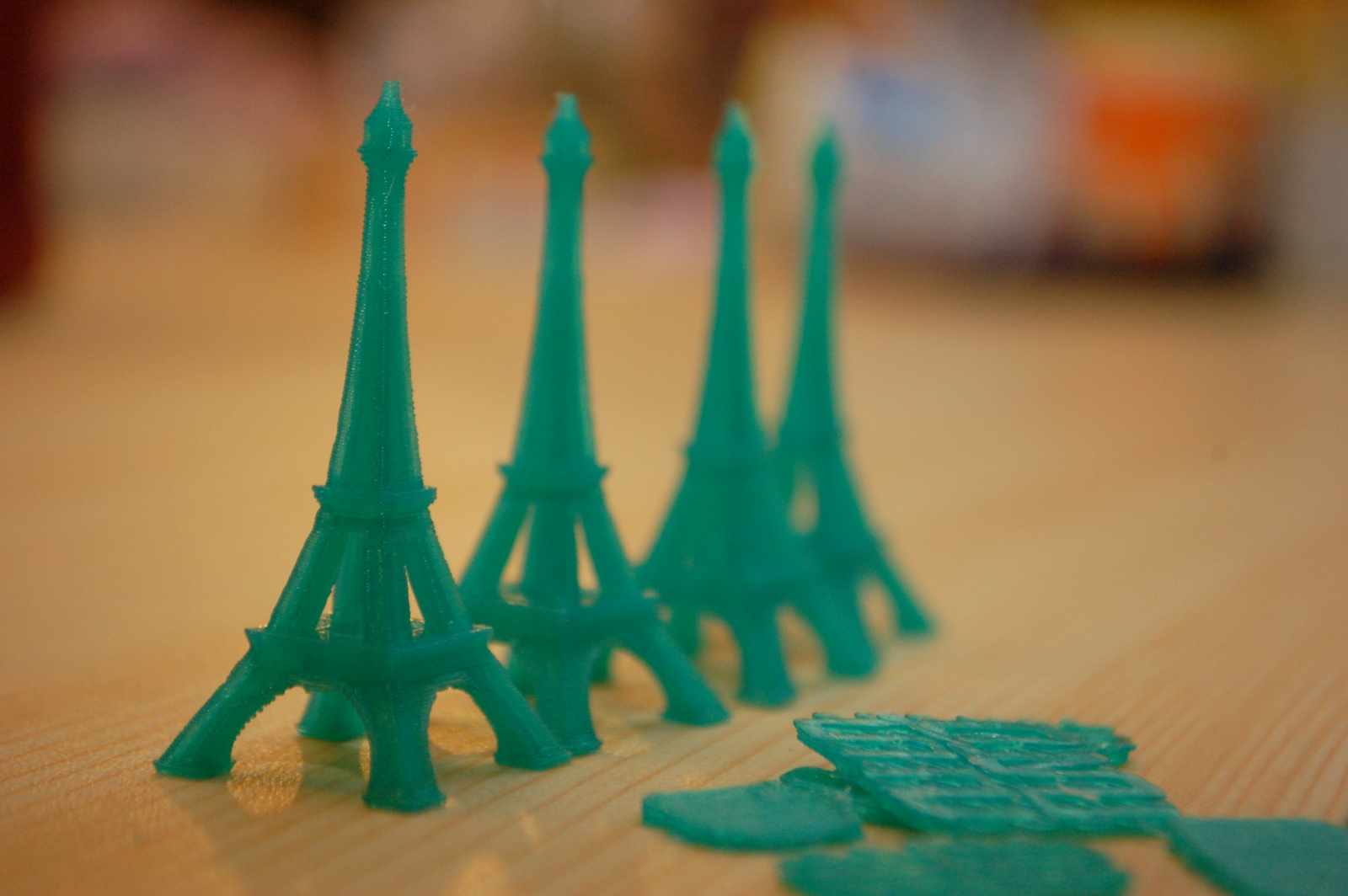
Kis madár
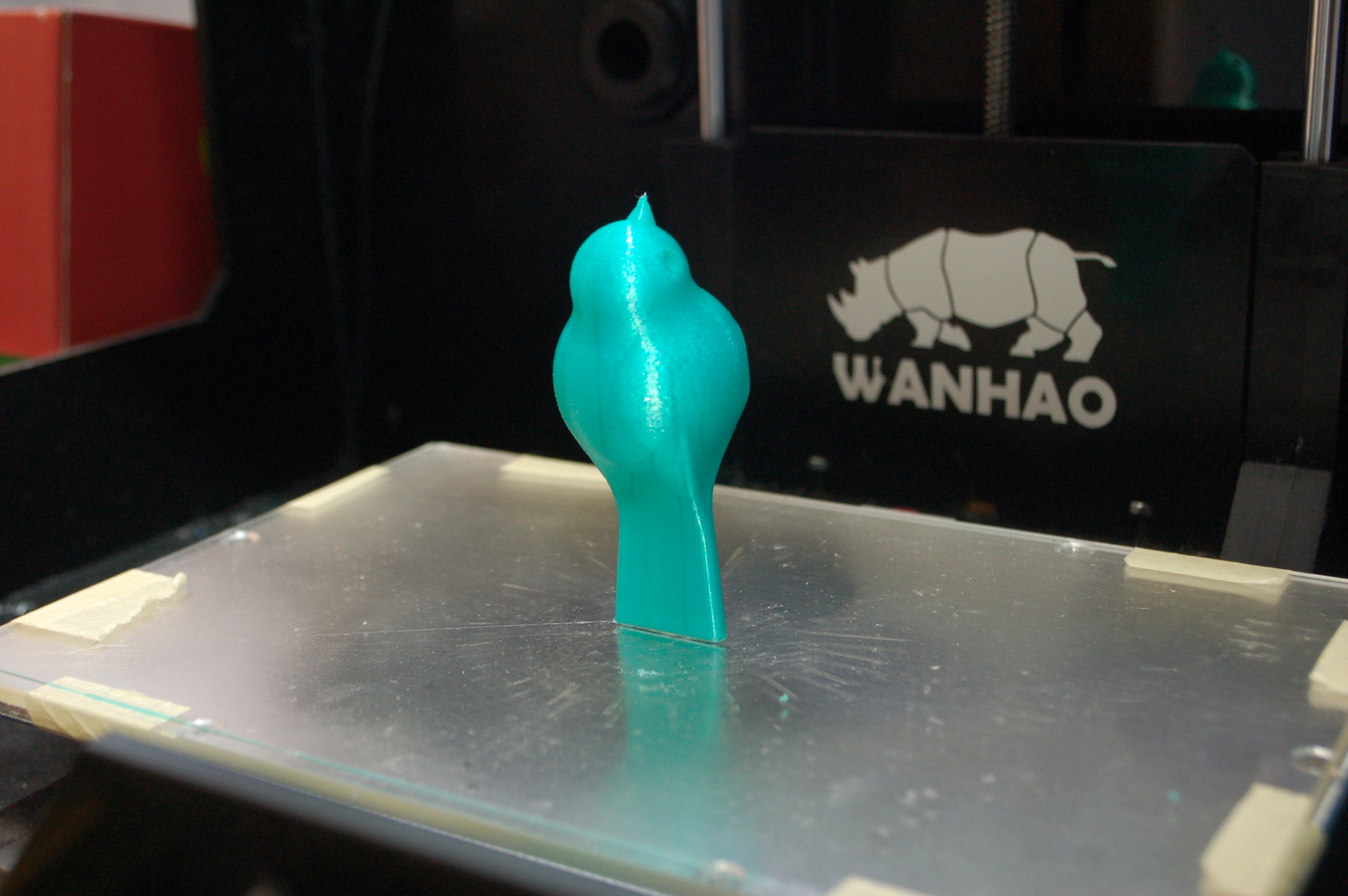
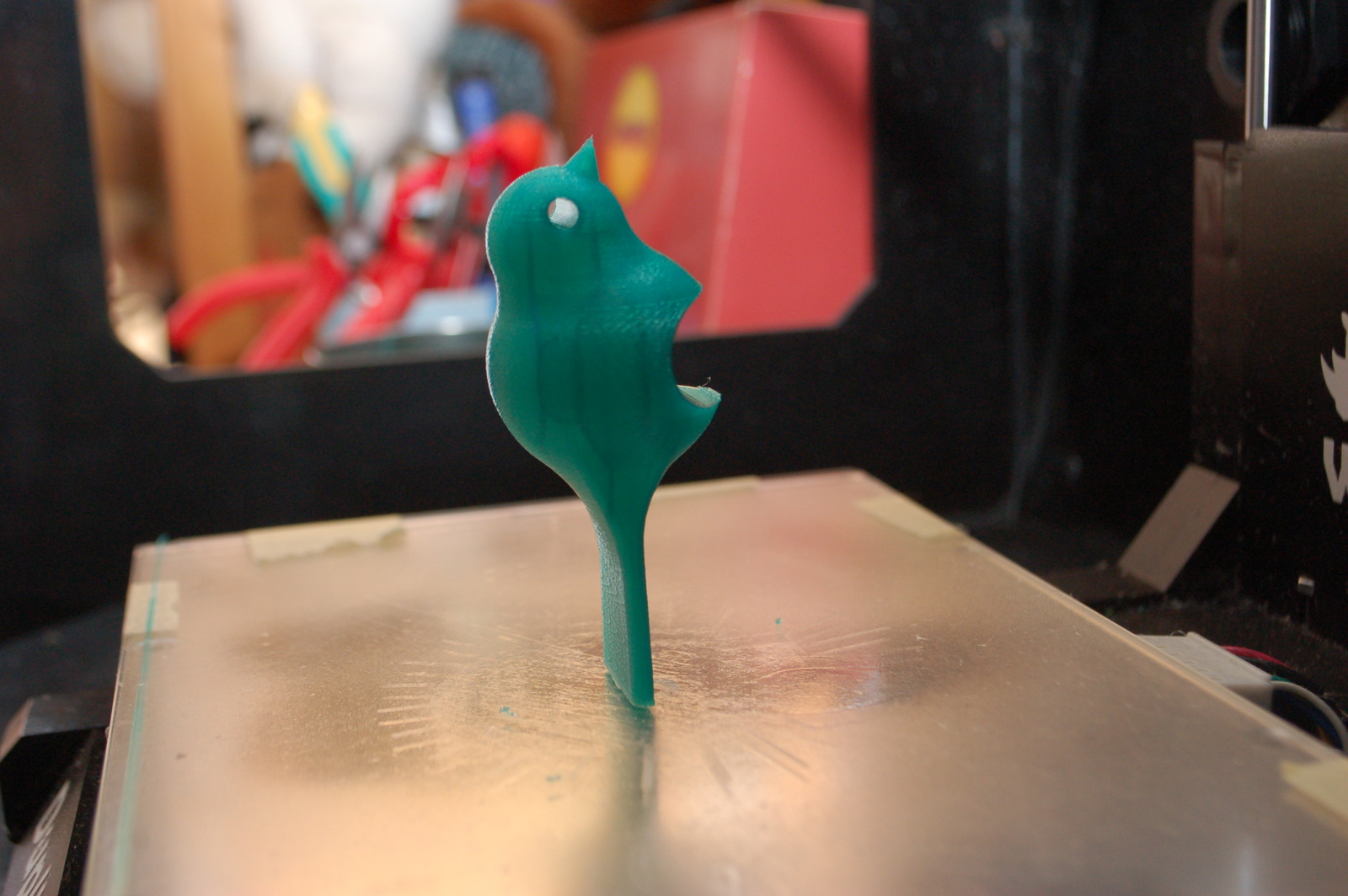


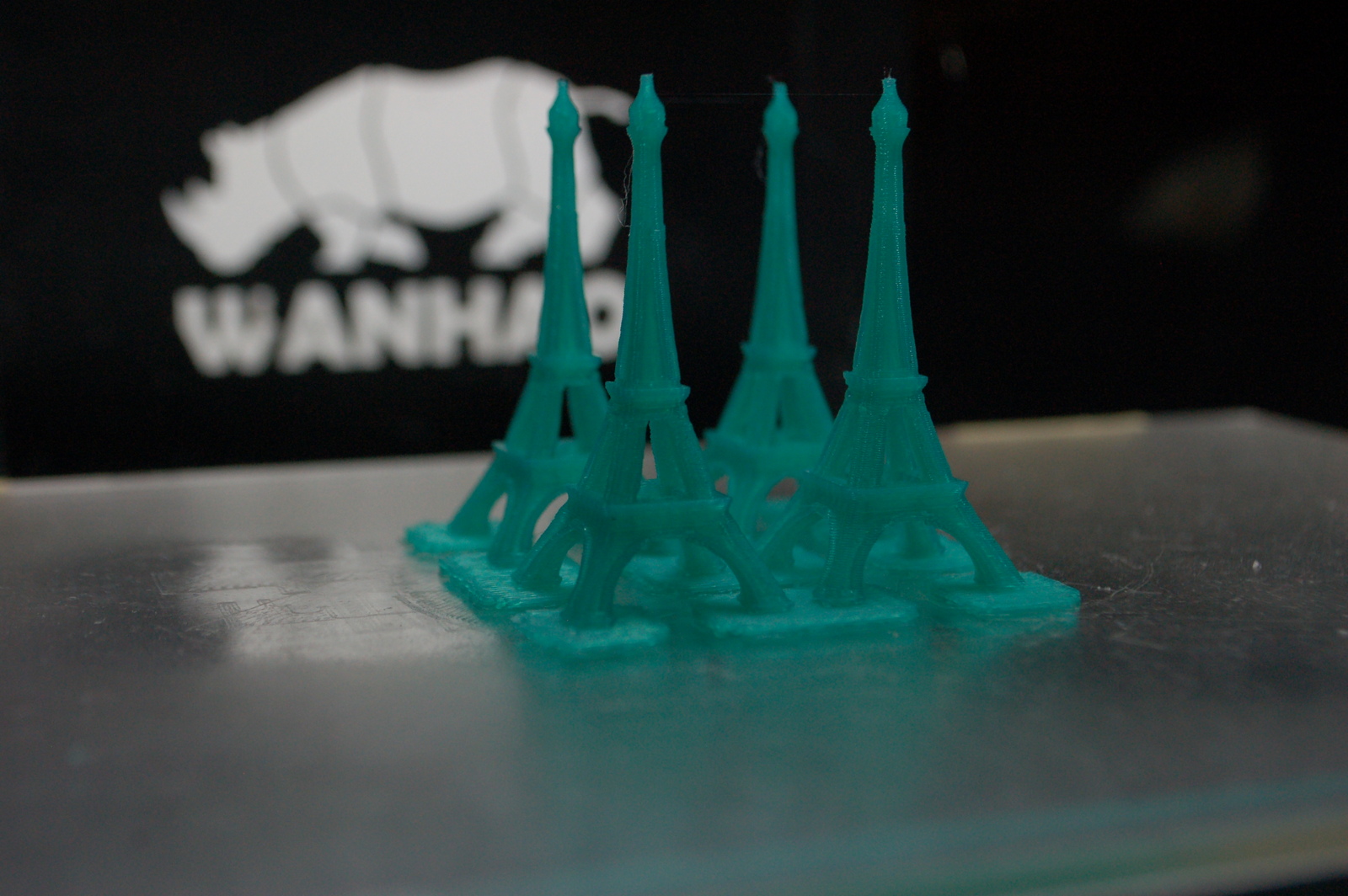
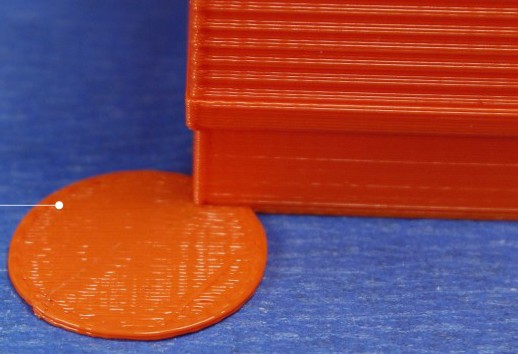
Ez a példa (kis madár modell) mutatja, hogy néha még a kis felületen is meg tud tapadni a nyomtatás közben a tárgy. Persze itt erősen javasolt lett volna a raft (alapháló), de gondoltam kipróbálom anélkül. Azért a biztonság kedvéért a sebességet lecsökkentettem 50 mm/sec-re. A farok résznél nagyon kellett a hűtés, mert az ottani kiszögellés (overhang) már a határeset kategória, amit alátámasztás nélkül lehet nyomtatni. Végeredményben szép lett az eredmény, rögtön nyomtattam még 3-at.
Persze a jó tapadáshoz jól szintezett tárgyasztal kell (talán kicsit a kelleténél itt közelebb is volt a fúvóka a tárgyasztalhoz), illetve egy kis hajlakk a biztos sikerhez (PLA esetén).







 Használjunk PLA-t! PLA-val való nyomtatásnál nem jelentkezik ez a vetemedési probléma, de a PLA-nak más hátrányai vannak. Az ABS és PLA részletesebb bemutatását egy későbbi bejegyzésre hagyjuk. Mindenesetre ha nagy alapterületű tárgyat nyomtatunk, esetleg vegyük fontolóra a PLA használatát.
Használjunk PLA-t! PLA-val való nyomtatásnál nem jelentkezik ez a vetemedési probléma, de a PLA-nak más hátrányai vannak. Az ABS és PLA részletesebb bemutatását egy későbbi bejegyzésre hagyjuk. Mindenesetre ha nagy alapterületű tárgyat nyomtatunk, esetleg vegyük fontolóra a PLA használatát.