A határok feszegetése: 50 mikronos (0,05 mm-es) nyomtatás - II. felvonás
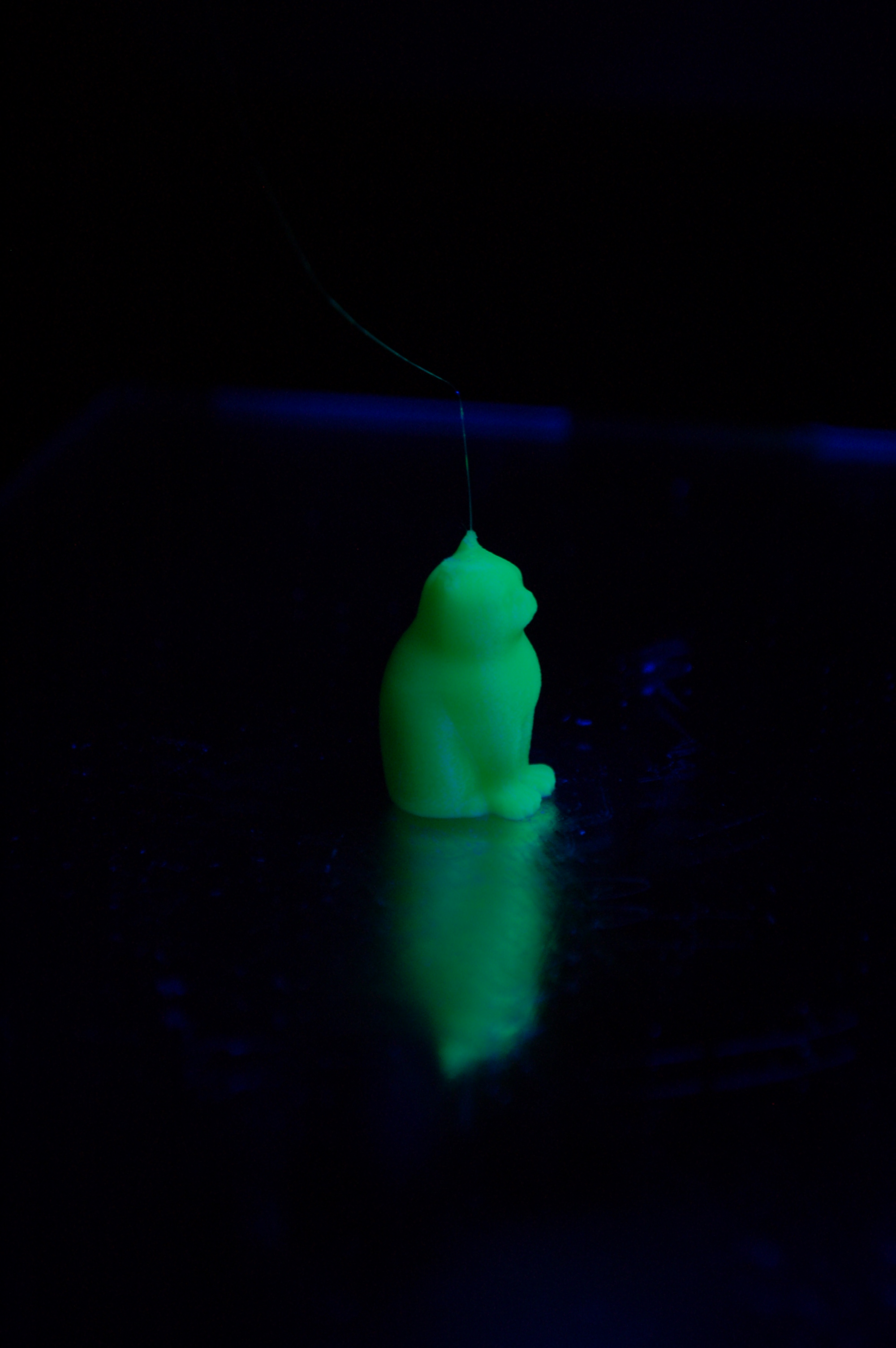
Nem hagyott nyugodni a dolog, hogy a tegnapi 0.05mm-es kísérletem nem adott valami szép eredményt. Persze nem mondom, hogy nem tudtam tőle aludni, de azért mégiscsak megér egy második felvonást. Örömmel jelenthetem, hogy a második próbálkozásomat már siker koronázta: némi finomhangolás után és egy másik szál használatával a Makerbot Laser Cat-et, megint csak kb. 2,5cm-es magasságra csökkentve, sikerült szépen kinyomtatnom 0.05mm-es rétegvastagsággal!





Mi változott a tegnapi kísérlet óta?
- Szálat váltottam: a tegnapi szürke PLA helyett világoszöld PLA-ra váltottam. Ezzel korábban kicsit konzisztensebb eredményt értem el. Lehet, hogy ennek a szálnak közelebb van a referencia értékhez a szálvastagsága
- Kicseréltem a törött lapátú ventilátort a vibráció csökkentése végett
- Megzsíroztam teflon alapú kenőanyaggal a kellő helyeken a nyomtatót (lásd előző bejegyzés)
- Kicsit szinteztem még a nyomtatón
- Megemeltem egy kicsit a hőmérsékletet (205C fokra, hogy könnyebben folyjon a műanyag)
- Konzervatívan csökkentettem a sebességet - 40 mm/sec extrúdálási és 80mm/sec mozgási sebességre
Valószínűleg a legtöbbet a törött ventilátor cseréje illetve a sebesség csökkentése nyomott a latba.
A képen látszik (illetve látszik, hogy nem látszik) a rétegződés, és tapintásra is nagyon finom a macska felülete (valóságban inkább szőrös lenne, persze). Az apró fülek is jók lettek, de az nem 100%-os. Lehet, hogy ott kicsit lassabban (vagy éppen gyorsabban?) kellett volna nyomtatni. Vagy lehet, hogy a tárgyhűtő ventilátorom túl hatékony.
Szóval a mai tanulság, hogy ne adjuk fel, és bátran feszegessük a határokat! Illetve a másik tanulság az, hogy ezen az 50 mikronos rétegvastagságon már nagyon sok türelem kell, mert ez a 2.5cm magas modell is majd egy óráig készült. Persze lehet, hogy csak én voltam kicsit konzervatív a sebességet illetően, de biztosra akartam menni.