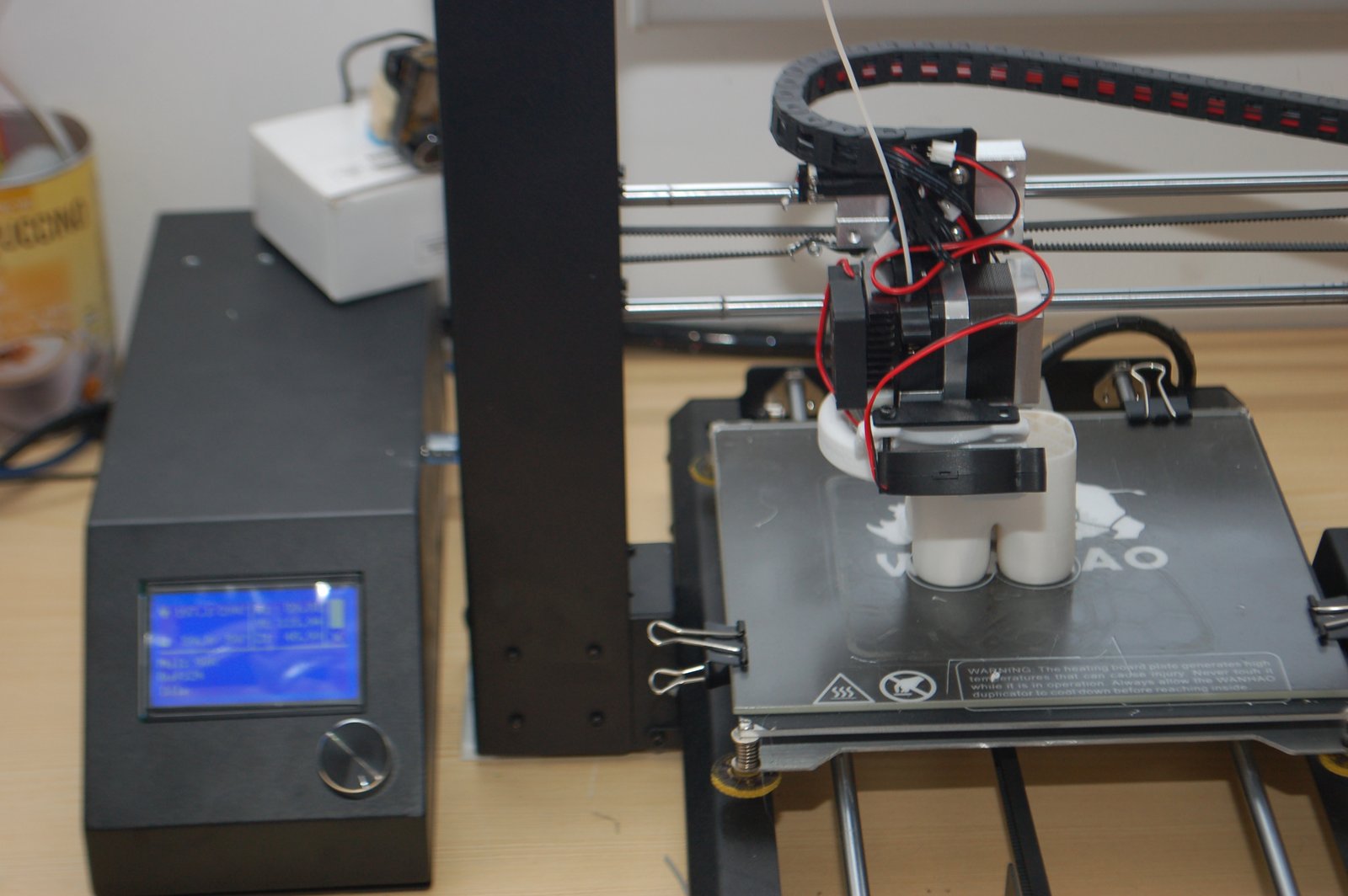
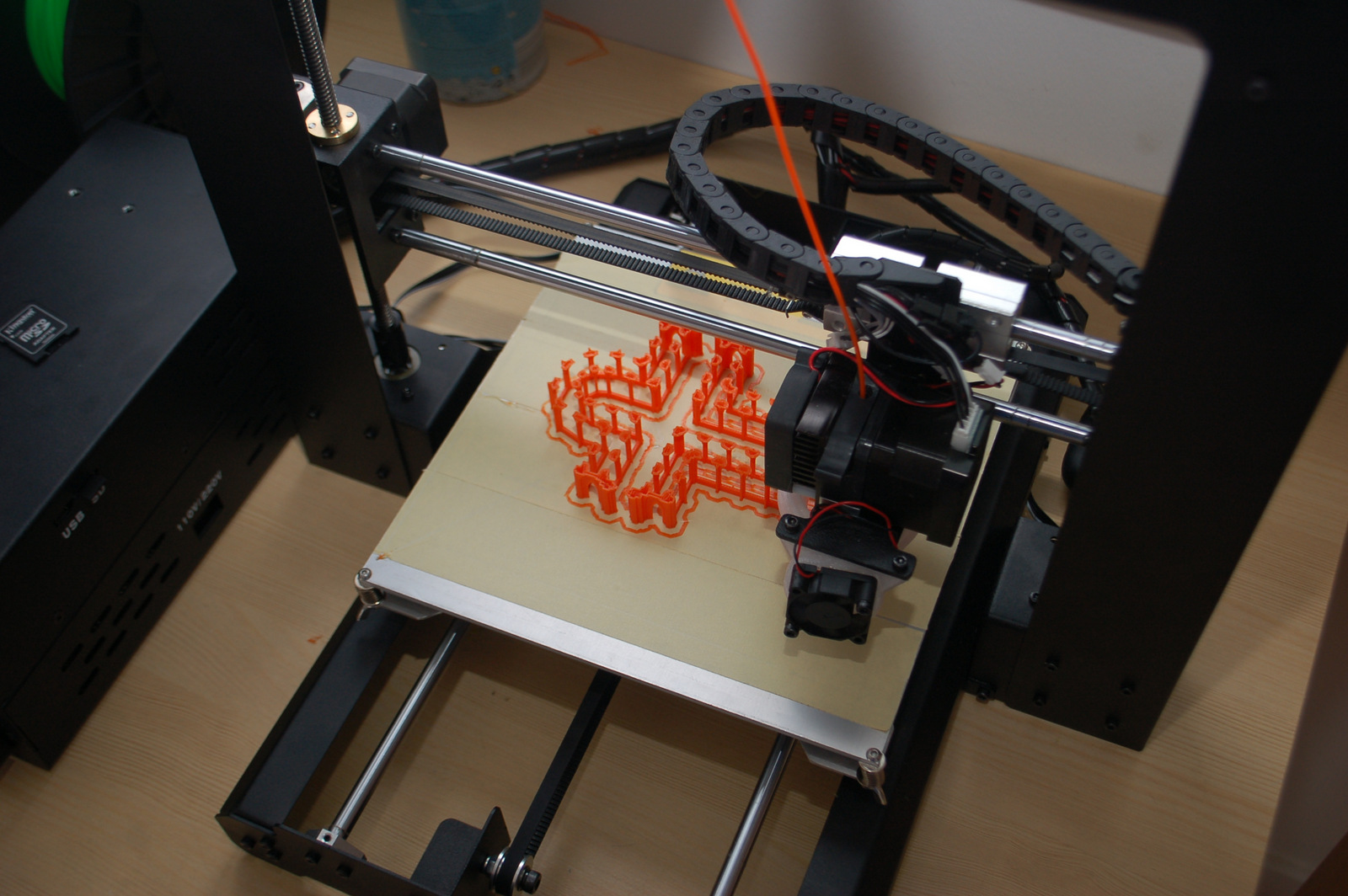
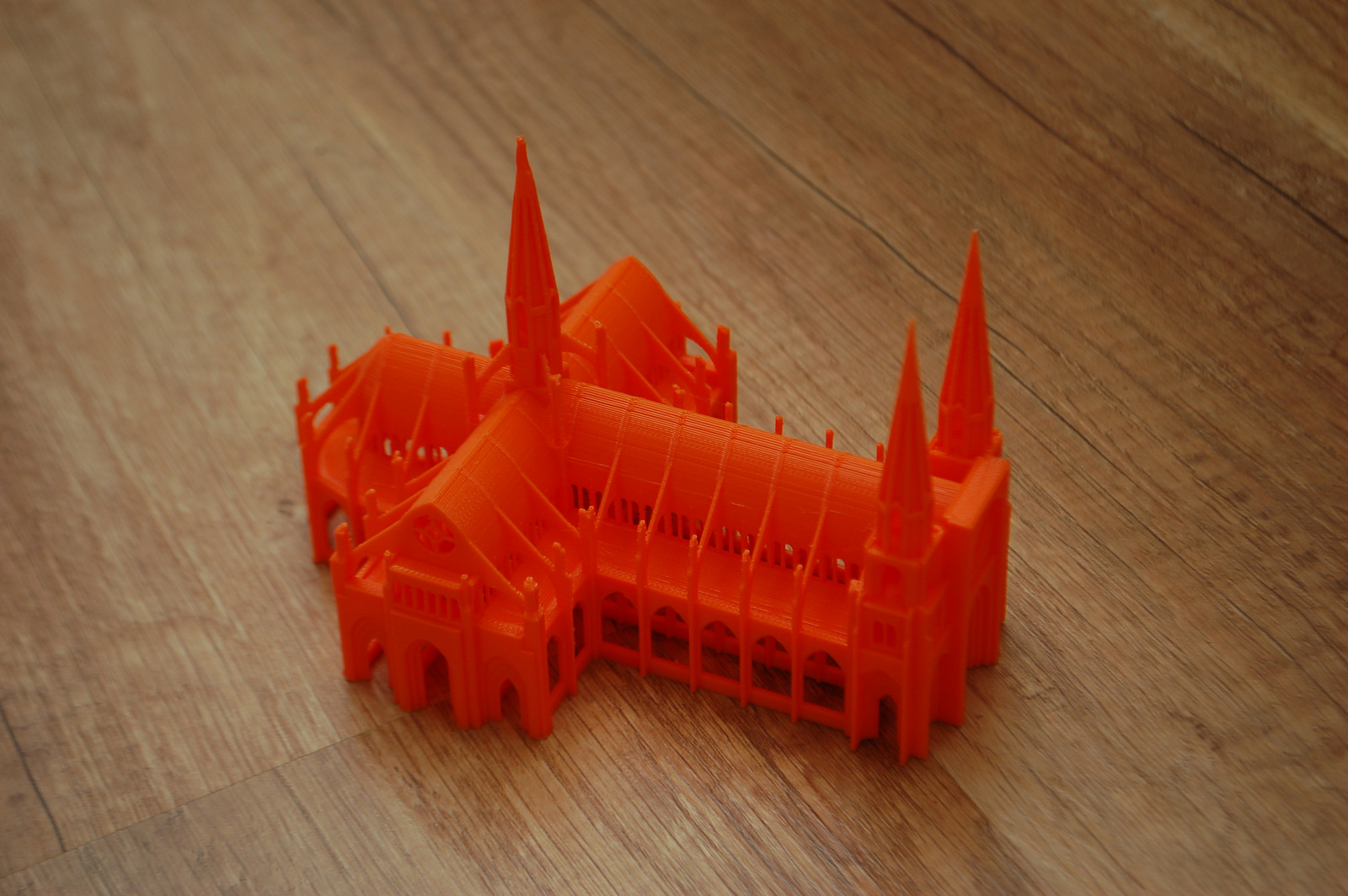
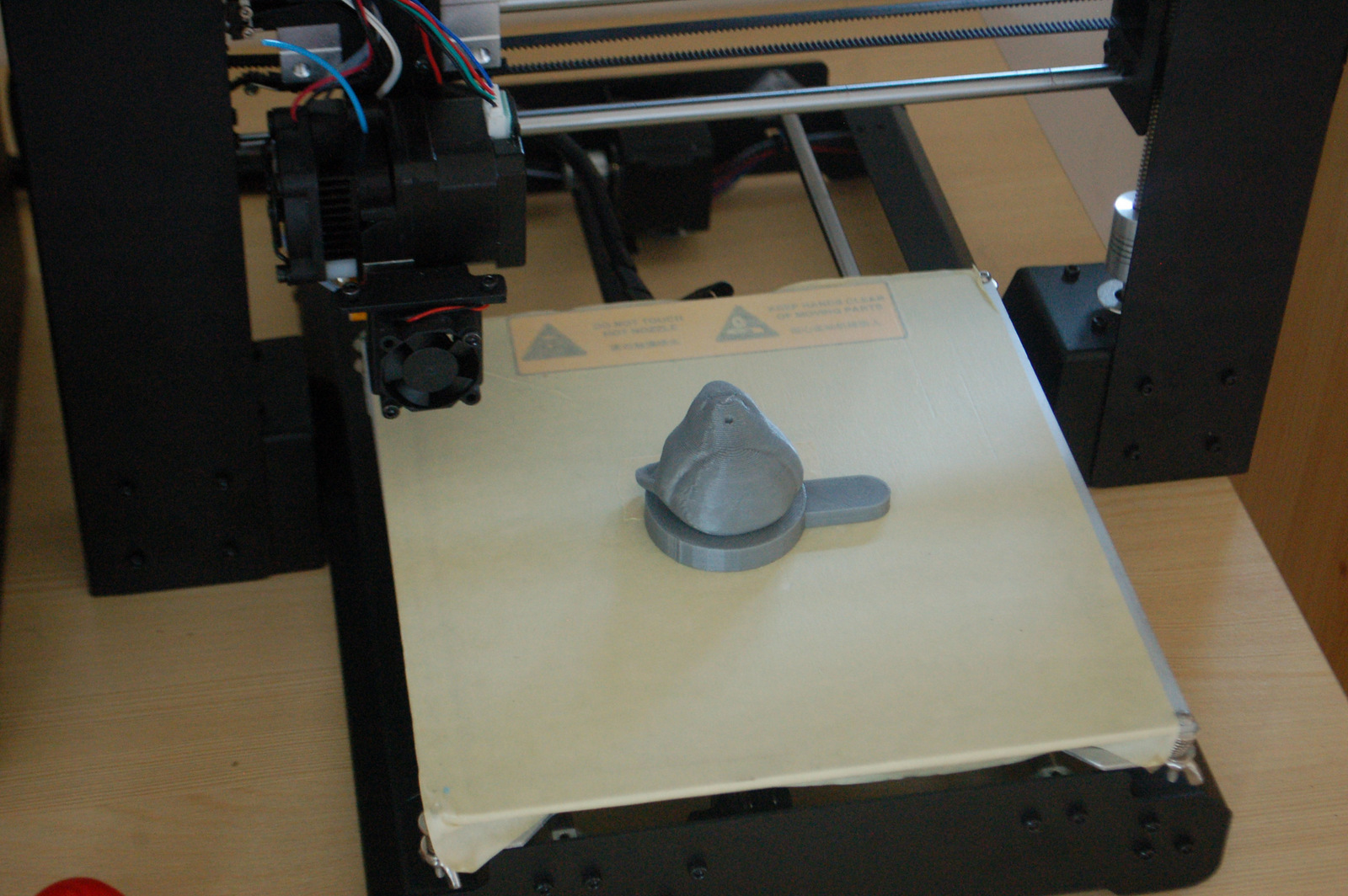
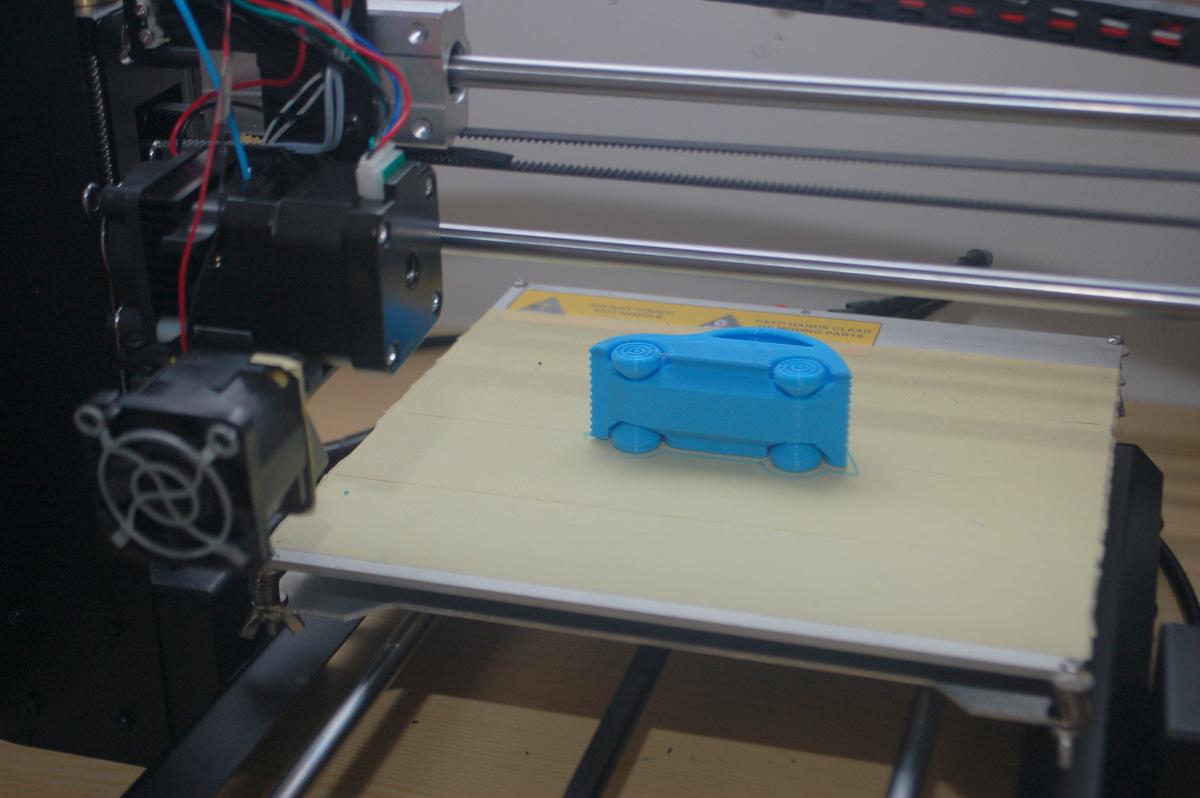
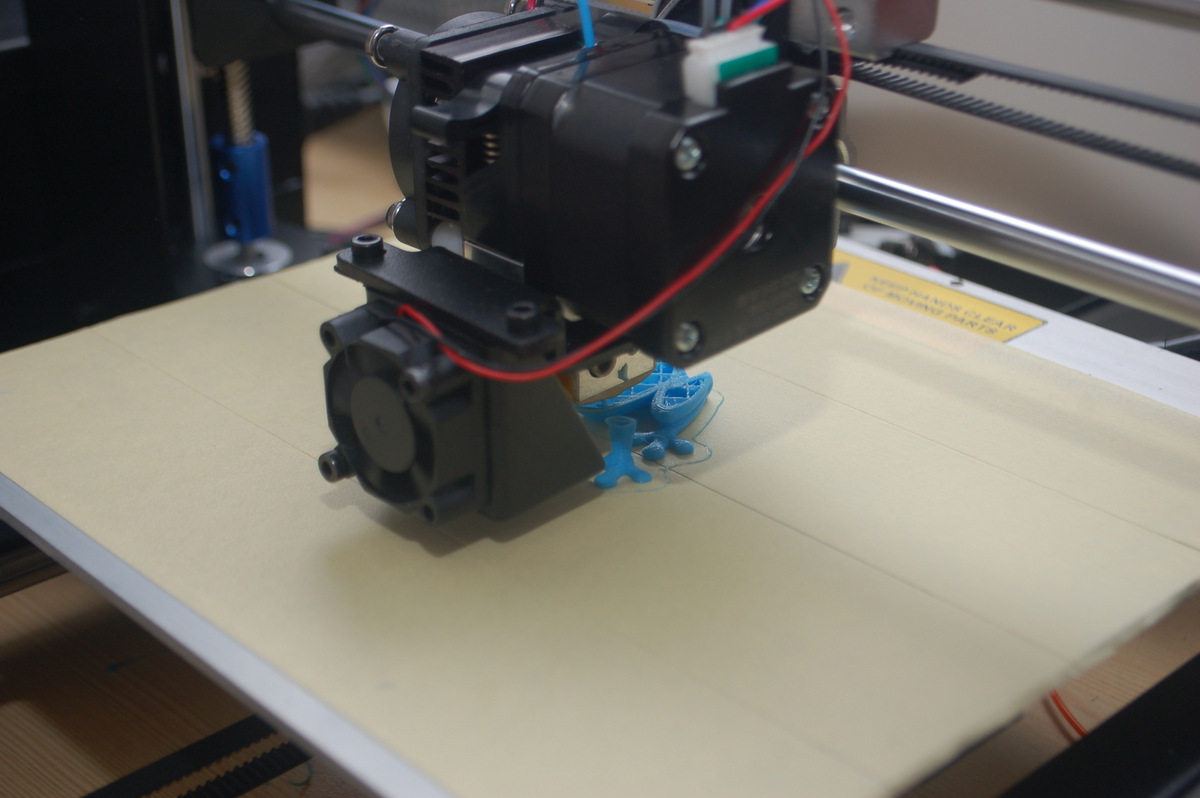
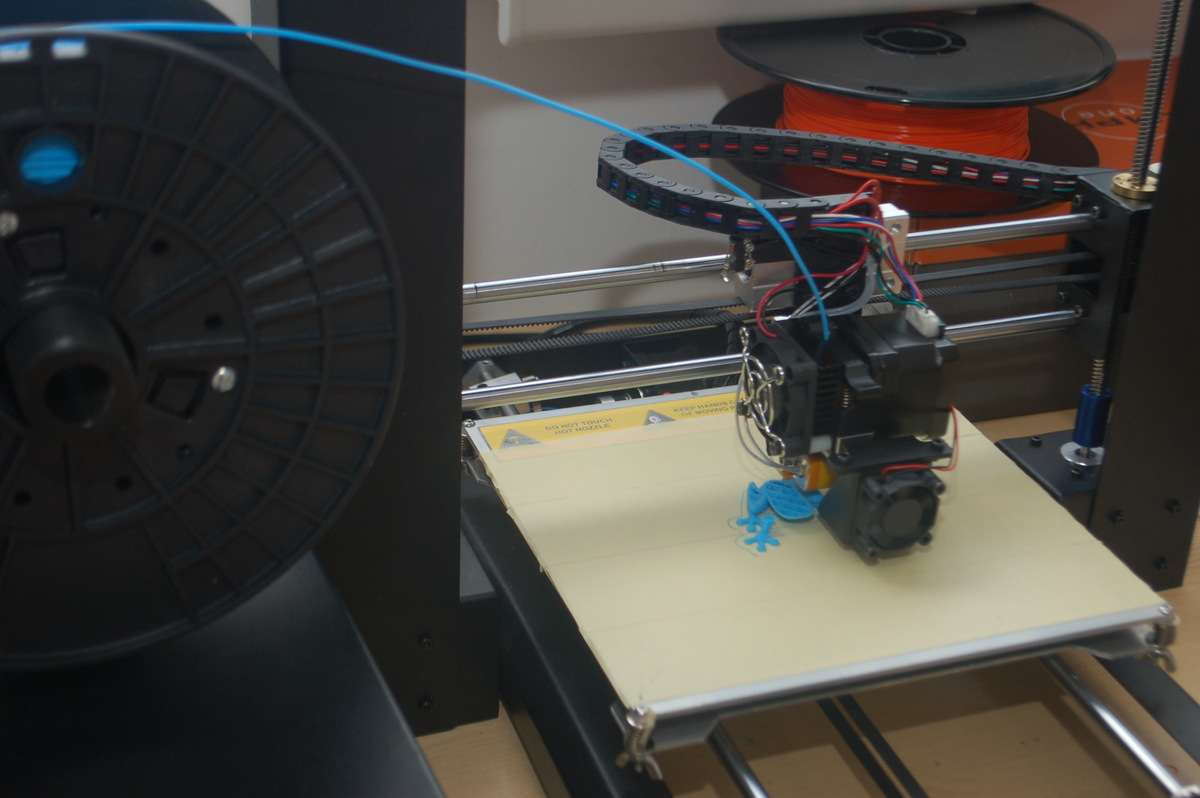
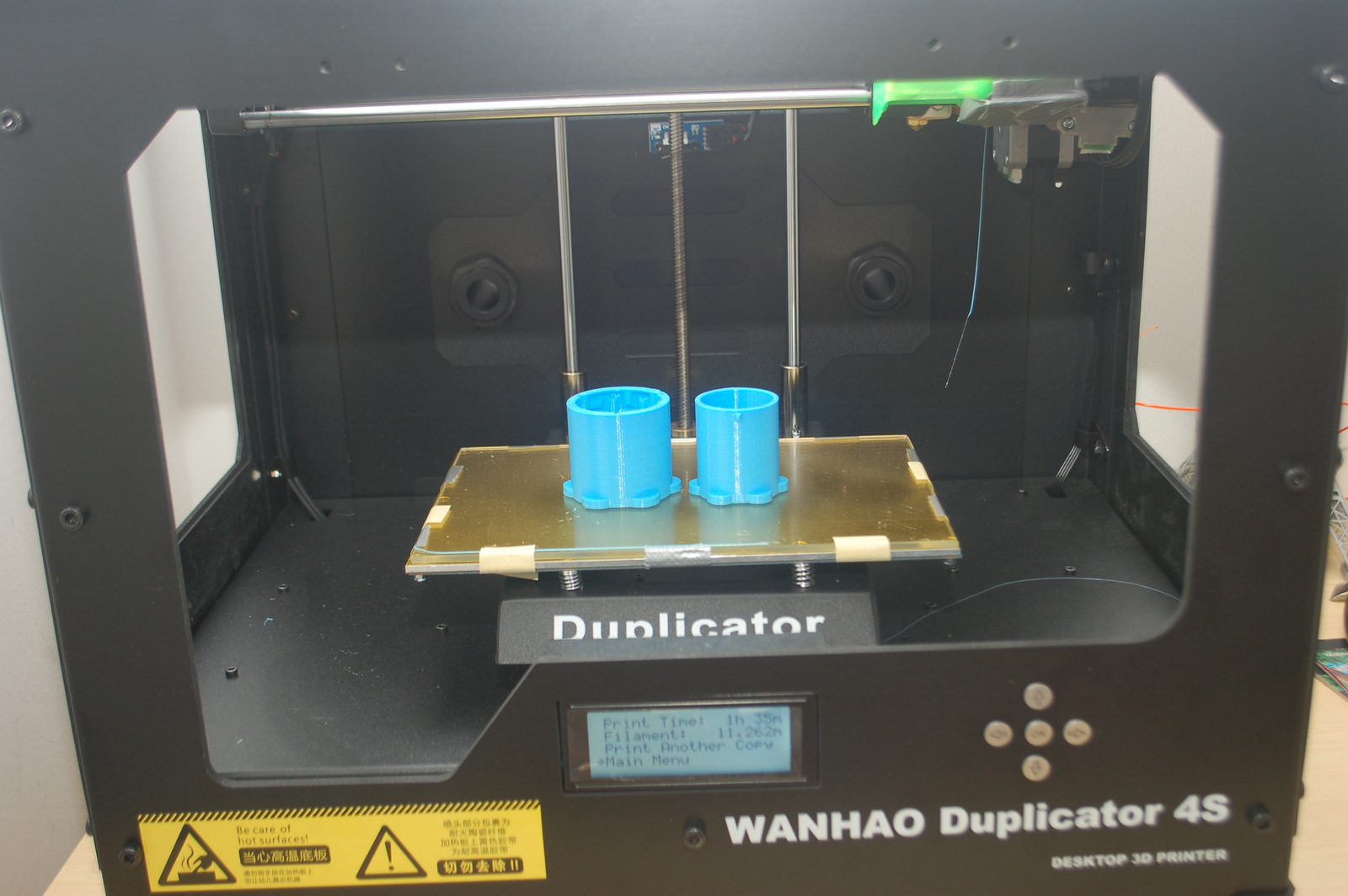
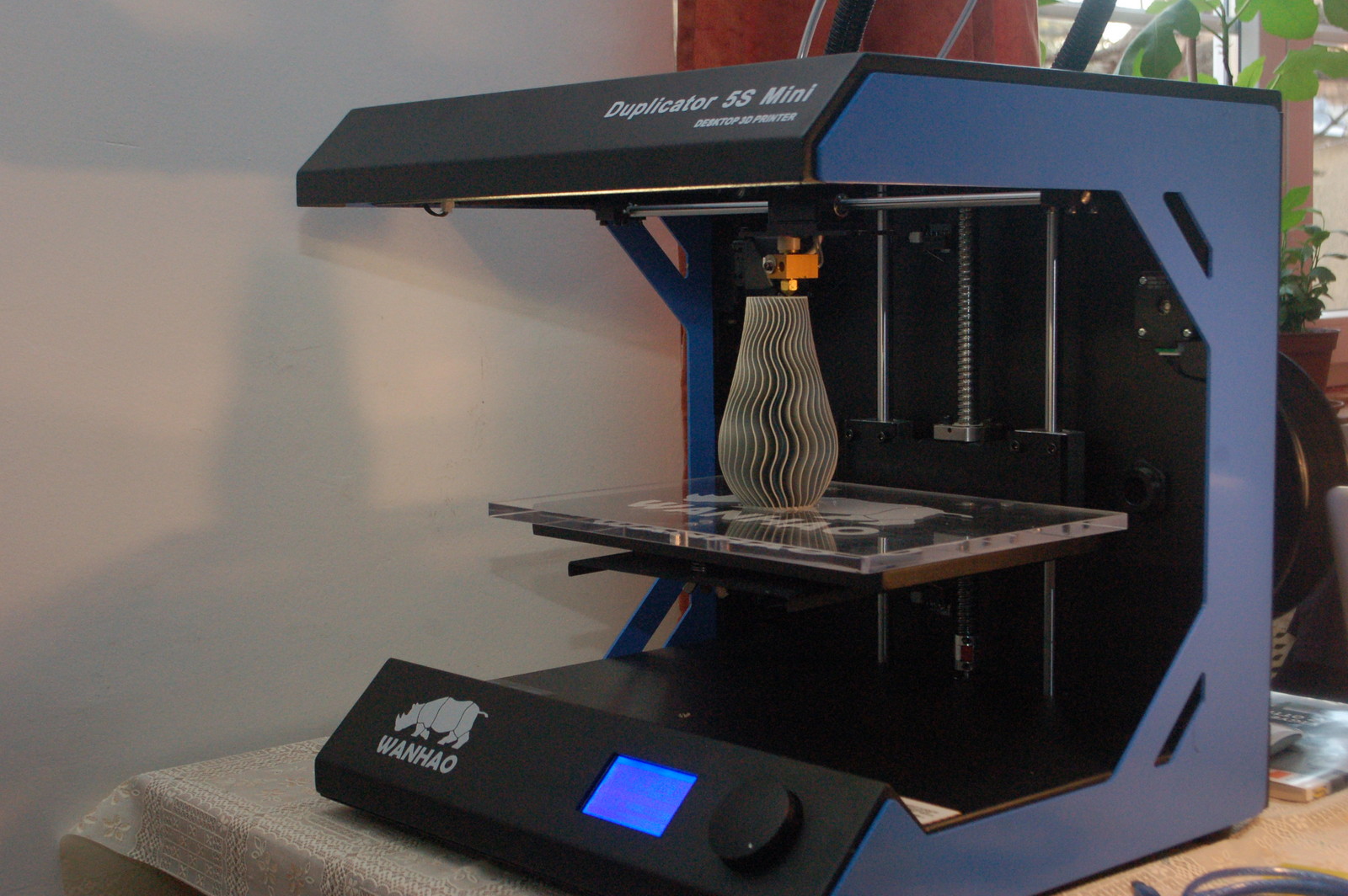
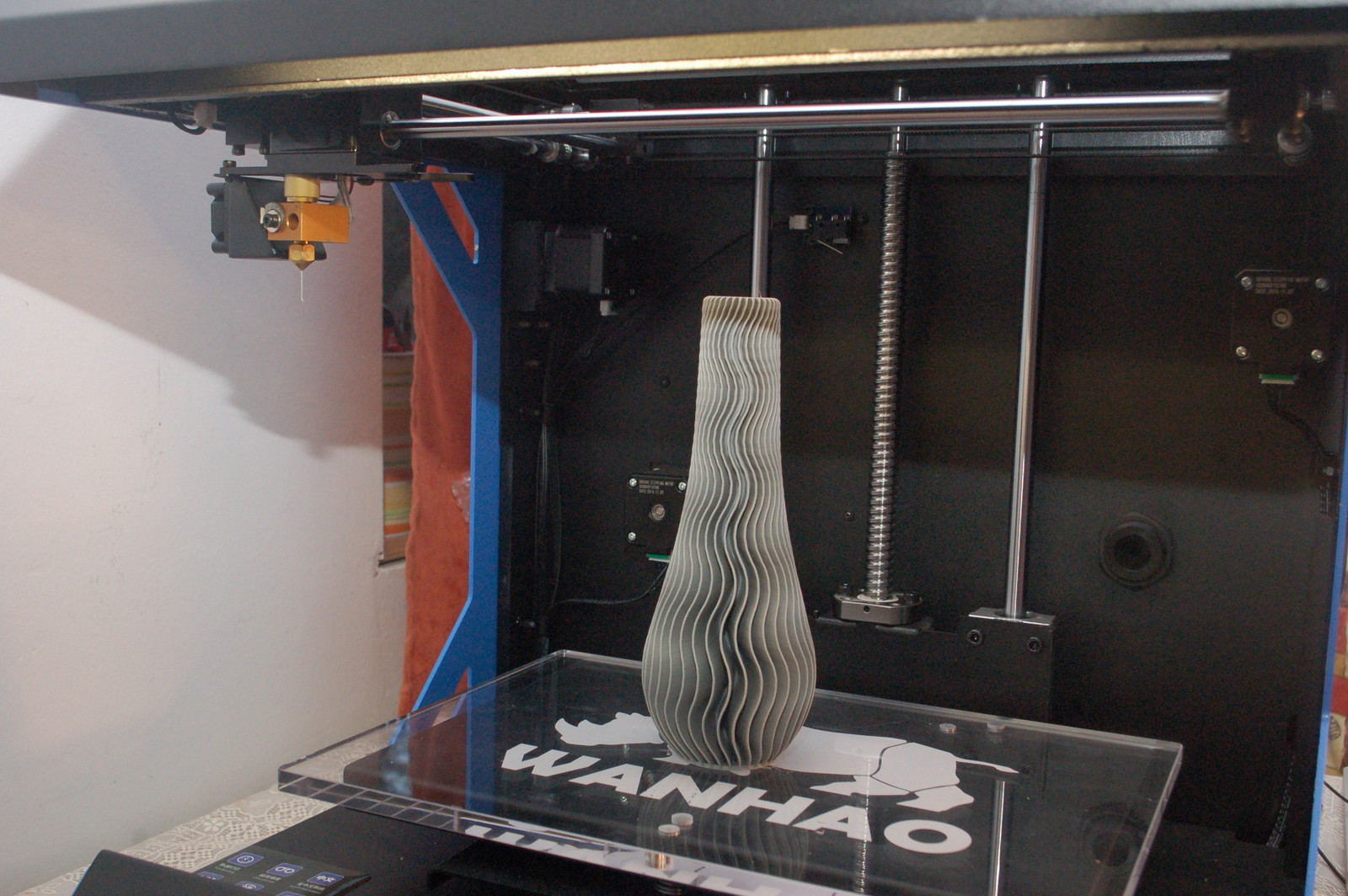
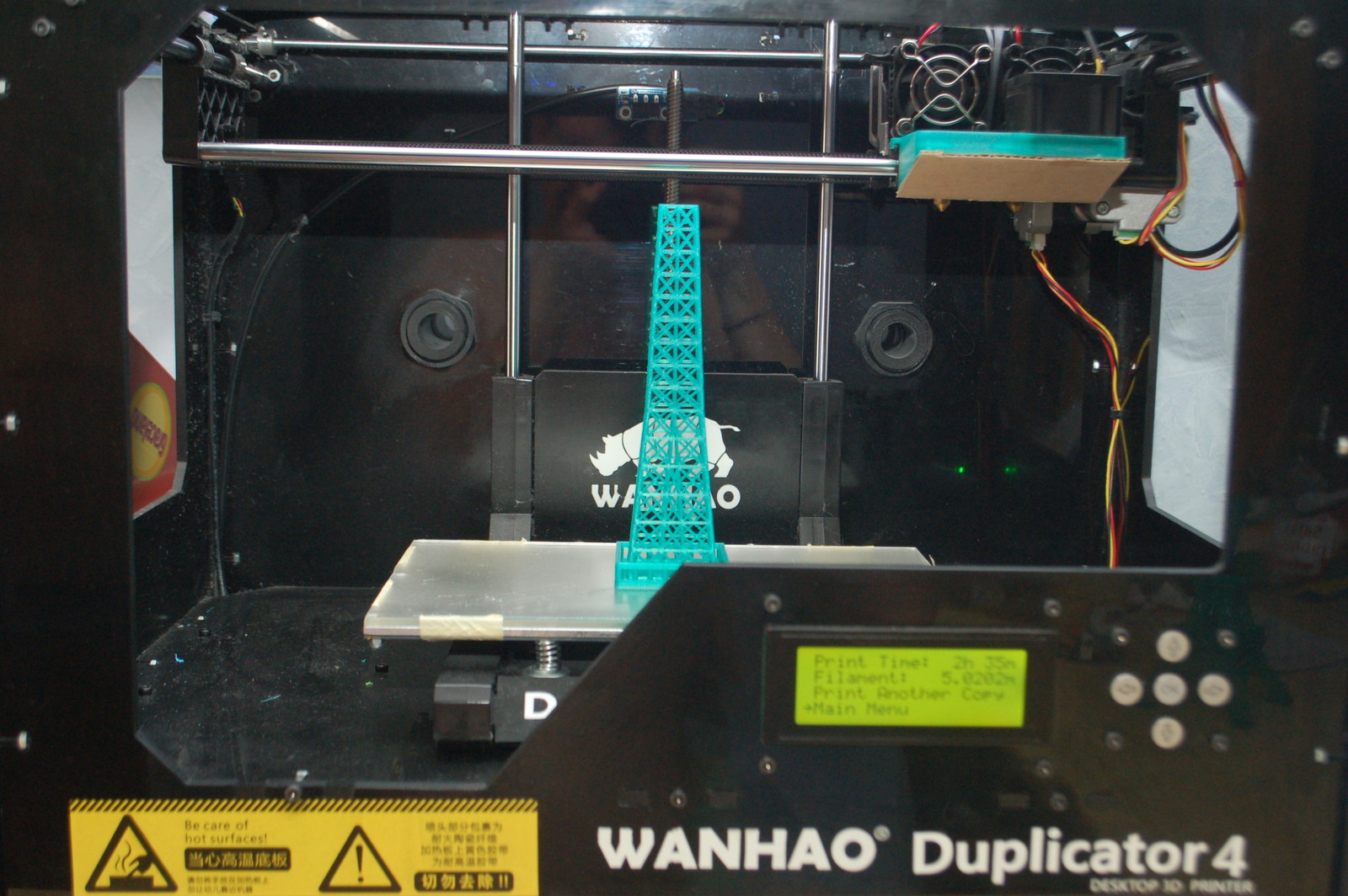
A két ünnep között érkezett egy nagyobb szállítmány, amiben volt egy Duplicator 5S Mini nyomtató is, ami egy viszonylag új modell. Ez a Duplicator 5S modelljéhez nagyon hasonló nyomtató, csak kisebb Z irányú nyomtatási térfogattal rendelkezik. Viszont egy alapvetően nagyon jó nyomtatási
A Duplicator 5S Mini specifikációja:
- Masszív acél váz
- 305mm x 205mm x 205mm-es nyomtatási terület
- 1 fejes extrúder
- 3mm-es PLA / PVA nyomtató szál
- 160mm/sec nyomtatási sebesség
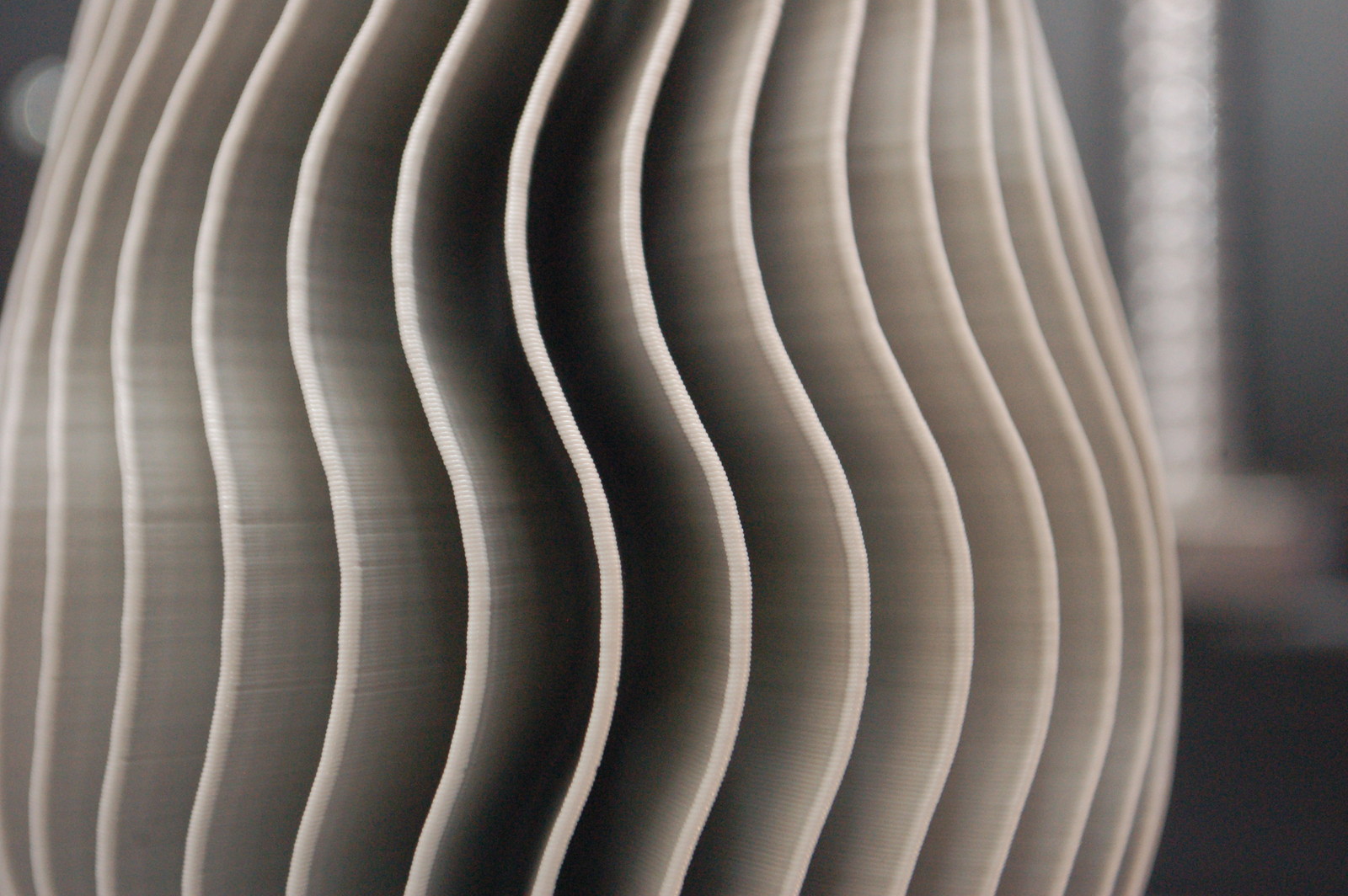
- 0.02-0.4mm-es rétegvastagság!
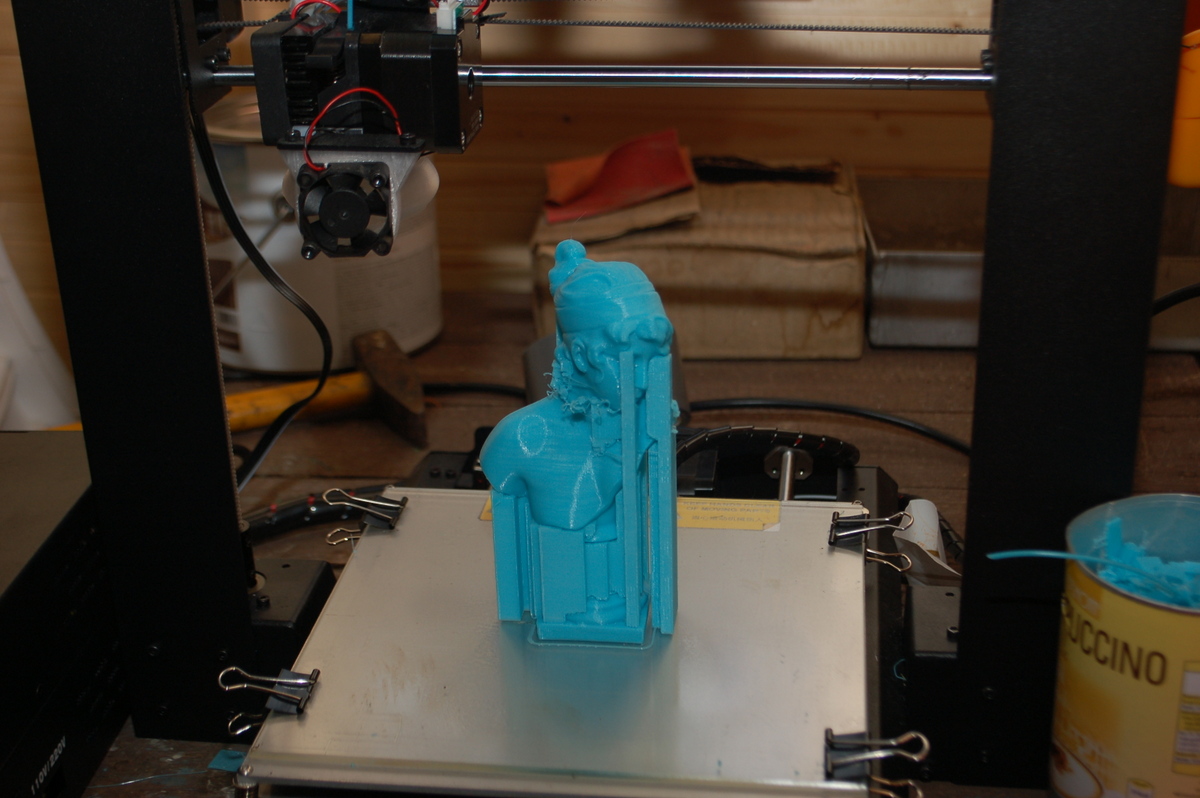
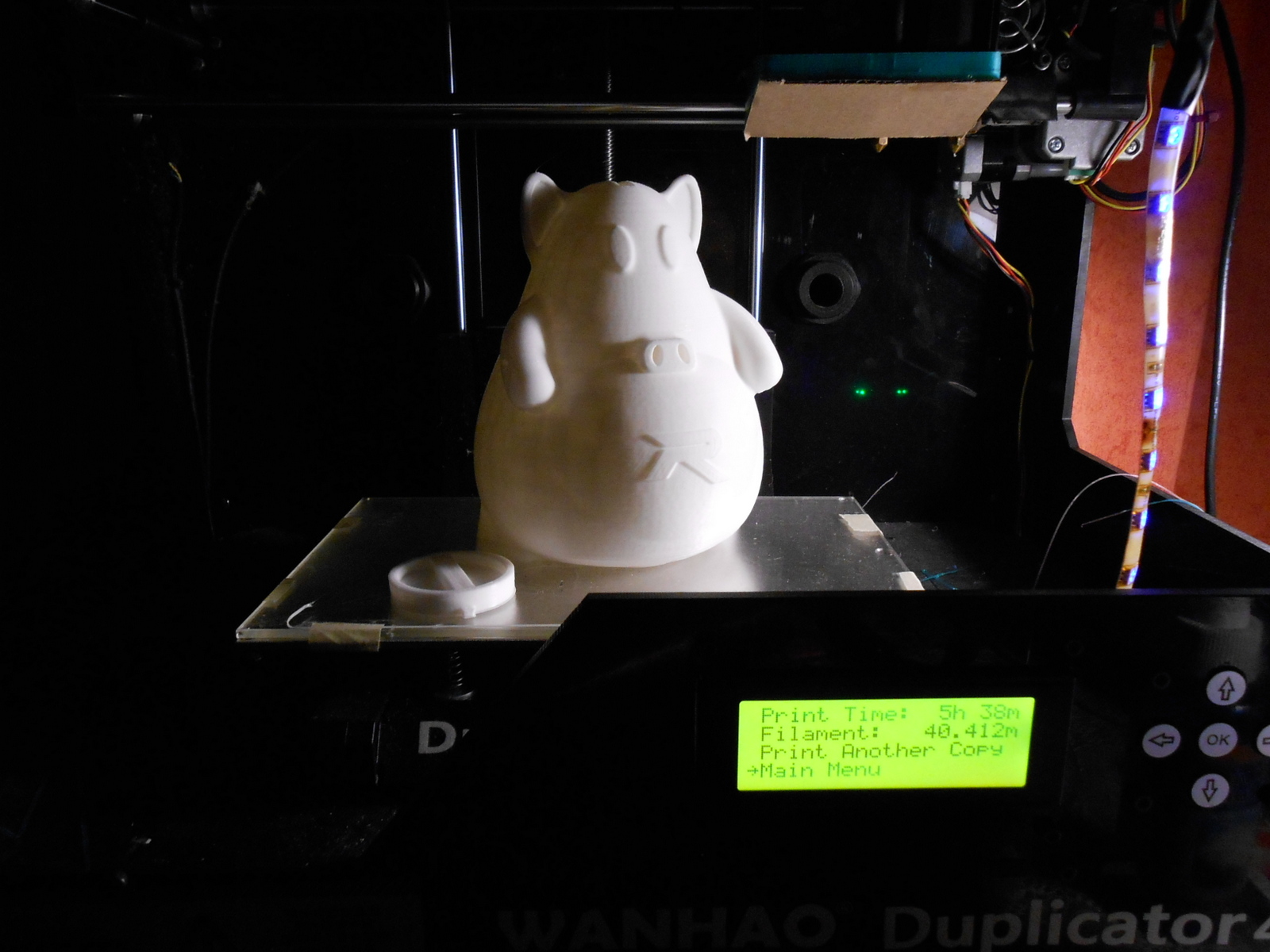
Mint látszik, jelenleg csak PLA-val lehet nyomtatni, fűthető tárgyasztal hiányában. De véleményem szerint a legtöbb esetben a PLA még jobb is lehet, mint az ABS. Továbbá a gyártó tervezi a fűthető tárgyasztal bevezetését, bár egy ekkora tárgyasztal felület amúgy sem igazán alkalmas ABS nyomtatására.
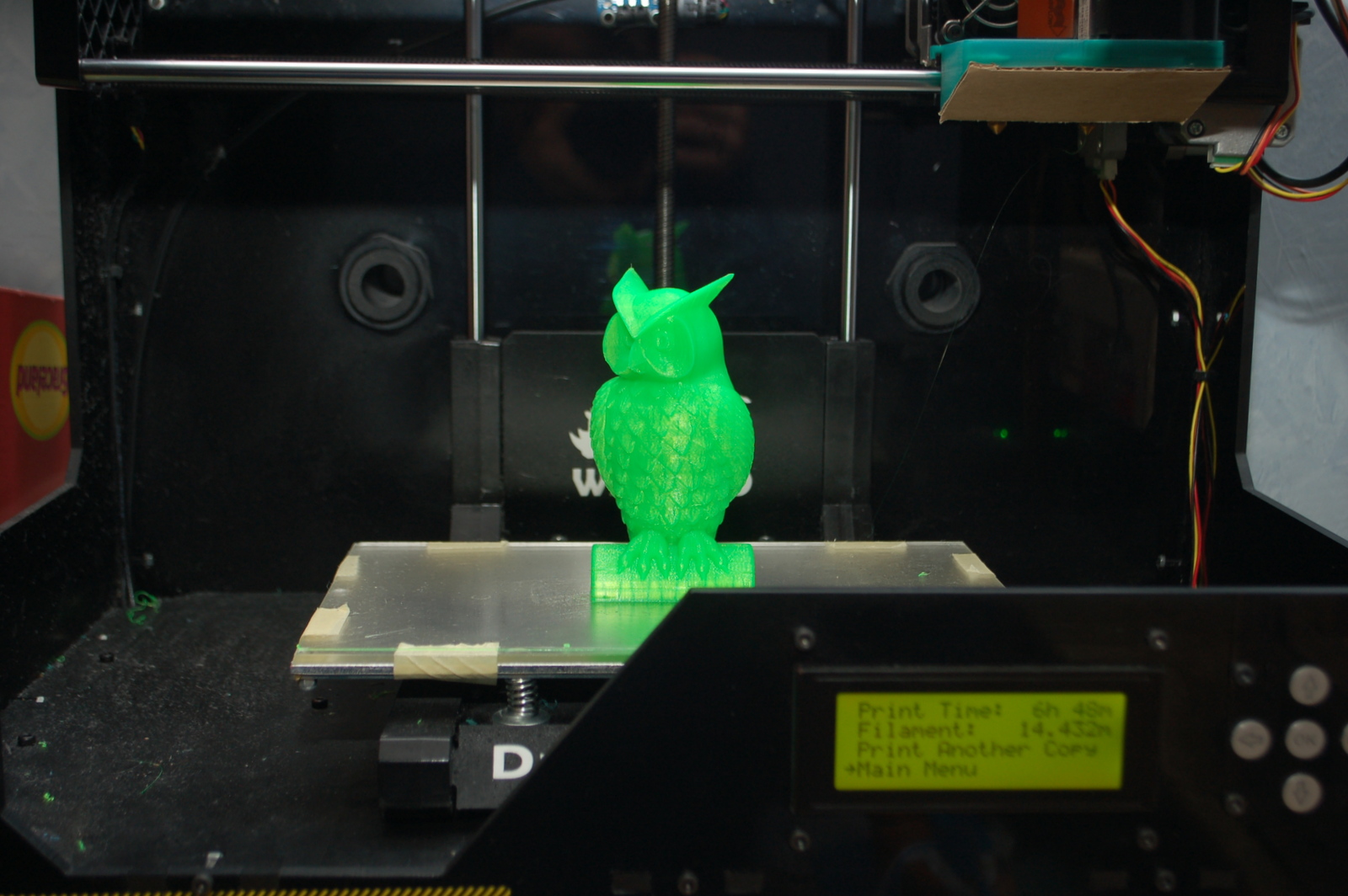
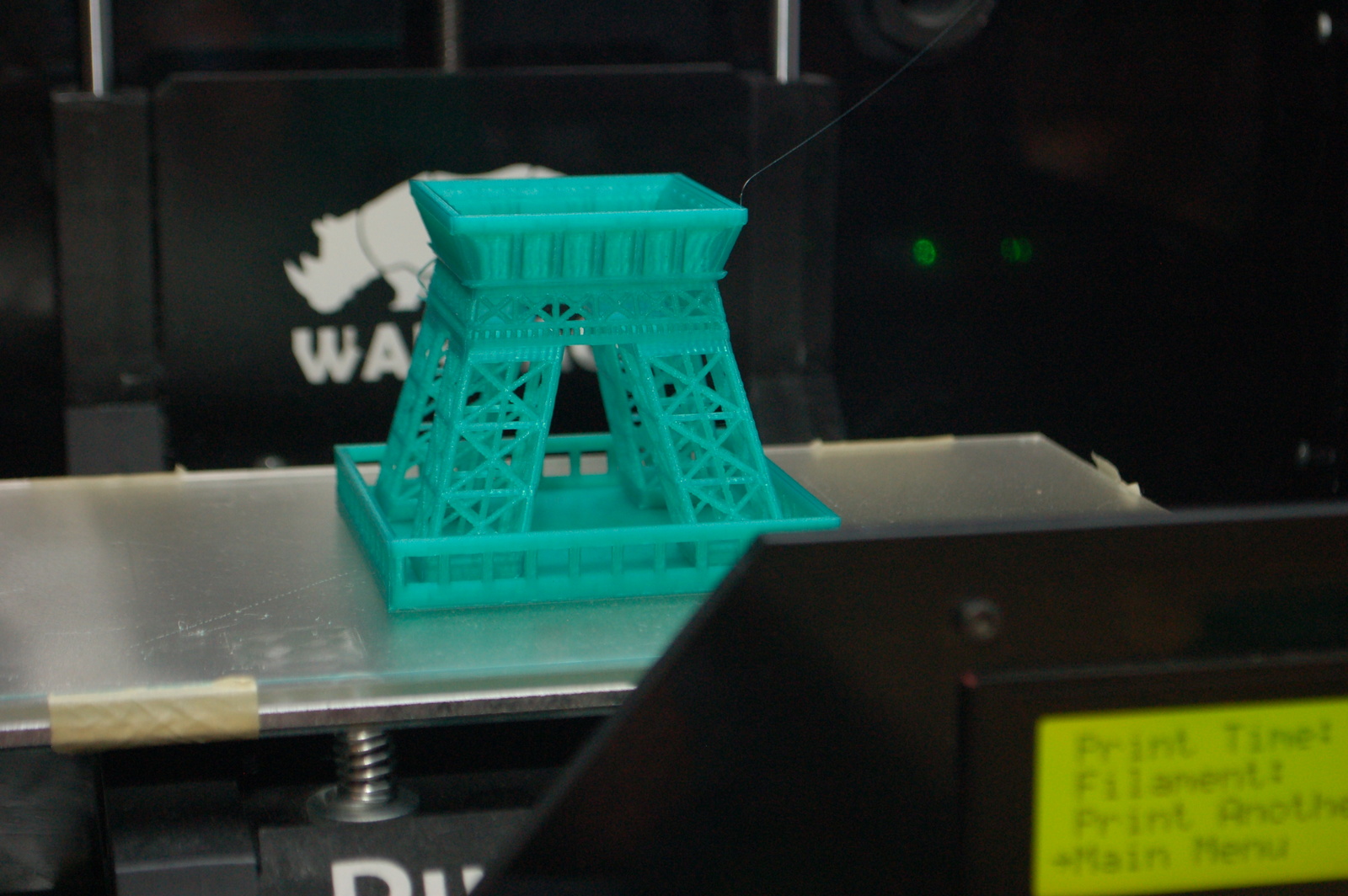
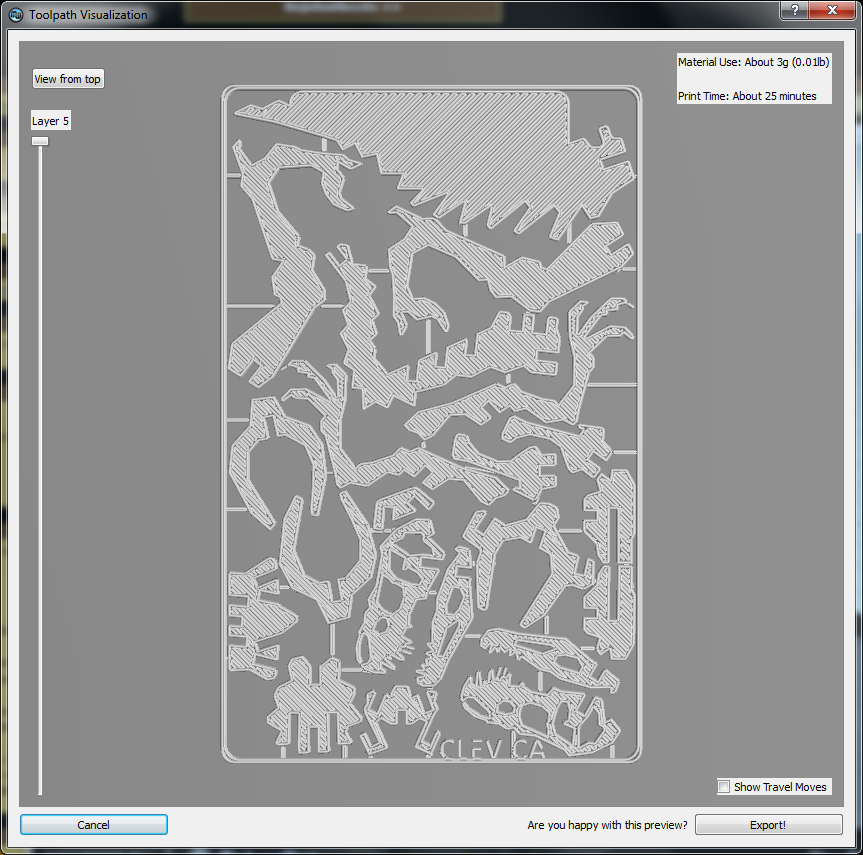
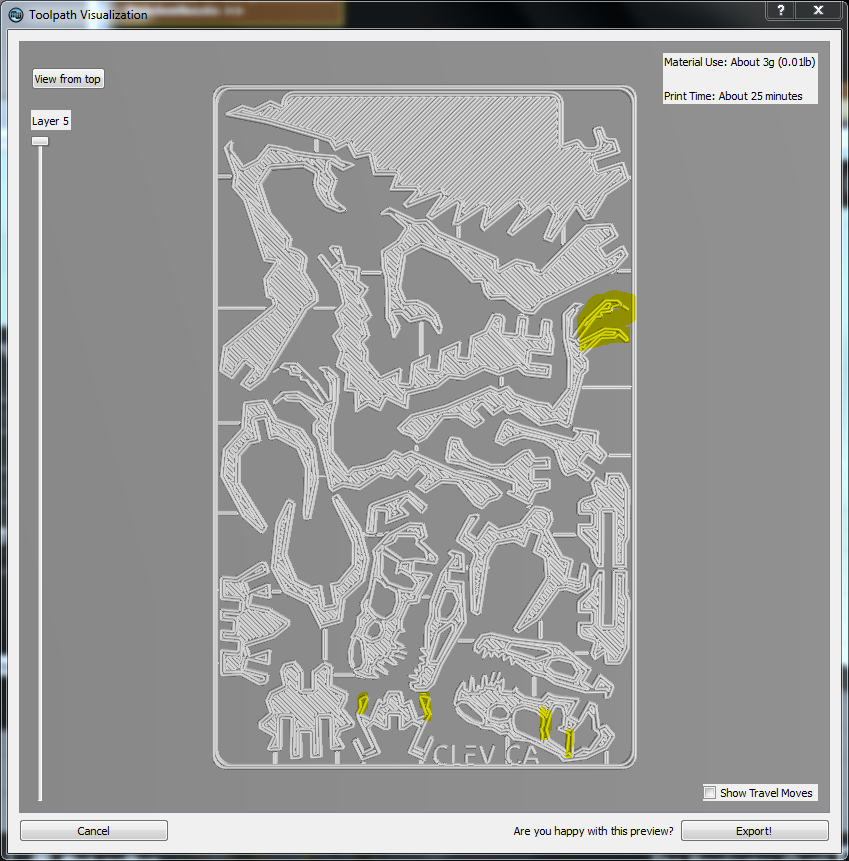
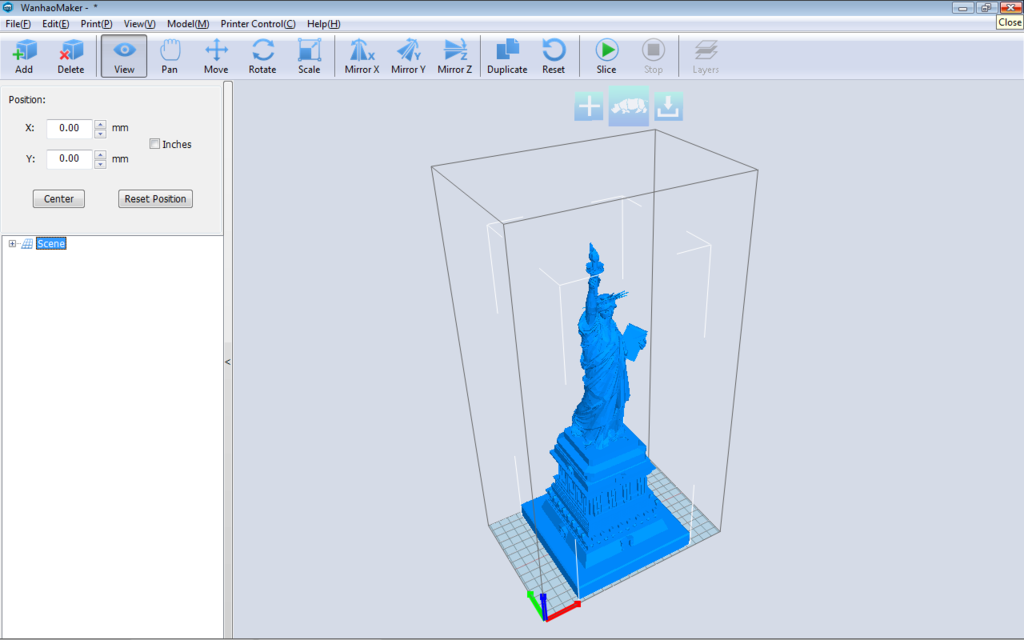
A nyomtatóhoz egy saját szoftver való, a Wanhao Maker, ami könnyen kezelhető és gyorsan dolgozik.
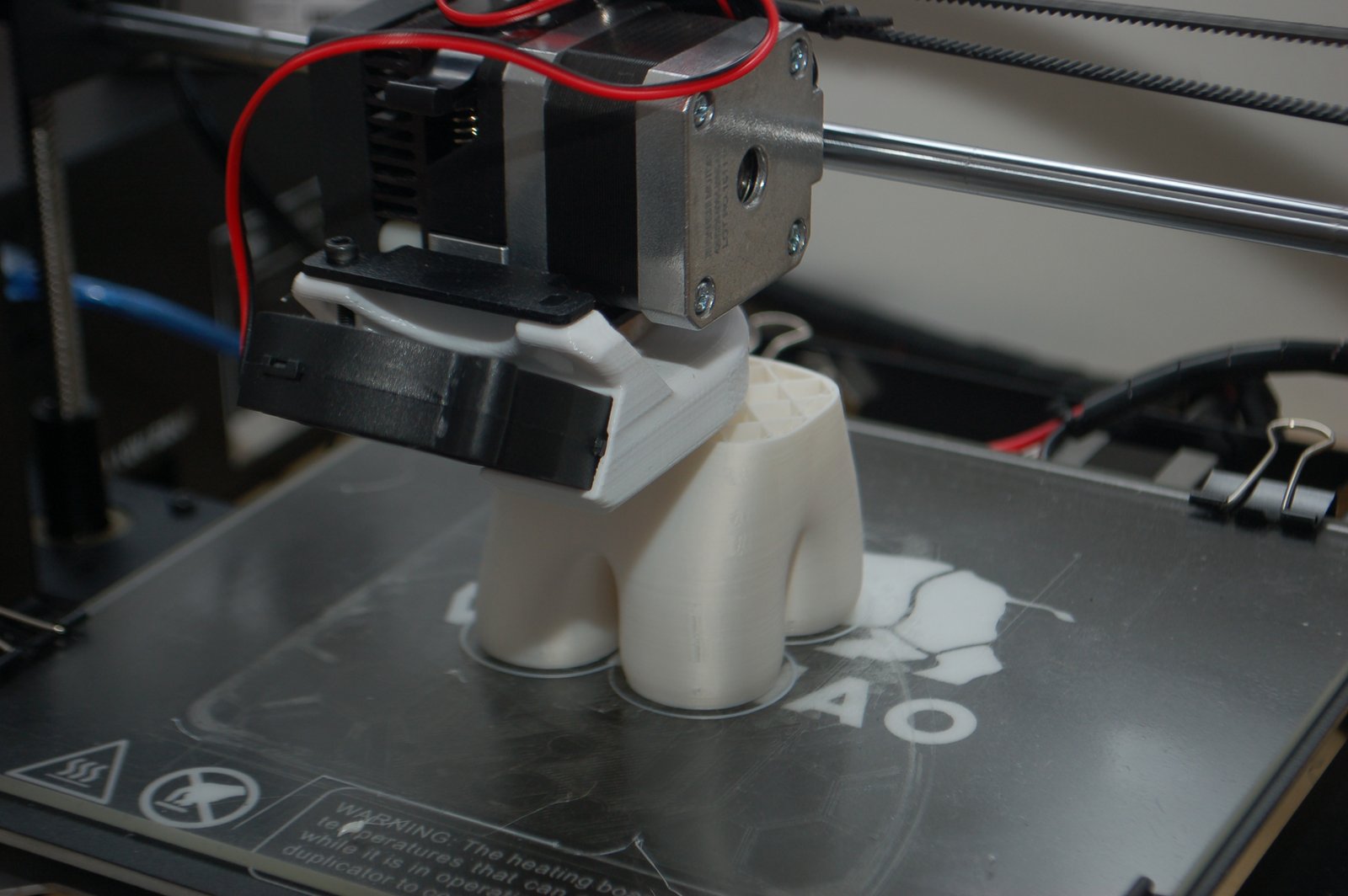
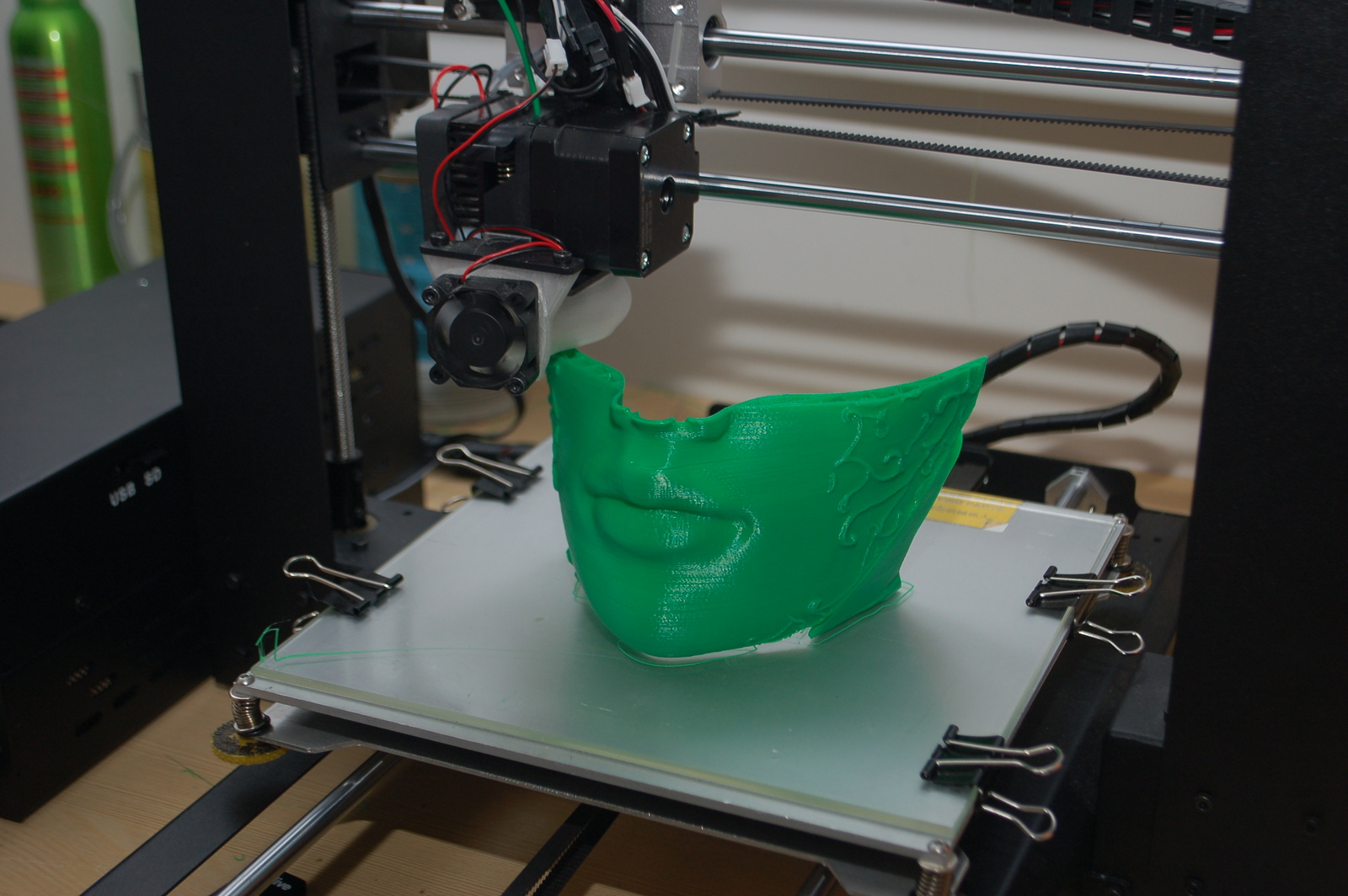
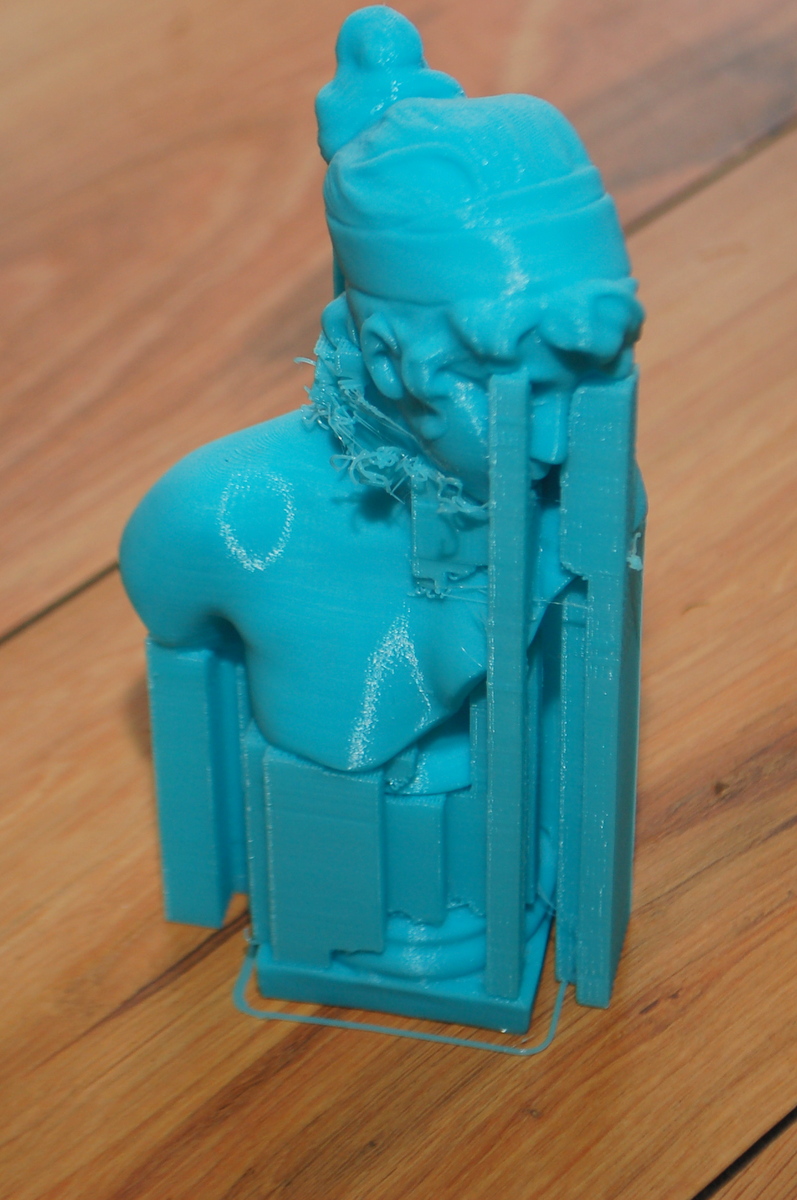
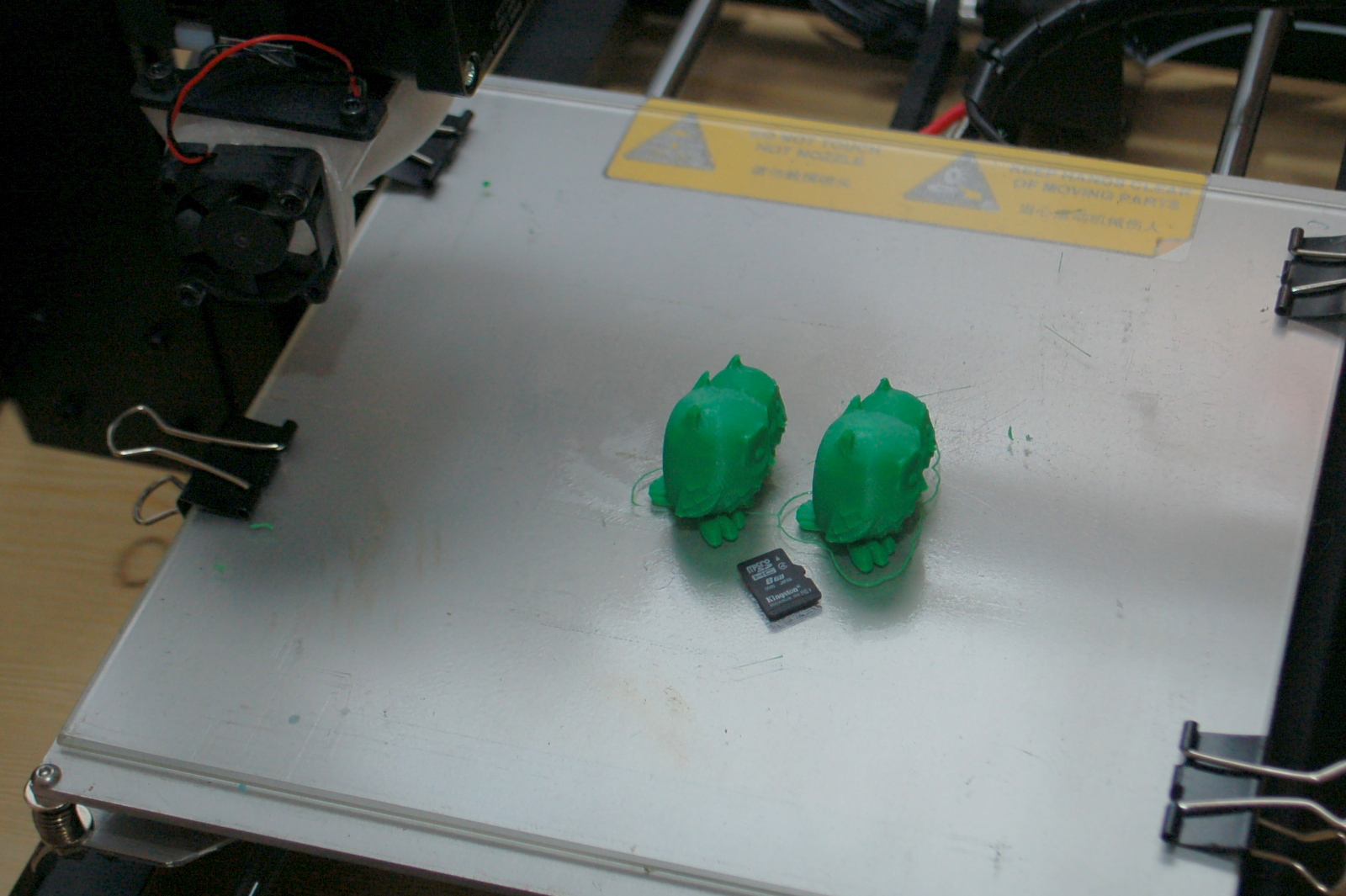
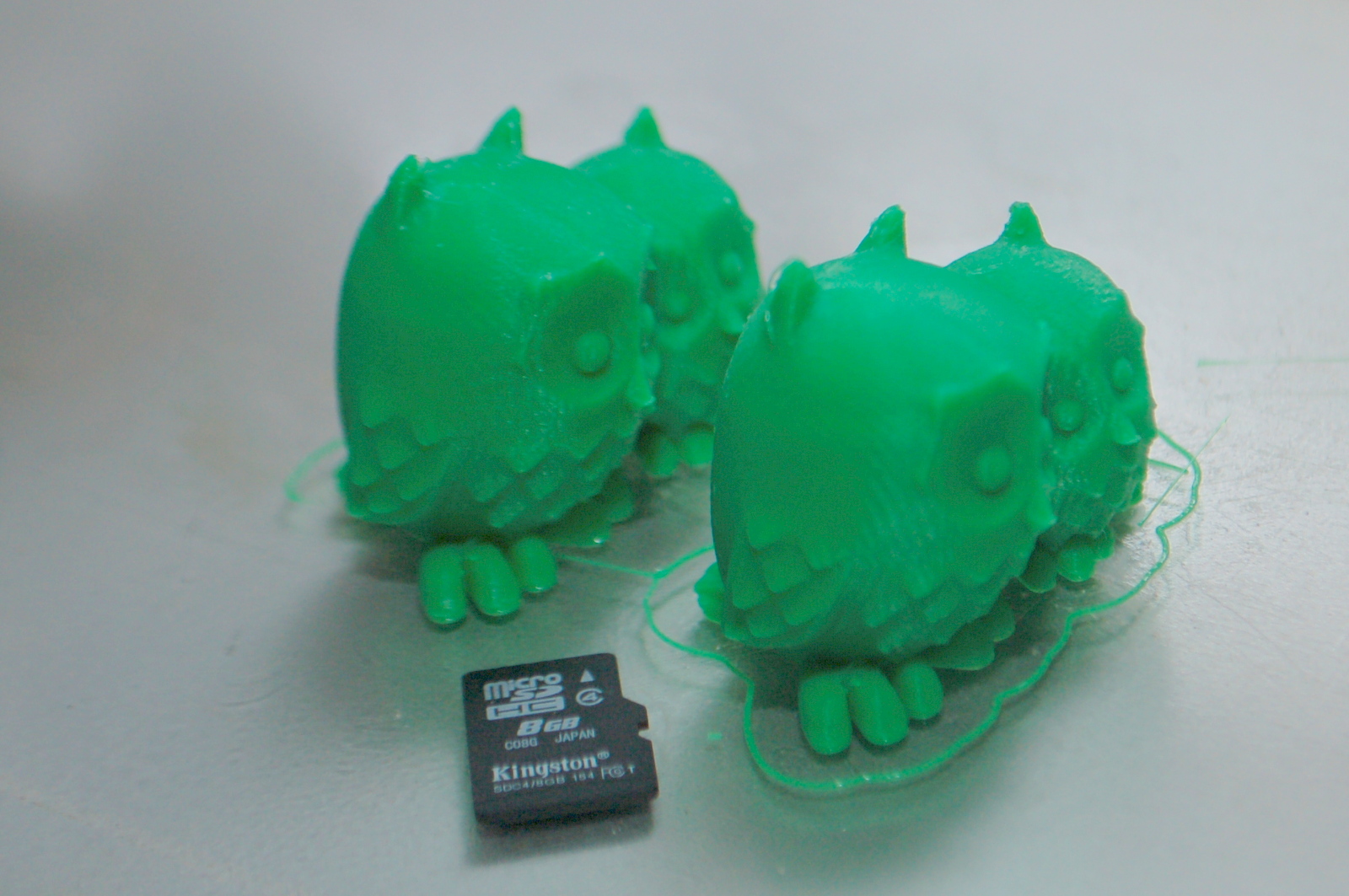
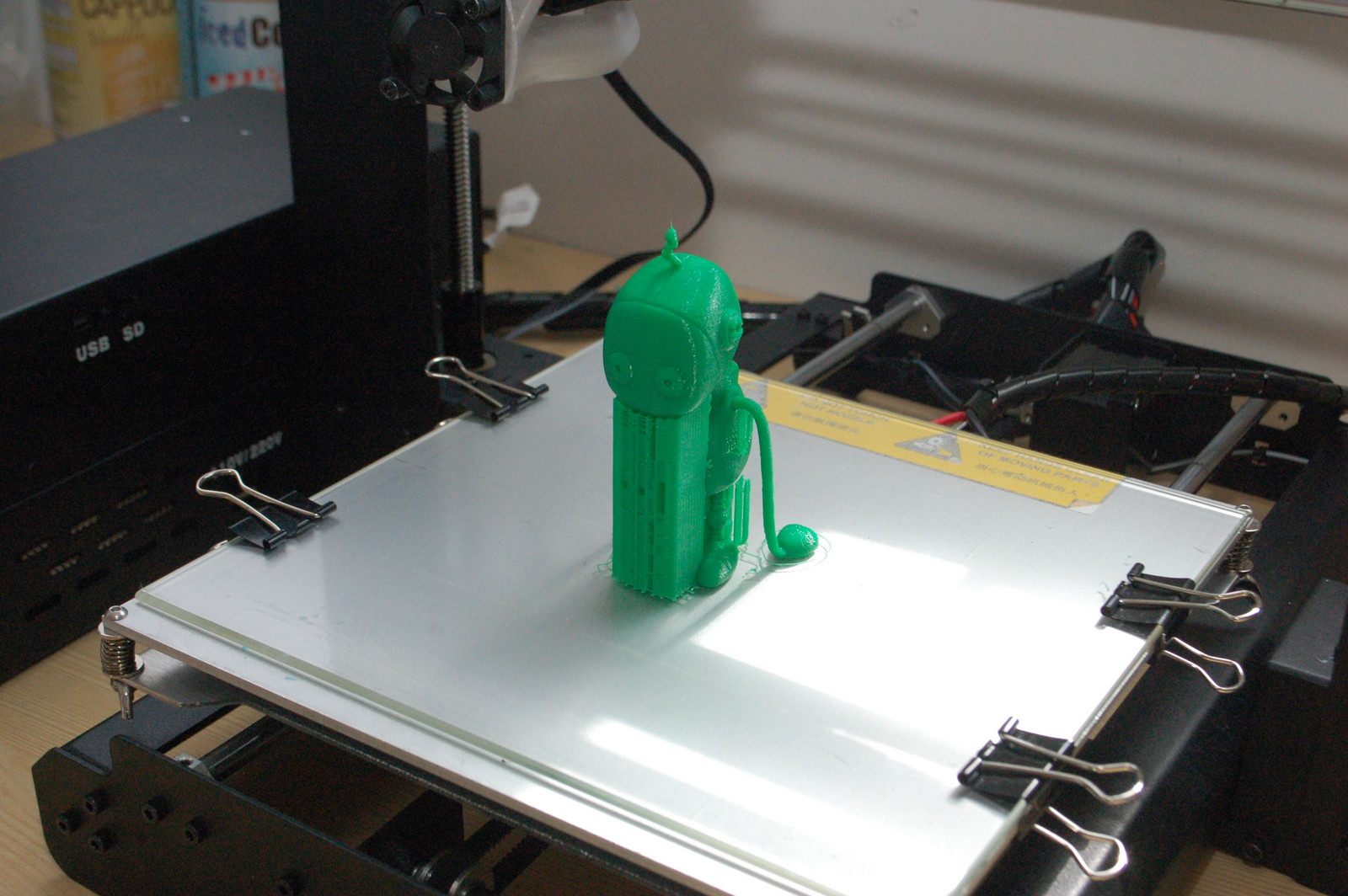
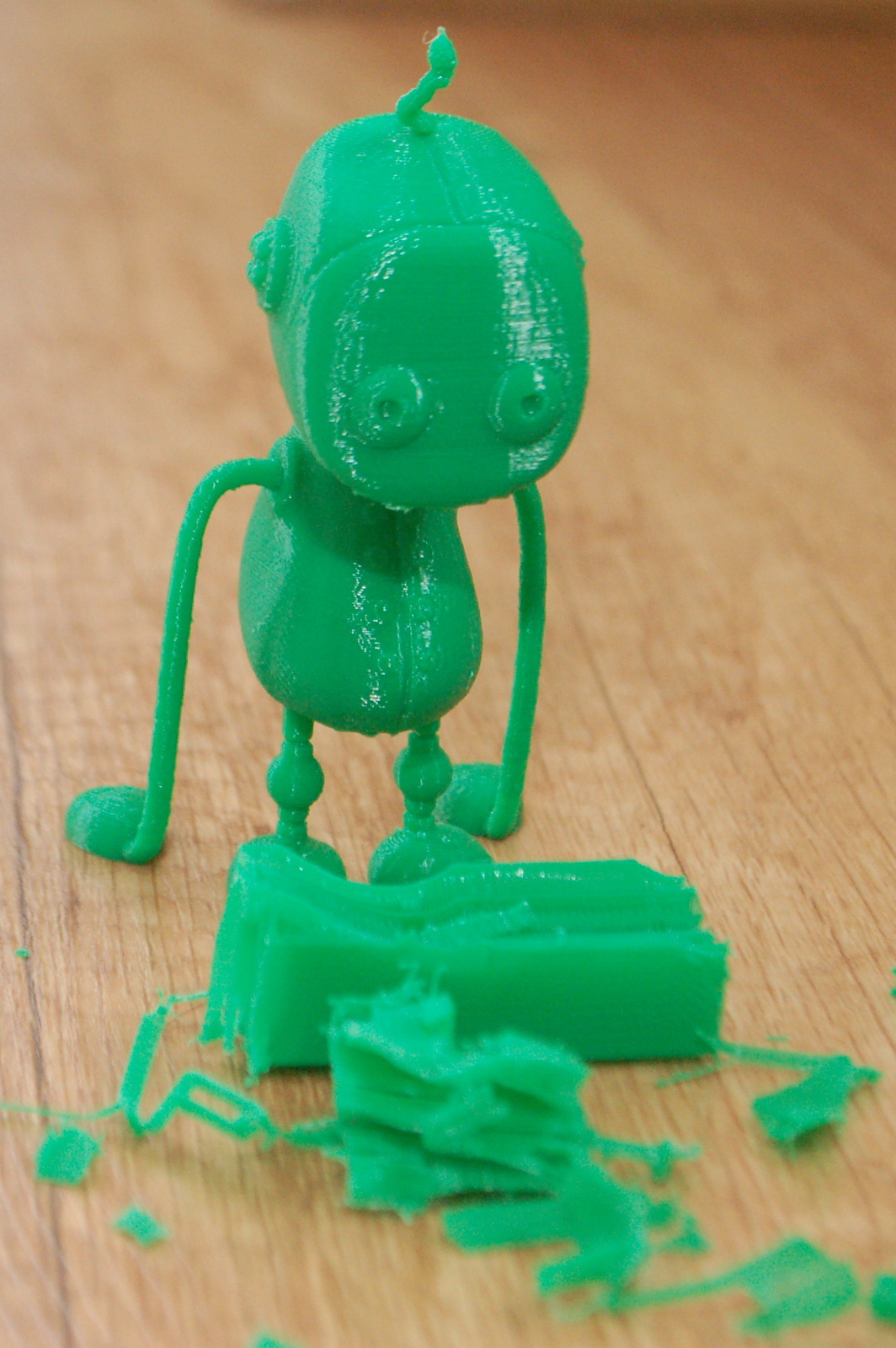
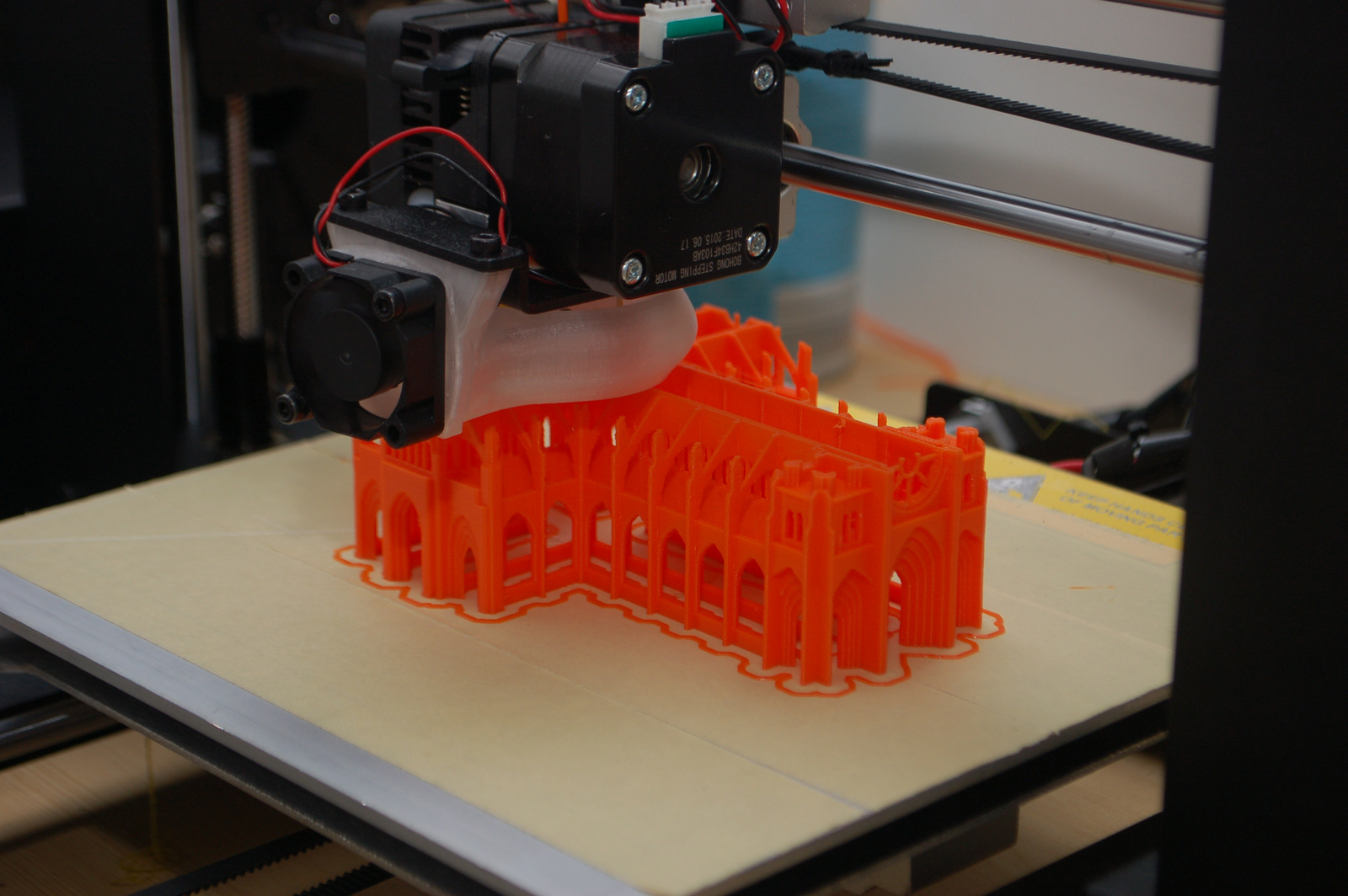
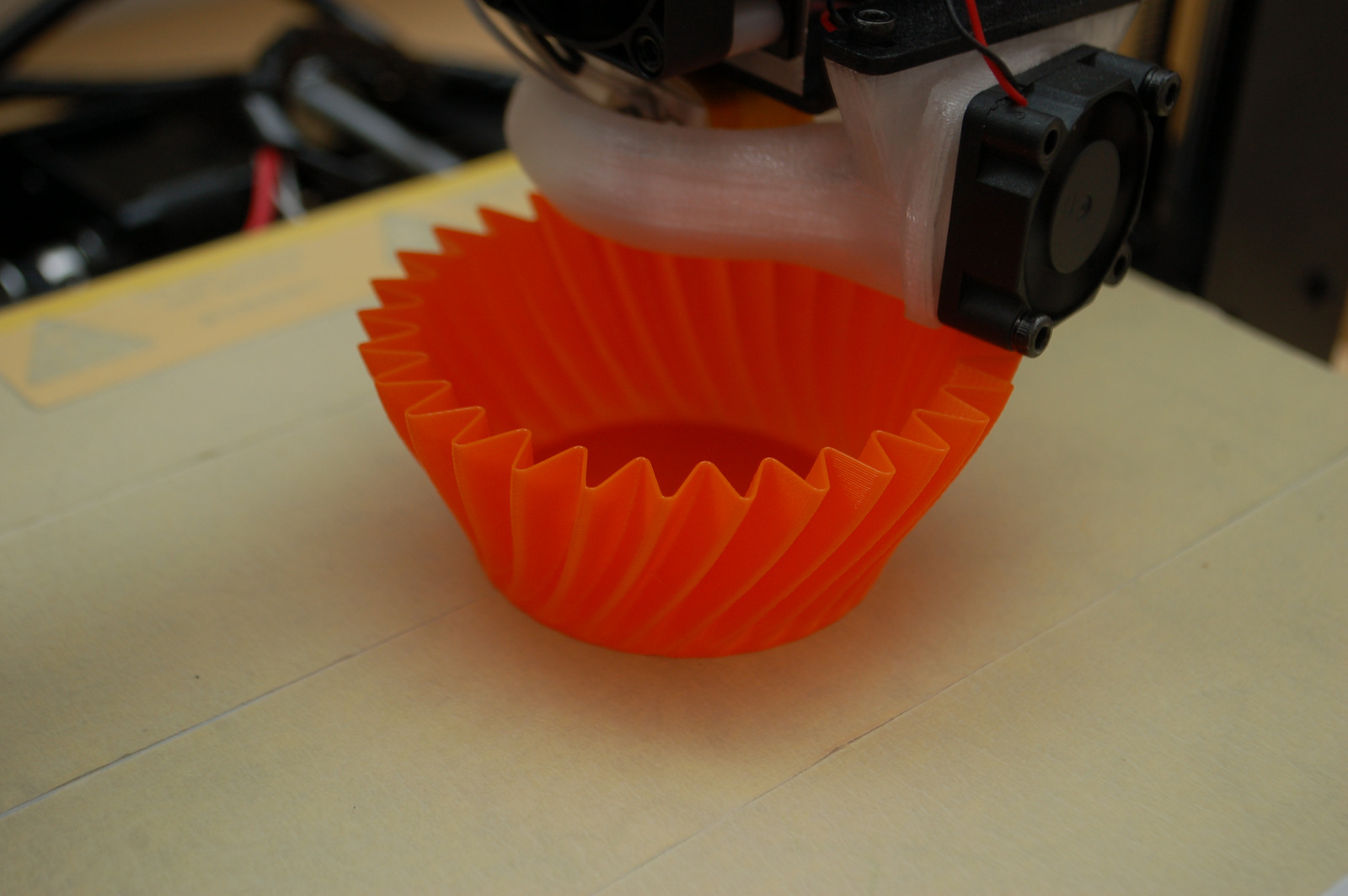
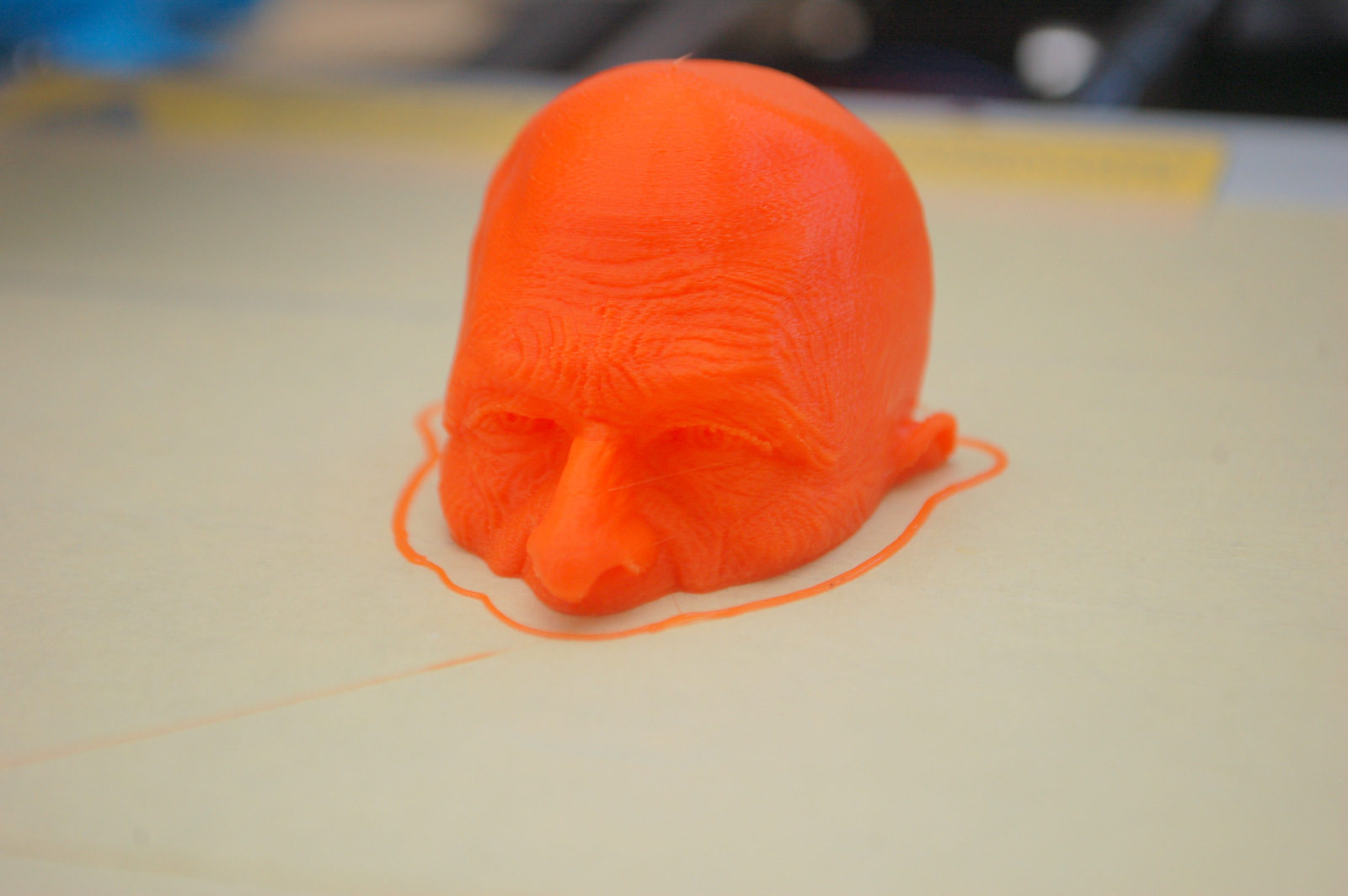
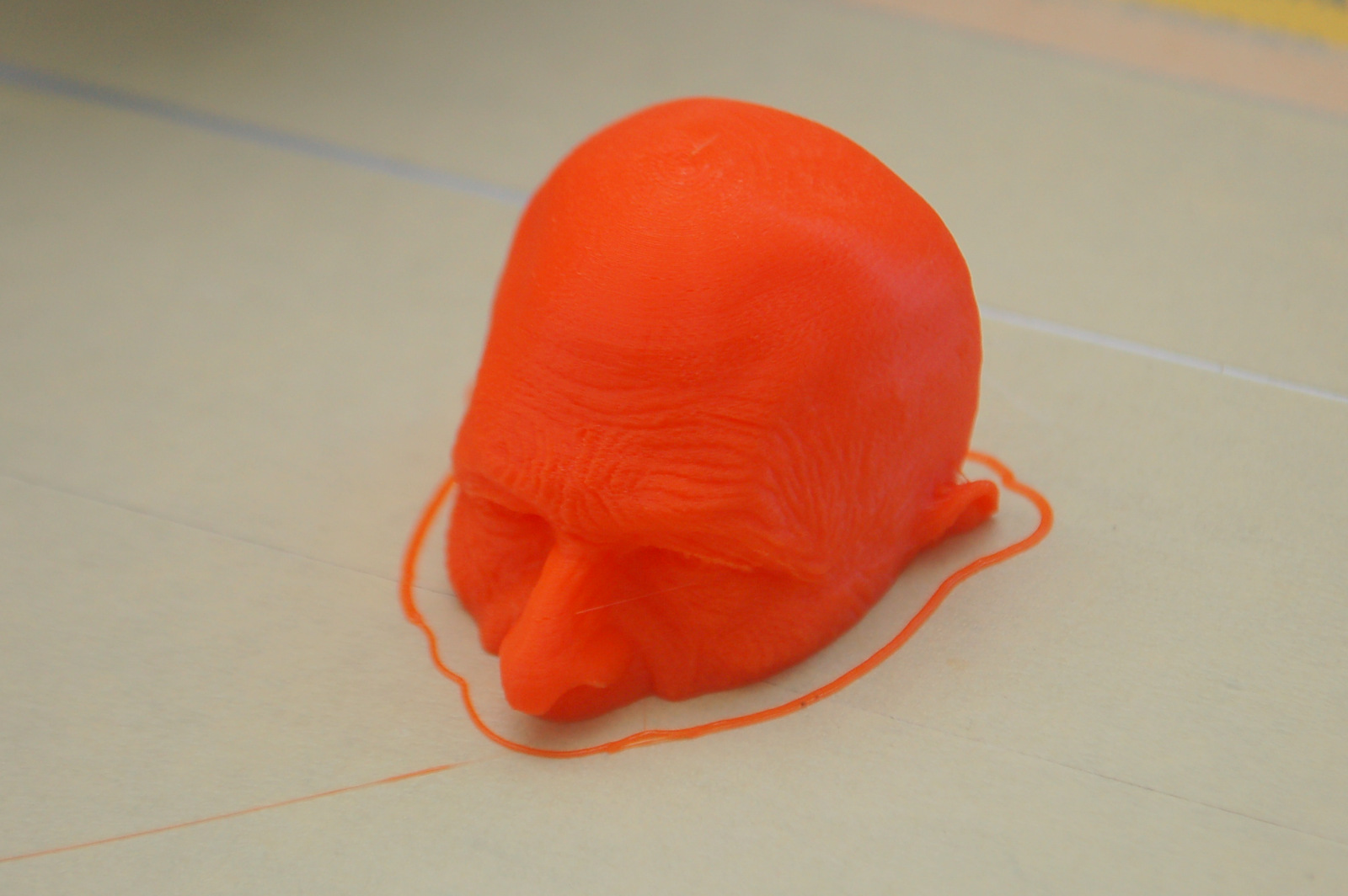
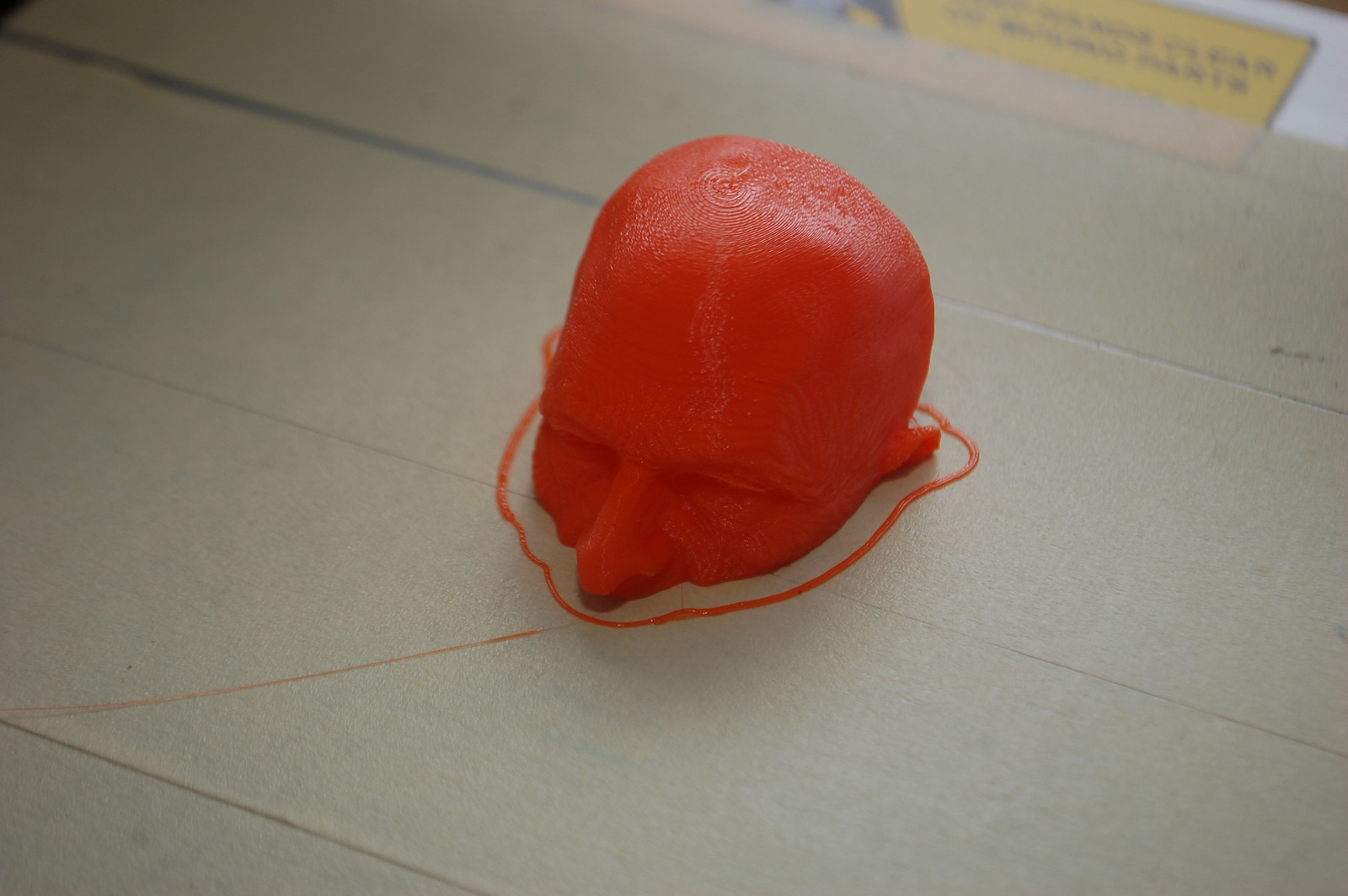
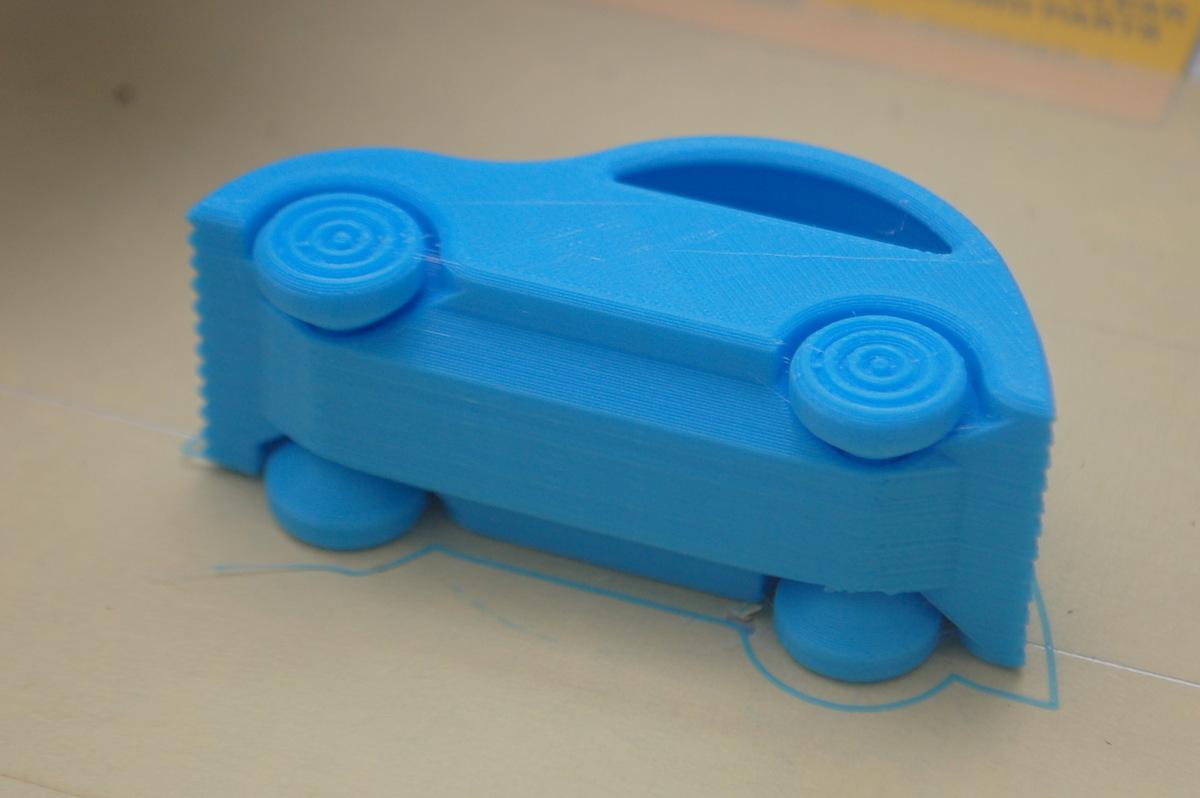
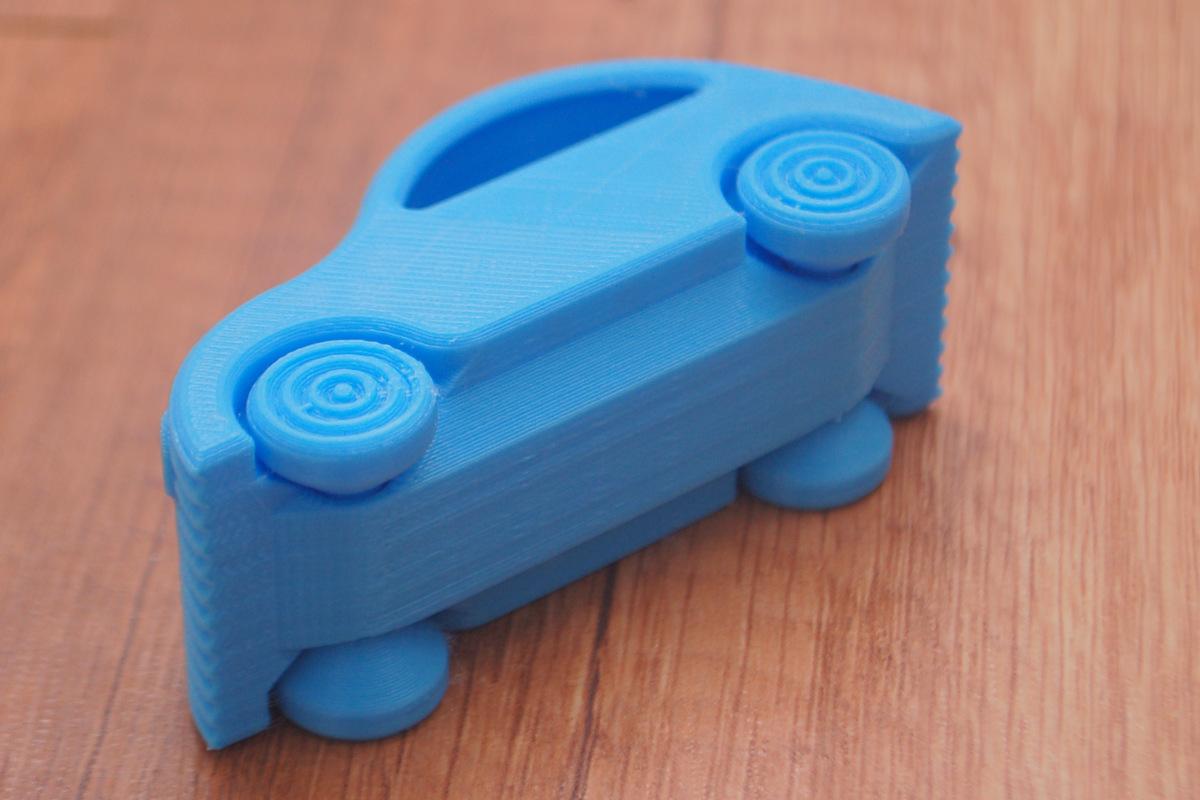
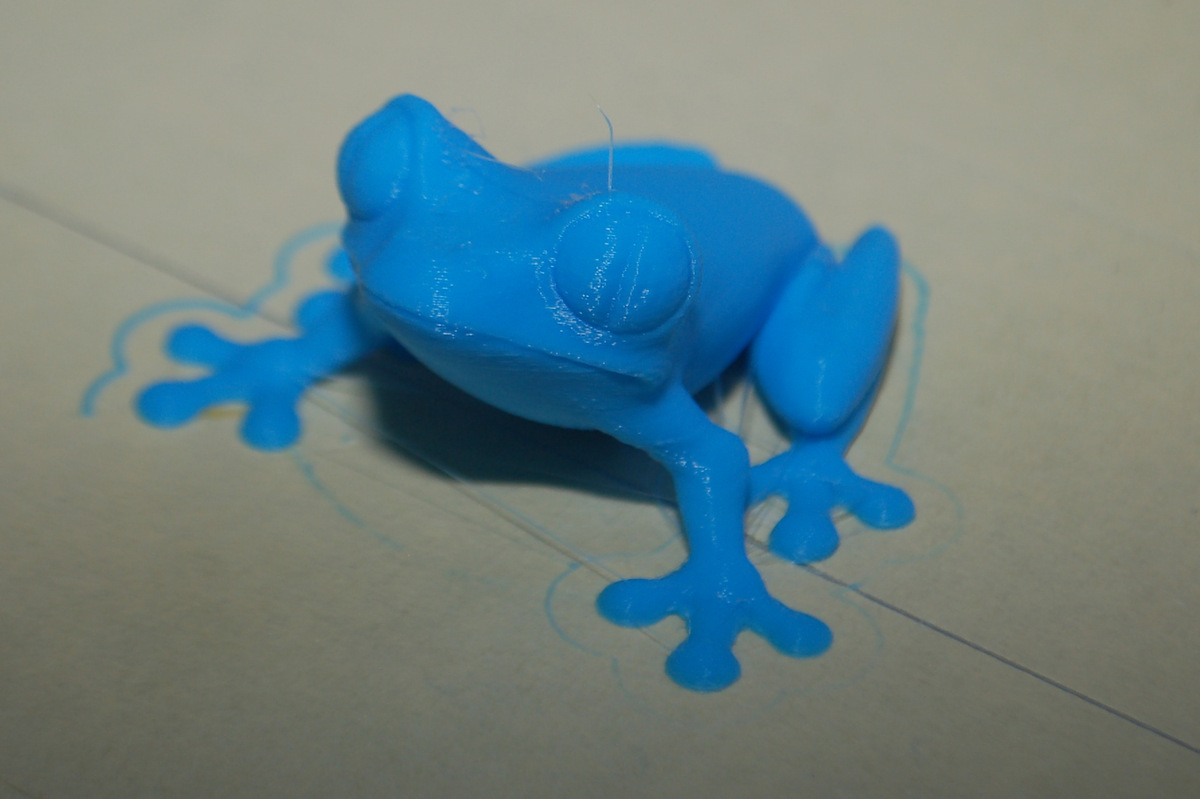
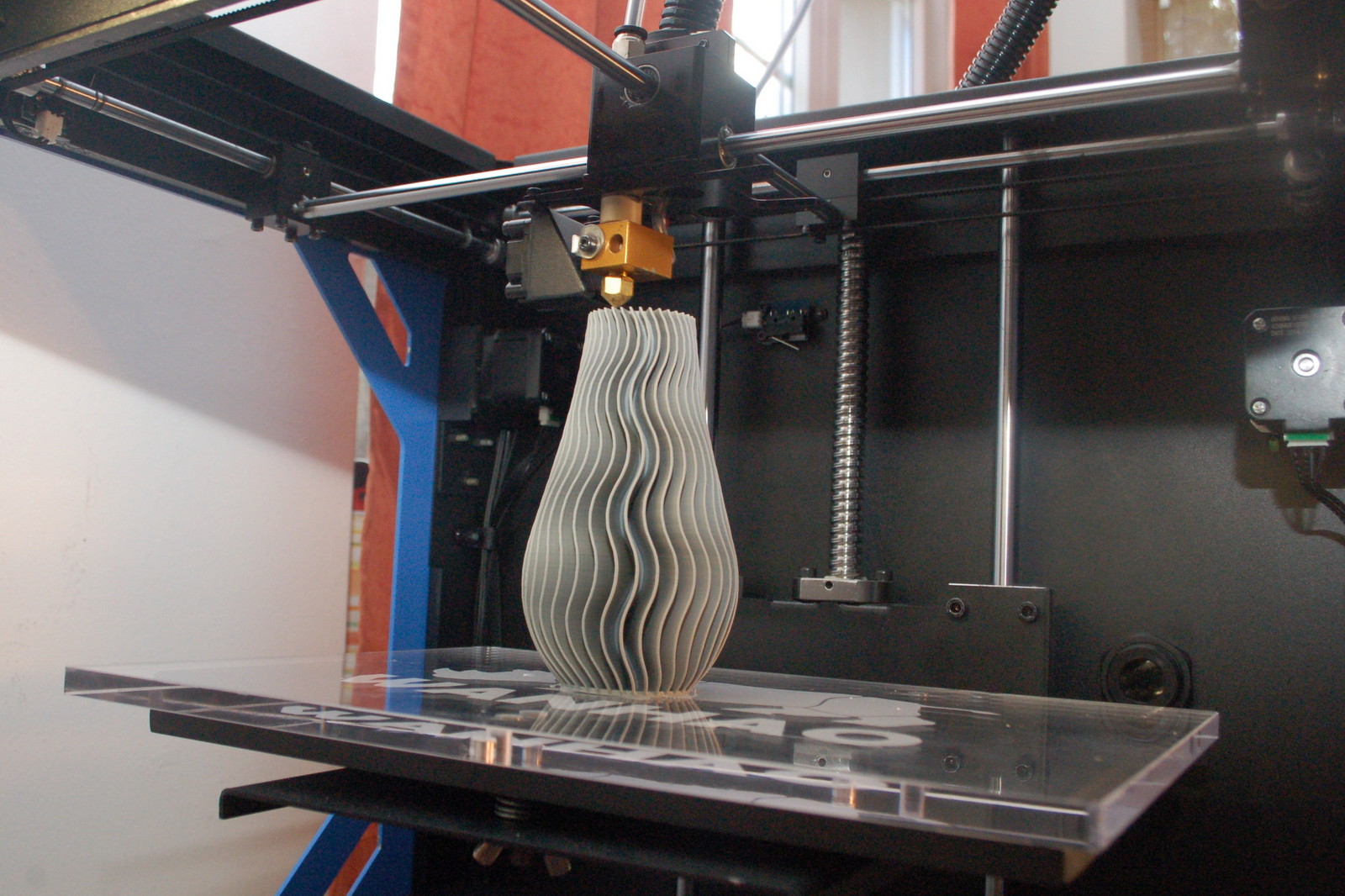
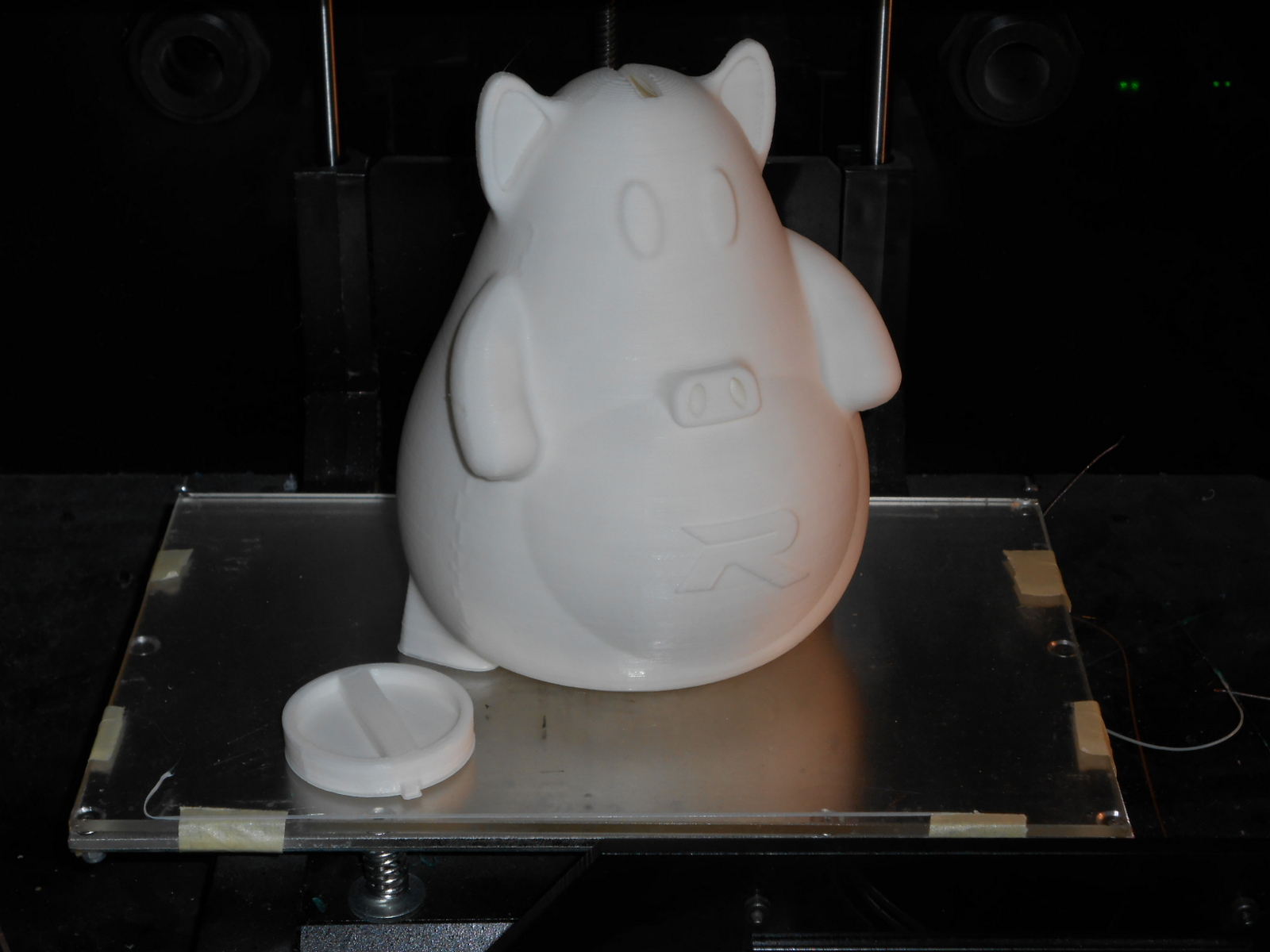
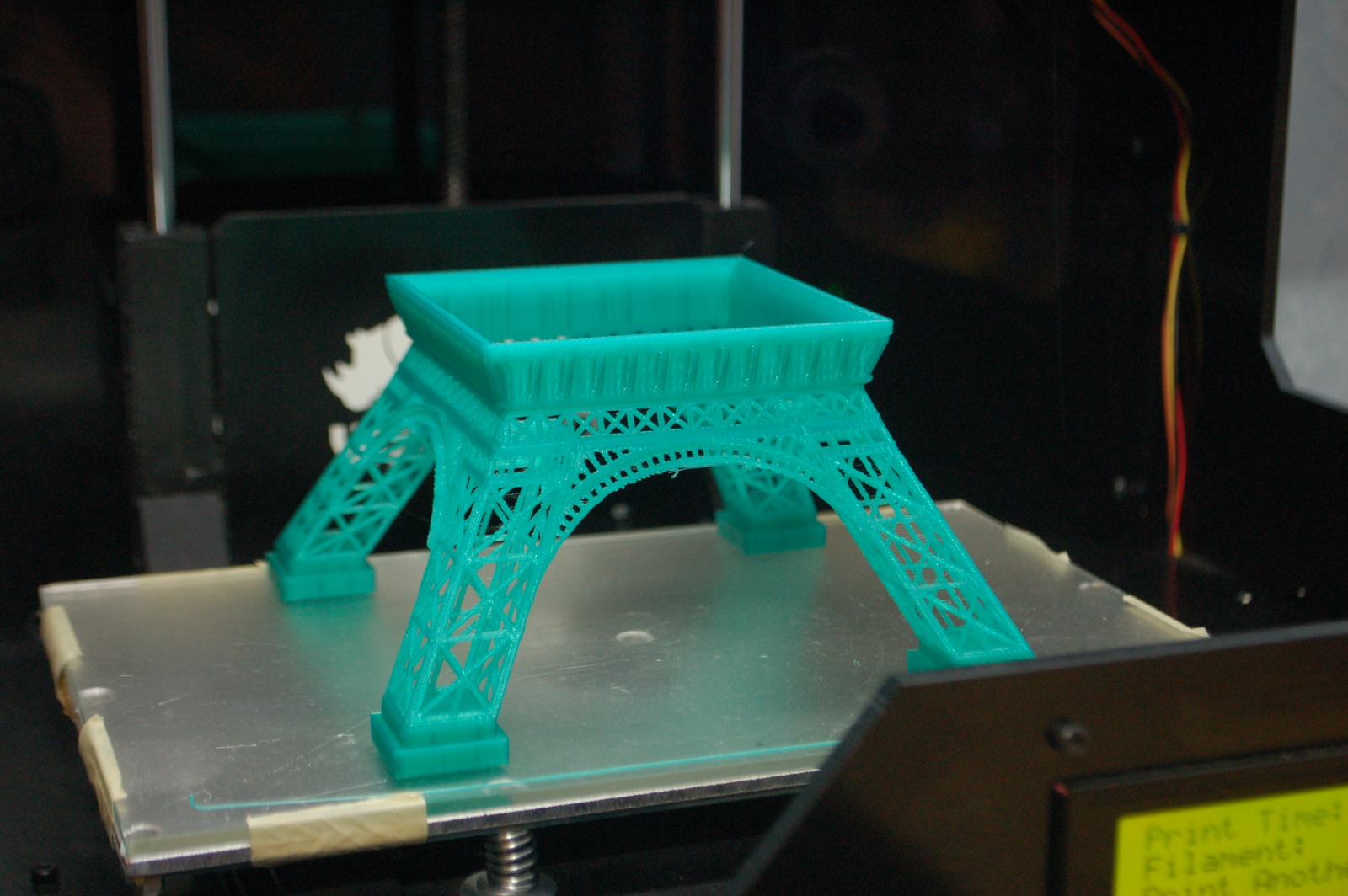
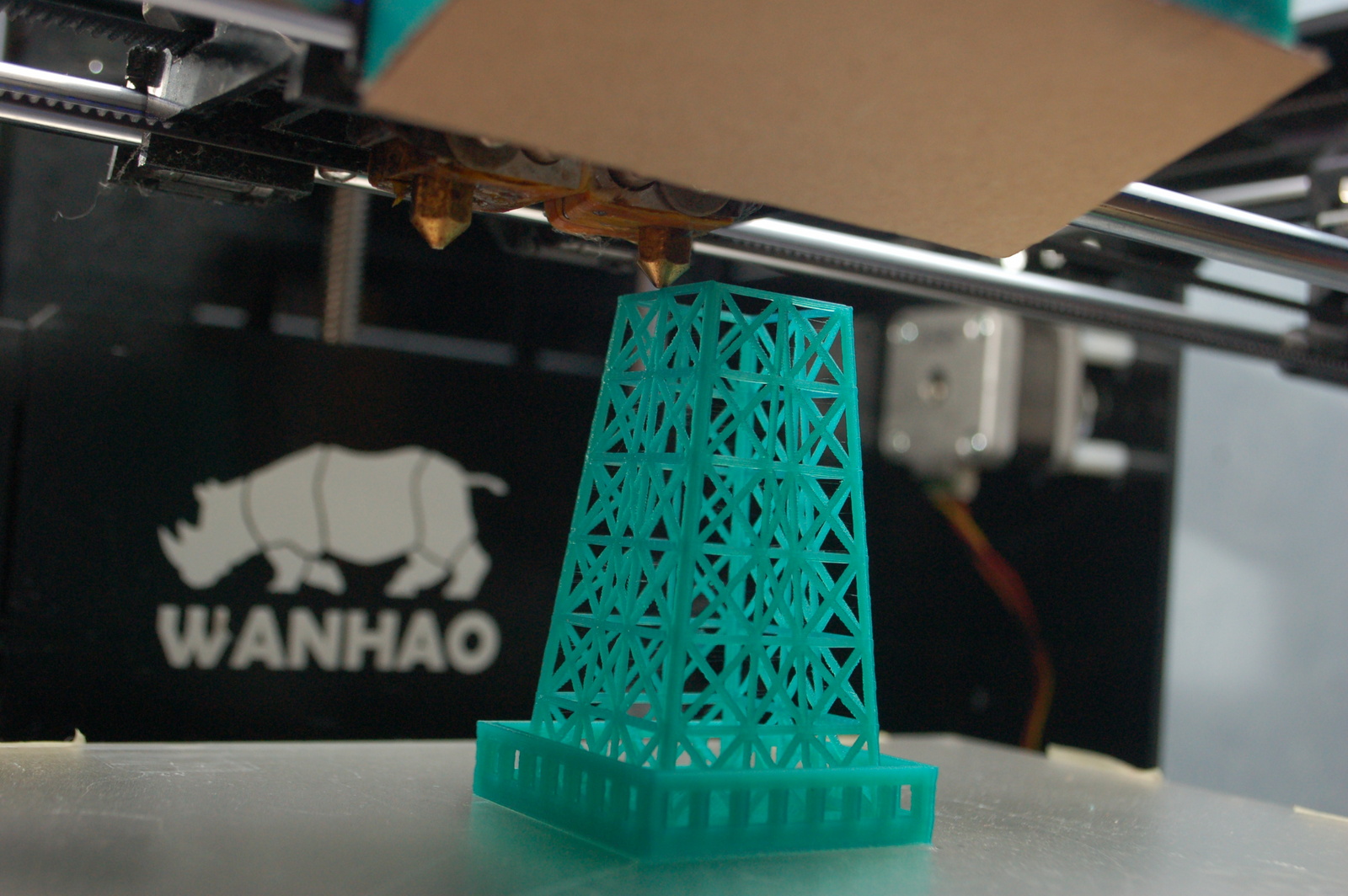
A szálvisszahúzást még állítgatnom kell, mert bizonyos esetben kis szálakat húz egyik oldalról a másikra, amit kézzel el lehet távolítani, de a Duplicator 4-hez képest kicsit más. Mondjuk ez a bowden extrúder mechanikából is adódik, az hajlamosabb erre.
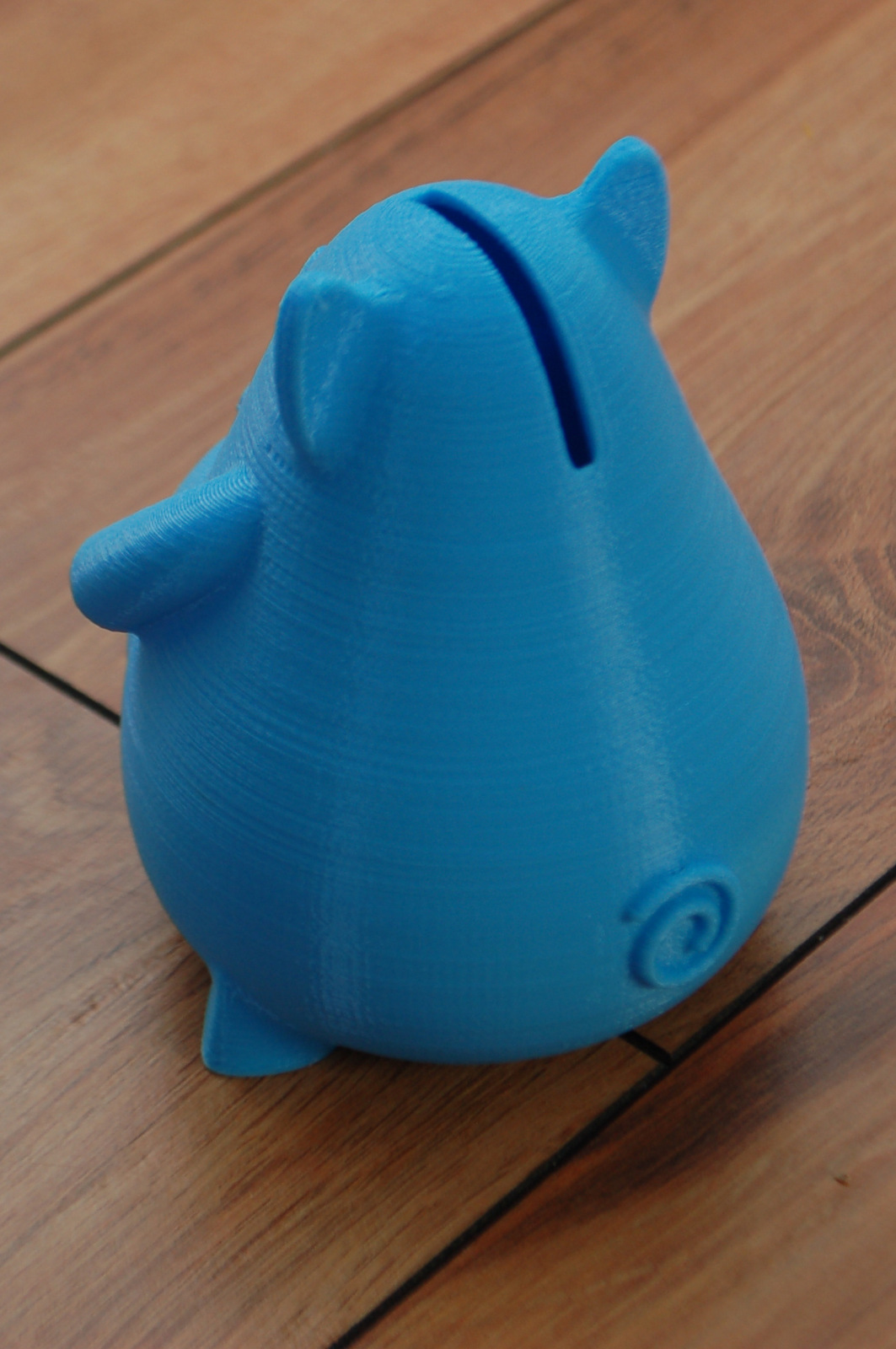
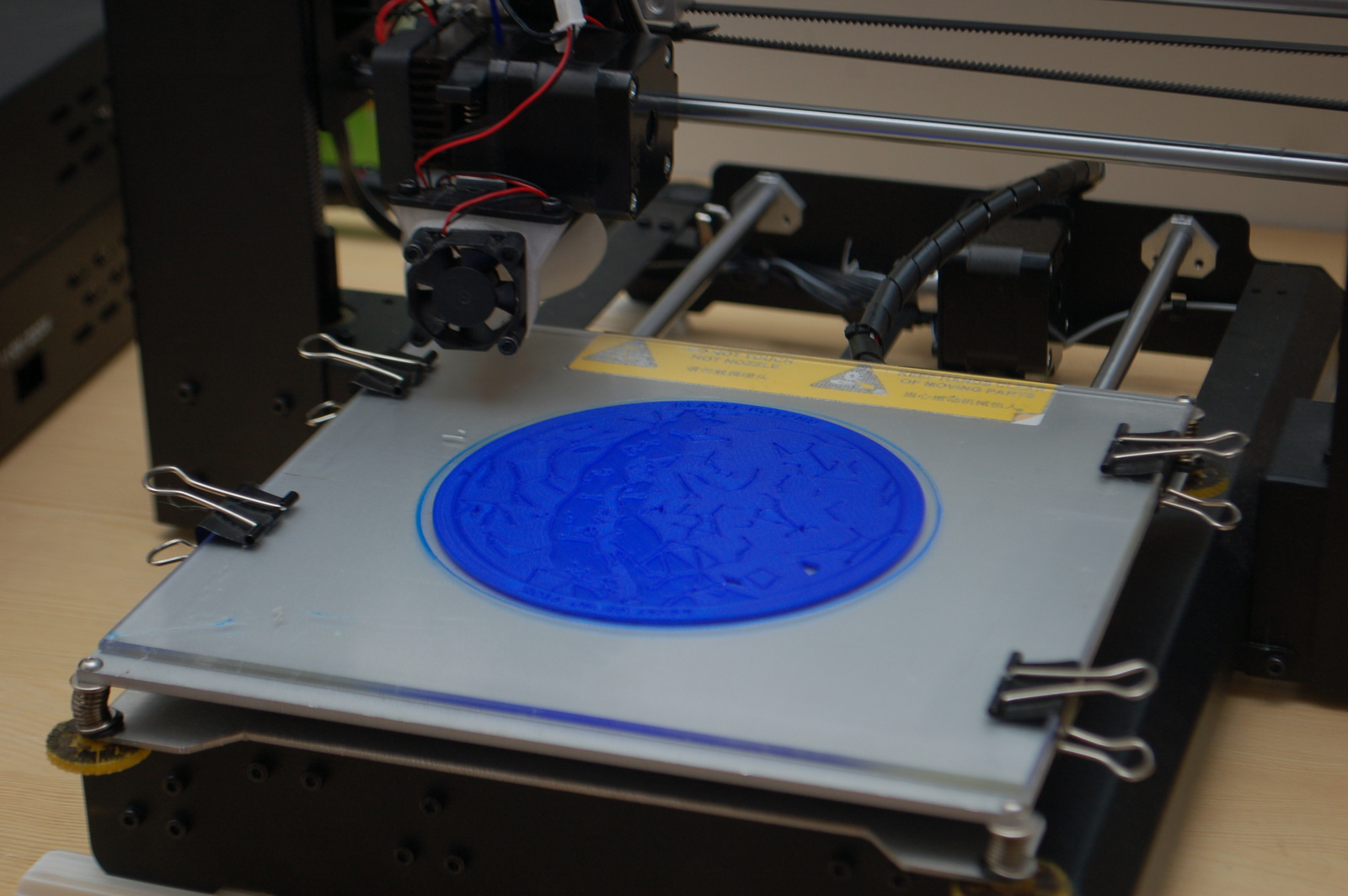
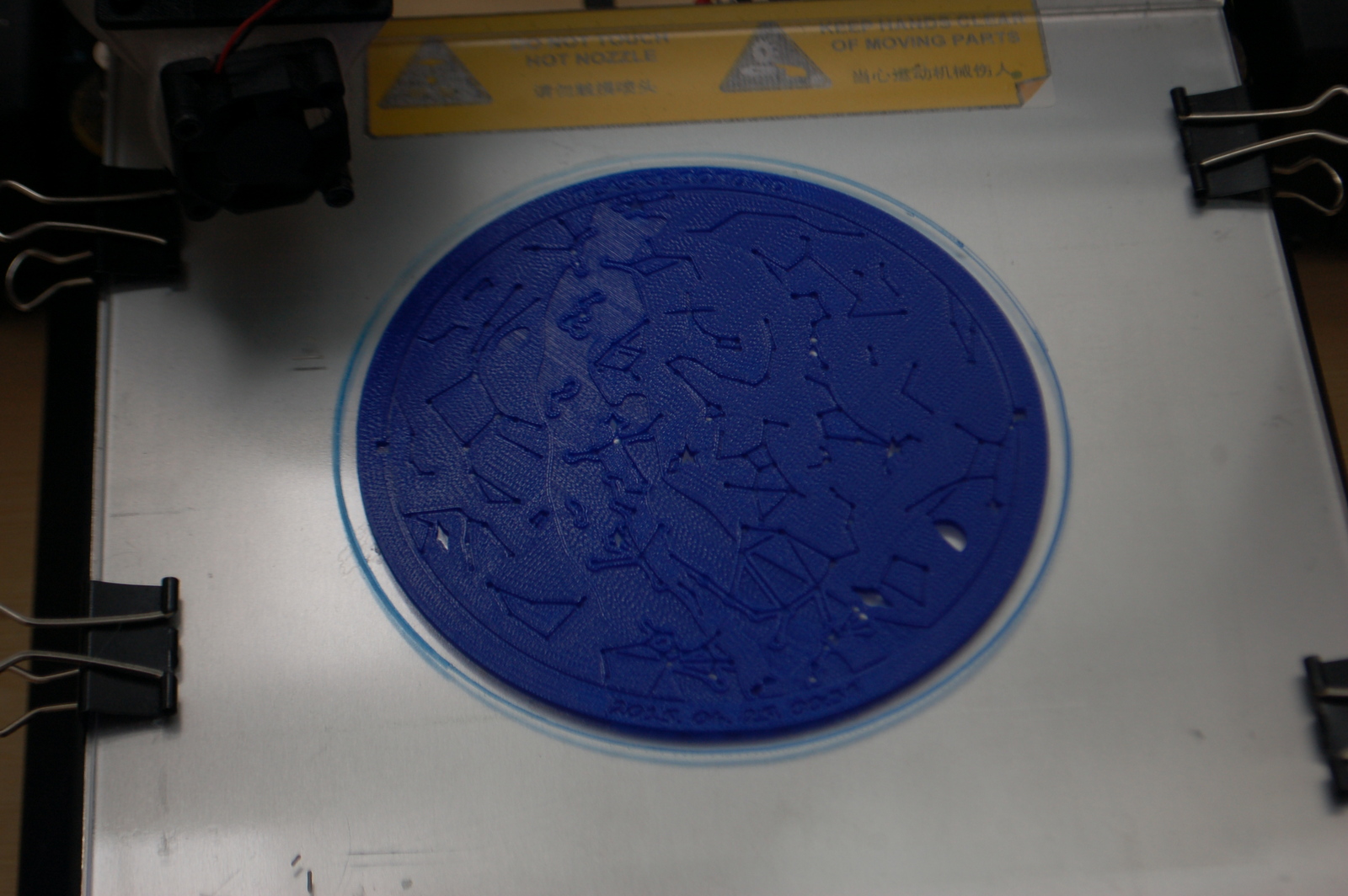
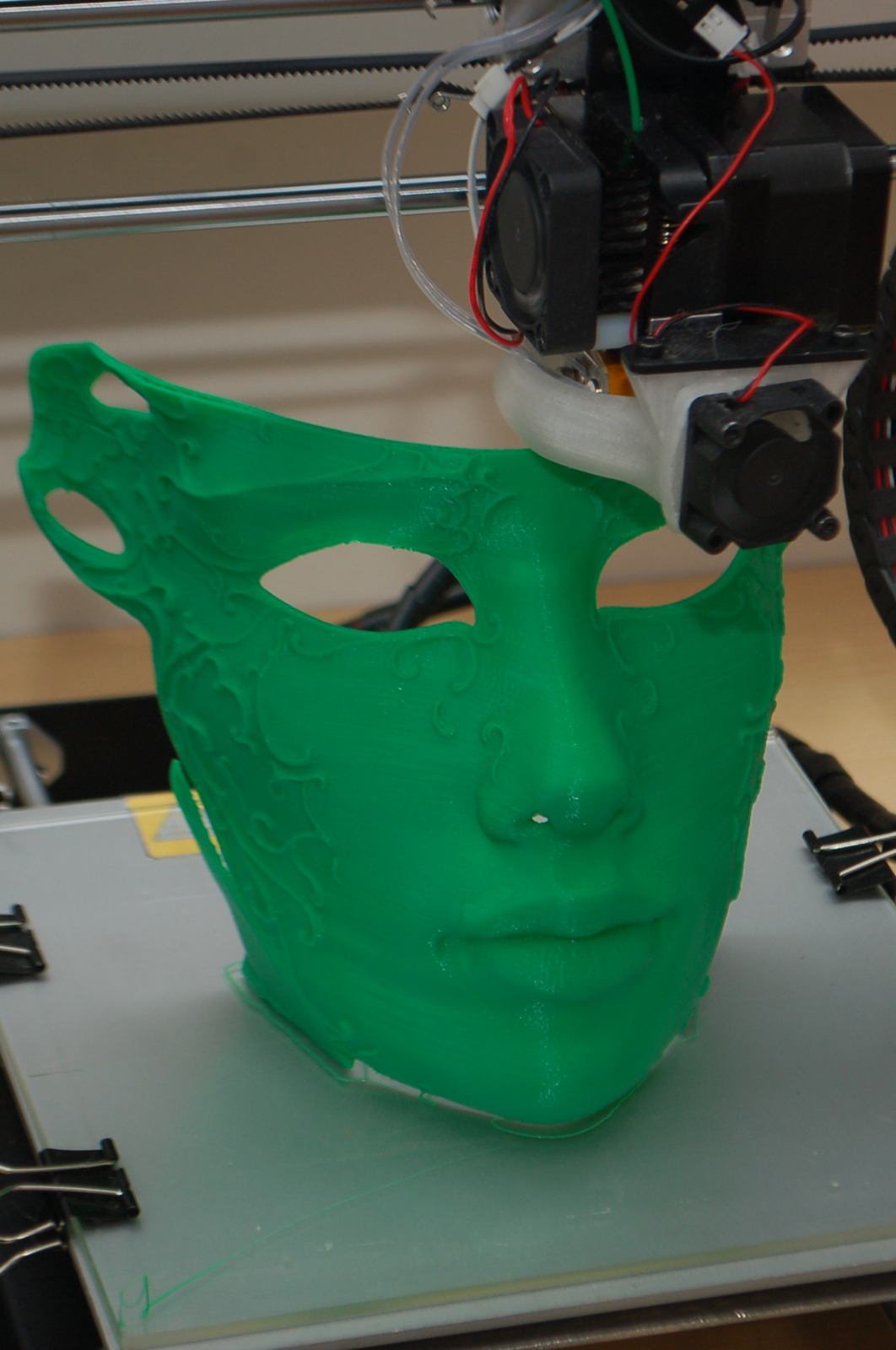
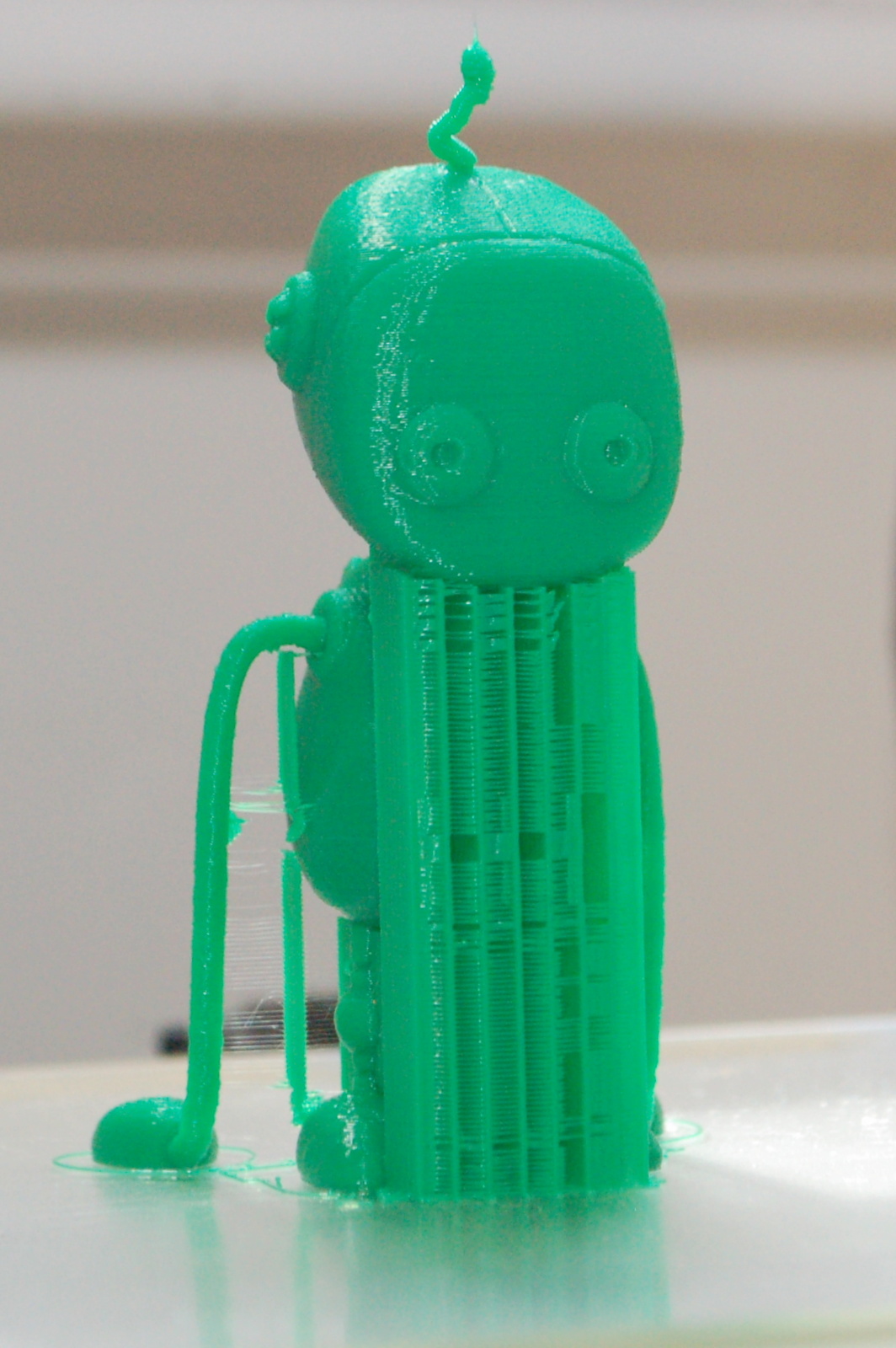
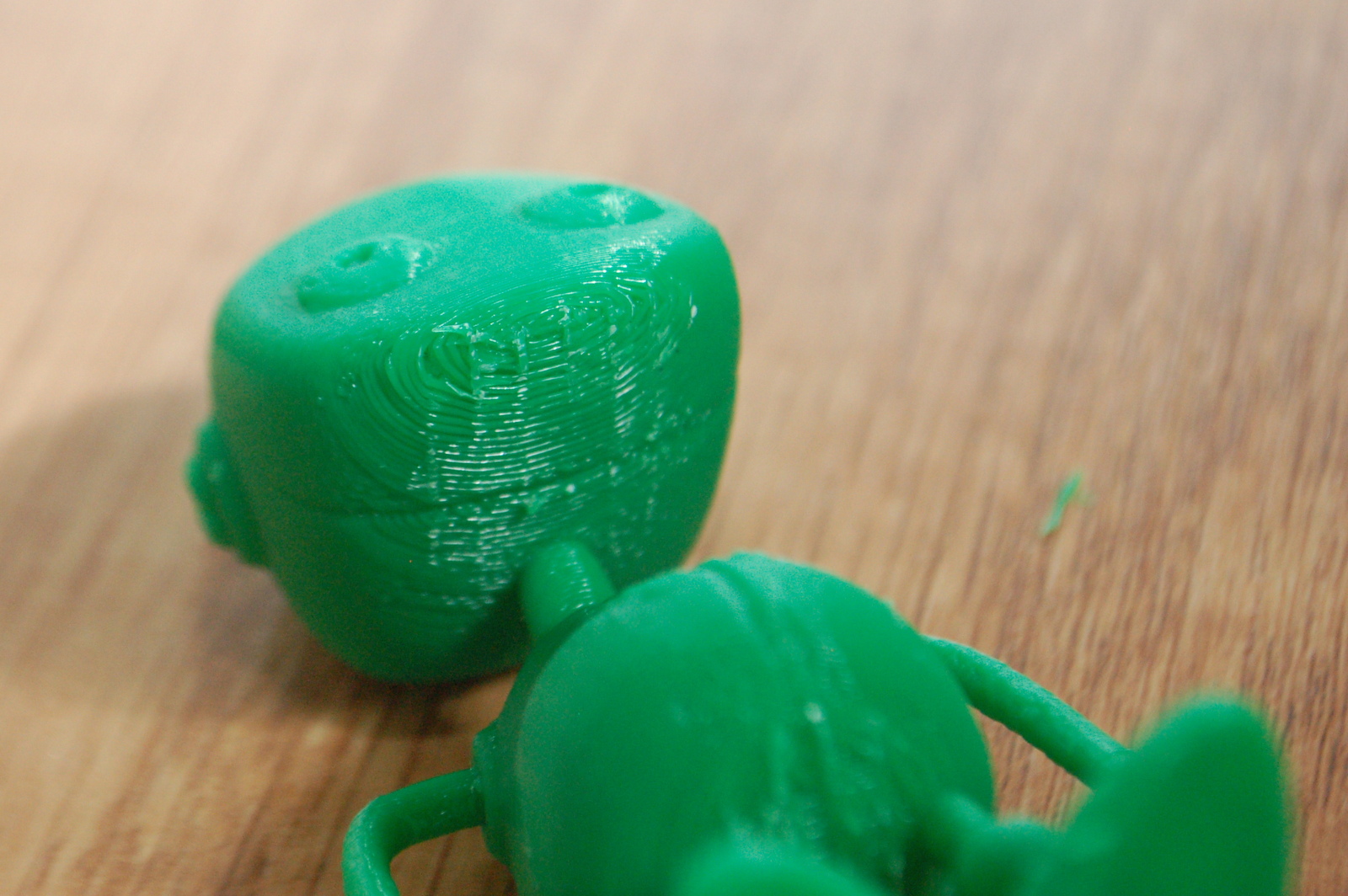
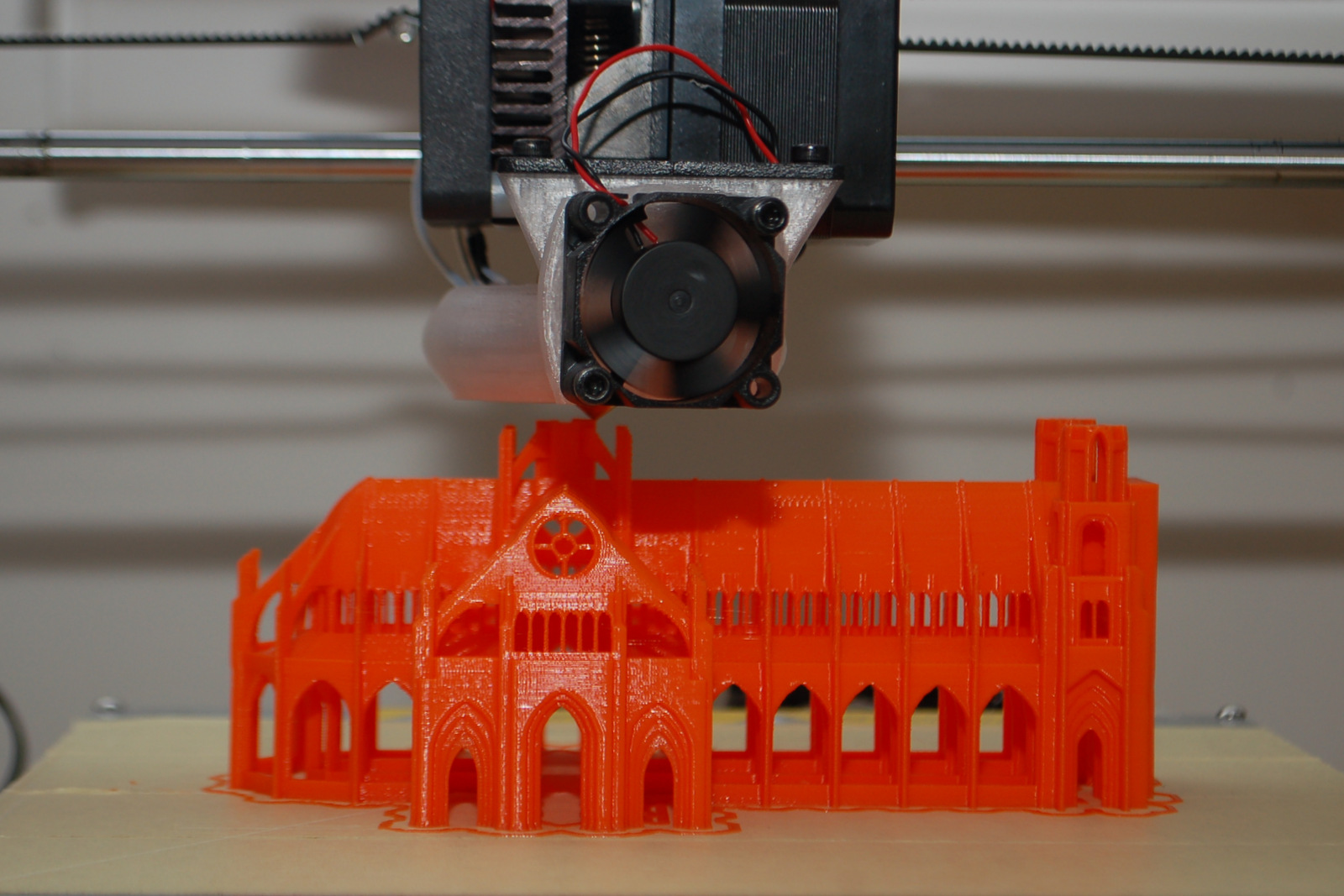
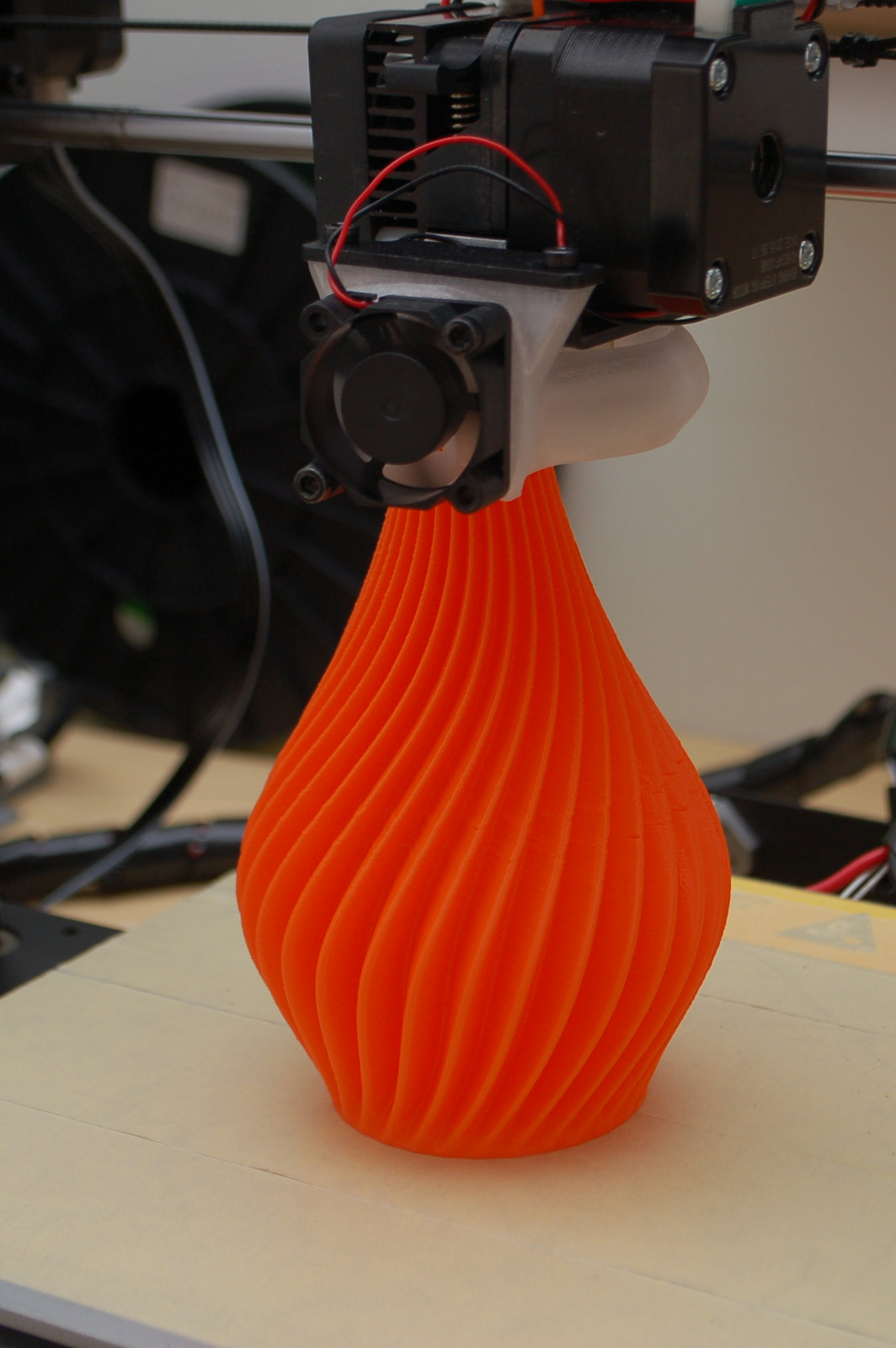
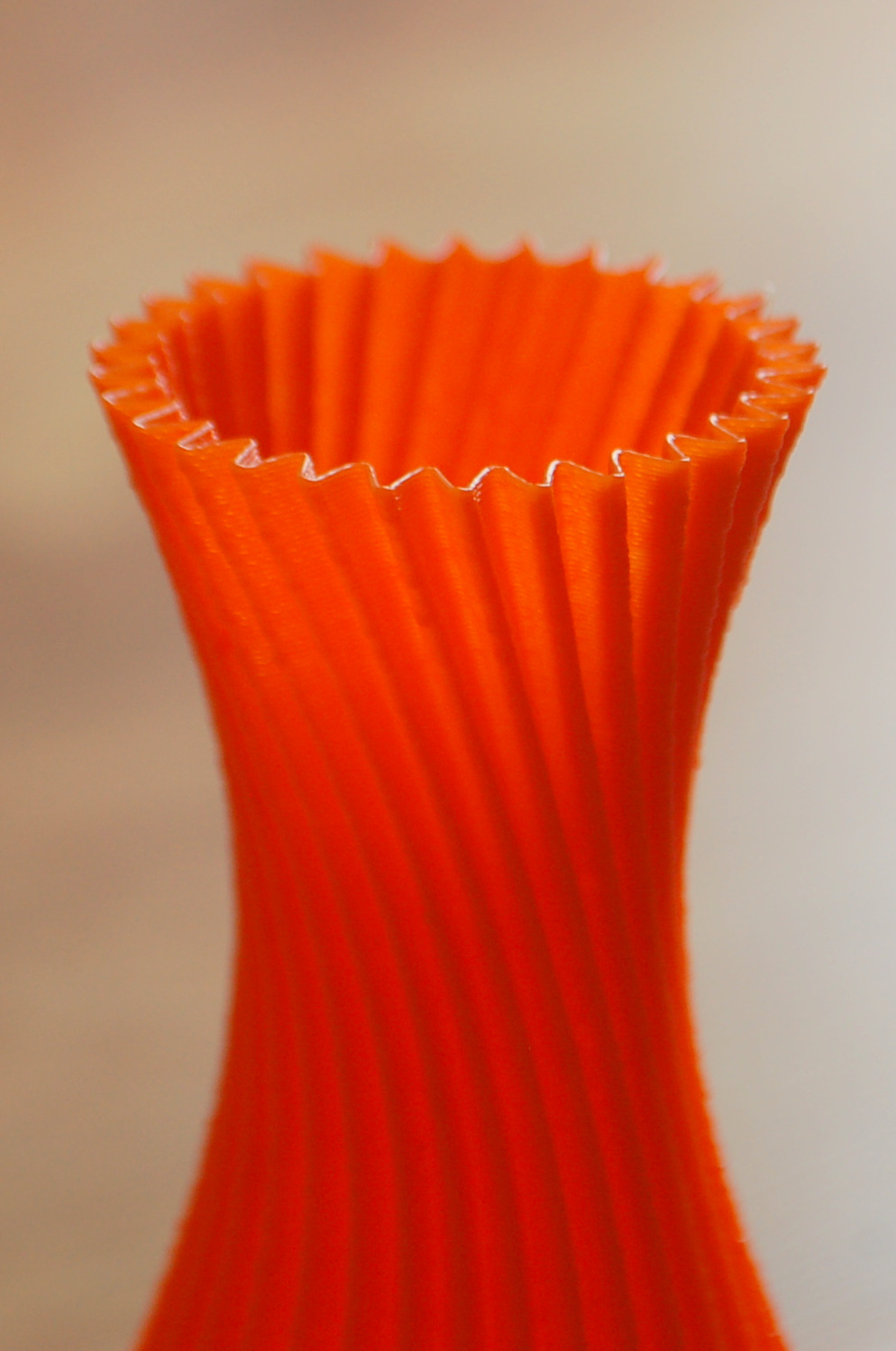
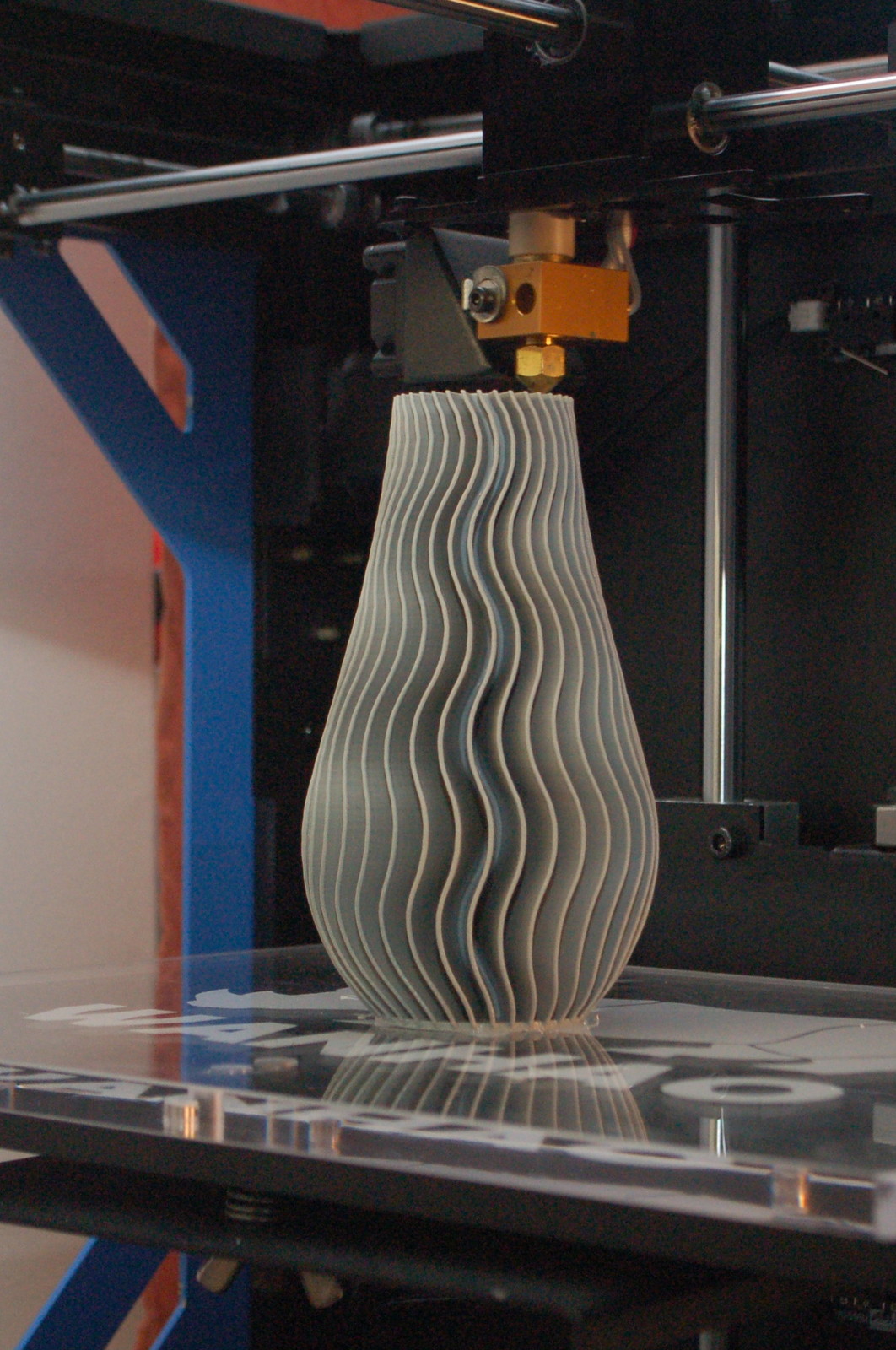
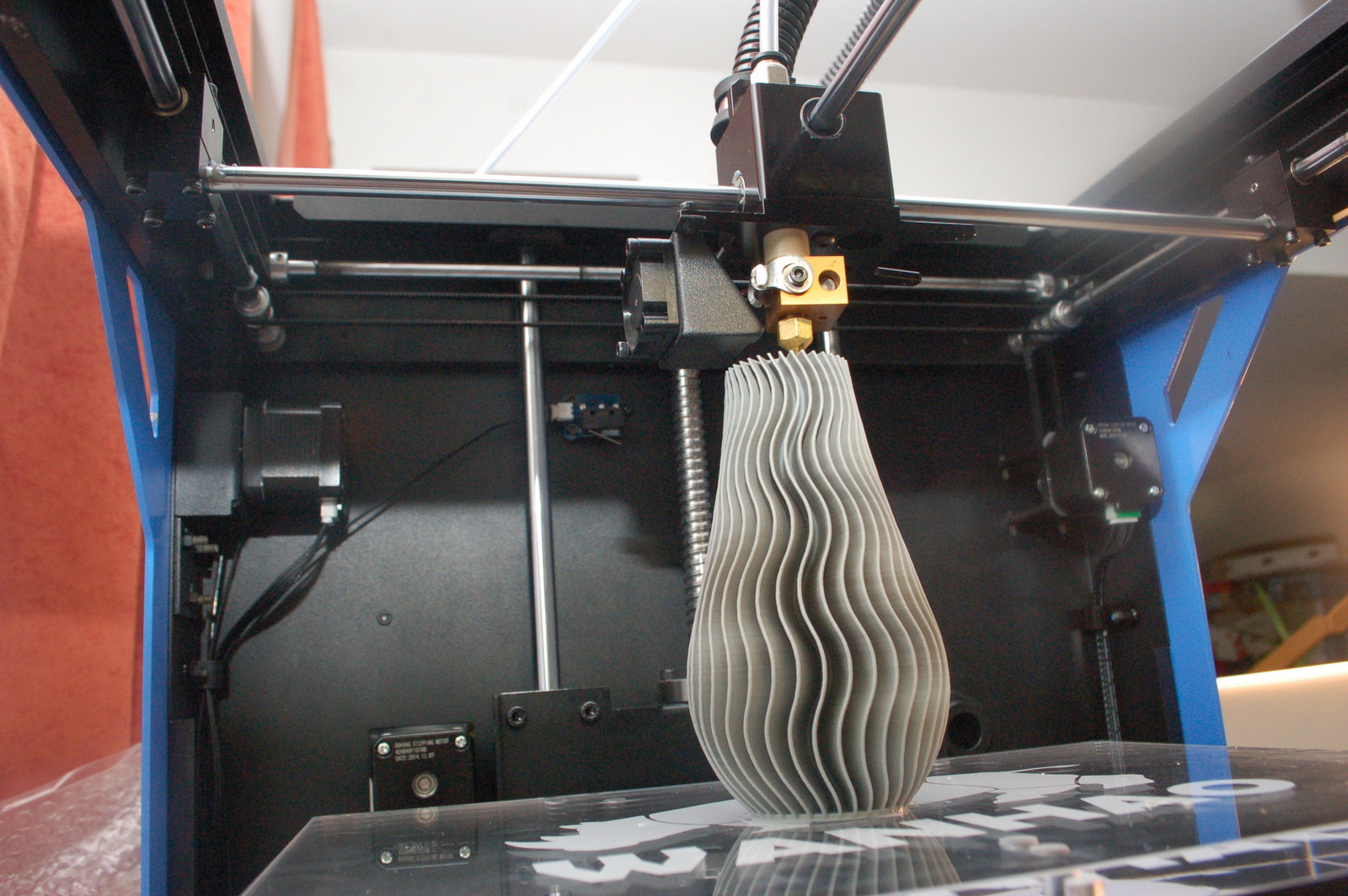
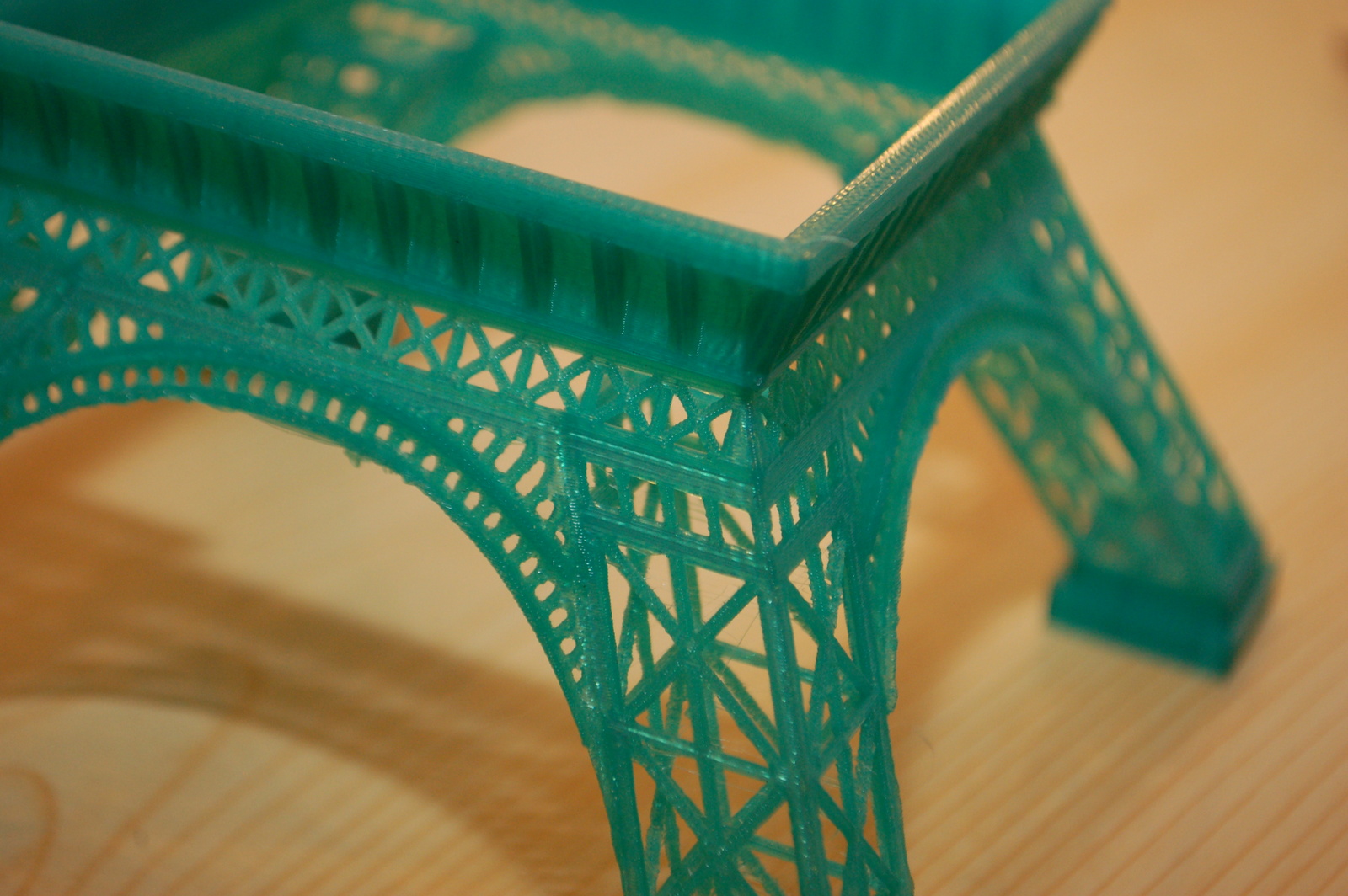
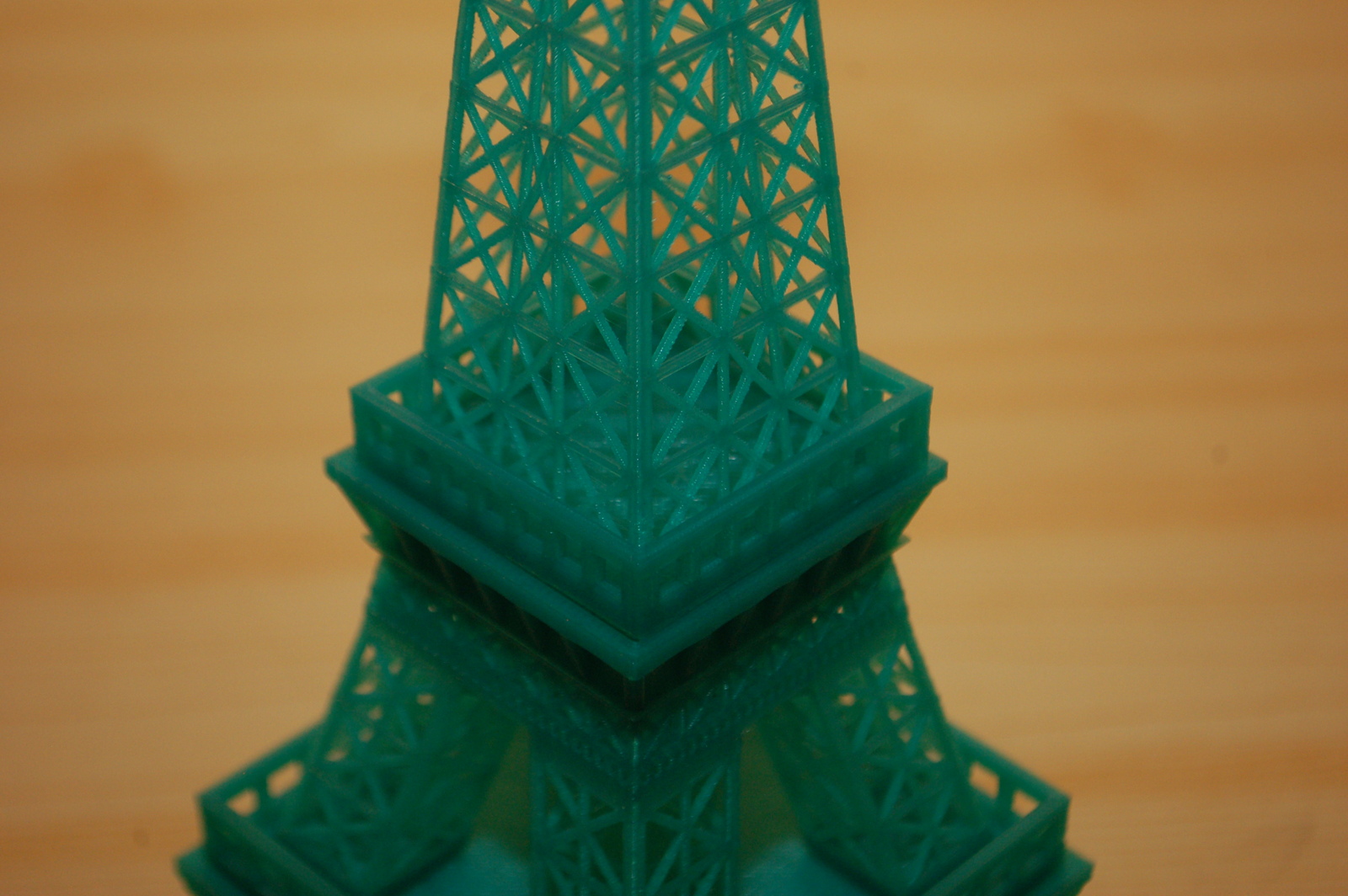
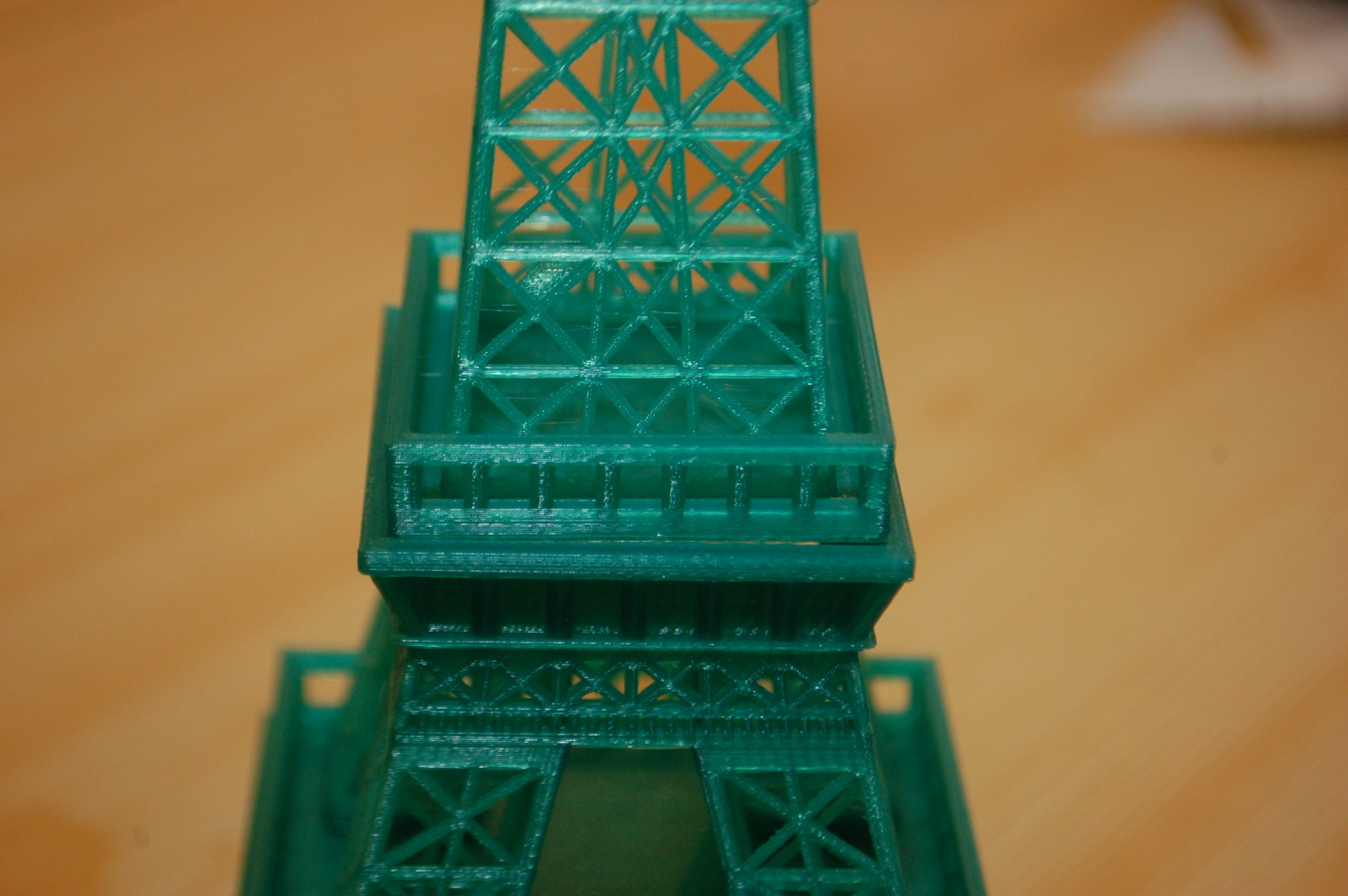
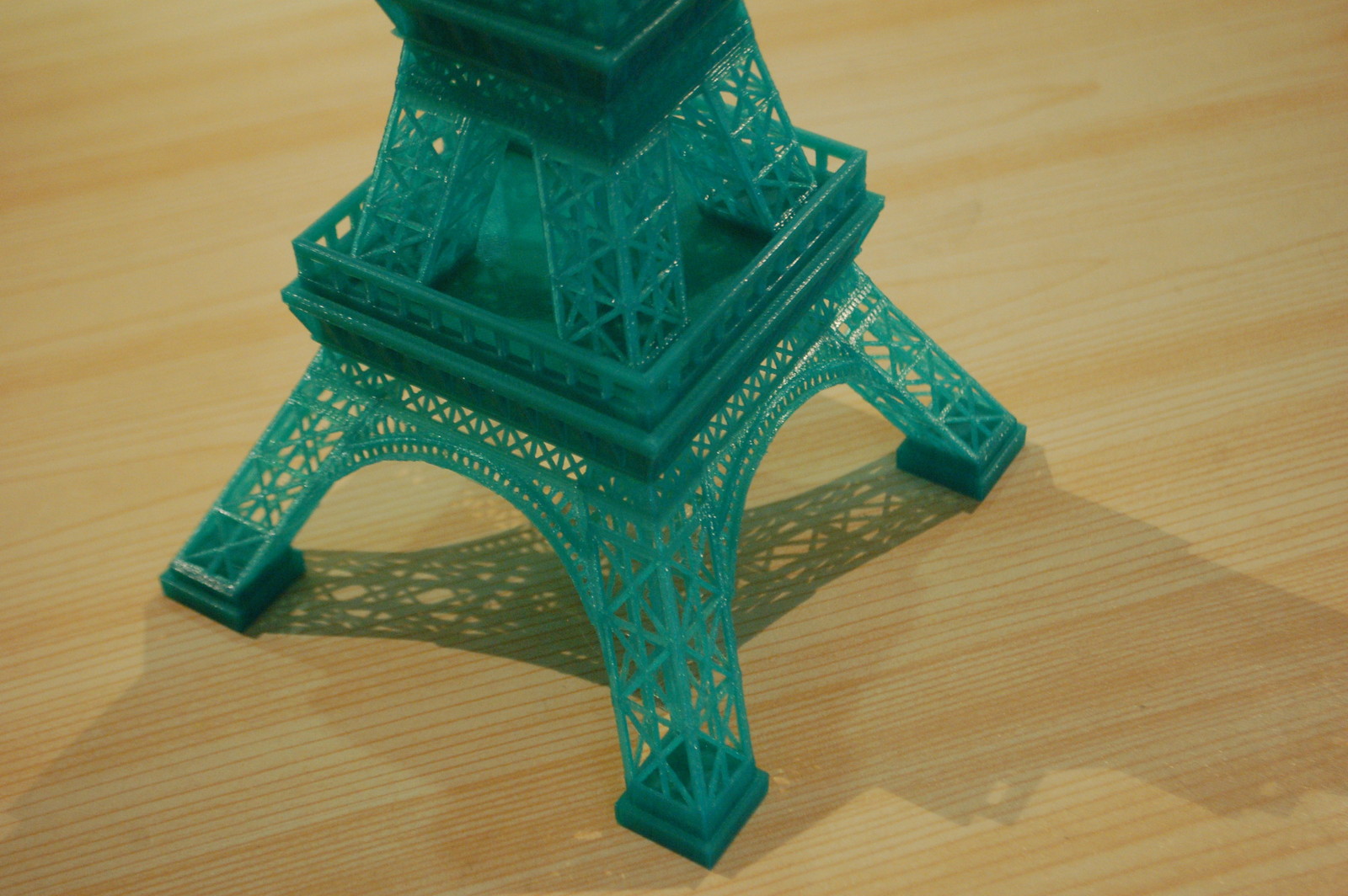
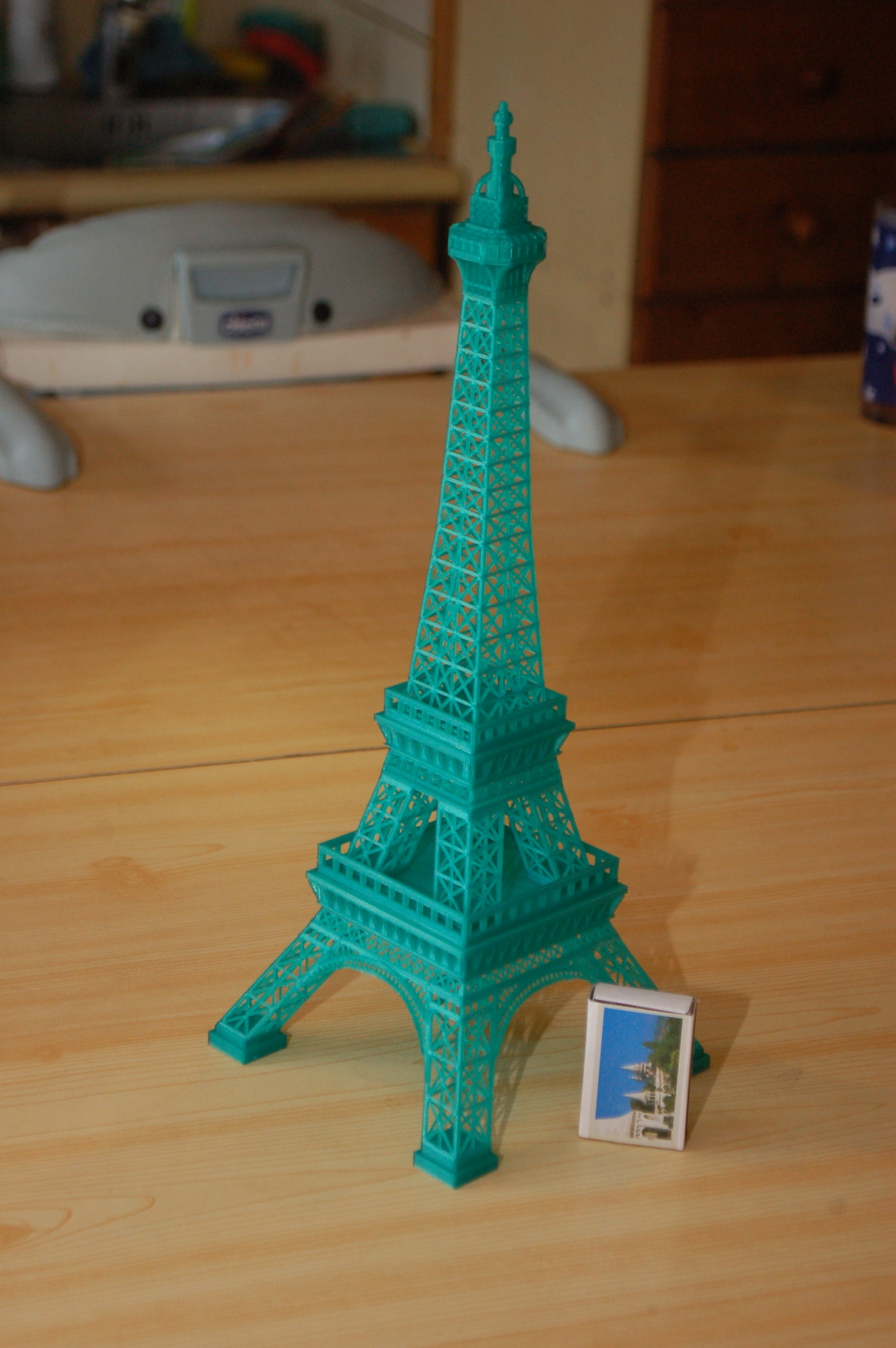
A nyomtató a gyári adatok alapján képes akár 0.02mm-es rétegvastagsággal nyomtatni, bár ez pont a nagy nyomtatási terület miatt némileg kontraproduktív lehet és nagyon sokáig tarthat egy tárgy kinyomtatása ilyen minőség mellett. Véleményem szerint a 0.2mm is már nagyon szép eredményt ad.
Még jelentkezünk cikkekkel, ami a nyomtatóról szól, ez az első benyomások alapján készült.