Napi tipp: air printing / elakadó nyomtatás
Külföldi fórumokon (pl. itt) többször találkozunk az air printing-nek nevezett jelenséggel, illetve kérdésekkel, hogy mit lehet tenni ellene. De előbb nézzük meg, mit is jelent ez a kifejezés pontosan.
A jelenség többféleképpen jelentkezhet: jobb esetben a nyomtatott tárgy egyes rétegein megfigyelhetünk kis rövid hiányzó részeket, rosszabb esetben egy idő után szinte alig jön anyag a fúvókából és ilyen nagyon darabos, hiányos réteg lesz az eredménye, végső esetben teljesen eltömődik a fúvóka és valóban a levegőbe nyomtat a nyomtató. Tipikus járulékos hangjelenség a folyamatos katt-katt-katt hang az extrúder felől. És hogy mi lehet ennek az oka? Több oka is lehet:
- Nem optimális hőmérséklet: túl magas és túl alacsony hőmérséklet is okozhat ilyen jelenséget. Ha túl alacsony a hőmérséklet, akkor túl szilárd az anyag és az extrúder nem tudja kellően továbbítani a szálat. Ha túl magas, akkor a hőtágulás miatt elakadhat a szál a fúvókához vezető csőben, vagy a lágy szál túl magasan is lágy lesz, és így nem tudja kellőképpen "tolni" a szálat az extrúder. Megoldás: próbálkozzunk a hőmérséklet +/- 5-10-15 fokos változtatásával, ABS esetén 205-245, PLA esetén 185-215 fokos határok között. Nyomtatás közben is próbálkozhatunk ezzel, a menüben tudjuk változtatni az extrúdálási hőmérsékletet.
- Nem optimális sebesség: ha túl gyorsan nyomtatunk, lehet, hogy az extrúder nem tud lépést tartani a nyomtatással, ezért kihagy lépéseket. Próbálkozzunk alacsonyabb sebességgel, PLA esetén pl. 50-60mm/seccel vagy alacsonyabbal, ABS esetén 70-80mm/seccel vagy alacsonyabbal.
- Szálhajtó fogaskerék / szerkezet akadás: ha arra gyanakszunk, hogy az ugrások amiatt vannak, mert a szálhajtó fogaskerék fogai eltömődtek, vagy újra be akarjuk állítani a szálhajtást, akkor ebben a leírásban megtaláljuk, hogyan álljunk hozzá. De erről később egy másik bejegyzésben is lesz szó (hogyan szedjük szét az extrúdert).

- Rossz minőségű szál: elképzelhető, hogy mag a szál nem jó minőségű, ezért tömődik el a fúvóka, vagy akad el az extrúdálás. Az alábbi képen érdekes hibákat lehet látni a szálon, egy jó vaskos bogyószerű valami formájában. Ez bizonyosan nem tesz jót nyomtatás közben.

- Sérült fúvóka / teflon cső: bizonyos esetben a fúvóka megsérülhet (főleg, ha a nem megfelelő szintezés miatt felszántja a tárgyasztalt), hogy ki kell cserélni. Esetleg a fúvóka és a szálvezető menetes csőben található PFTE (teflon) cső megsérülhet, roncsolódhat. Ilyenkor érdemes kicserélni. Erről részletesebben később írunk.
- Nem megfelelő szintezés: ha túl közel van a fúvóka a tárgyasztalhoz, akkor az első néhány réteg nyomtatásánál nem tud az összes anyag kijönni a fúvókából, ami eltömődést okozhat
- Összeakadt szál: az is előfordulhat, hogy a nyomtatás megszűnésének / akadásnak olyan prózai okai vannak, hogy a spúlni a száltartón összegabalyodott vagy megszorult, elakadt. Ennek megelőzésére javasoljuk, hogy szálcserénél ne hagyjuk felszaladni a szálat, fellazulni, mert újabb megfeszítéskor összeakadhatnak. Figyeljünk nyomtatás közben is arra, hogy nem szorul-e a szál
- Szennyeződések: bizonyos szennyeződések, pl. a szálon por vagy más anyag, eltömítheti a fúvókát. Erre javasolt egy ilyen szűrő szerkezet alkalmazása, ami tisztítja a szálat behúzás közben is
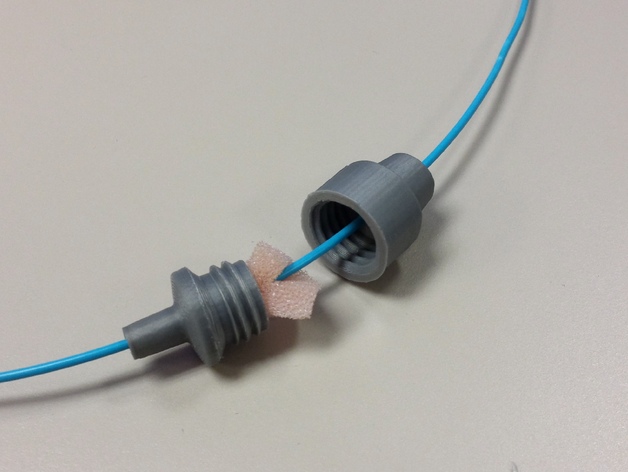
Egy sokak által használt trükk az air printing ellen, PLA esetén, az oliva olajos trükk: páran a szál végét befűzés előtt egy kis olíva olajba mártják. Vagy akár a fent bemutatott szűrőbe is lehet csepegtetni olajat. Azért ez sem egy tökéletes megoldás: bizony esetben a tárgyasztalra kerülő olaj csökkentheti a tapadást, ami szintén nem előnyös dolog.
Láthatjuk, hogy elég sok lehetséges ok van, és bizony nem mindig egyszerű megállapítani és megoldani a hibajelenséget. De az is biztos, hogy előbb vagy utóbb találkozunk a jelenséggel, kiváltképpen PLA-val való nyomtatás esetén, mivel az hajlamosabb eldugítani a fúvókát.