
ABS nyomtatás az i3-mal: gyűrűtartó kéz
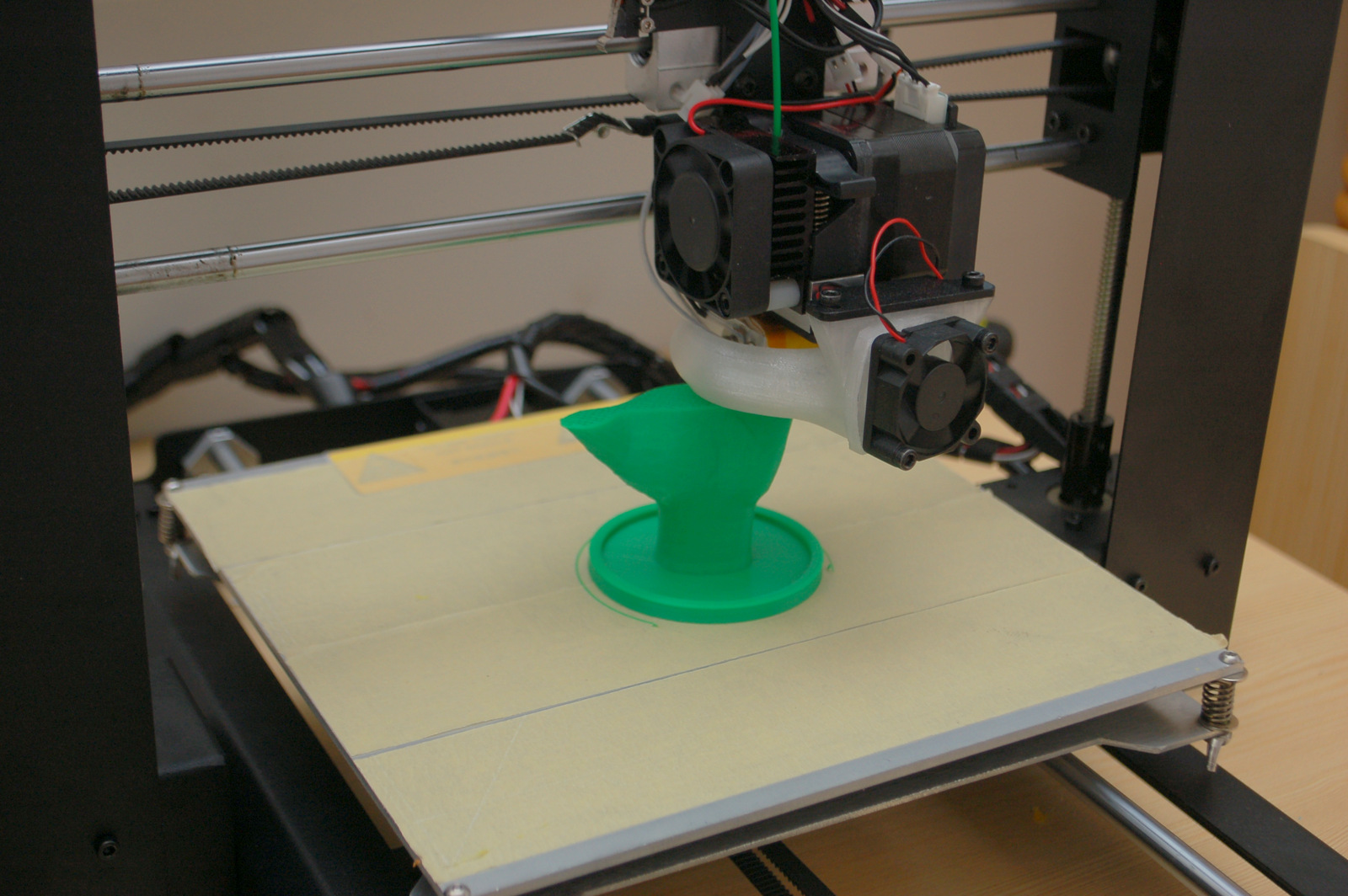



Gondoltam teszek egy hosszabb, nagyobb próbát is arra nézve, hogy mire képes az i3 ABS nyomtatás terén. Mivel van fűthető tárgyasztal, elméletileg nincs akadálya az ABS nyomtatásnak. De valószínűleg sokan tudják, hogy azért az ABS sem olyan egyszerű anyag: főleg nagyobb alapterület esetén hajlamos vetemedni, "kunkorodni" a szélek mentén. Úgyhogy vettem egy gyűrűtartó kéz modellt, amit felnagyítottam kb. 150%-ra, és 0.2mm-es rétegvastagsággal, zöld ABS-szel kinyomtattam. Az eredmény nagyon szép lett! Bár igaz, hogy kerek alap esetén nem annyira jön elő a vetemedés, de szerintem ragasztószalagra simán nyomtatva ez is remek lett, és a tárgy felülete is szép.
Egy helyen, a hüvelykujj alatt egy kicsit a meredek "overhang" (kiszögellés) miatt nem lett olyan szép, de aztán gondoltam egyet, és bekapcsoltam a tárgyhűtő kis ventit, de csak 15%-os sebességre, mivel az ABS nagyon nem szereti, ha túl gyorsan hűl, ekkor hajlamos vetemedni és a rétegek is elválnak egymástól, nem lesz olyan erős az elkészült tárgy. Itt viszont nem volt szempont, hogy rétegek minél jobban összeforrjanak, így ráengedtem egy nagyon kis hűtést, hogy az overhang és a tárgy felülete is szebb legyen.
Néhány tipp az ABS nyomtatáshoz (a szeleteléshez Cura-t használtam):
- Tárgyasztal hőmérséklet: 90-100C (én itt 90-et használtam)
- Fúvóka hőmérséklet: 235C körül
- Sebesség: normál PLA sebesség, azaz olyan 50-60mm/sec, de érdemes az első réteget lassabban nyomtatni (beállítva már a slicerben, vagy menüből manuálisan a nyomtatás elején), hogy jobban tapadjon az első réteg
- Flow (%) paraméter (száladagolás szorzó): 108-110% (Cura-ban)
Korábbi blogbejegyzések:




