Kis kancsó
Egy aranyos kis kancsó és pohárka készlet, mondjuk babaházhoz. Én 75%-ra csökkentettem a méretét, így is szépen kijöttek a részletek. Zöld PLA-val nyomtatva. A víz megmarad benne, egy darabig. :)



Egy aranyos kis kancsó és pohárka készlet, mondjuk babaházhoz. Én 75%-ra csökkentettem a méretét, így is szépen kijöttek a részletek. Zöld PLA-val nyomtatva. A víz megmarad benne, egy darabig. :)
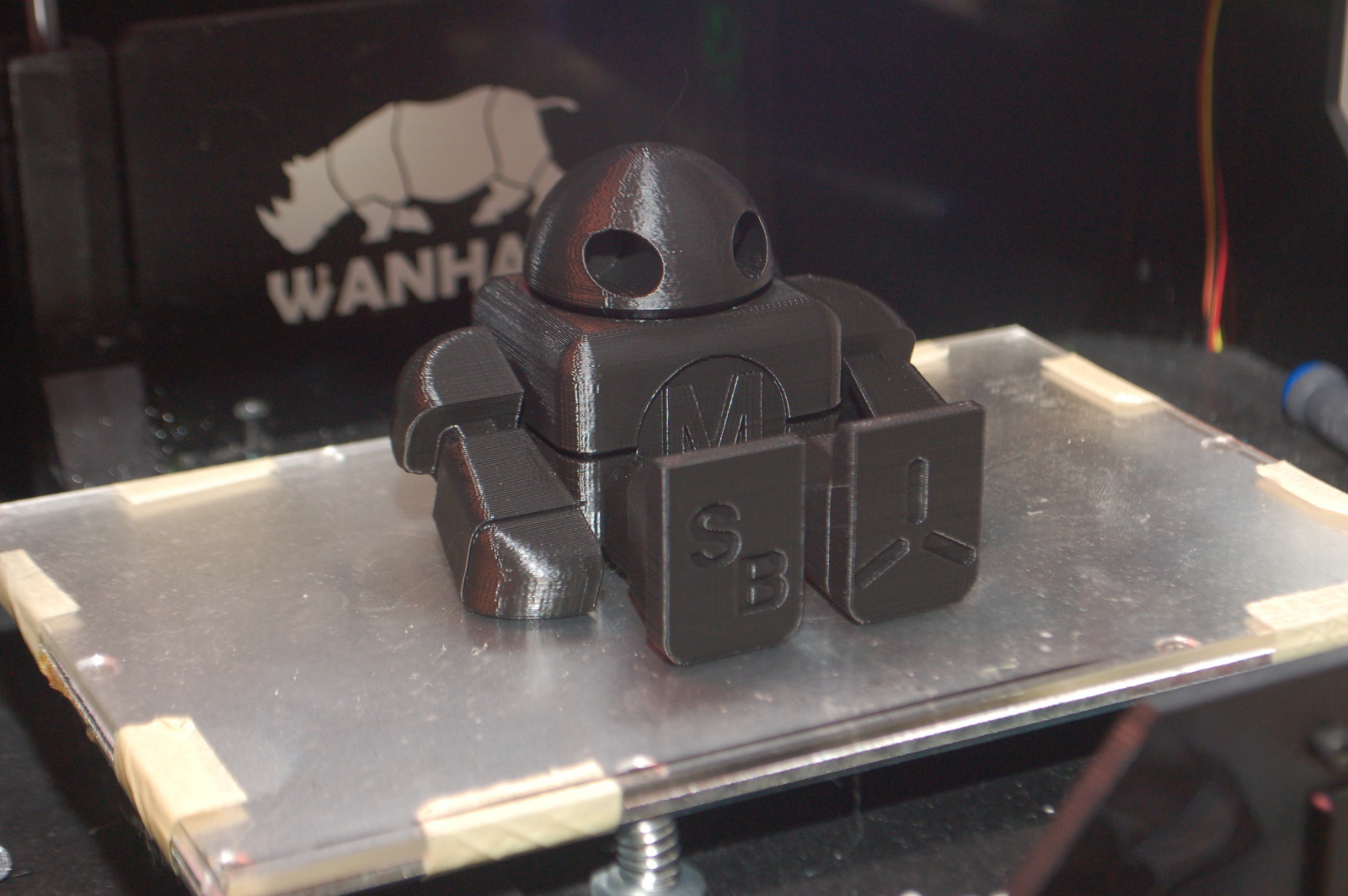
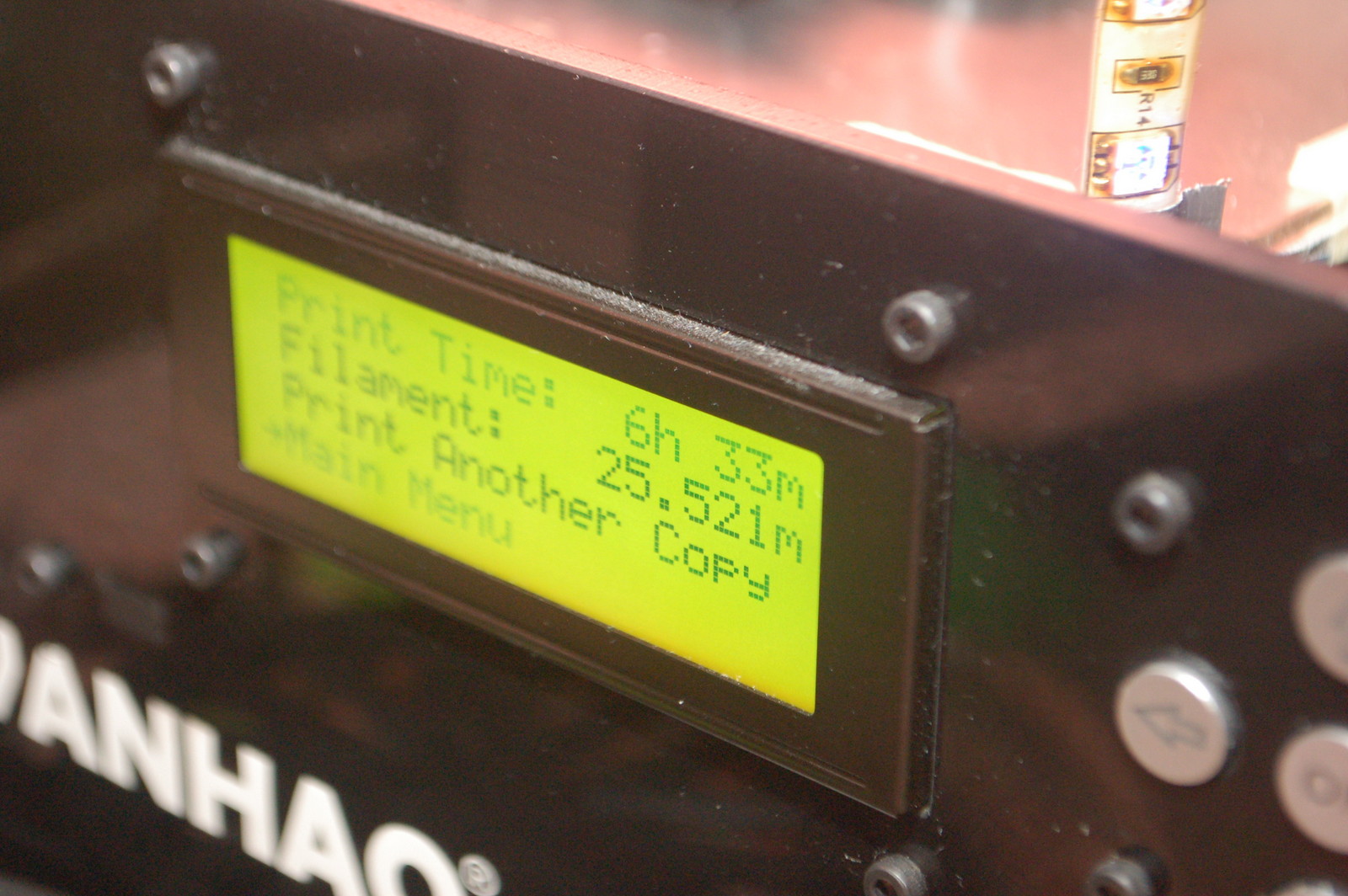

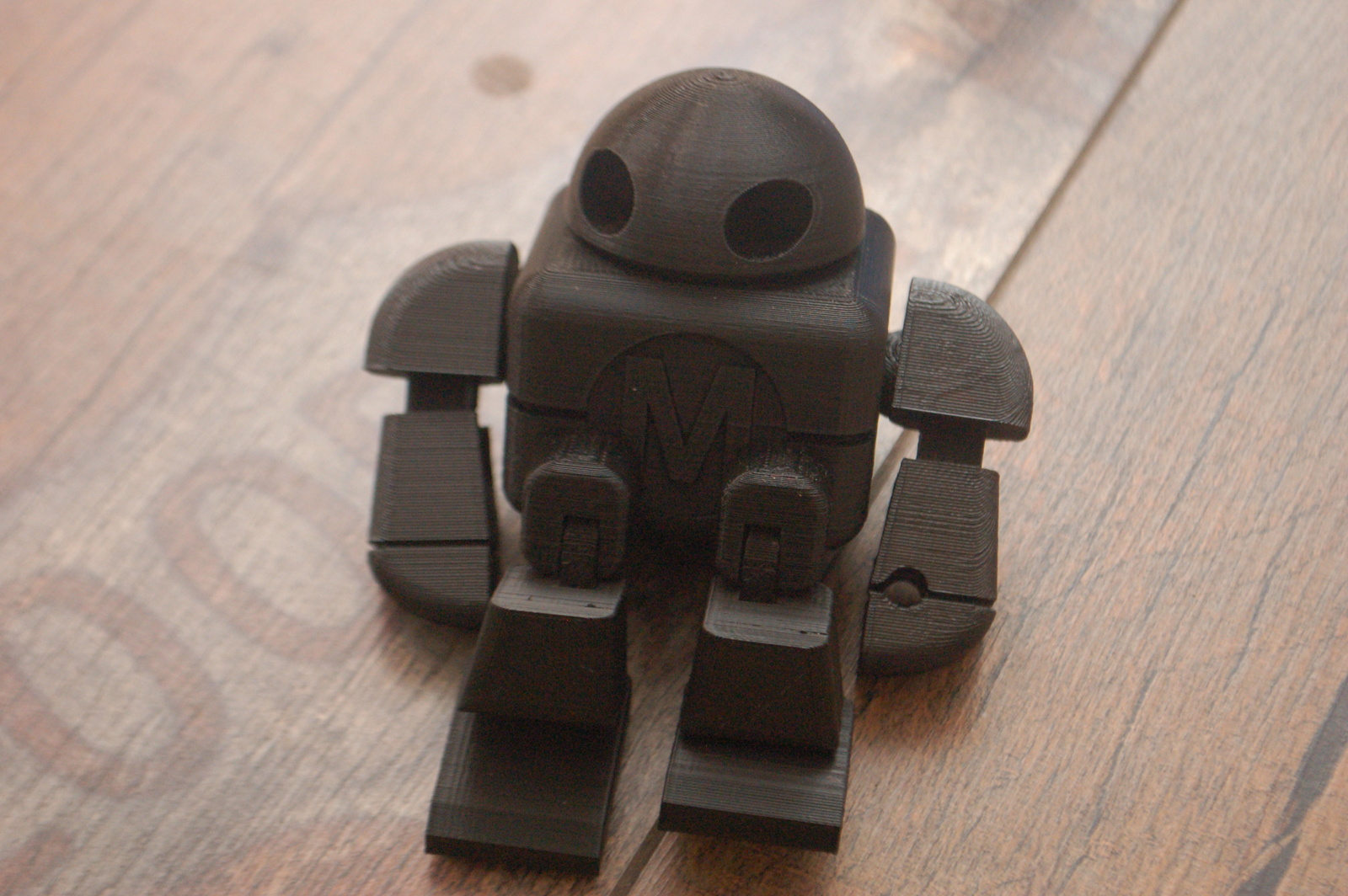
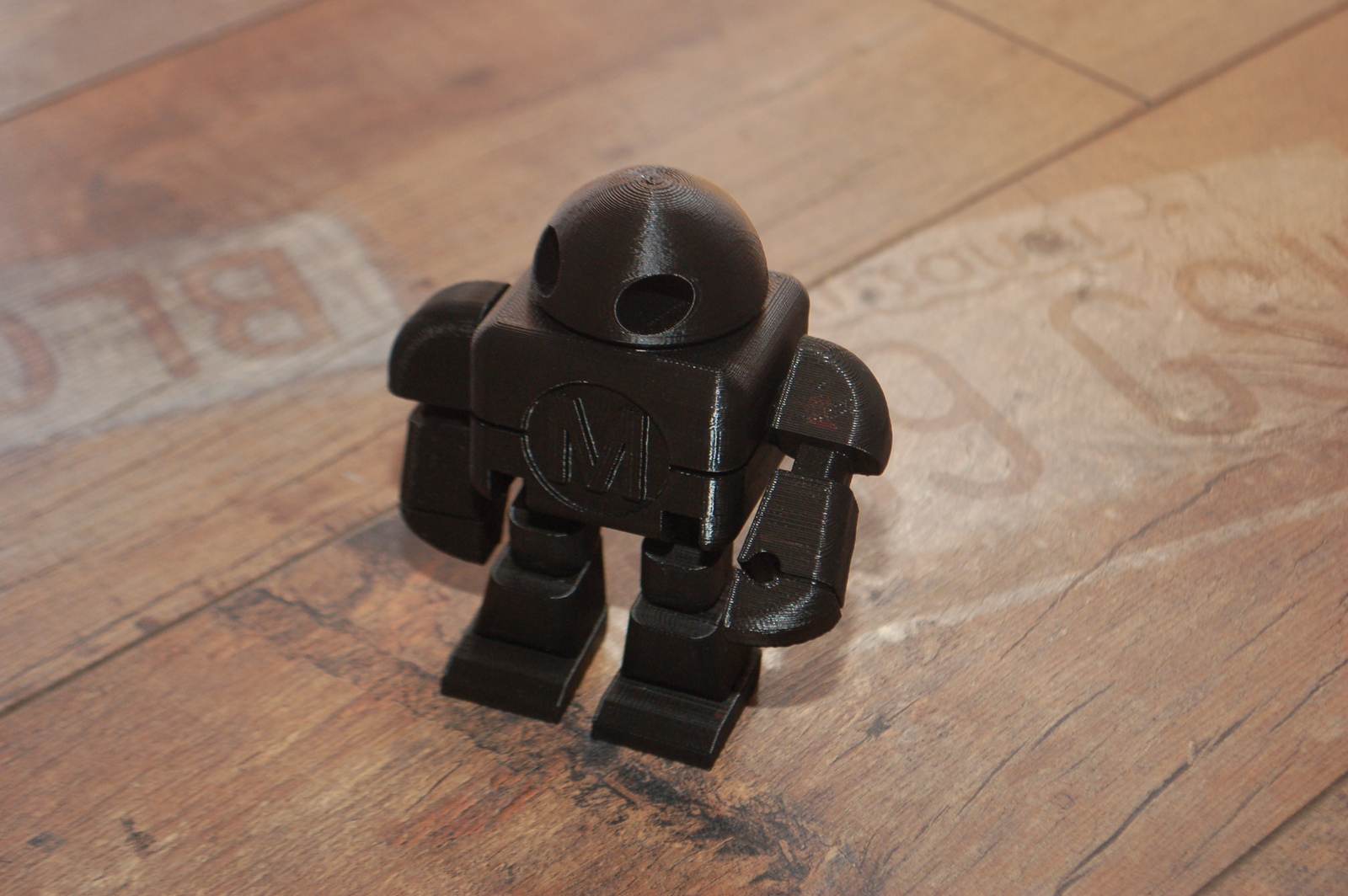
Egy remek robot modell, aminek mozgatható végtagjai vannak, forgatható feje, mindezt egyszerre, egy darabban nyomtatva! Fekete PLA, 60mm/sec-en nyomtatva. A nagyobb modellt (165pct) nyomtattam, kicsit csökkentve a méretét. Több, mint 6 órát tartott a nyomtatás, de nagyon jól sikerült, szép lett!





Sötét lovag, fekete PLA-val nyomtatva, 0.15mm-en (szép lett), 60mm/sec. Eddig ódzkodtam a fekete PLA-tól, de egész jól néz ki. Pedig valahol azt olvastam, hogy nem a legegyszerűbben kezelhető szín. Alátámasztás nélkül nyomtatható.

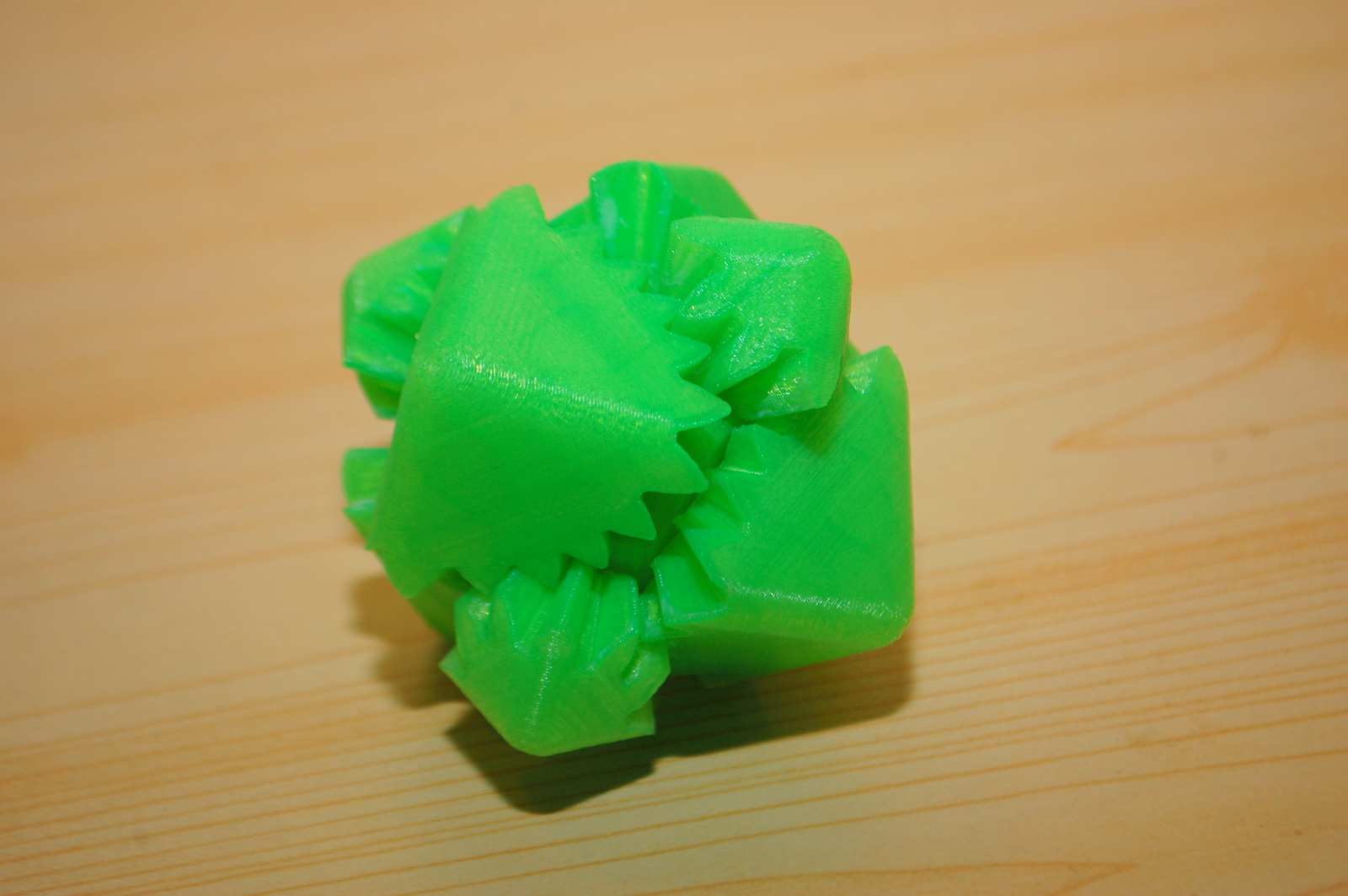
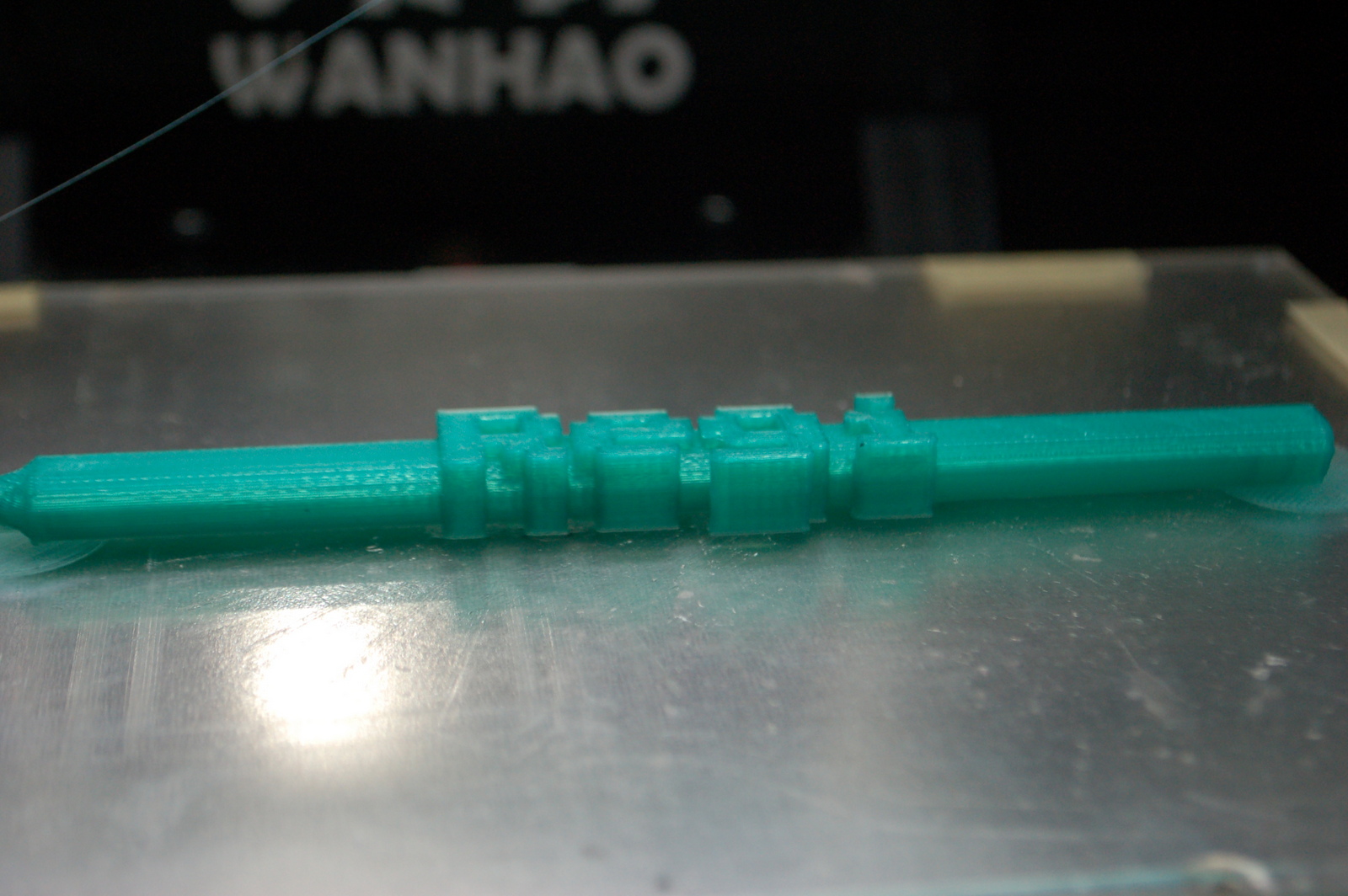
Ez is egy ilyen forgatható fogaskerék szerkezetű kocka modell, mint a hasonló szívecske modell.
Két részletben, de több darabból nyomtatva, utólag kézzel összerakva. Kicsit szorult (nem nagyon tudtam szabad kézzel elforgatni az elemeket), ezért egy kis baba popsi krémmel "megolajoztam" a dolgot. :) Utána már nagyon jól csúszott. Zöld PLA, 70mm/sec.





Az ezredes mellszobra egy jól nyomtatható (alátámasztás nélkül is, plusz hűtéssel, jól hangolt nyomtatóval) modell, amin a részletek is szépen követhetőek. Ezért direkt 0.1mm-es rétegvastagsággal nyomtattam, ami így eltartott egy darabig.


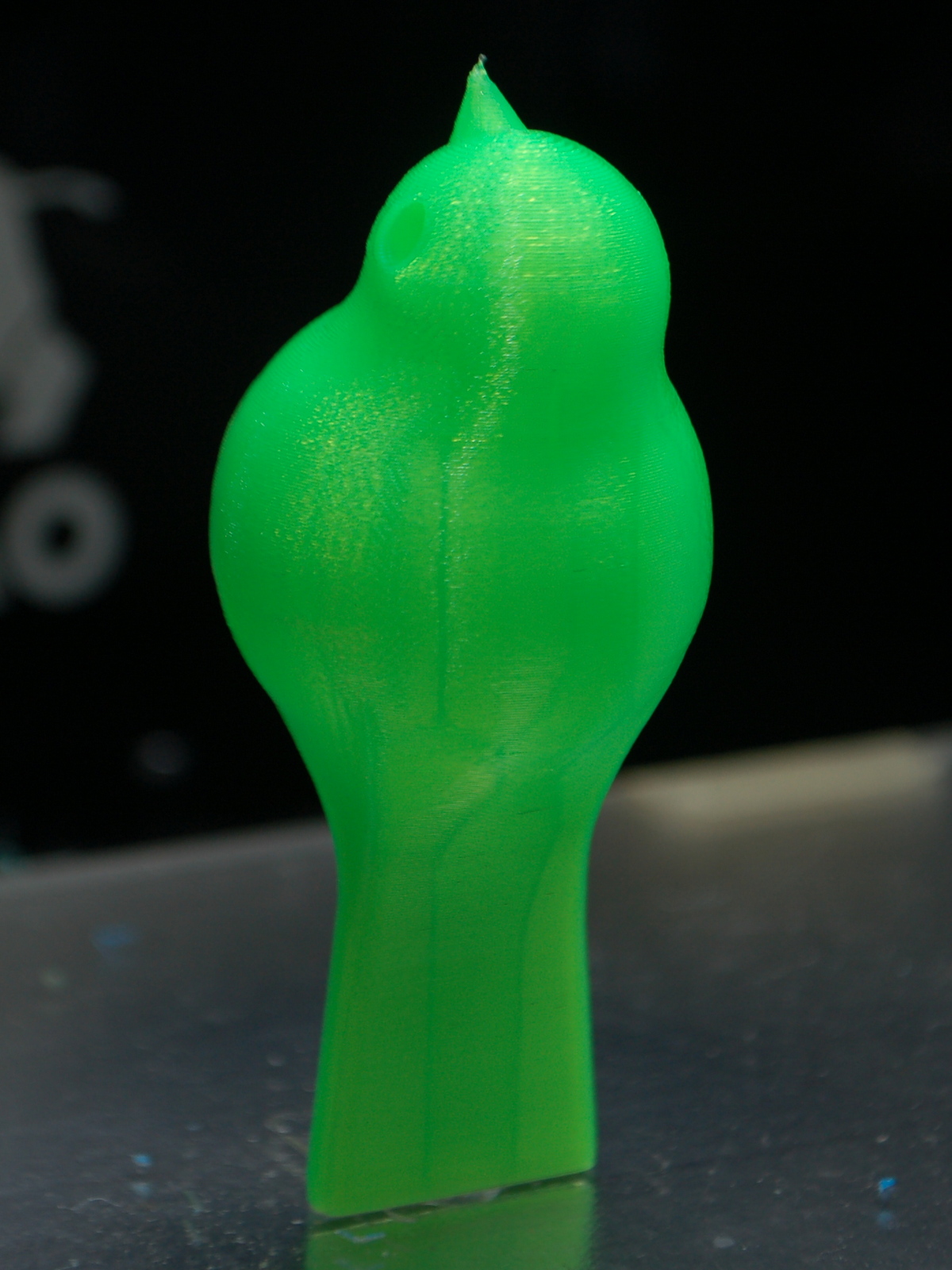





Szerettem volna egyszer bemutatni, hogy milyen nagy különbséget jelent PLA-val való nyomtatásnál az aktív hűtés. Ennek demonstrálására kinyomtattam először ventivel, majd venti nélkül a képeken látható kis madarat. Az eredmény magáért beszél: a venti nélküli elég ronda lett, a ventis viszont szép és még a meredek kiszögellések is szépek, alátámasztás nélkül is. Ennyit számít az aktív hűtés.
Hűtés nélkül esetleg nagy alapterületű, egyszerű, kiszögellések nélküli dolgokat lehetne nyomtatni, de szerintem nem érdemes. A PLA szereti a hűtést. :)


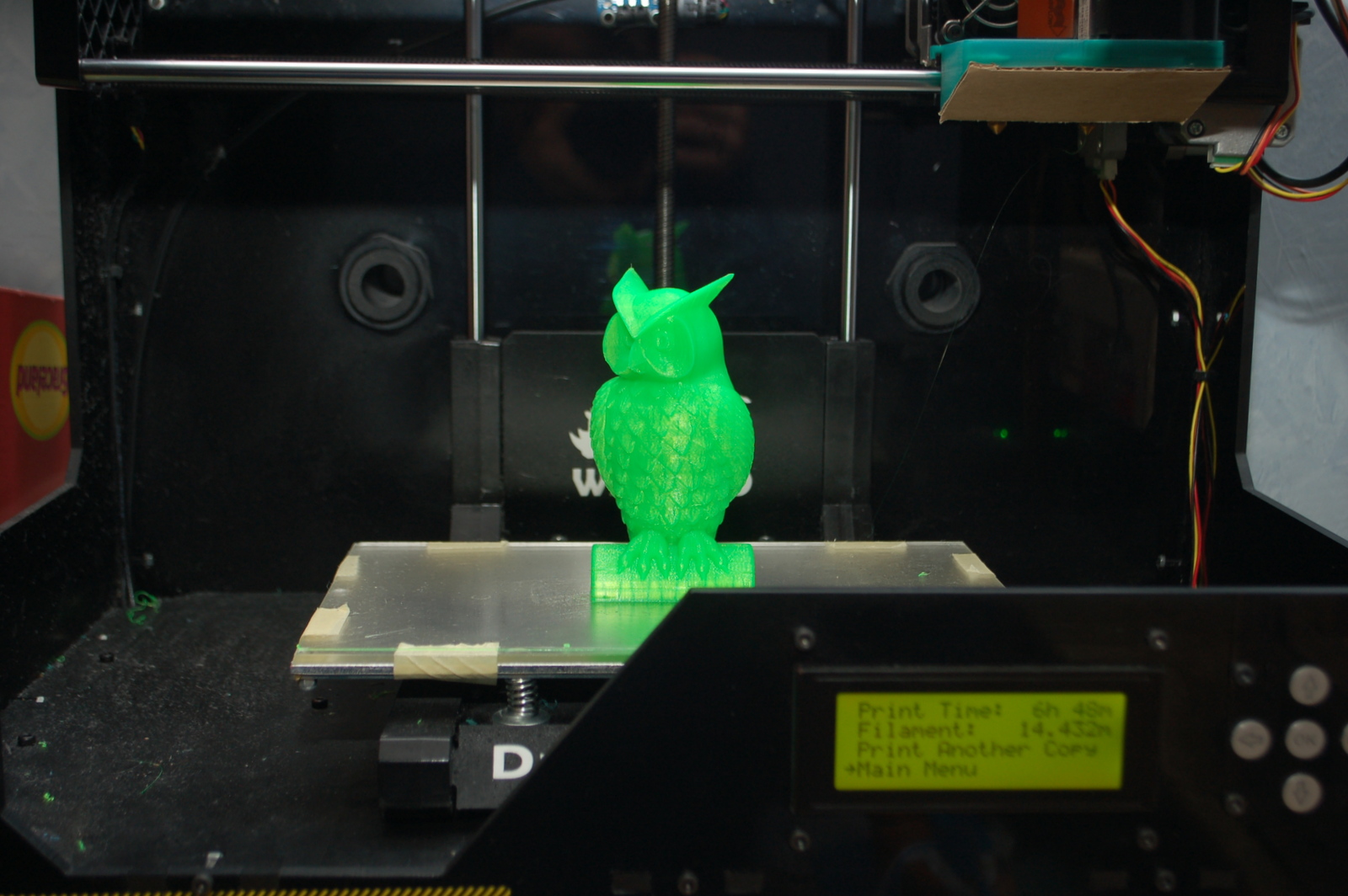

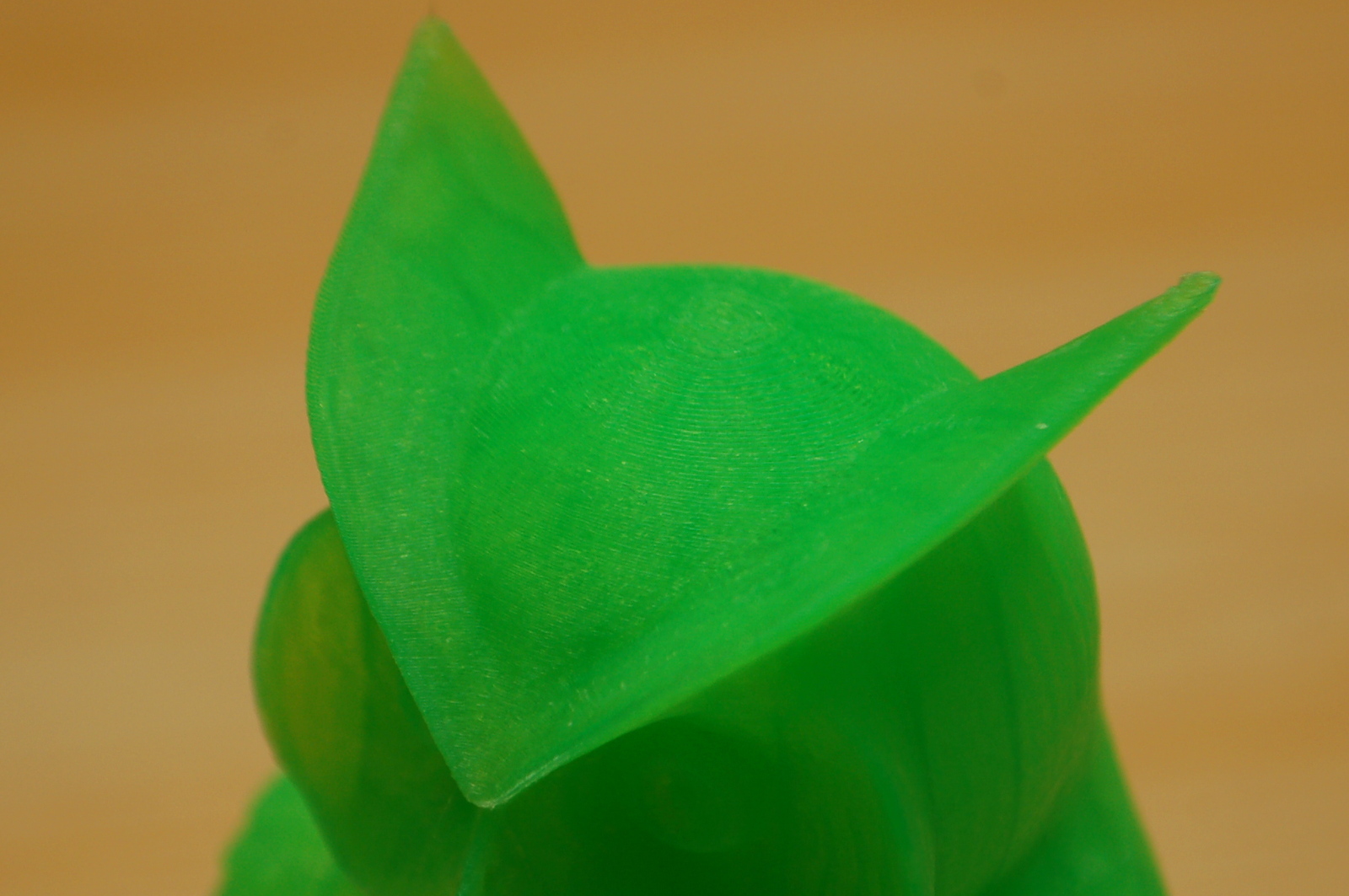
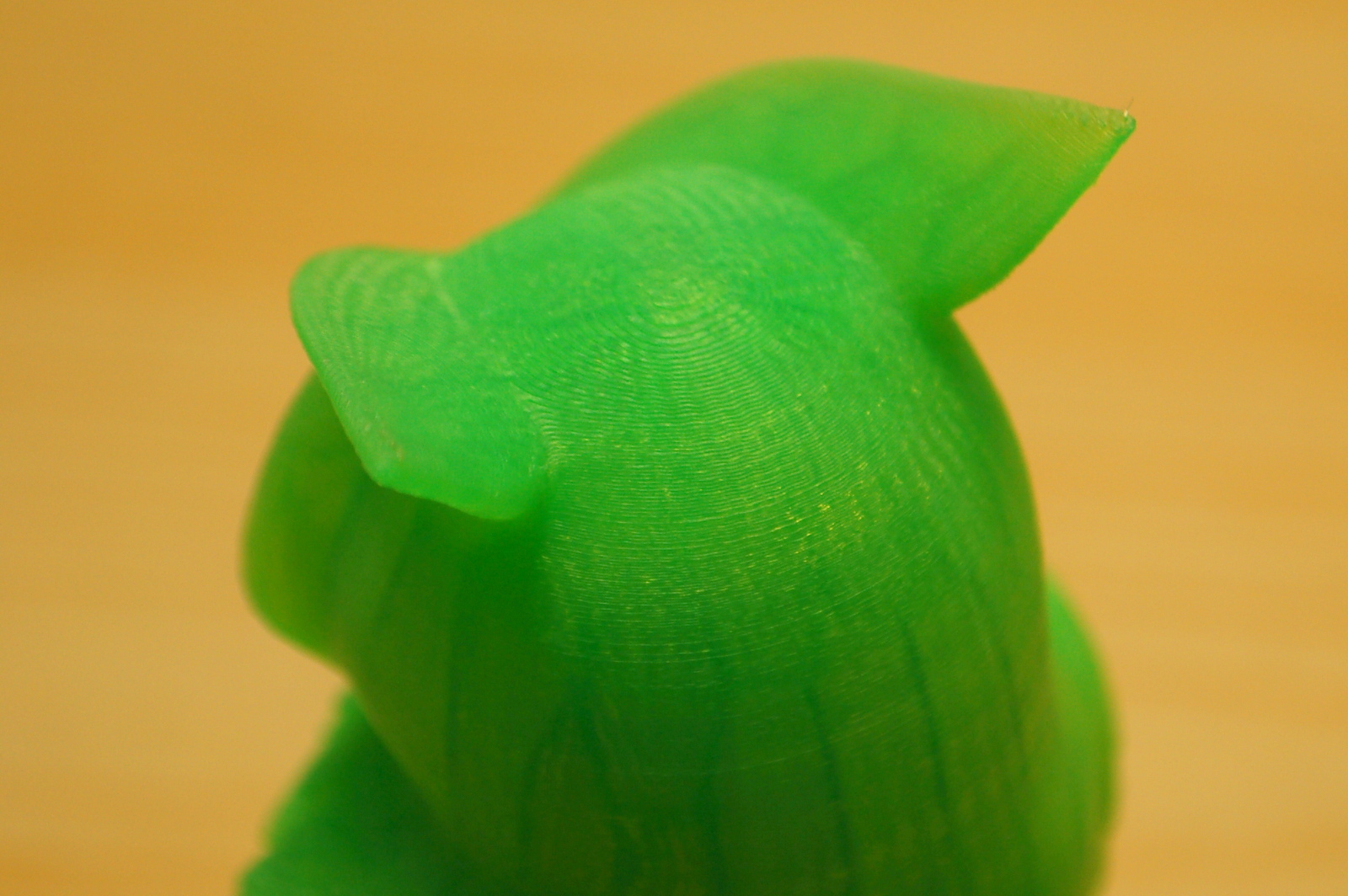
Gyakori tesztmodell 3D nyomtatók tesztelésénél a fent látható bagoly modell, mivel sok részlet van rajta (tollak, fatörzs, orr, stb.) és mutatja, milyen szépen nyomtat a nyomtató. Ezt most 0.1mm-en nyomtattam, kicsit lassabb sebességgel, így kicsit több, mint 6 óra volt a nyomtatás. Szép lett, bár talán a fotó nem adja vissza annyira (ezt a színű szálat kicsit nehéz fotózni).

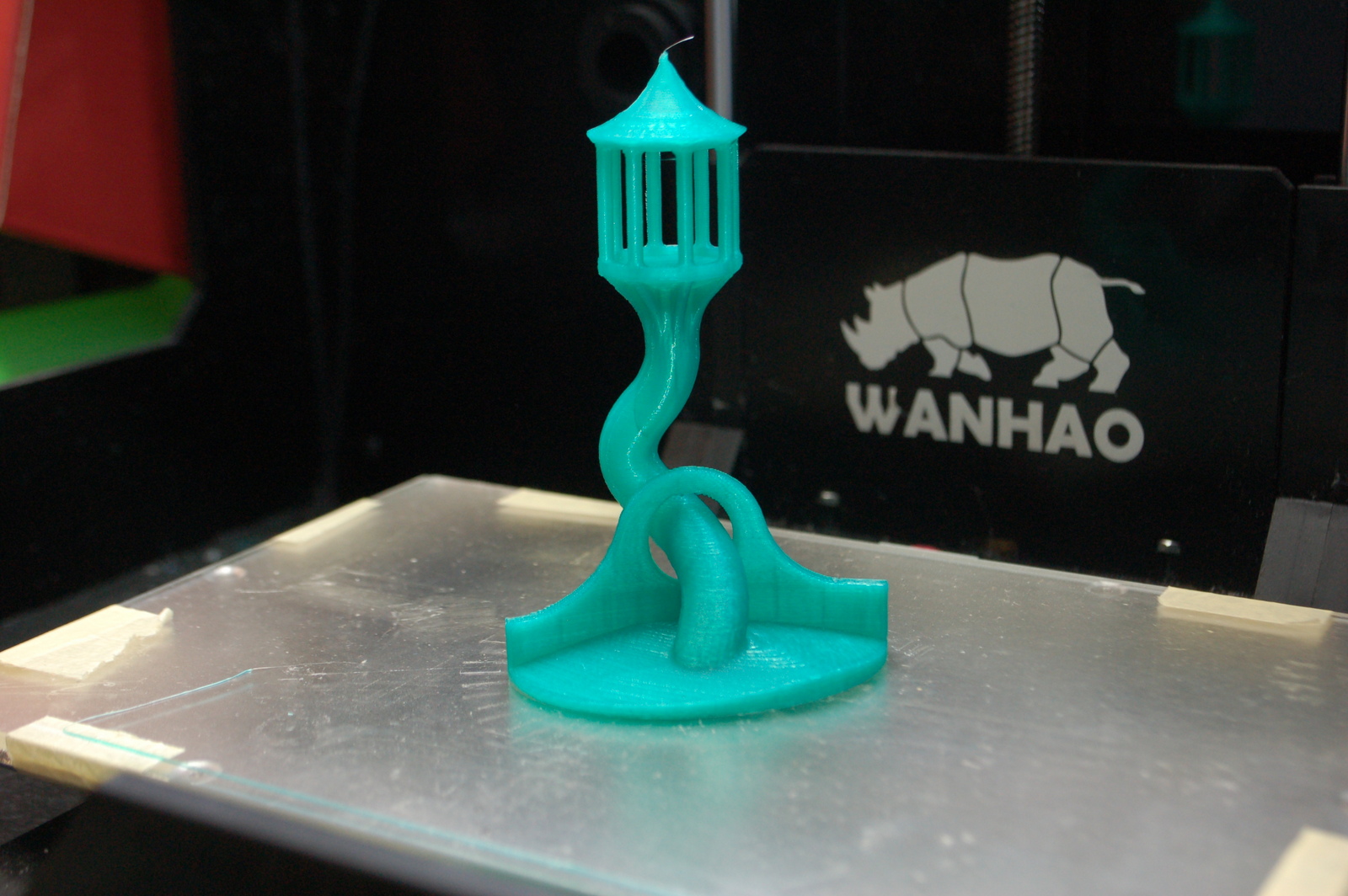



Egy érdekes formájú organikus lámpás. Szépen sikerült minden részlete. Szürke PLA-val nyomtatva, kicsit lasabban (60mm/sec-en), hogy a tetején is szépen kijöjjenek a részletek.
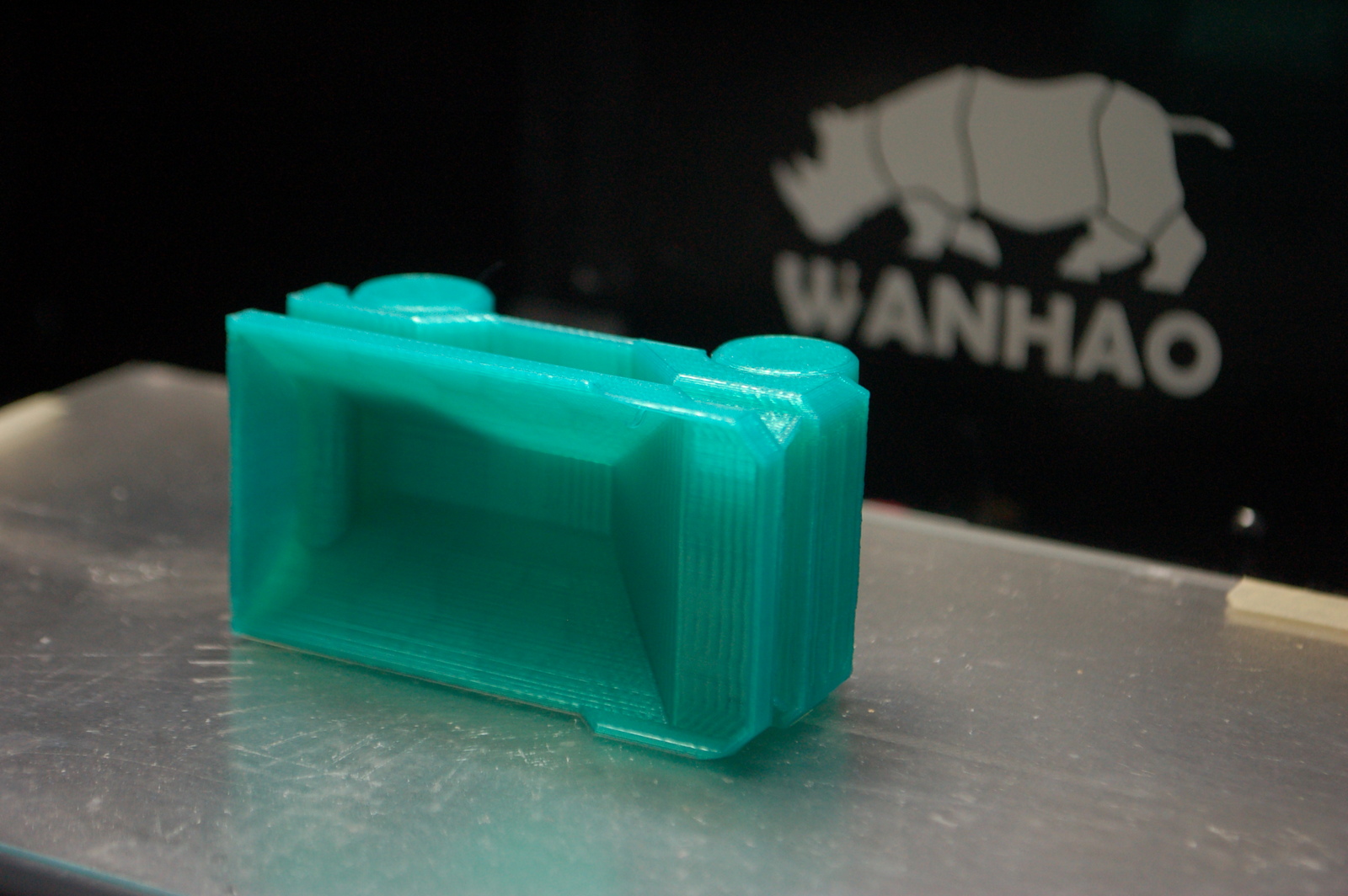





Egy dömper játék, 150%-ra felnagyítva. Forgó kerekek, mozgatható rakodótér. Zöld PLA-val nyomtatva, 70mm/sec-cel.
Az egyik kollégám meghallotta, hogy 3D nyomtatással foglalkozunk. Van egy GoPro-ja, amit a hétvégére elvitt magával búvárkodni. A lámpa felfogatáshoz kellett egy bilincs, amit Tinkercad-ban megtervezett, én pedig kinyomtattam.
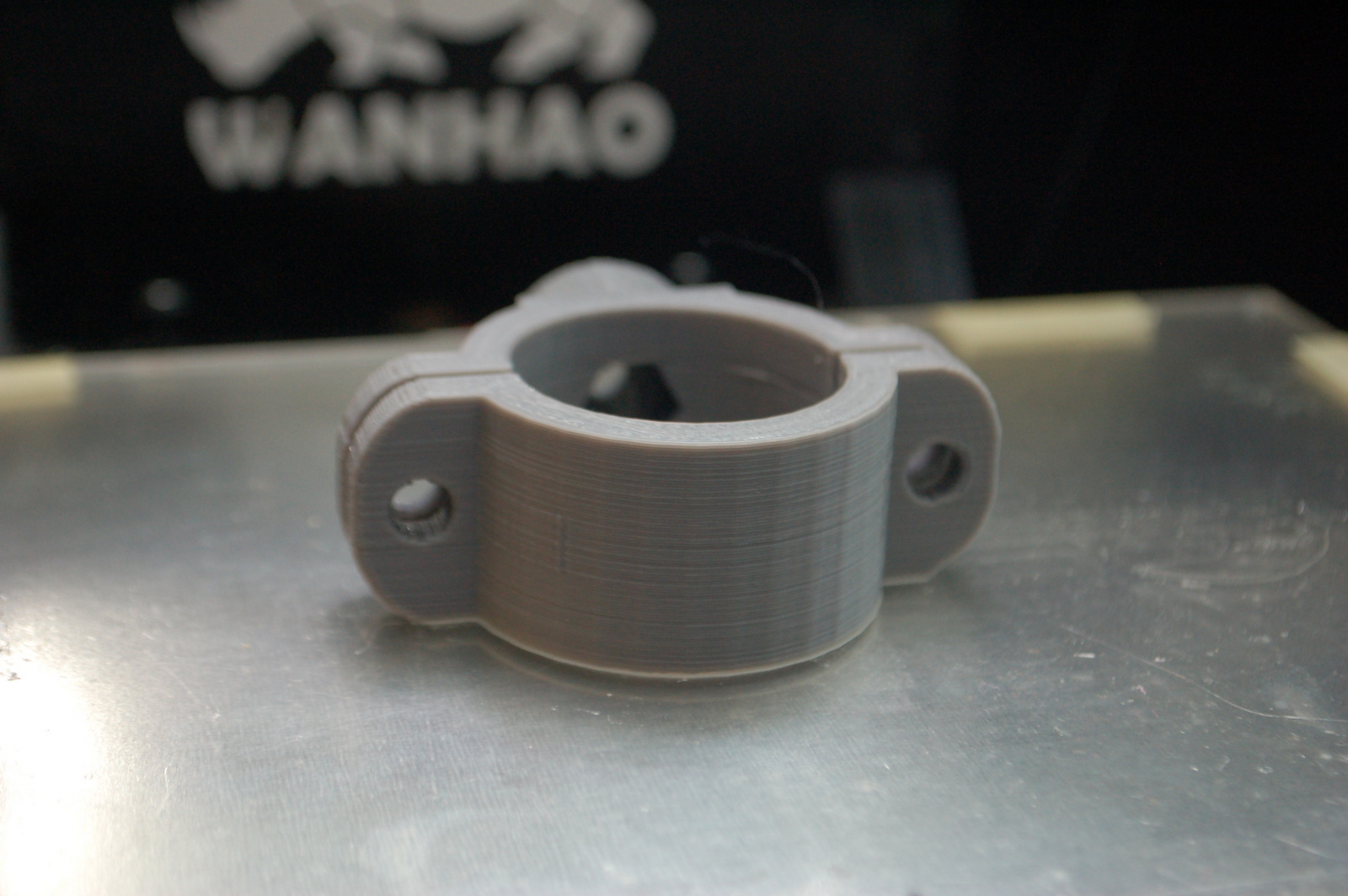
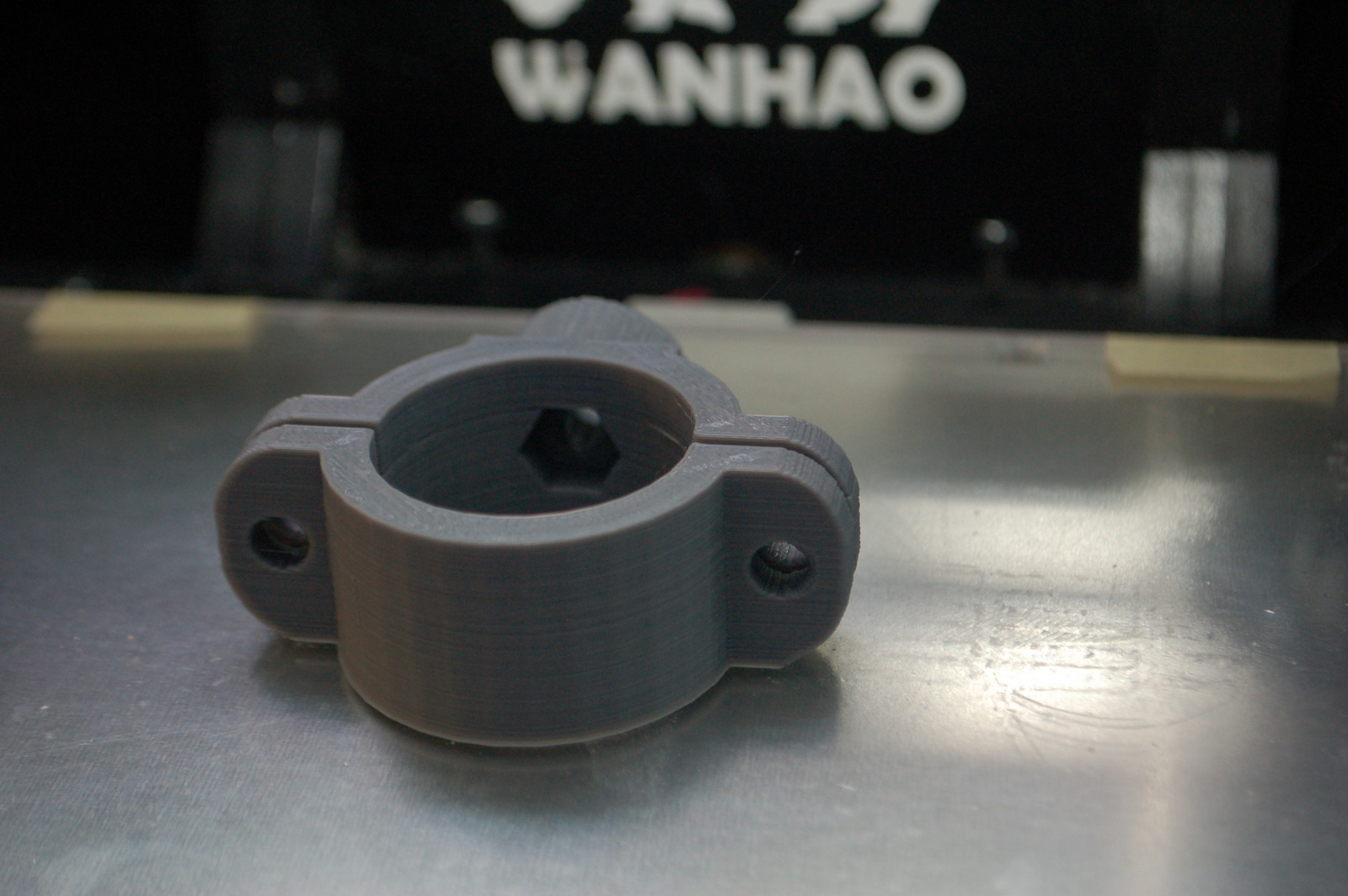
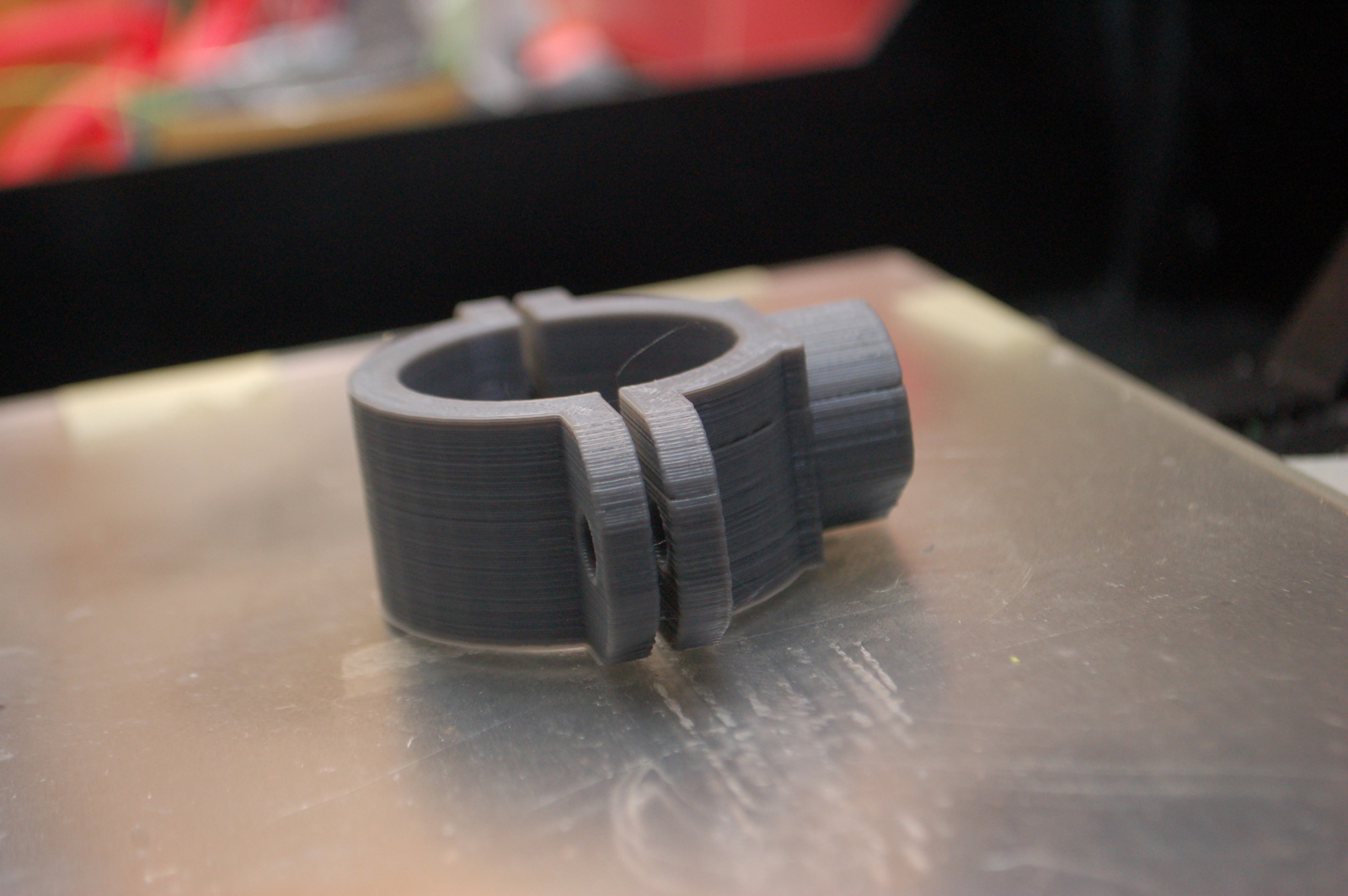
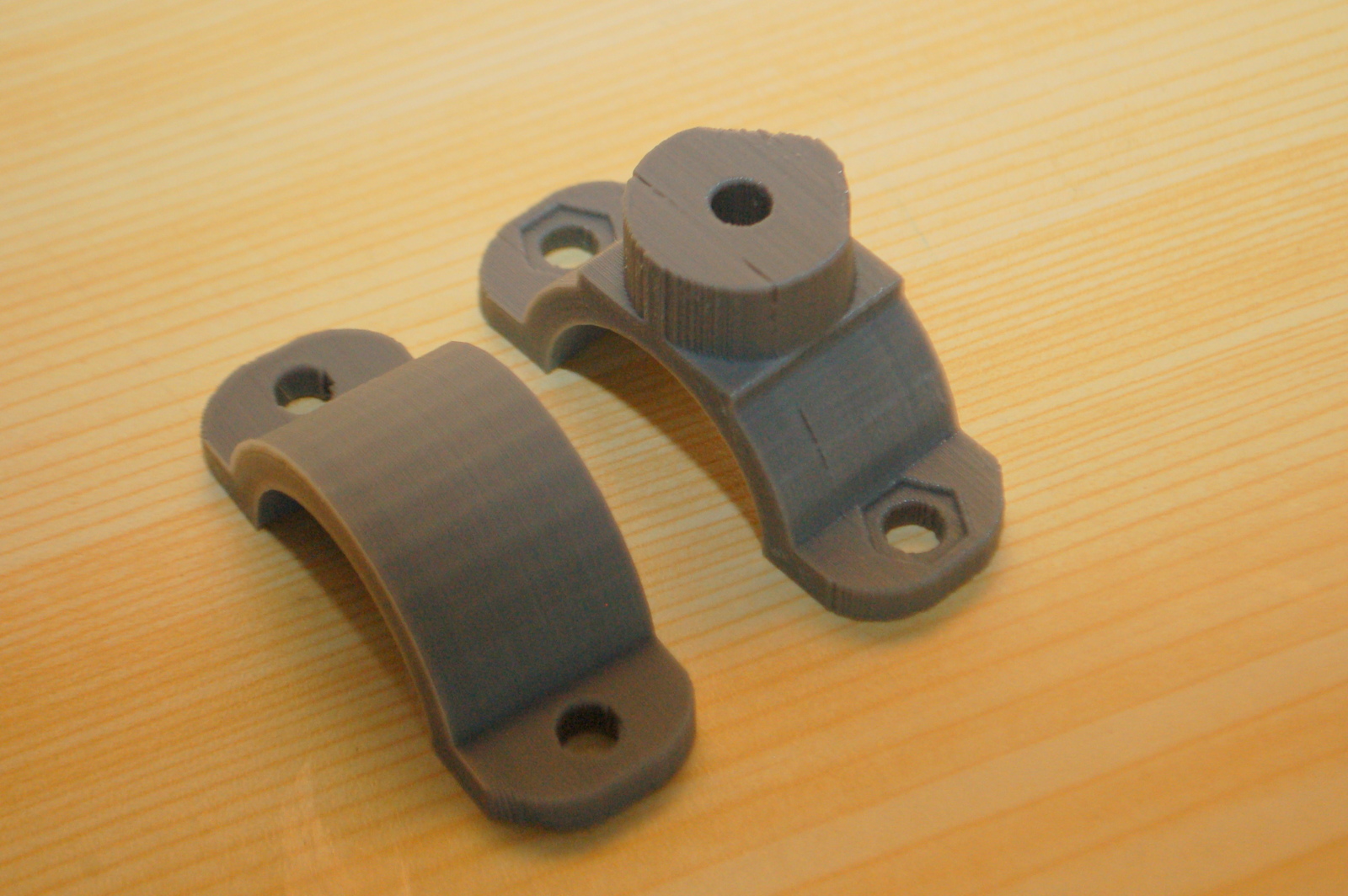
A dolog apropója, hogy mivel a bilincsnek elég erősnek kell lennie, ezért teljes (100%-os) kitöltéssel nyomtattam. Az ABS-t a vetemedési problémák és főleg a szaga miatt annyira nem kedvelem, bár korábban abban a hitben voltam, hogy az erősebb nyomtatást eredményez. Most viszont utánaolvastam, és kiderült, hogy a PLA erősebb modelleket eredményez FDM nyomtatásnál (a legtöbb 3D nyomtató nyomtatási elve, azaz hogy rétegről rétegre hozza létre a tárgyat). Az ABS csak fröccsöntésnél ad erősebb eredményt. A PLA-nak sokkal erősebb a rétegek közötti kötődése, és így mindkét irányban erősebb, mint az ABS. Az ABS egy kicsit rugalmasabb, illetve nagyobb hőmérsékletnek is ellenáll, de úgy tűnik a PLA is elég erős tud lenni, főleg a teljes kitöltéssel.
A terv itt szabadon elérhető, letölthető és másolható, módosítható: https://tinkercad.com/things/jqI9kMd8wVw-underwater-torchflashlight-mount-for-loc-line-arm
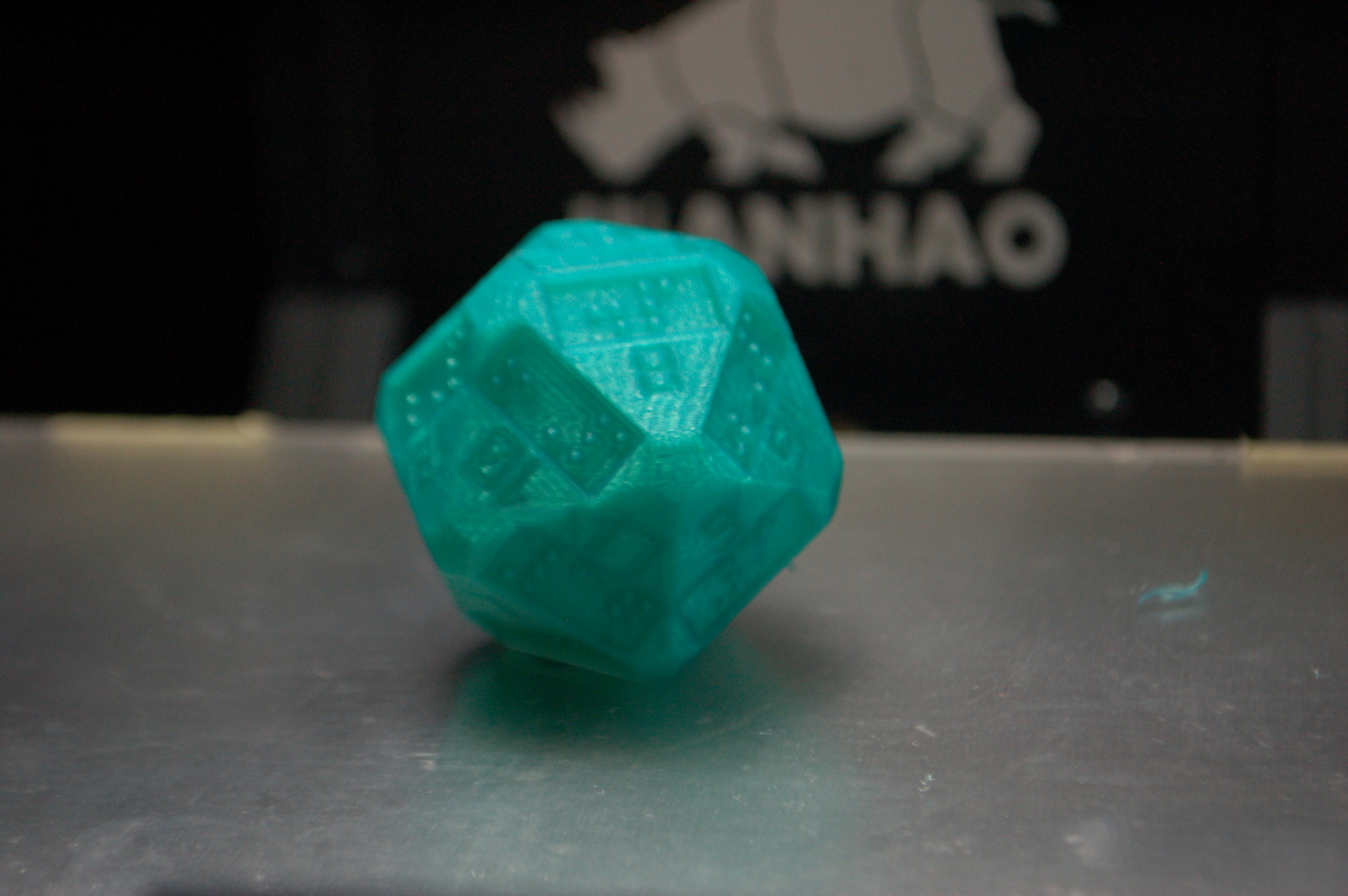

Ez egy jópofa 20 oldalú dobókocka, amit vakok is használhatnak, lévén braille írással is rajta vannak a számok. Hamar elkészült és jópofa.
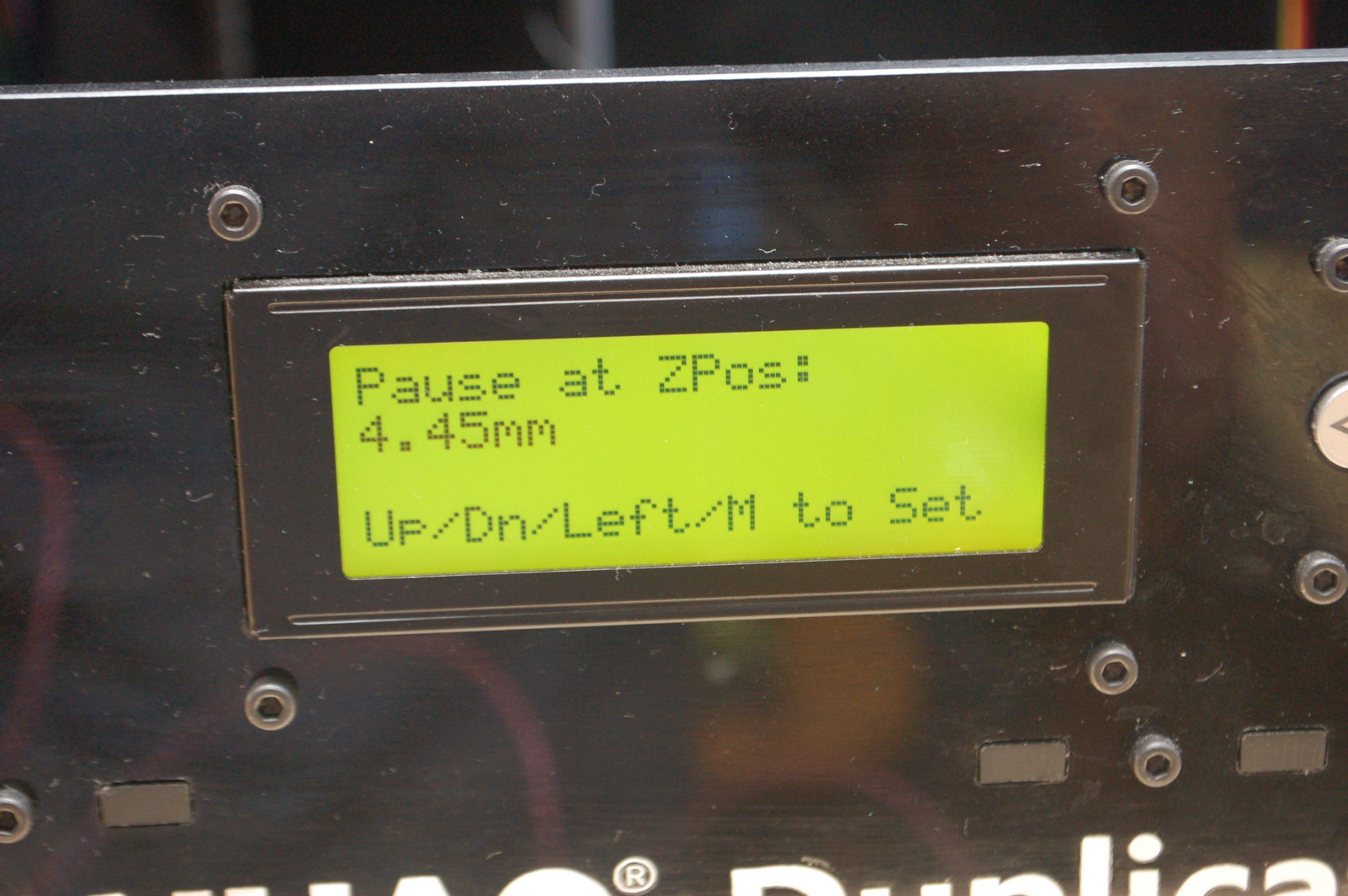

A nyomtatónak van egy olyan funkciója, amit eddig kevésszer használtam, pedig bizonyos esetekben nagyon hasznos tud lenni. Ez a funkció a pause@zpos, azaz a nyomtatás szüneteltetése egy adott Z tengely magasságnál.
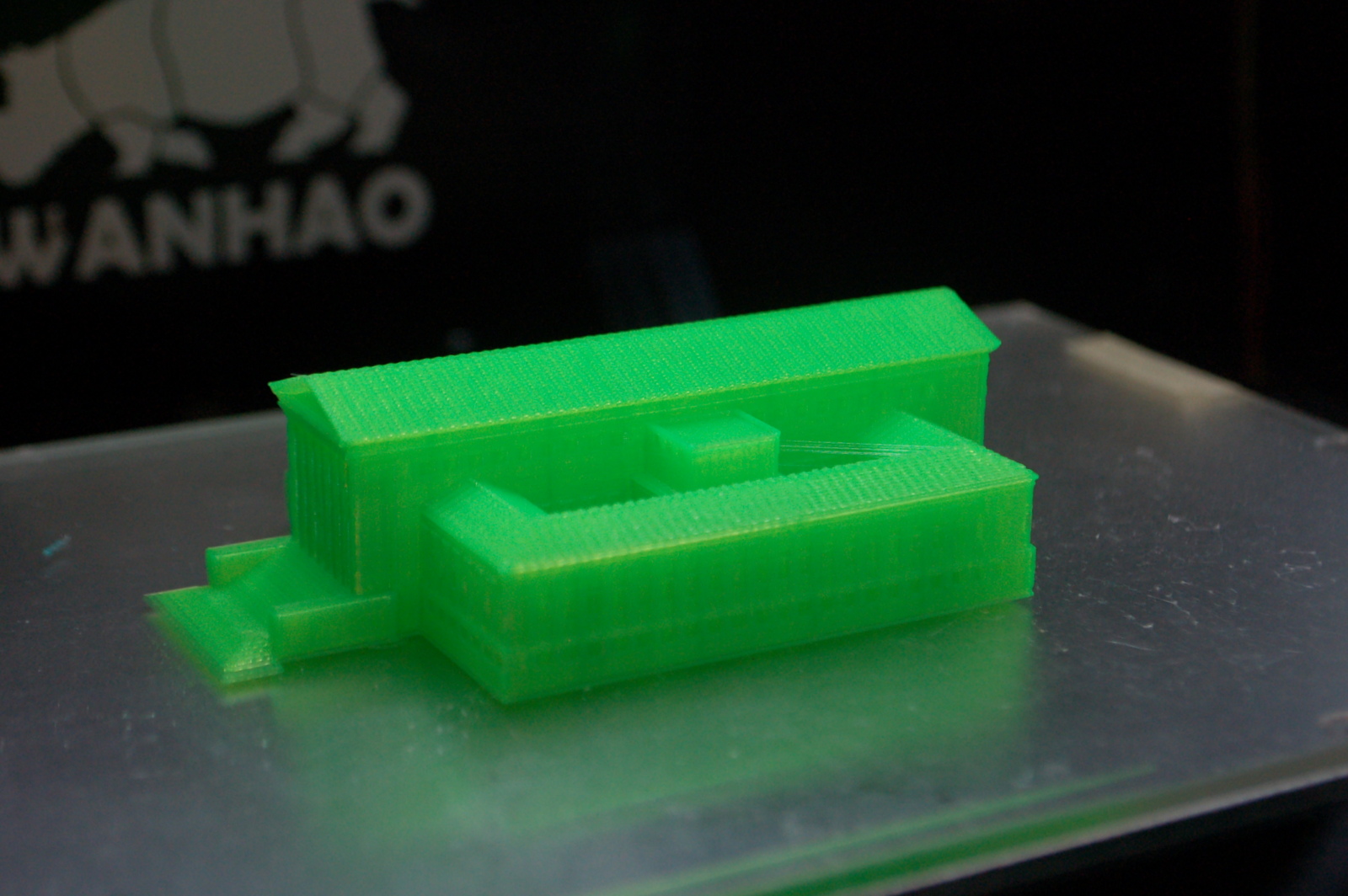
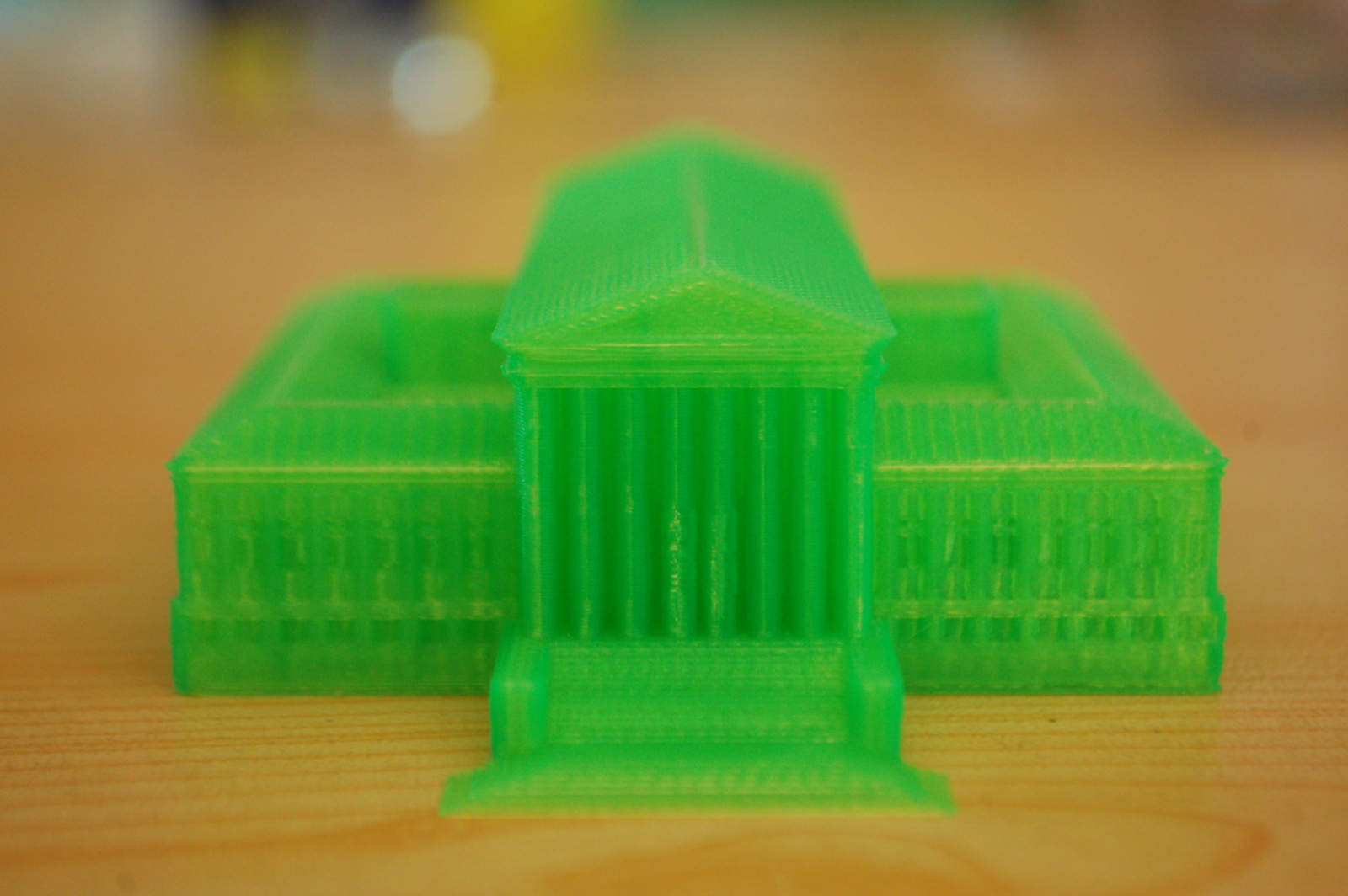
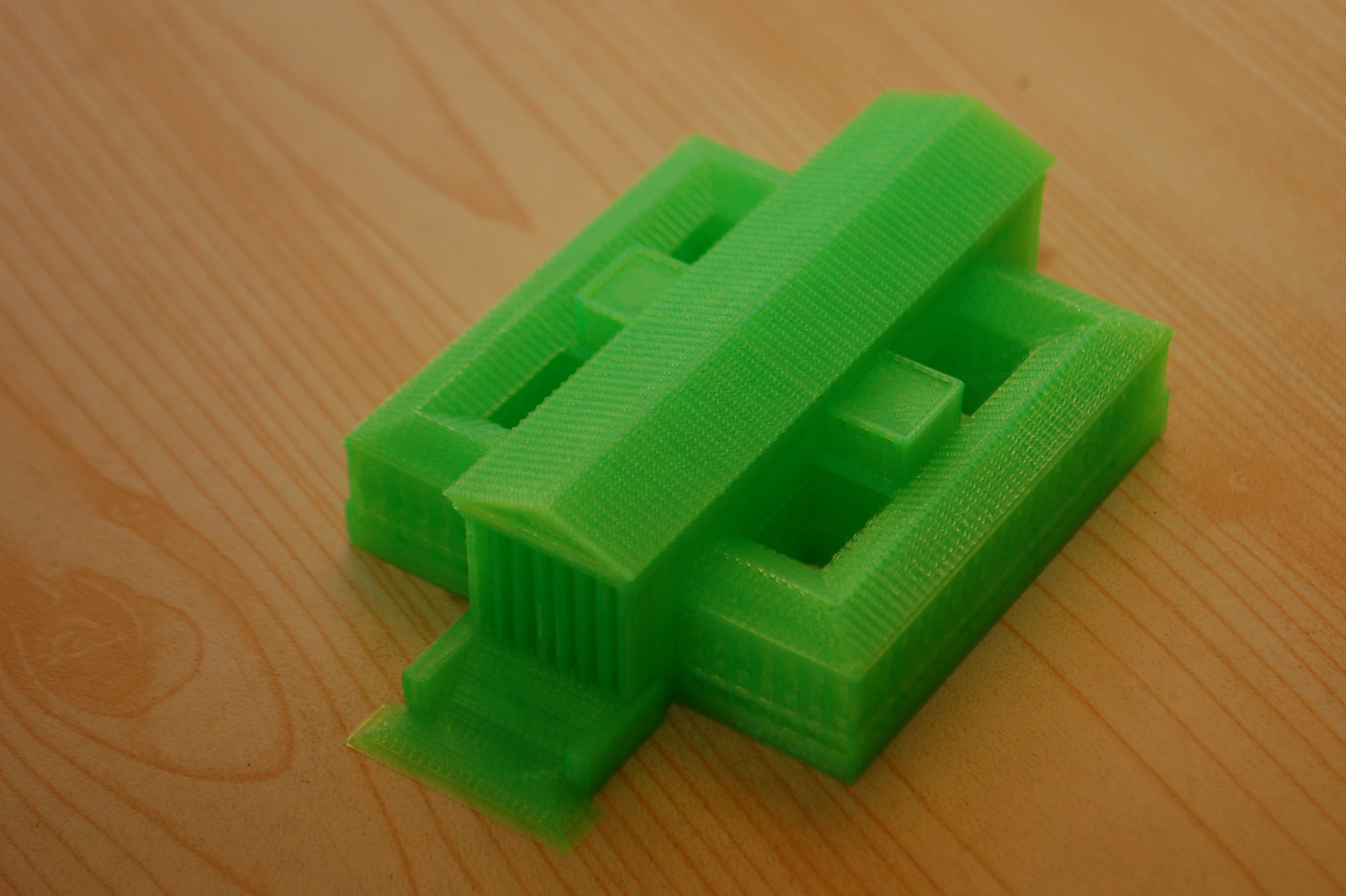
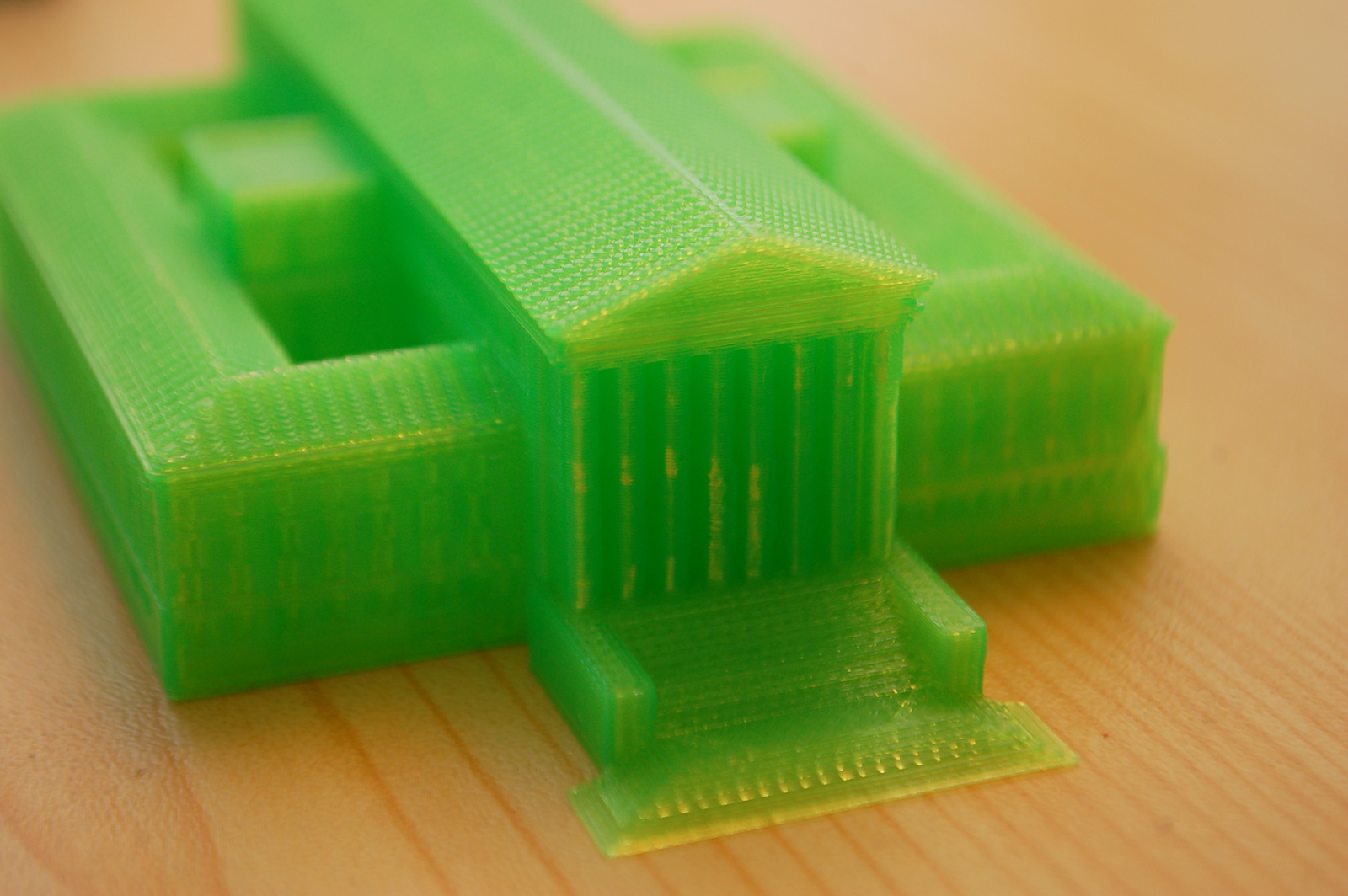
Bár már számtalan vállalkozás és magánember használja megelégedésre az általunk forgalmazott Wanhao Duplicator 4 típusú 3D nyomtatót, most szeretnénk beszámolni egy konkrét esetről, aminek közlésére engedélyt is kaptunk Mészáros Zsolt fotóstól, aki a 3D nyomtatót (is) felhasználva elkészítette a szombathelyi Iseum és a hozzá kapcsolódó Iseumi Szabadtéri Játékok makettjét.
Itt van egy cikk, ami részletesen beszámol erről: http://www.nyugat.hu/tartalom/cikk/iseumi_szabateri_jatekok_makett_meszaros_zsolt







A General Electric közzétette egy sugárhajtású hajtómű makettjét a thingiverse-en. Én ebből a turbina legnagyobb és legformásabb elemét nyomtattam ki. Annak ellenére, hogy a lapátok ívelten dőlnek és csavarodnak, nagyon szép lett az eredmény! A lapátok "töve" is jól megtapadt a tárgyasztalon.
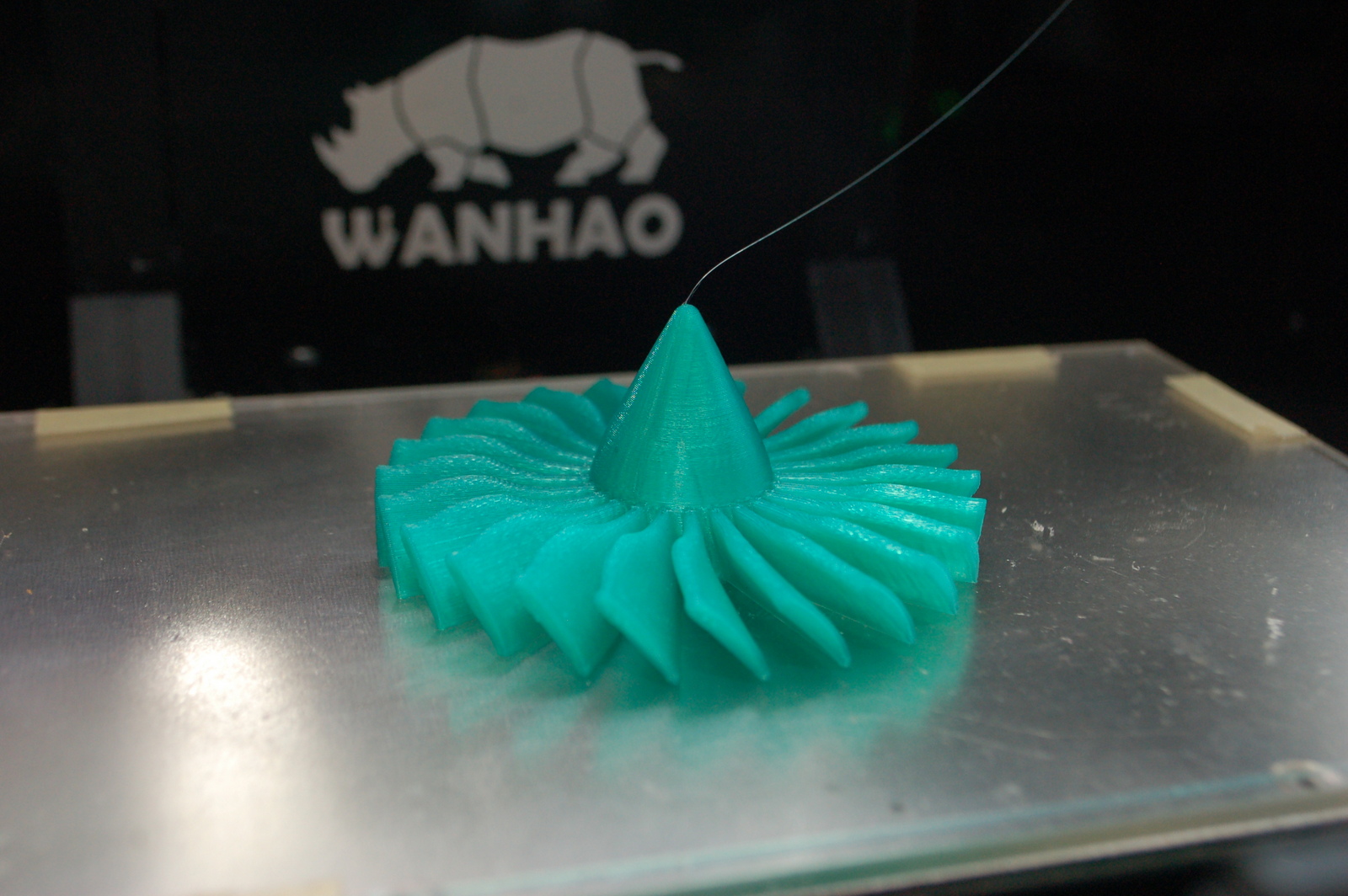

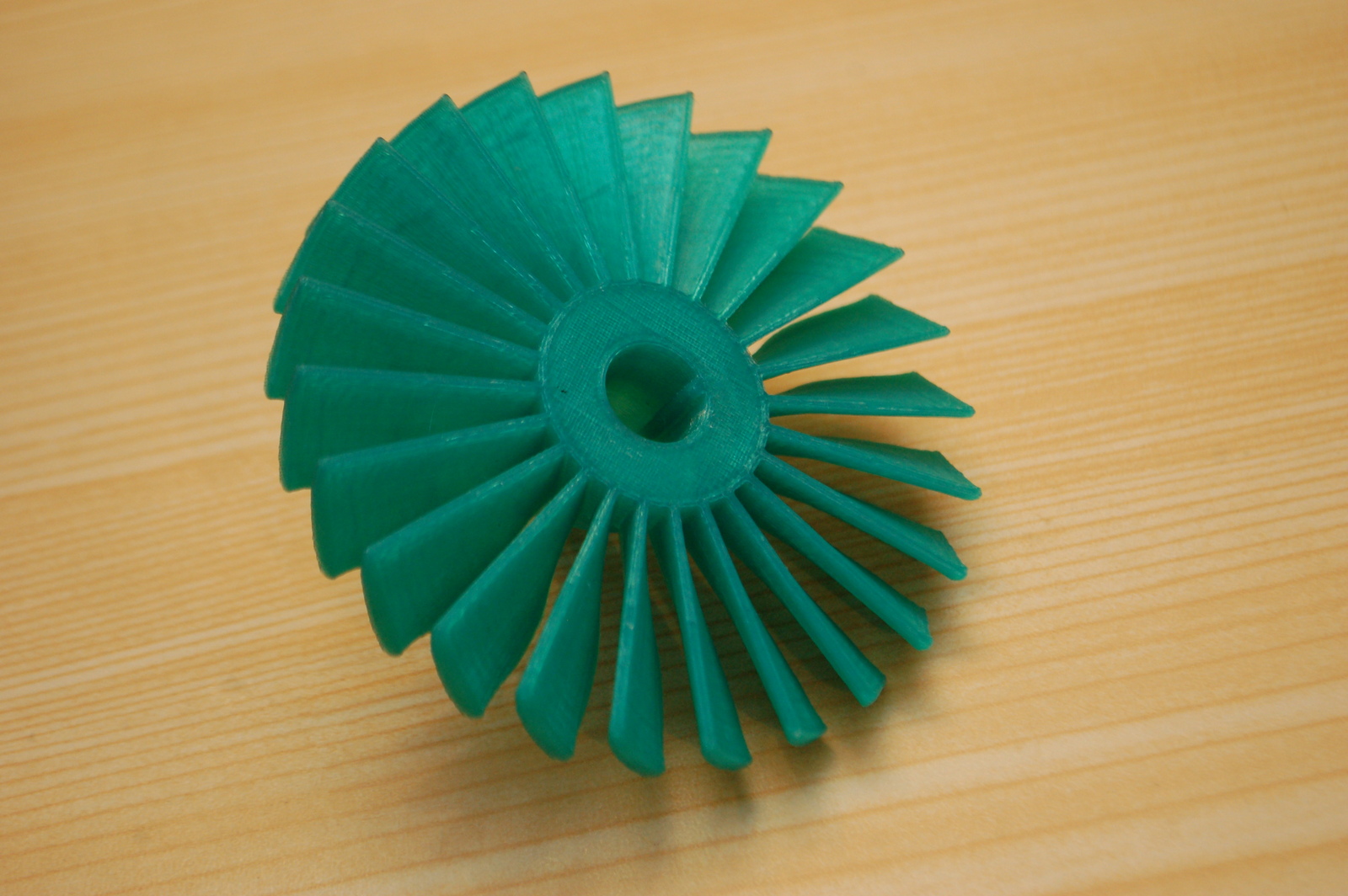
0.2-es rétegvastagság, zöld PLA, 60 mm/sec-es sebességgel.
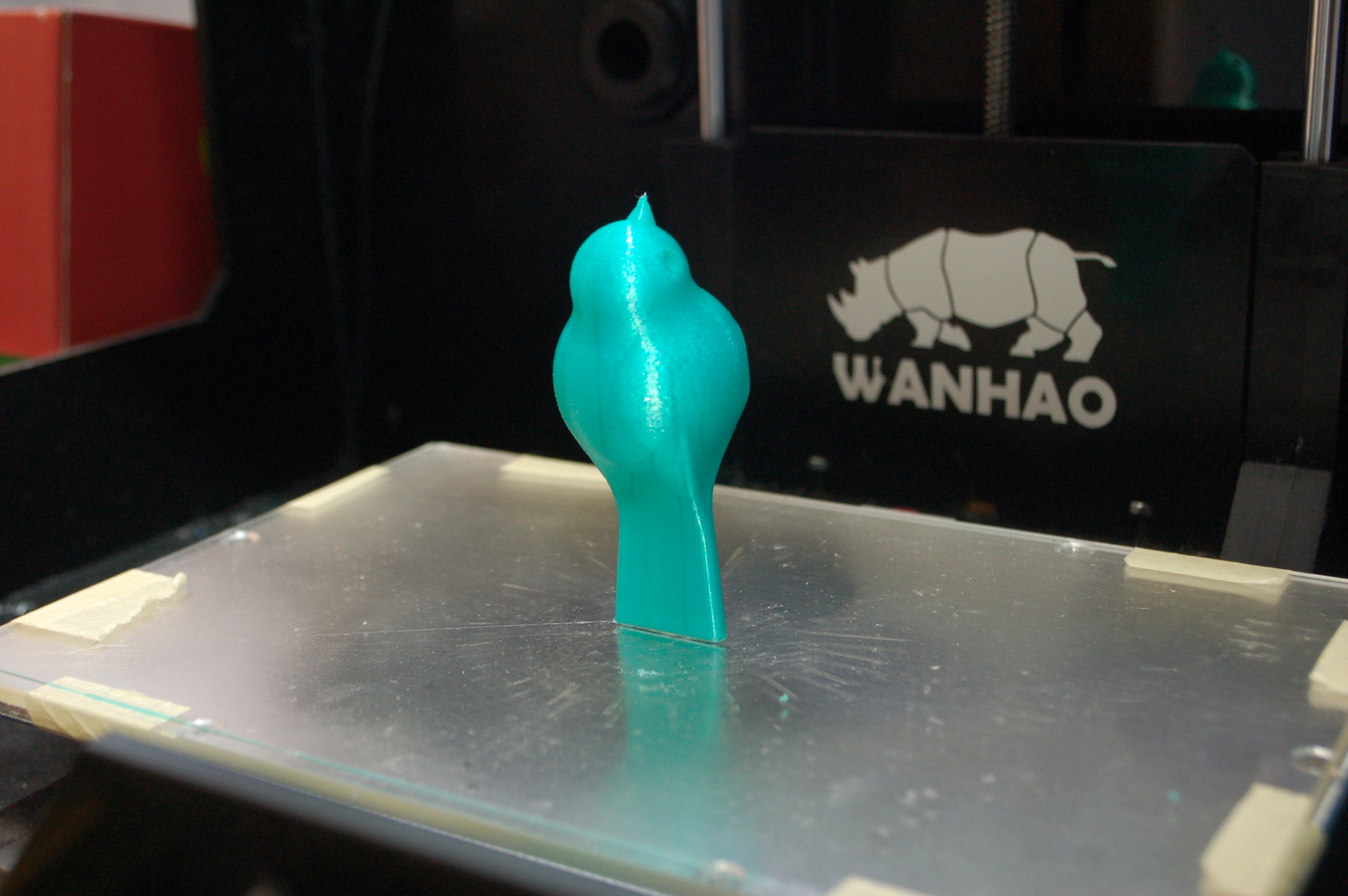
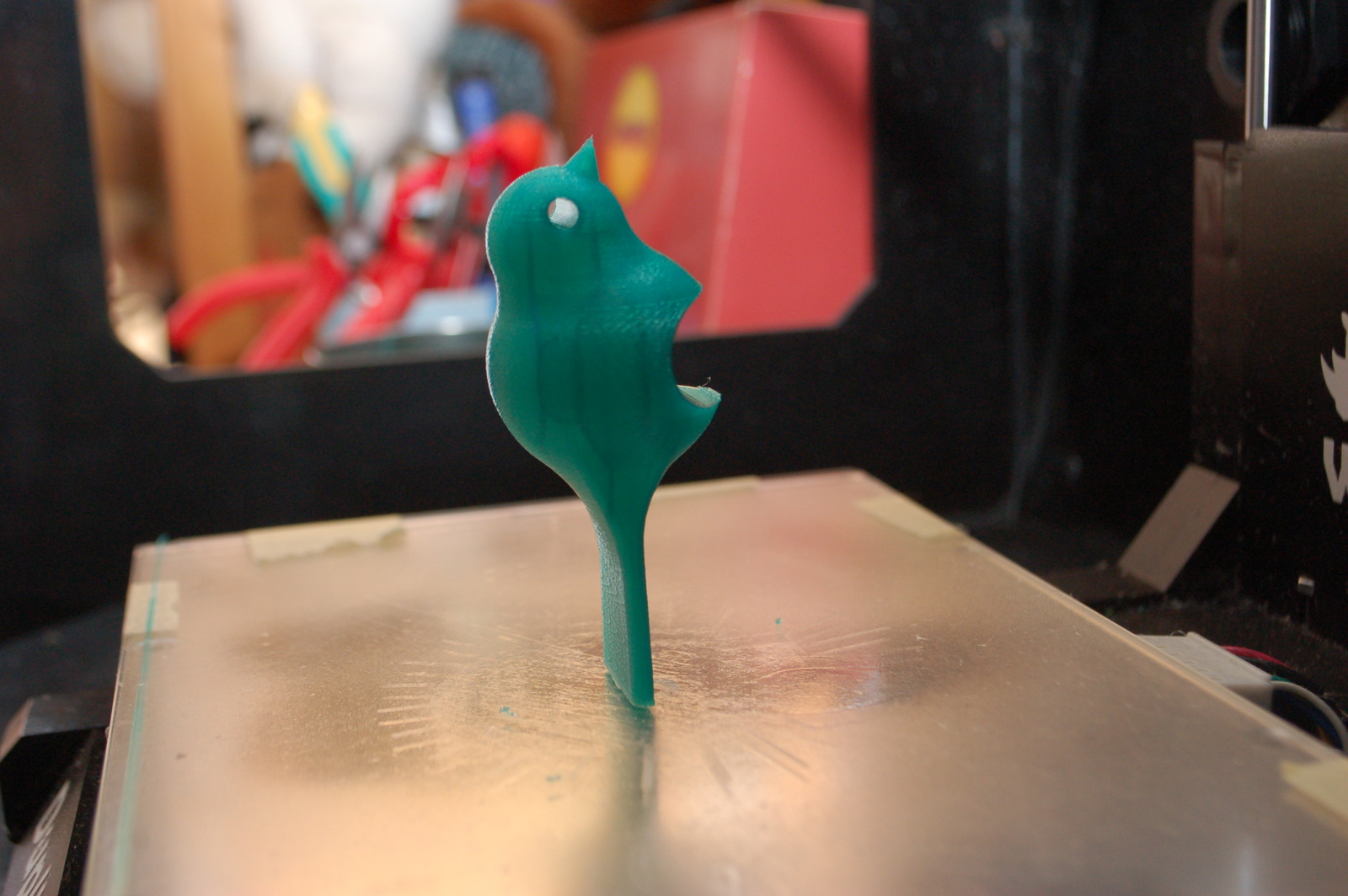


Ez a példa (kis madár modell) mutatja, hogy néha még a kis felületen is meg tud tapadni a nyomtatás közben a tárgy. Persze itt erősen javasolt lett volna a raft (alapháló), de gondoltam kipróbálom anélkül. Azért a biztonság kedvéért a sebességet lecsökkentettem 50 mm/sec-re. A farok résznél nagyon kellett a hűtés, mert az ottani kiszögellés (overhang) már a határeset kategória, amit alátámasztás nélkül lehet nyomtatni. Végeredményben szép lett az eredmény, rögtön nyomtattam még 3-at.
Persze a jó tapadáshoz jól szintezett tárgyasztal kell (talán kicsit a kelleténél itt közelebb is volt a fúvóka a tárgyasztalhoz), illetve egy kis hajlakk a biztos sikerhez (PLA esetén).
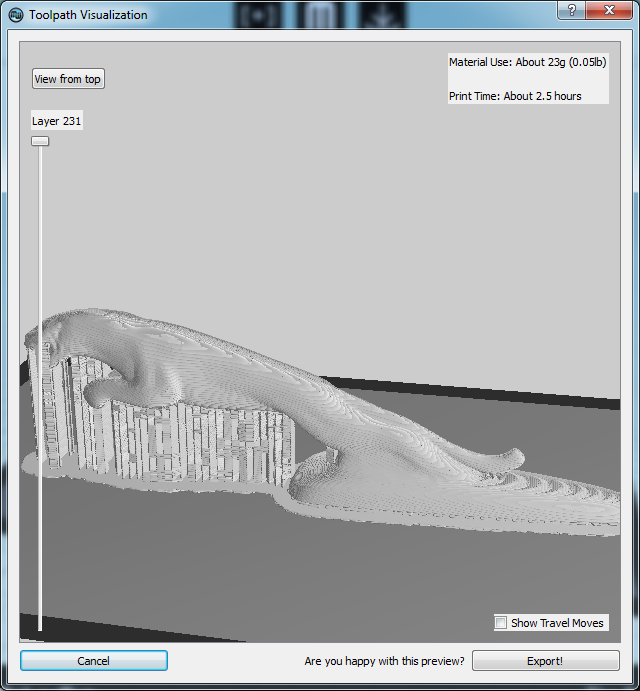
Egy ismerős kért egy Jaguar motorháztető díszt, amit el is küldött STL formátumban (valahol találta). A modell némi kihívást jelentett, mivel nagyon hosszan és nagyon "lankásan" emelkedik - hosszan "elnyúlik". Ehhez bizony nagyon sok alátámasztás kellett volna, aminek eltávolításával nem akartam vesződni. És itt jutott eszembe az a trükk, hogy sok esetben van rá lehetőség, hogy a modellt feldarabolva olyan részeket kapjunk, amiket már alátámasztás nélkül is minden további nélkül lehet nyomtatni. Így nézett volna ki a modell alátámasztással:
A darabolást a netfabb nagyon nagy tudású modell szerkesztő (utófeldolgozó) program netfabb basic ingyenes változatával végeztem:
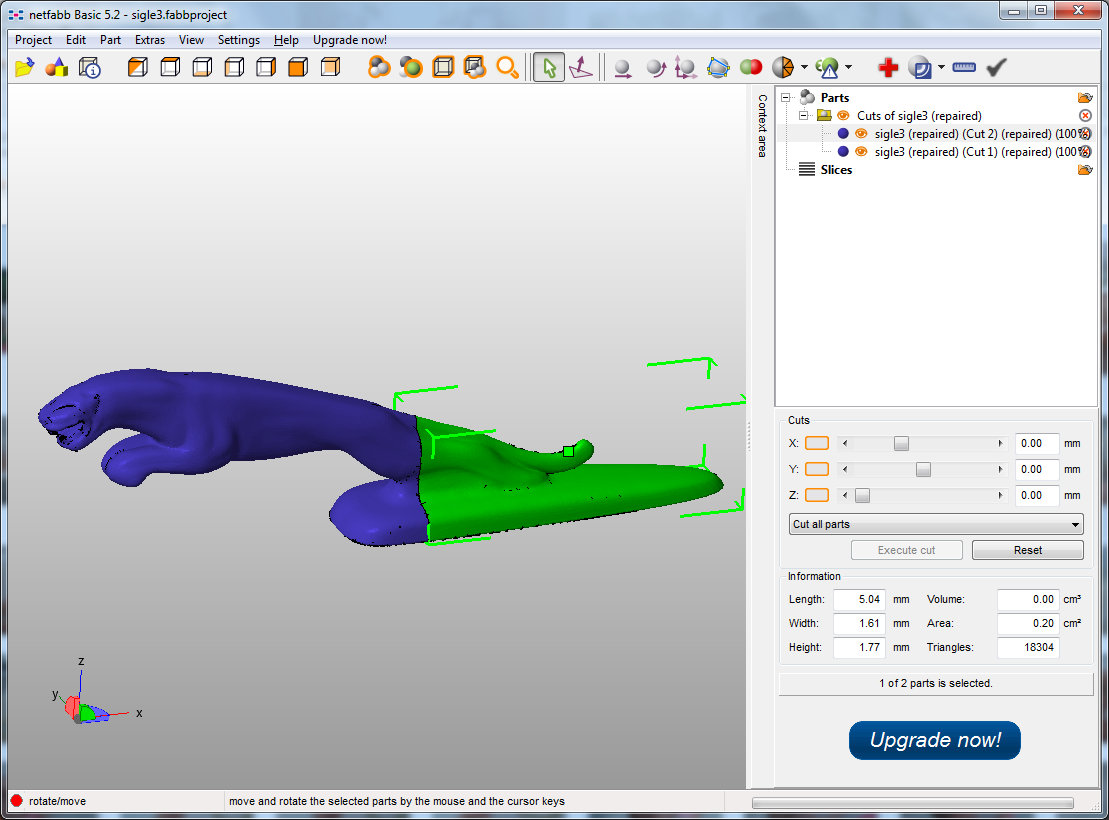
A végeredmény szerintem magáért beszél: semmilyen alátámasztás nem kellett, és még gyorsabban is elkészült (az alátámasztás is egy plusz idő). Legvégül befújtam a metál festékkel. Az összeillesztésnél a ragasztás sajnos látszik még, mert nem vágtam le a tárgyasztallal való érintkezésénél lévő kicsit szétnyomódott plusz "perem" szerűséget.






És itt egy jó kis videó arról, hogyan lehet a netfabb-ban modelleket szeletelni.
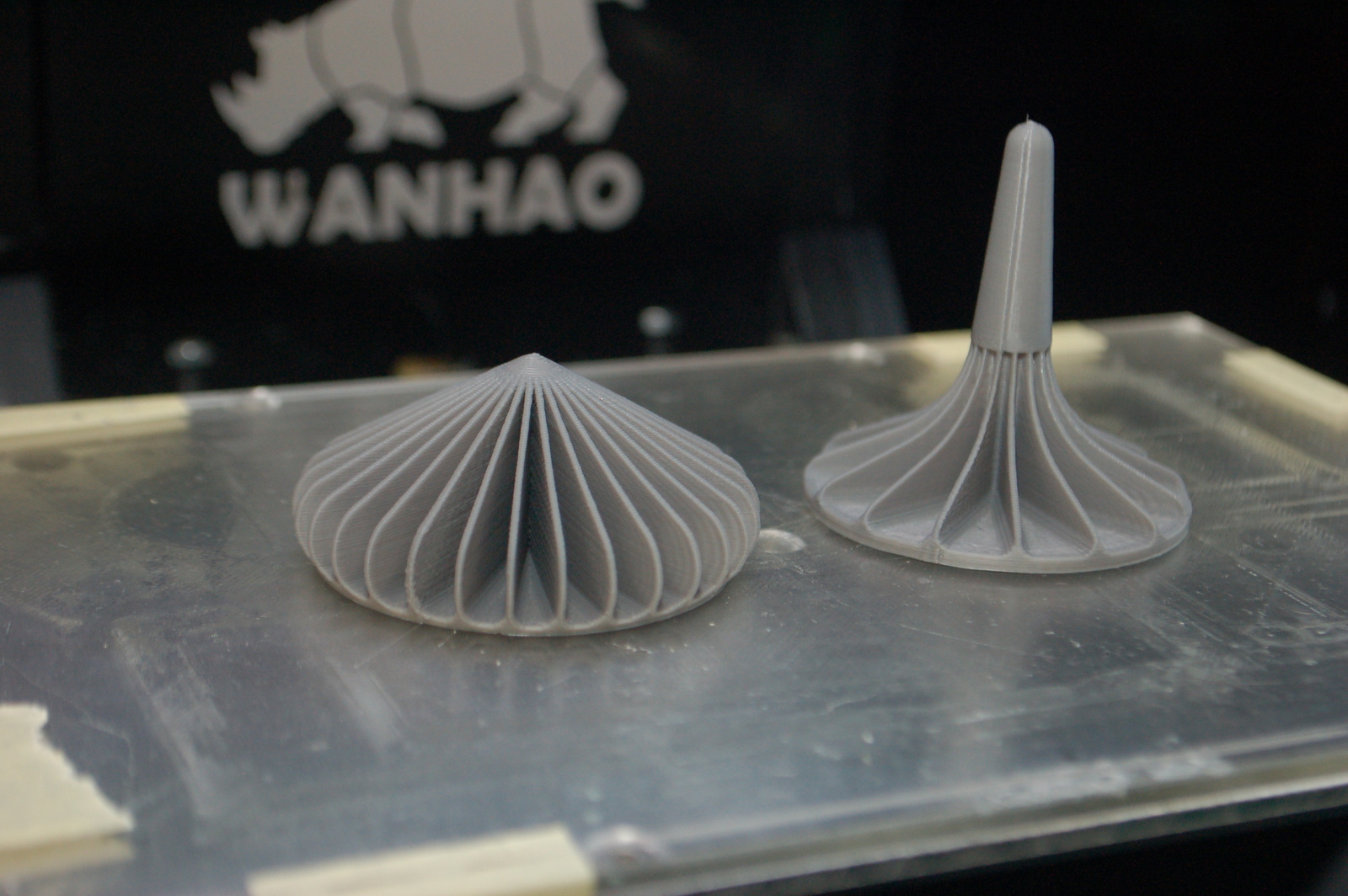






Ez egy nagyon szép / designos pörgettyű. Két darabban lett nyomtatva (0.2mm-en PLA-val, 70mm/sec-en), majd összeragasztottam. Utána modell akril festékszóróval, ezüst fémes színűvel lefújtam. Szerintem jól néz ki, egész fémes hatást kelt.
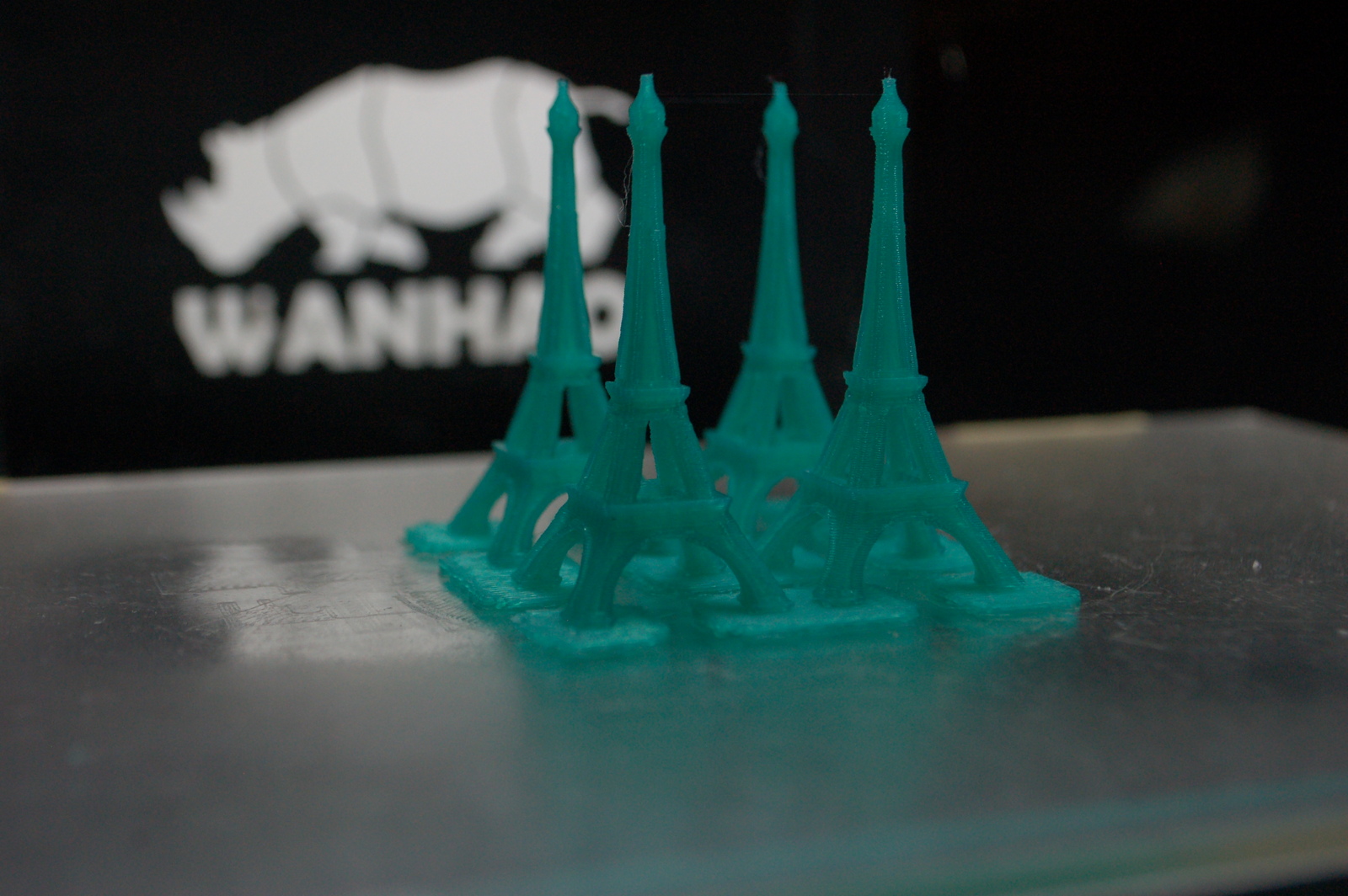
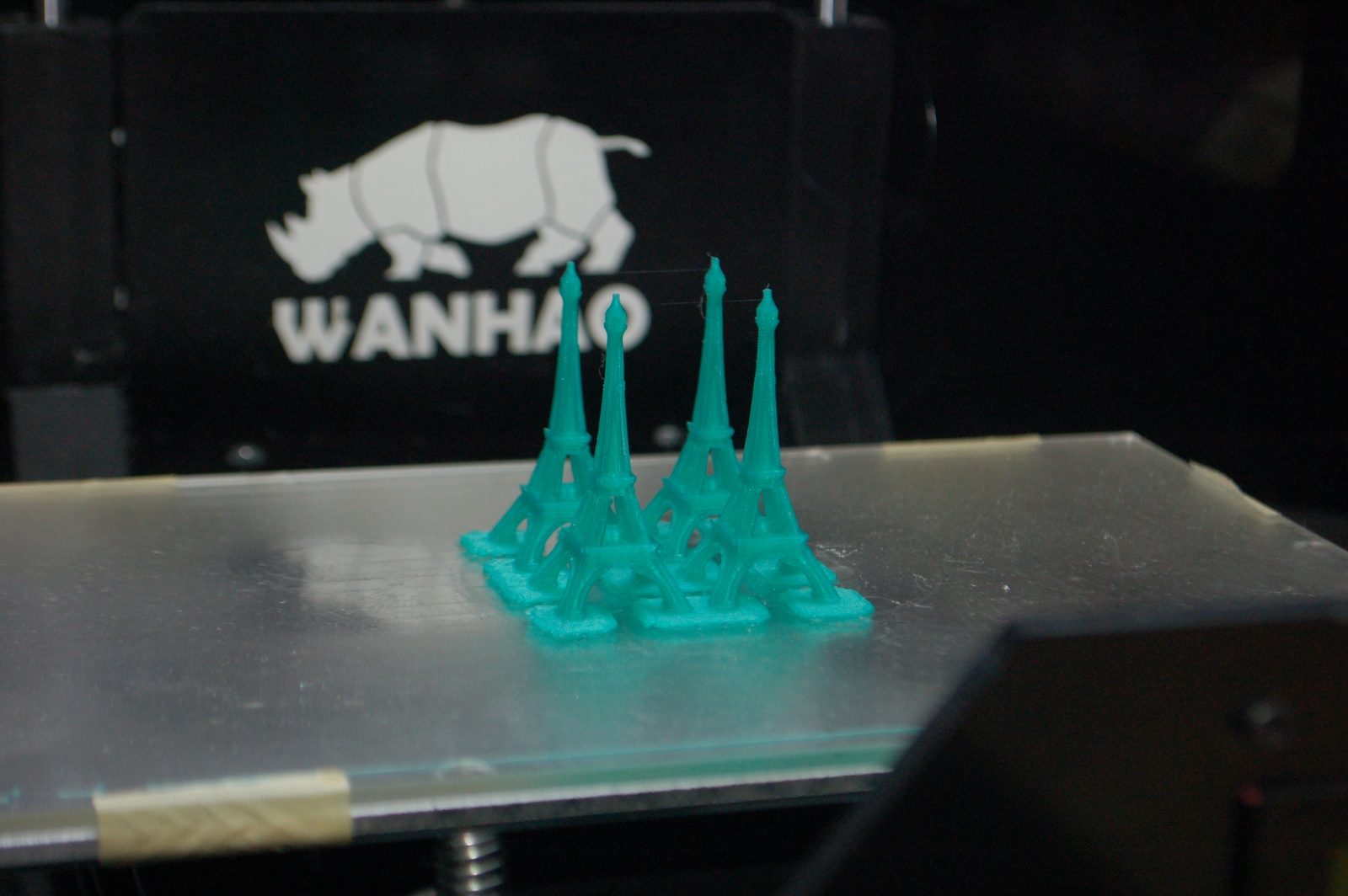

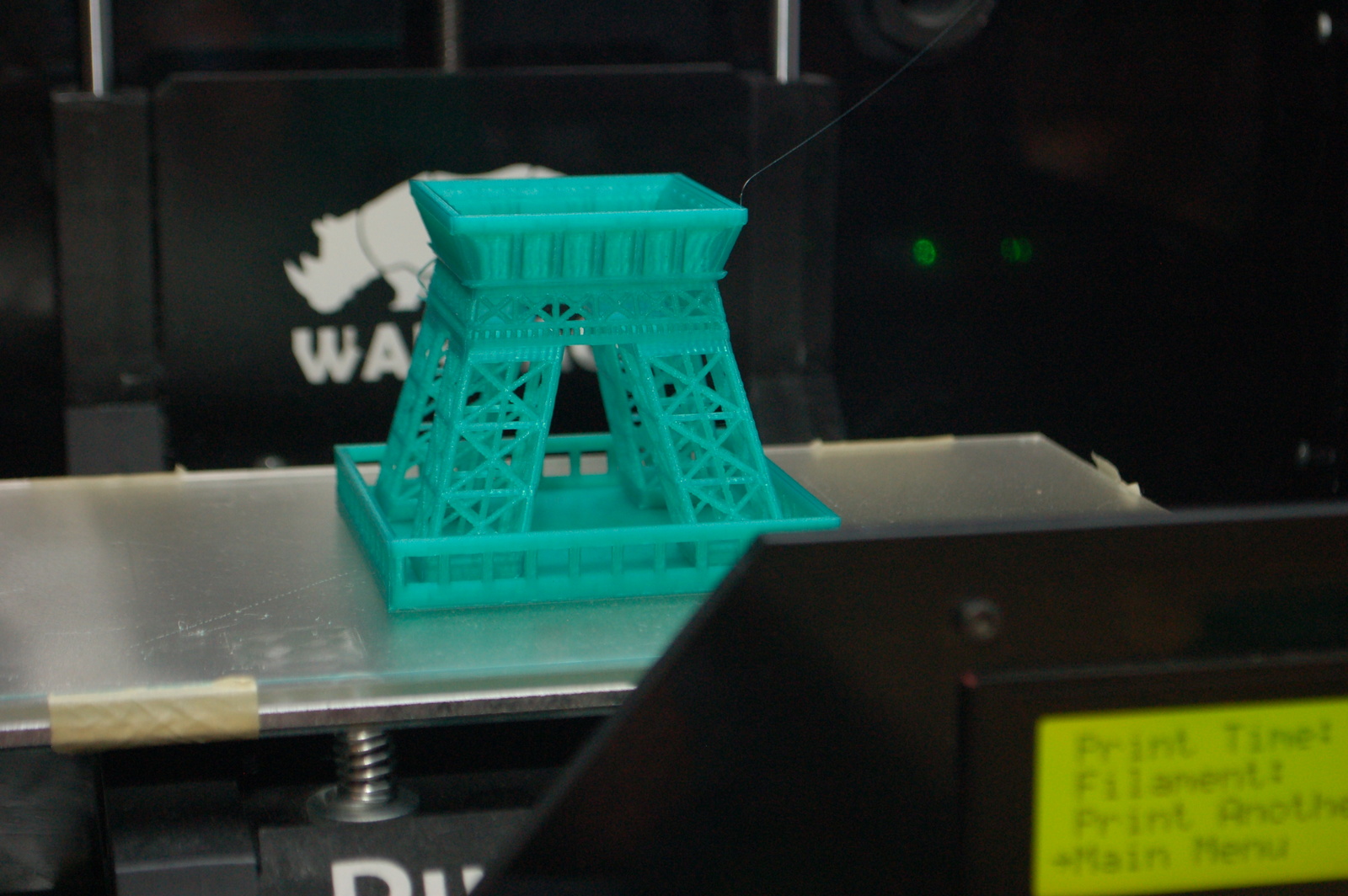
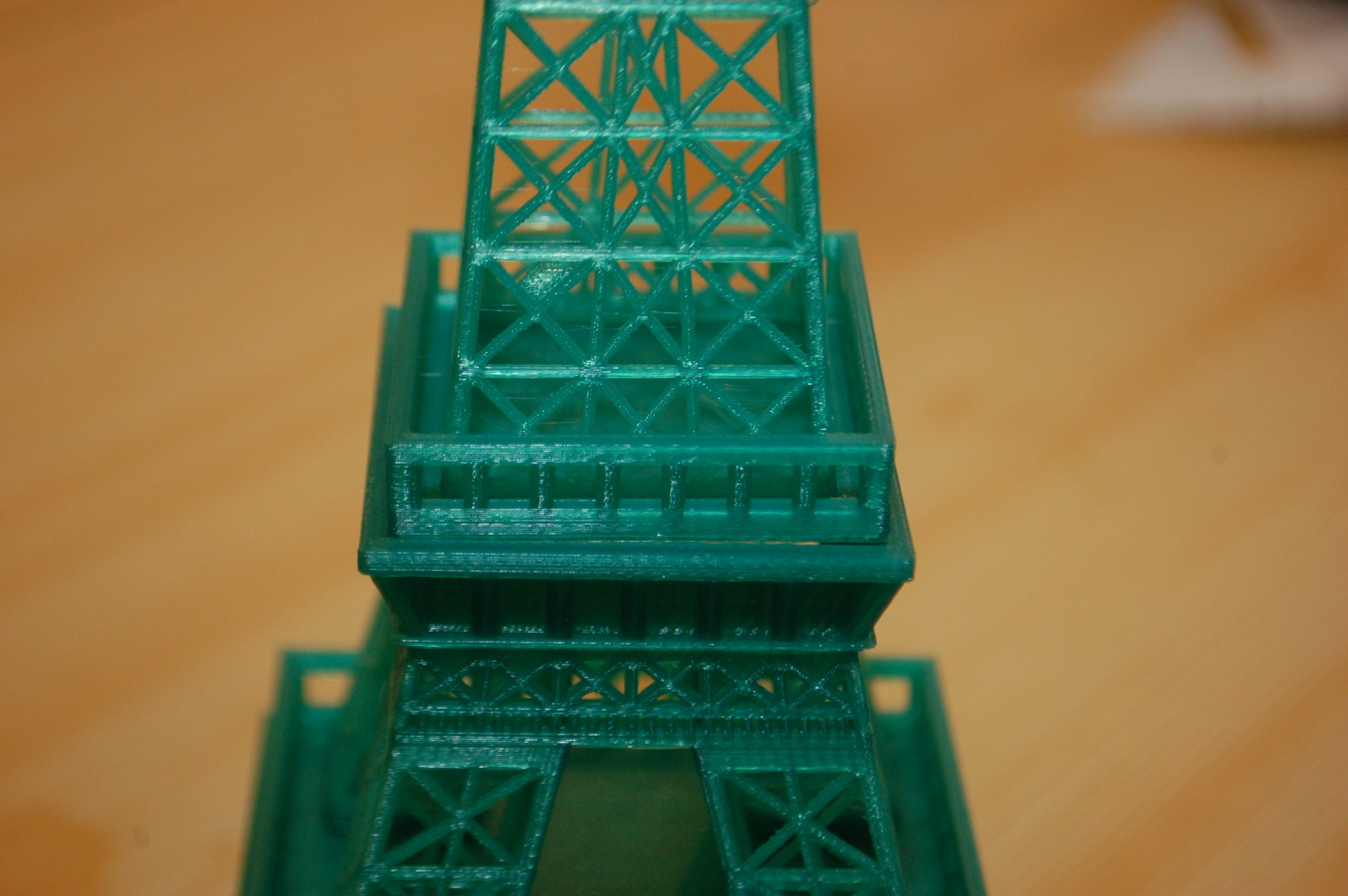
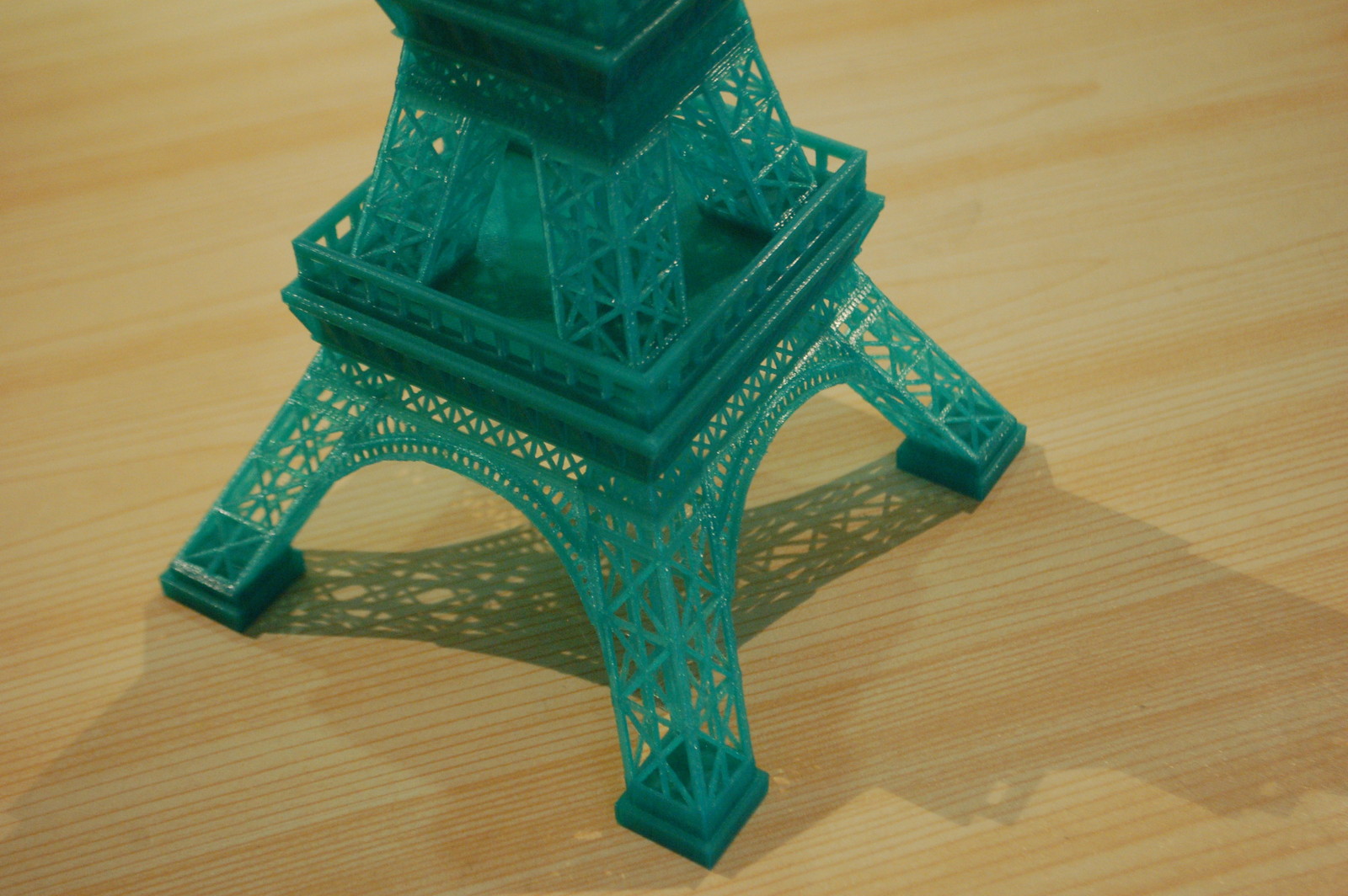
Az Eiffel torony nyomtatása közben jutott eszembe, hogy írok egy bejegyzést két tippről, ami hasznos lehet. Ehhez a képen látható mini Eiffel torony modellt használtam (zöld PLA-val nyomtatva). A modellt lekicsinyítettem. Ebben a méretben viszont az alsó tartó szerkezet / talpak már nagyon kicsi felületet ad, ami nehezebben tapad a tárgyasztalra még tökéletes szintezés esetén is, ezért itt javasolt a raft (alapháló) beállítást kiválasztani, ami egy hálószerű alapot készít a nyomtatott tárgy alá. Ezzel a trükkel nagyobb tárgyaknál is élhetünk (ha nem megfelelő a tapadás), de itt főleg javasolt, hogy nem mozduljon el a nyomtatás közben a tárgy.
A másik tipp ennél a nyomtatásnál, hogy amint a képeken is látható, sokszorozva nyomtattam ki ugyanazt a dolgot. Kis tárgyaknál előfordulhat, hogy egy réteg nyomtatása rövid időt vesz igénybe, és így a következő réteg nyomtatásánál még nem teljesen szilárdult meg az alsó réteg. Ezt a hűtő - főleg PLA-nál - némiképpen ellensúlyozza, de azért itt is javasolt ez a trükk, ami azt biztosítja, hogy egy réteg elkészítése tovább tart. Ha csak a sebességet csökkentenénk, az azért nem optimális, mert akkor ugyan lassabban készül el egy réteg, viszont a forró fúvóka tovább "időz" egy pont felett, és az szintén nem szerencsés.
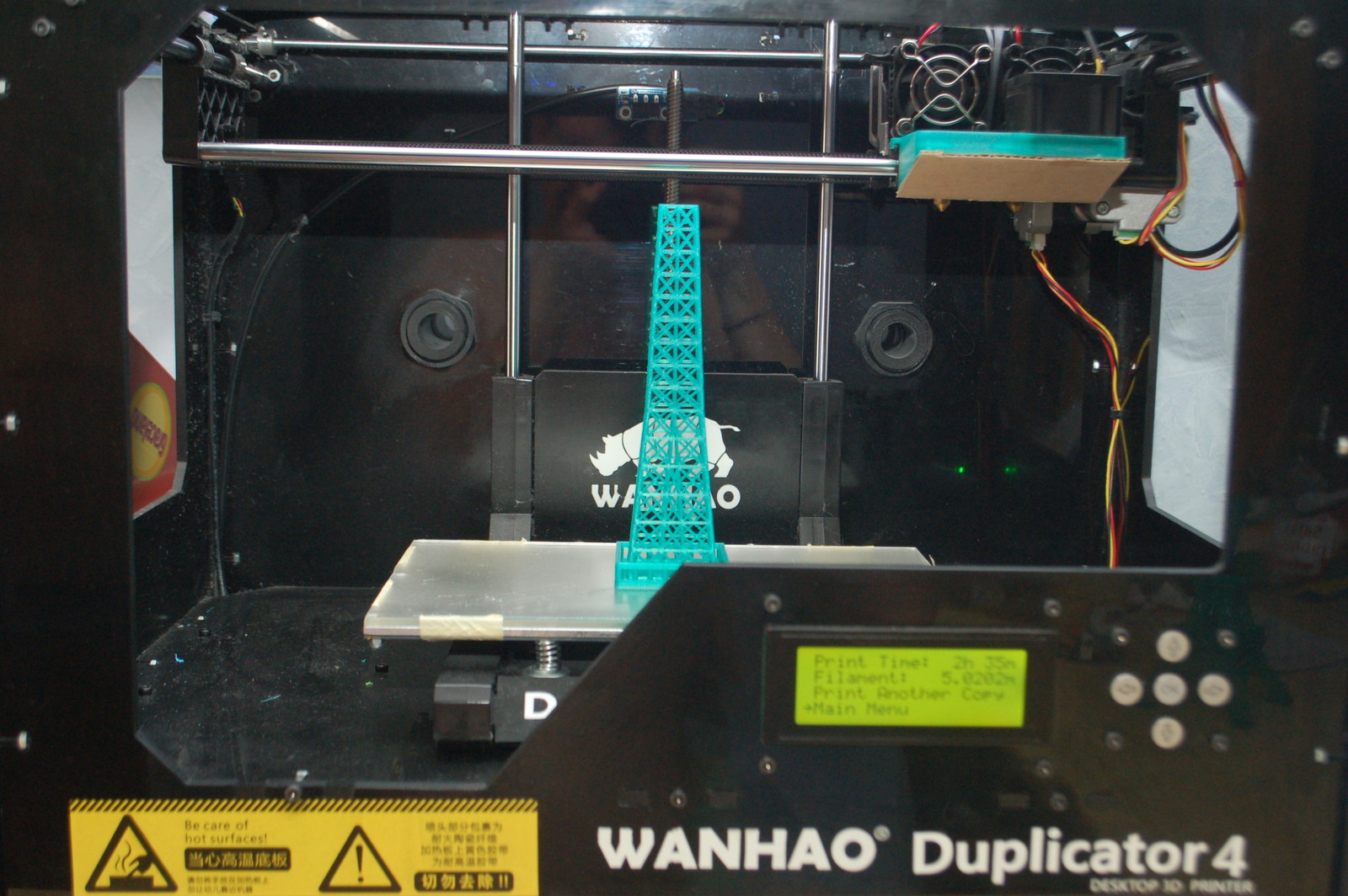
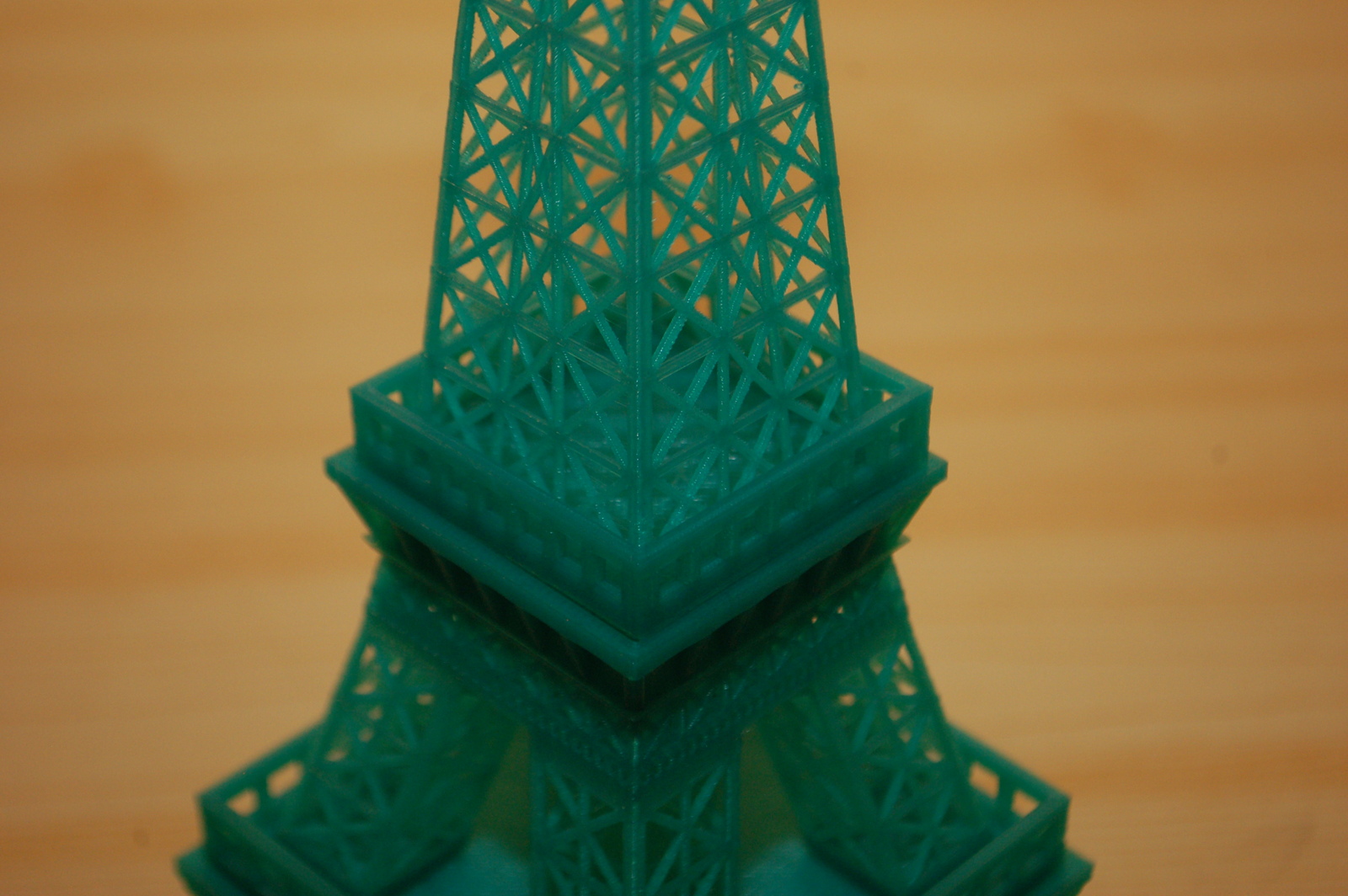
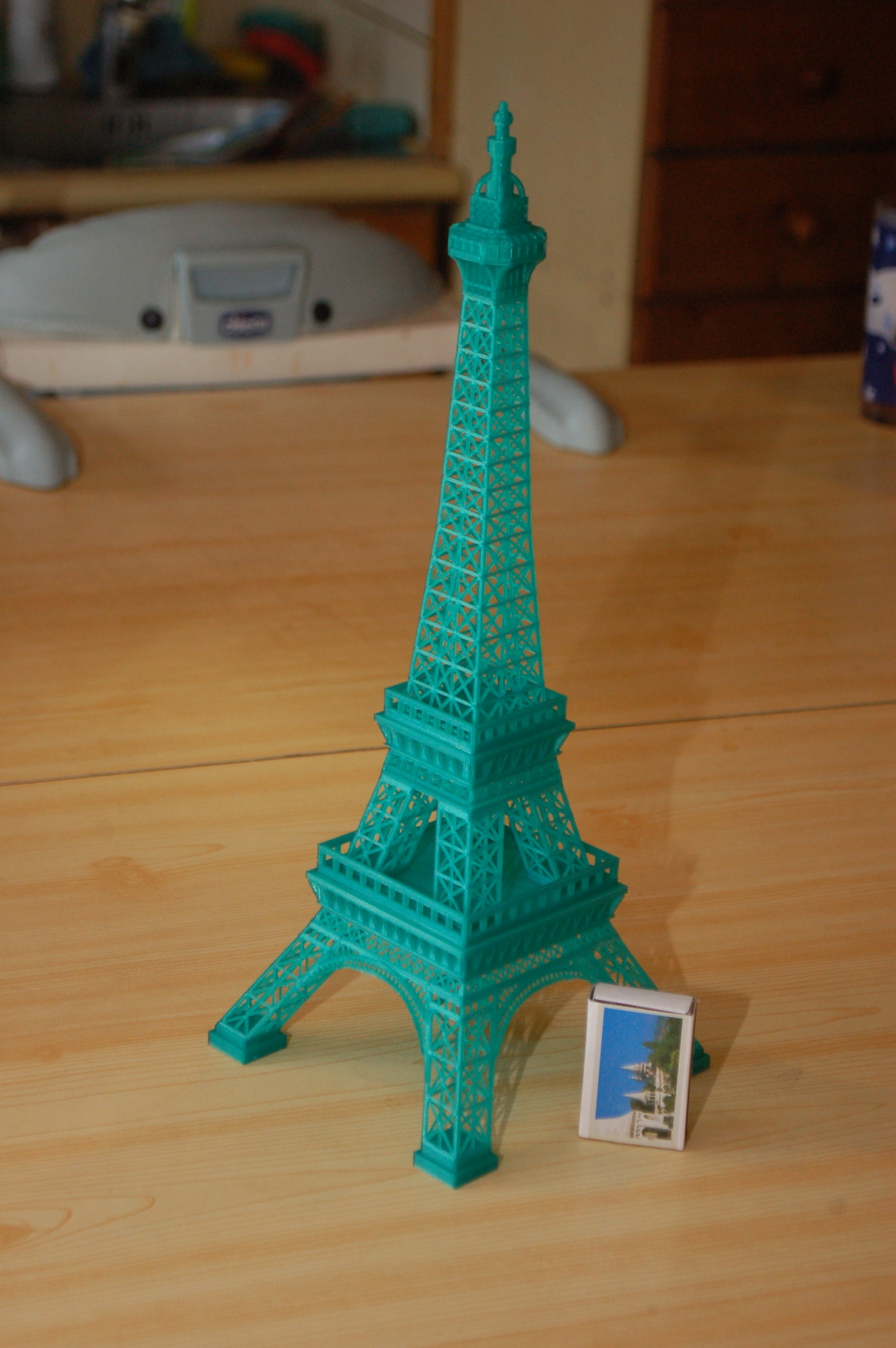
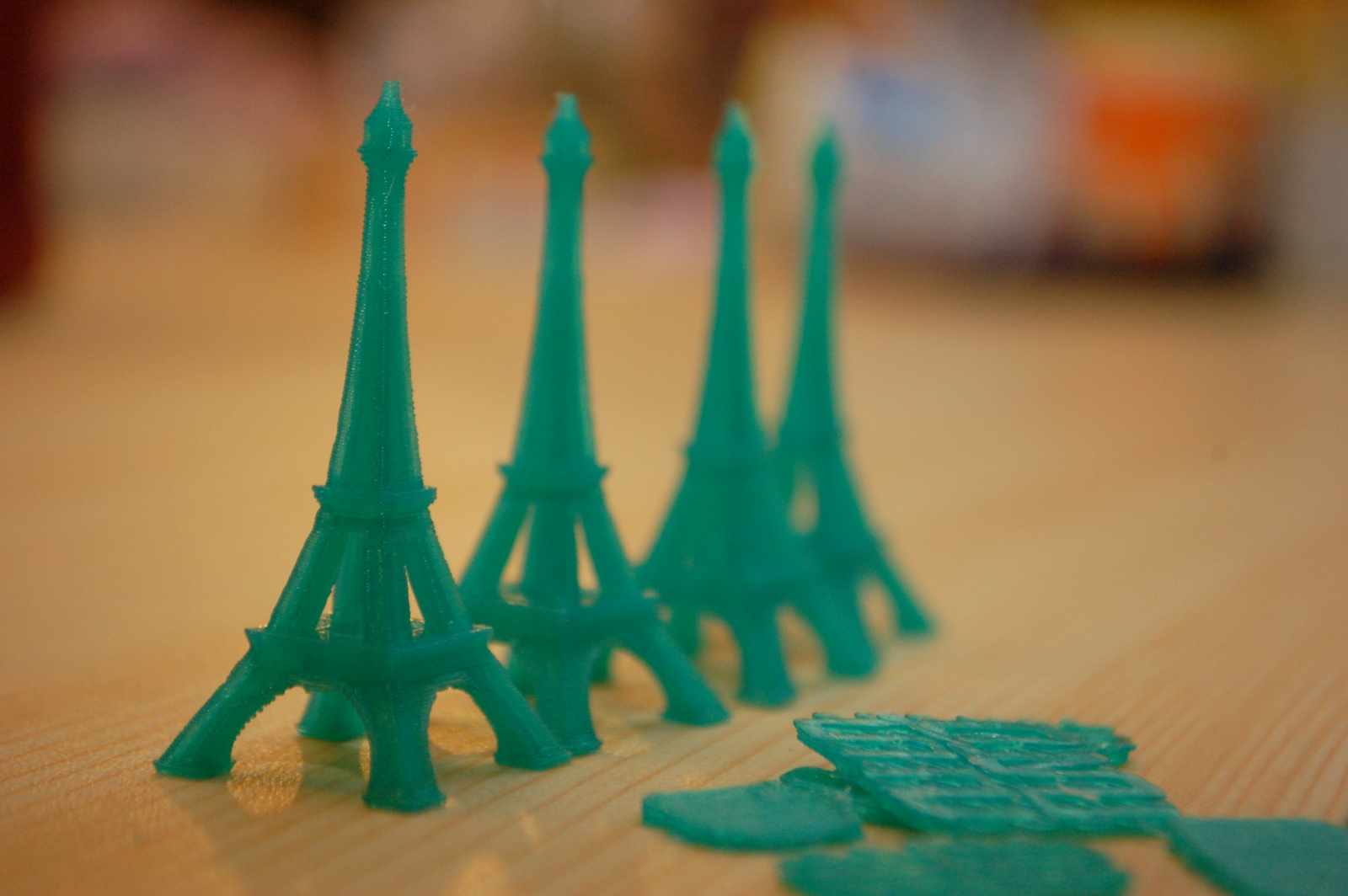
Mindig is szerettem volna egy jó Eiffel torony modellt találni, mert amivel eddig próbálkoztam, az vagy nagyon elnagyolt volt, vagy a modell hibás volt. Itt azonban találtam egy remek, részletes, de szépen nyomtatható változatot: http://www.designsharemake.com/design/eiffel-tower.
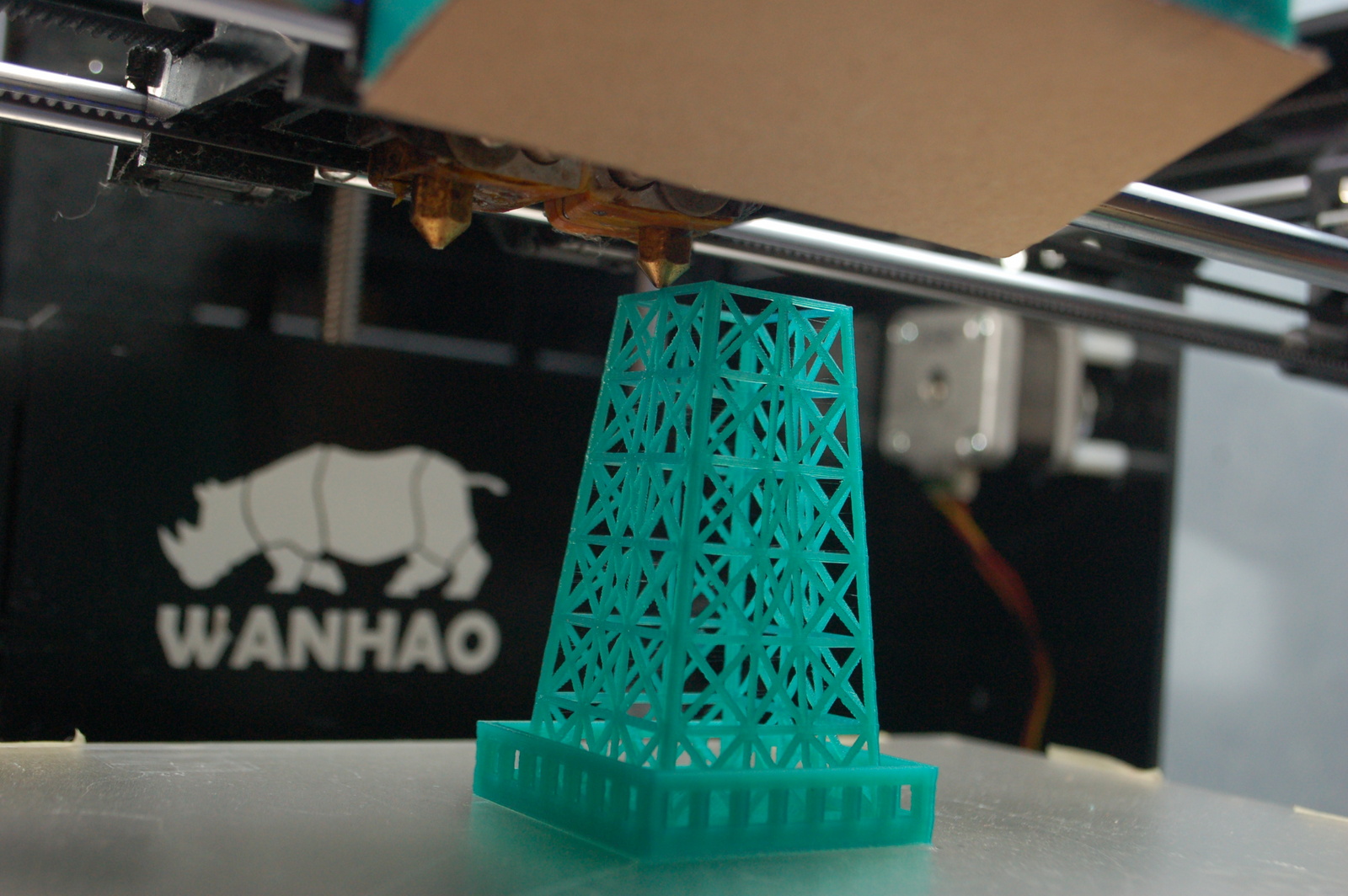
4 darabból nyomtattam ki, összesen majd 11 óráig tartott a 4 db nyomtatása. A hosszúkás 3. darab pedig magasságban a nyomtató maximális magasságát is elérte (15 cm, a teljes magasság 34 cm magas lett). A darabokat összeragasztottam.
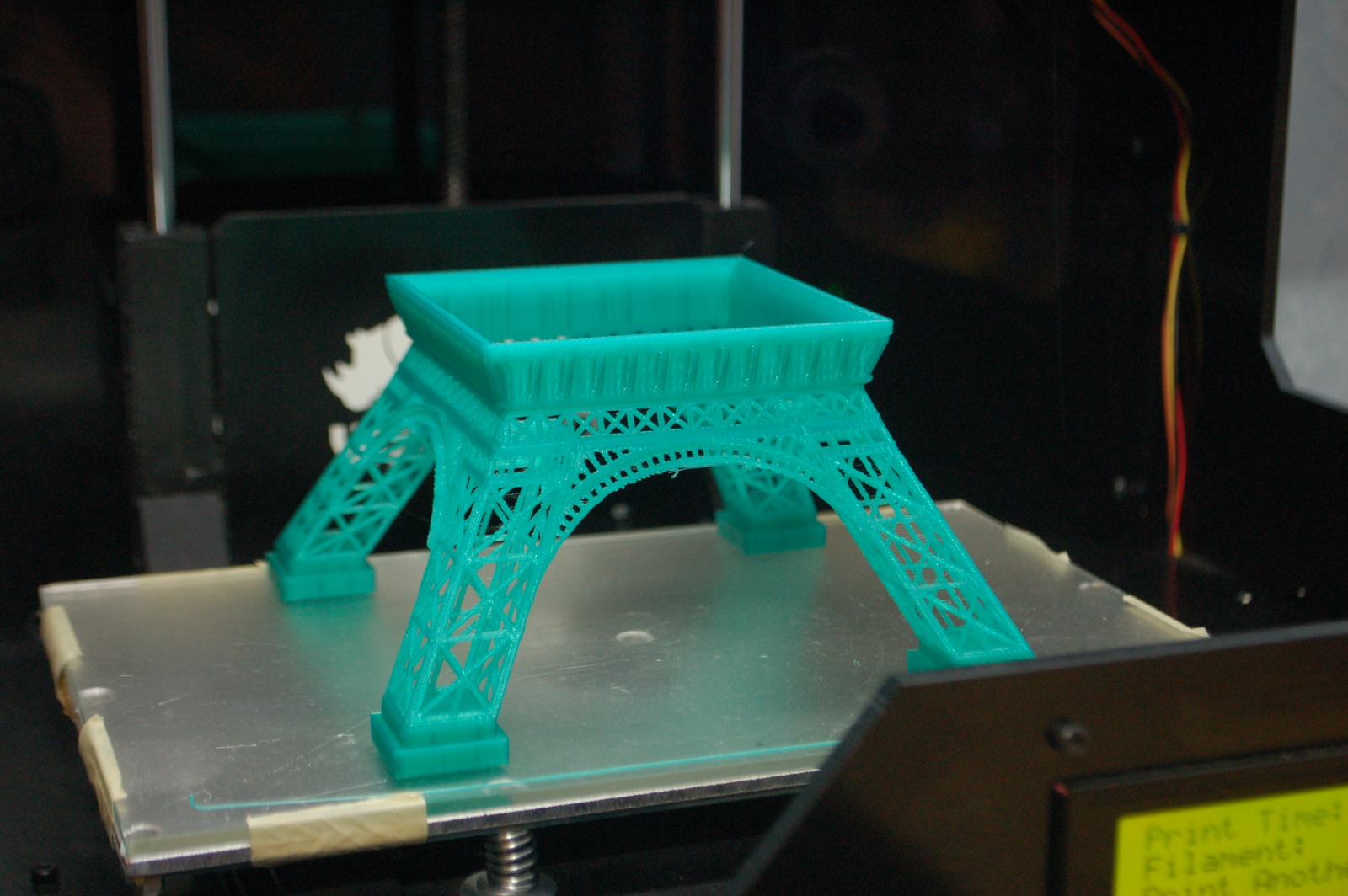
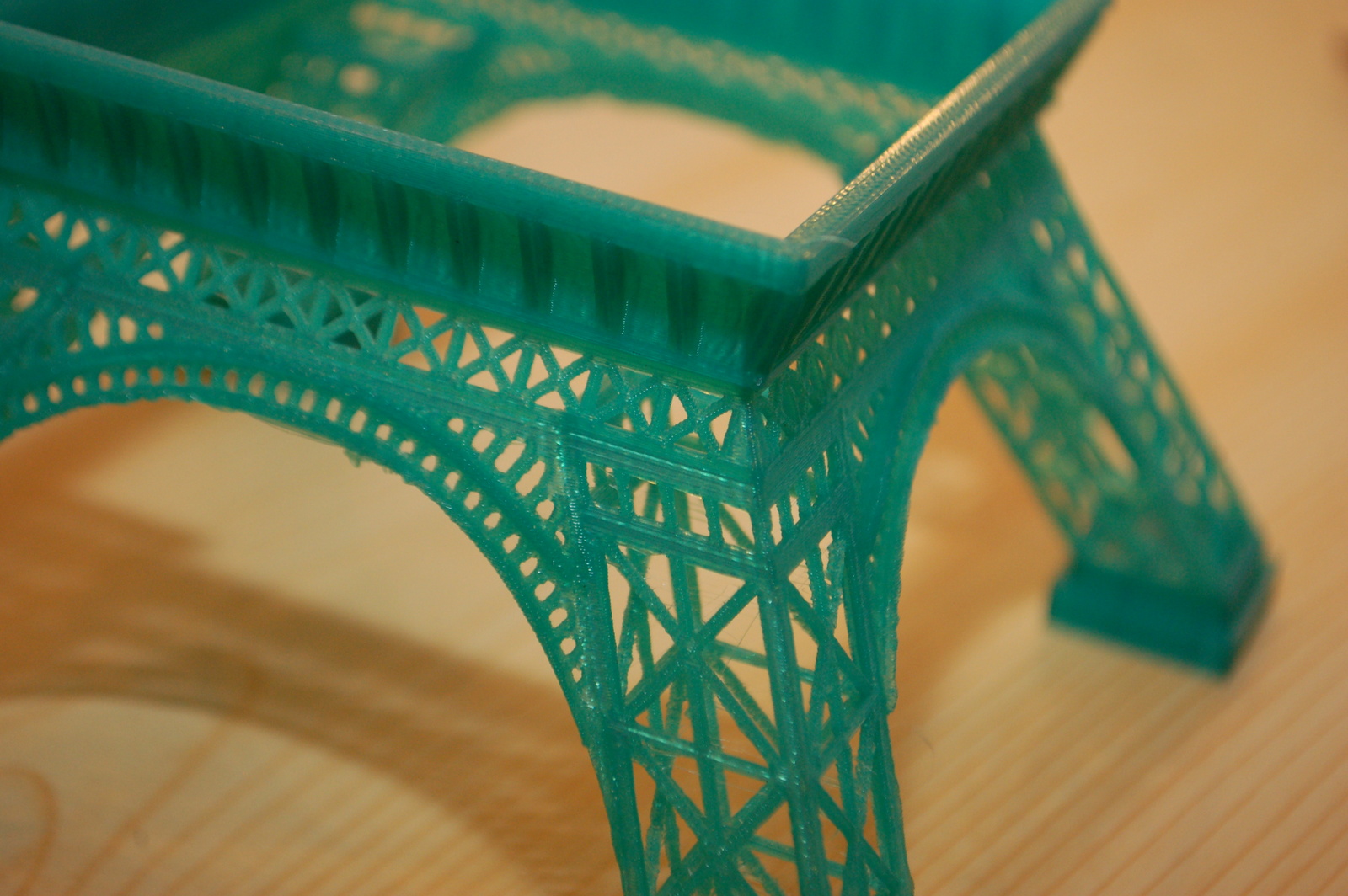
Látható a képen, hogy még a nagyon aprólékos rács részeket is milyen szépen nyomtatta a nyomtató, még én is meglepődtem rajta. Persze nem a legnagyobb sebességgel, hanem 50 mm/sec-es sebességgel nyomtattam, hogy az apró rácsoknál is szép legyen a nyomtatás.
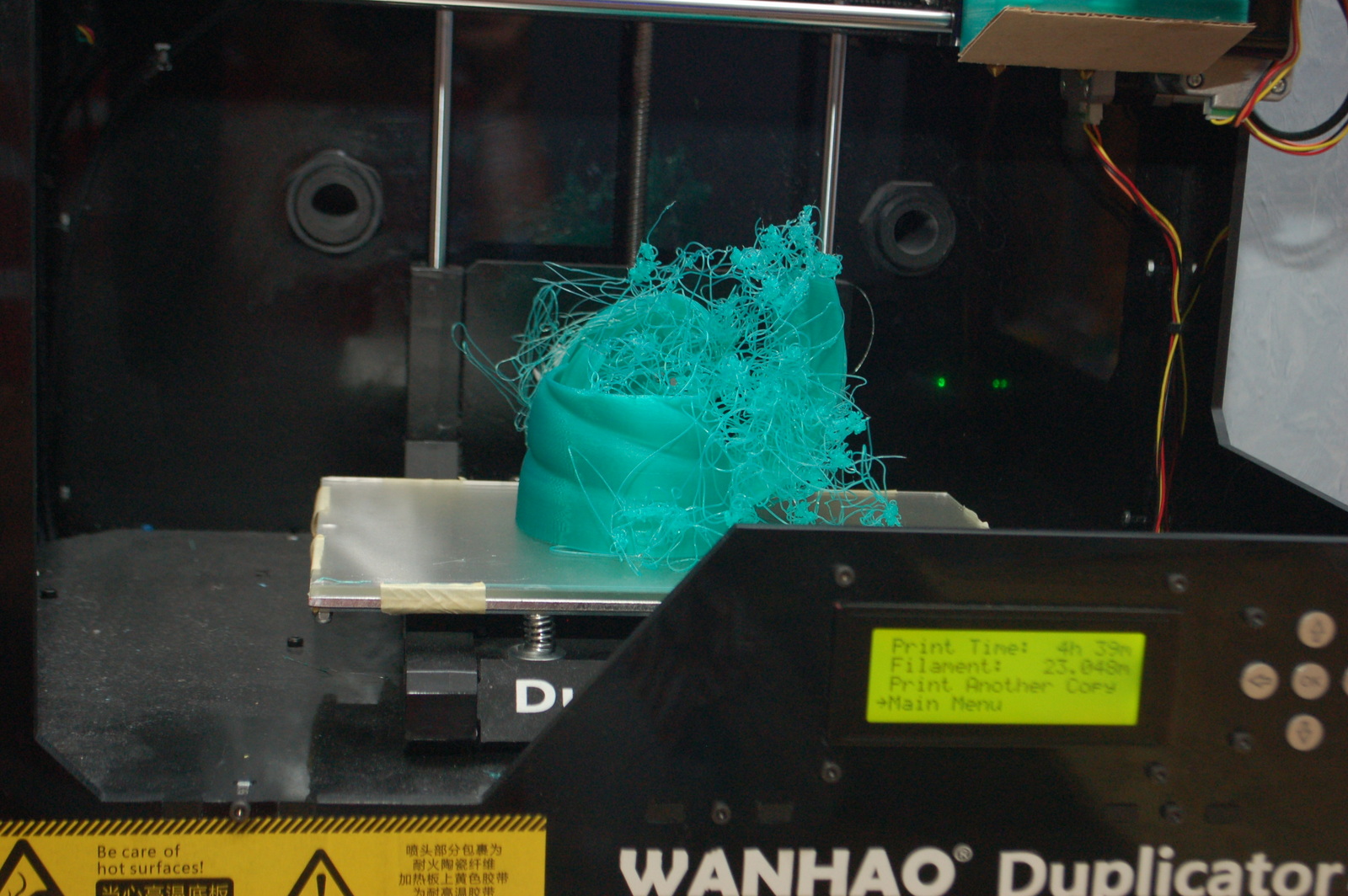
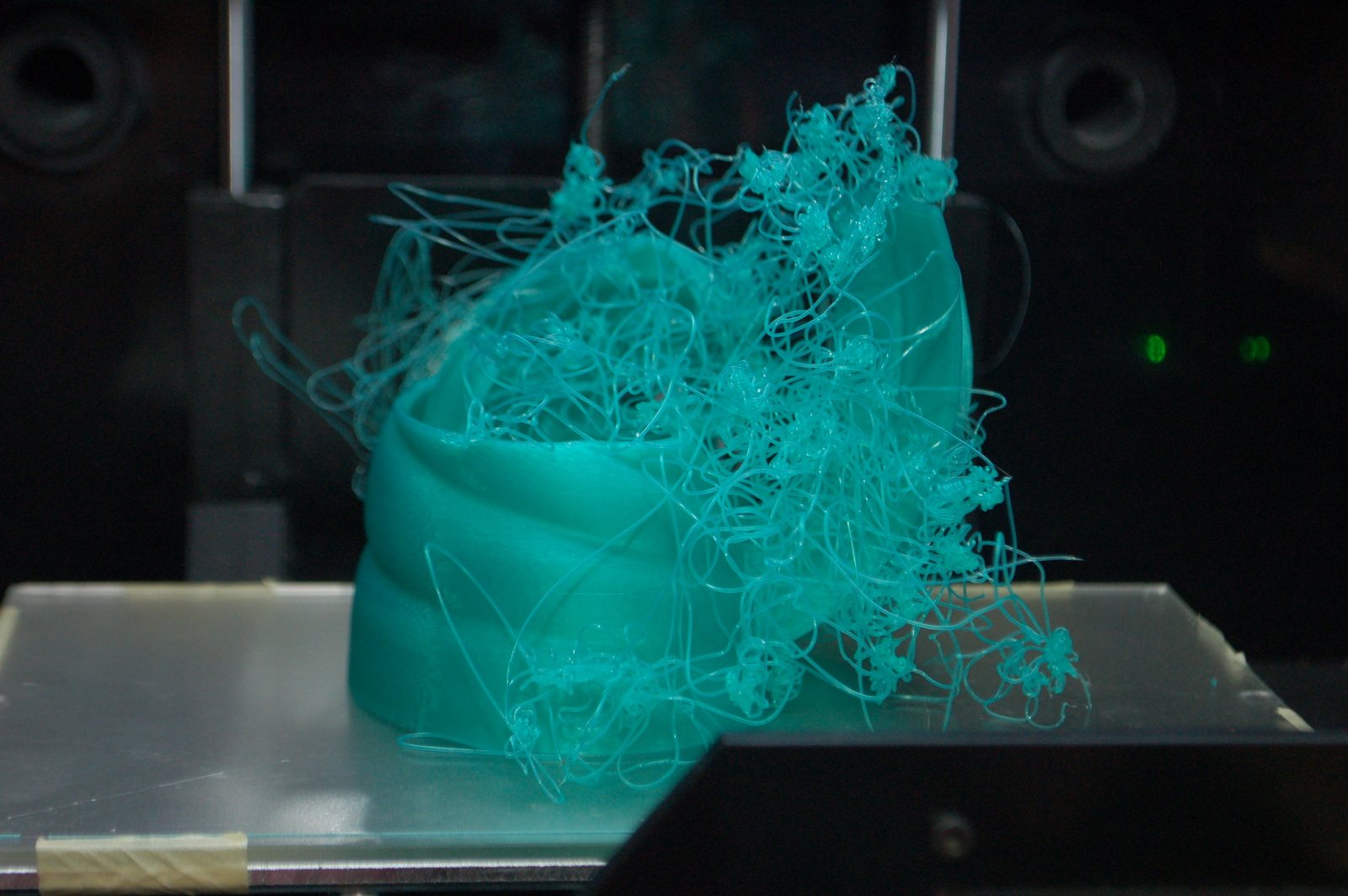
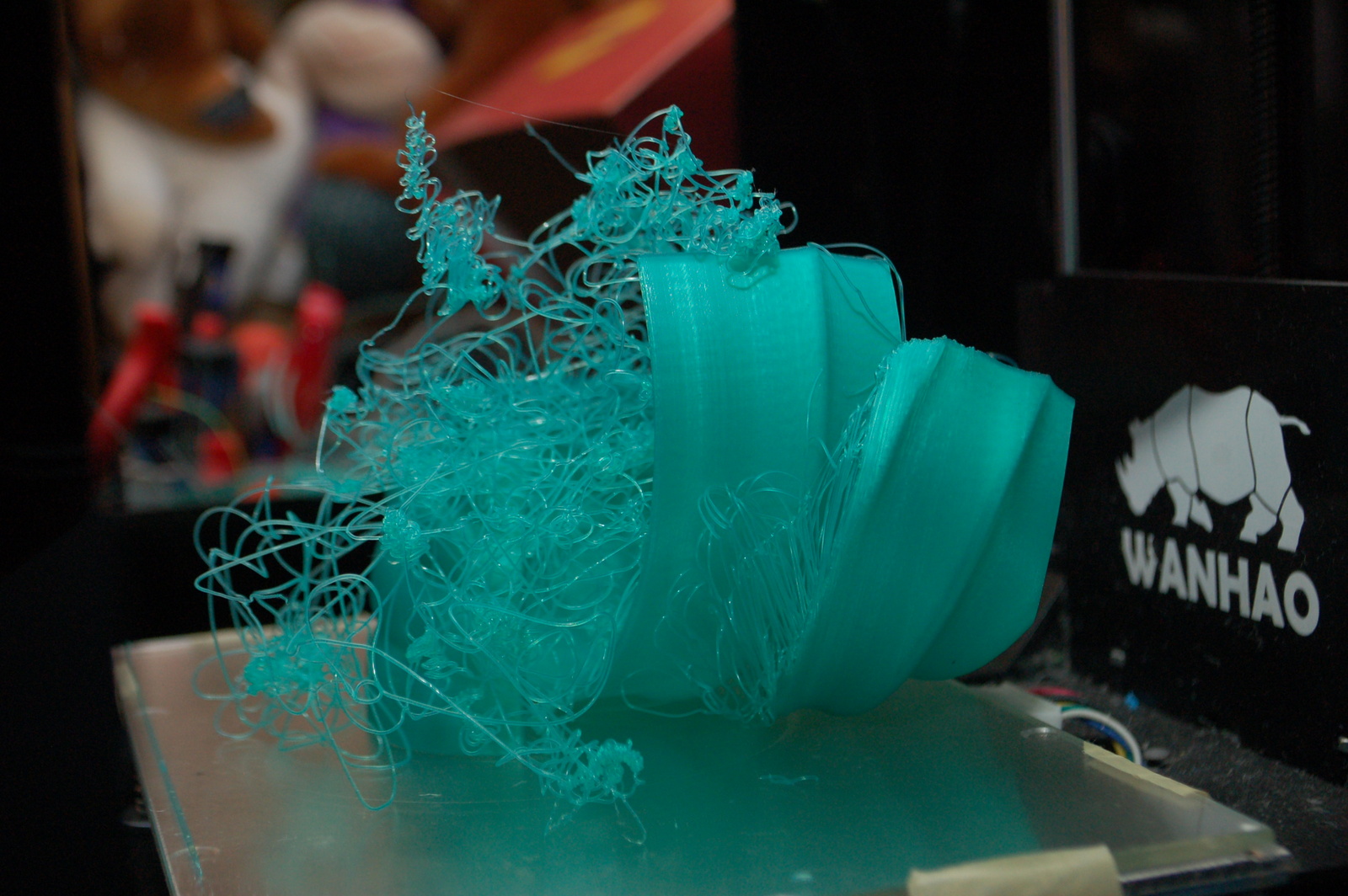
Sajnos nem mindig alakul úgy a nyomtatás, ahogy szeretnénk. Szerencsére viszont legtöbbször "típushibák" fordulnak elő, amelyeket előzetesen is megelőzhetünk, ha figyelünk, illetve tudjuk, hogy mi volt a hiba oka. A képen látható esetben egyszerűen csak elmozdult a tárgy nyomtatás közben, mert nagyon kis felületen érintkezett a tárgyasztallal. Amúgy ez lett volna a nyomtatandó dolog. Mivel éppen nem voltam a nyomtató közelében, ezért szép kis boglya lett belőle.



Ez egy jópofa barna medve modell, amit most jobb híján (ez volt befűzve, kibontva) zöld PLA-val nyomtattam. Nem volt szükséges alátámasztás, simán nyomtatta a nyomtató. A végére egy álló medvét kaptunk. 70mm/sec-cel nyomtattam, PLA-val, hűtéssel.

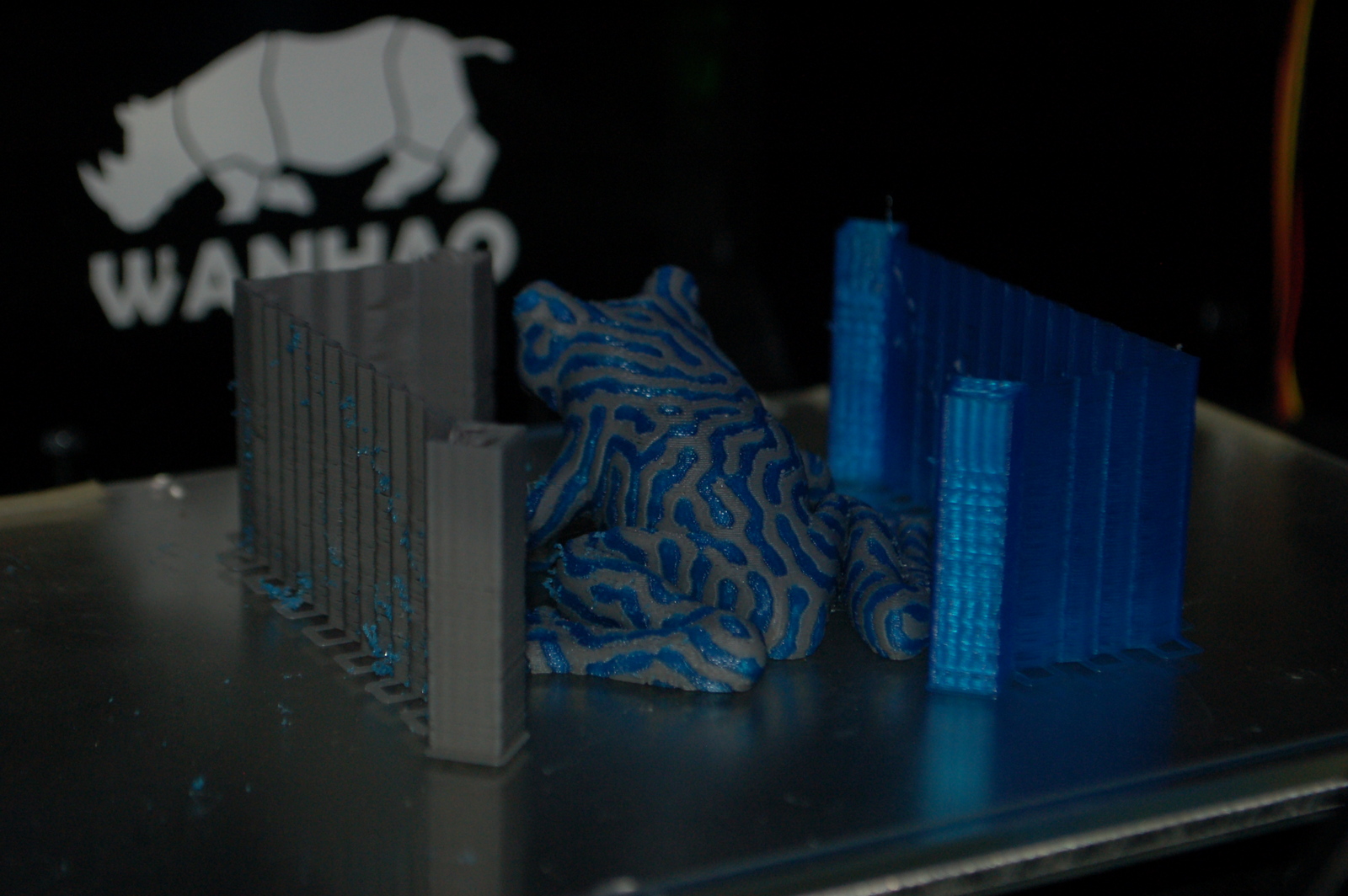


Újabb dupla extrúderes, kétszínű nyomtatás a Duplicator 4-gyel. Ezúttal a klasszikus béka modell, tarka formában. Kerek 4 óráig tartott a nyomtatás, 0.2mm-es rétegvastagsággal, szürke és kék PLA-val, 60mm/sec-es sebességgel. Mivel a nyár van, ezért kicsit lejjebb veszem a PLA nyomtatási hőmérsékletét, 190 fokra. Ez is teljesen jó még.
Látszik, hogy jó sokáig tartott a nyomtatás, aminek az oka, hogy ennél a tárgynál kimondottan sokat kellett - még rétegen belül is - a két fejnek váltogatnia egymás között.
Mivel a béka alja is tarka, sok pici apró kis foltocskával, foltocska darabbal, ezért kellett egy plusz adag hajlakk, hogy ezek a kis darabkák is ott maradjanak, és ne mozduljanak el.
Don Foley írta a következő rövid leírást a WanHao új modelljéről, a Duplicator 5-ről. Don Foley amúgy a National Geographic illusztrátora, és nem mellesleg 3D modellezéssel is foglalkozik. Jelenleg egy Duplicator 4 és most már egy Duplicator 5 tulajdonosa.

A Duplicator 5 specifikációja:
És akkor itt a vélemény (hamarosan fordítással):
The machine is pretty beefy. It stands 34" tall, has a steel frame. I can only guess how much it weighs, but it felt like picking up an 80lb bag of concrete. Unpacking and setup was simple, if you've done the D4, the experience is pretty much the same. Instead of feeding directly off the spool, however, the material goes through a feeder located in on the back of the unit. It took less than 15 minutes to unpack, put on the spool holder, level the plate and load the filament.
Three nice things right off the bat. The plate is leveled with three wingnuts (three instead of four, and wingnuts instead of knobs) and the build plate is aligned with three pins with the whole plate being held down to the base by three magnets. This is REALLY going to simplify things. The build plate is a REAL thick (1/2 inch) piece of clear acrylic-like plastic. The build plate is 13" inches wide (X) and9 1/2" deep (Y). Since my usual formula for success is using Scotch brand painters tape, I decided to follow my old habits. It took five strips of tape to cover the plate.
I knew the printer was on the way, only problem is I'm a Mac user. Fortunately my daughter was driving over from Tampa on Tuesday and had an old PC notebook from her college days. It runs on Windows 7. I loaded the WanhaoMaker on Tuesday and set up my test STL. It worked fine.
Knowing the specs of the D5, I had built a model to take advantage of the size of the machine, a shark that would be printed in two halves. The back portion of the shark would be 22" tall, just shy of the max 23" height, and the whole shark once assembled would be about 34" long. The shark would be done in two print runs. I had the STL files all set, so once I loaded the software I imported the STL files, set up a new 'category (like FFF settings in S3D) and sliced it. At high resolution (0.10 mm height) and 50 mm/sec the tail alone would take 105 hours to print. The resulting sliced file (it took 15 to 20 minutes to slice) is an ".i" file. So I had a "sharkstern.i" file ready for the printer.
The printer showed up the next afternoon. I put the "starkstern.i" file on the SD card and told it to print. The wingnuts were not tight at all, and the slightest turn made a difference, so fine-tuning the first layer wasn't hard, but you have to be careful to make SMALL adjustments. I printed a berm and ran the first layer at 10% speed. Even that seemed fast to me, as I tweaked the three wingnuts. But the print seemed to be going down fine, so I just let it run. I knew I wasn't going to run it for 105 hours, this was a test print. I'd run it for a few hours and see how it looked. I printed about a 1 inch tall piece in the photo called 'cross section." This took about 4 or 5 hours.
The test looked fine, but I didn't want my first print of an un-tried model for 200 hours (the stern itself was 105 with the current settings) so I opened up Lightwave and reduced my shark to about 50% of the original size. At this size the whole shark could fit on the single build plate. I also changed the resolution to .020 mm. With this done, I re-imported the STL and sliced it. The program told me the new print would take about 60 hours.
I laid down a new bed of tape, wiped it down with alcohol and the turned the knob to PRINT FROM SD CARD, pressed the knob and my file was the only one there, so I pressed the knob again and the warmup began. It takes a while for the machine to warm up, it seems like twice as long as the D4. But this was going to run for 60 hours, so no rush. I did notice the lack of alert sounds when it was ready to begin. This may be in the settings somewhere. It primed a BIG chunk of material onto the plate and I was concerned that this would be in the print area, so I quickly pulled this off the plate. While the first layer was going down I carefully fine-tuned the level and then let it run. In the future, I may make a faux shape on the outer rim of my build so I can fine tune around all the edges of the bed, not just wait for the berm around my objects.
But the print was off and running.
Fast forward three days.
I'm satisfied with my first print. It's not perfect. I have too many one line 'gaps' that remind me of when I started printing with my D4 before I learned how to tweak my settings. But I wanted to proof this model, so I let it run. I printed this out at 205° with PLA. I remember my gaps going away with my D4 when I went from 190° to 205°. It seemed that the materials 'melded' together better at this slightly higher temp and I never had the problem again. I'll try that with a small test on the D5. It now has a fan blowing directly on the nozzle, and that's not something I'm used to. I'm sure this will be about tweaking the settings, and it wasn't too bad, I just got spoiled by perfect prints from my D4...but it did take me about a month of playing with the D4 to get to that point. This was my first complete print.
My dorsal fin did curl up at the front. Nothing else did. So I'm going to blame this on bad bed prep for the moment. Since I have a big track record of never having my PLA curl up from the bed, I'll consider this an anomaly unless it happens a second time.
The bed is illuminated with a strip of white LED lights. The noise is about the same as the D4, maybe a little louder. I ran mine sitting on the floor. In the future I'll build a platform to raise it about a foot or two off the floor.
It does us 3mm filament. It came with one spool of silver PLA, and I had two spare rolls of silver on hand in anticipation of the arrival of the printer.
I did have a handful of small design flaws on Mr. Shark, but that's what first proofs are for. Overall, he printed just fine. My pegs and biscuit sizes were WAY off, I had a few odd structural things pop up. This is the biggest model I've ever built for 3D printing, so I had a bit of a learning curve on this too. Little things suddenly become BIG things.
Next I'm going to do some small prints to get my settings nailed down and come up with a formula that works just like I did with the D4.
One thing I will suggest is getting a UPS backup battery. After two days of printing I watched in fear as a HUGE thunderstorm was rolling across the ocean heading right towards me. I didn't even think about powering it from the UPS that handles my computers...I keep the printers in another room. I got lucky and we didn't loose power during the storm. But after the print finished I went down to Office Depot and got an APC backup that would run 420 watts for 60 minutes. The D5's power supply is rated at 150W, so I figured if I had both the D4 and the D5 running, I would be covered for an hour at least. That's fine. What worries me is the 2 or 3 second outage that would ruin a print.
My overall impression is that this machine is a game-changer for me. I have little doubt that it will print as well as my D4, but MUCH BIGGER. I have several clients that need larger pieces, and up to now I've been printing out sections and gluing them together. Very nice.
I'm sure I'll think of a handful of other notes later on. I'll add them to this thread, but for the moment I wanted to give first impressions.
And once I've rebuilt Mr. Shark to my liking...I absolutely am printing him at full size and full resolution.
A Duplicator 5 már rendelhető, rendelés esetén 2-3 héten belül szállítjuk!
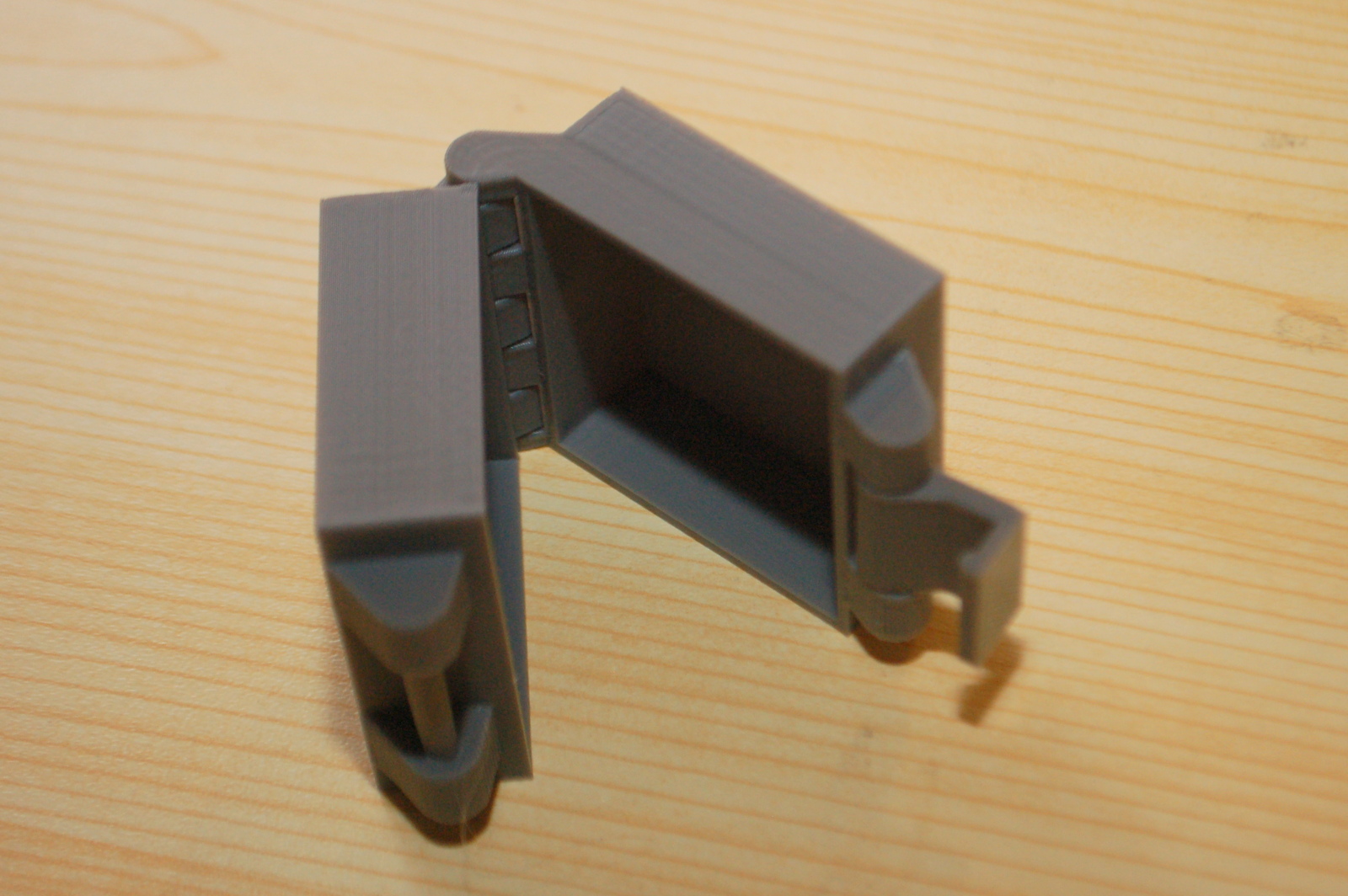

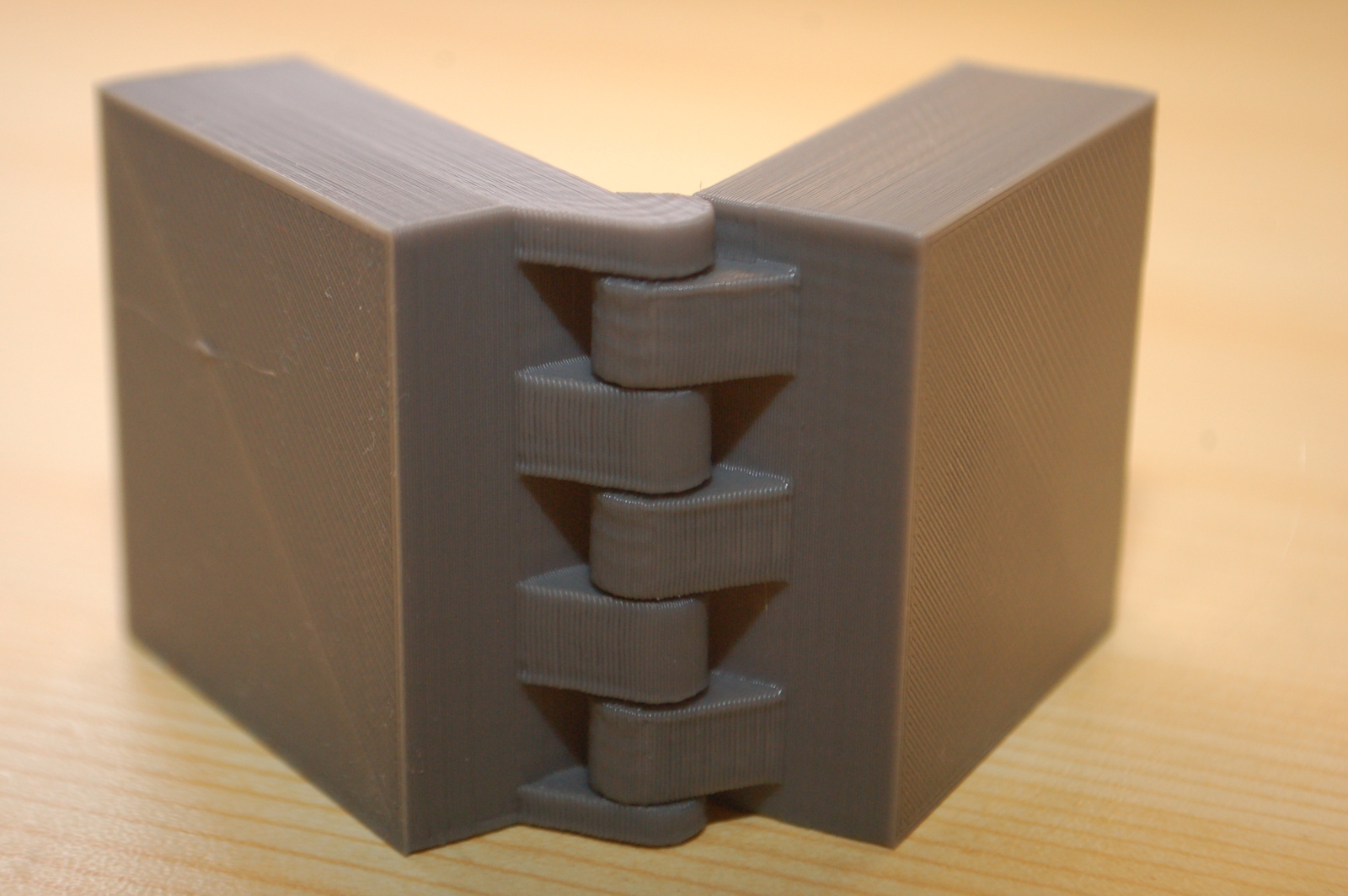
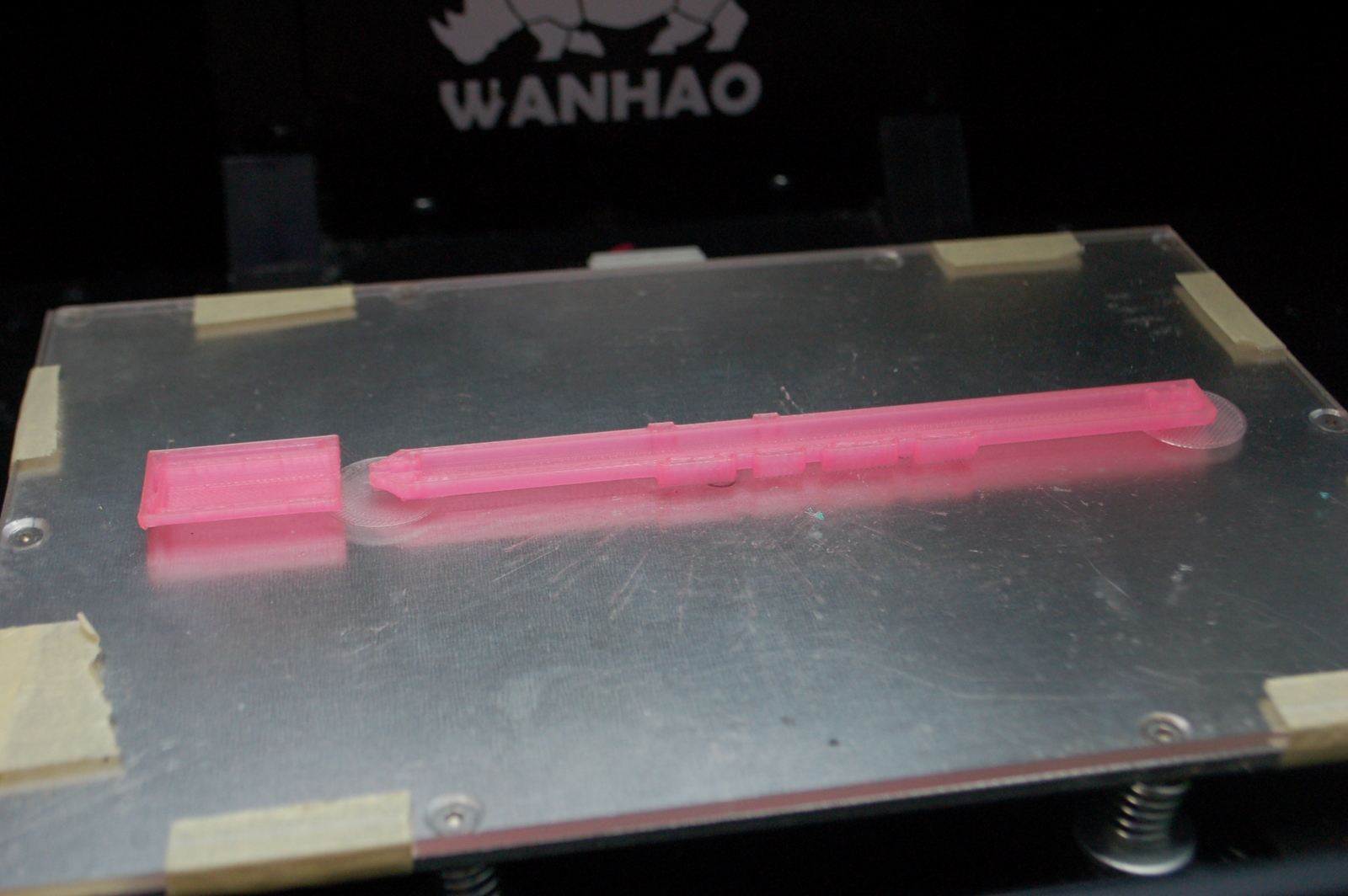
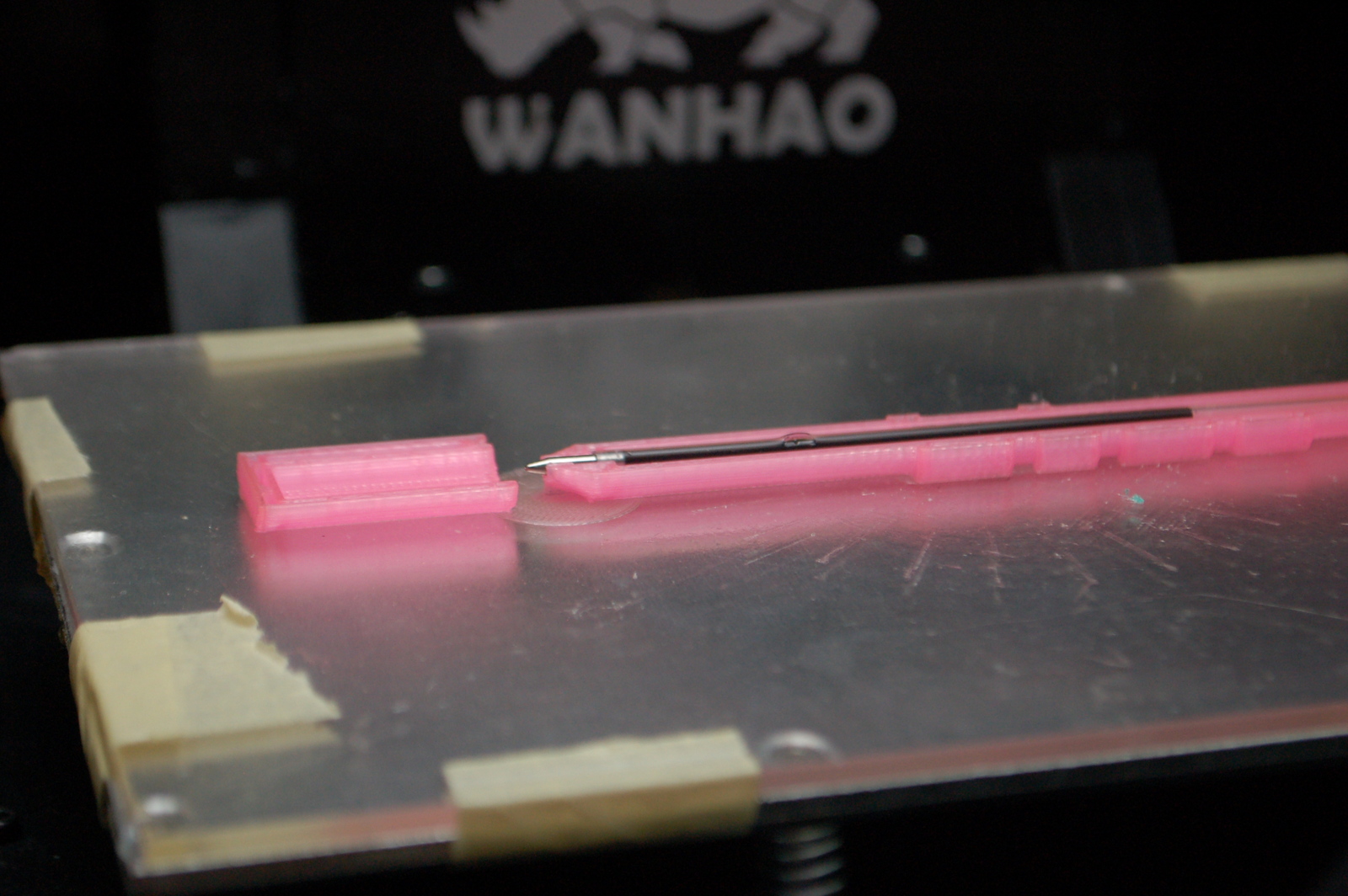
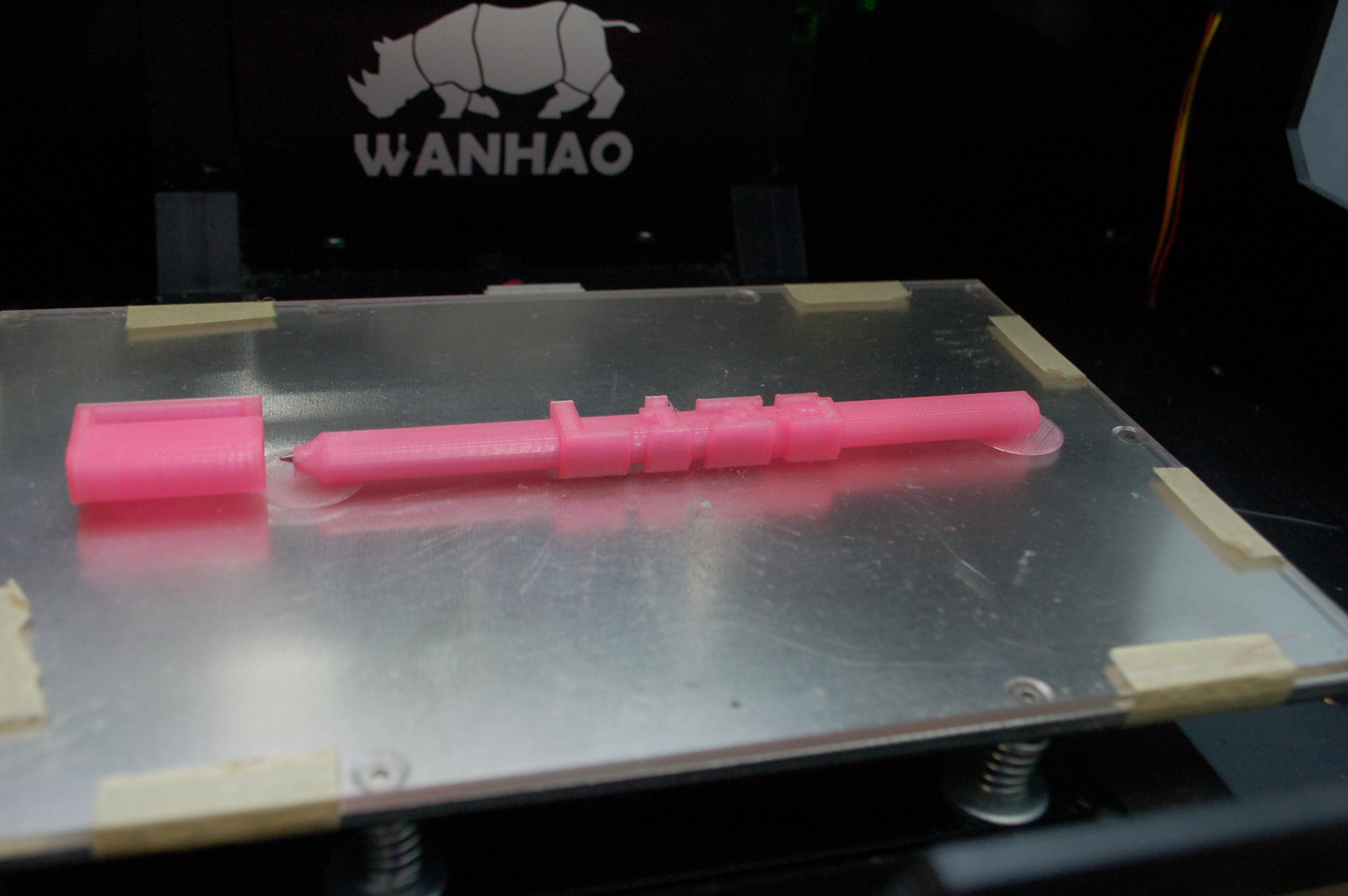
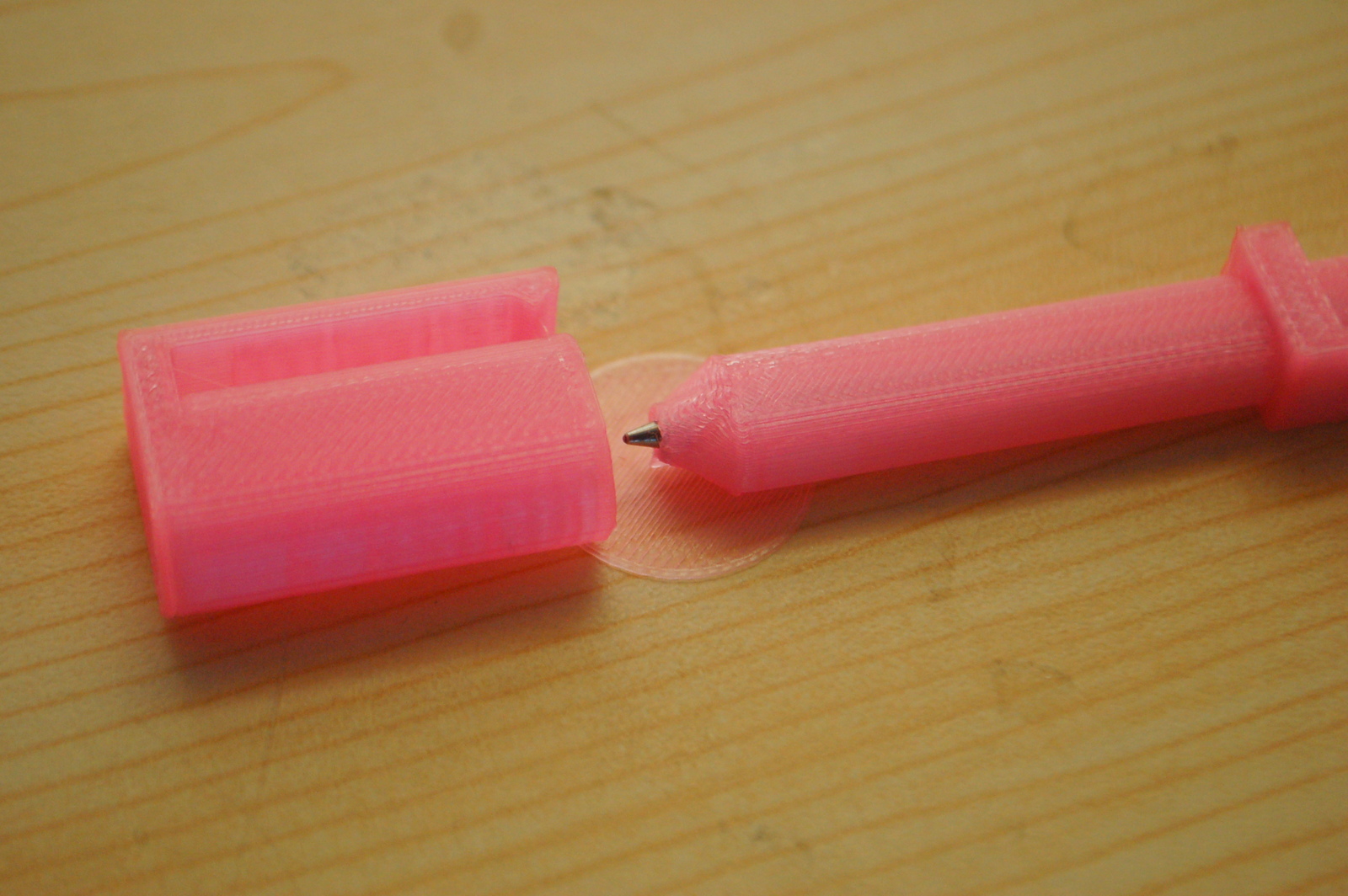
3D nyomtatással sok minden egy lépésben nyomtathatóvá válik, ha jól tervezzük meg a 3D-s modellt. Tehát például ennél a zsanéros doboznál nem szükséges a doboz két felét külön kinyomtatni, hanem lehet egyben is (angolul ún. in place). Meríthetünk ötleteket ebből a példából, ha zsanéros tárgyat akarunk nyomtatni.
(Az első képen látható "szálhúzás" normális, a nyomtatás végén egy hajszálvékony szálat húz a nyomtató PLA nyomtatás esetén, amit nagyon könnyen el lehet távolítani.)