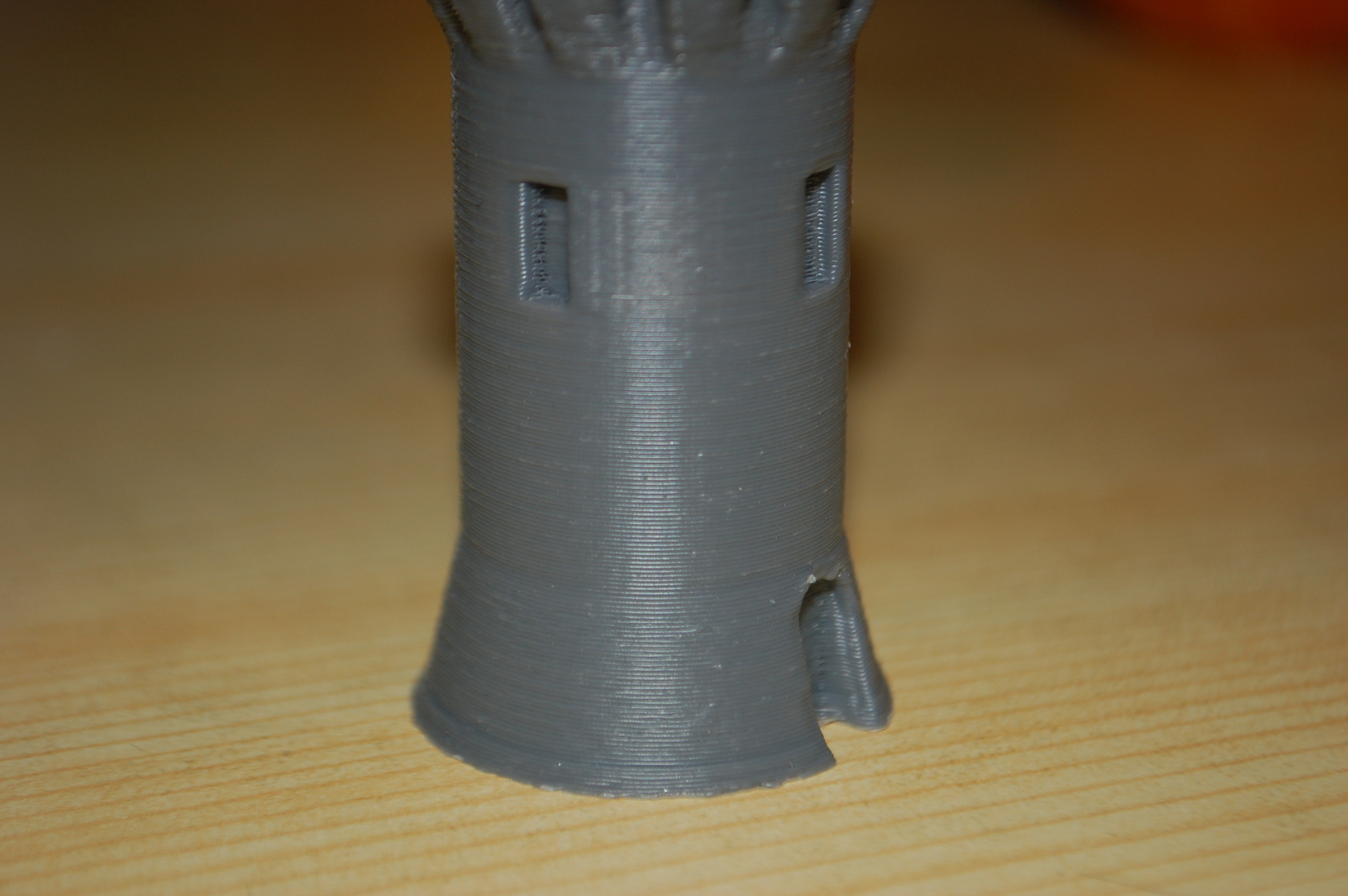
ABS-szel való nyomtatás esetén - különösen nagyobb alapterületű modellek esetén szinte bizonyosan találkozni fogunk a vetemedés, "felpöndörödés" jelenséggel. Ez azt jelenti, hogy a nyomtatott tárgyak sarkai, egyik vagy másik oldala elválik a tárgyasztaltól. Szerencsés esetben "csak" annyi történik, hogy a nyomtatás végeztével ezen sarkok nem lesznek teljesen egyenesek, hanem felpöndörödnek:

Kevésbé szerencsés esetben a feszültségből illetve a megfelelő tapadás hiányából adódóan megszűnik a tárgy tapadása a tárgyasztalhoz, és ez a nyomtatás végét fogja jelenteni (elmozdul a tárgy).
A vetemedés megakadályozásának különböző megoldásai vannak:
- Bizonyosodjunk meg róla, hogy megfelelően szinteztük-e a tárgyasztalt (leveling - a részletes leírását honlapunkon illetve egy későbbi bejegyzésben tárgyaljuk) - fontos, hogy a fúvóka és a tárgyasztal távolsága optimális legyen (mindig párhuzamos, és nem túl közel és nem is túl messze). Ha ez nem teljesül, az egyes oldalak elválhatnak a tárgyasztaltól
- Az első néhány réteg nyomtatásához használjunk kisebb sebességet (akár a nyomtató menüjéből állítva)
- Vegyük magasabbra a tárgyasztal hőmérsékletét, 1-2 fokonként emelve
- A nyomtatás elején, menüben emeljük meg az extrúdálási hőmérsékletet egy 5 fokkal, amit az első 1-2 réteg után állítsunk vissza az eredeti hőmérsékletre
- Ha minden kötél szakad, használjunk raft-ot (alaphálót) (a Makerware és a ReplicatorG nyomtatási ablakánál választható)
- Javítsunk a tárgyasztal tapadásán. Lásd erről szóló bejegyzésünket
- Ha Kapton fóliát használunk a nyomtatásnál (gyárilag ez van a nyomtatón), akkor tisztítsuk meg a tárgyasztalt acetonnal a szennyeződéstől
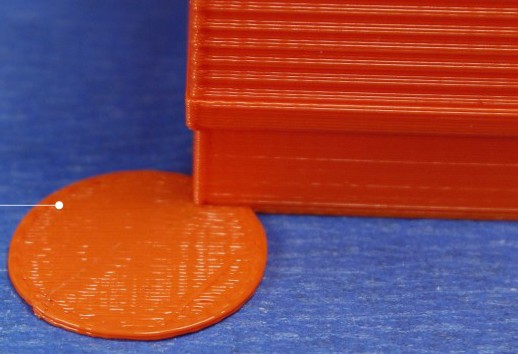
- Használjunk segéd "füleket": http://www.thingiverse.com/thing:38272
Mi is kipróbáltuk, és ezzel tényleg nagyon jó eredményt lehet elérni, nagyobb tárgyaknál is. Persze nyomtatás után ezeket a füleket egy hobbikéssel el kell távolítani, de a legtöbb esetben szinte nem is hagy nyomot.
 Használjunk PLA-t! PLA-val való nyomtatásnál nem jelentkezik ez a vetemedési probléma, de a PLA-nak más hátrányai vannak. Az ABS és PLA részletesebb bemutatását egy későbbi bejegyzésre hagyjuk. Mindenesetre ha nagy alapterületű tárgyat nyomtatunk, esetleg vegyük fontolóra a PLA használatát.
Használjunk PLA-t! PLA-val való nyomtatásnál nem jelentkezik ez a vetemedési probléma, de a PLA-nak más hátrányai vannak. Az ABS és PLA részletesebb bemutatását egy későbbi bejegyzésre hagyjuk. Mindenesetre ha nagy alapterületű tárgyat nyomtatunk, esetleg vegyük fontolóra a PLA használatát.- Biztosítsuk, hogy ne legyenek környezeti tényezők, amelyek vetemedést okoznak: a huzat, a hőmérséklet ingadozások, a túl hideg, mind okozhatnak ilyen problémát
- Végül egy hardveres megoldás: fedjük be a nyomtató oldalát (3 nyitott oldalát és a tetejét). Mi is árusítunk gyári plexi fedőlapokat, kifejezetten a Duplicator 4-hez, de mi magunk is készíthetünk / készíttethetünk ilyet. Mi ezt árusítjuk: http://3dnyomtato.shoppe.hu/products/kulso-plexi-boritas-wanhao-duplicator-4-nyomatokhoz