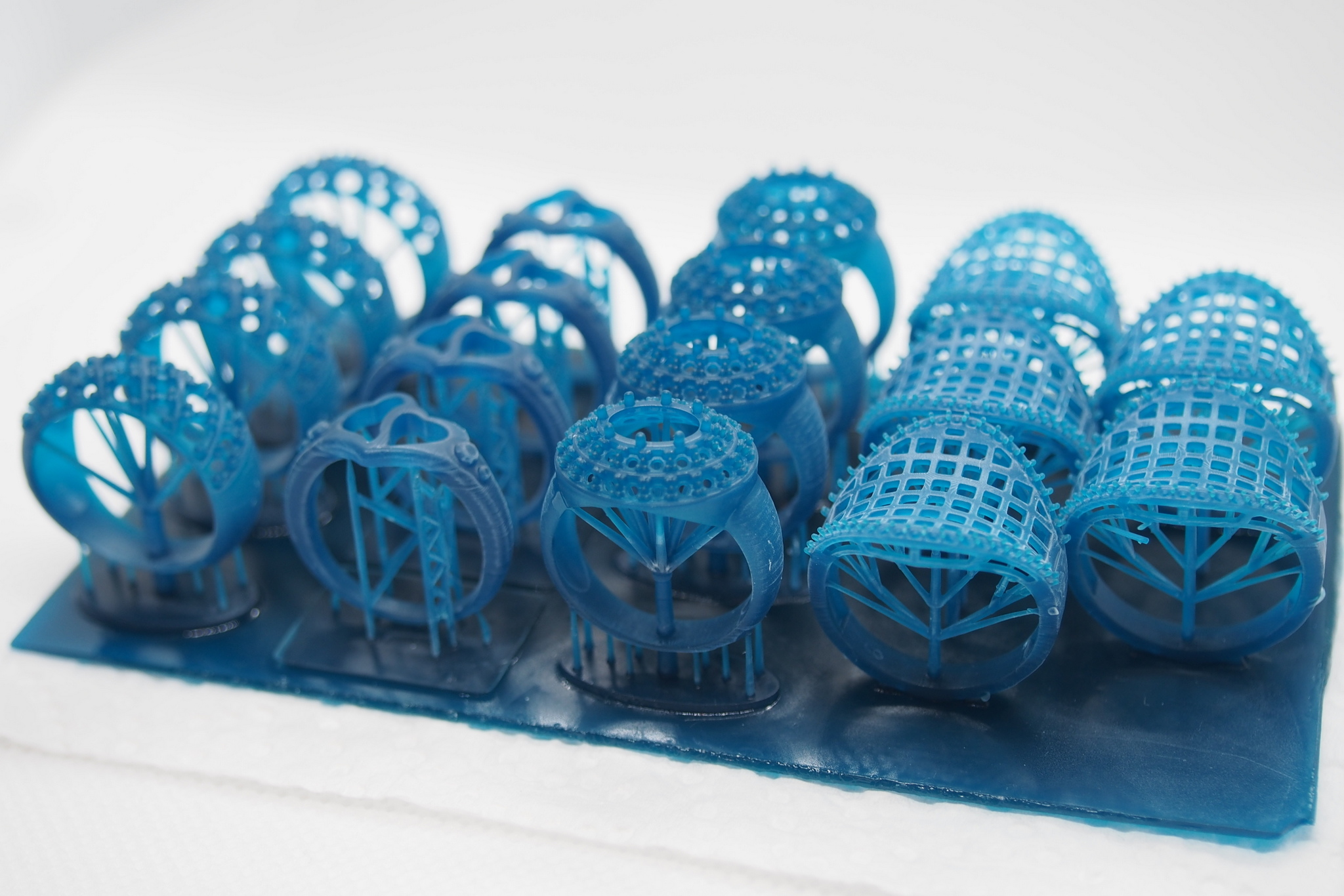
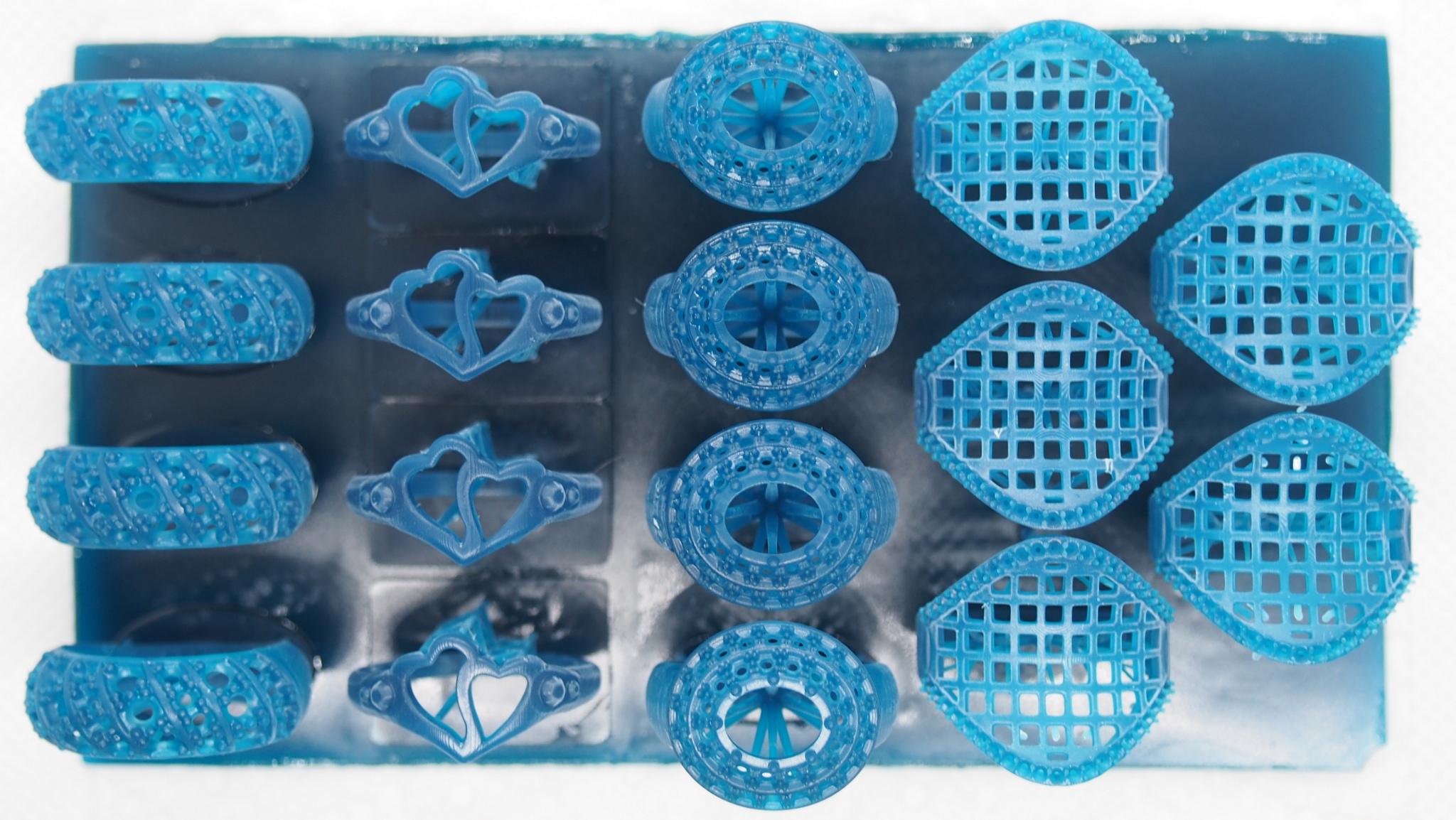
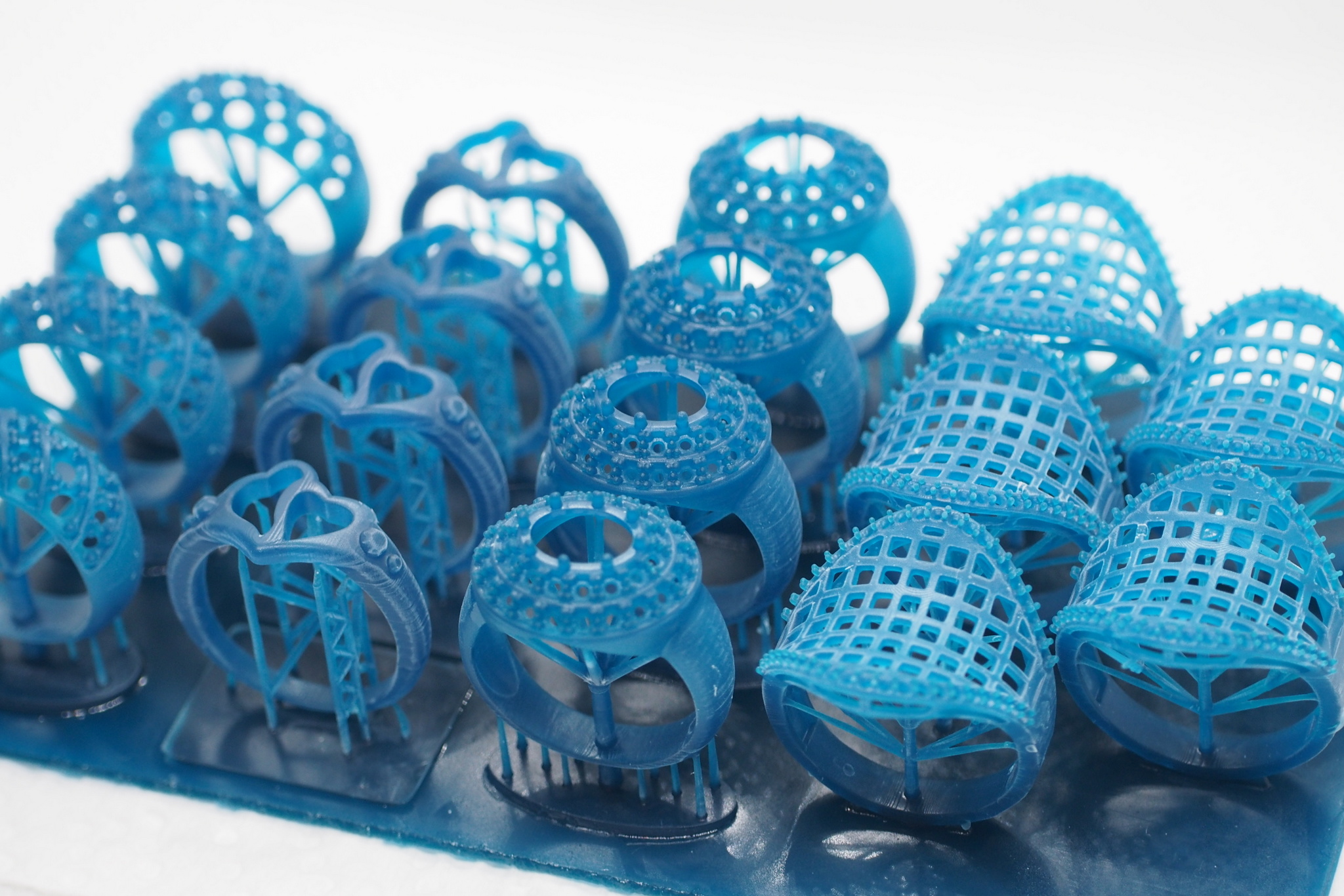
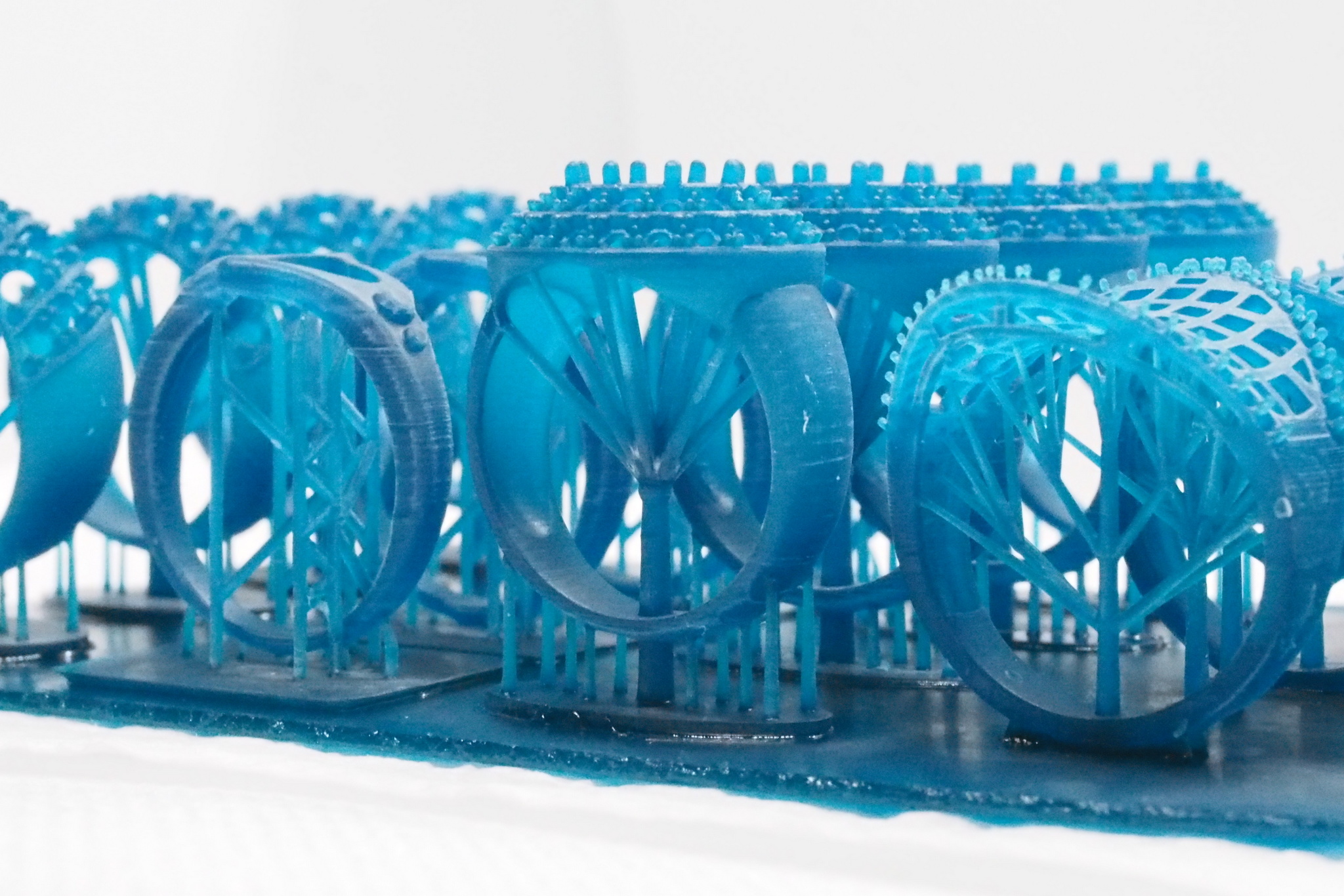
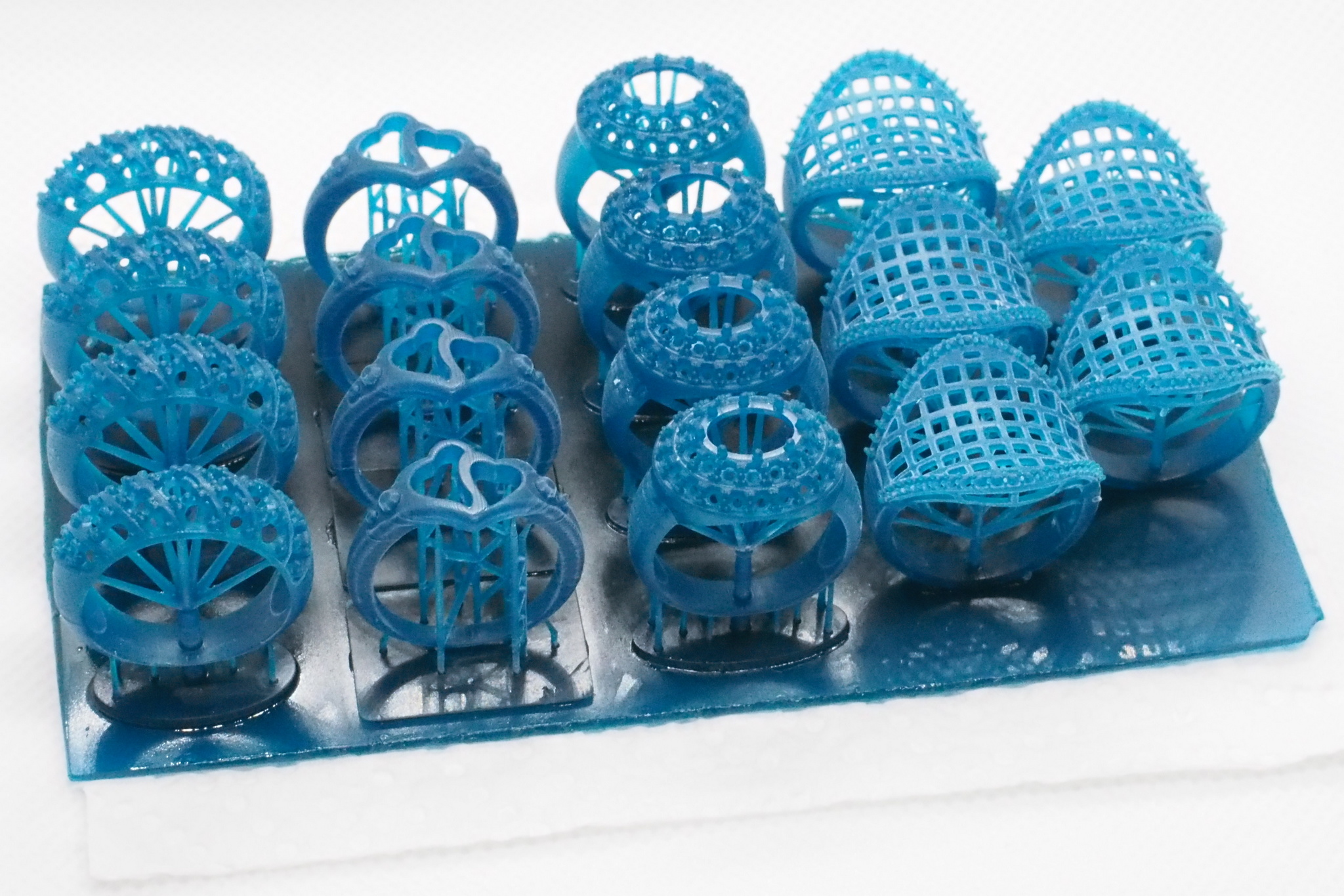
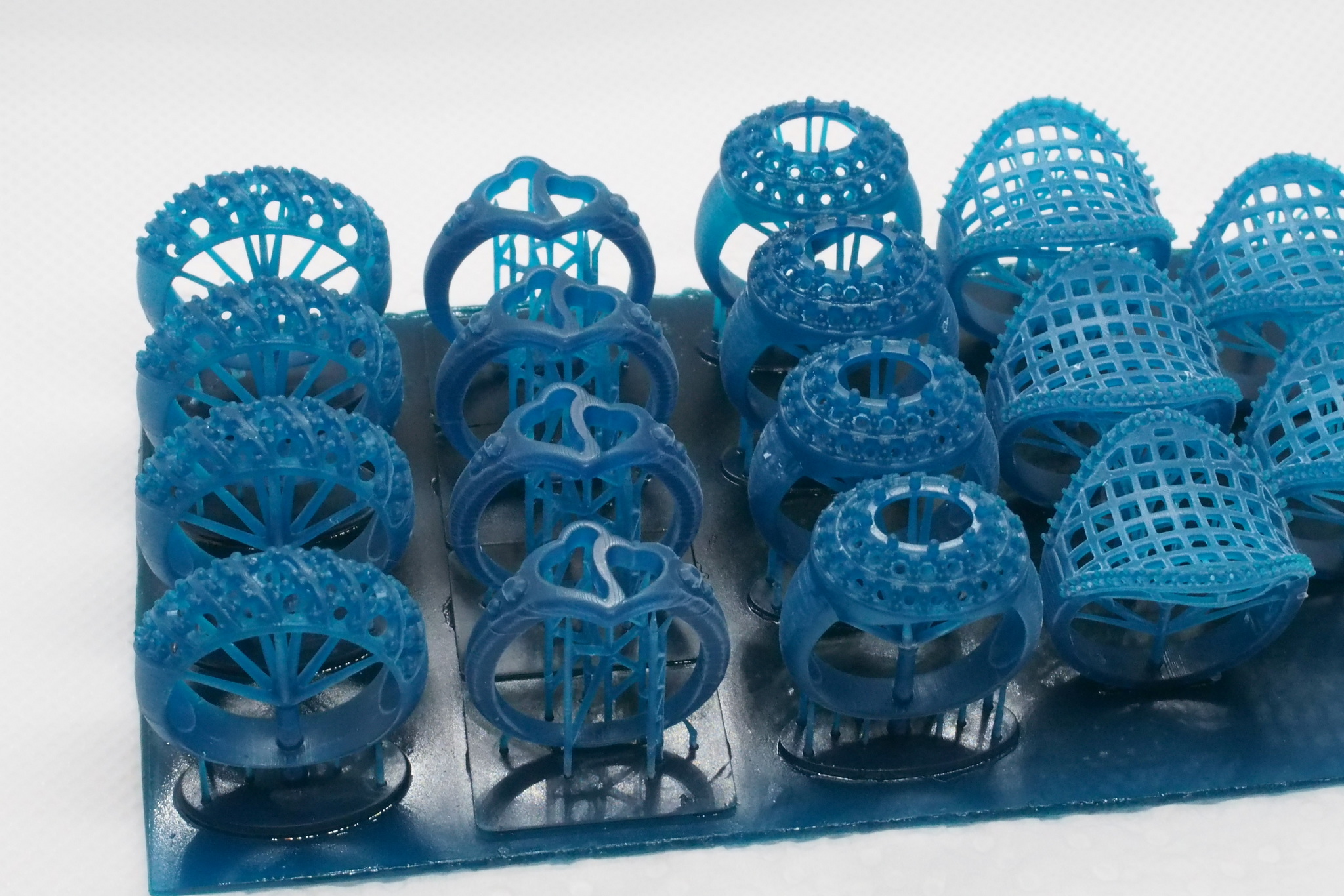
A Wanhao D7 UV fényforrása egy reflektor segítségével "terül" szét a kijelző teljes területén, ami nem ad teljesen tökéletes uniformitást. Szerencsére ezt elég könnyedén lehet orvosolni egy maszk segítségével, ami a gyakorlatban úgy néz ki, hogy egy készülékkel (fotórezisztorral) megmérjük különböző pontokon a fényt (mondjuk egy 12x7-es rács segítségével), és ebből egy maszk kép fájlt generálunk. Ezt alkalmazva a nyomtatásnál már uniform fényt kapunk. Ezt próbáltam most ki, és nyomtattam a Bluecast műgyantával "néhány" gyűrűt a tárgyasztal teljes területét megtöltve. Az eredmény magáért beszél (lásd a képeket). Ezzel a megoldással már sok dolgot tudunk egyszerre nyomtatni a teljes asztalt kihasználva, és az LCD technológiának köszönhetően a nyomtatási idő ugyanannyi lesz, mintha 1 dolgot nyomtatnánk.
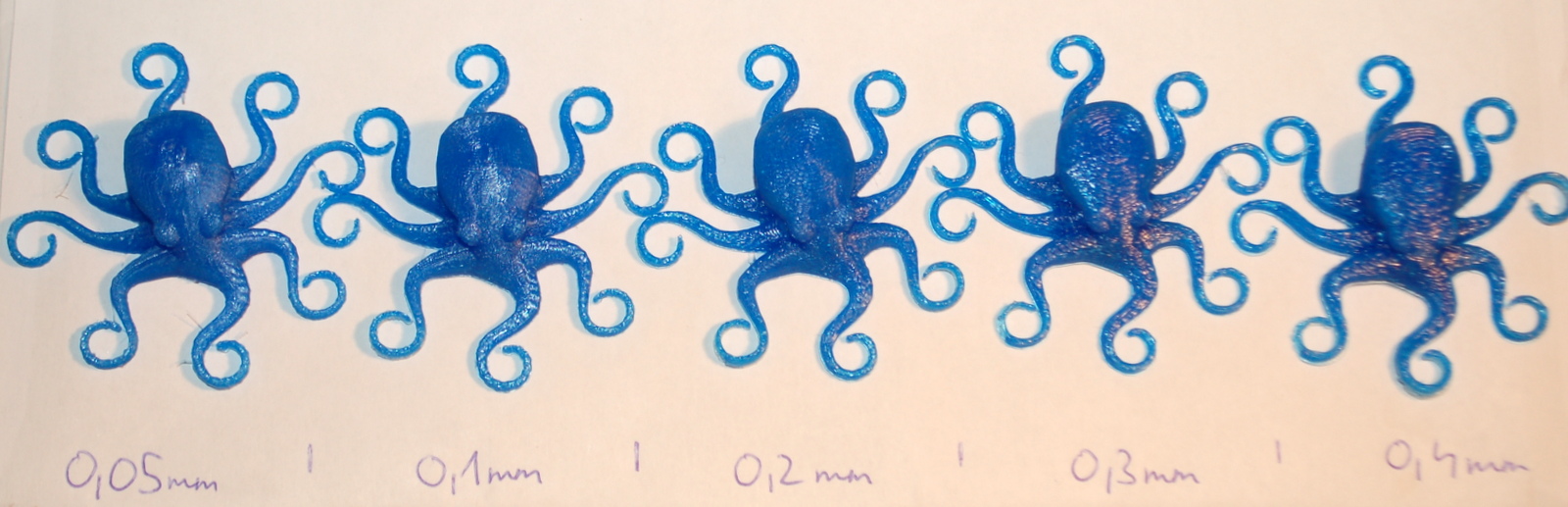
A terveim között szerepelt egy összehasonlító teszt készítése, amivel szemléltetni tudom a különböző rétegvastagság közötti különbségeket. Most elkészült! A fenti képeken látható polipot kinyomtattam 0.4mm (maximális), 0.3mm, 0.2mm, 0.1mm és 0.05mm rétegvastagsággal. Jól láthatók a különbségek. Illetve bár már erről volt szó, azért itt is megjegyezném azt a tényszerűséget, hogy ugyanazon sebesség mellett is a 0.05mm-es és a 0.4mm-es rétegvastagság között 8x-os a különbség, tehát 8x olyan sokáig tart a legaprólékosabb nyomtatás. Anyagot ugyanannyit használ természetesen mindkettő esetben a nyomtató, de az idő is számít. Szerintem a 0.2mm a jó kompromisszum minőség vs. idő tekintetében, de az olvasóra bízom a végleges ítéletet.
Továbbá még azt is meg kell jegyezni, hogy a 0.05 vagy 0.1 mm-es nyomtatáshoz jól tapadó és jól szintezett tárgyasztal szükséges.
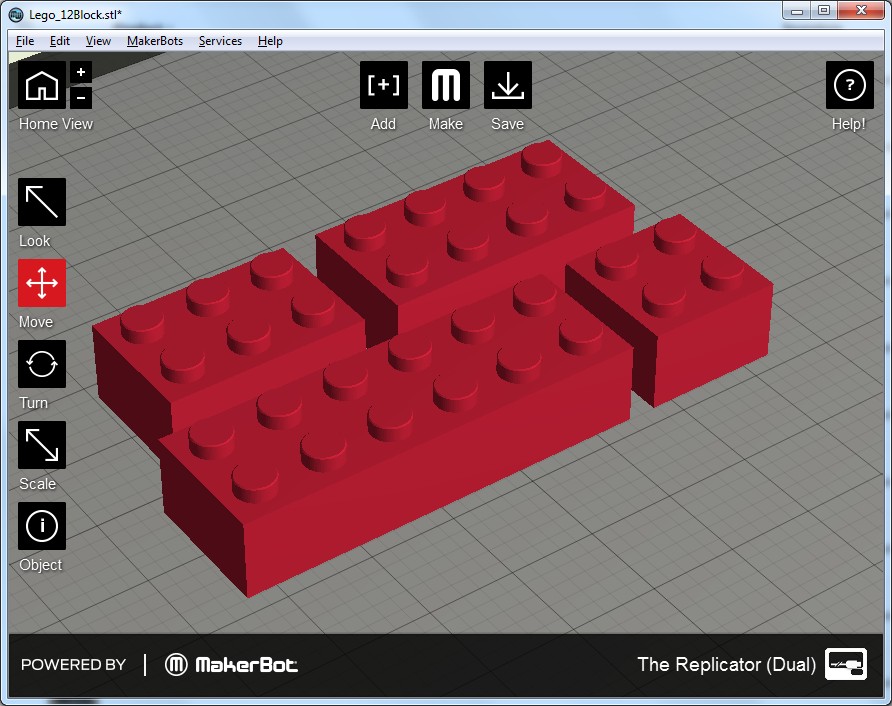
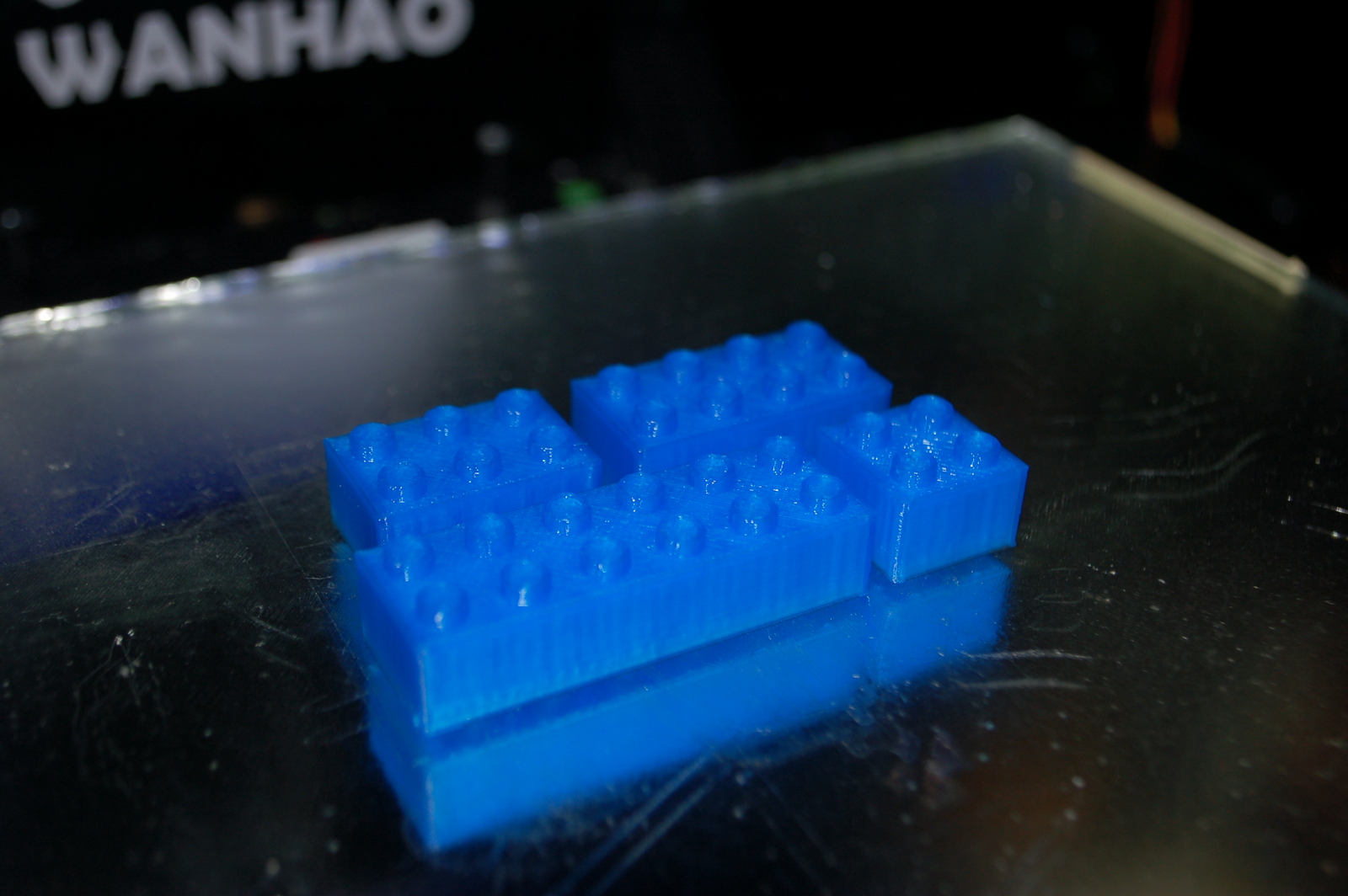
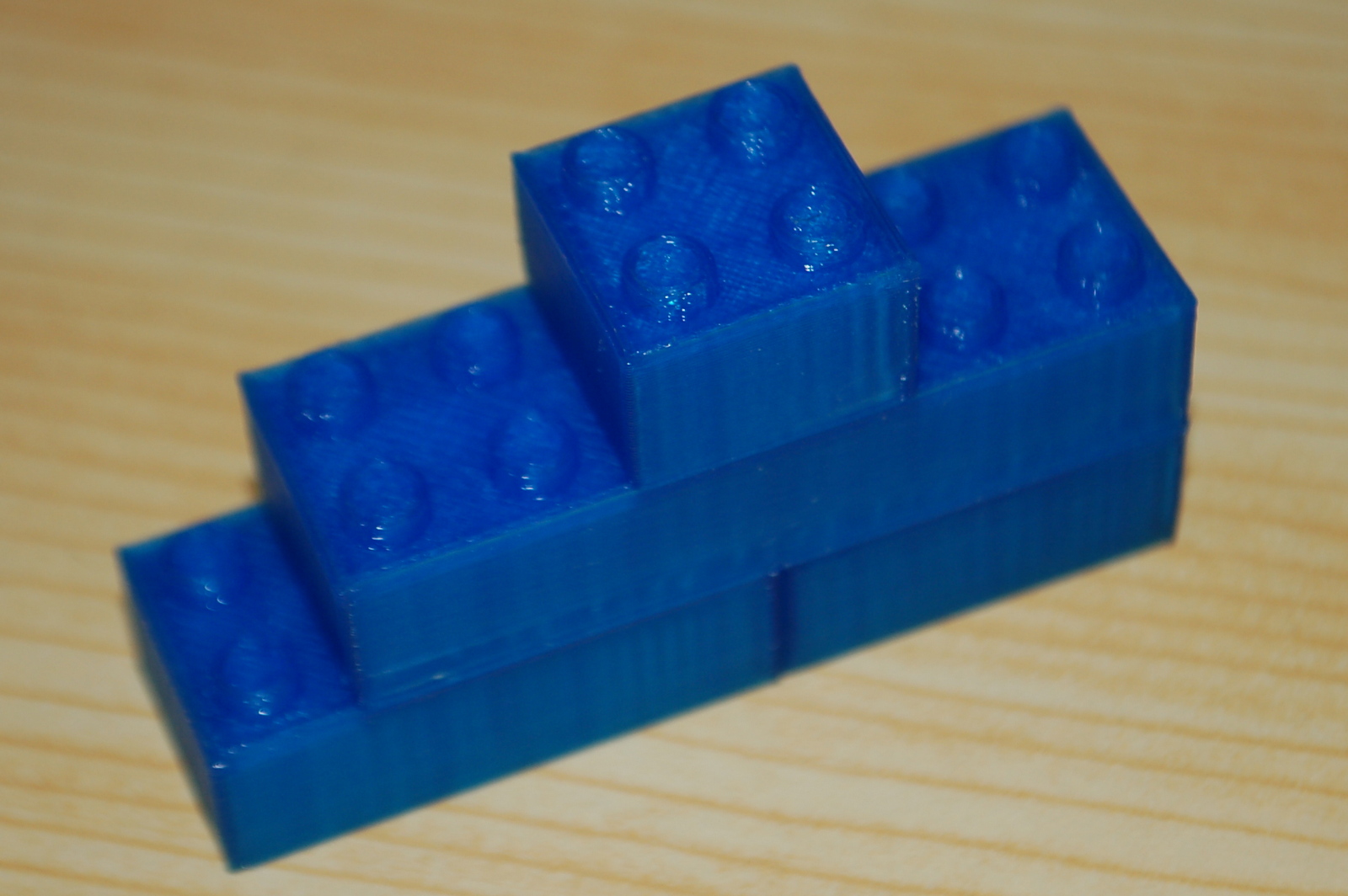
Egy másik fórumon olvastam, hogy valaki legó kockákat nyomtatott próba gyanánt. Gondoltam ez egy remek lehetőség lesz, hogy kipróbáljam a toleranciát és a nyomtatás pontosságát is. Úgyhogy kerestem a thingivere-en egy készletet, amit nyomtathattam: http://www.thingiverse.com/thing:39343
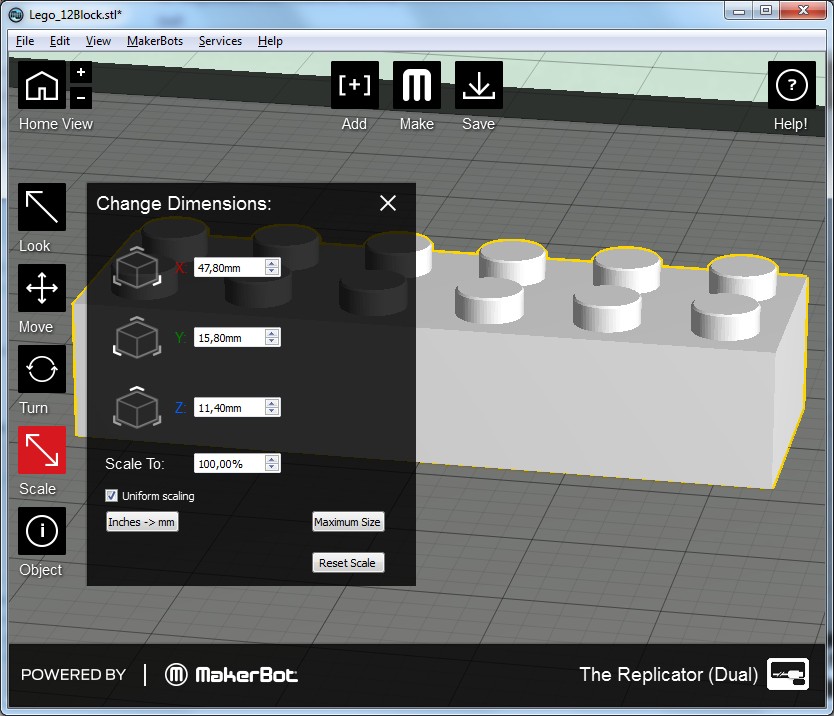
Ha valaki amúgy egy egész készletet vagy konkrétan egy méretet szeretne nyomtatni, itt van két paraméterezhető változat (ezekkel megadott méreteket lehet legenerálni és nyomtatni):
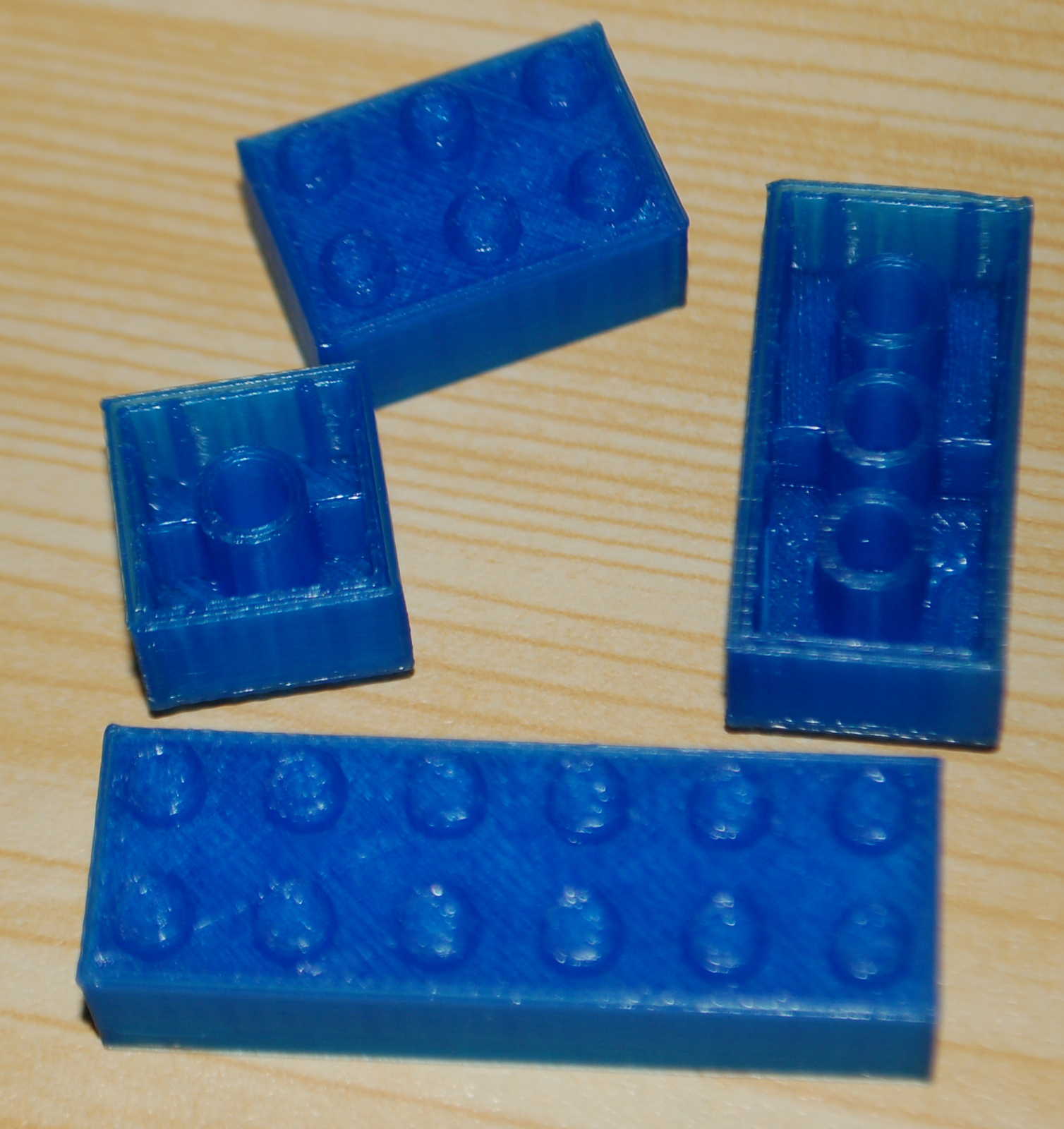
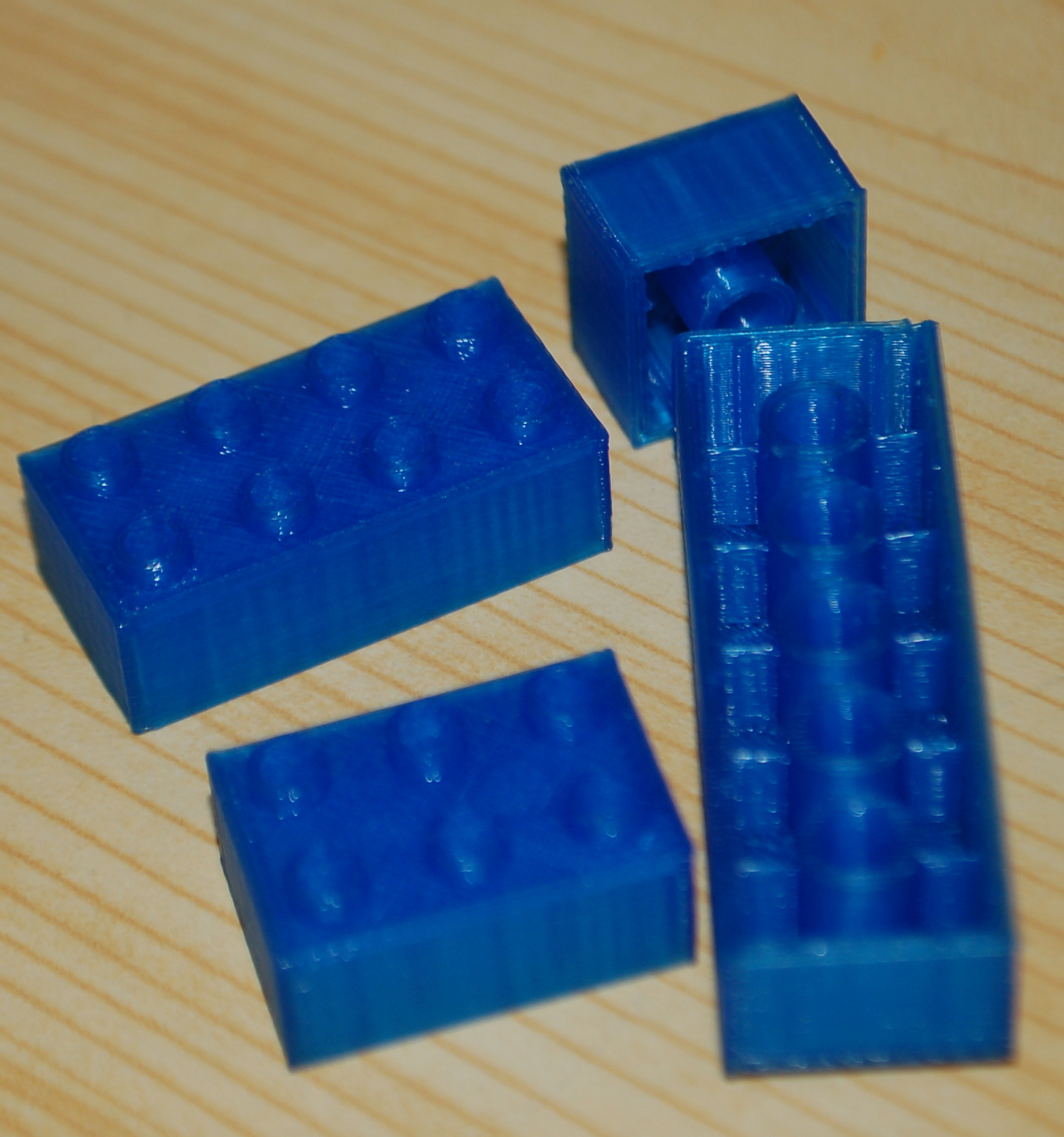
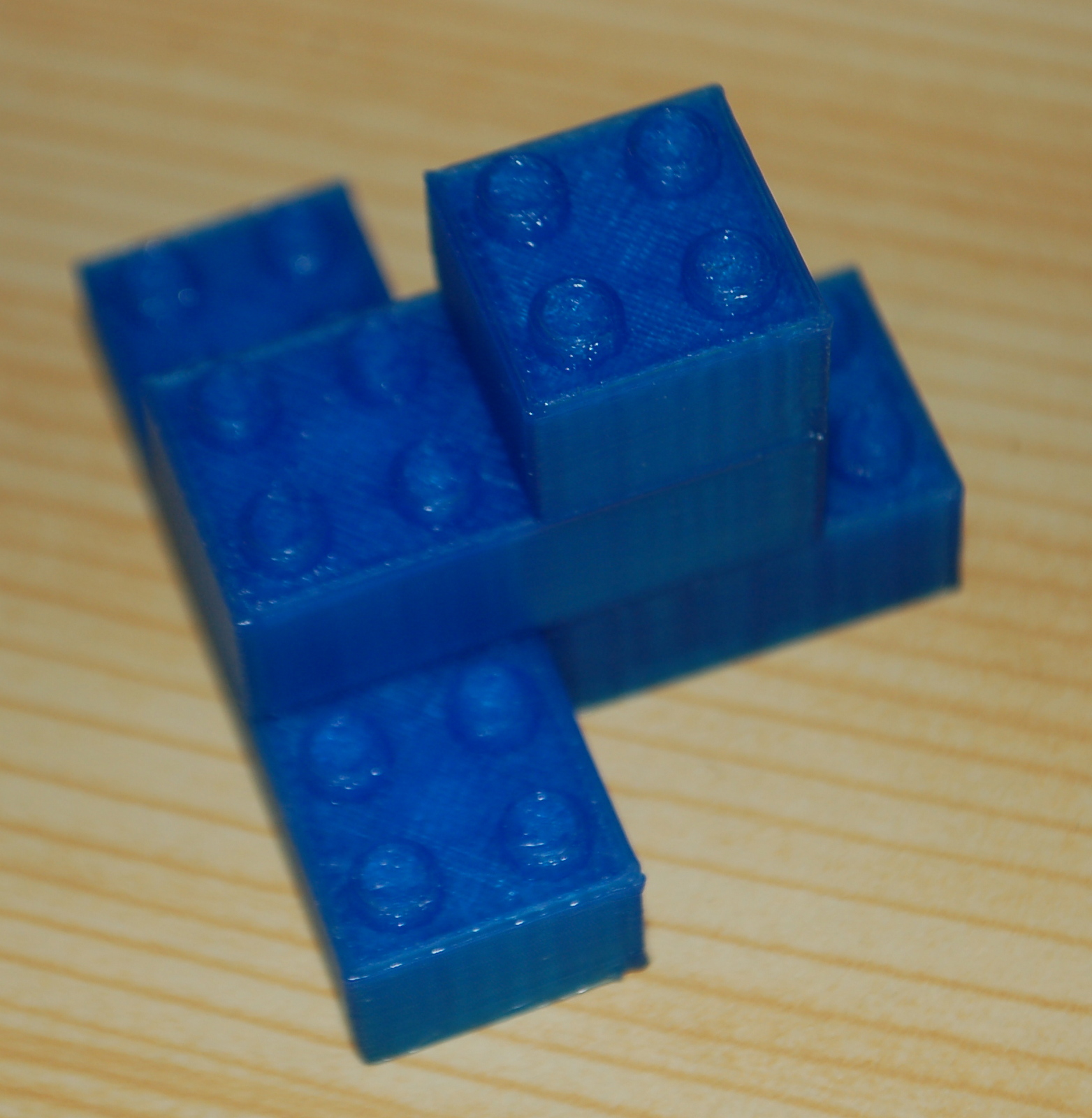
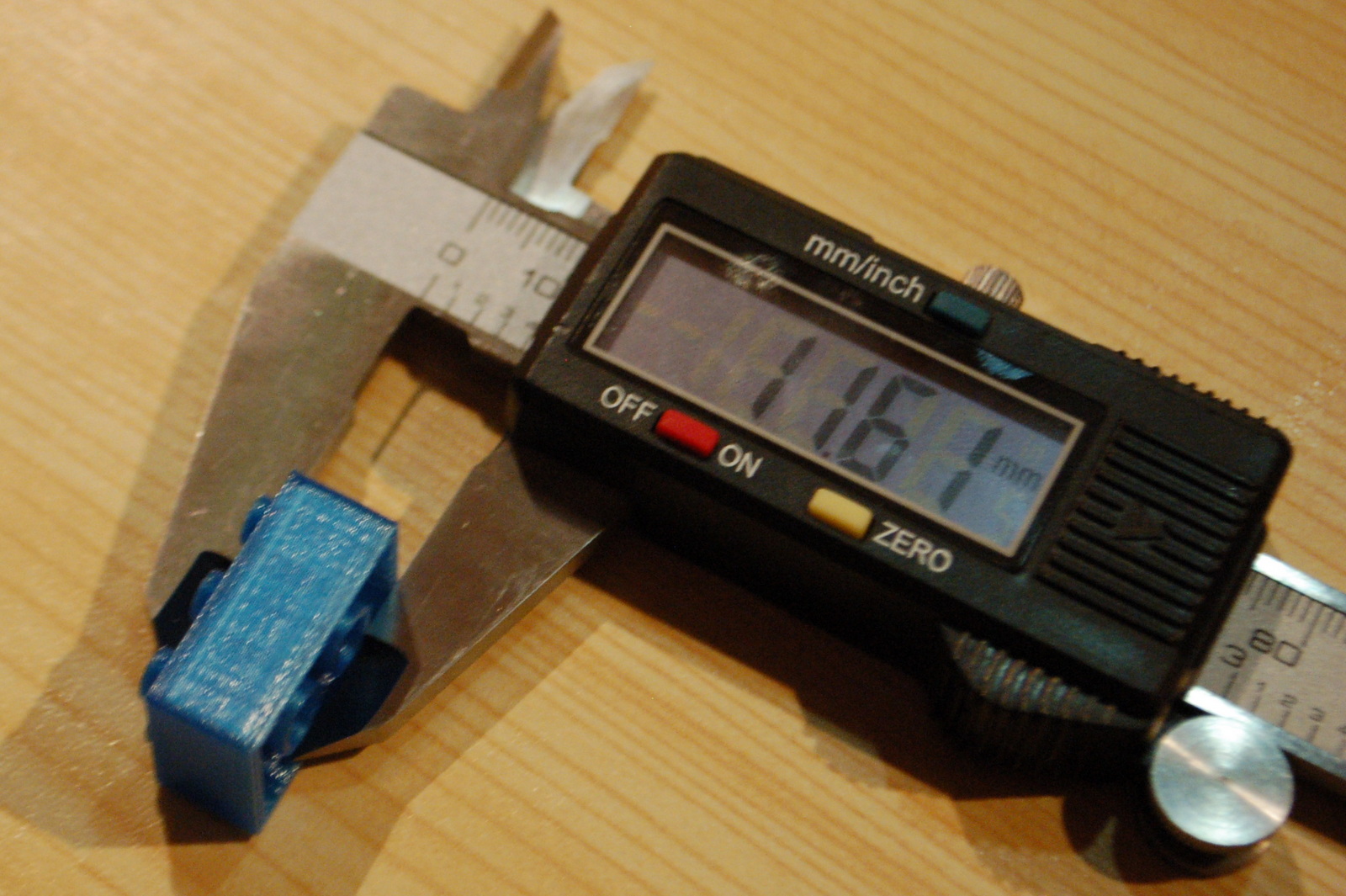
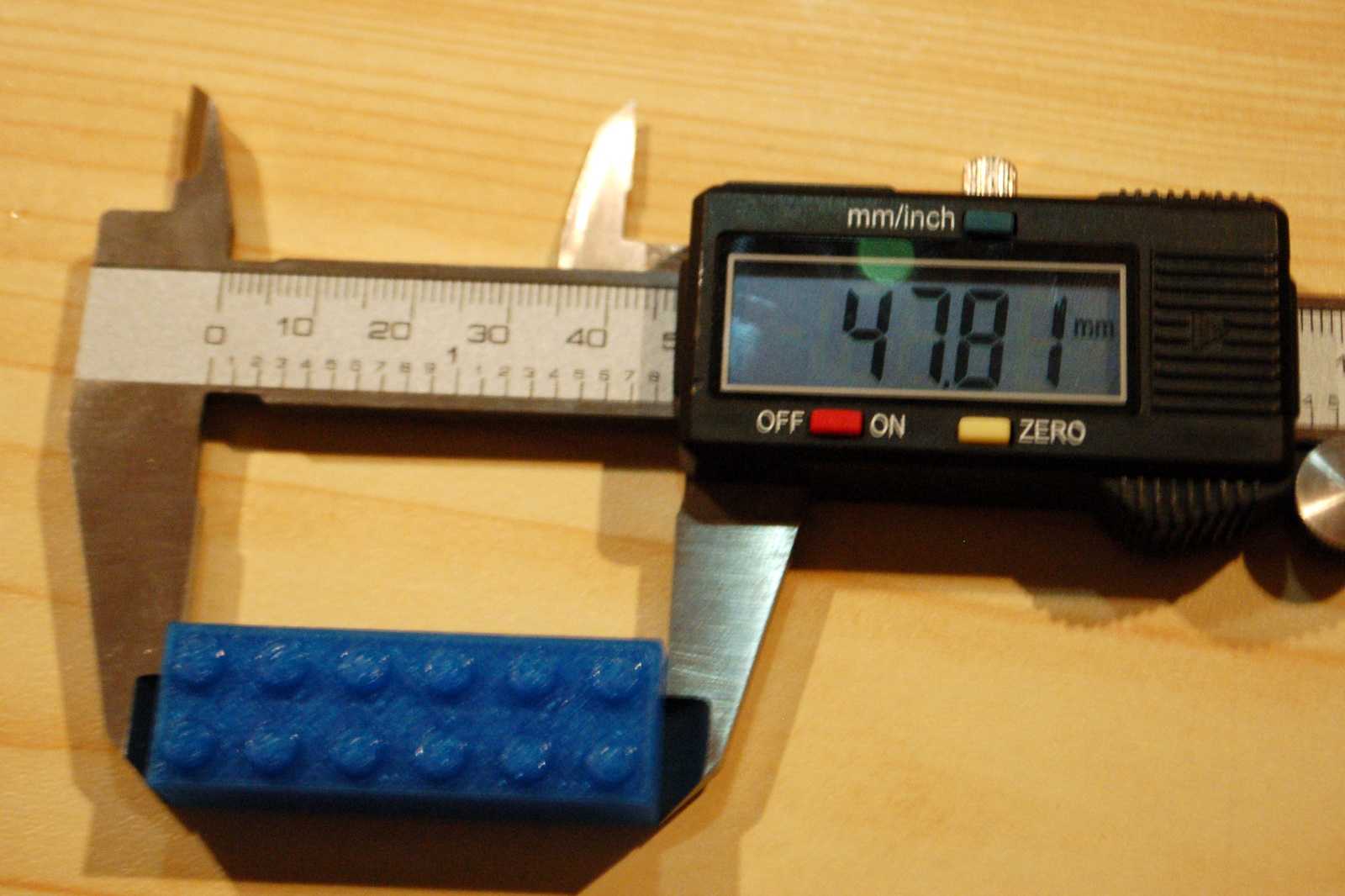
A nyomtatás után simán össze tudtam illeszteni a kockákat, azonban arra legalább annyira kíváncsi voltam, hogy mennyire lesznek pontosak az elkészült kockák. Meglehetősen azok lettek, meg is lepődtem! Bár PLA-val nyomtattam, ami eleve méretpontosabb alapból, de így is jó eredményeket kaptam. Ha ABS-szel nyomtatunk, akkor akár 3-5%-os zsugorodási faktort is figyelembe kell vennünk. Ezt a problémát úgy lehet kezelni, hogy nyomtatunk egy-két próbanyomatot és utána az elkészült tárgy méretei alapján képzünk egy szorzó faktort, amivel utána átméretezhetjük nyomtatás előtt még a modellt. Továbbá ezek a fajta nyomtatók sem század mm pontosak, általában azt mondják, hogy alapból 1-2 tized mm-es hibával dolgoznak, de ezen is legtöbbször lehet javítani a tengelyek illetve a szíjak állításával, adott esetben kenéssel vagy a nyomtatási sebesség csökkentésével. Ennél a nyomtatásnál a következő képen látható eredményeket kaptam:
Egész jó. A legrosszabb eredményt a magasságnál kaptam, de nem abban az irányban, amire számítottam: a magassága a tervezetthez képest kb. 2%-kal nagyobb lett! Ha alacsonyabb lett volna, azt még a szintezéssel meg tudtam volna magyarázni (bár lehet, hogy itt is kicsit magasabban kezdte a nyomtatást gép, mint kellett volna). De még ezen lehetne javítani.
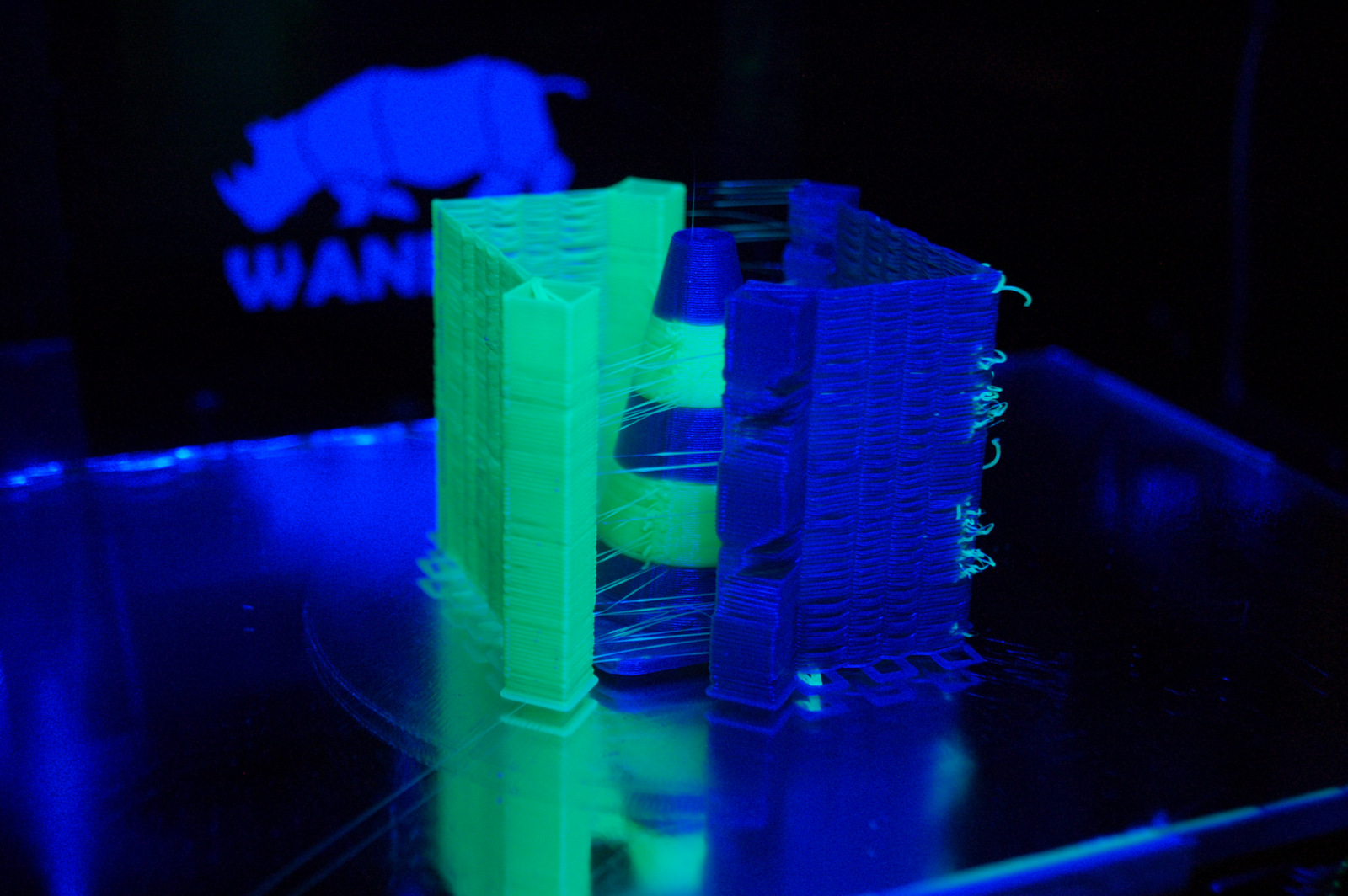
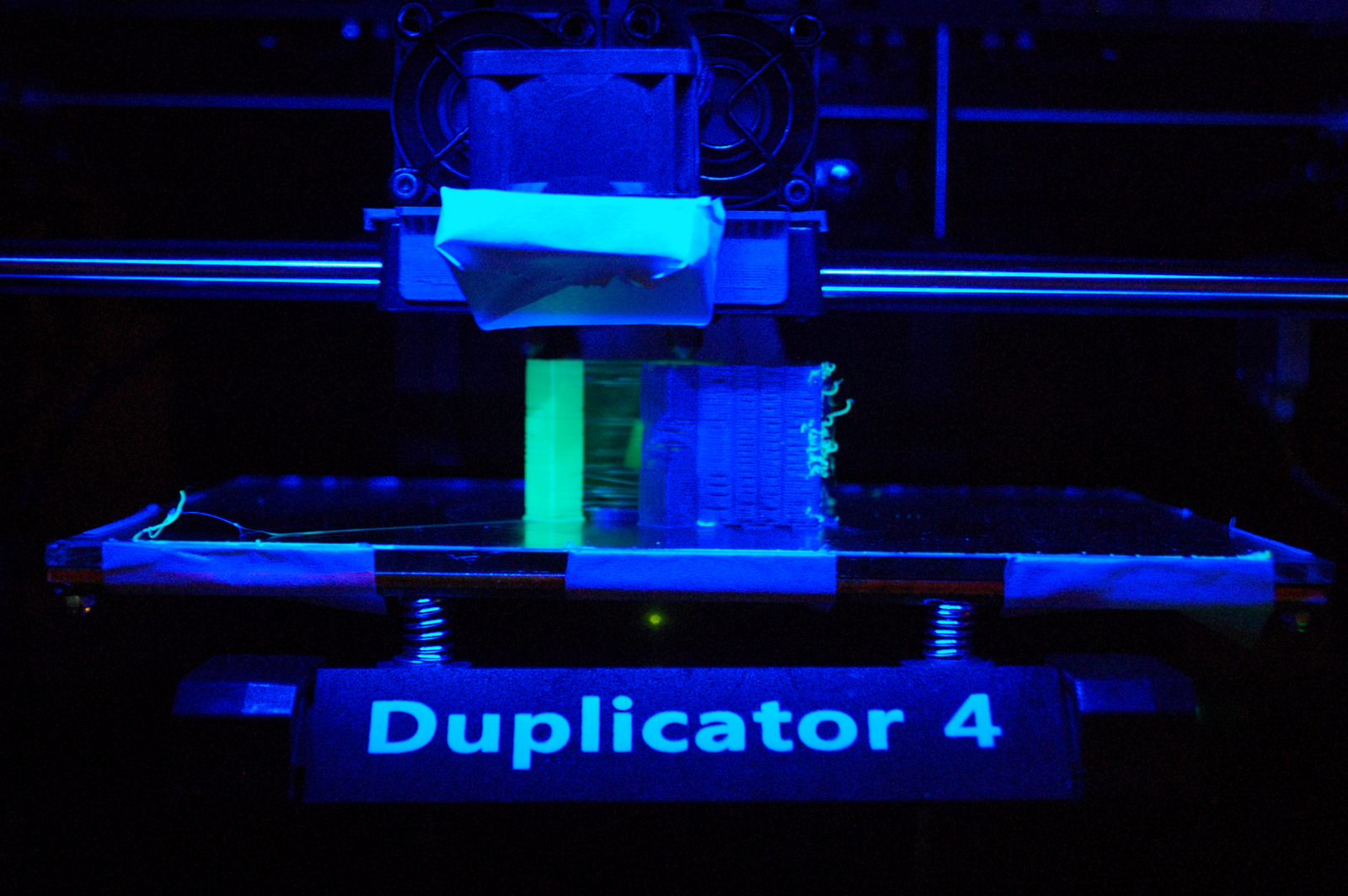
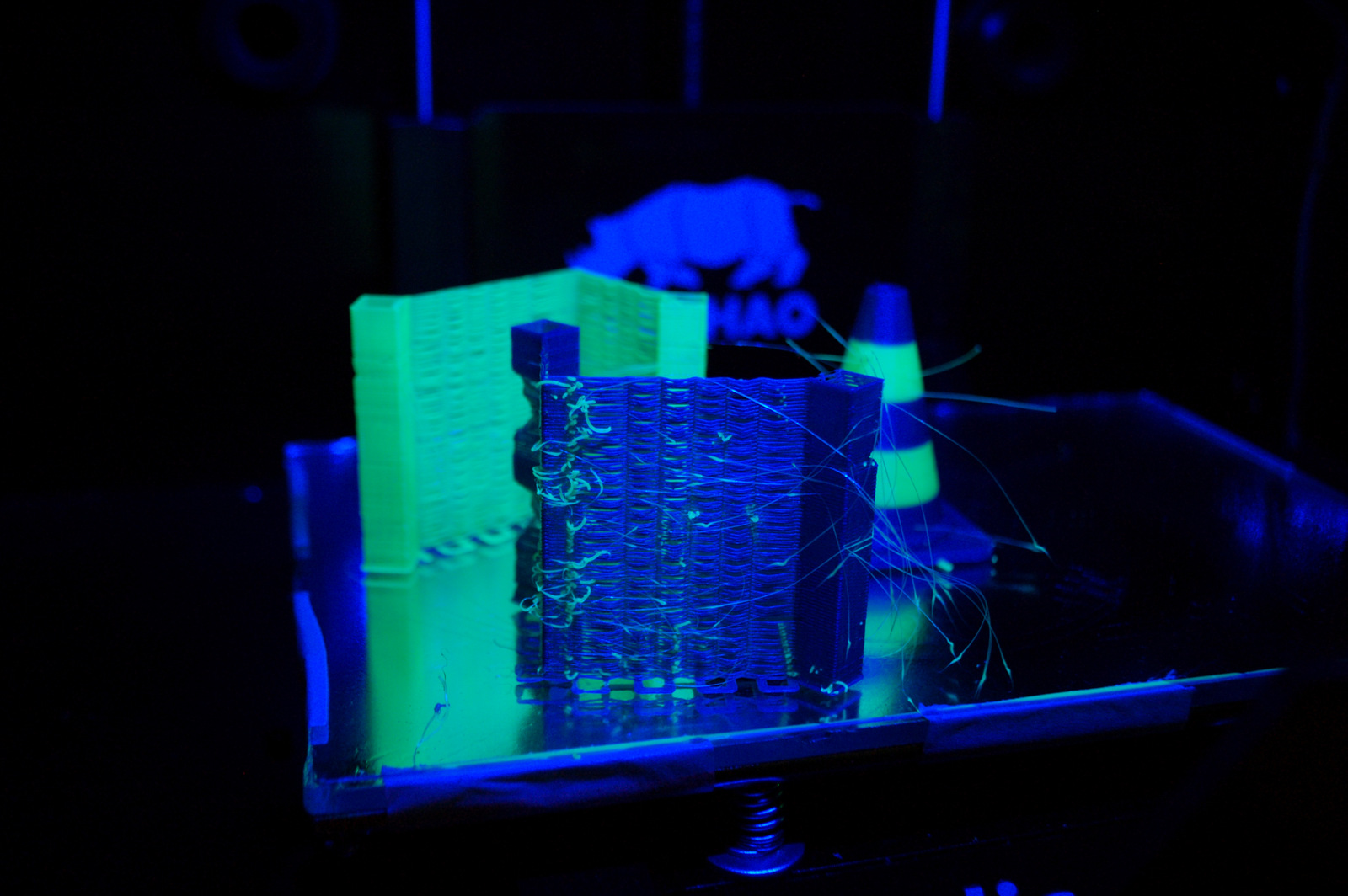
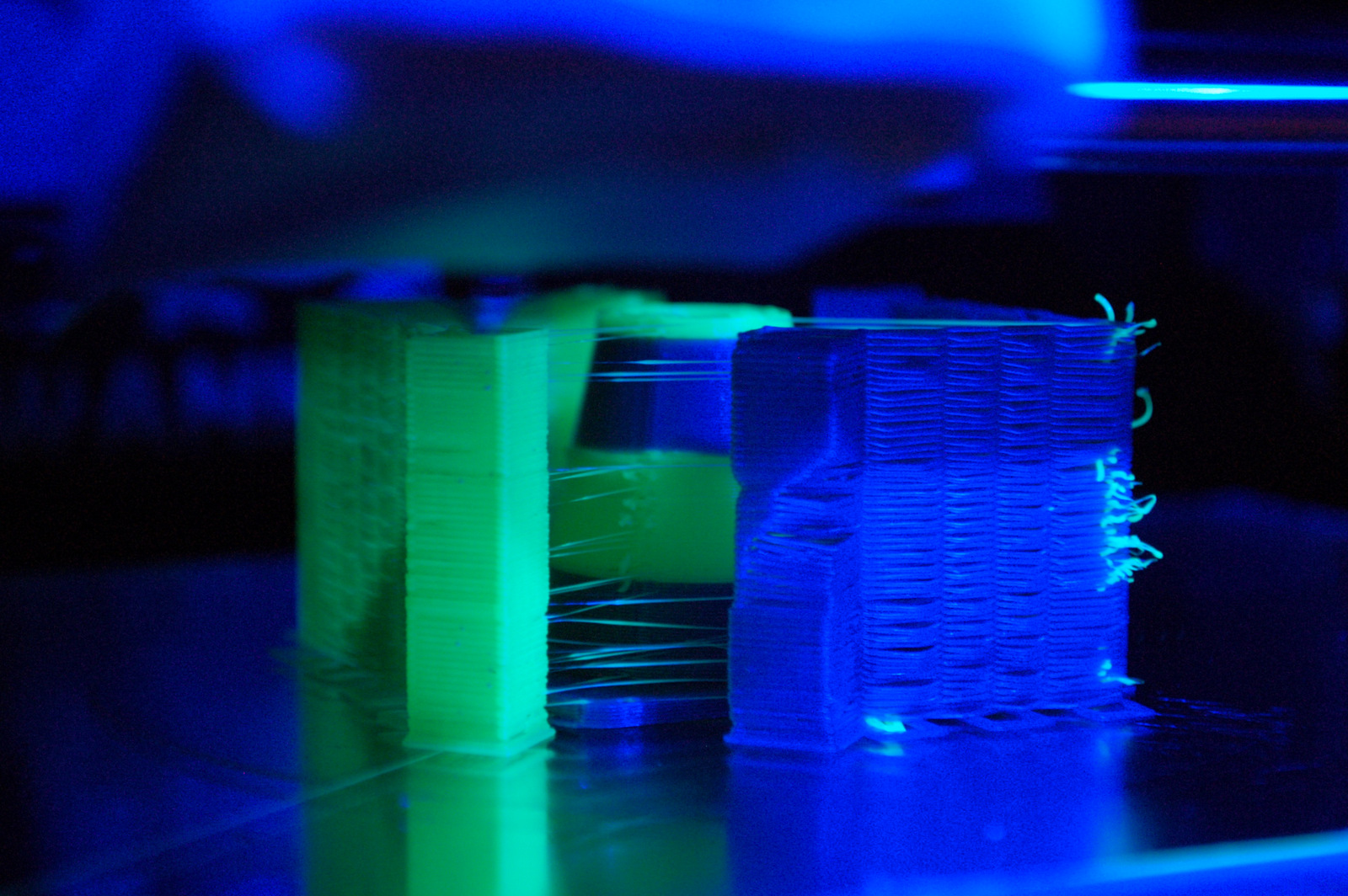
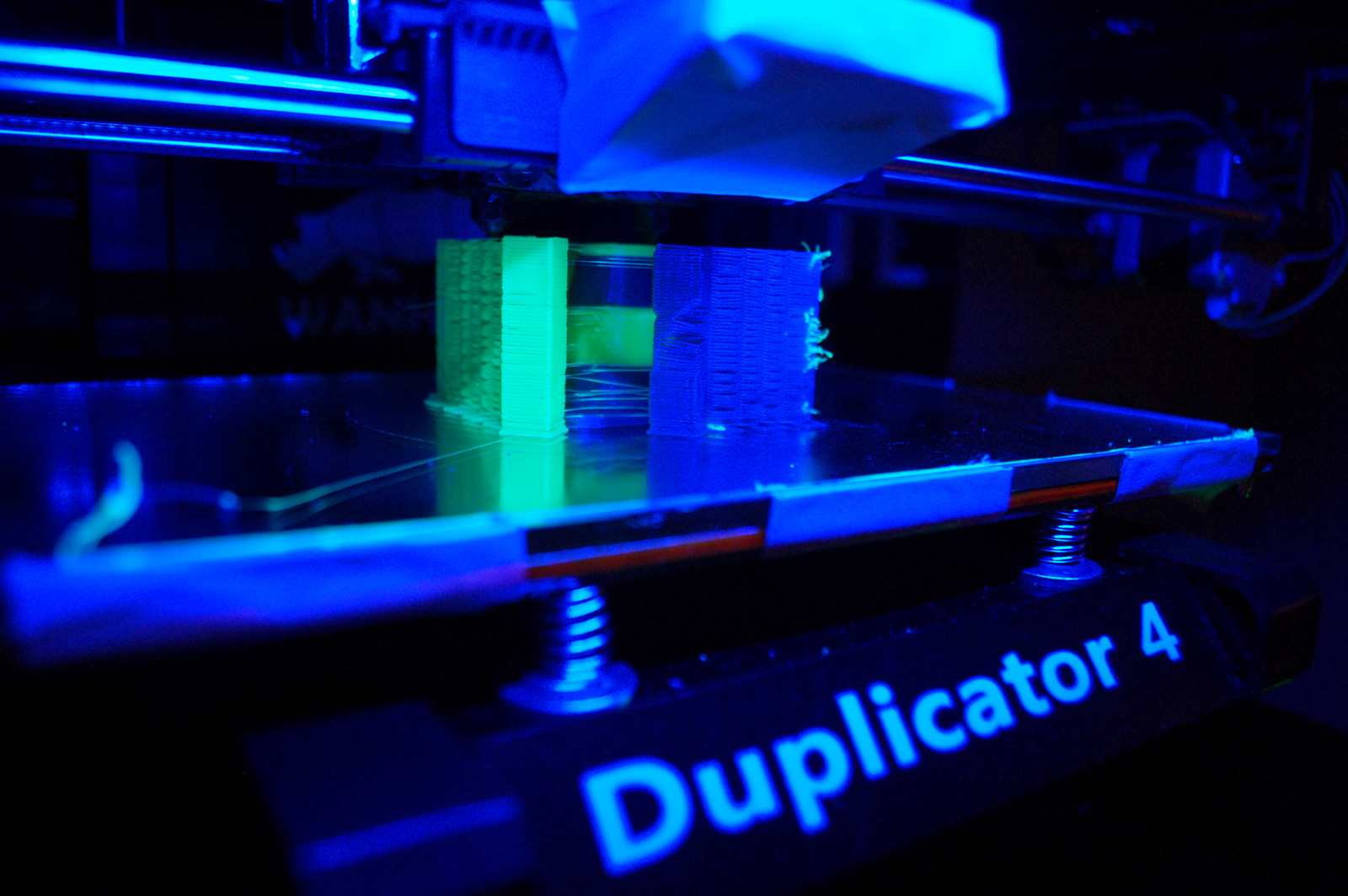
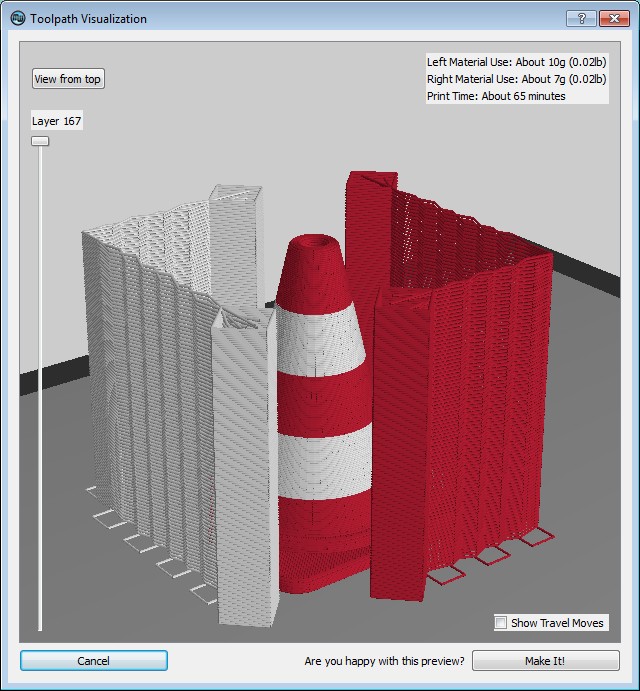
A mai bejegyzésben egy kétszínű nyomtatás fogunk bemutatni. Egy dupla fejes nyomtató kalibrálására és tesztelésre gyakran használt modellt, egy bólyát fogunk kinyomtatni. A nyomtatás közben szembesültem egy hibával, amit elkövettem, de akkor már nem akartam leállítani a nyomtatást, illetve jó is, ha látjuk ennek a hibának a manifesztációját, legalább tanulunk belőle. Nevezetesen mostanában leginkább a bal oldali extrúdert szoktam használni nyomtatáshoz, a jobb oldalit már elég régen nem használtam. Amikor viszont utoljára használtam, akkor kísérleteztem éppen a deprime / retraction-nel, és véletlenül a jobb oldali extrúder deprime értékét 0-án hagytam (a javasolt 16 helyett). Így bizony a jobb oldali extrúder elég erőteljesen húzta a szálat mozgás közben, ami meg is látszik: a zöld színű rész sokkal "szálasabb, szőrösebb", és a tisztító falon is sokkal több a szmötyi.
A nyomtatásról egy részéről egy videó:
Mit kell tudni a dupla extrúderes nyomtatásról, miben más, mint az egyfejes nyomtatás?
Két színes nyomtatás előtt a két fej távolságának kalibrációja szükséges. Ezt mi szállítás előtt előzetesen elvégezzük, de ha azt tapasztaljuk, hogy az egyik színű réteg nem tökéletesen ott folytatódik, ahol kellene (el van tolódva valamelyik irányba), akkor ez újra szükségessé válhat (lásd a leírást a fenti linken)
Hasonlóan előfordulhat, hogy az egyik fúvóka egy nagyon picit feljebb vagy lejjebb van, mint a másik. Ez megint csak egy olyan dolog, amit mi beállítunk a szállítás előtt, de elképzelhető, hogy bizonyos esetben ezt is szükséges kalibrálni. Itt a kalibráció annyiból áll, hogy az alacsonyabban lévő fejet (ami jobban "belóg", közelebb van a tárgyasztalhoz, mint a másik) tartó csavart kicsit fellazítjuk, és aláteszünk az alu blokk és a tartó műanyag rész közé egy nagyon vékony összehajtogatott papírlapot vagy műanyagot, mondjuk. Mielőtt nagyon nekikezdenénk emelgetni az egyik oldalt, bizonyosodjunk meg afelől, hogy a vélt magasság különbség nem a helytelen szintezésből adódik. Viszont ha tényleg van különbség a magasság között, akkor az azt eredményezheti, hogy vagy nem tapad az első réteg, vagy túlságosan is "belenyomódik" a második szín az első szín által nyomtatott részekbe
Érdemes megfigyelni a videón, hogyan váltogatja a fejeket a nyomtató. Ebből adódóan a két extrúderes nyomtatás jóval tovább tarthat, mint az egy fejes nyomtatás, kiváltképpen, ha egy adott rétegen belül kell a nyomtatónak színt váltania (pl. polip)
Wiper wall (törlőfal): a képeken jól látszik ez a hasznos funkció, amit a Makerware automatikusan legenerál dupla extrúderes nyomtatás esetén. Ennek az a haszna, hogy az éppen nem használt fejből "csöpögő" anyag szál ne kerüljön bele a nyomtatott tárgyba, hanem ezen a falon "törlődjön le"
Érdemes tudni, hogy nem csak két fejes nyomtatóval lehet két színnel nyomtatni. Ugyan kicsit körülményesebb, de a nyomtató menüjében nyomtatás közben ki tudjuk választani a Pause @ Zpos funkciót, amivel egy adott magasságban szüneteltetni tudjuk a nyomtatást, majd eközben átfűzhetünk egy másik színt, amivel folytatva a nyomtatást két színt is tudunk használni egy fejjel. Persze ennél lényegesebben egyszerűbb a két fejes megoldás.
És mire jó még a két extrúderes nyomtatás? Vannak olyan anyagok (pl. HIPS vagy PVA, ezekről egy később bejegyzésben még lesz szó részletesebben), amelyek oldhatóak, ezért kiváltképpen támasztékanyag nyomtatására alkalmasak. A Makerware-ben nagyon egyszerűen be tudjuk állítani, hogy az egyik fejjel nyomtassa a fő tárgyat, a másikkal pedig a támasztékot (Support -> Use Left vagy Right Extruder, a Color Matched helyett). Ezt a lehetőséget később még bemutatjuk részletesebben.
Ha nagyon belejöttünk a kétfejes nyomtatásban, itt van néhány érdekesség: