Duplo tricikli megrendelésre
Liza lányom legújabb kívánsága egy Duplo bicikli. Keresgéltem a neten, hogy van-e ilyen, és ezt találtam:

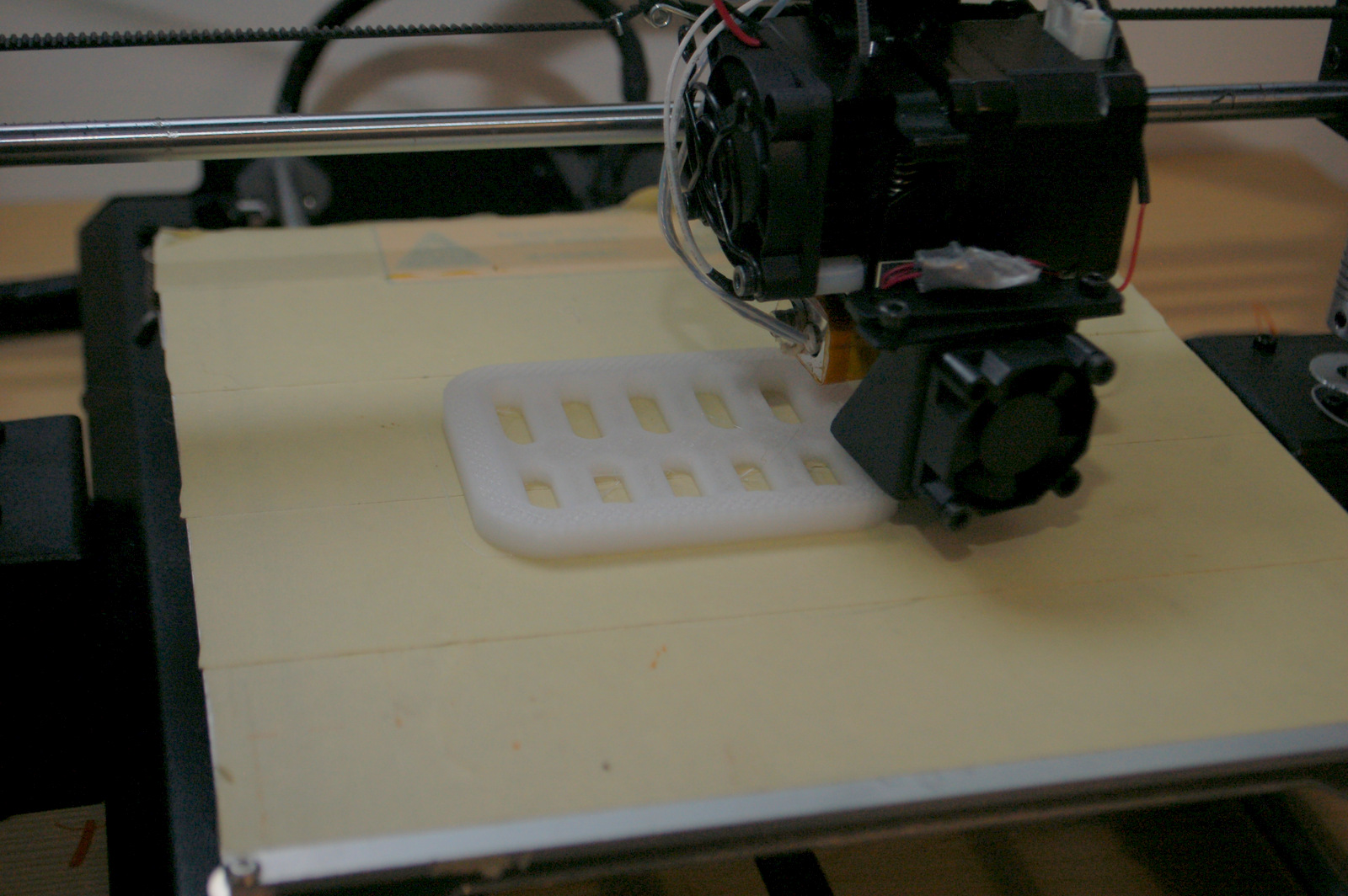
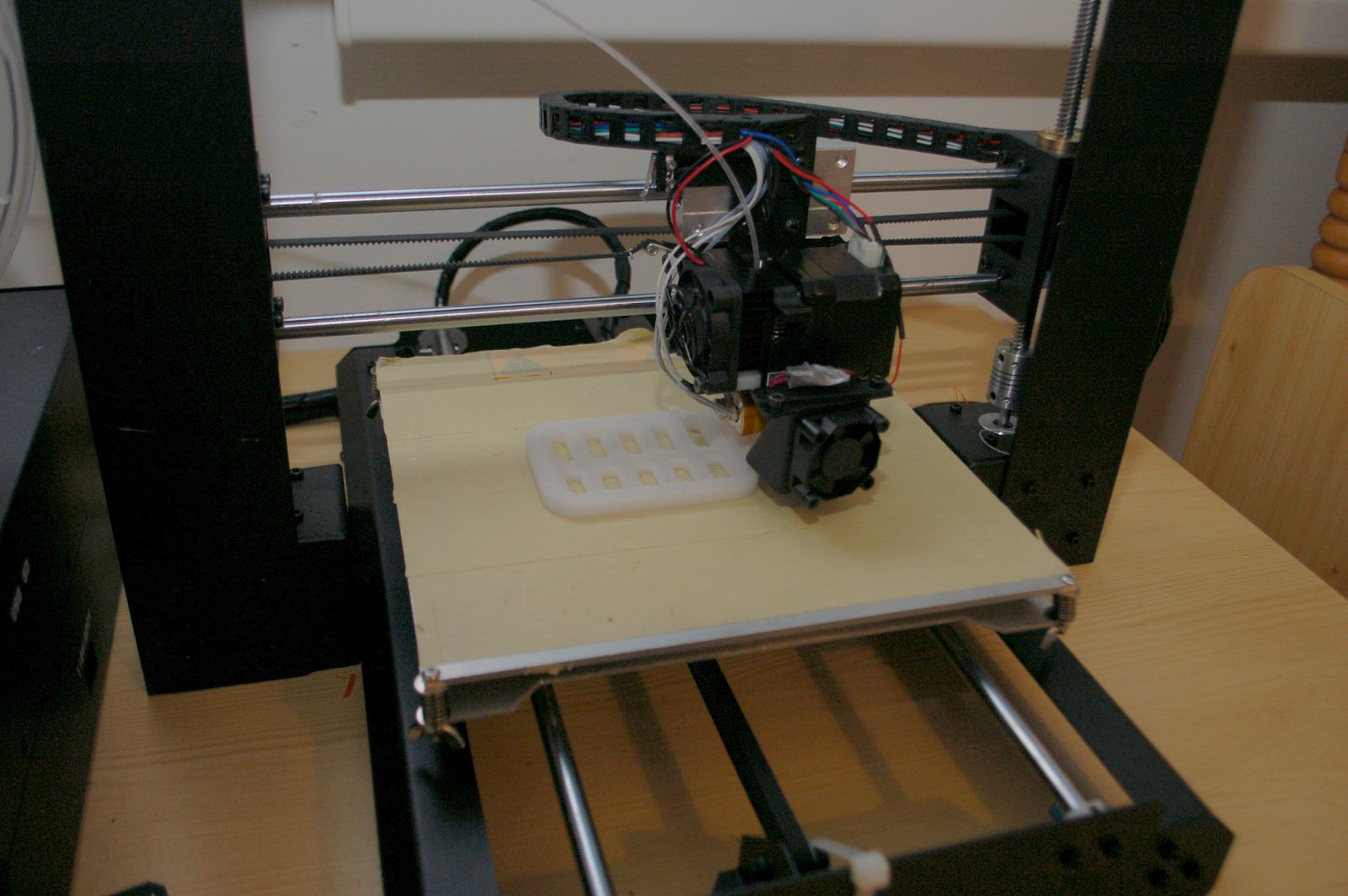
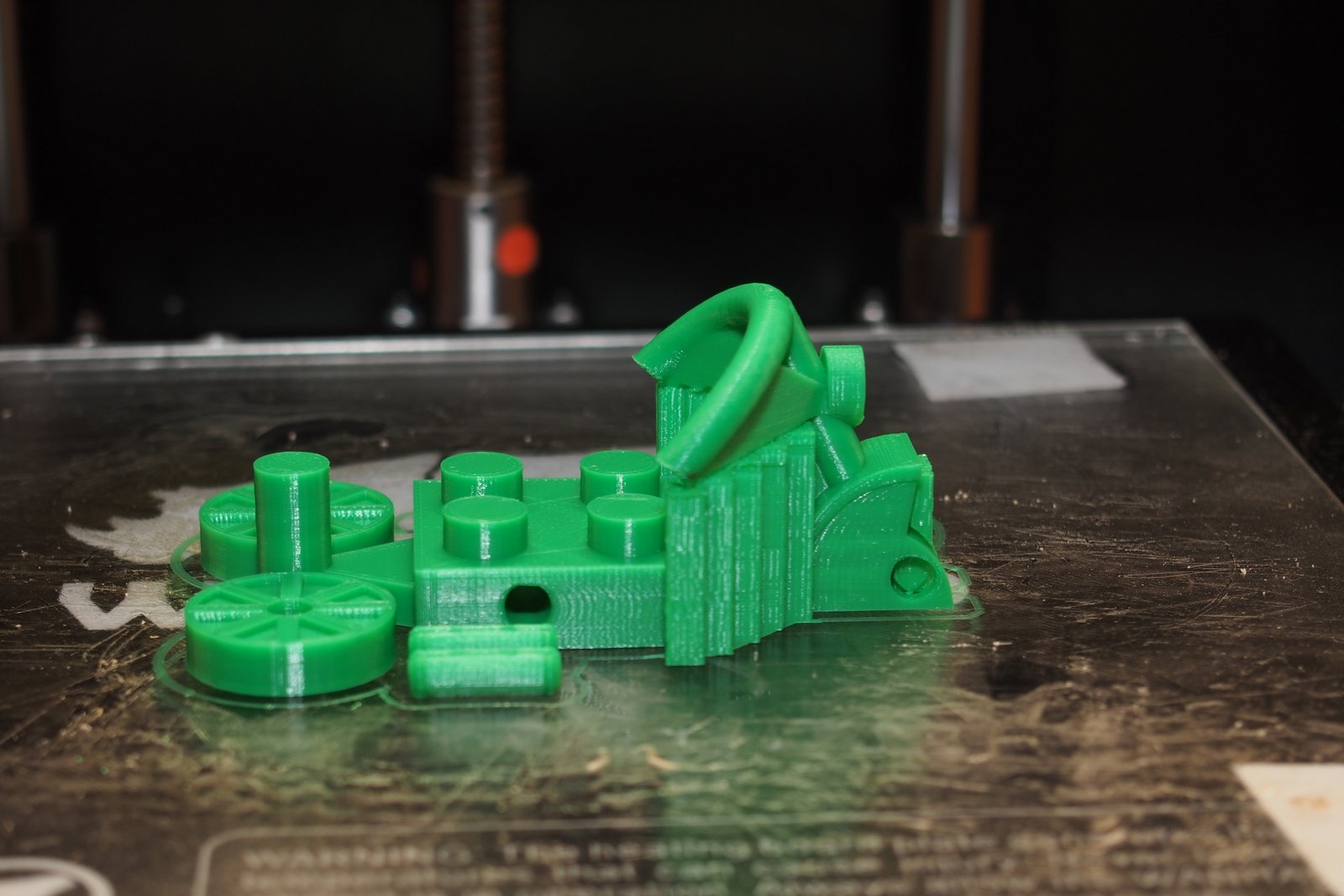
Nem bicikli, hanem tricikli, de megteszi. Körbenéztem, hátha már kimodellezett vki valami hasonlót, de még nem. Úgyhogy nekiálltam Tinkercad-ben és 2 este alatt elkészült a mű:
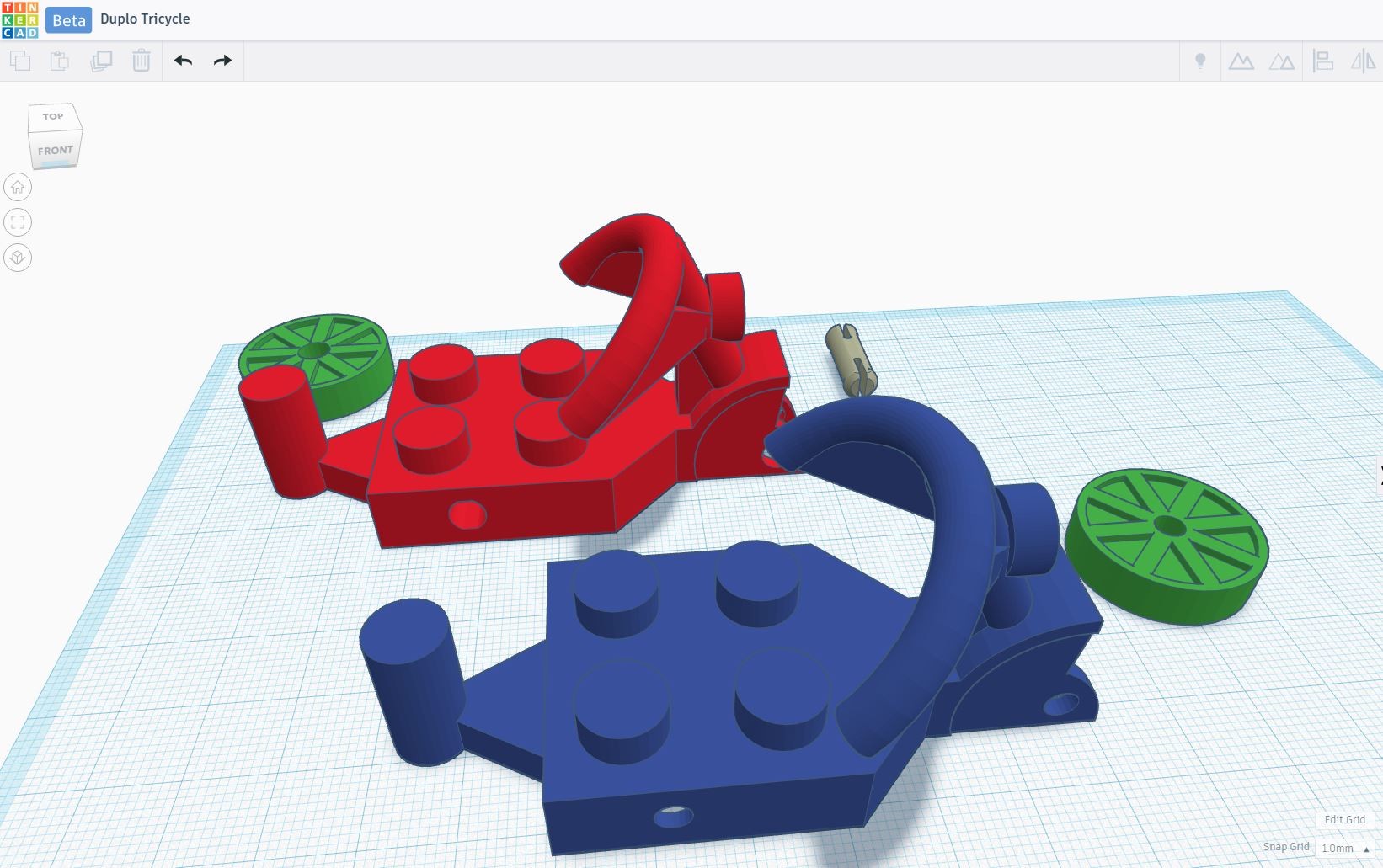
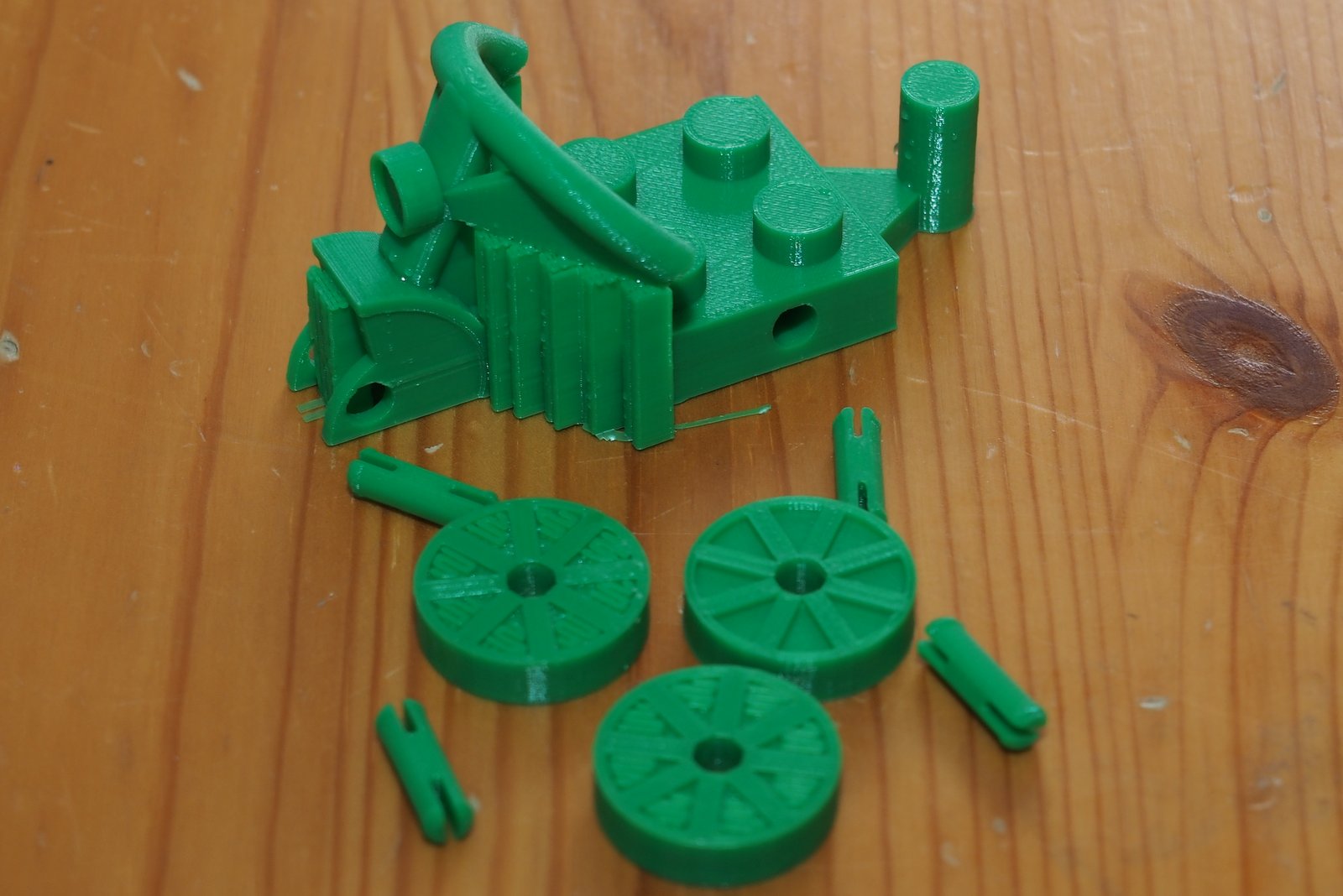
Szerintem elég jó lett. Amit még változtattam az első verzió után, hogy a kormány rúdját megerősítettem, mert az elsőnél viszonylag könnyen tőből eltört. Illetve a második verzió még úgy készült, hogy csavarok illetve menetes szár tartja a kerekeket. Ez kicsit strapabíróbb, de nehéz lehet hirtelen előkapni a megfelelő alkatrészeket. Úgyhogy terveztem egy összeillesztéses verziót is. Itt ezzel az a gond viszont, hogy kicsit nehezebb gördülnek a kerekek. De azért nem rossz. Még lehet, hogy finomítok a terveken, pl. hogy a kormányba tudjon kapaszkodni a Duplo figura.







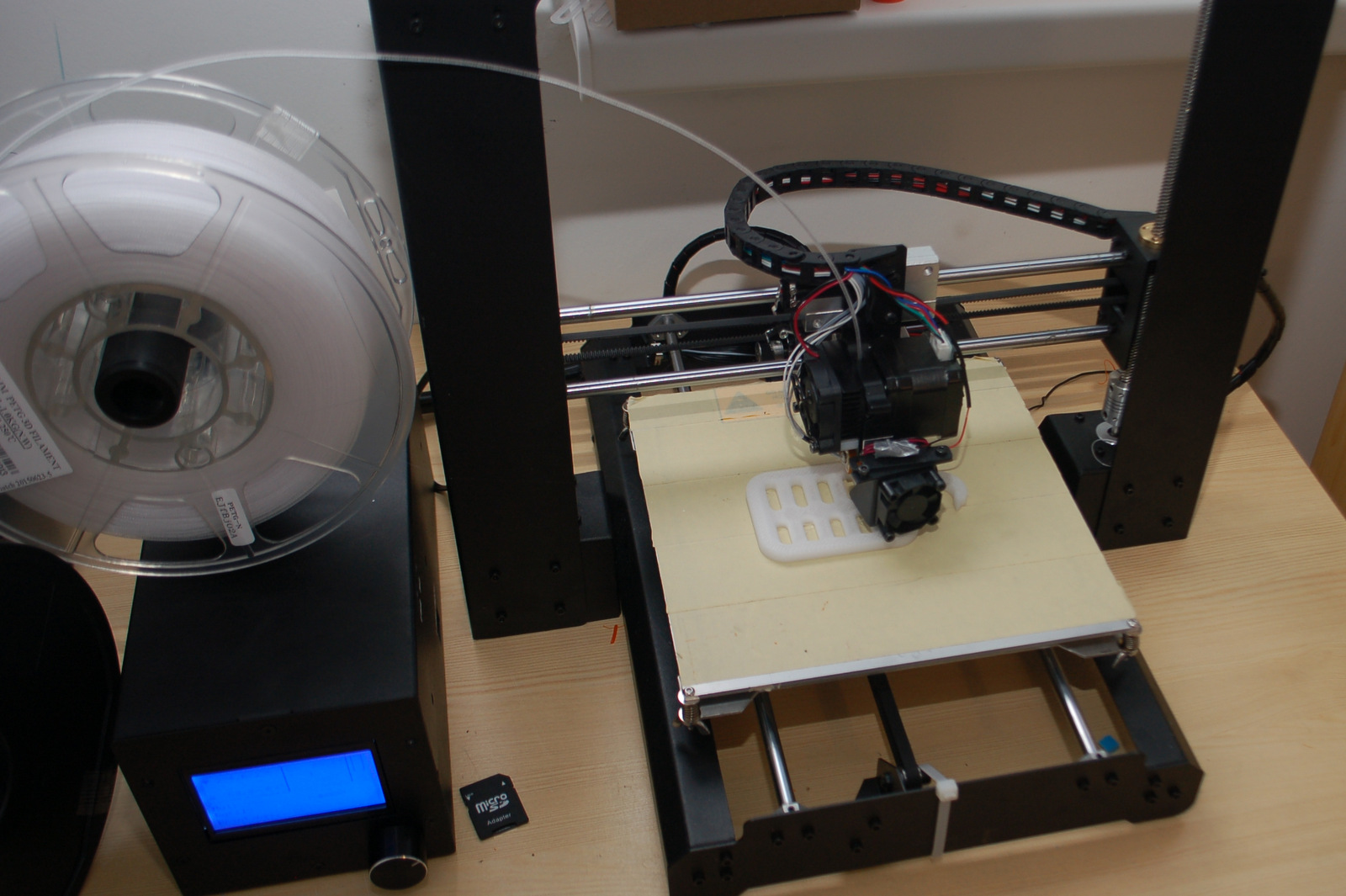
A tinkercad projekt itt érhető el: https://tinkercad.com/things/4ezfrlYIE5G. Wanhao Duplicator 6-tal nyomtatva.