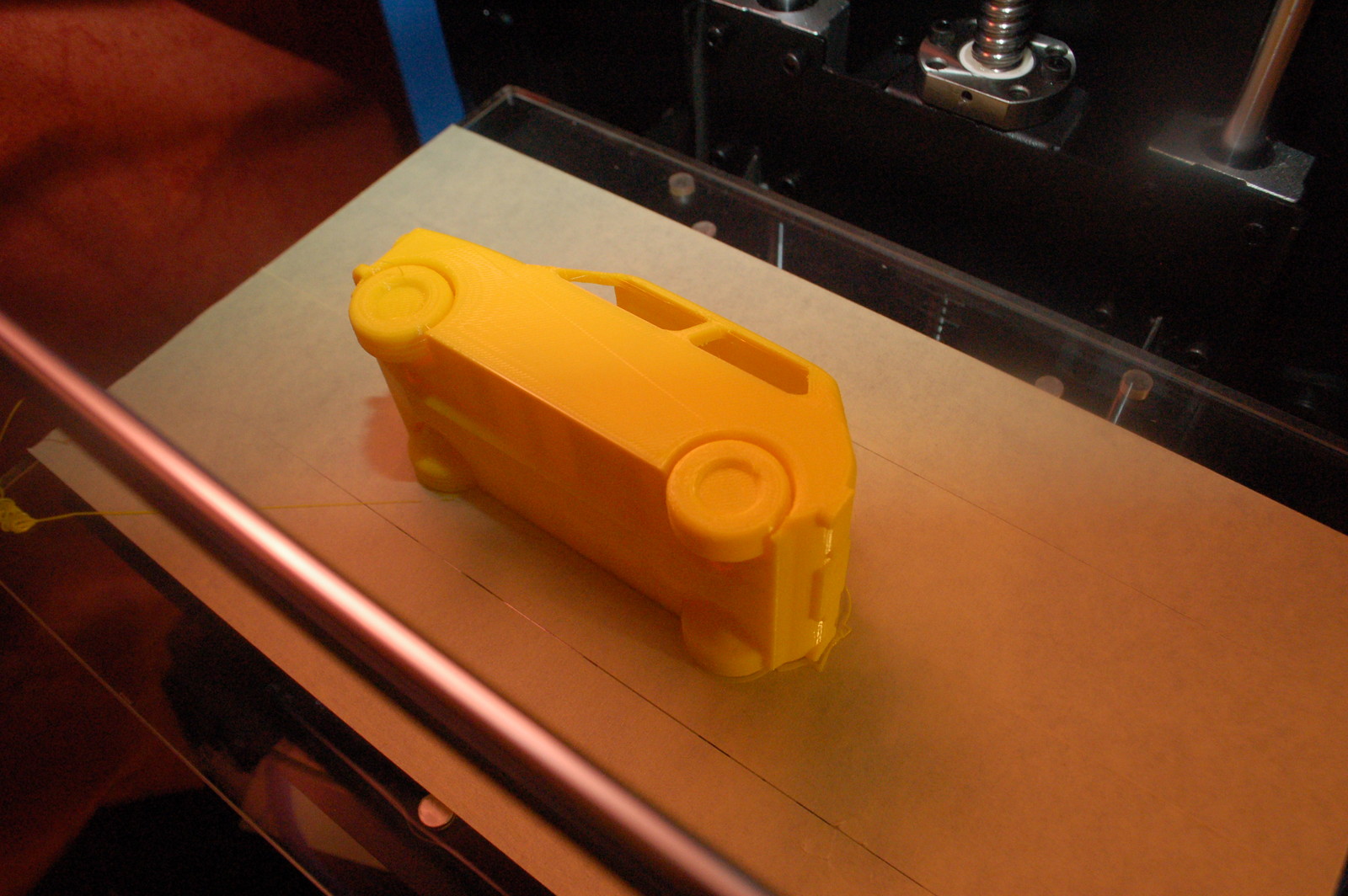
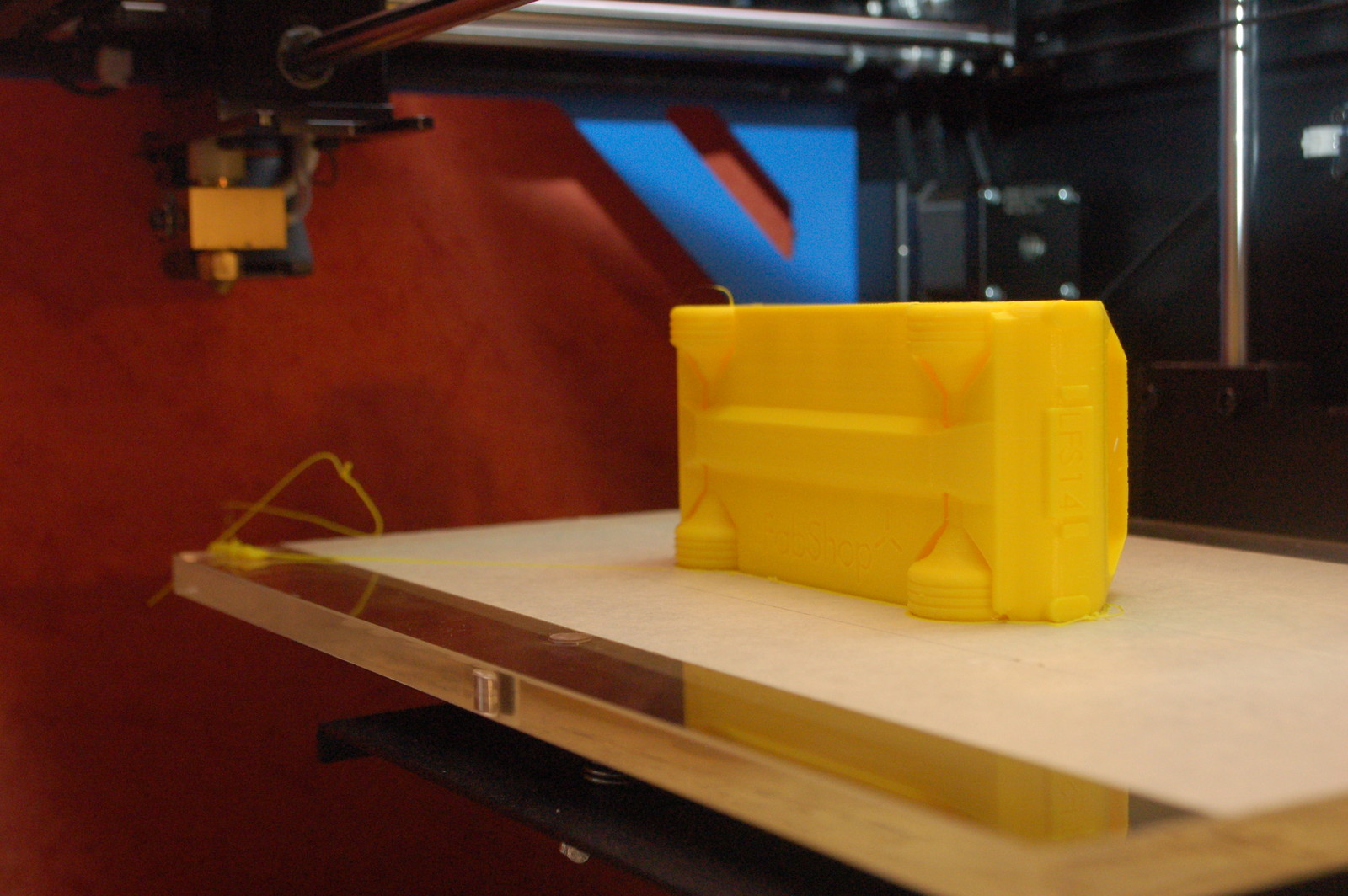
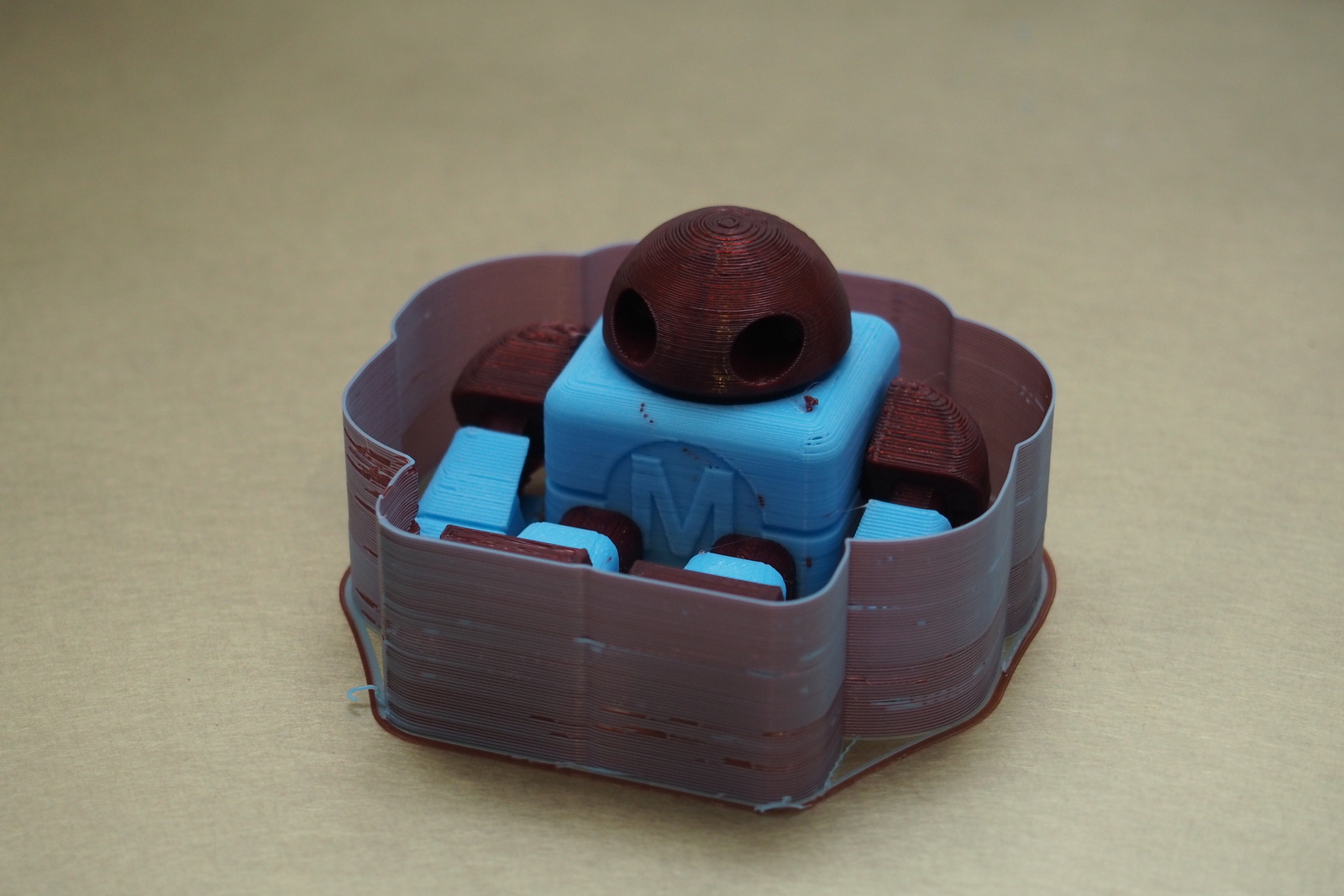
Először a Trex 3.0-át próbáltam ki, mert a vásárló kérte. Első körben a leírás szerint megcsináltam az automata szintezést (elég sokáig tart, 225 pont felett méri fel a szenzor a tárgyasztalt), majd elindítottam az első nyomtatást a mellékelt SD kártyáról, ami egy Benchy lett. Nagyon meg voltam elégedve a nyomtatási minőséggel, nagyon szép a rétegek egymásra rakódásának egyenletessége, egy-két hibát láttam, ami biztosan kiküszöbölhető a szeletelő profil beállításával (és ez sikerült is később). Utána pedig indítottam pár két extrúderes nyomtatást is (előtte kalibrálni kellett a két extrúder offsetet / távolságát), ami szintén jól sikerült (még csak most ismerkedtem a Cura és a Simplify3D dupla extrúderes nyomtatókhoz használható különböző beállításain.
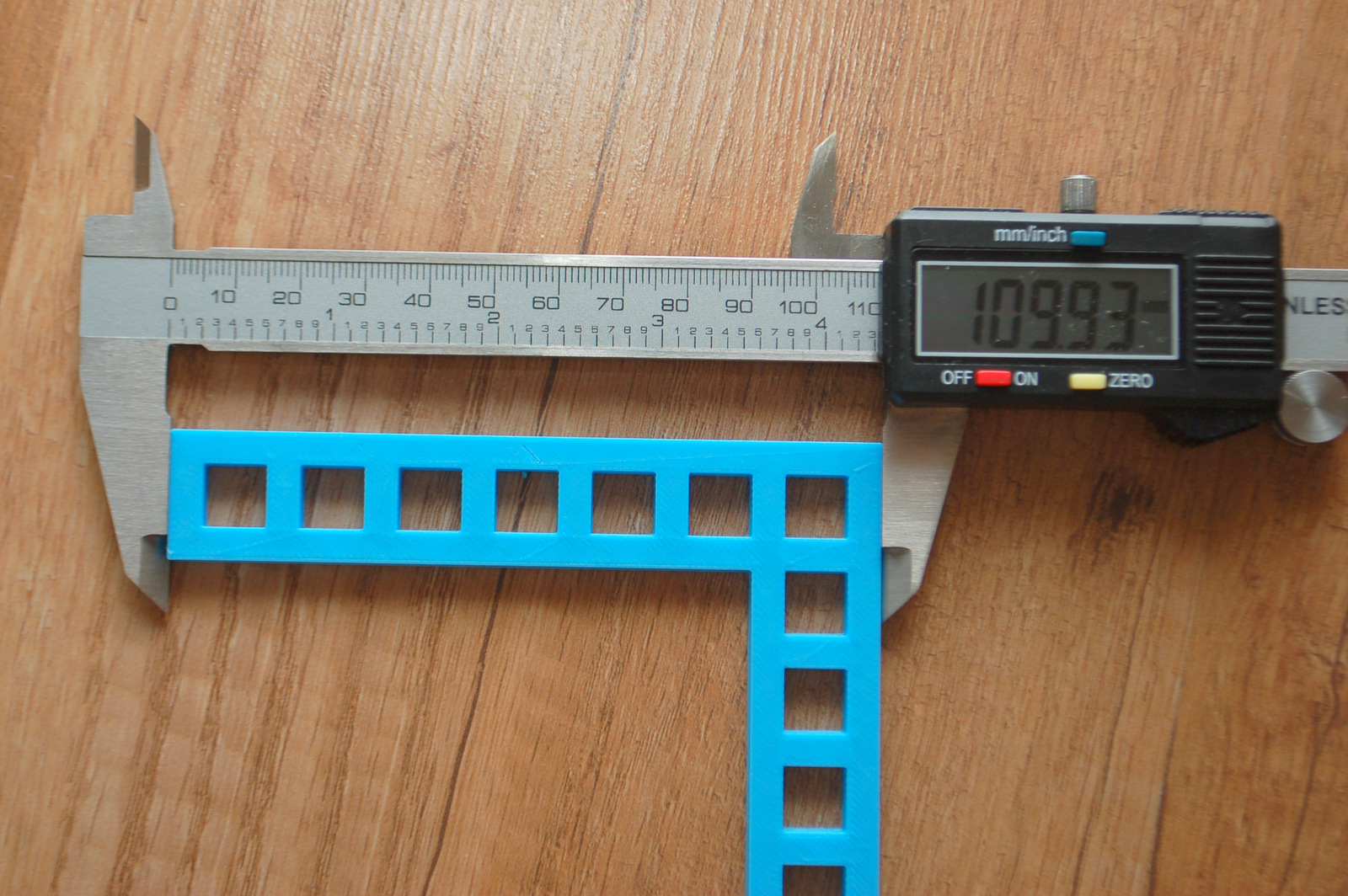
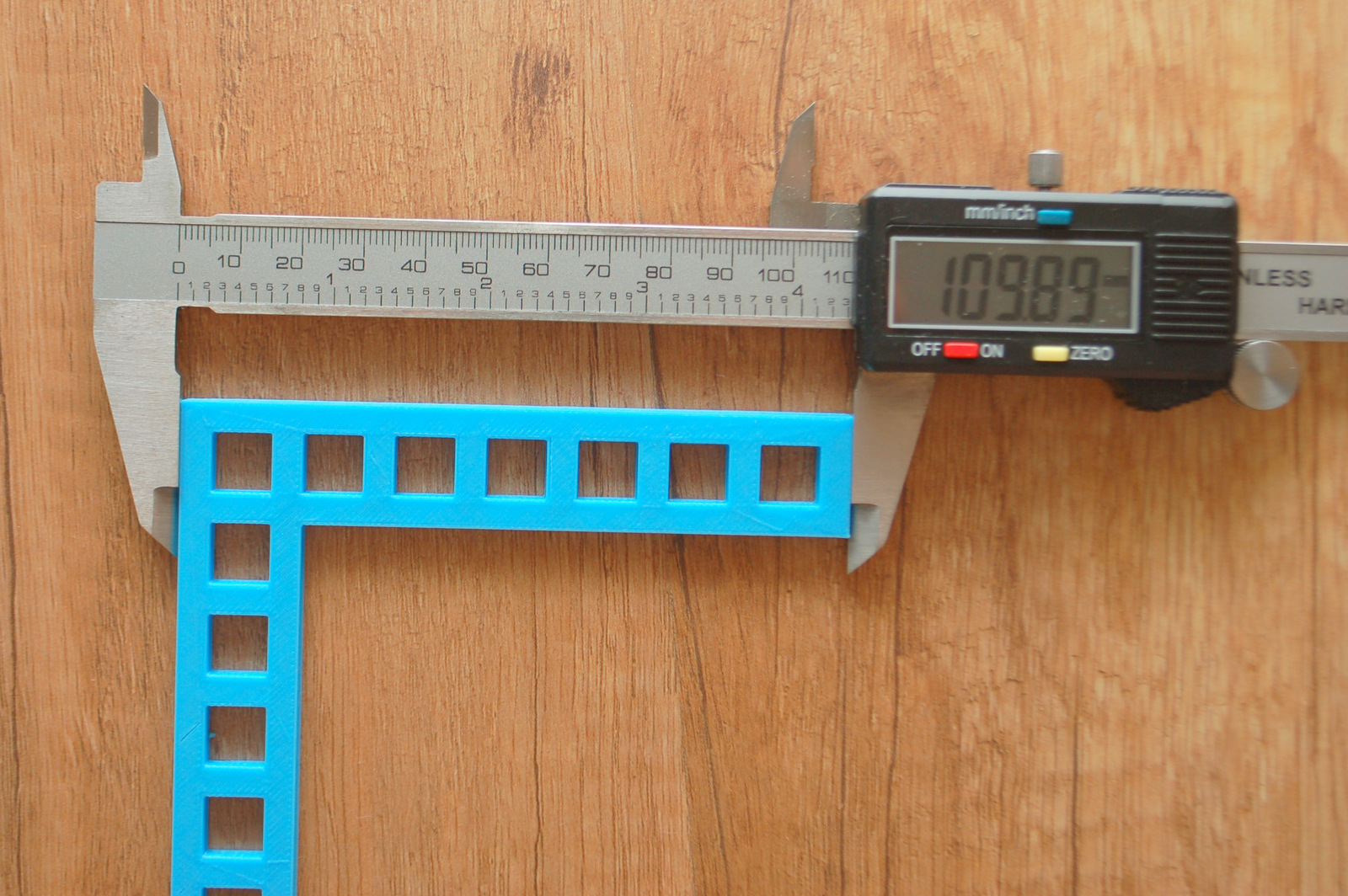
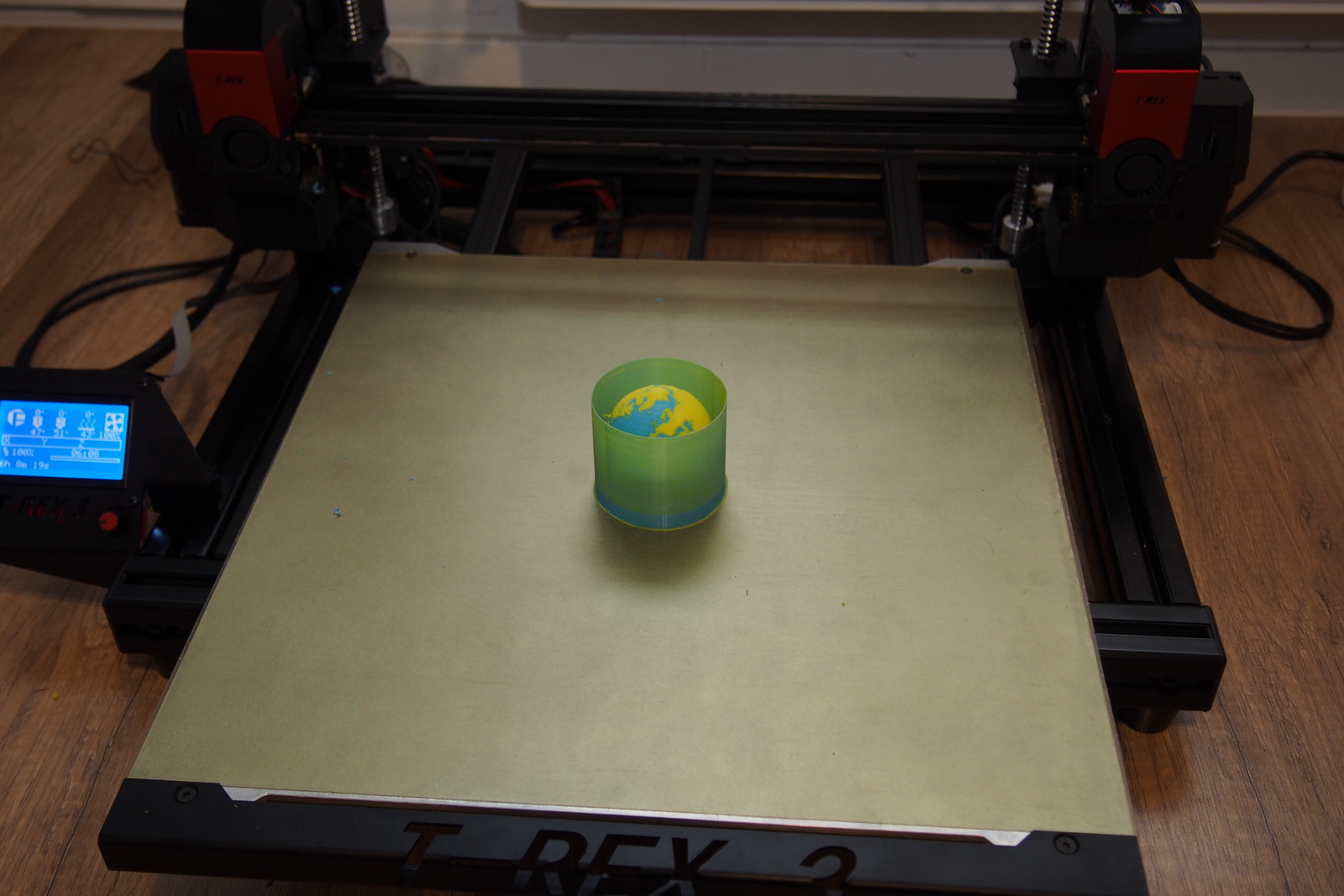
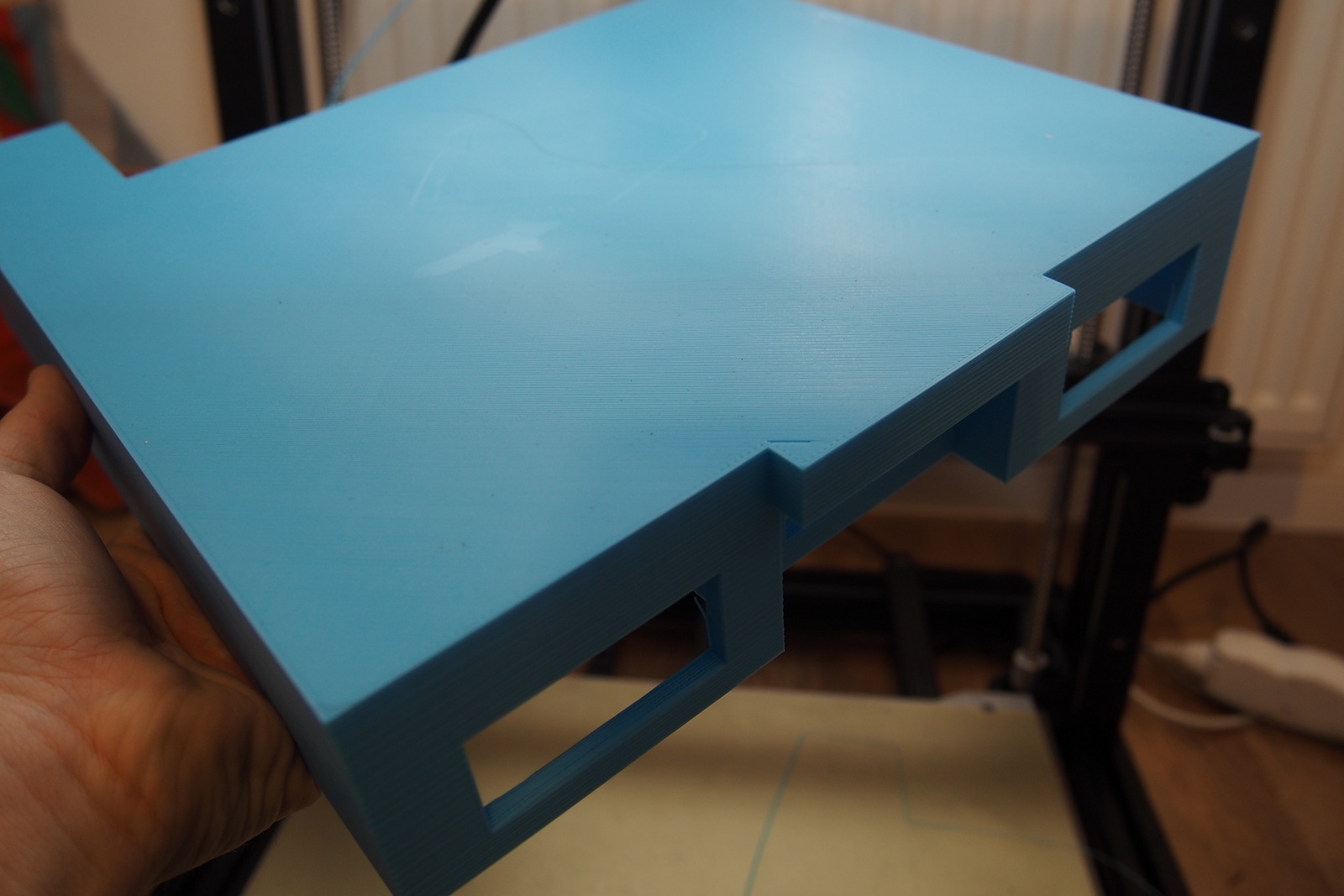
Néhány kép az elkészült tárgyakról és a nyomtatóról:
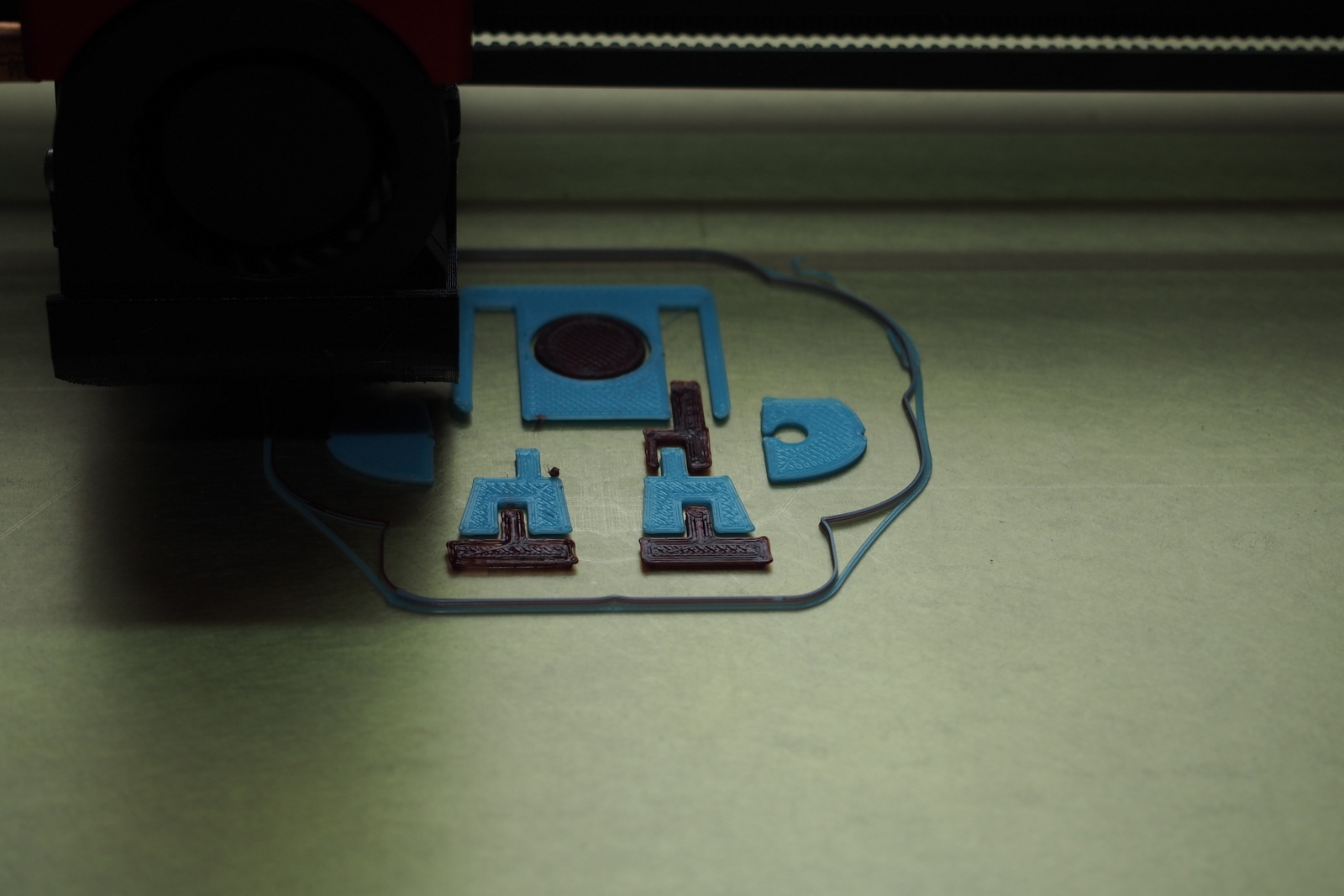



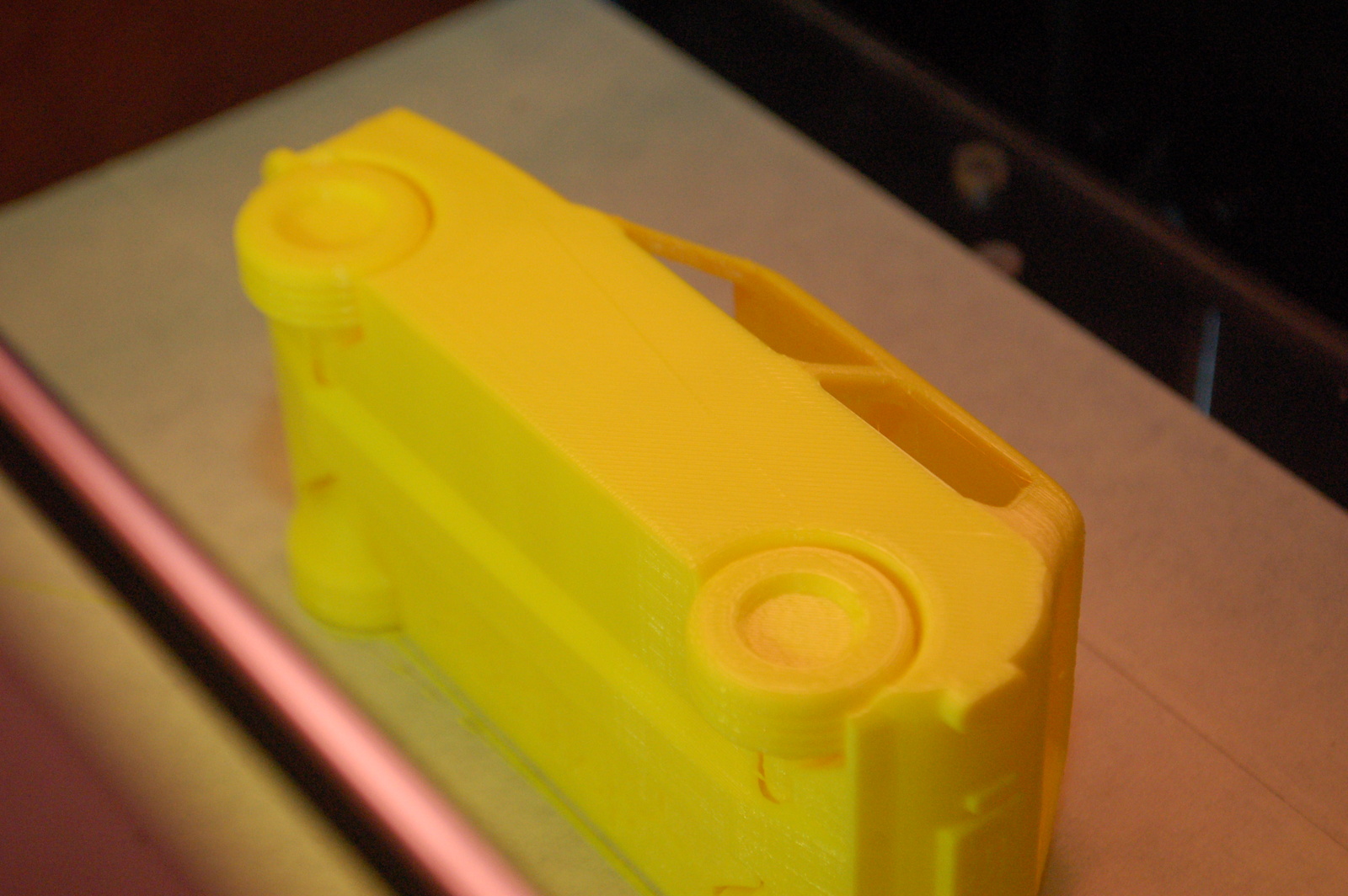
Dupla extrúderes nyomtatás:
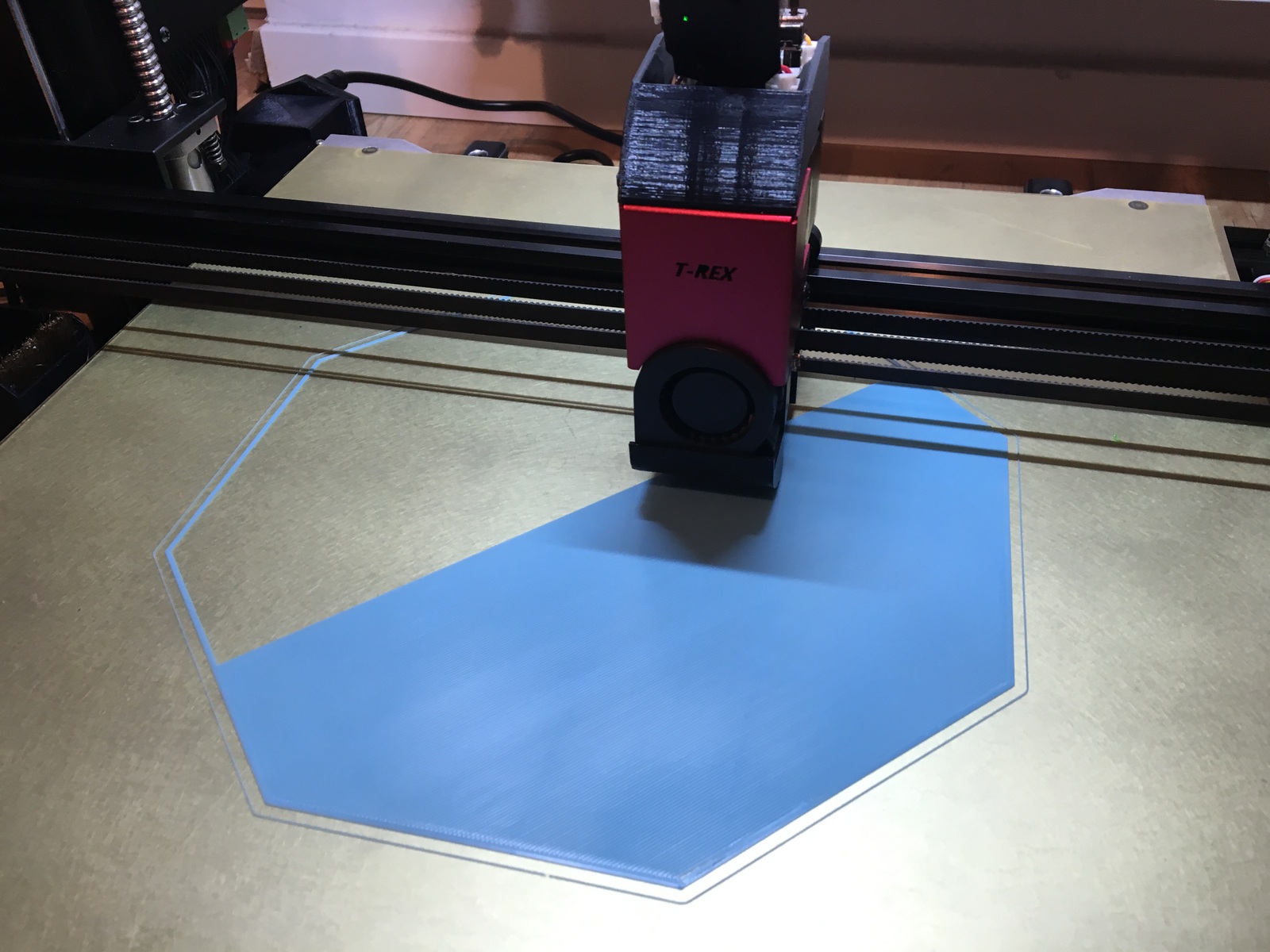
Raptor 2.0
Aztán jött a Raptor 2.0 tesztelés, ami a Trex 3.0-ás egyfejes változata. Érdekes, hogy kicsit más firmware fut rajta, nem Marlin UBL van alapból (bár létezik alternatív firmware erre), hanem "sima" biliniear automata szintezés (36 pontos, szóval ez sem rossz, sőt), a tapasztalatom szerint ez is jól működik. Persze itt és a Trex esetén is érdemes az automata szintezés előtt a tárgyasztalt is a lehető legegyenesebbre (párhuzamosra a sínnel), illetve a 2 Z tengely magasságát is ellenőrizni (bár ezzel nem volt bajom, valahogy itt szépen egyszerre mozog a kettő, még akkor is, ha kicsit le kell nyomni a fejet valamiért).
A nyomtatási minőségre itt sincs panasz illetve nagyon halk a nyomtató itt is, köszönhetően a TMC2208 léptető motor vezérlőnek (ez van a Prusa MK3-on is).
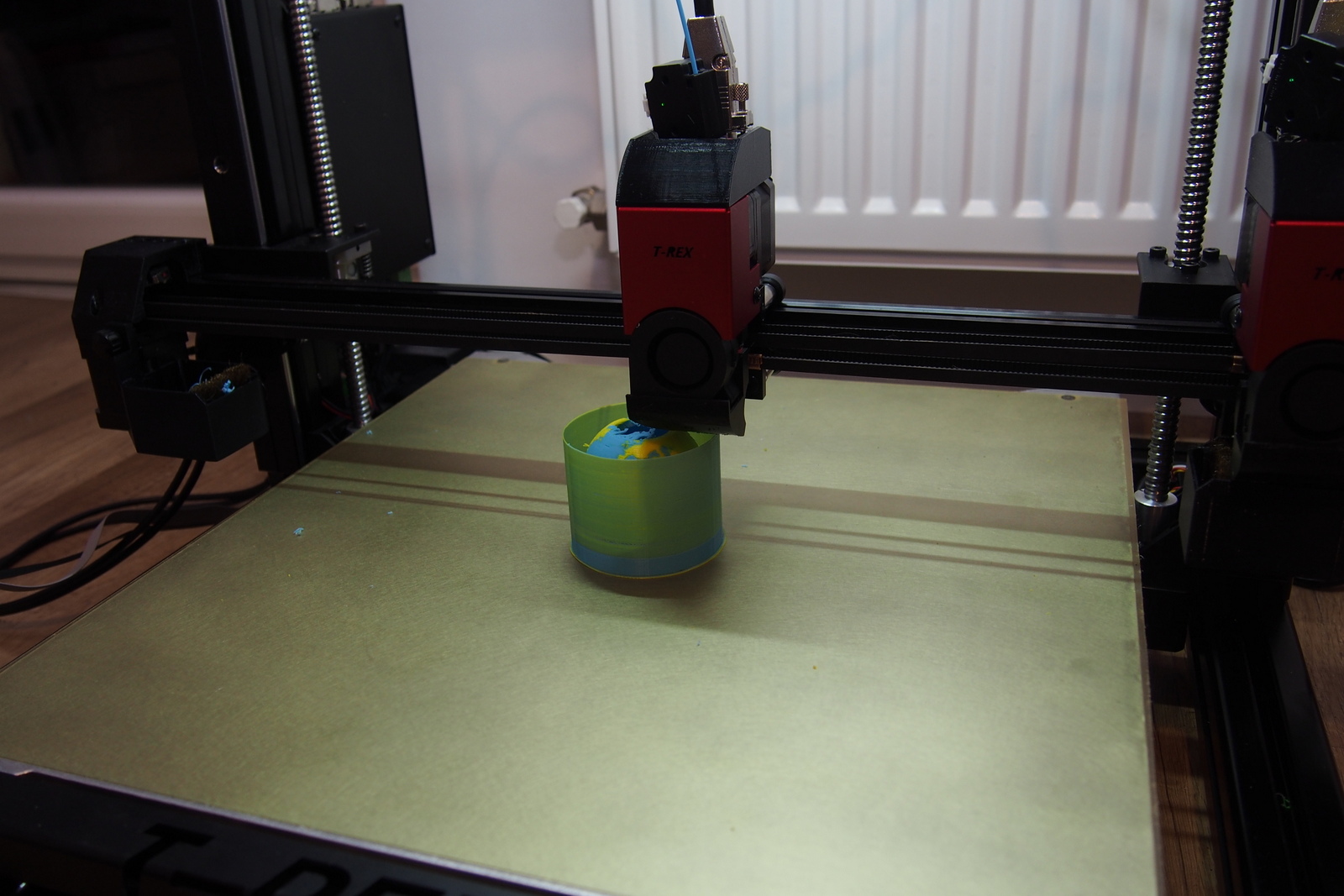
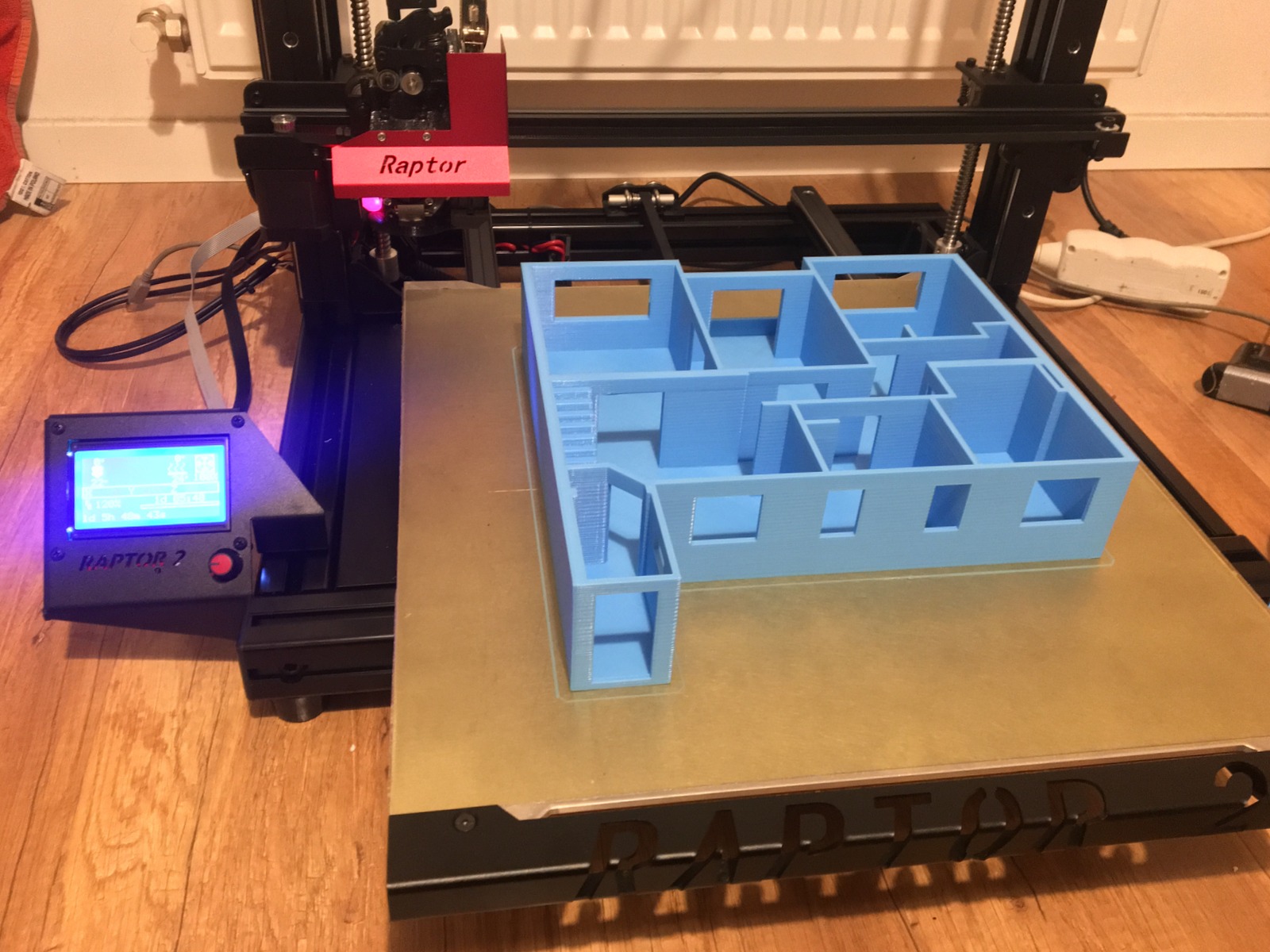
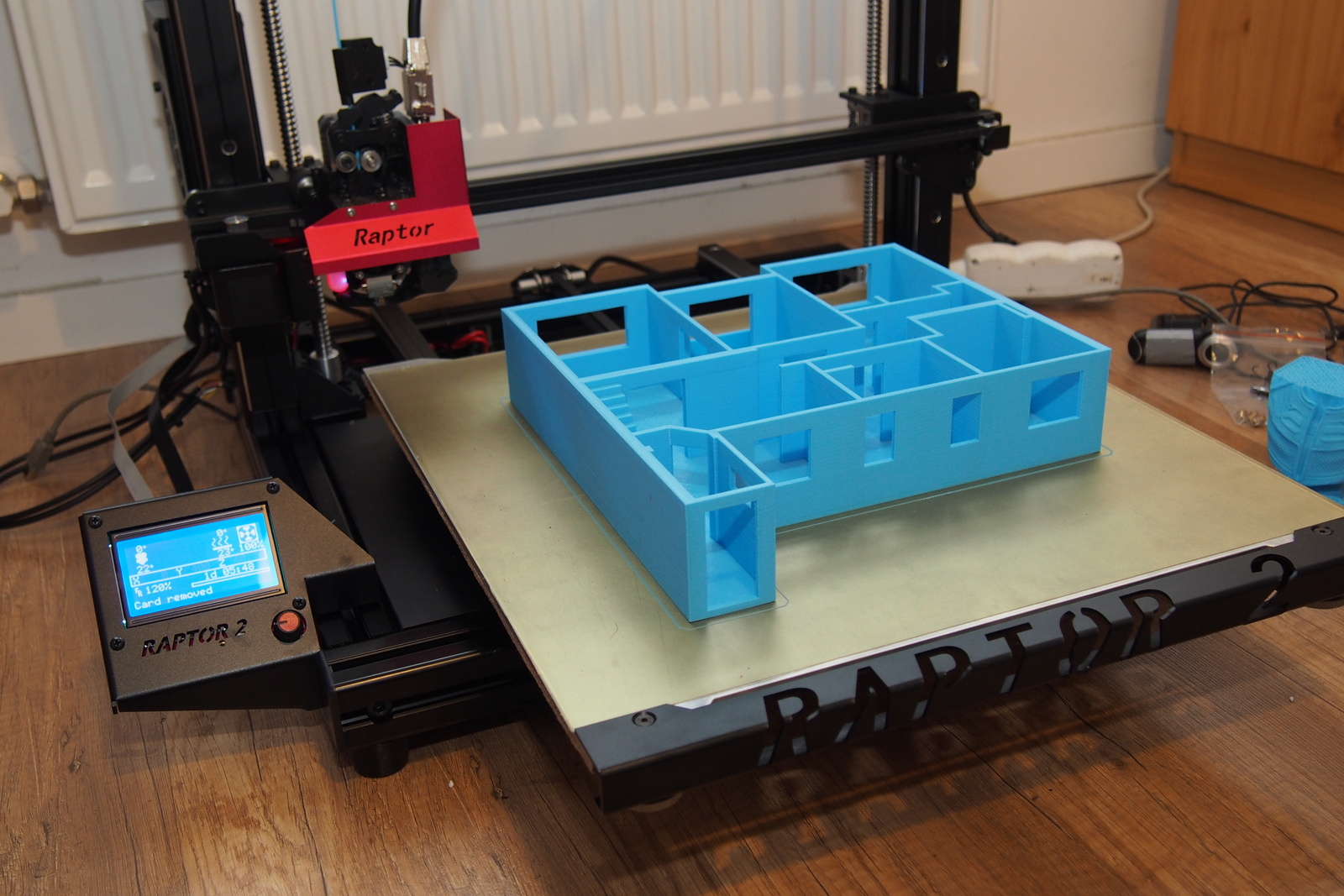
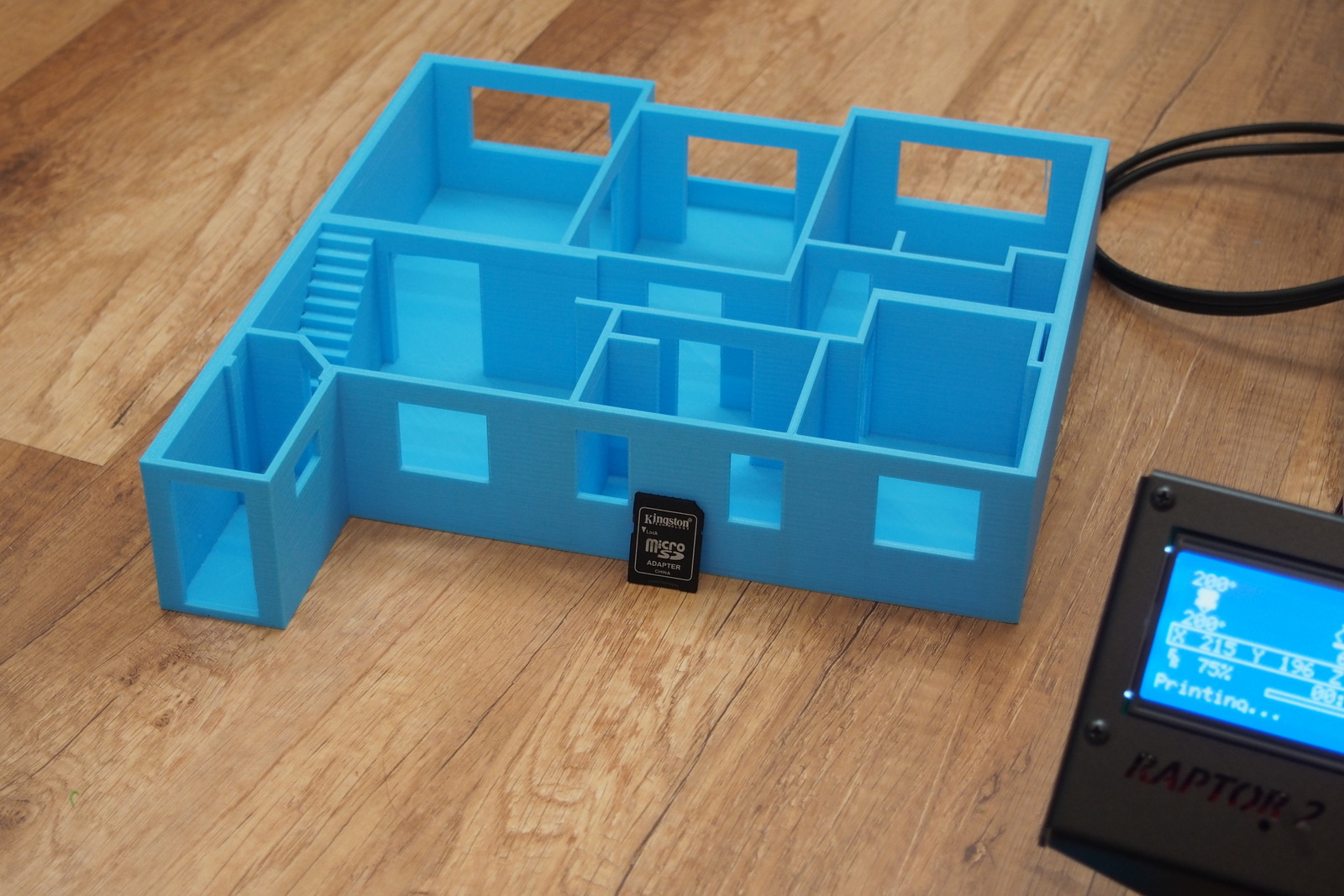
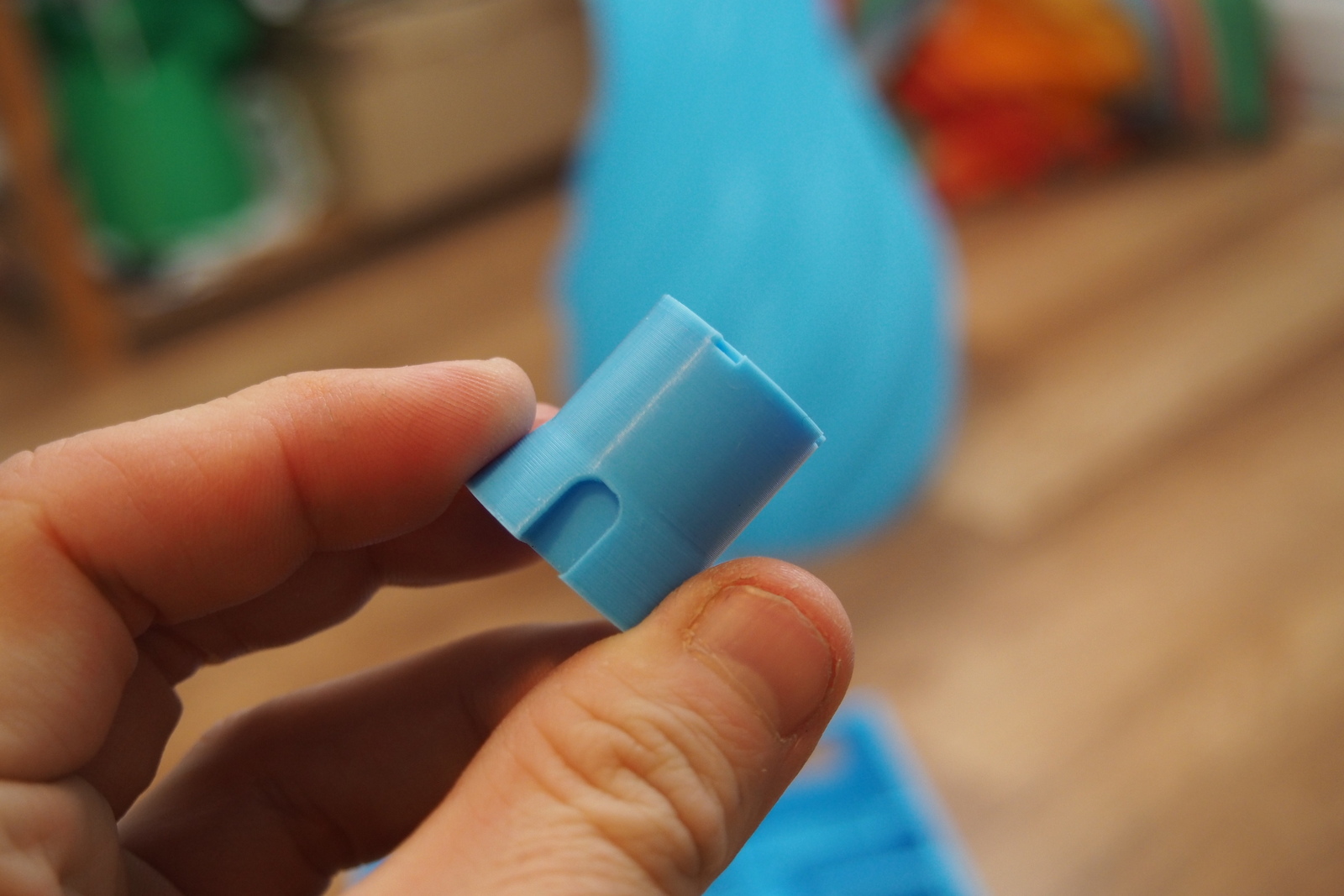
Néhány kép az elkészült tárgyakról:



A következő videón hallható, hogy mennyire halk a nyomtató (a leghangosabb venti a tárgyhűtő, ha ezt leállítom, akkor már csak a tápventi hallatszik, a nyomtató mozgása szinte egyáltalán nem). Itt a képen hiányzik az extrúder blokk fedő fémlap, mert a képen éppen a 0.2-es fúvókával tesztelem a nyomtatót, egy MÁV Hargita középkocsi készül éppen, ami 280mm hosszú és hát így elég nehezen fért volna a D6-os nyomtatási terébe. :)
Végezetül arról, hogy mennyire jól összerakott gép a Raptor 2.0 például. A következő képen látható dobozban érkezett, és kutya baja, nyomtat, mint a kisangyal:

A nyomtatók árai elsőre talán soknak tűnhetnek, de összehasonlításképpen pár hasonló paraméterekkel bíró (mechanika, extrúder) nyomtató és az ára:
- Egyfejes nyomtató: Craftbox XL (ez csak 30x20x44 cm-t tud, tehát a nyomtatási térfogat a Raptor esetén több, mint 2.5x nagyobb!): bruttó 650.000 Ft. (vs. 379.000 Ft.)
- Független extrúderes nyomtató: Craftbot 3 (37.4x25x25 cm): bruttó 760.000 Ft. (vs. 699.000 Ft.), és ez is kisebb területen tud nyomtatni jóval, mint a Trex 3.0
Az év végi szállítási örület miatt a nyomtatók januártól érhetőek el előre láthatólag. Előrdendeléseket felveszünk.