Wanhao i3 Mini előzetes - a 3D nyomtatók árversenyének új trónkövetelője
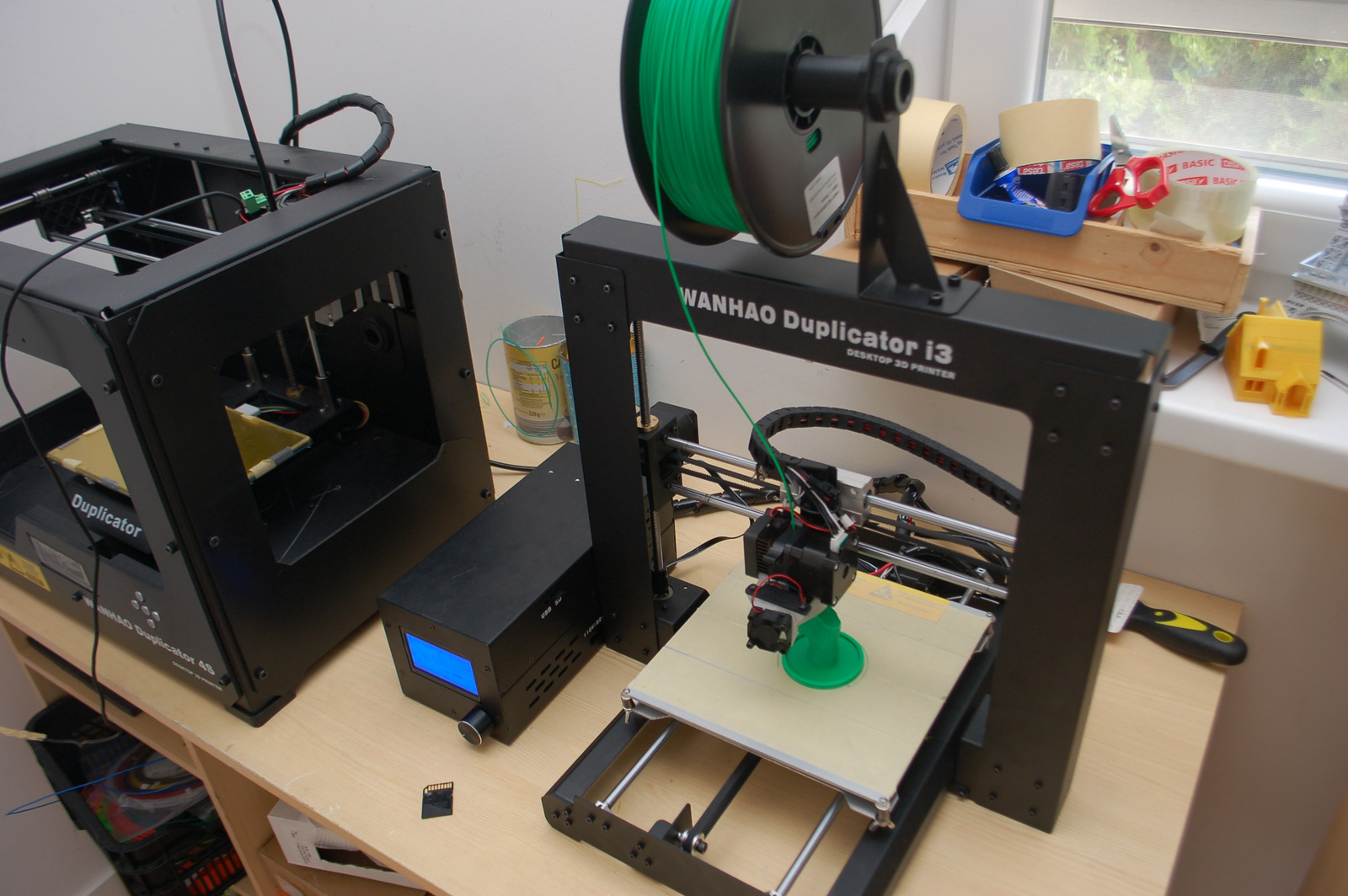
Örömmel jelenthetjük, hogy bár a Wanhao eddig is a kiváló ár-érték arányú, költséghatékony 3D nyomtatókról volt ismert, most kijöttek egy még olcsóbb 3D nyomtatóval: a Wanhao i3 Mini-vel. Ára nagyon kedvező: bruttó 89900 Ft-ért tudjuk kínálni, 1 éves garanciával, kiemelkedő vevői támogatással. És hogy miben kell némi kompromisszumot kötni? A maximálisan nyomtatható terület nem túl nagy, 120x120x120mm, de ez is elég nagyon sok dolog nyomtatására, és jónéhány dolgot több darabból is ki tudunk nyomtatni sok esetben. A másik költségcsökkentő tényező a fűthető tárgyasztal hiánya, ami miatt csak PLA-val, vagy olyan anyaggal tudunk dolgozni, amihez nem szükséges fűthető asztal. De a PLA típúsú anyag egyébként nagyon sokrétű felhasználással bír, mi is szinte kizárólag PLA-t használunk. Szemben a közhiedelemmel, egyáltalán nem gyenge anyag, nem bomlik le, nem porlad el, stb. Szóval sok esetben nem is szükséges más anyaggal nyomtatni. Ez a két dolog (fűthető asztal hiánya és viszonylag kicsi nyomtatási térfogat), ami miatt nem lesz mindenkinek megfelelő ez az új típus, de otthoni felhasználásra, játszadozásra, 3D nyomtatással való ismerkedésre tökéletes választás lehet! A thingiverse és más hasonló oldalakról végtelen mennyiségű kész 3D modellt tudunk letölteni és kinyomtatni a nyomtató segítségével.
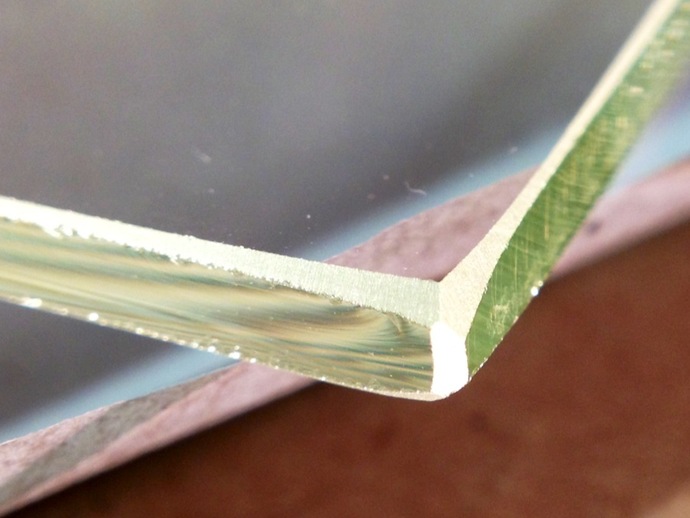
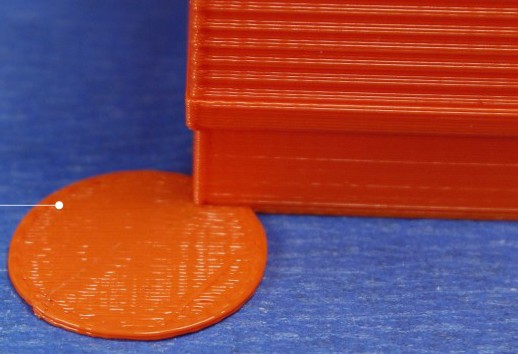
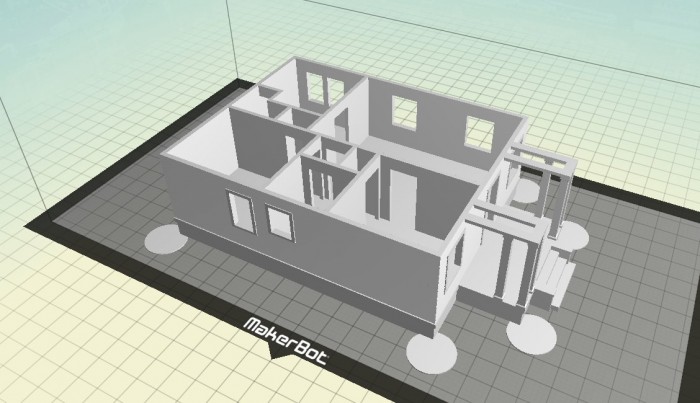
És akkor néhány próbadarab nyomtatásáról kép, amit a nálunk lévő géppel nyomtattunk:
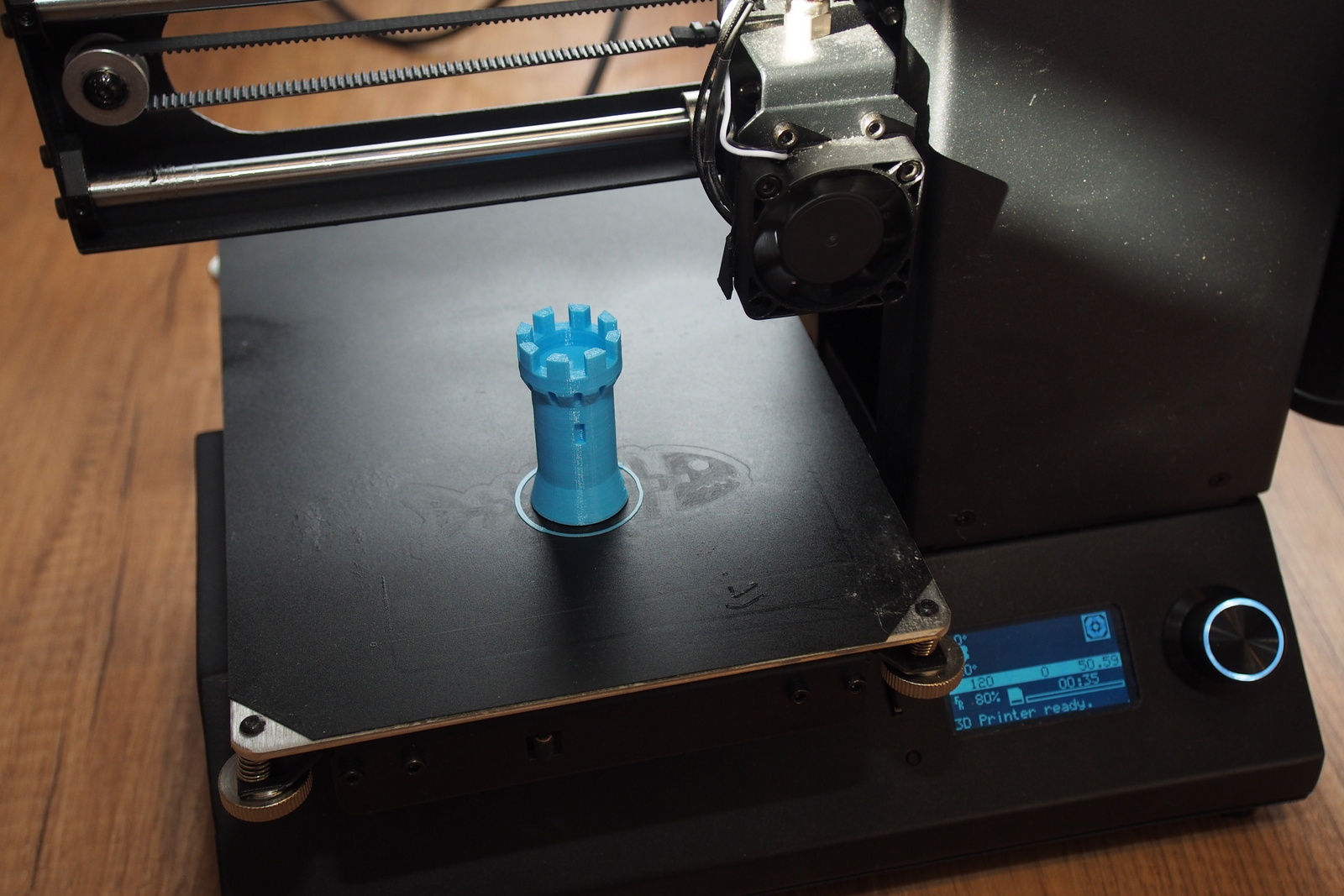
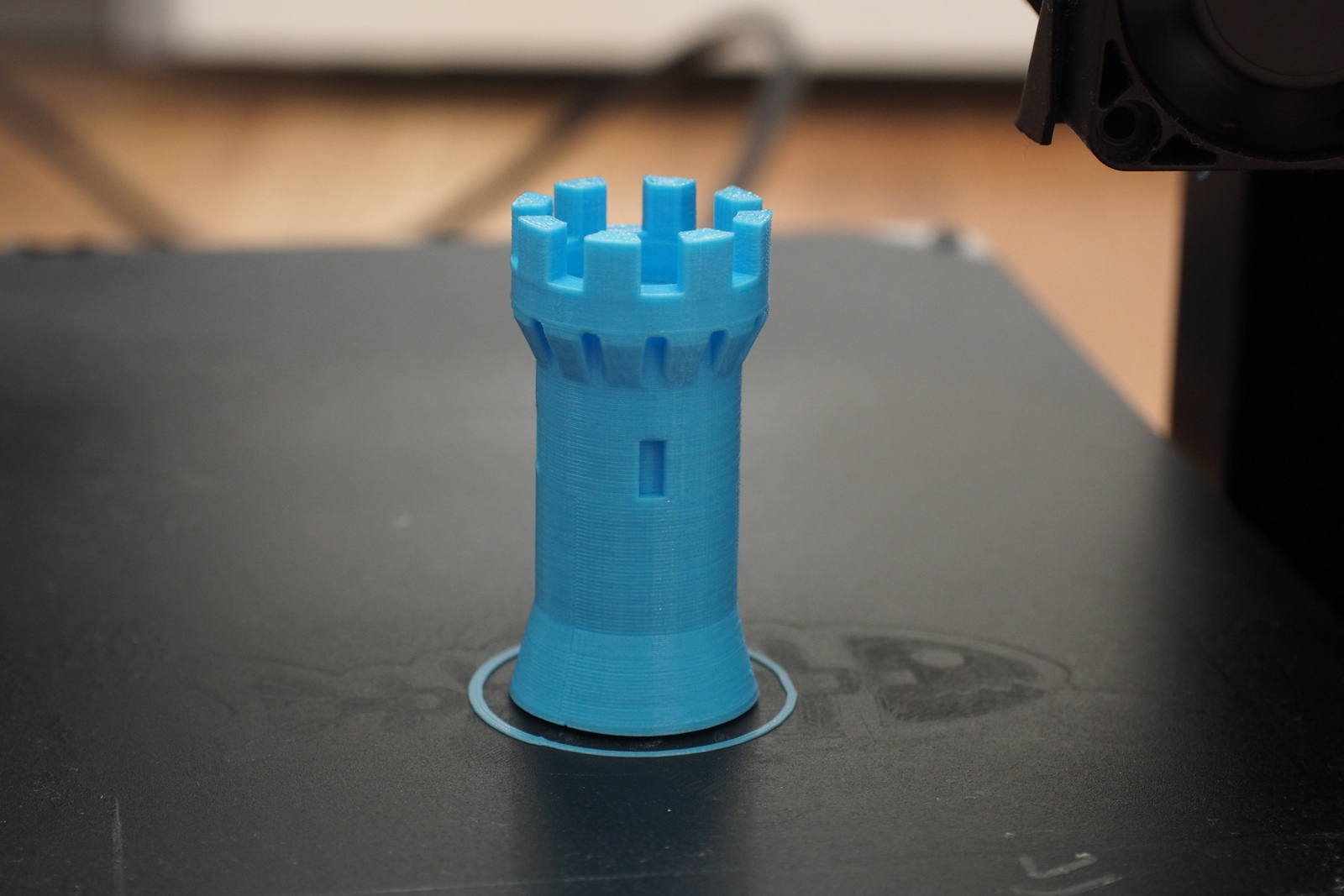
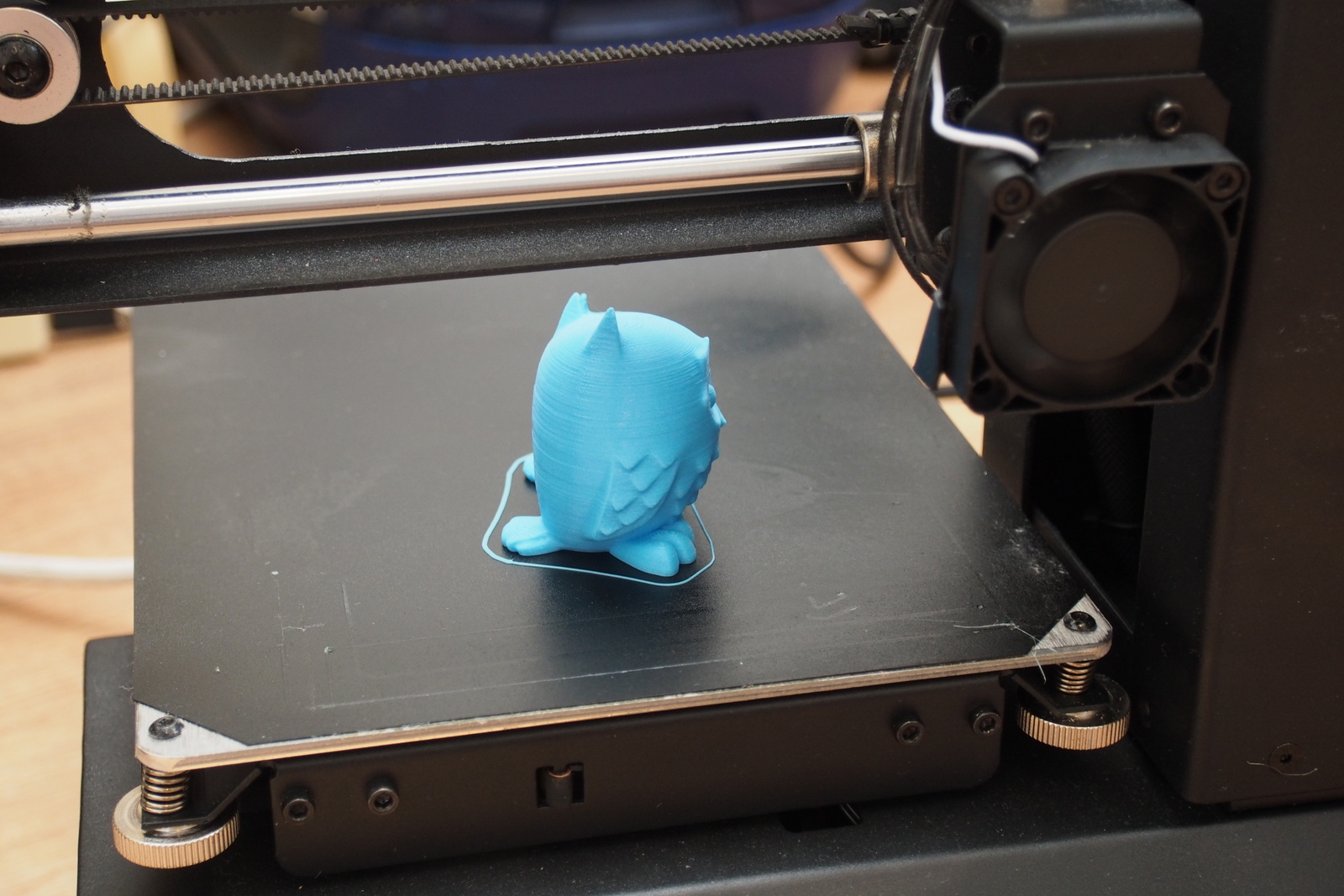


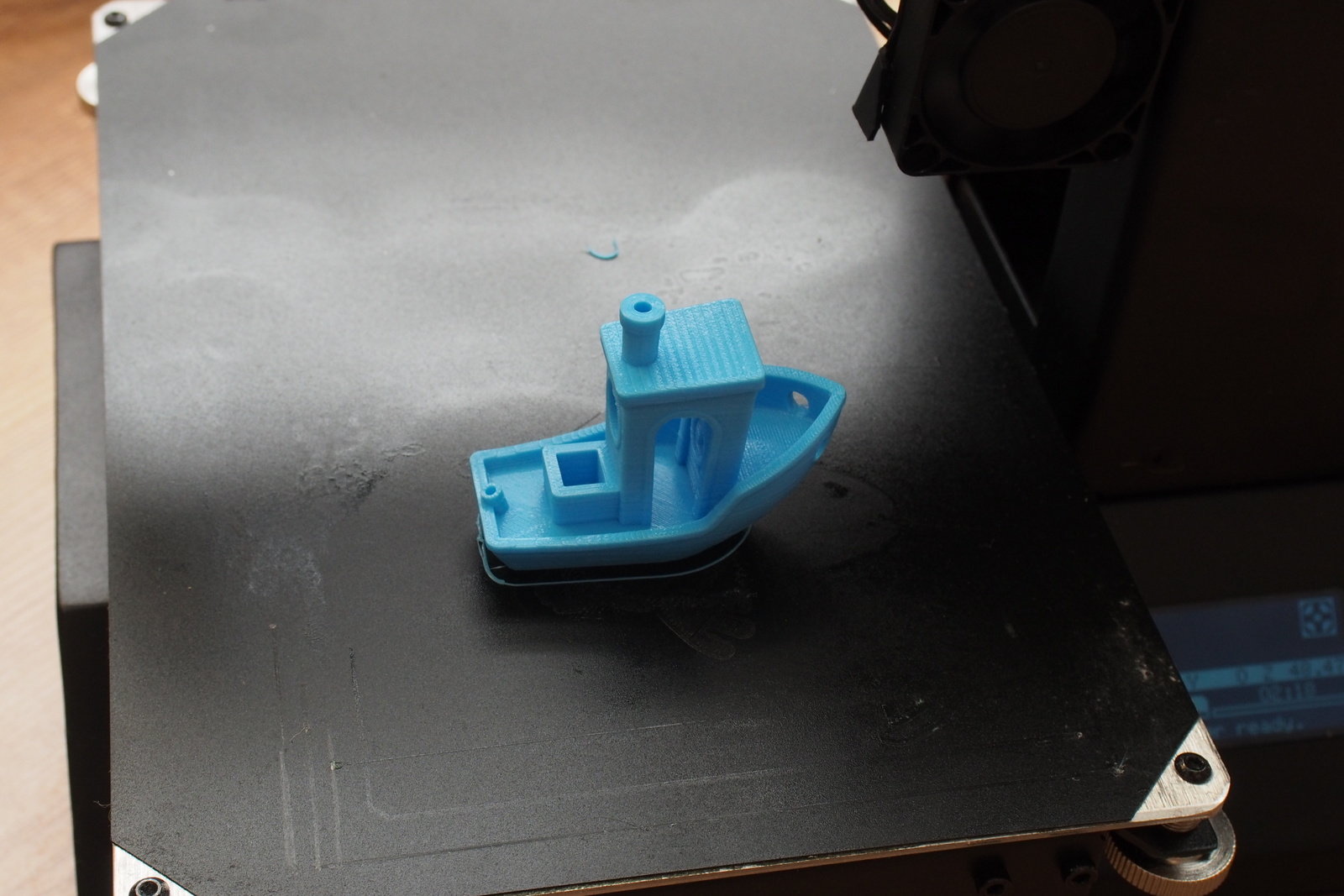

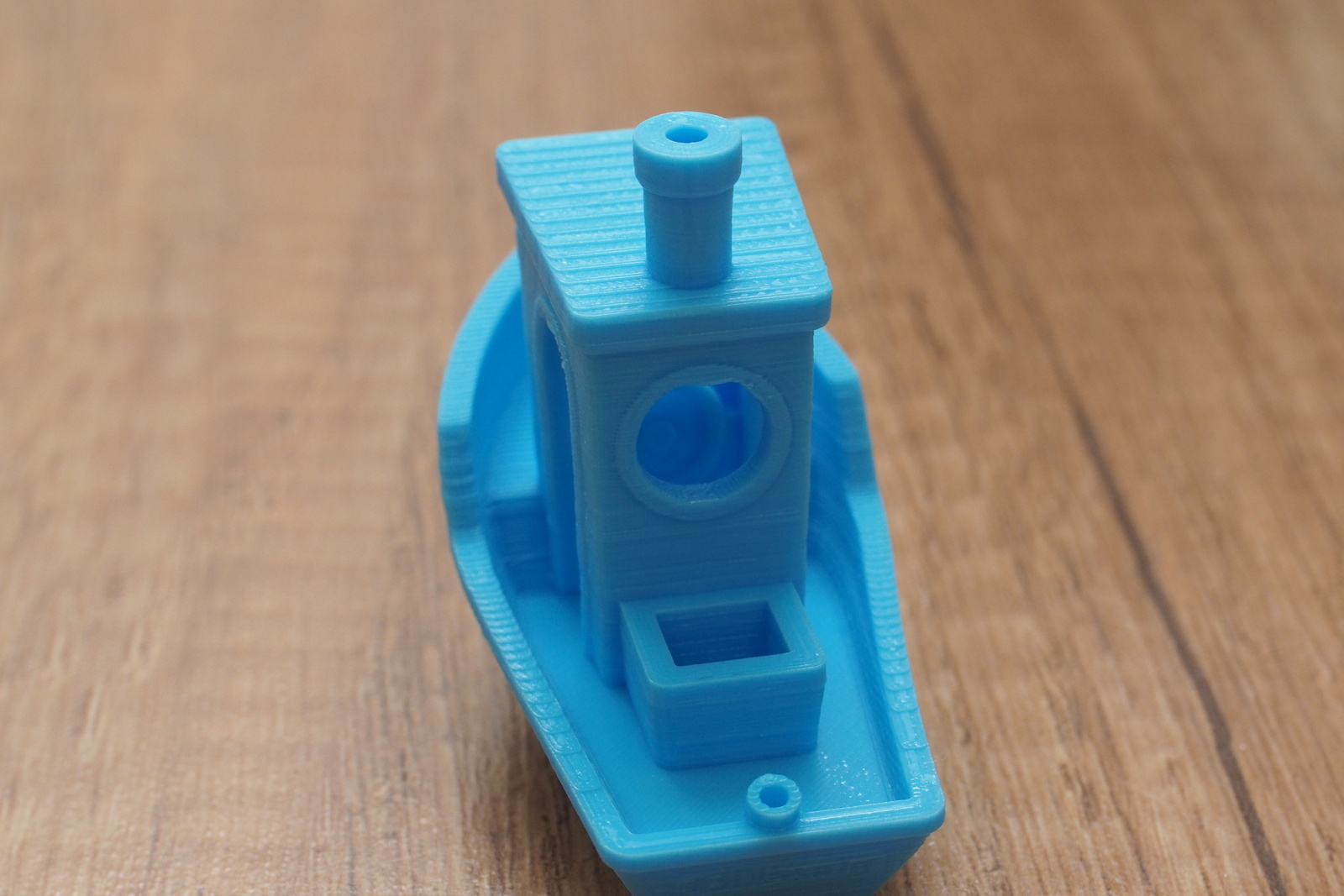

Szerintem nem rossz egyáltalán egy készre szerelt, dobozból kivéve 10 perc alatt működőképes, 89900 Ft-os 3D nyomtatótól. Cura-val (2.3-as verzió) nyomtattam, 0.15mm-es rétegvastagsággal, átlagos PLA beállításokkal, 45mm/sec-es sebességgel.
Előrendeléseket felveszünk, várhatóan 2 hét múlva lesz raktáron. Természetesen elvárhatjuk a tőlünk megszokott technikai támogatást és nagyon részletes, magyar nyelvű beüzemelési és használati útmutatót.





 Használjunk PLA-t! PLA-val való nyomtatásnál nem jelentkezik ez a vetemedési probléma, de a PLA-nak más hátrányai vannak. Az ABS és PLA részletesebb bemutatását egy későbbi bejegyzésre hagyjuk. Mindenesetre ha nagy alapterületű tárgyat nyomtatunk, esetleg vegyük fontolóra a PLA használatát.
Használjunk PLA-t! PLA-val való nyomtatásnál nem jelentkezik ez a vetemedési probléma, de a PLA-nak más hátrányai vannak. Az ABS és PLA részletesebb bemutatását egy későbbi bejegyzésre hagyjuk. Mindenesetre ha nagy alapterületű tárgyat nyomtatunk, esetleg vegyük fontolóra a PLA használatát.