Egyedi fényképes kulcstartó



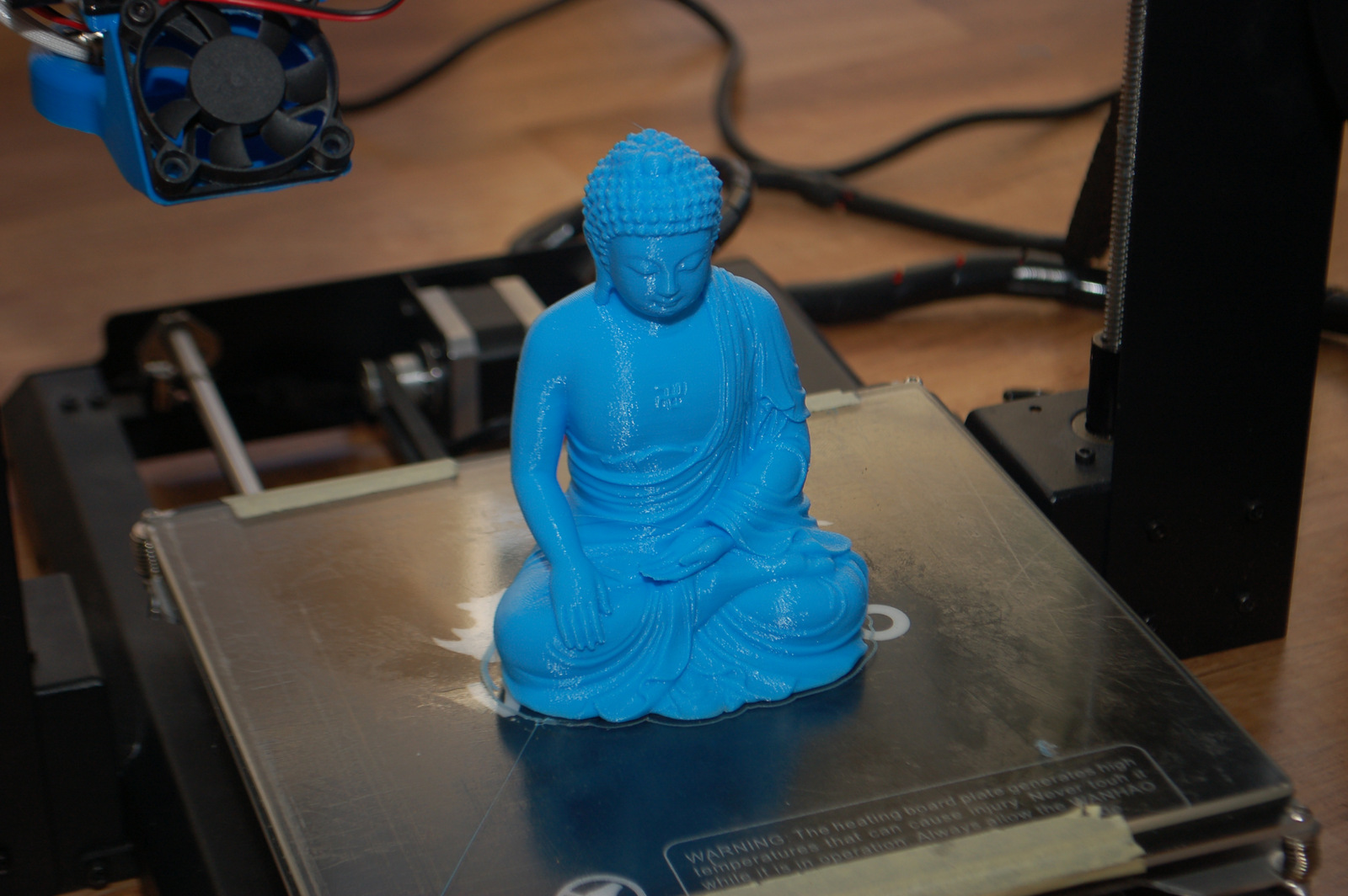




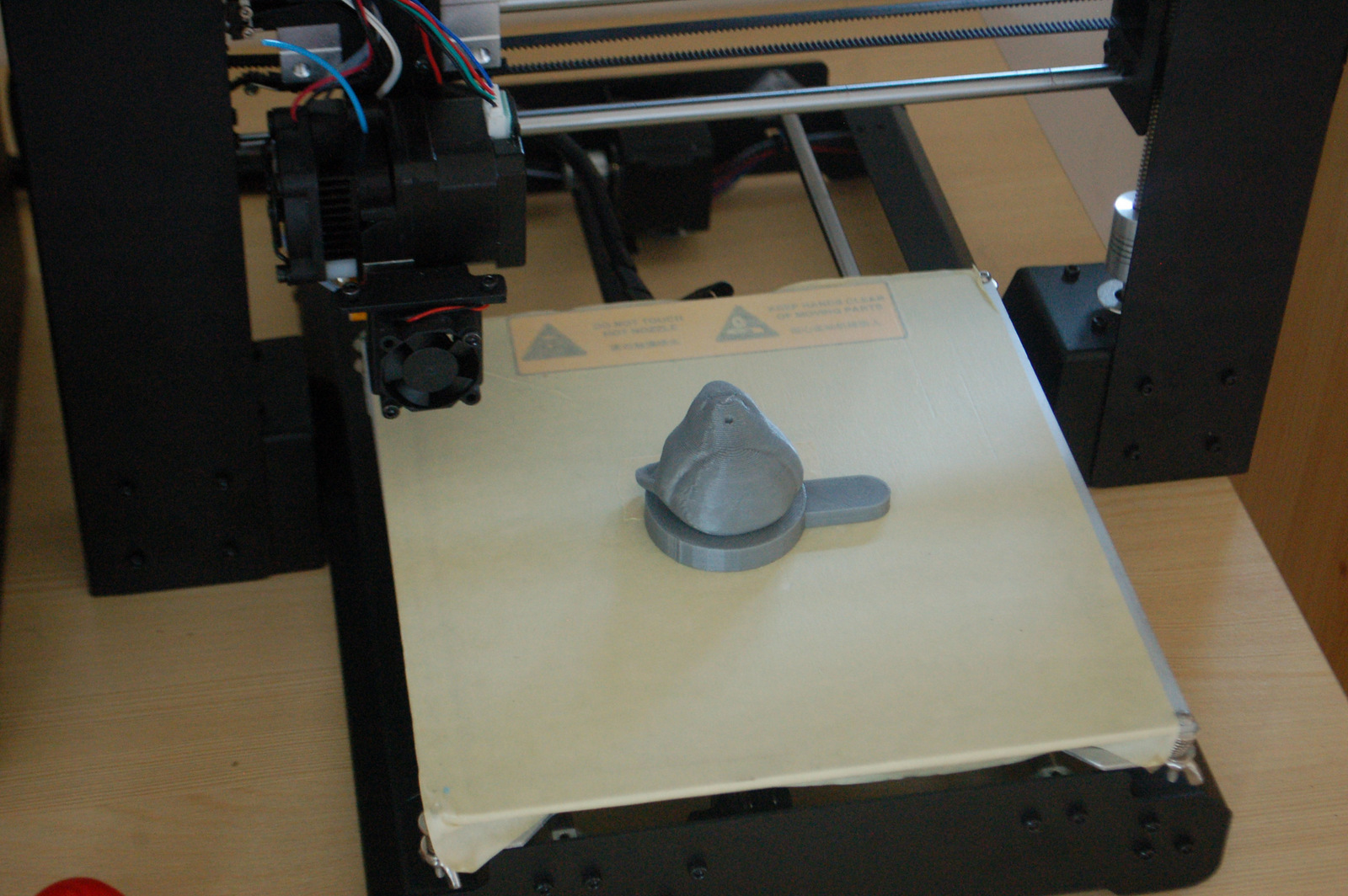
Egy "vendégszereplő" nyomtatóval (termisztor csere volt, valószínűleg a sok nyomtatás vagy valami más következtében megtört a kábel, ezért egy idő után leállt a fűtés) nyomtattam próbának ezt a kb. 7 óráig tartó buddha szobrot, 0.1mm-es rétegvastagságon, kék PLA-val. Elég tetszetős lett. Lehet, hogy más színben kicsit komolyabb lett volna, de most ez volt kéznél...
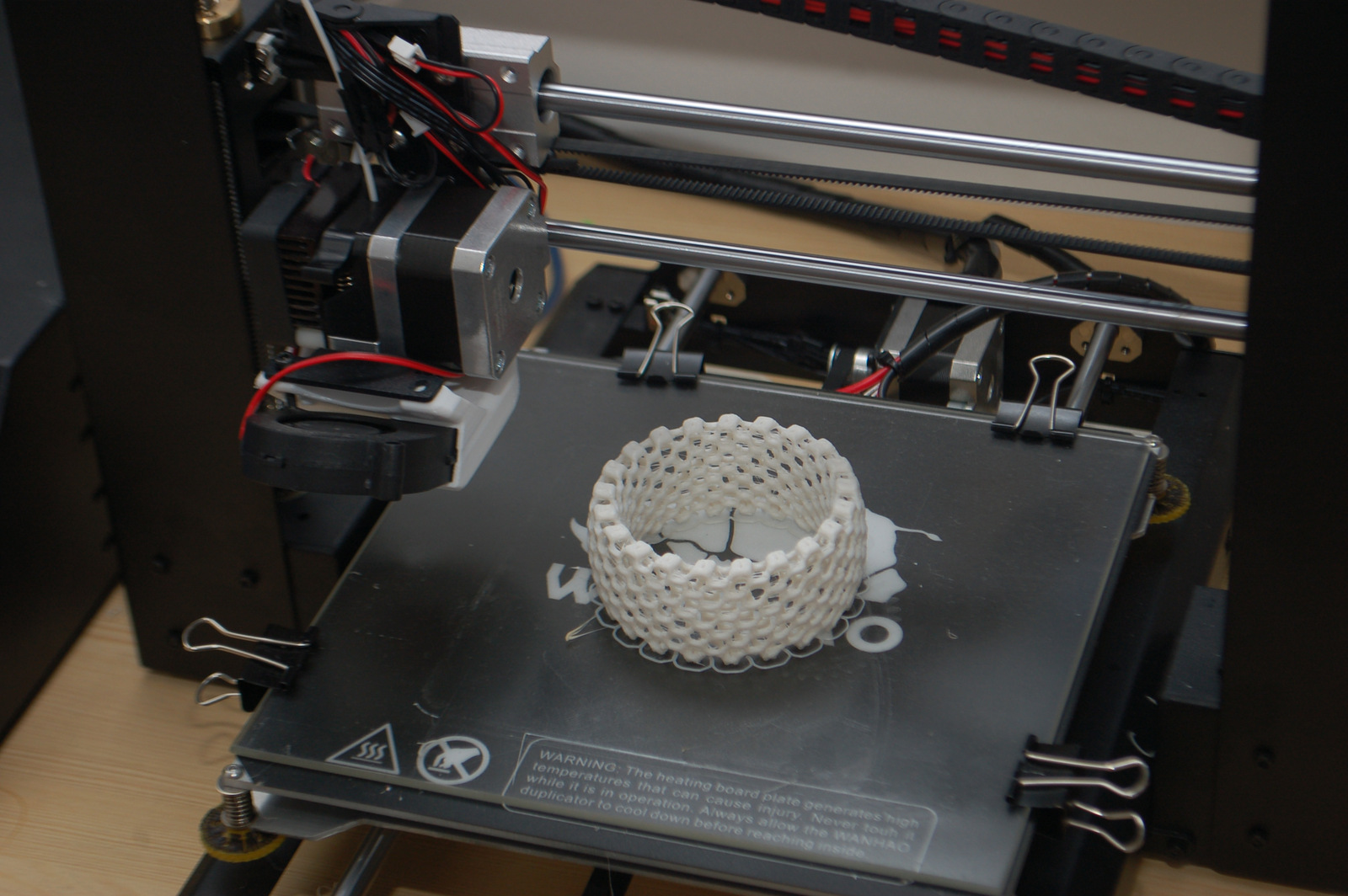

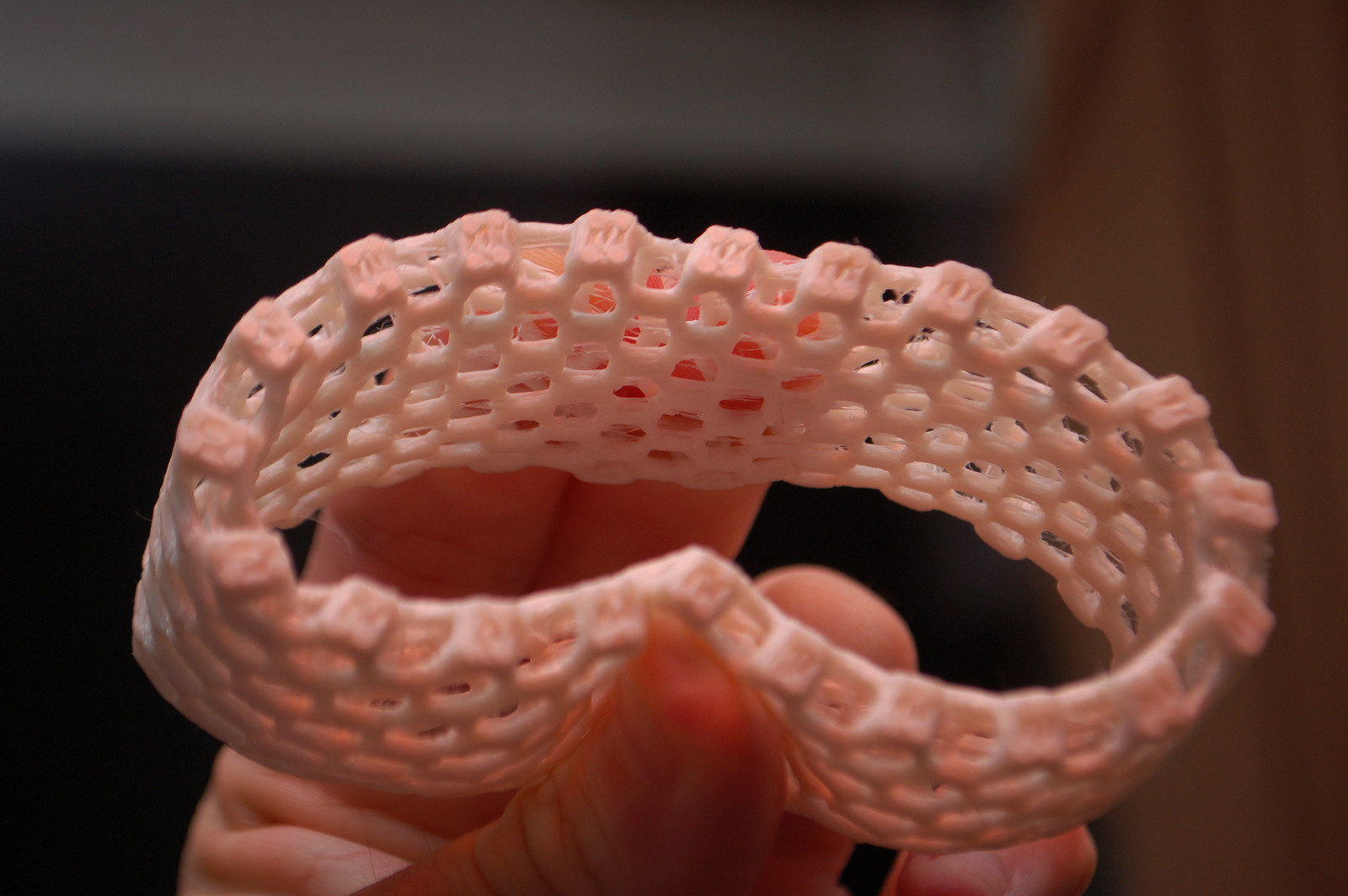
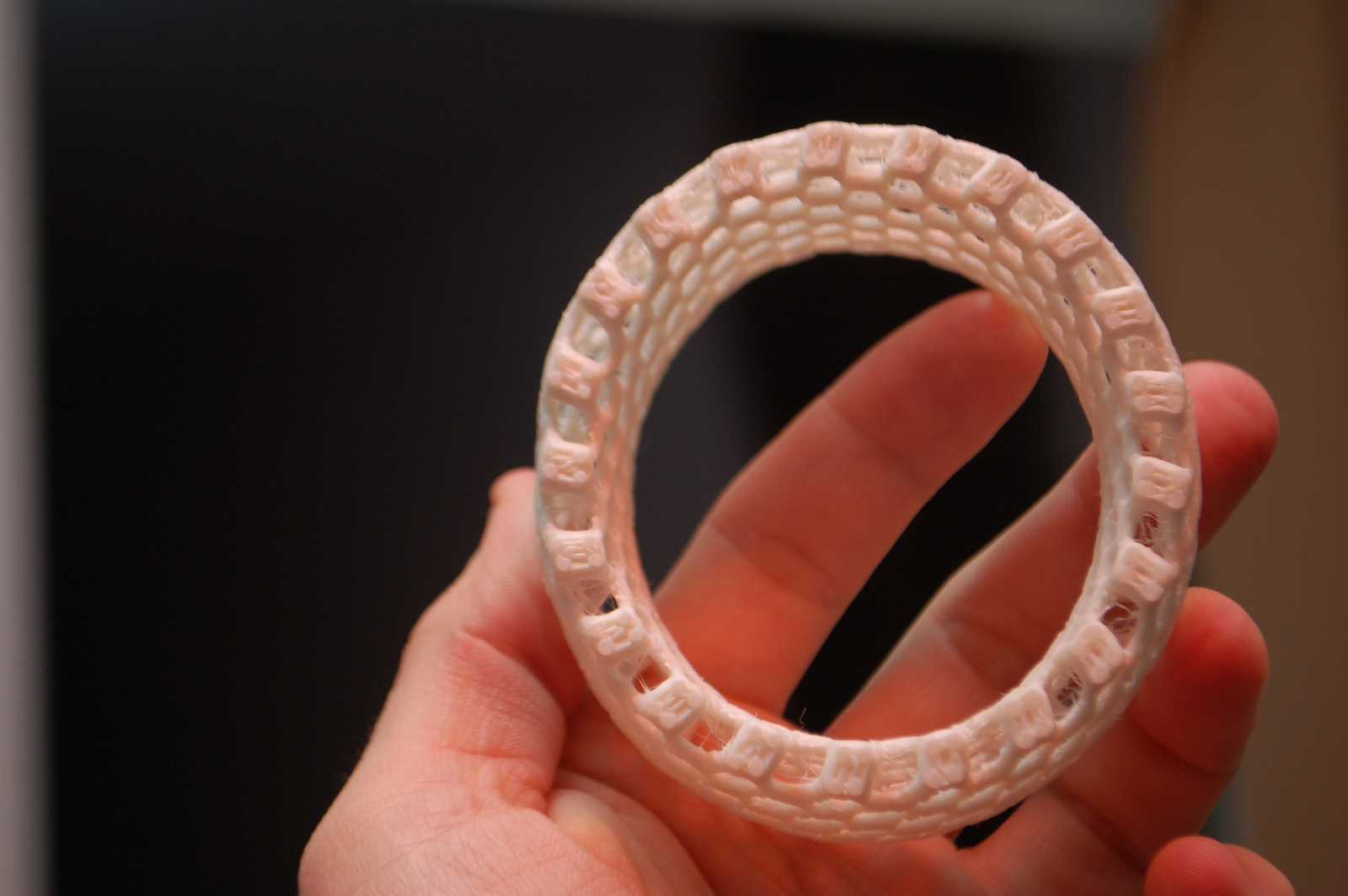

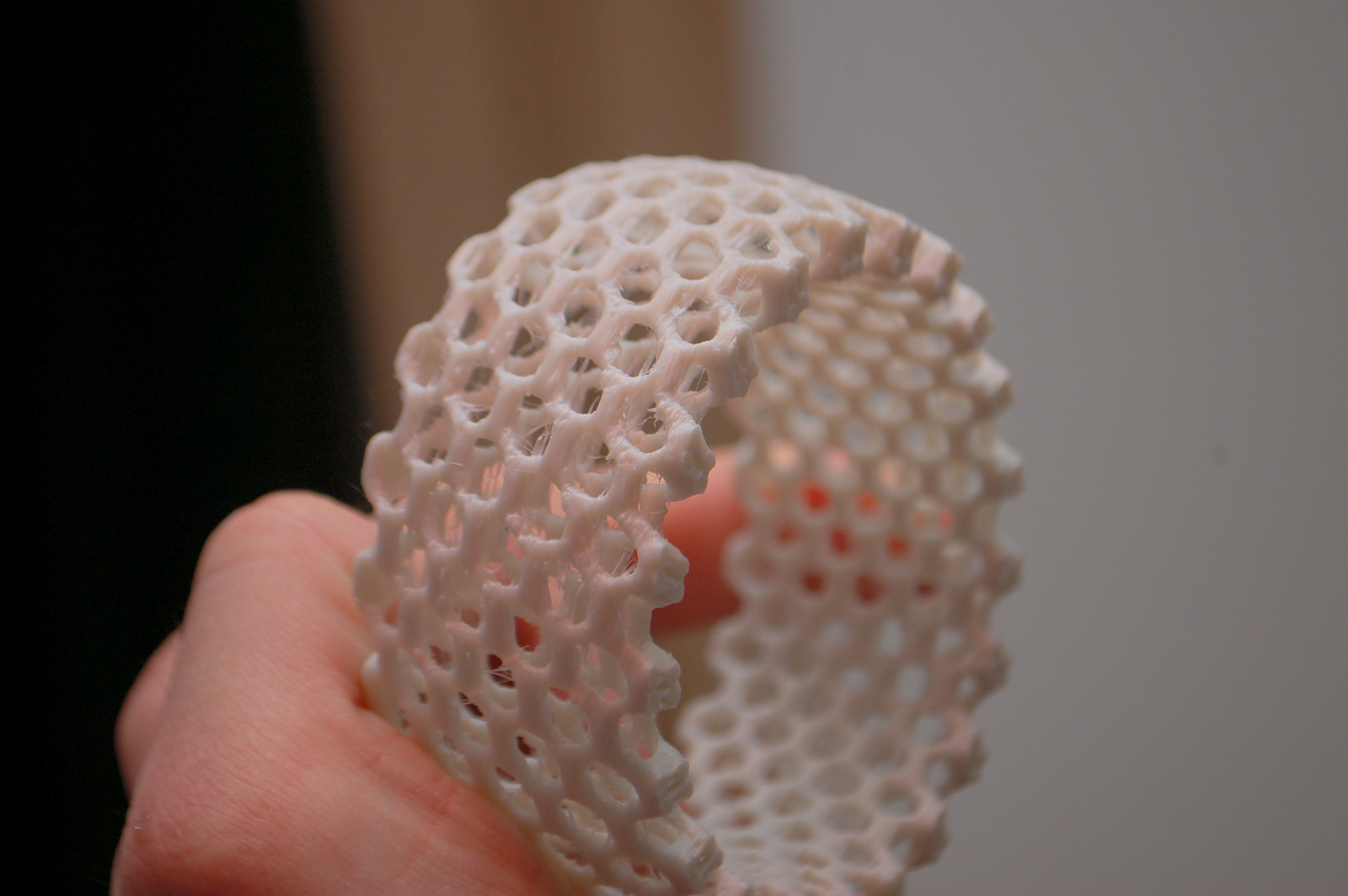
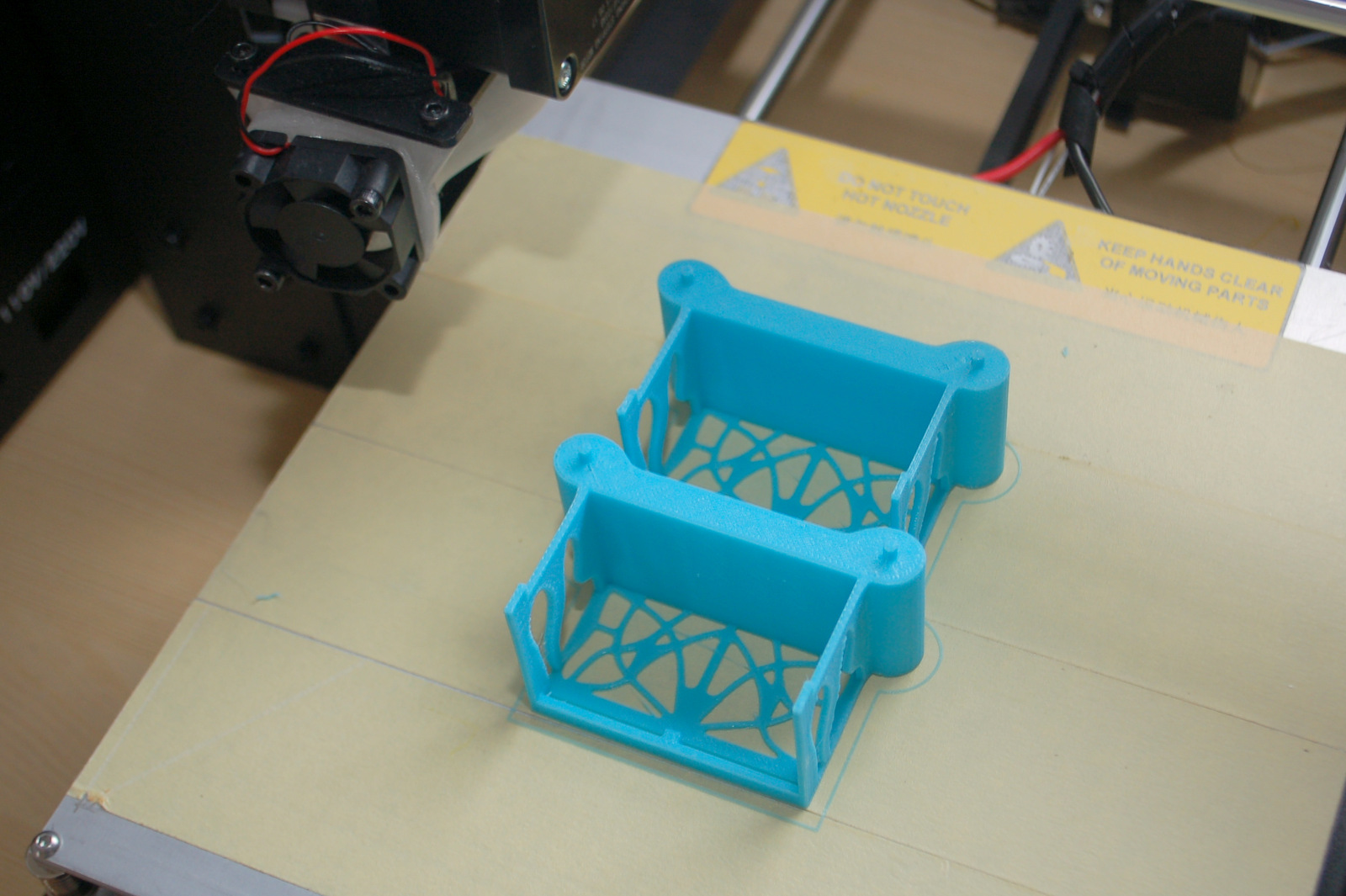
Próbálgattam a flexibilis anyaggal való nyomtatást, és találtam is egy jópofa "voronoi" karkötő modellt. 0.2mm-es rétegvastagságon nyomtattam, a módosított extrúderrel. Egész jó lett, jó rugalmas. A szöszödés elég sok még, valószínűleg a retraction-nel kell játszani még, hogy jó legyen. Elég sok felhasználási lehetőség van ebben a flexibilis anyagban, bár tény, hogy nem olyan általános célú anyag, mint a PLA.
A tavaszi időjárás örömére az eSUN Flexiblis anyag most 15% kedvezménnyel kapható az alábbi kuponkóddal (a rendelés végén kell megadni): FLEXYSPRING15
Az OctoPrint egy távoli nyomtató vezérlő megoldás, amivel böngészőből, akár otthonunktól távolról is tudjuk vezérelni a nyomtatónkat. Változatos hardverre lehet telepíteni, de a legkézenfekvőbb egy Raspberryi Pi-re telepíteni, az ár-érték arány miatt, és az alacsony fogyasztás miatt. Több modul van benne, amivel egy webkamerával figyelhetjük valós időben a nyomtatást illetve a gcode megjelenítő szintén valós időben mutatja, éppen mit csinál a nyomtató. A Repetier Host-hoz hasonló irányítási lehetőségünk is van, sőt még böngészőben is tudunk szeletelést (slicing) indítani a Cura modul segítségével.
Bár az OctoPrint alkalmassá teszi a nyomtatót a távoli vezérlésre, hivatalosan mi nem támogatjuk és bátorítjuk, hogy magára hagyjuk a nyomtatót, főleg ha huzamosabb időre nem vagyunk otthon. Bár konkrétan a Wanhao i3 esetén még nem volt példa arra, hogy tüzet okozzon, de az ördög nem alszik és a 3D nyomtatóknál előfordult már tűz eset. Ha mégis otthon hagynánk a nyomtatót magára, mindenképpen gondokodjuk további védelmi megoldásokról, pl. tűzriasztó, füstriasztó, adott esetben automatikus oltó szerkezet.
Amennyiben Raspberry Pi-re szeretnénk telepíteni, a legegyszerűbb megoldás az OctoPi letöltése, mert ez egy kész image, amit csak ki kell írnunk a MicroSD kártyára és be kell állítanunk az OctoPrint-et (ha timelapse videókat akarunk csinálni, főleg hosszú nyomtatásokról, akkor legalább 16GB-os kártyát használjunk). Innen letölthető: https://github.com/guysoft/OctoPi. Ha segítség kell a telepítésben, szívesen segítünk.
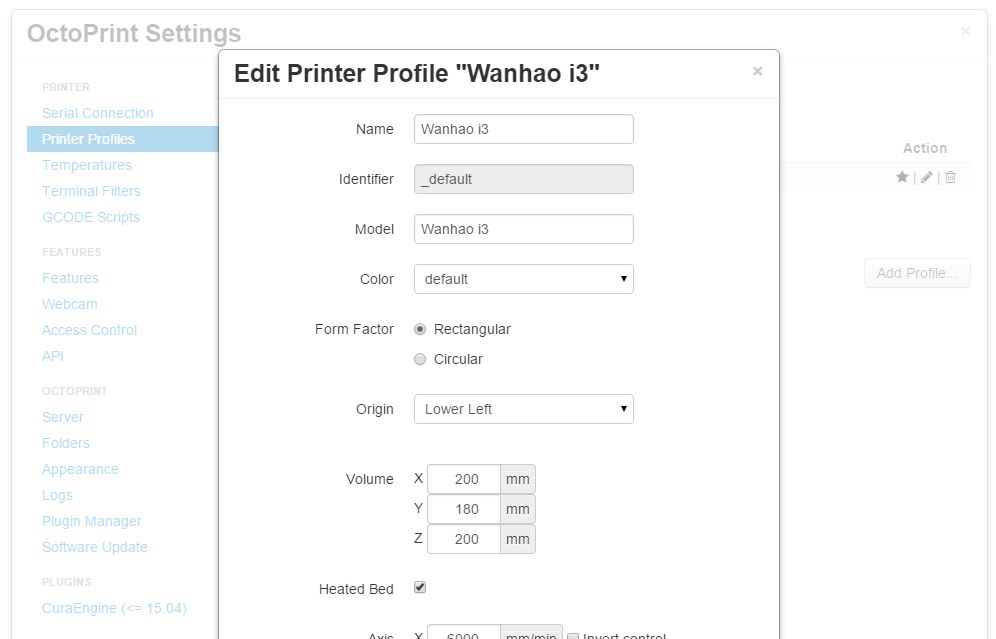
A telepítés után az első lépésként be kell állítunk pár dolgot, pl. egy felhasználónevet, jelszót, és csak ezek megadásával válik irányíthatóvá a nyomtató, vagy lehet indítani nyomtatást. Ez azért hasznos, ha publikussá tesszük az OctoPrint webes felületét, nehogy valaki rajtunk kívül irányítgassa a nyomtatót. :) Adjunk hozzá egy nyomtató profilt is, itt csak annyit kell beállítani, hogy téglalap alapú a tárgyasztalunk, és 200x200x180-as a nyomtatási terület. Ezt a beállítást a jobb felső sarokban lévő Settings-el is előcsalogathatjuk.
Csatlakoztassuk a nyomtatót a Raspberryi Pi USB portjára, illetve opcionálisan webkamerát is a Raspberry-re (olyat válasszuk,amiben van hardveres MJPEG támogatás vagy pedig a Raspberry Camera Modult-t, de ez utóbbi elég drága és a szalagkábeles csatlakozás miatt kicsit körülményesebben illeszthető a nyomtatóra). Nekem most egy ilyen van, de ez sem a legolcsóbb kategória: http://support.logitech.com/en_us/product/webcam-c905
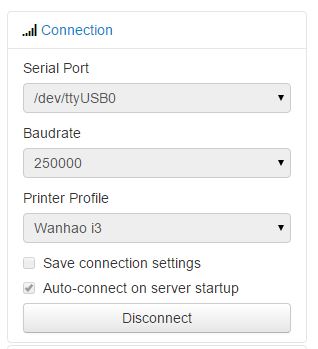
A nyomtató menüjében, a Configuration alatt, állítsuk a baudrate-et 250000-re (mentsük el az EEPROM-ba is), majd itt az OctoPrint alatt is a Connection alatt állítsuk be 250000-re. Csatlakozás után lehetőségünk van a nyomtatót irányítani és elindítani egy nyomtatást.
Az OctoPrint fő funkciója, hogy távolról (másik szobából pl.) feltölthetünk a Raspberry Pi memóriájába gcode fájlokat, és azokat ki tudjuk nyomtatni, USB kapcsolaton keresztül. Ezzel át tudjuk hidalni a folyamatos memóriakártya ki-be rakosgatást, illetve a rohangálást. Továbbá messziről is nyomon tudjuk követni a nyomtatás állapotát, nem kell folyamatosan nézegetni az LCD-t.
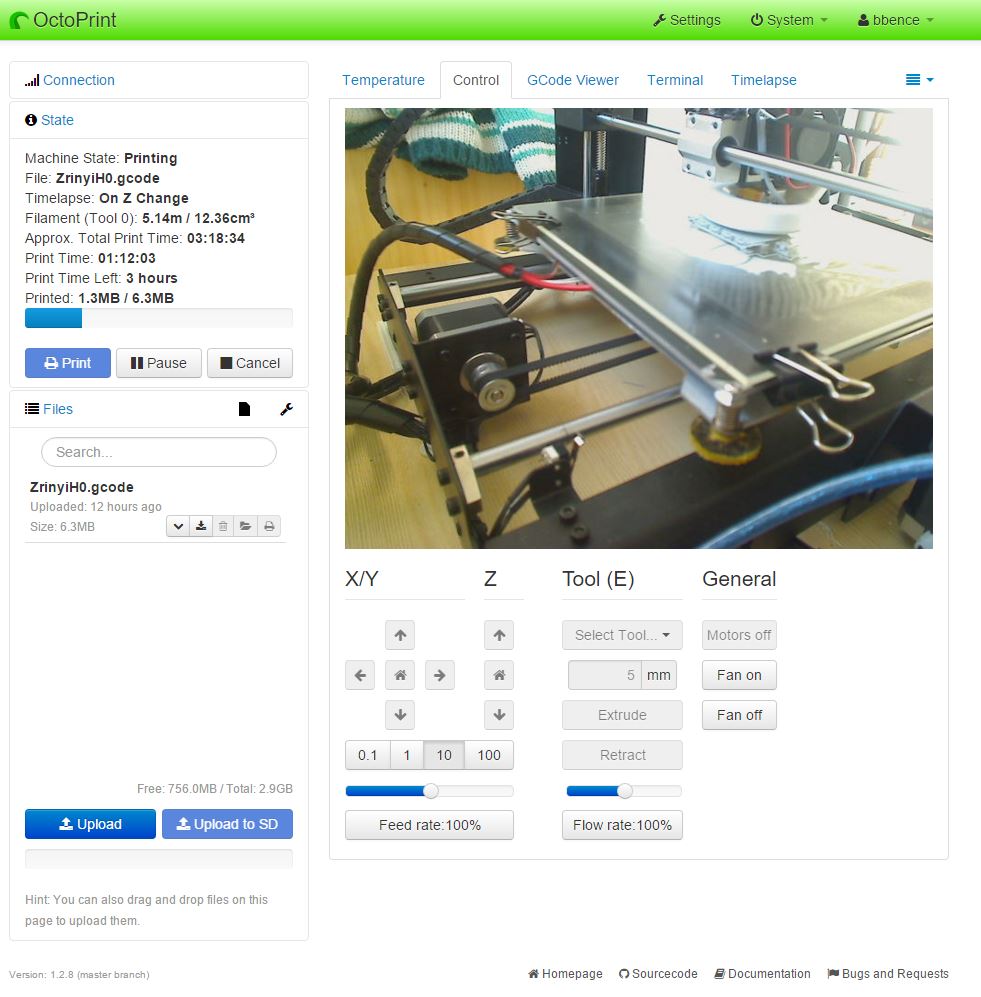
A nyomtatás nagyon egyszerű: a bal oldalsó sávban az Upload gombbal fel lehet tölteni a gcode fájlt, majd az utolsó ikonnal el tudjuk indítani a nyomtatást:

Nyomtatás közben az ablak (bal felső sarokban az állapot, mennyi ideig tart még a nyomtatás, stb.):
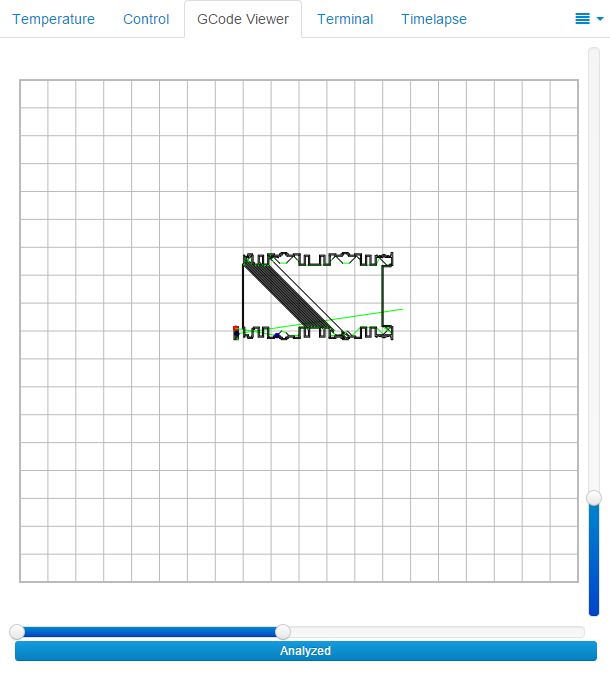
Valós idejű állapot gcode alapján:
A Control fül alatt tudjuk irányítani a nyomtatónkat illetve ha van webkamera csatlakoztatva, látjuk a webkamera jelét.
Egy kétségkívül látványos funkciója az OctoPrint-nek a beépített timelapse funkció, amivel egy gyorsított felvételt tudunk készíteni a nyomtatásról. Egy nem olyan jól sikerült felvétel itt: (ezen a Z magasság emelésekor készít egy új felvételt, de be lehet állítani másodperc alapú időzítést is):
Még ki kell találnom valamit, hogy valami jobb helyre tegyem a webkamerát, rögzíteni valahova pl. Jelen pillanatban a vezérlődobozra van téve.
A Settings -> Plugin manager alól telepíthetünk plusz kiegészítőket, pl. a Cura engine-t, amivel az STL feltöltésével a gcode-ot is elő tudjuk állítani, és itt használhatjuk a saját Cura profilunkat is (ini fájl feltöltése). Érdemes a többi plugin-t is átnézni, sok hasznos van.
A nyomtatást a fentiek alapján nagyon egyszerűen el tudjuk indítani, azonban még webkamera használata esetén is ajánlott az első réteg után ránézni a nyomtatásra, hogy biztosan minden rendben van-e.
Bár az OctoPrint egy böngészőben futtatható alkalmazás, és így elméletben mobiltelefonon is használhatjuk, de a felületet nem mobiltelefonra optimalizálták. Két megoldás van a mobilos felügyeletre / használatra:
Ha van megfelelő routerünk, akkor az ip címünket a pl. a www.noip.com szolgáltatásával tudjuk egy statikus hostnév alá regisztrálni, pl. 3dnyomtato.no-ip.com, stb.
És hogy mennyire megbízható? Mindig azt szokták javasolni, hogy SD kártyáról megbízhatóbb a nyomtatás, és ez valószínűleg igaz is. De az elmúlt 2 hét tapasztalati alapján ez a megoldás is megbízható, nem egy esetben 6-7 órás nyomtatás is simán ment. Az OctoPrint pedig folyamatosan fut, nem volt szükség újraindításra 2 hét alatt sem, tehát annak az "uptime-ja" is rendben van.
Valamit ki szeretnék találni, hogy ha nem tapad annyira a tárgy, akkor egy kis hűlés után távolról is el tudjam távolítani a tárgyat a tárgyasztalról. Erre több létező megoldás is van, ezekből fogok majd valamit kipróbálni:
Megoldható egy relével a nyomtató ki-be kapcsolása OctoPrint-ből: https://github.com/foosel/OctoPrint/wiki/Controlling-a-relay-board-from-your-RPi






Megjelent a kínálatunkban az eSUN fa hatású filament: http://3dnyomtato.shoppe.hu/collections/all/products/wood-fa-hatasu-nyomtatoszal-esun
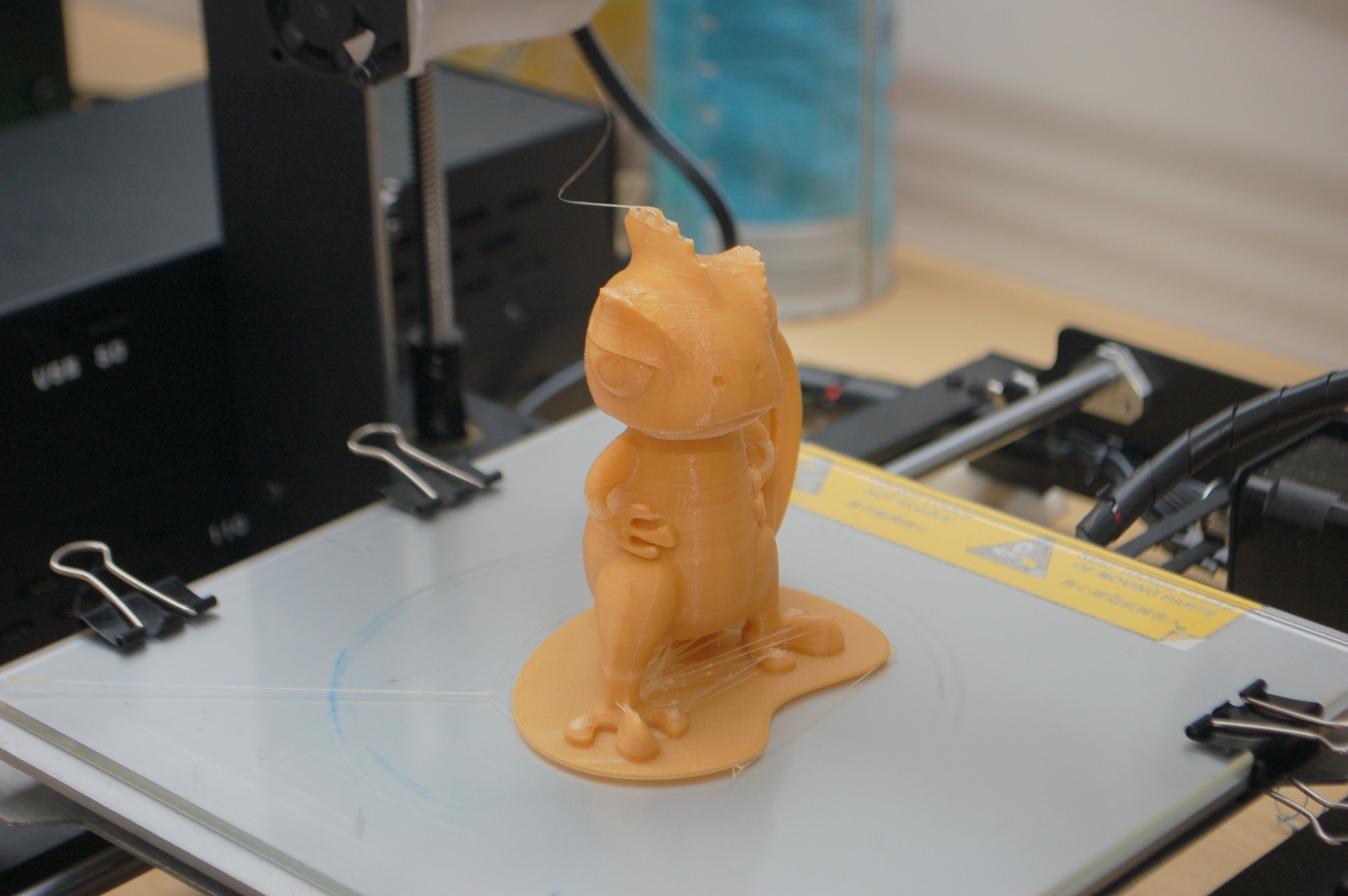
Ennek örömére ki is próbáltuk egy kaméleonnal. PLA-hoz hasonló beállításokkal nyomtattam. Valószínűleg a visszahúzáson (retraction) még finomítani kéne, vagy a hőmérséklet sok egy kicsit, de azért így is elég biztató az eredmény. Csiszolás után elég faszerű lett az eredmény.
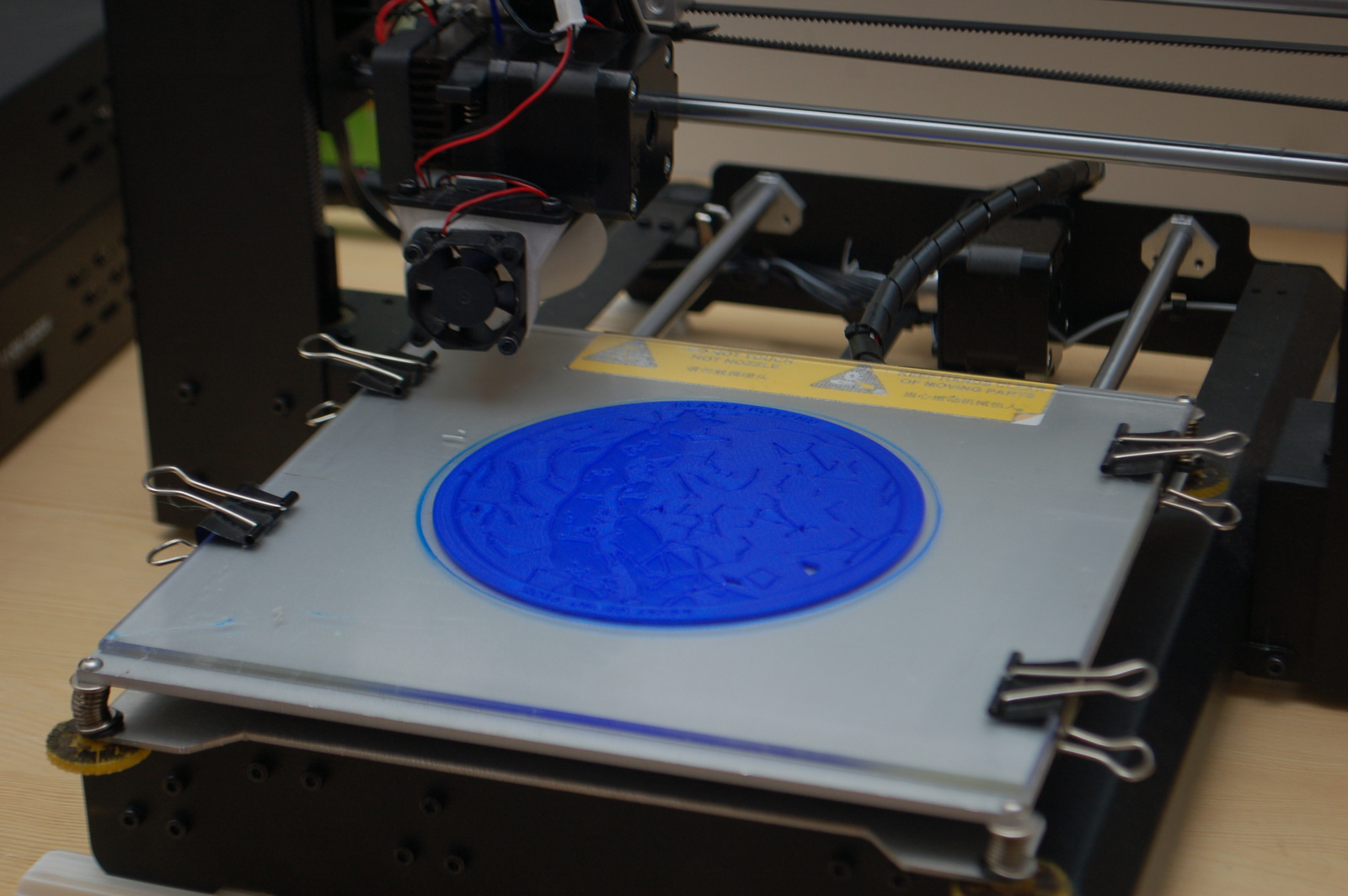
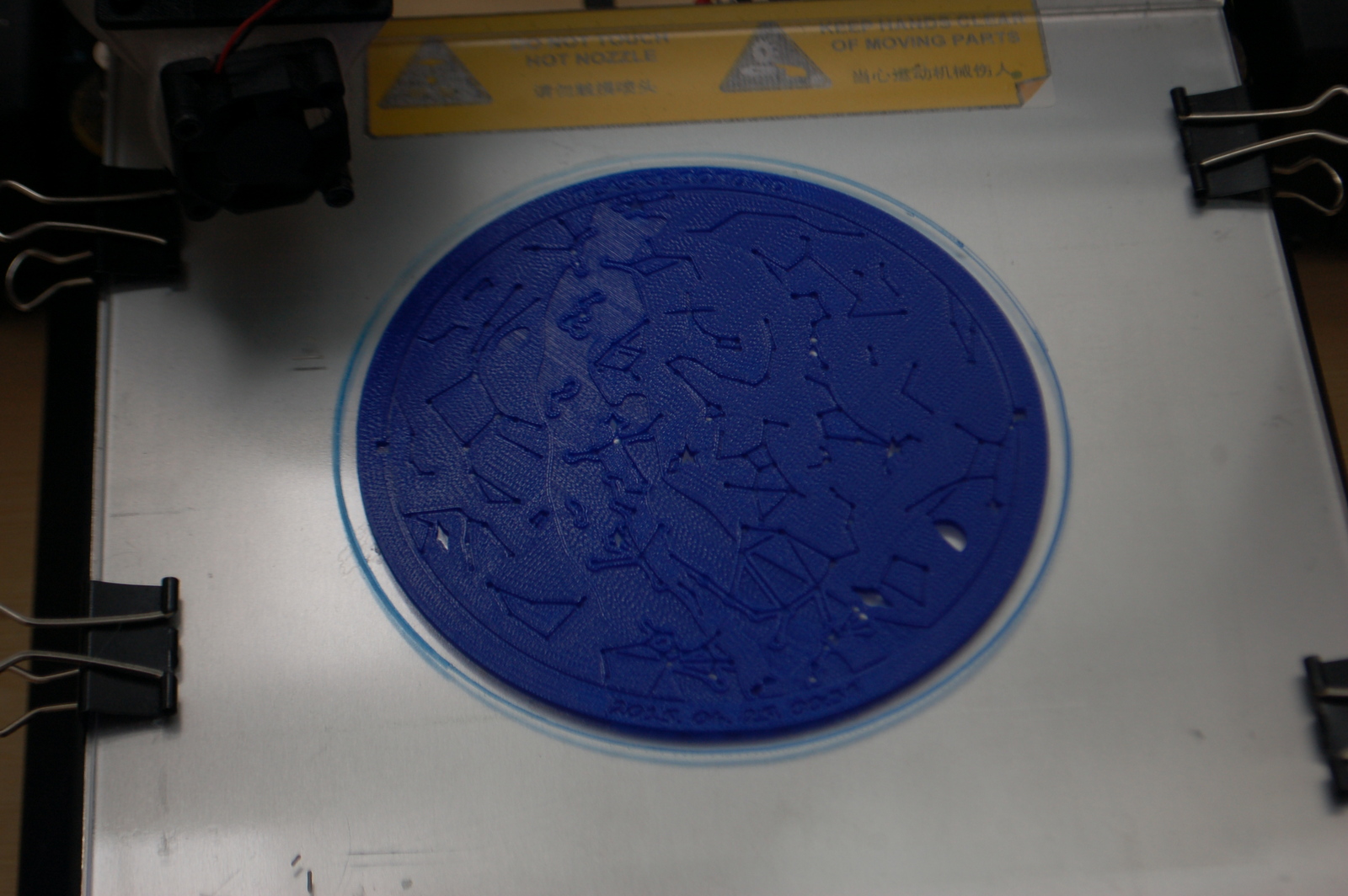


Az egyik ismerősöm talált ki egy nagyon kreatív és látványos ajándékötletet: egyedi csillagkép a született gyermek születésének időpontjáról. Mindössze két képből és azt 3D formátumra való konvertálásából áll elő a fenti modell. A két kép ebben az esetben:


A konvertálást ezzel a webes eszközzel végeztem: https://convertio.co/png-svg/, majd pedig tinkercad-ba beimportáltam az svg-t, és egymásra helyeztem. A szeletelést Simplify3D-ben csináltam (kicsit jobban ki tudja "átlagolni", ha az fúvóka átmérőnek nem egész számú többszöröse egy részlet, pl. vonal), 0.1mm-es rétegvastagsággal, kék PLA-val nyomtattam. Szerintem nagyon szép lett az eredmény!
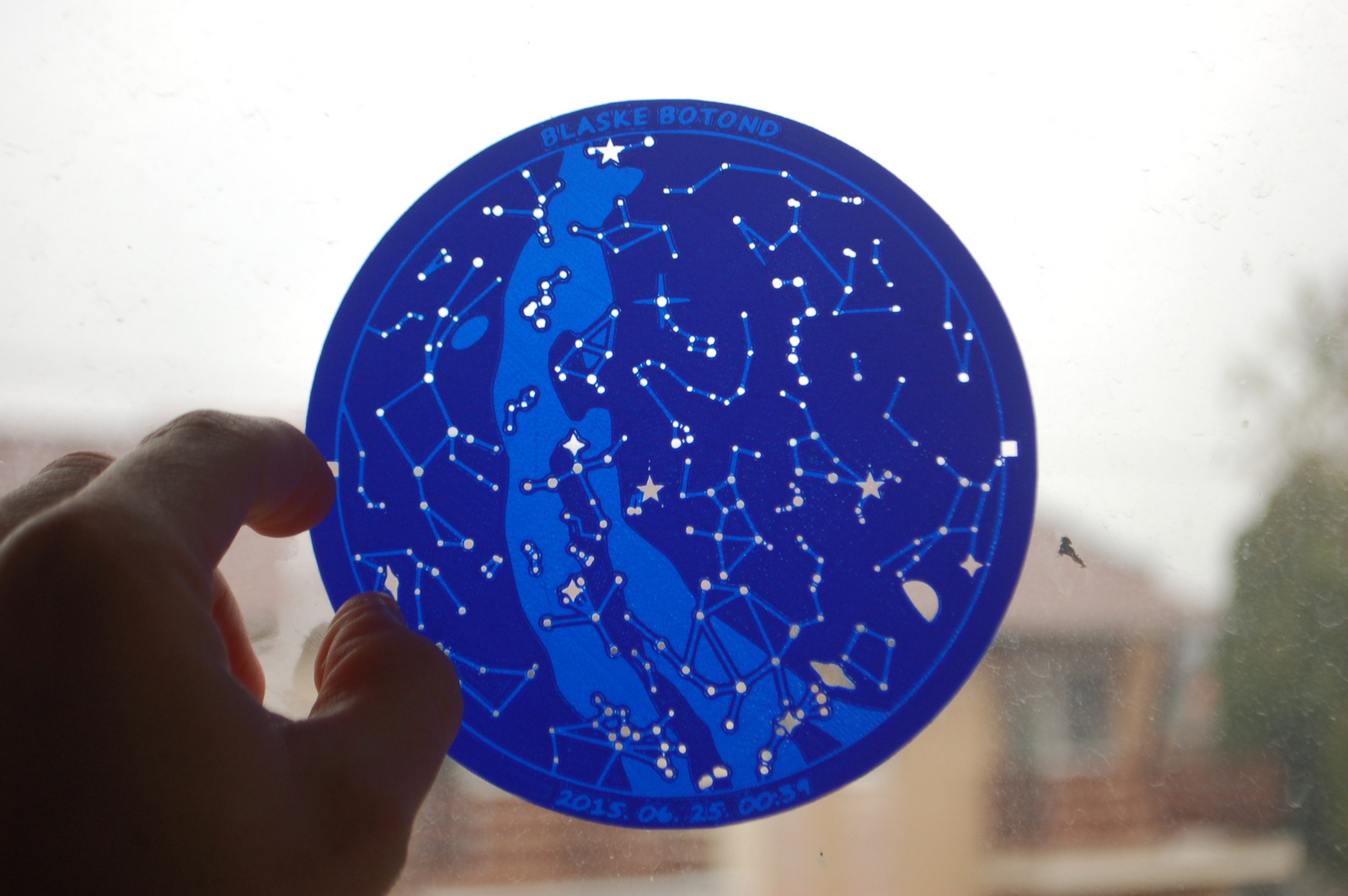
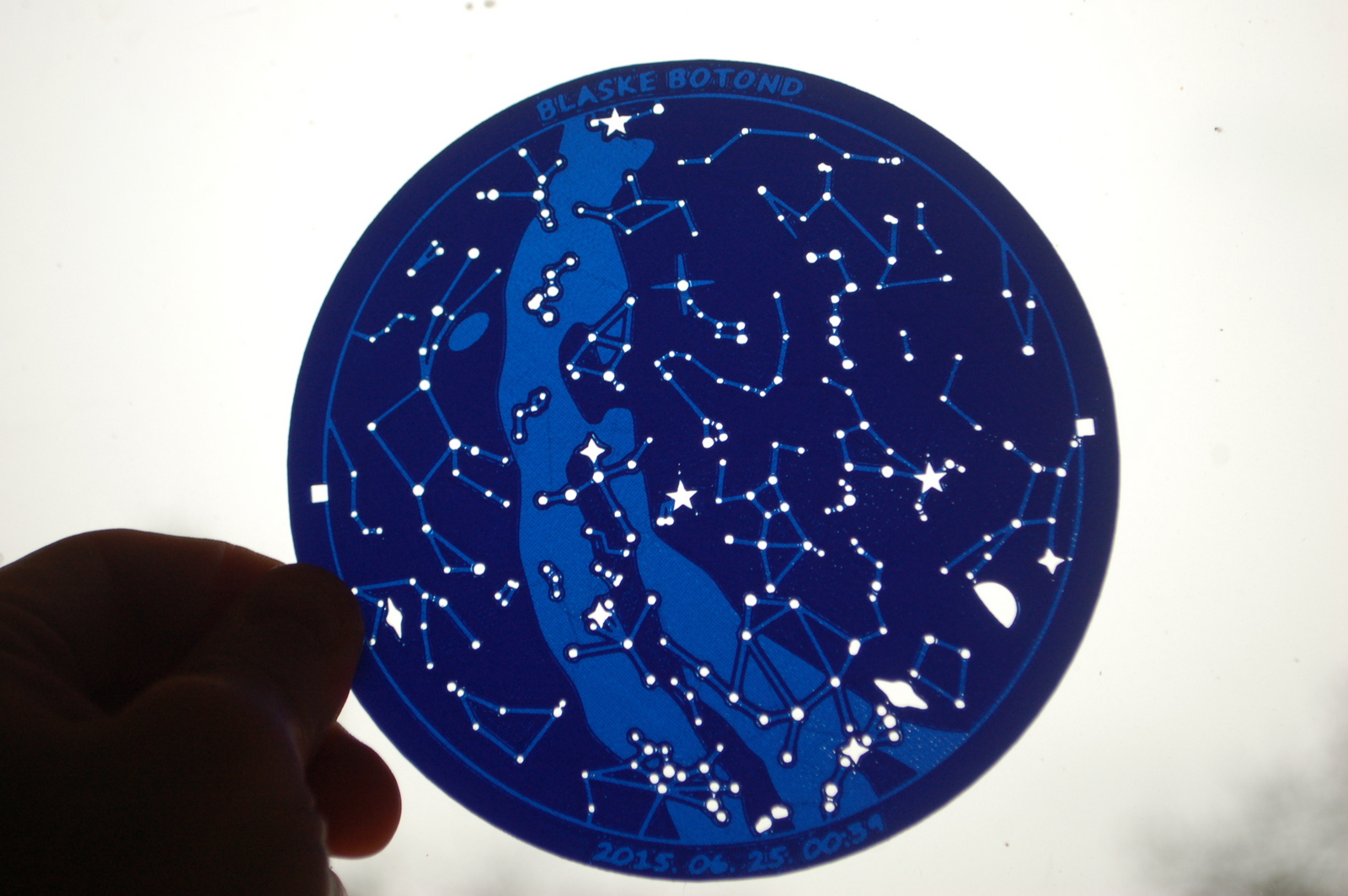
Az egyedüli probléma, hogy elég időigényes előállítani a csillagképet, hogy ki legyen terítve egy kör felületre és még jól is nézzen ki.
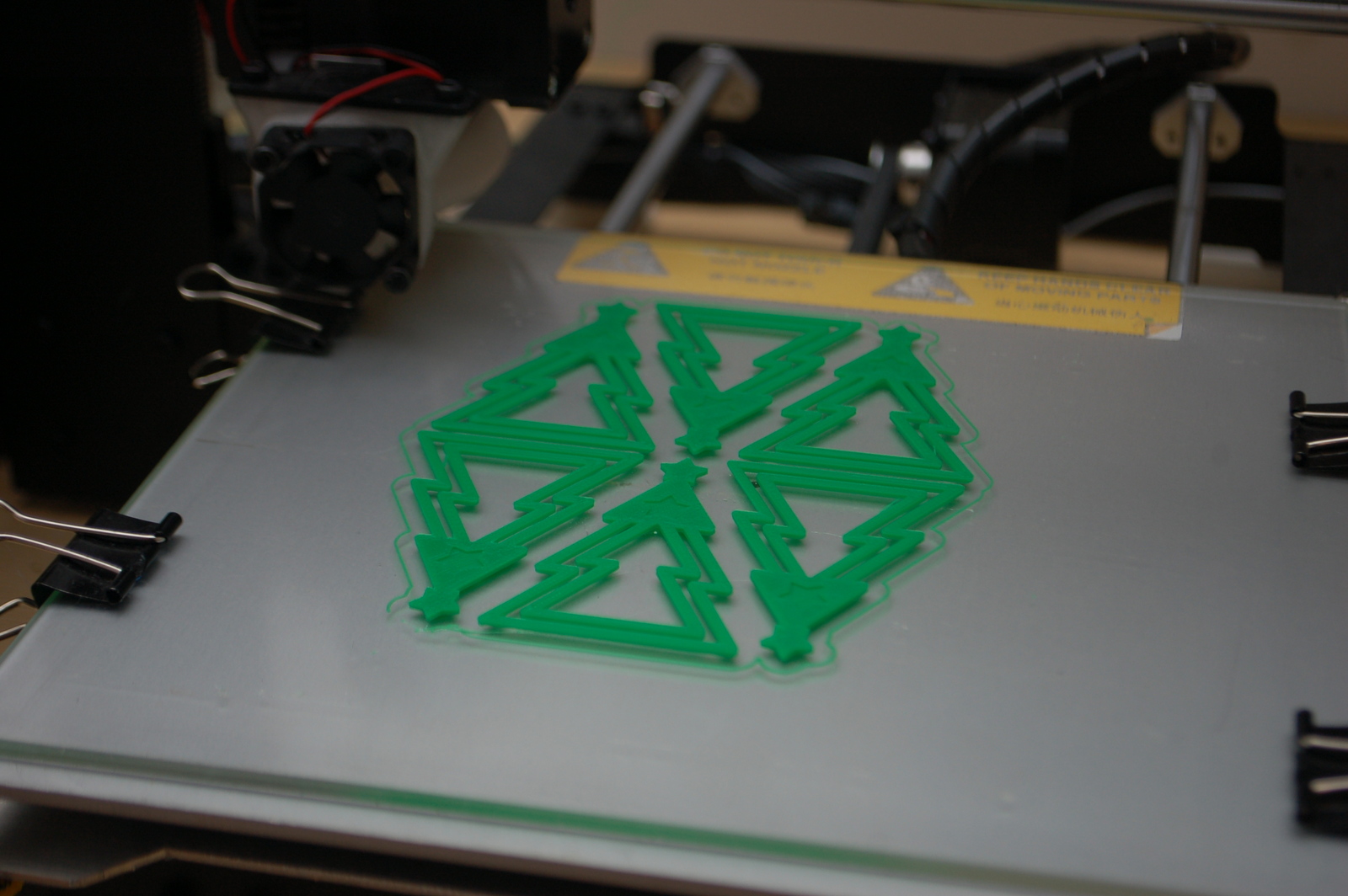


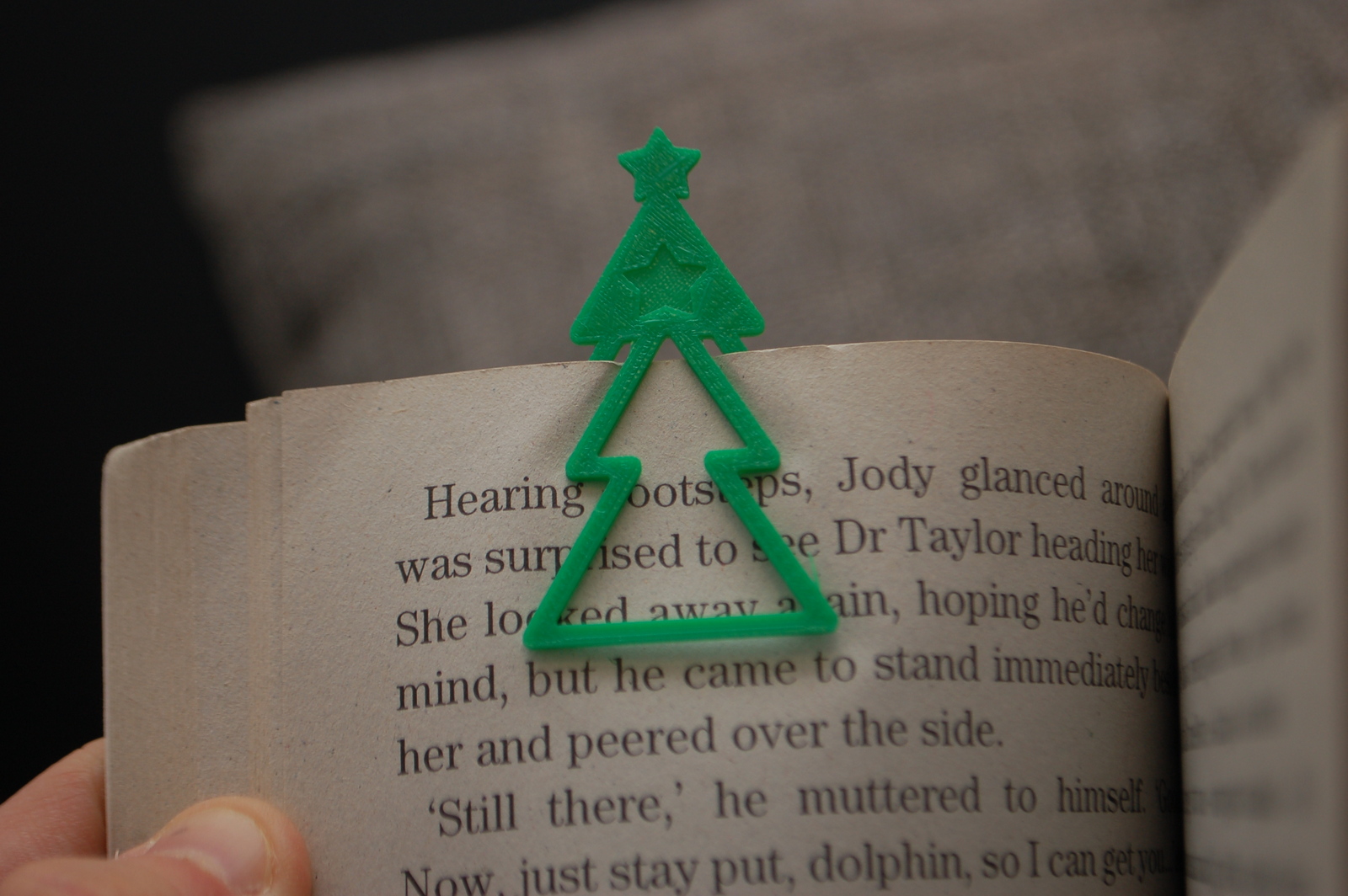
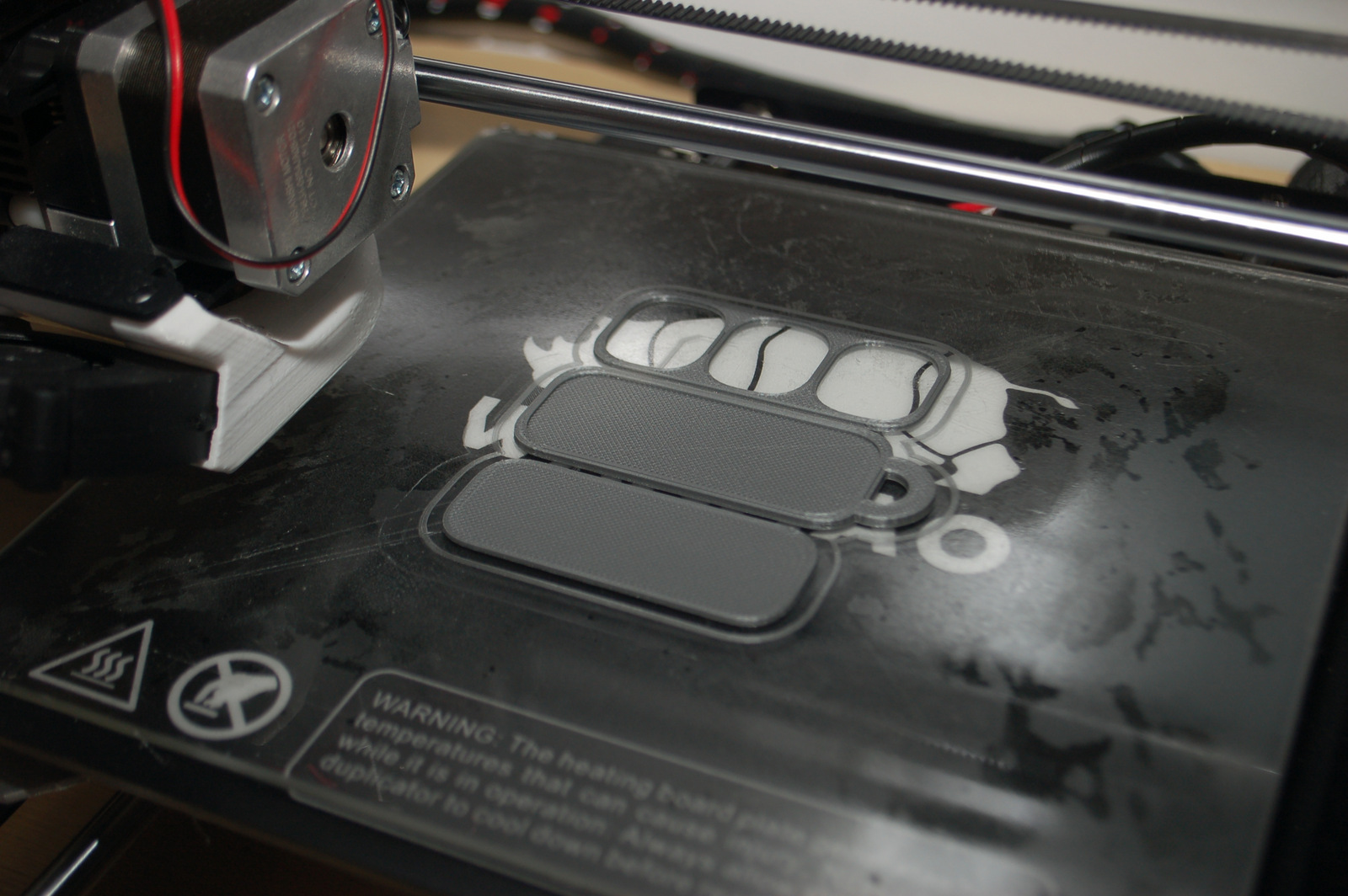
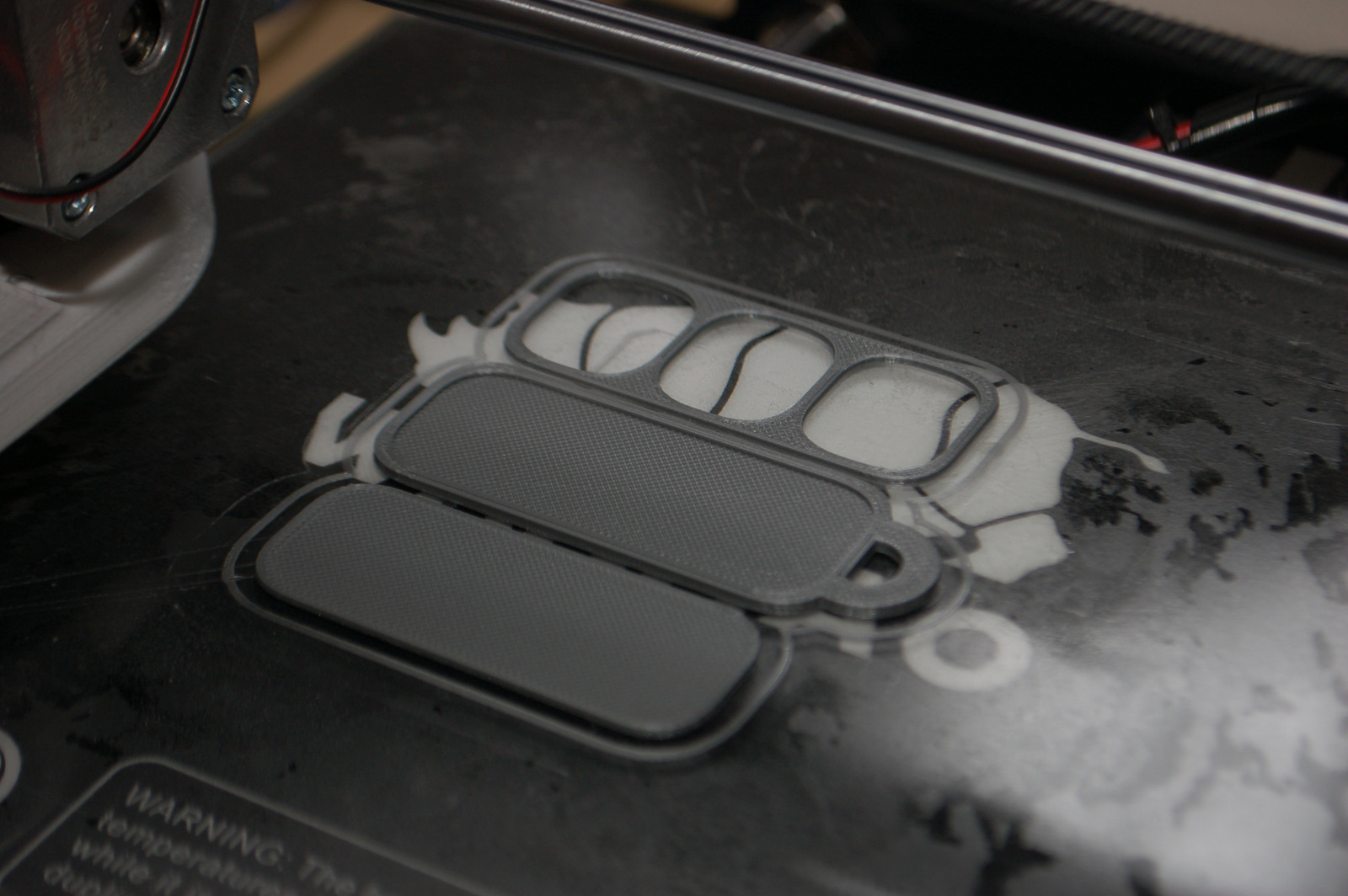
A feleségem szeretett volna a karácsonyi üdvözlőlapok mellé tenni kis apró ajándék gyanánt. Találtam egy jópofa de gyorsan nyomtatható és egyszerű könyvjelző modellt, amiből rögtön nyomtattam párat. 0.2mm-es rétegvastagsággal nyomtattam, normál sebességen, a Wanhao i3-mal, egyszerre többet. Így is hamar elkészült és egy jó kis ajándék lett szerintem.
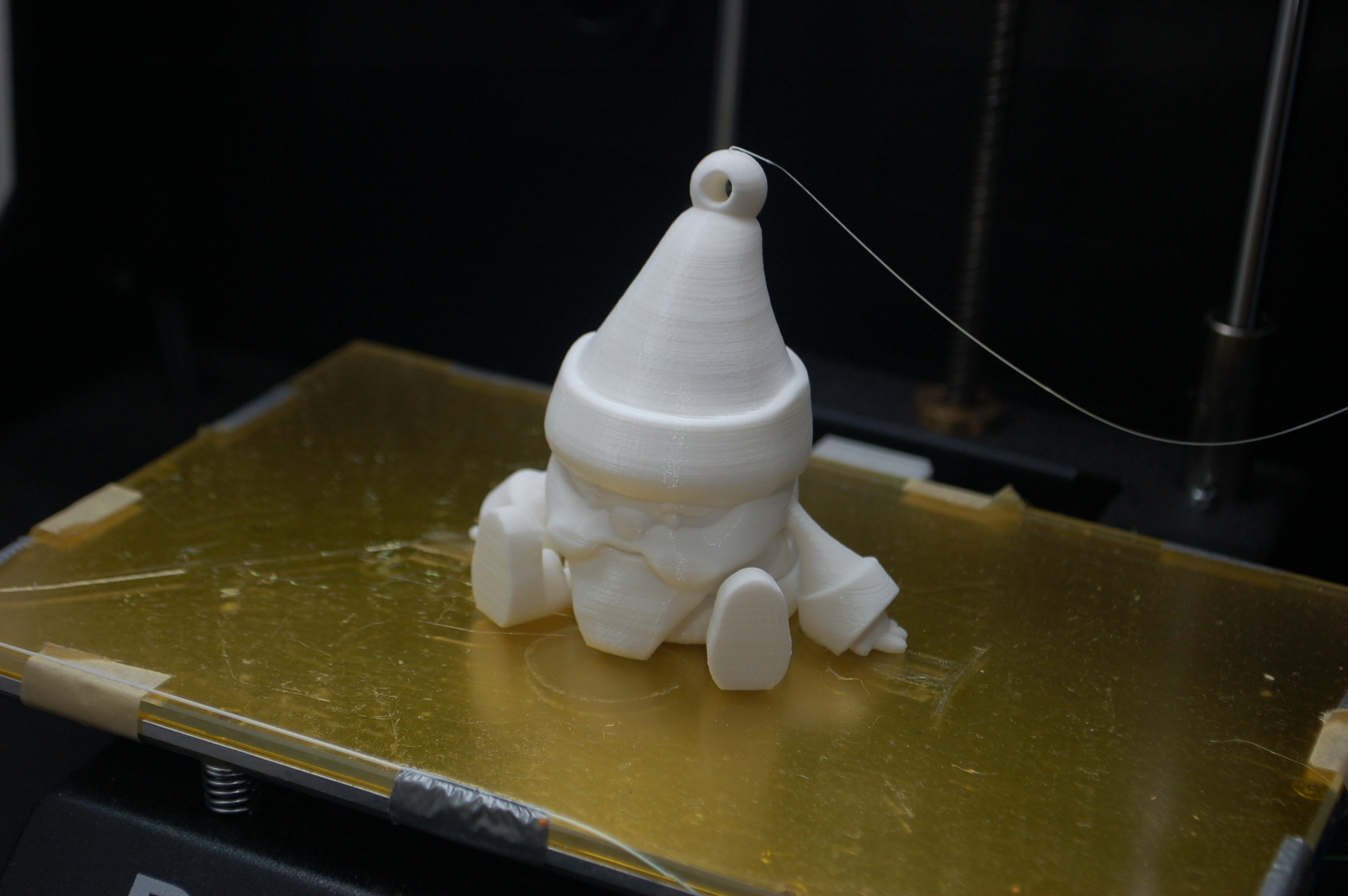
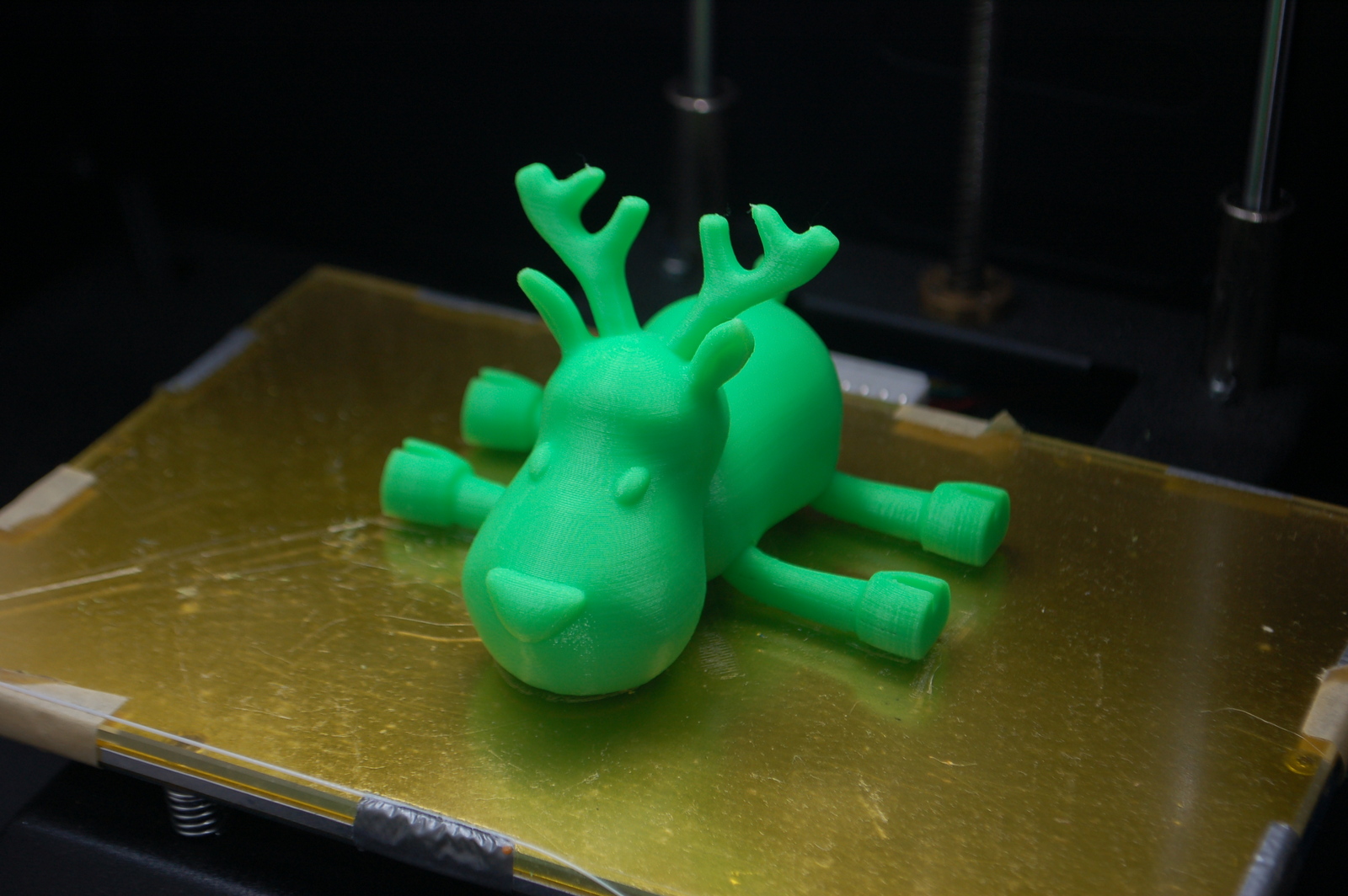
Megint egy forgatható, mozgatható modellt nyomtattam, ezúttal egy Mikulás témájút: télapó, rénszarvas, manó.
Az első kettőt (1 télapó, 1 rénszarvas) most kivételesen a D4S-en nyomtattam, mert az i3 éppen máshol volt akkor. De után a rénszarvast kinyomtattam az i3-mal, nem igazán látni rajta érdemi különbséget, mindkét nyomat nagyon szép lett. Mindkét esetben 0.2mm-es rétegvastagsággal nyomtattam, PLA-val.





És festés után (nem lett a legjobb, lehetne szebb is, de kezdésnek nem rossz):




Gizmo - a robot kutya modell egy érdekes összerakható, majd forgatható játék robot kutyus. Egy tálcán lett kinyomtatva az összes darab, 0.15mm-es rétegvastagsággal, szürke PLA-val, a Wanhao i3-mal.

És az elkészült kutyus, használat közben (kicsit érdekes felhasználását találta a kutyusnak a lánykám):





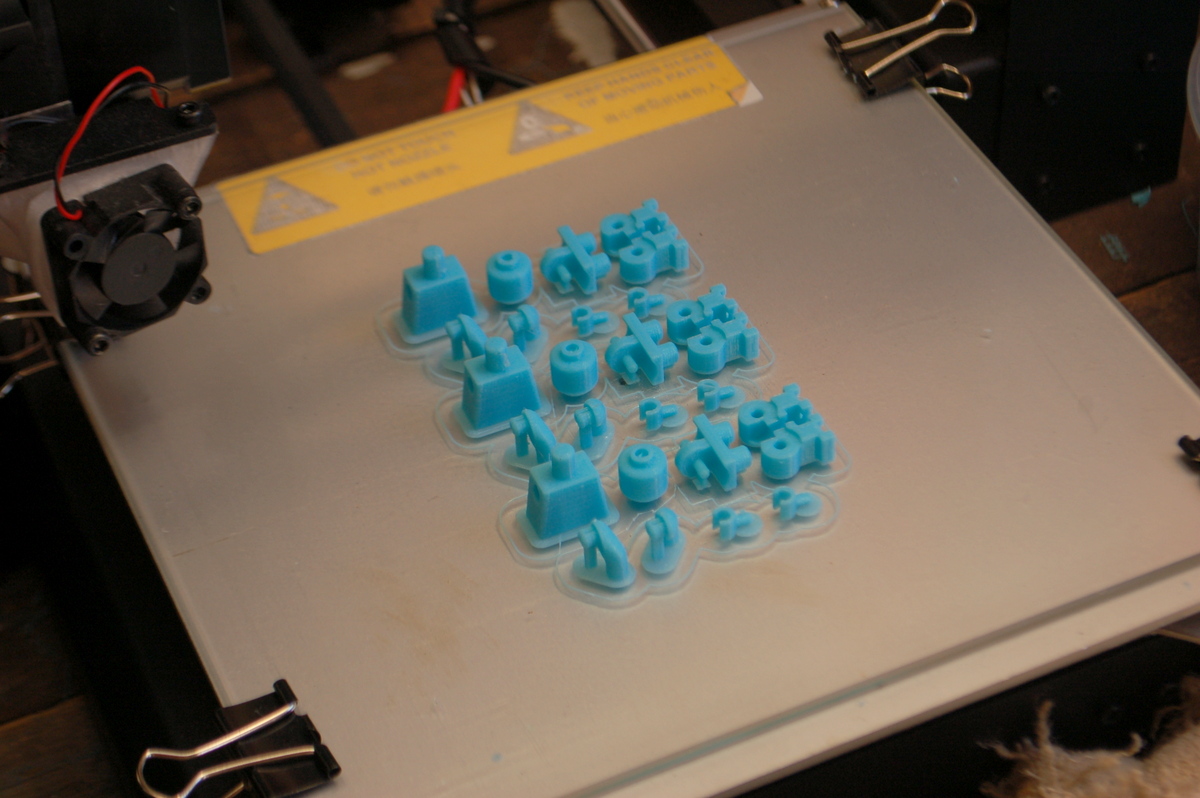


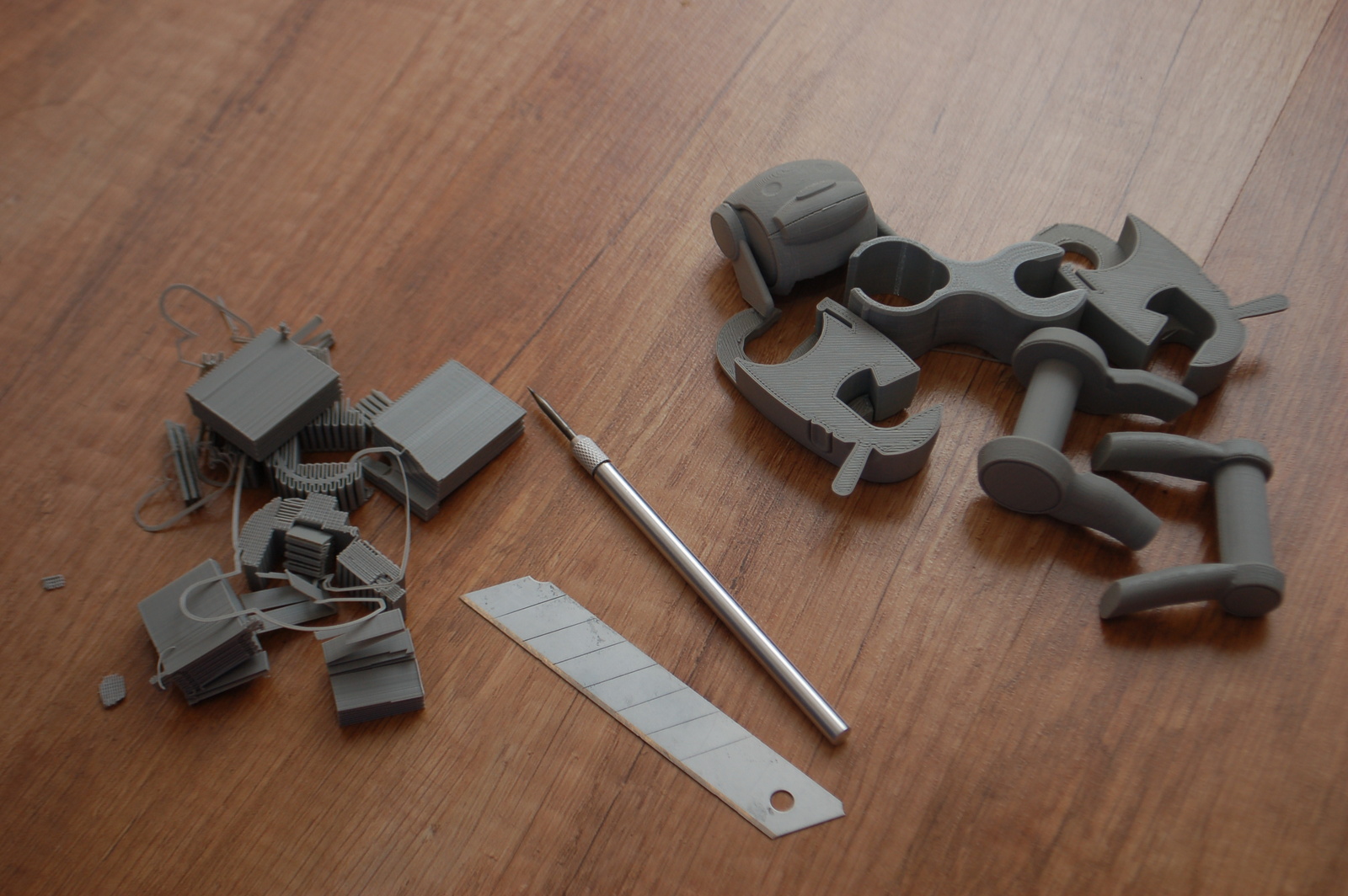
Korábban már nyomtattam egy Lego figurát illetve Lego kockákat is, de az a figura elég nagy volt. Most viszont találtam egy méretpontos Lego figurát, ami bizony kis mérete miatt elég nagy kihívás tud lenni.
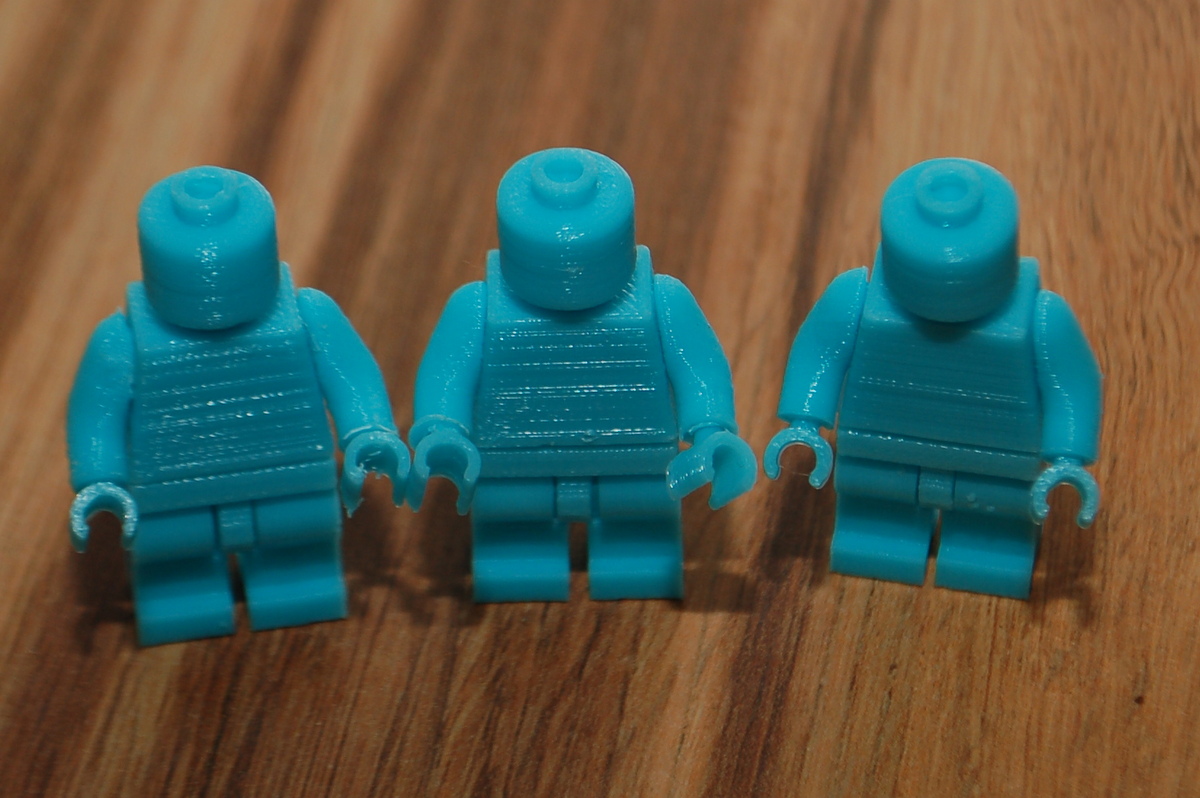
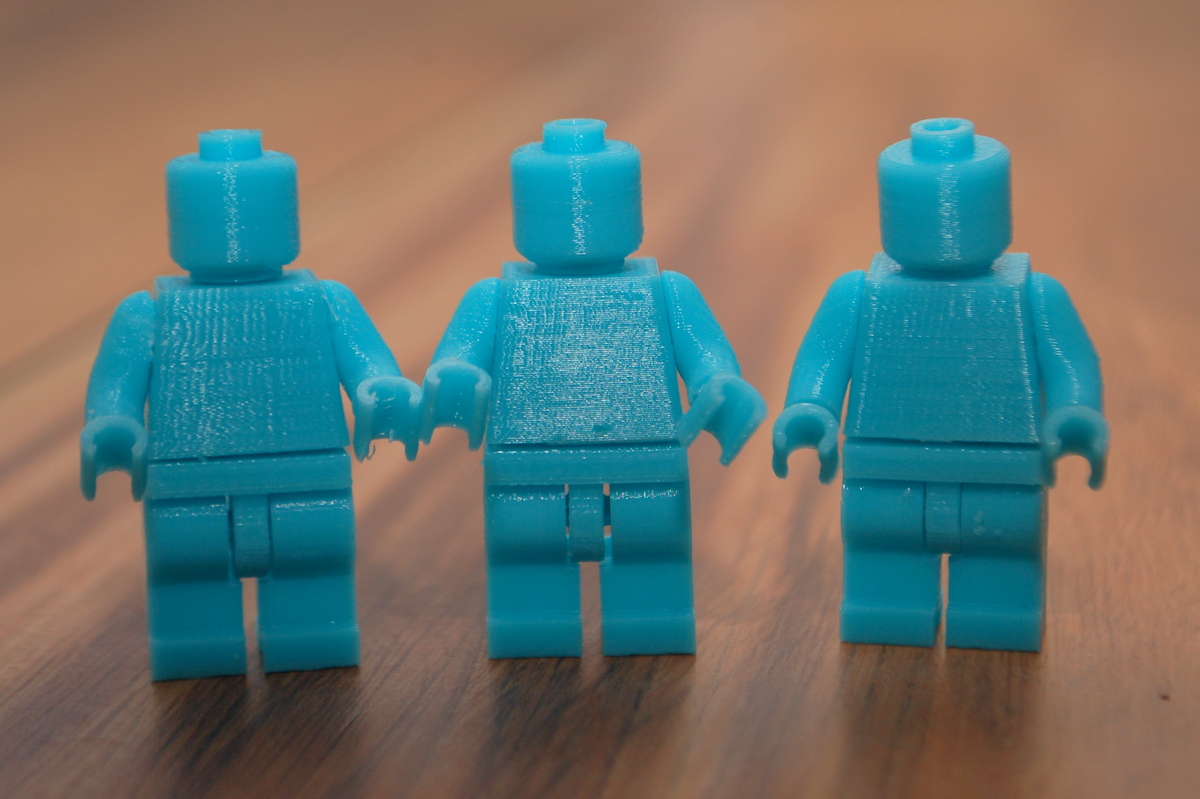
A kis méret miatt - hogy megnöveljem a "rétegidőt" - egyszerre hármat nyomtattam belőle. A modellt készítő által belemodellezett alátámasztás eltávolítása után elég könnyedén össze tudtam pattintani az elkészült darabkákat. 0.15mm-es rétegvastatsággal nyomtattam.
(Ez is jó megoldás tud lenni, ha már tisztában vagyunk a 3D nyomtatás sajátosságaival, akkor mi magunk is sokszor könnyebben eltávolítható alátámasztást modellezhetünk a modellbe.)
Már elég régóta rajta volt a teendő listámon a flexibilis anyag, egész pontosan az eSun Flexible PLA anyag kipróbálása. Az i3 nem hivatalos wiki oldalán van is róla pár megjegyzés, hogyan lehet használni, de ennél egy kicsit részletesebben szerettem volna irány mutatást adni arra nézve, mit kell módosítani az extrúderen hogy használni lehessen a szálat, illetve milyen nyomtatási és egyéb paramétereket érdemes figyelembe venni.
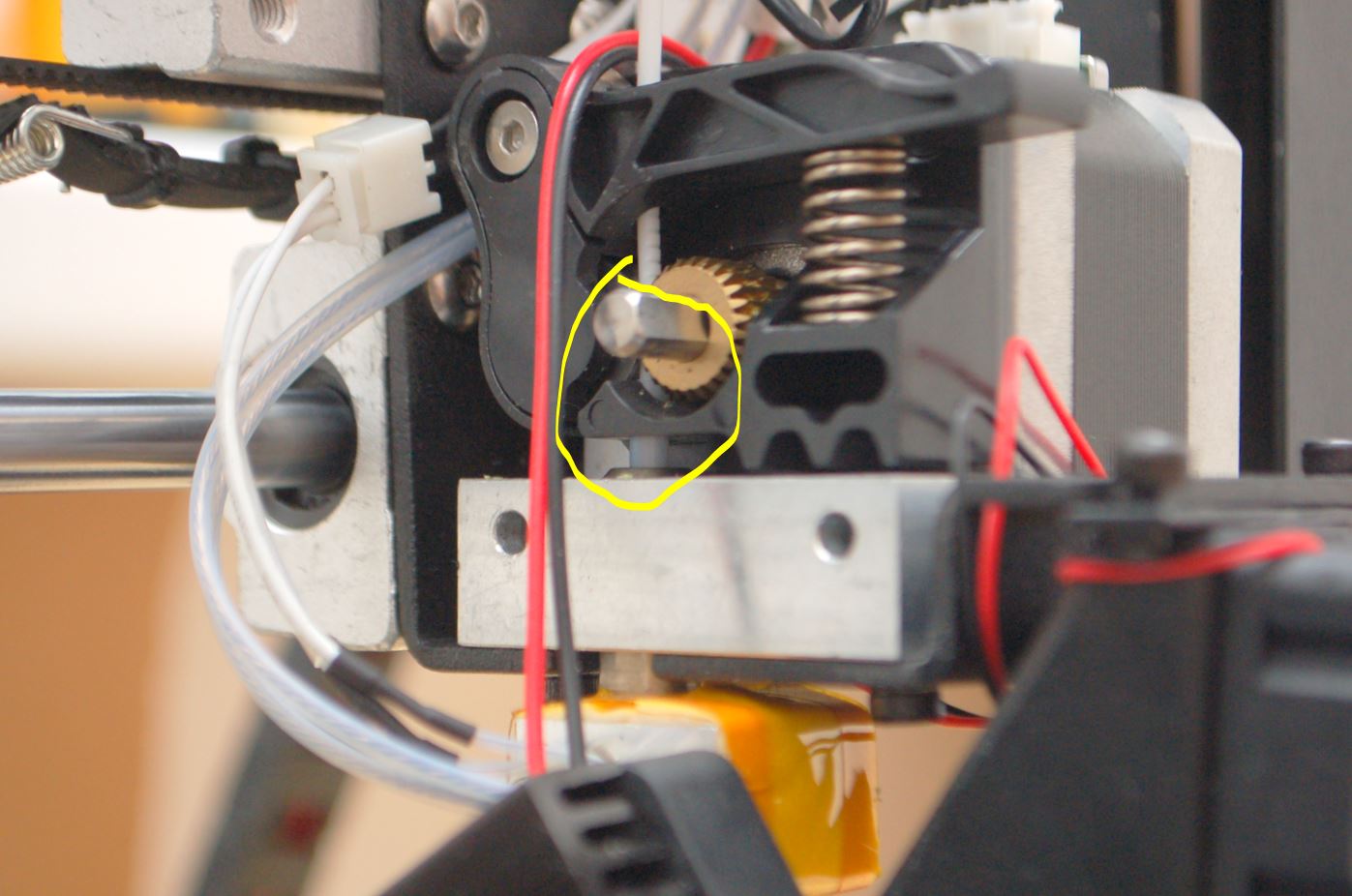
Az első lépés, hogy egy kicsit alakítanunk kell az extrúderen. Egészen pontosan az extrúder alu blokk és a műanyag száltovábbító blokk közé kell ékelnünk a képeken látható módon egy kis tefloncsövet. Ennek az értelme, hogy a flexibilis PLA az extrúdálás ill. szálvisszahúzás közben egyébként fel tudna "gabalyodni" a kettő között található kis résen, illetve a fogaskerékre. A teflon cső jobban megvezeti a szálat ezen a szakaszon. Az átalakítás után hagyhatjuk a teflon csövet a képen látható helyen, más anyagnál sem fog problémát okozni. A kis teflon cső külső átmérője 3mm, belső átmérője 2mm. Ilyen teflon cső van az MK9-es Wanhao extrúderben (a fúvóka betétje), igény esetén tudunk adni ilyet (személyes átvétel szükséges vagy postaköltség megtérítése).
A művelethez természetesen szét kell szednünk egy kicsit az extrúdert. Kikapcsolt állapotban csavarjuk le a nagyobb 4cm-es venti alsó részén lévő 2 db csavart és vegyük le a ventit, majd a léptetőmotort. Ékeljük be a kis teflon csövet.



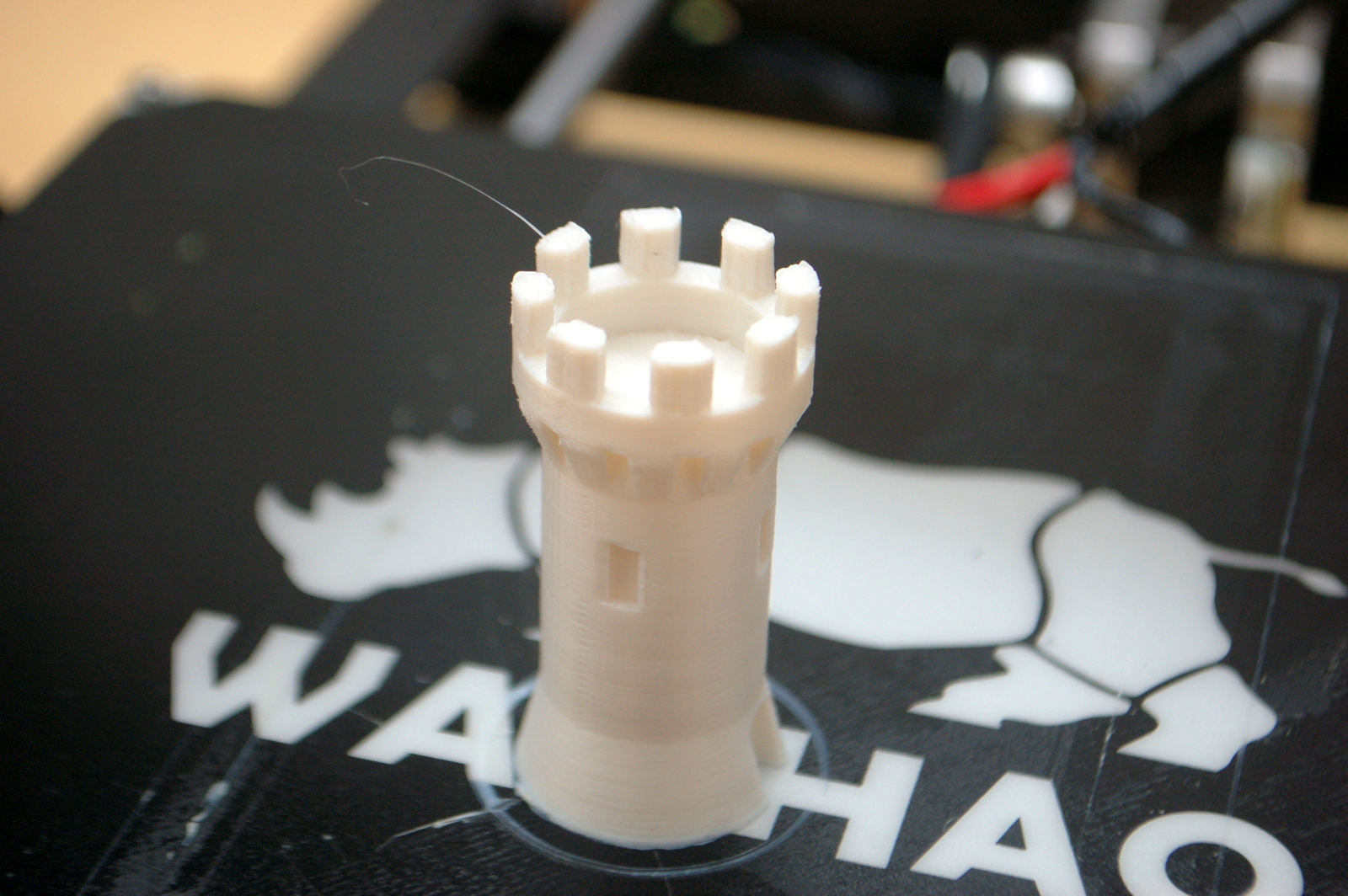
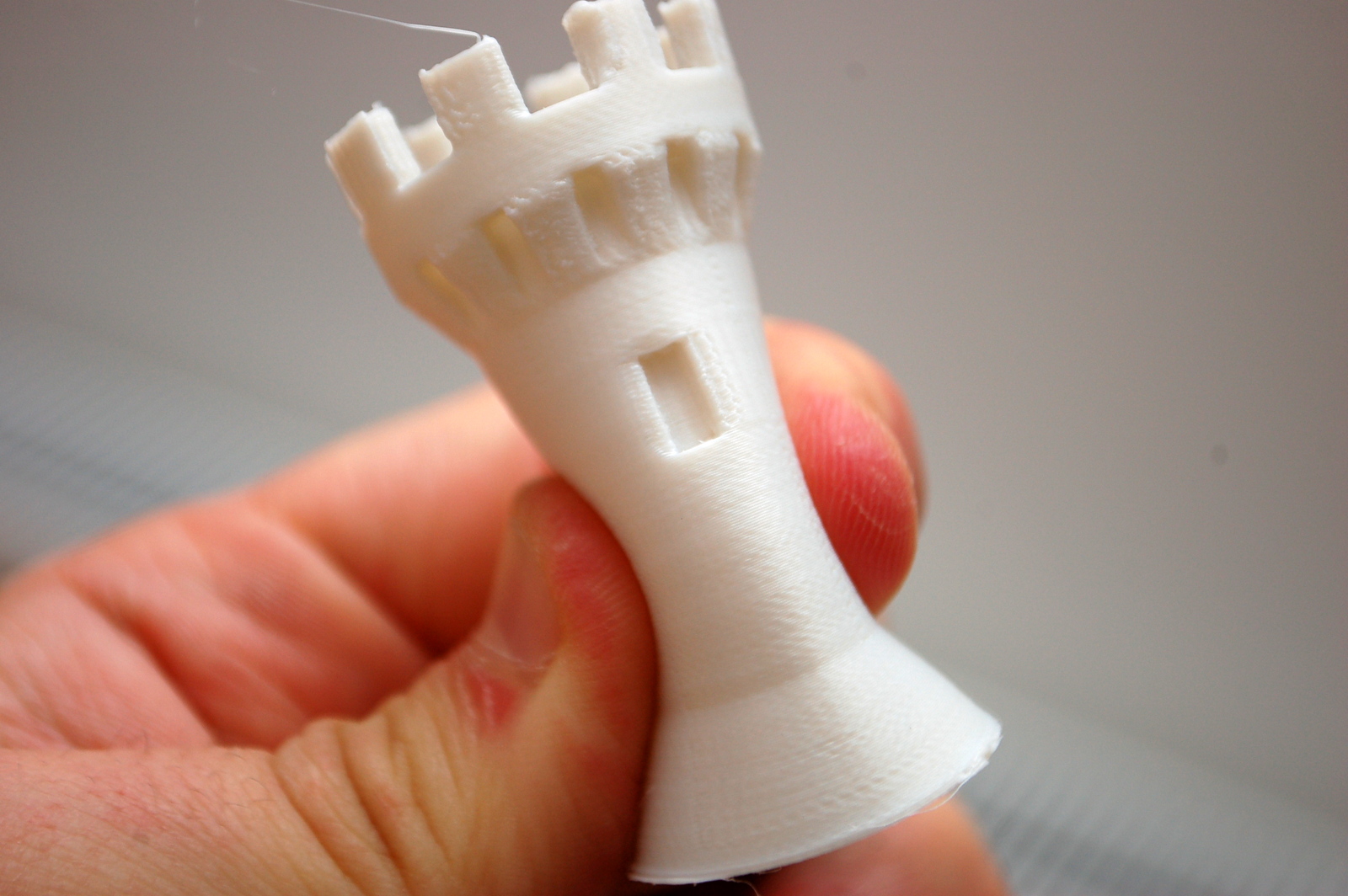
A két nyomtatott próba modell a klasszikus torony volt és a polip. Látható a képeken is, hogy mennyire össze lehet nyomni pl. a tornyot.





A Cura-ban PLA-hoz hasonló paramétereket (hőmérséklet, flow) állítsunk be, majd felezzük a sebességet és vegyük vissza a retraction sebességet és hosszt is. Itt egy profil, amit mi használtunk (még lehet rajta finomítani, de kezdésnek jó): Flex_Cura_02.ini
A flexibilis PLA anyagot jelenleg nem forgalmazzuk, de terveink között szerepel, nagyobb igény esetén. Addig is meg lehet rendelni pl. az Amazon-on.
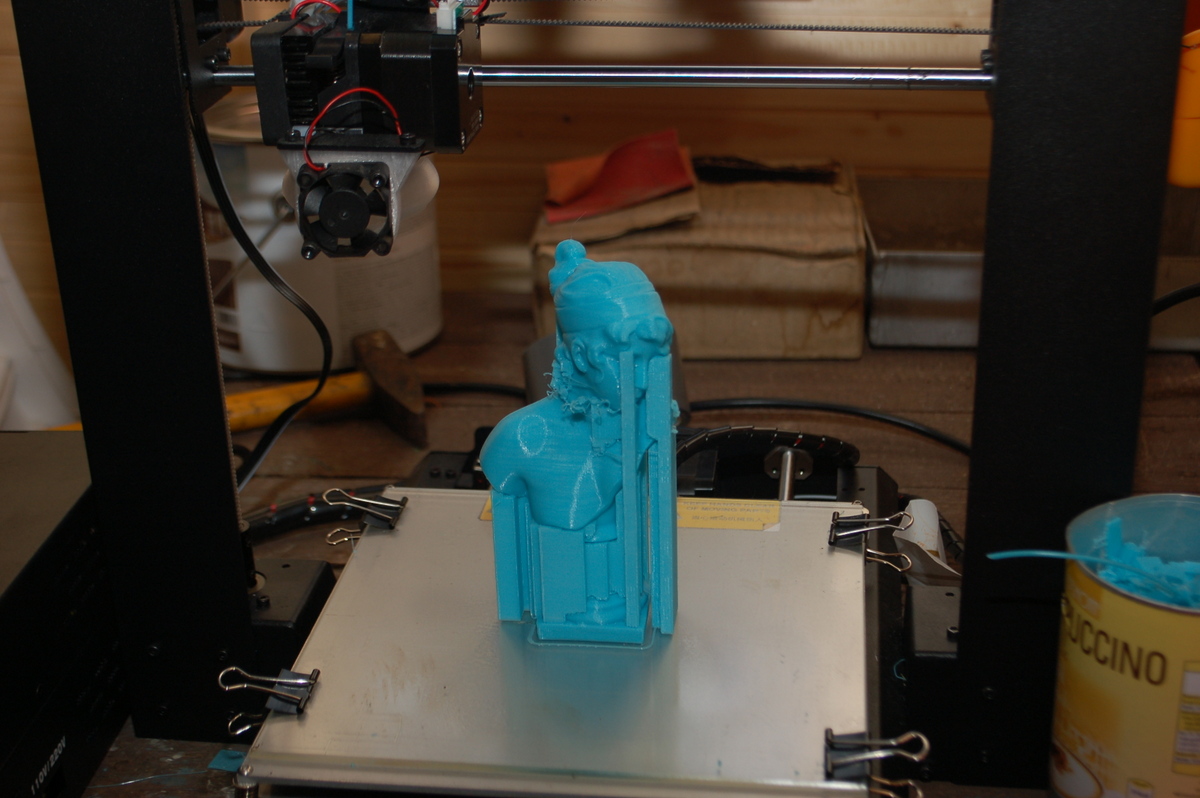








Szerettem volna egy szobrászati / művészeti jellegű dolgot nyomtatni az i3-mal, hogy látszódjon, azt is milyen szép minőségben nyomtatja a nyomtató. És itt most megint alátámasztásra volt szükségem, úgyhogy egyúttal kipróbáltam a Simplify3D-ben lévő automatikus alátámasztást, mert több helyen írták, hogy azt sokkal könnyebb eltávolítani, és kevésé marad meg a helye.
Ez be is igazolódot. Igaz, hogy a nyomtatási idő (köszönhetően a 100 mikronos rétegvastagságnak és az alámasztása struktúrák okozta többletnek) 8 óra volt, de nagyon szép lett a tágy felülete. Ezt már szerintem simán lehetne akár festeni is rögtön, annyira szép a rétegezettség.
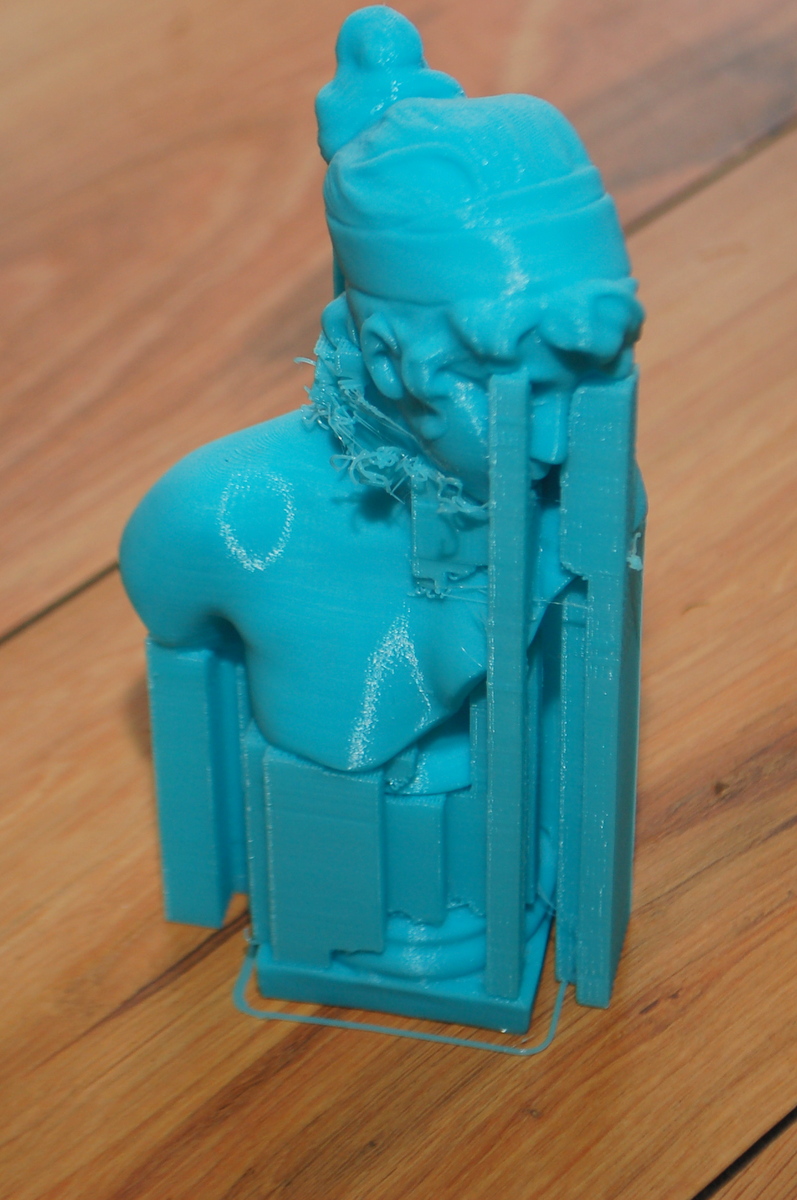
A nyomtatott tárgy egy szkennelt mellszobor amúgy de az eredeti tárgy is igen részletgazdag.
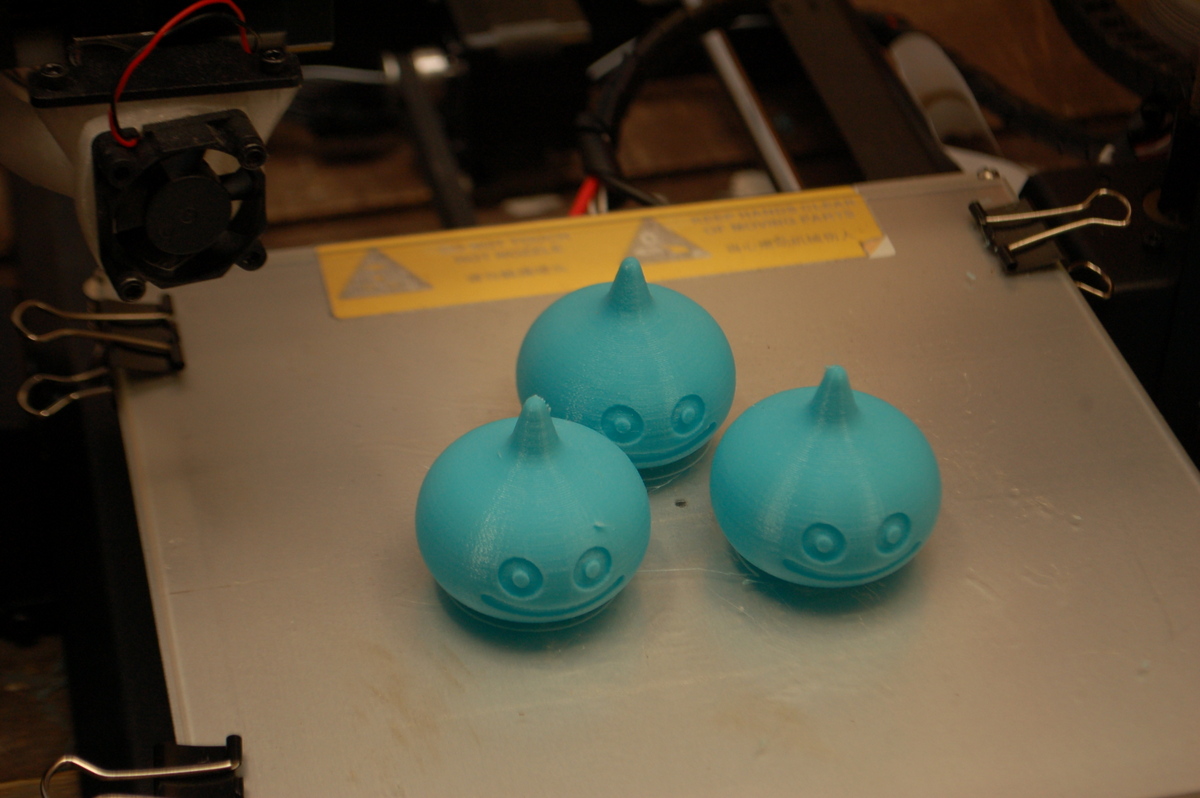




Ez egy egyszerű és jópofa játék, kis csepp alakú figurák, amiket egymásra lehet tenni. Ami matt érdekes a 3D nyomtatás szempontjából, hogy ezt a tárgyat kitöltés nélkül (0% inflill) nyomtattam, ugyanis a tárgy még pont lehetővé tette, hogy a következő réteg még az alatta lévő rétegre kerüljün, megtámassza azt. Erre kisérletezéssel illetve némi tapasztalattal tudunk rájönni, vagy ha külön írja a tárgy készítője, hogy lehetséges így nyomtatni.
Természetesen egy ilyen tárgy kicsit gyengébb, mint mondjuk egy 10-15%-os kitöltésű tárgy, de ez sokszor nem fontos. A kitöltés elhagyásával, időt és anyagot spórolunk, és a tárgy is könyebb lesz! Kék PLA, 0.2mm, Wanhao i3.
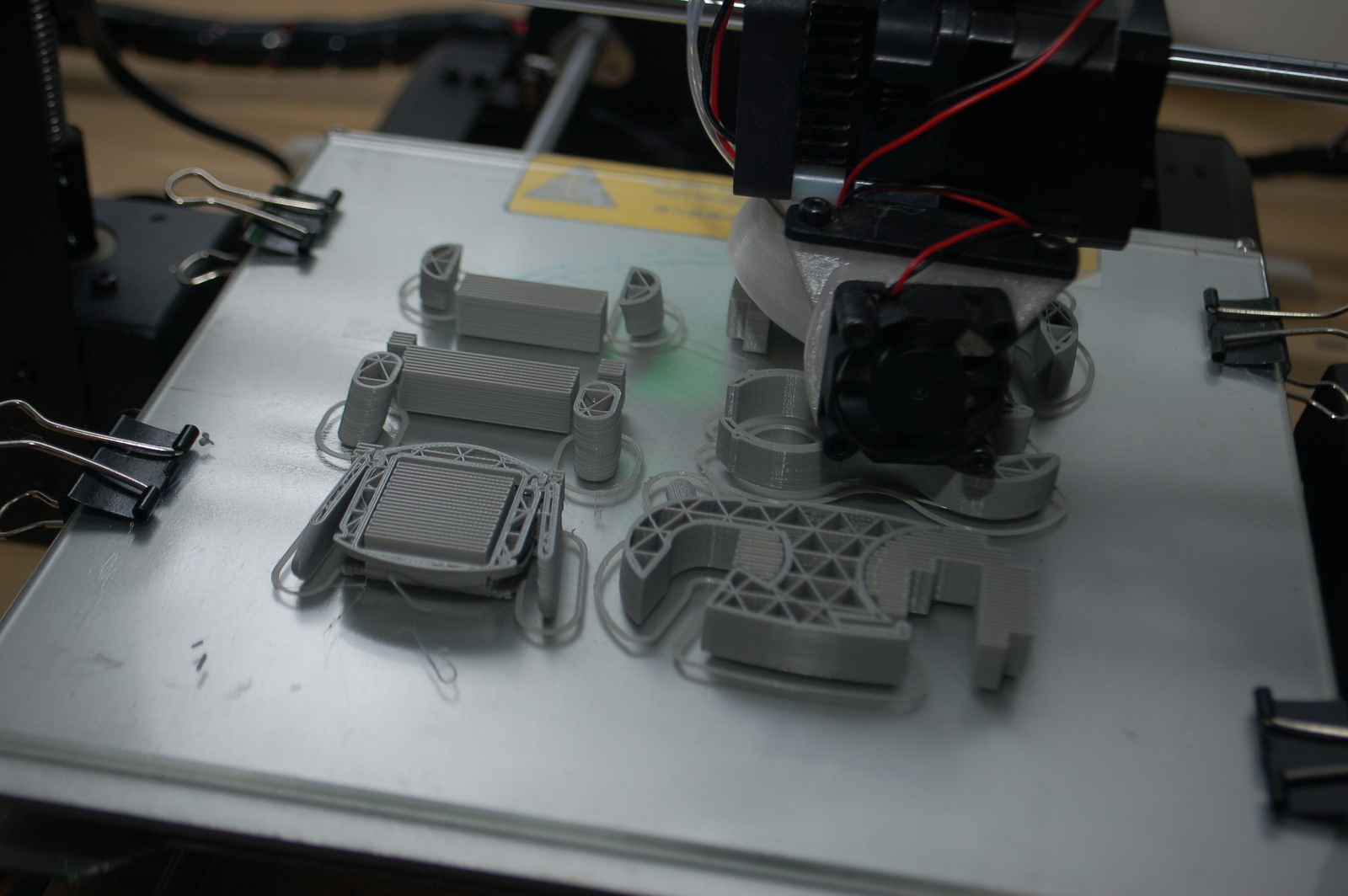
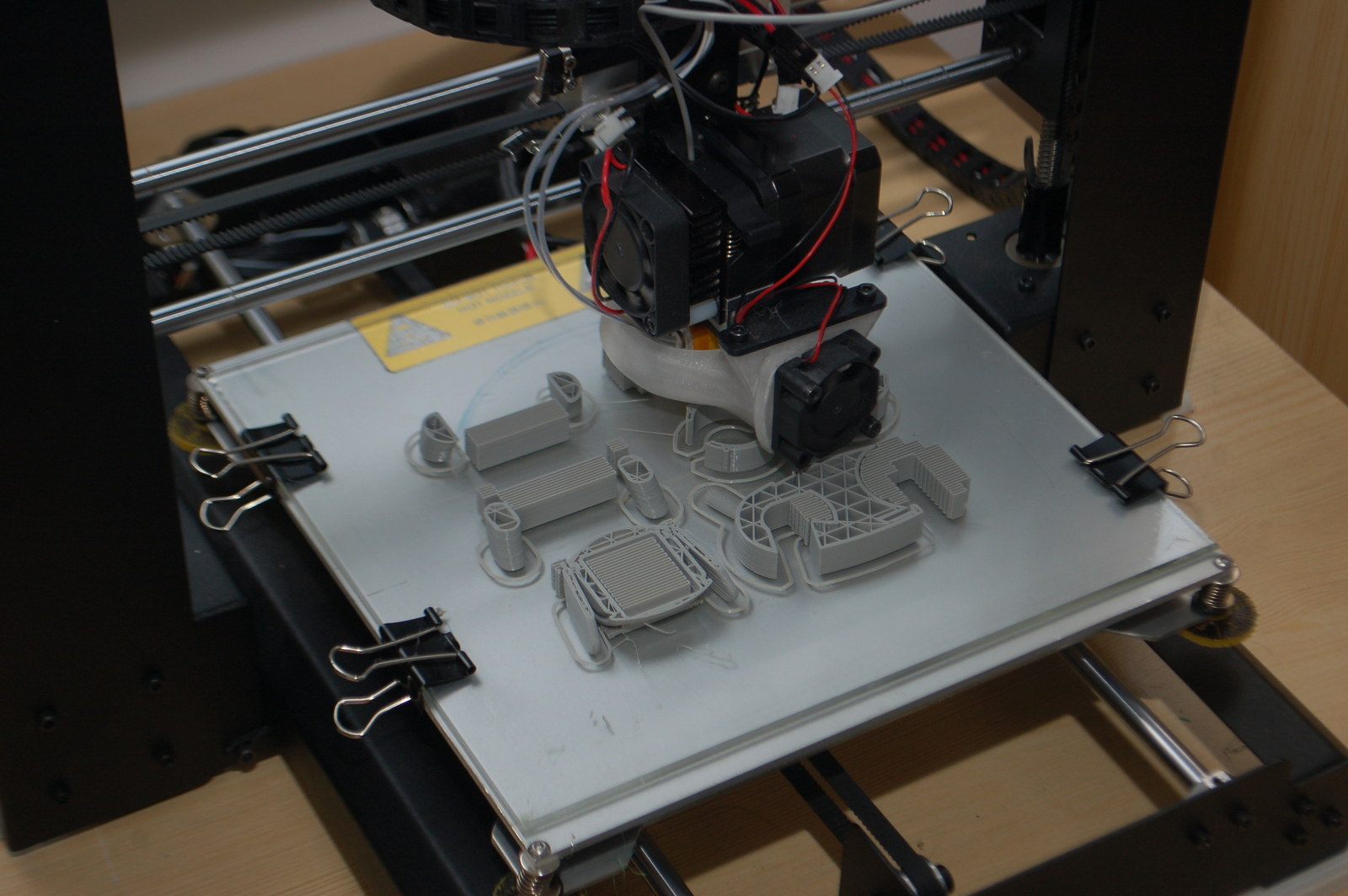
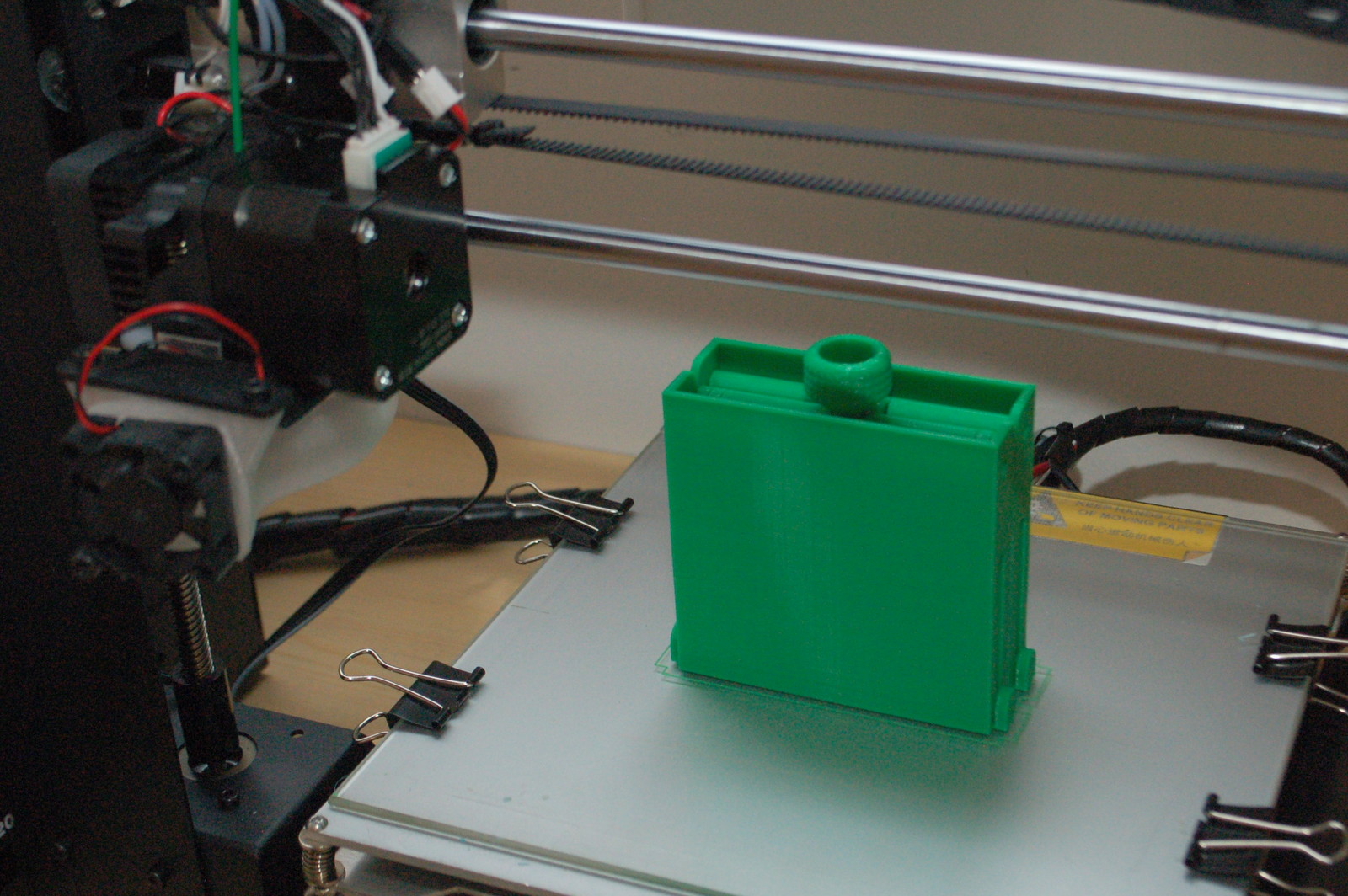
Ez egy nagyon profin kidolgozott emelő 3D modell, kifejezetten 3D nyomtatásra. Remekül szemlélteti, hogy mit lehet 3D nyomtatóval már nyomtatni: külön darabok nyomtatása nélkül, egy jól megtervezett modell egyben is mozgathatóvá, állítgathatóvá válik.
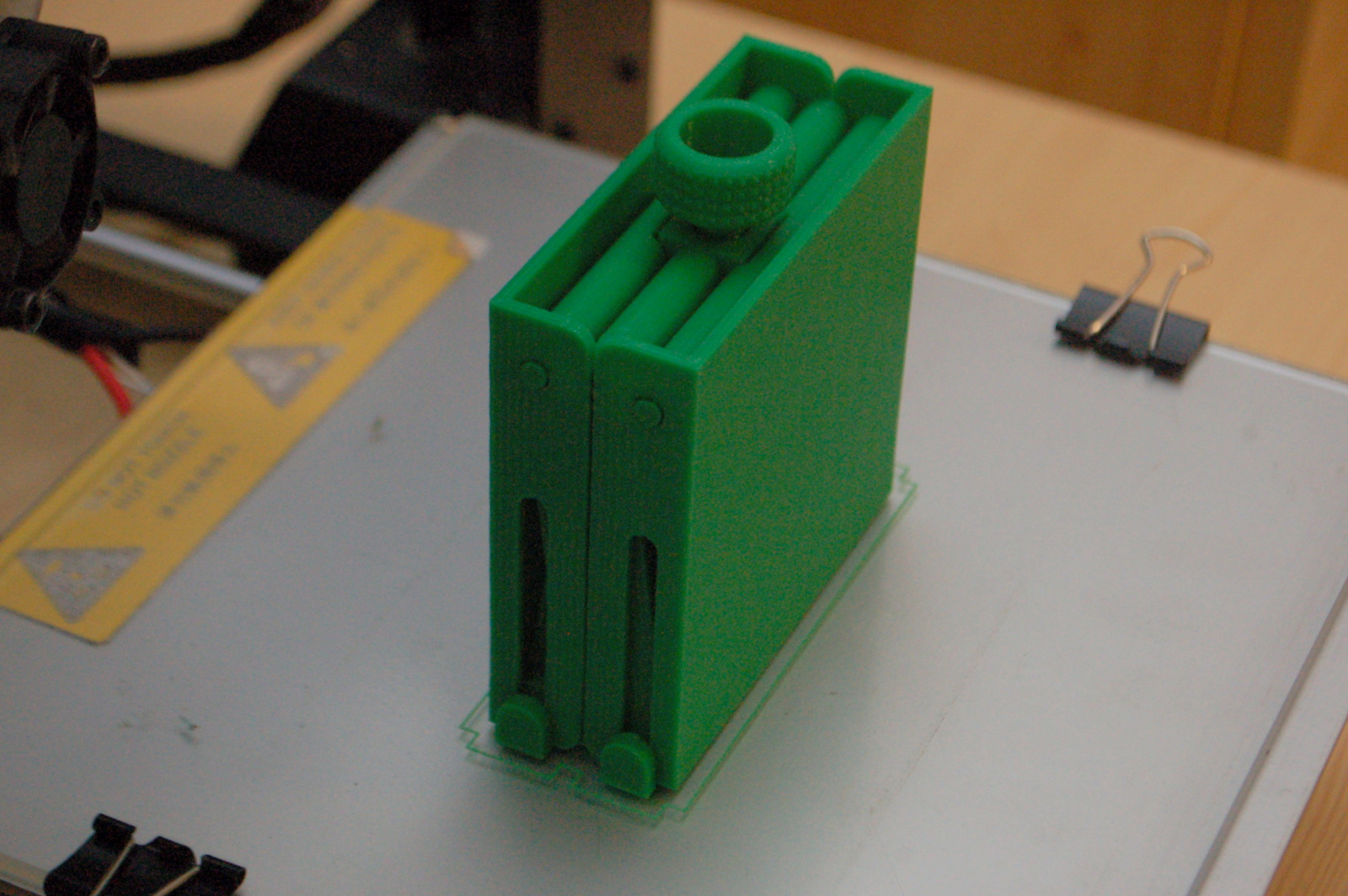
Nyomtatás közben:

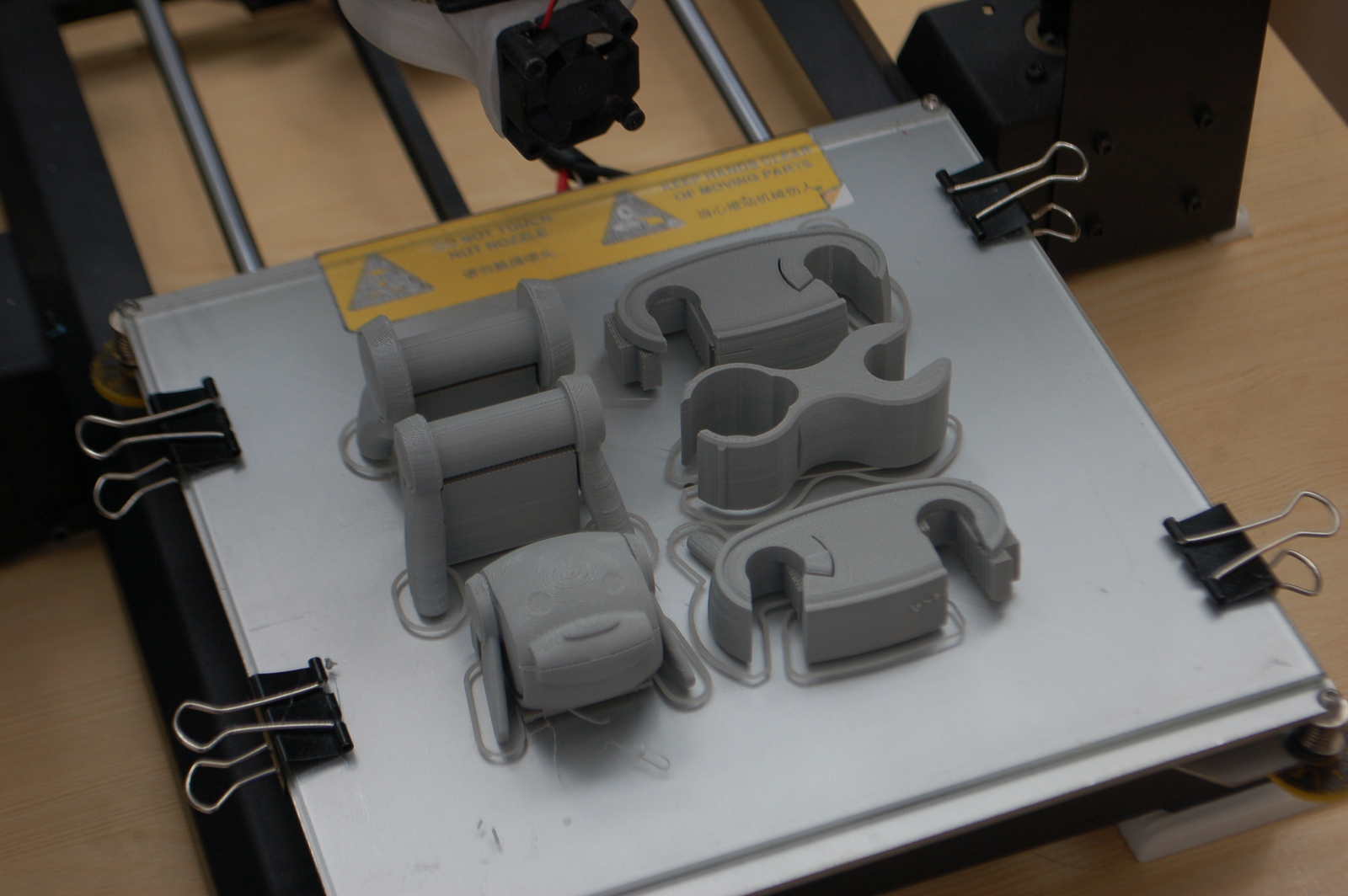
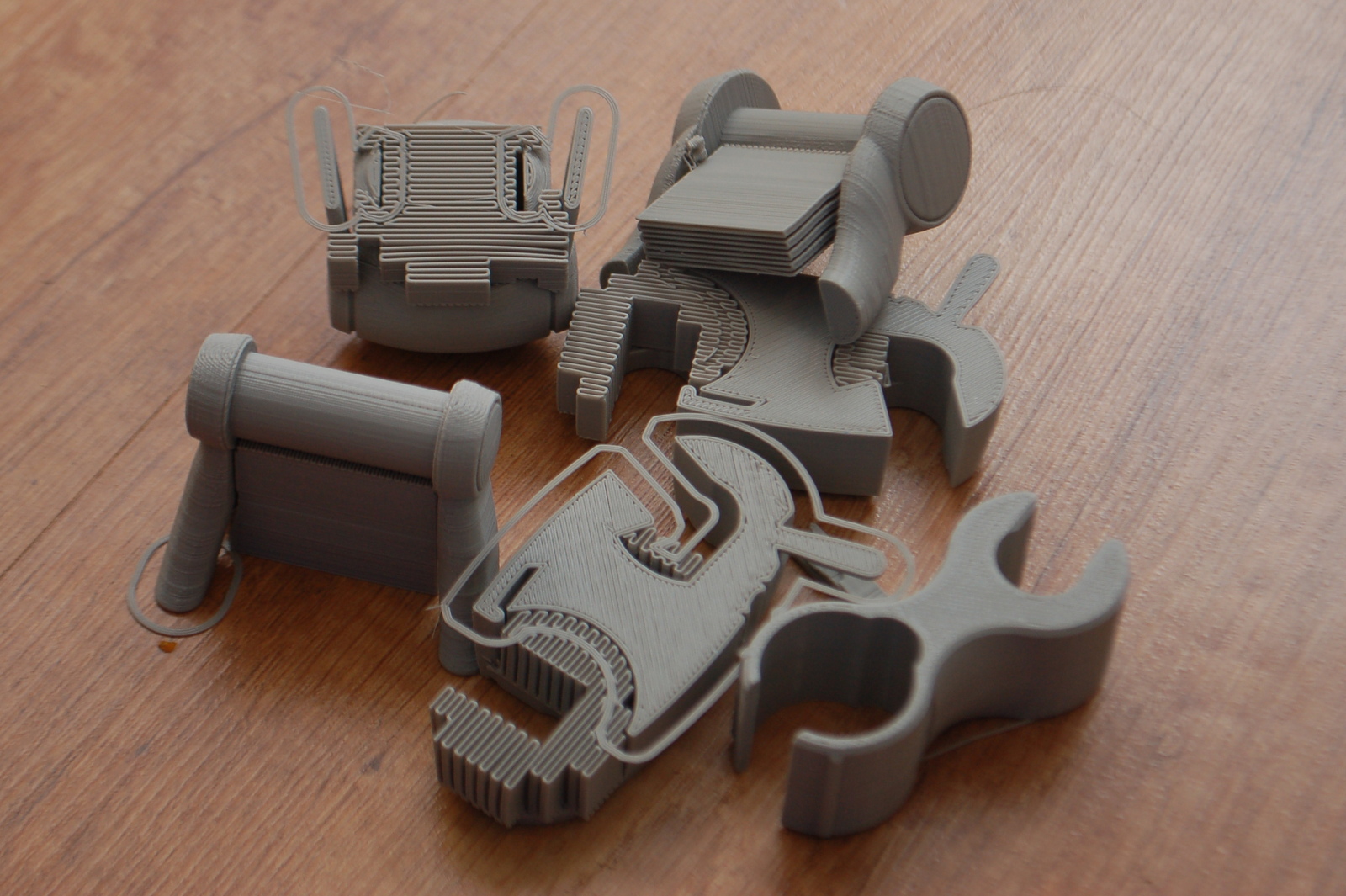
Az elkészült modell:
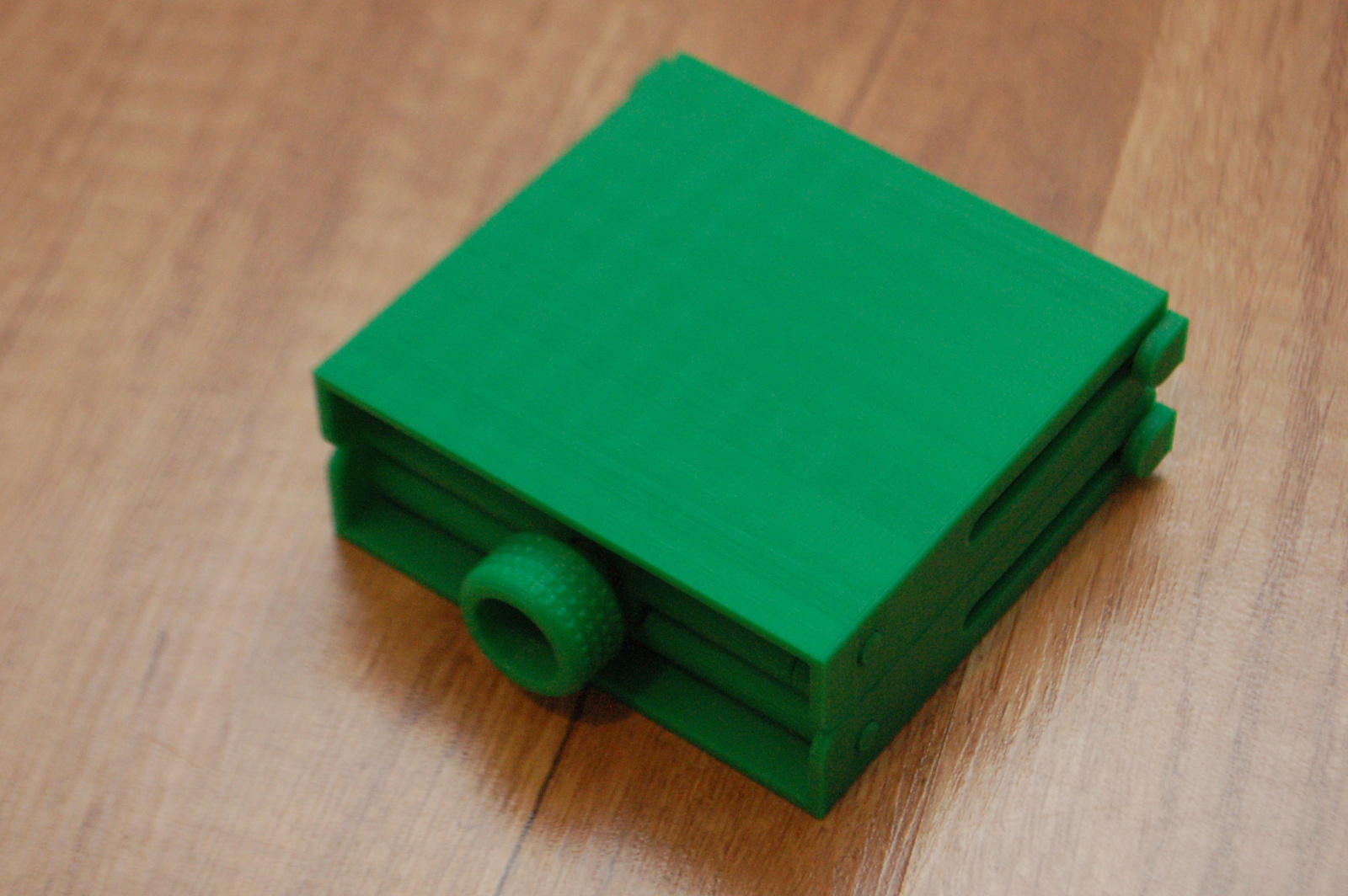
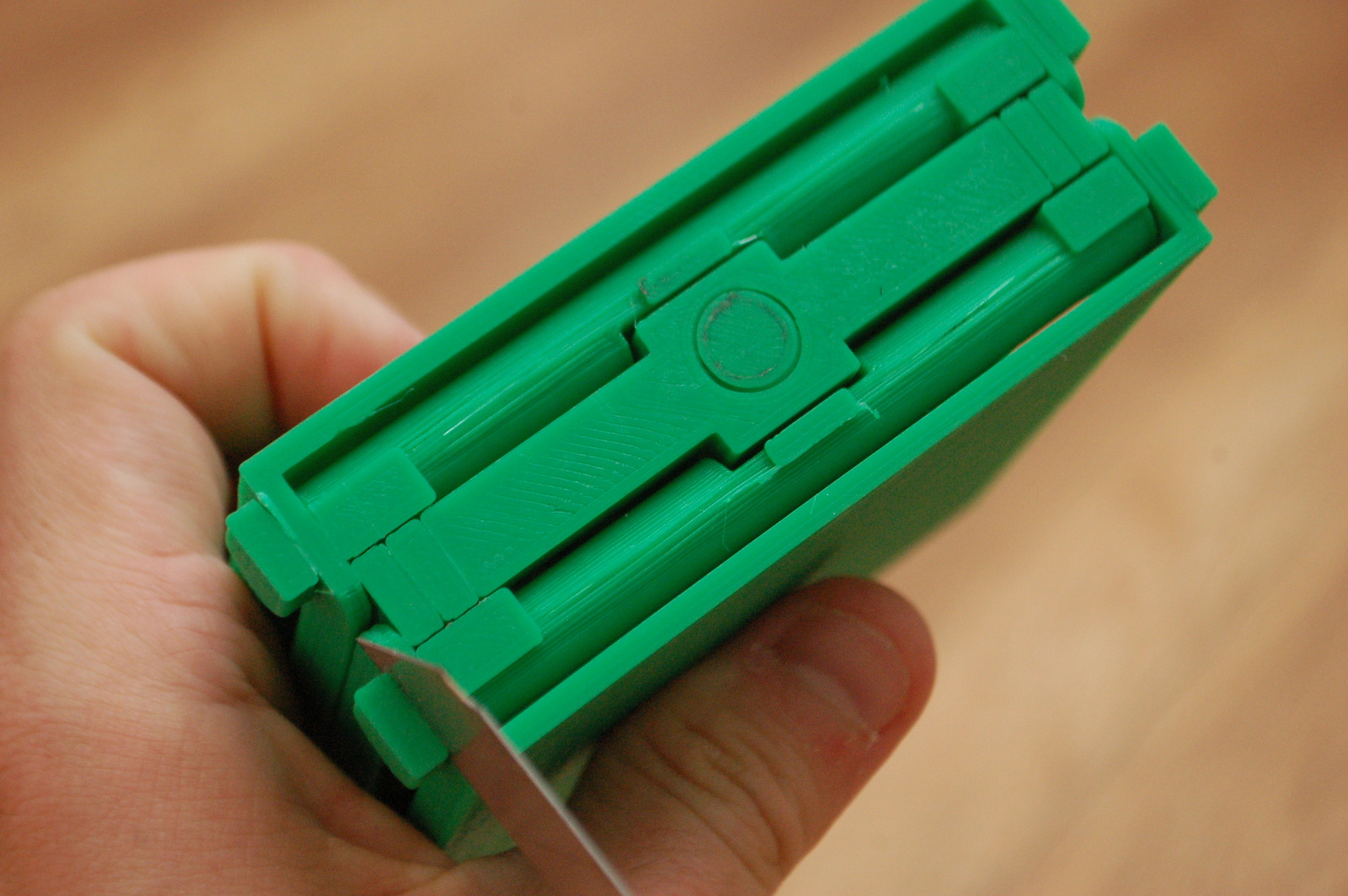
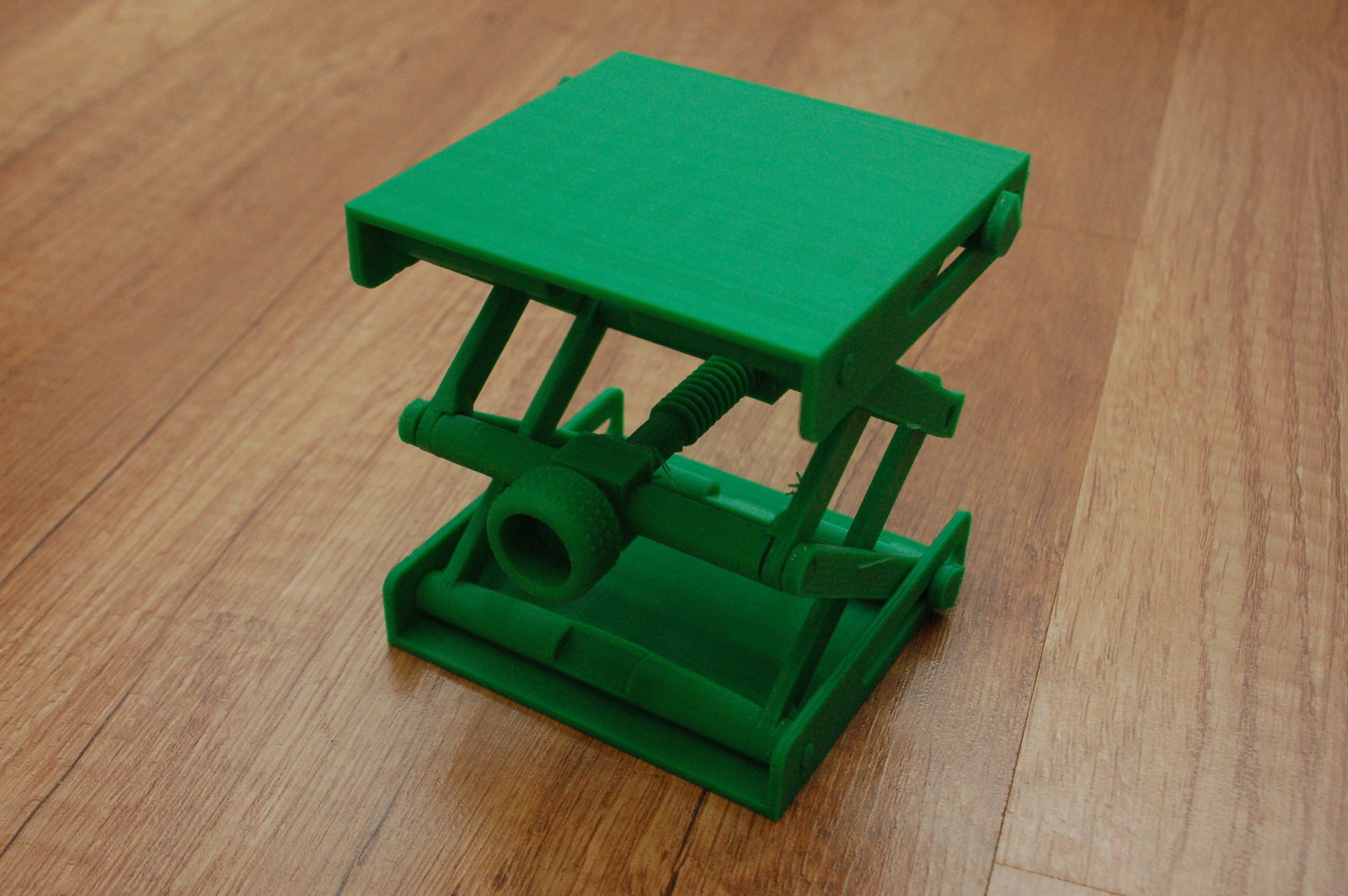
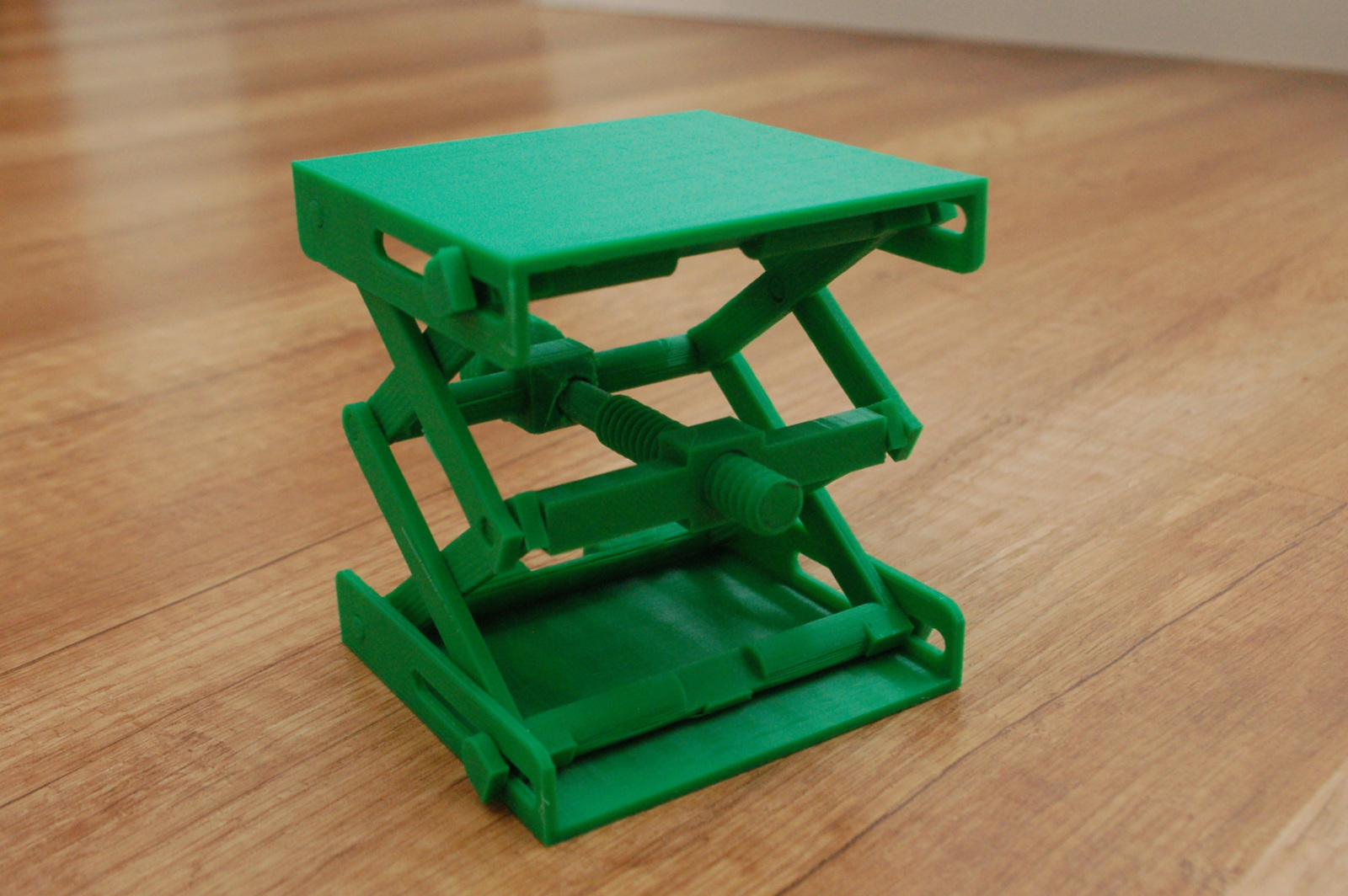


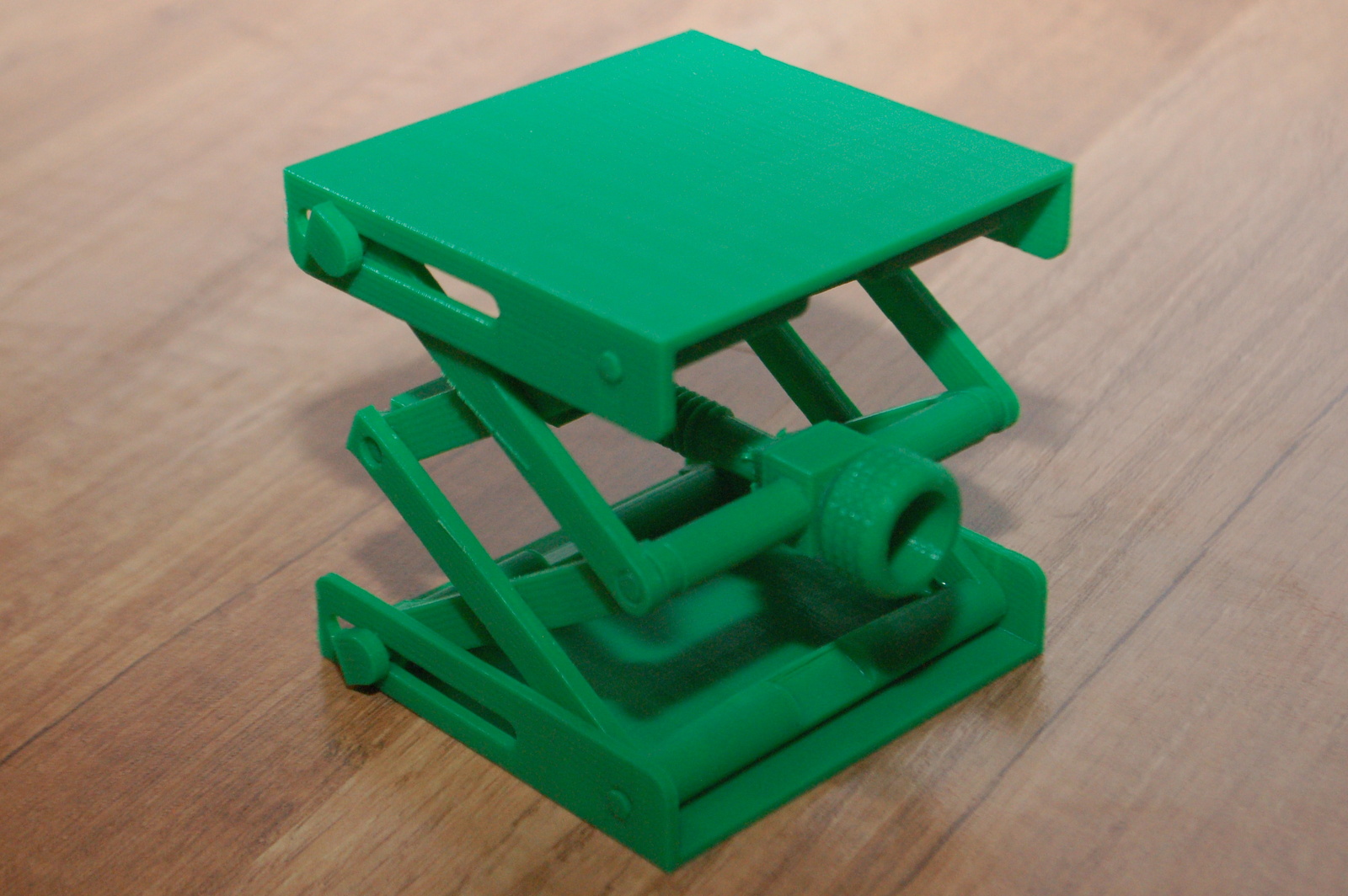
0.2mm-en nyomtattam, kicsit lassabb sebességen (40mm/sec), így is kb. 8 óráig tartott a nyomtatás. Egyébként én az egyik remix-ét nyomtattam a tárgynak, mert annál azt írták, hogy könnyebb szétválasztani az esetlesen összeforrt részeket. Egy kis sniccerrel és egy csavarhúzóval feszegettem (óvatosan) szét a részeket. Utána már remekül működött ez a tényleg nagyon ötletes modell. A nyomtatási idő alatt nem volt semmi gond, mutatja a Wanhao i3 megbízhatóságát, és a nyomtatott tárgy azt is, hogy potenciálisan mit tudunk nyomtatni egy bruttó 175.000 Ft-os 3D nyomtatóval.
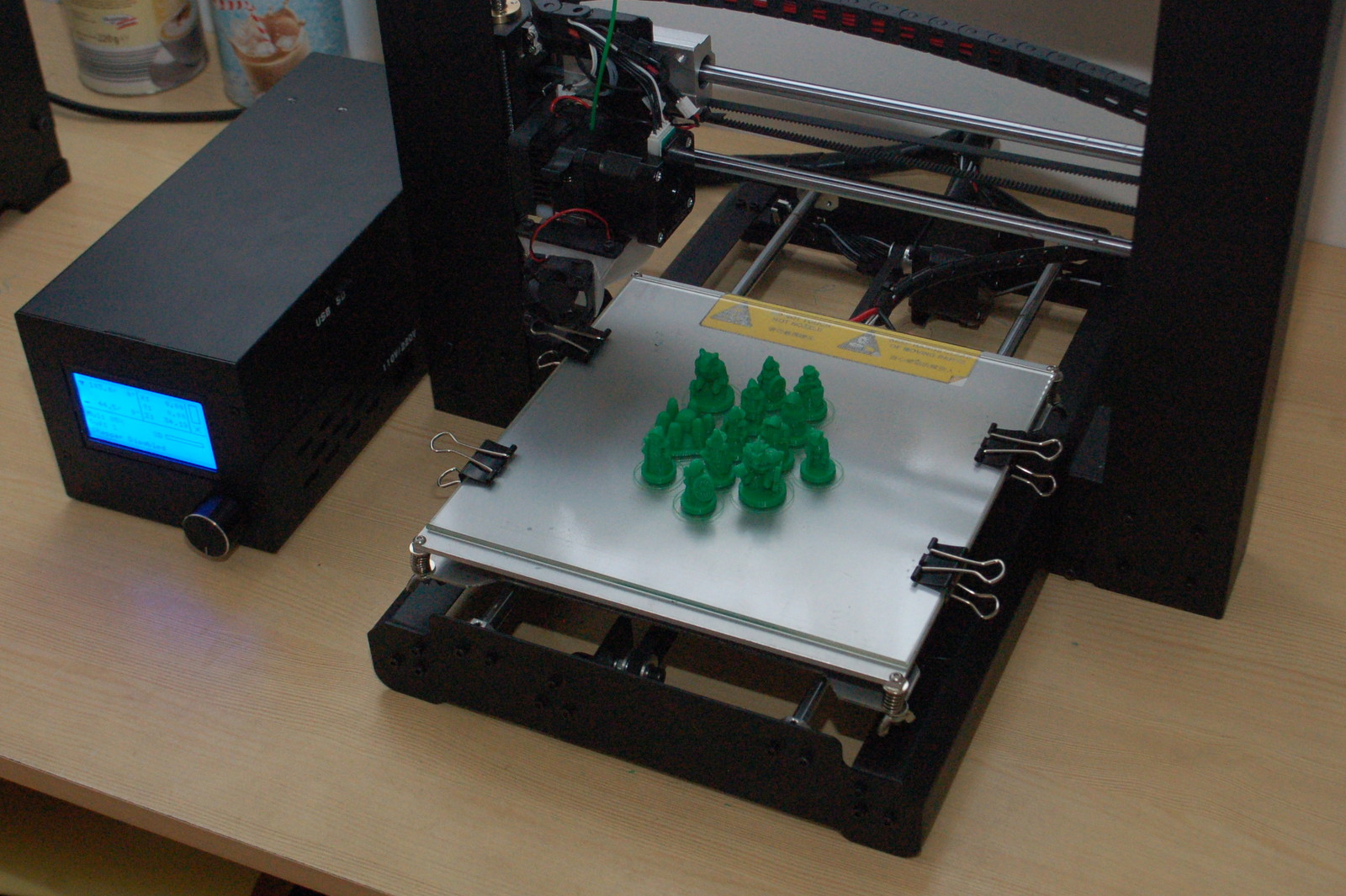
Találtam egy nagyon jópofa társas játék (valami szerepjátékhoz használható) figurákat. Feldobáltam őket a tárgyasztalra a Cura-ban, és kinyomtattam. Szépek lettek!
Sokat segített - annak ellenére, hogy egyenként a tárgyak nagyon kicsik és így nehéz lett volna úgy nyomtatni őket, hogy legyen idejük kihülni a rétegváltások között - hogy darab lett egyszerre nyomtatva. Így egy réteg nyomtatási ideje elég sok, van ideje hűlni.
Ez egy bevált trükk egyébként, hogyha kis dolgot nyomtatunk, vagy a tárgyon olyan rész van, aminek a réteg ideje nagyon rövid, akkor érdemes a tárgytól távolabb egy oszlopot elhelyezni, hogy a fejnek ide-oda kelljen mozognia, és így növekedjen a réteg nyomtatási ideje. Ezzel persze növekszik a nyomtatási idő is, de egy jó megoldás tud lenni ilyen esetben. Másik megoldás, hogy valami durvább hűtési rendszert eszközlünk.








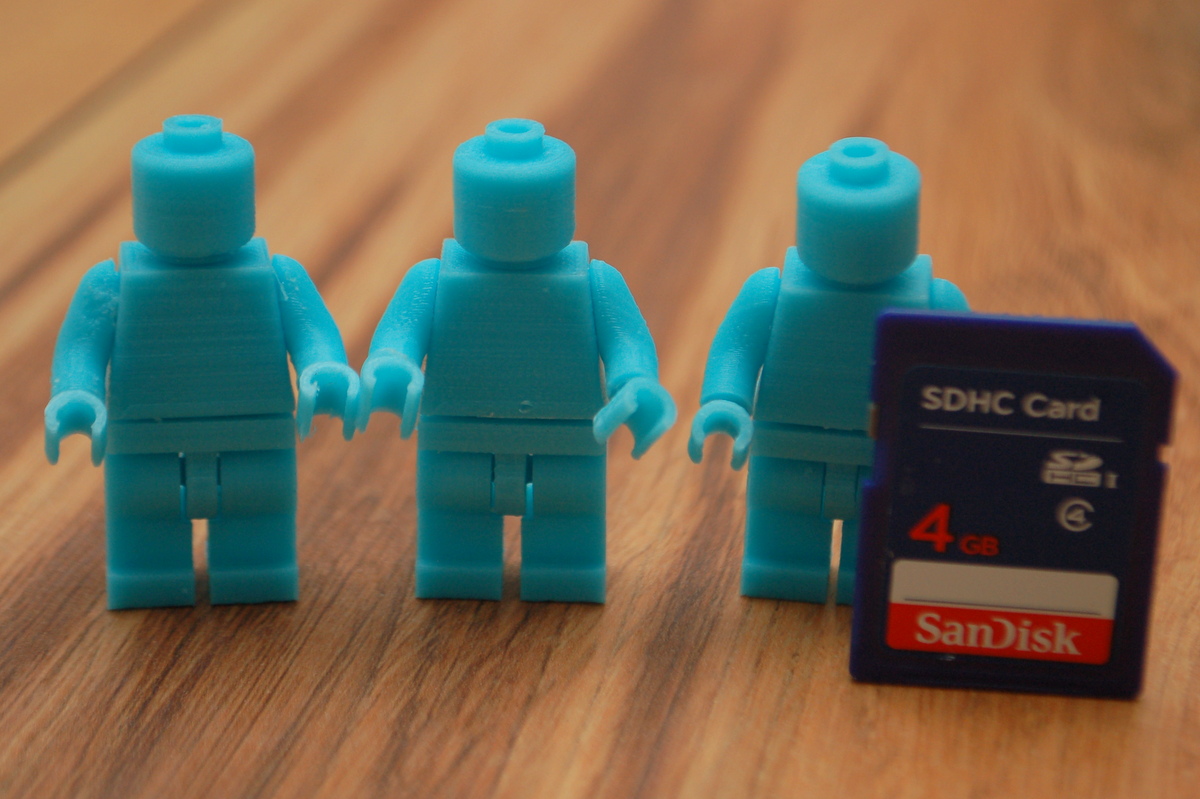
És hogy mekkorák ezek a modellek? Érzékeltetésképen egy MicroSD kártyával néhány figura:


Szerintem elég jó minőség, ilyen aprólékos kis tárgyaknál. Erre is jó a Wanhao i3, játékfigurák nyomtatására.
Ezeknek a játék figura modelleknek készítője nagyon termelékeny, érdemes megnézni az összes általa feltöltött design-t: http://www.thingiverse.com/dutchmogul/designs
Korábban már kinyomtattam ezt a jópofa mozgatható robot modellt a D4-en, de kíváncsi voltam, mire képes a Wanhao i3. Úgy látszik, nem okozott problémát. 0.2mm-en, 40mm/sec-en nyomtattam, és tényleg jól sikerült. Egyedül az egyik karja alatt, ami egy nagyon meredek "overhang" (kiszögellés) rész, ami alapból is alátámasztást igényelne, az nem lett szép, de a többi része jó lett és némi mozgatás után minden része forgatható / mozdítható.
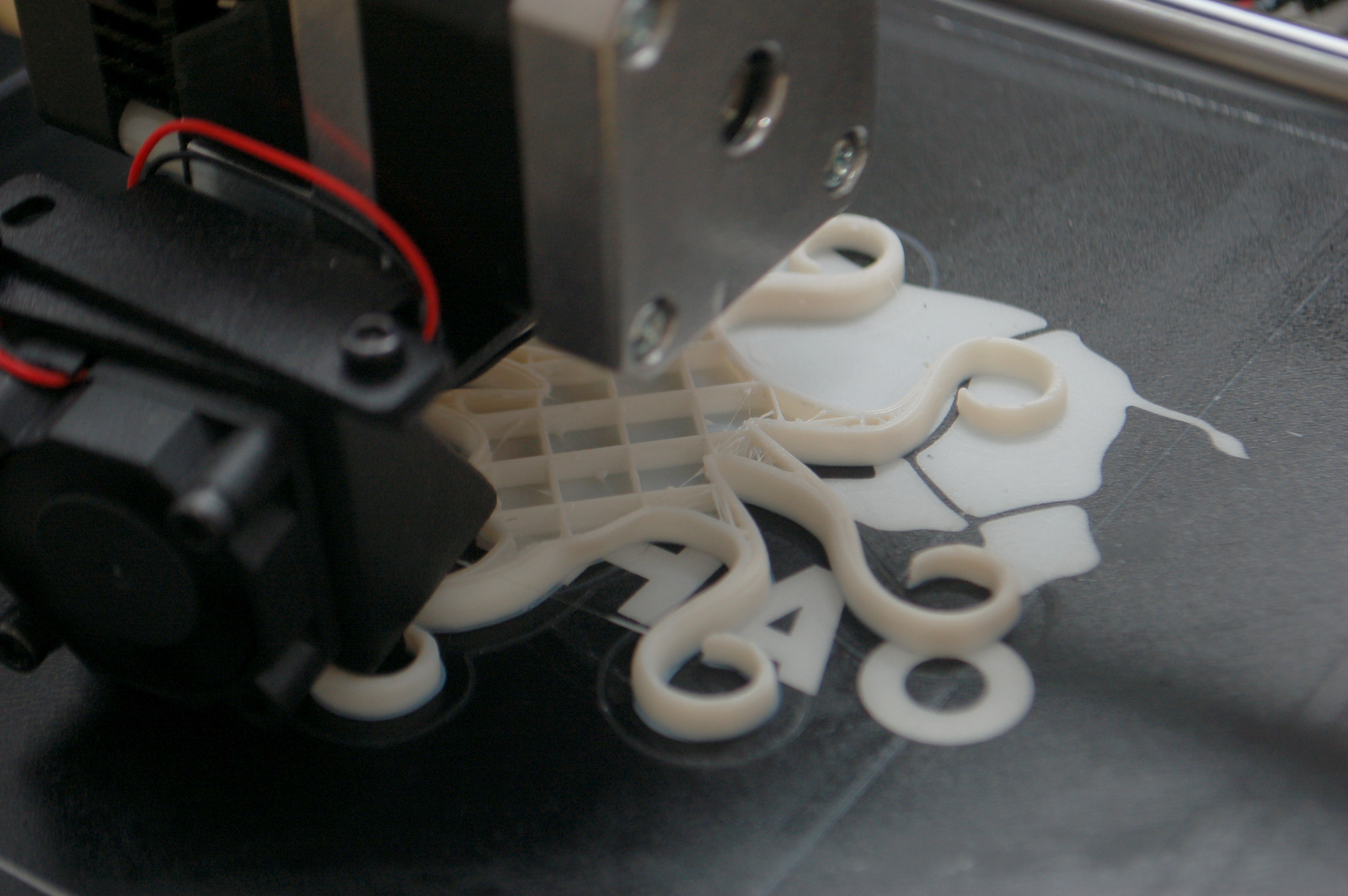
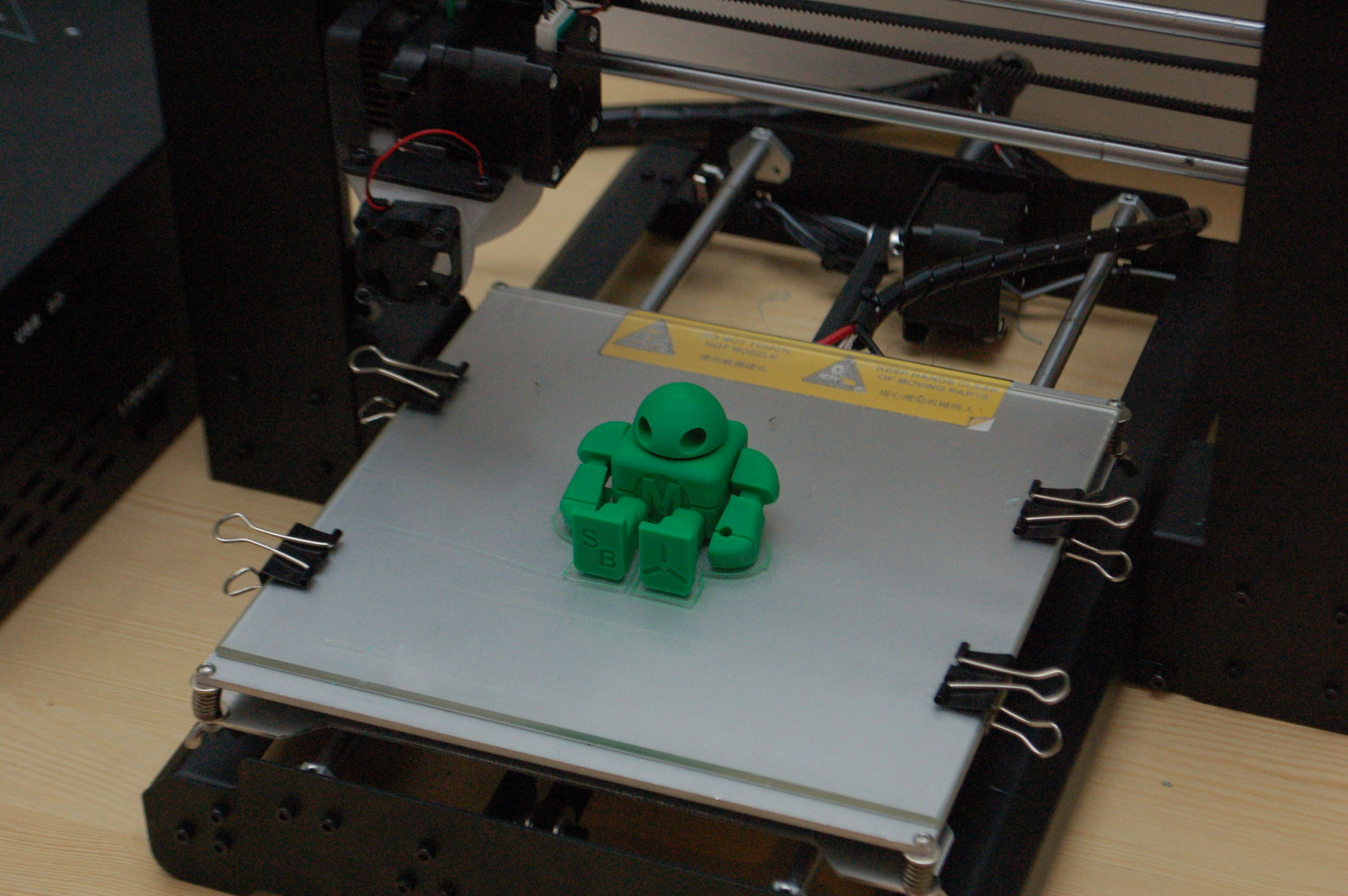
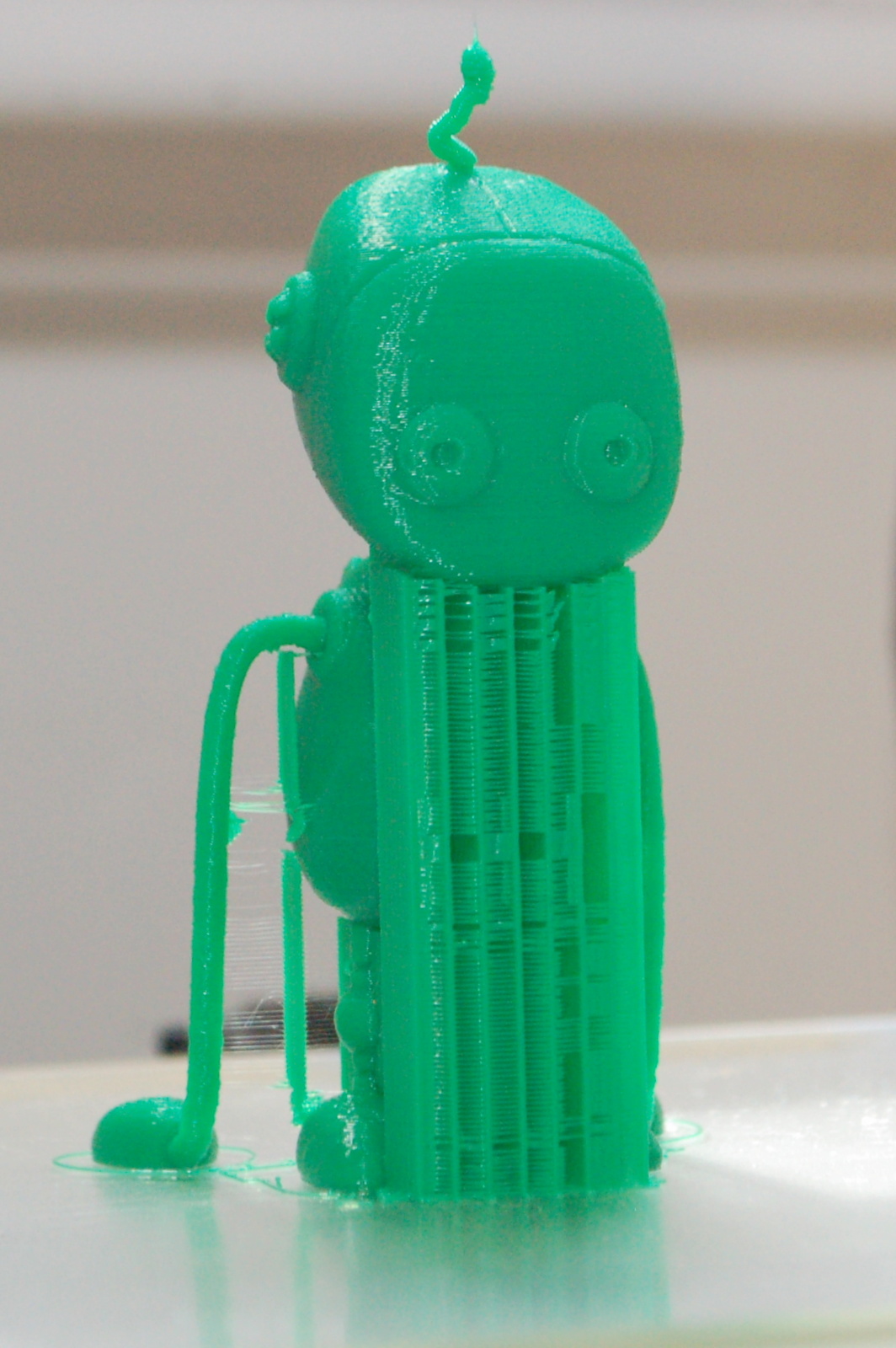
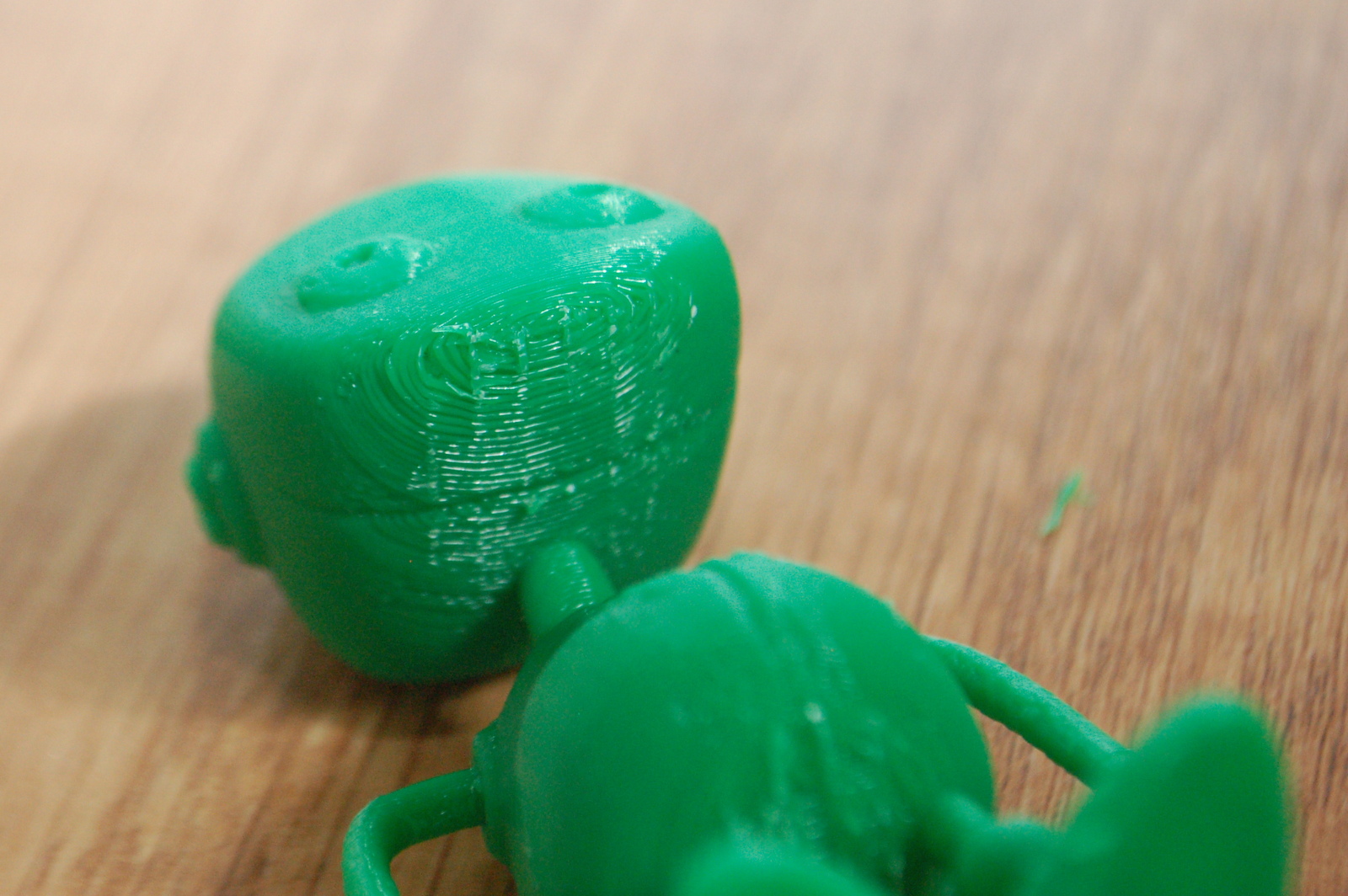
Itt most nem a pozitív élményről van szó, hanem a flow nevű paraméterrel a slicer (pl. Cura) programokban. Egy jópofa robot modellt nyomtattam. Már elsőre is nagyon szép lett, alátámasztással is, de amikor szedtem le az alátámasztást, több helyen, a karja, a lába, eltört. Persze eleve elég vékonyak ezek a részek, de azért nem így kéne lennie, valamennyire tartania kéne.

A következőkre jutottam:
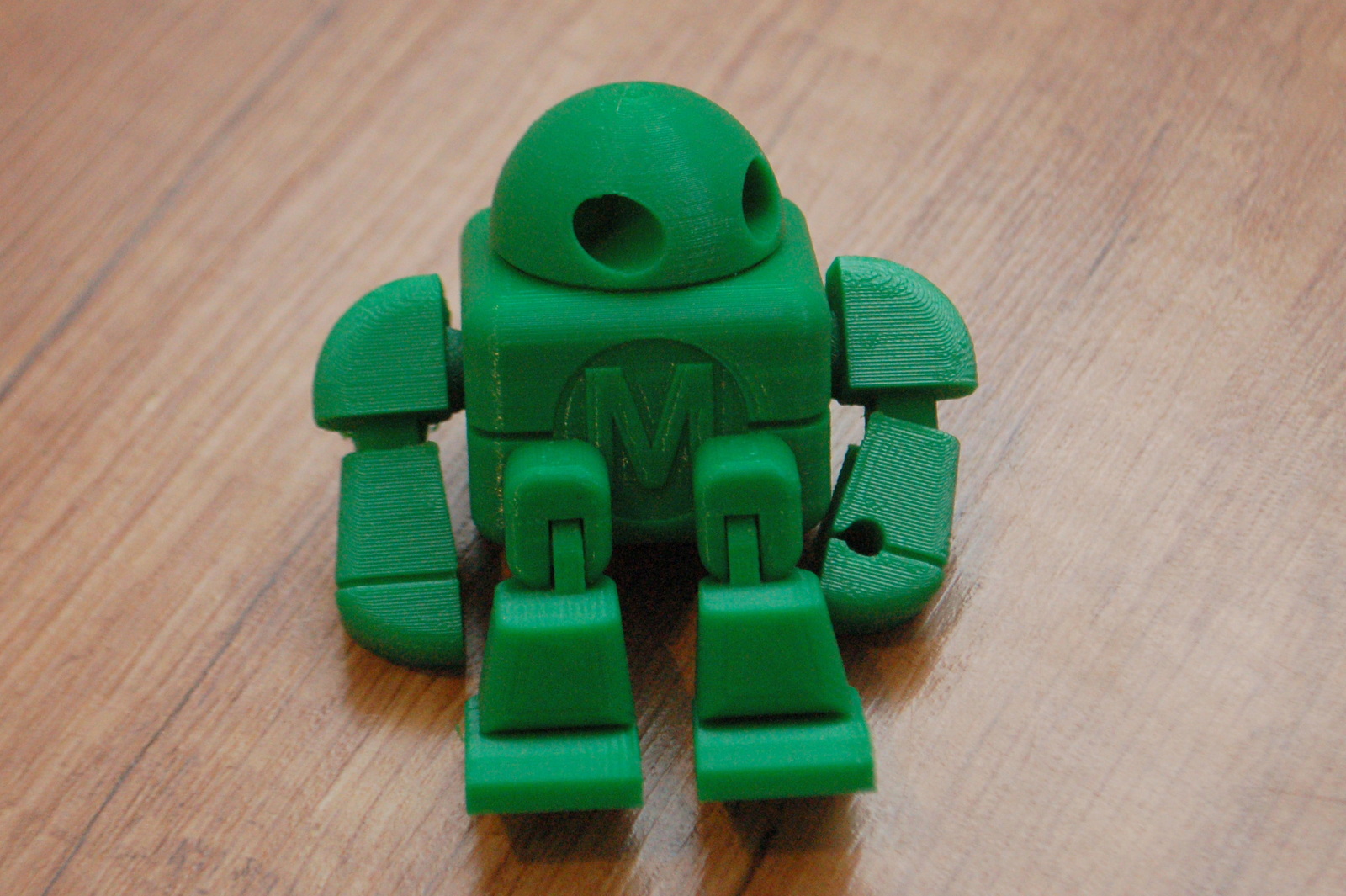
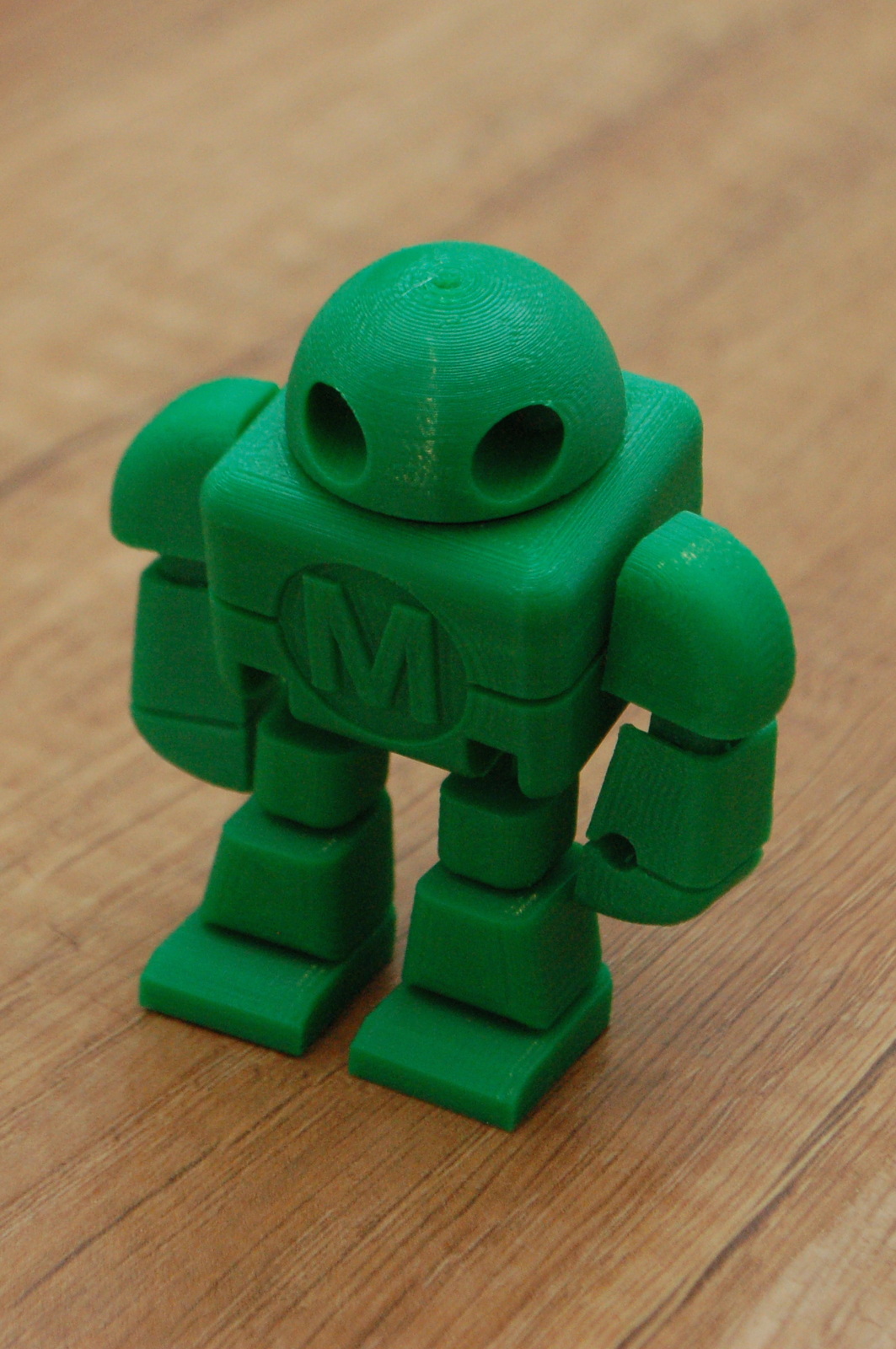
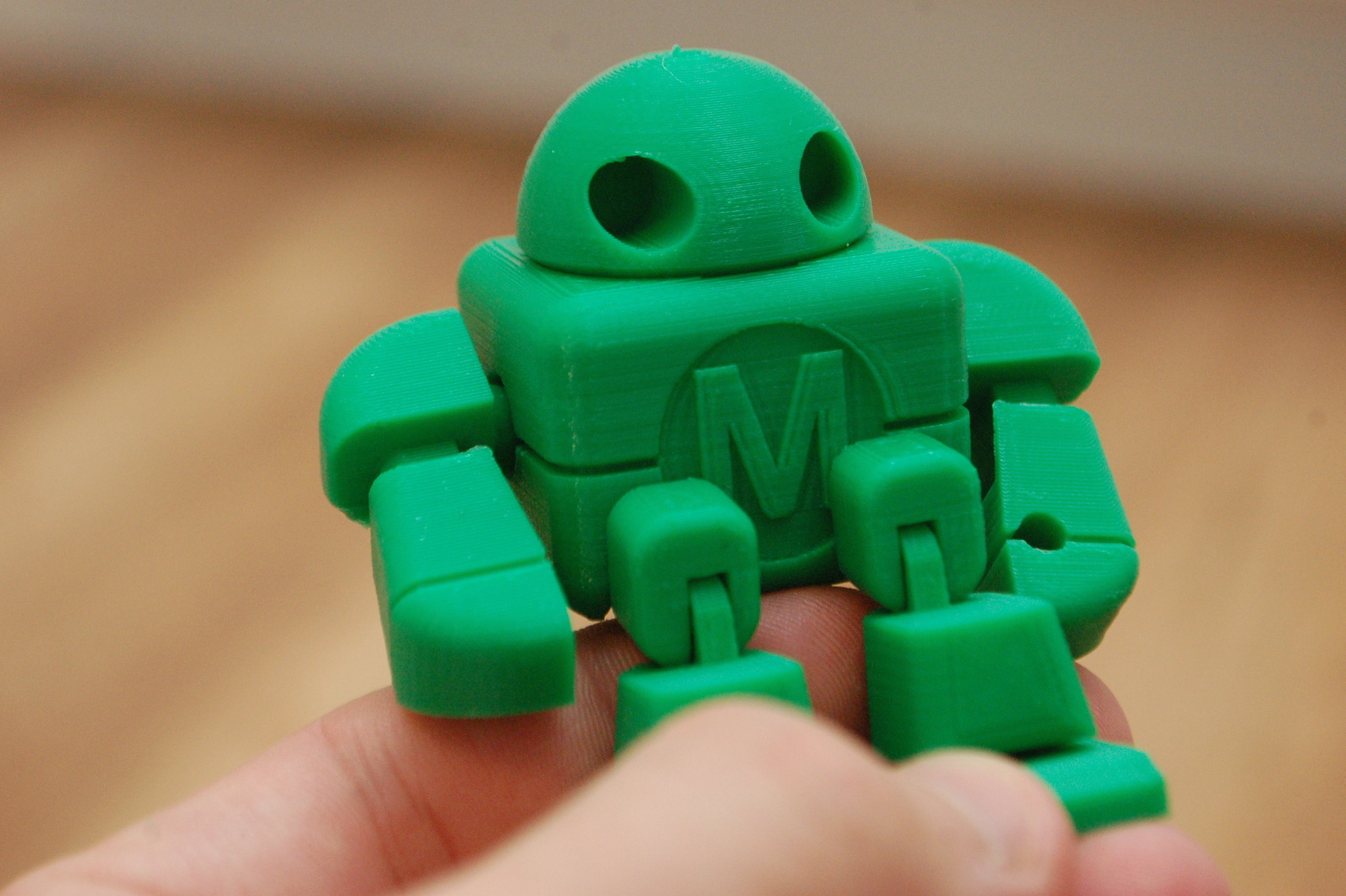
A második kísérlet (másik szál és Flow 110%, 210 fokos hőmérséklet) sokkal jobb lett. Nem tört el az alátámasztás eltávolítása után sehol sem:


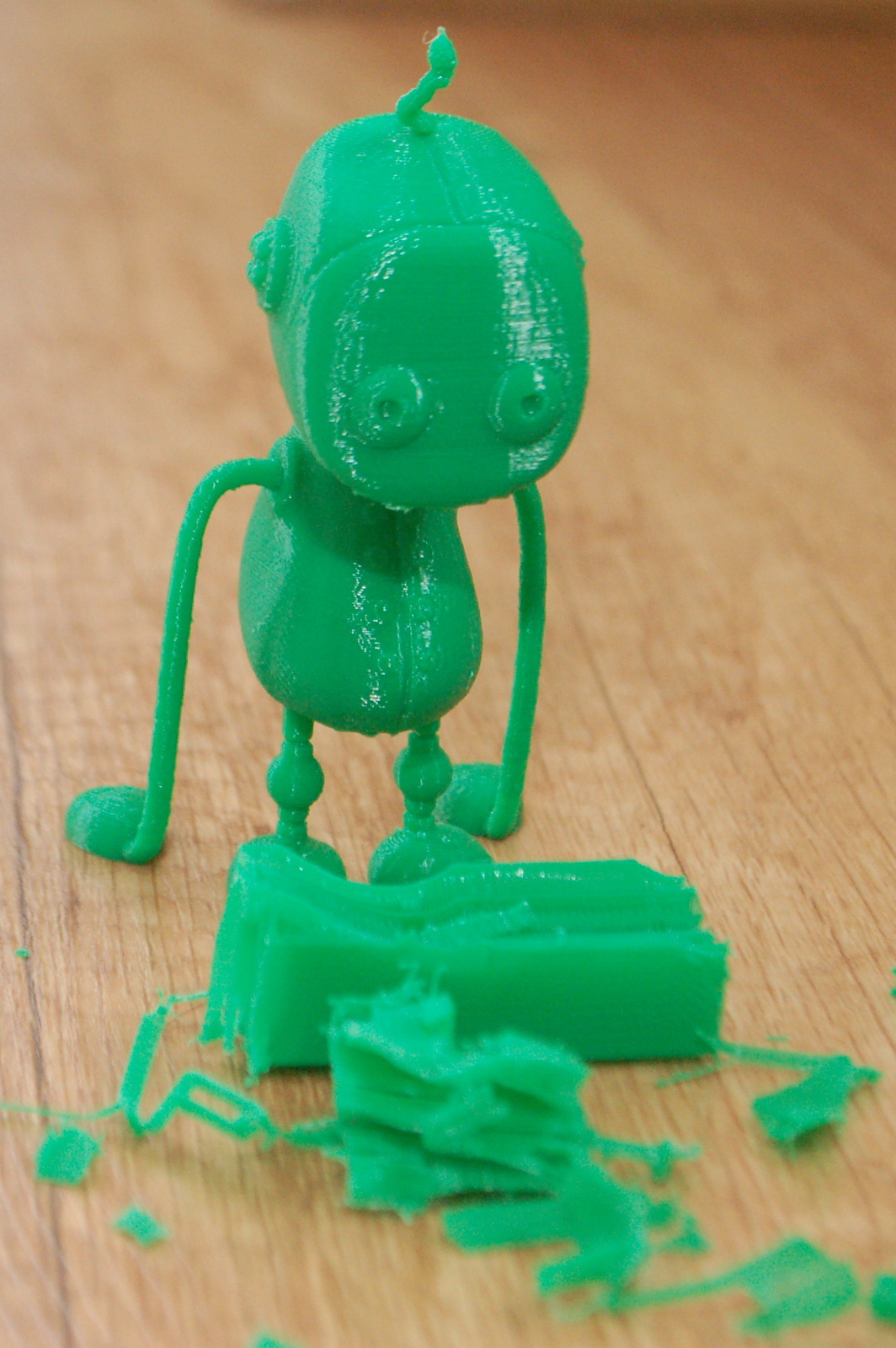


Az alátámasztást is elég jól el tudtam távolítani, egy picit látszik az illesztéseknél, de azért elfogadható szerintem. Ez a Cura automata alátámasztása.
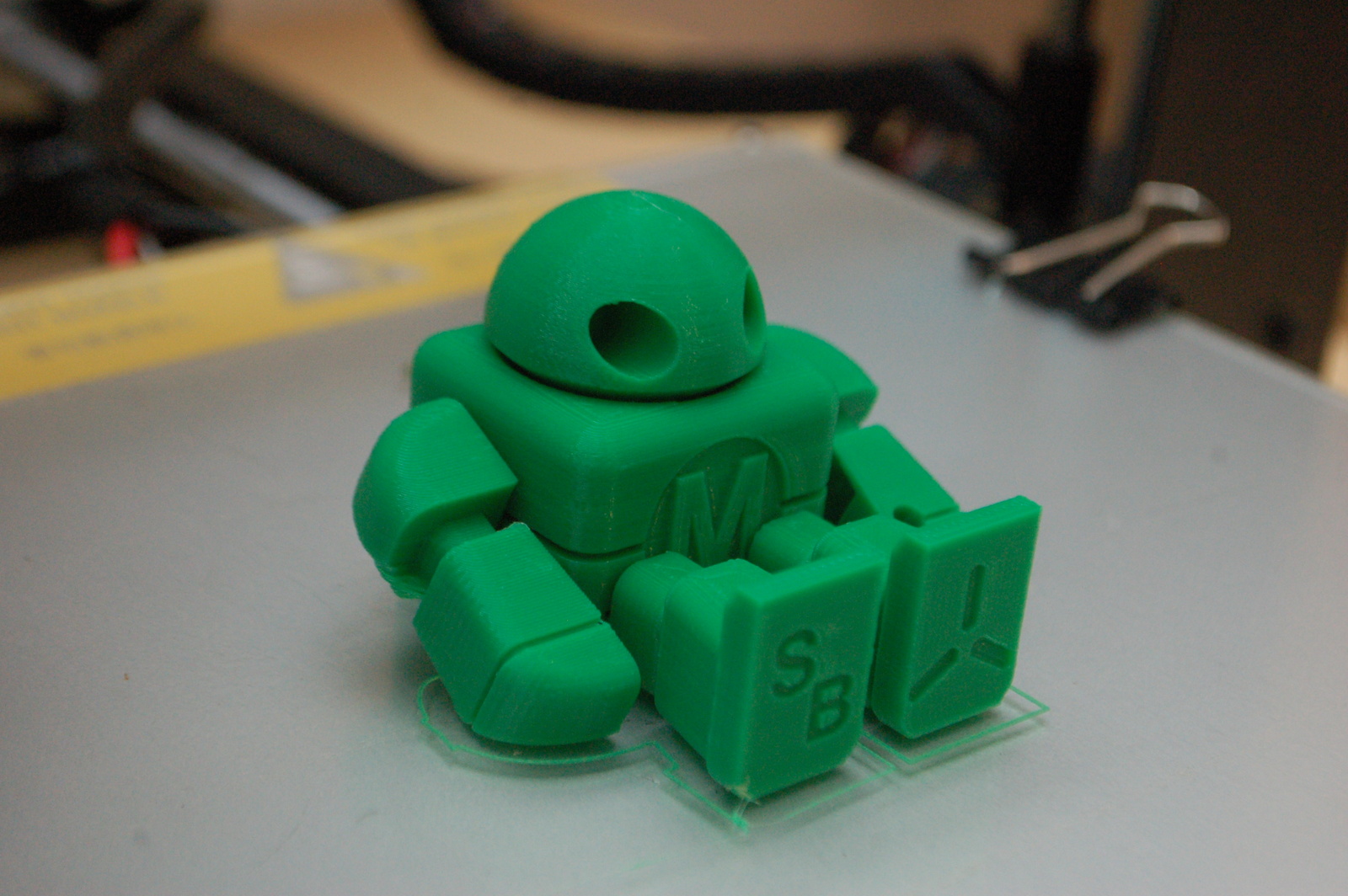
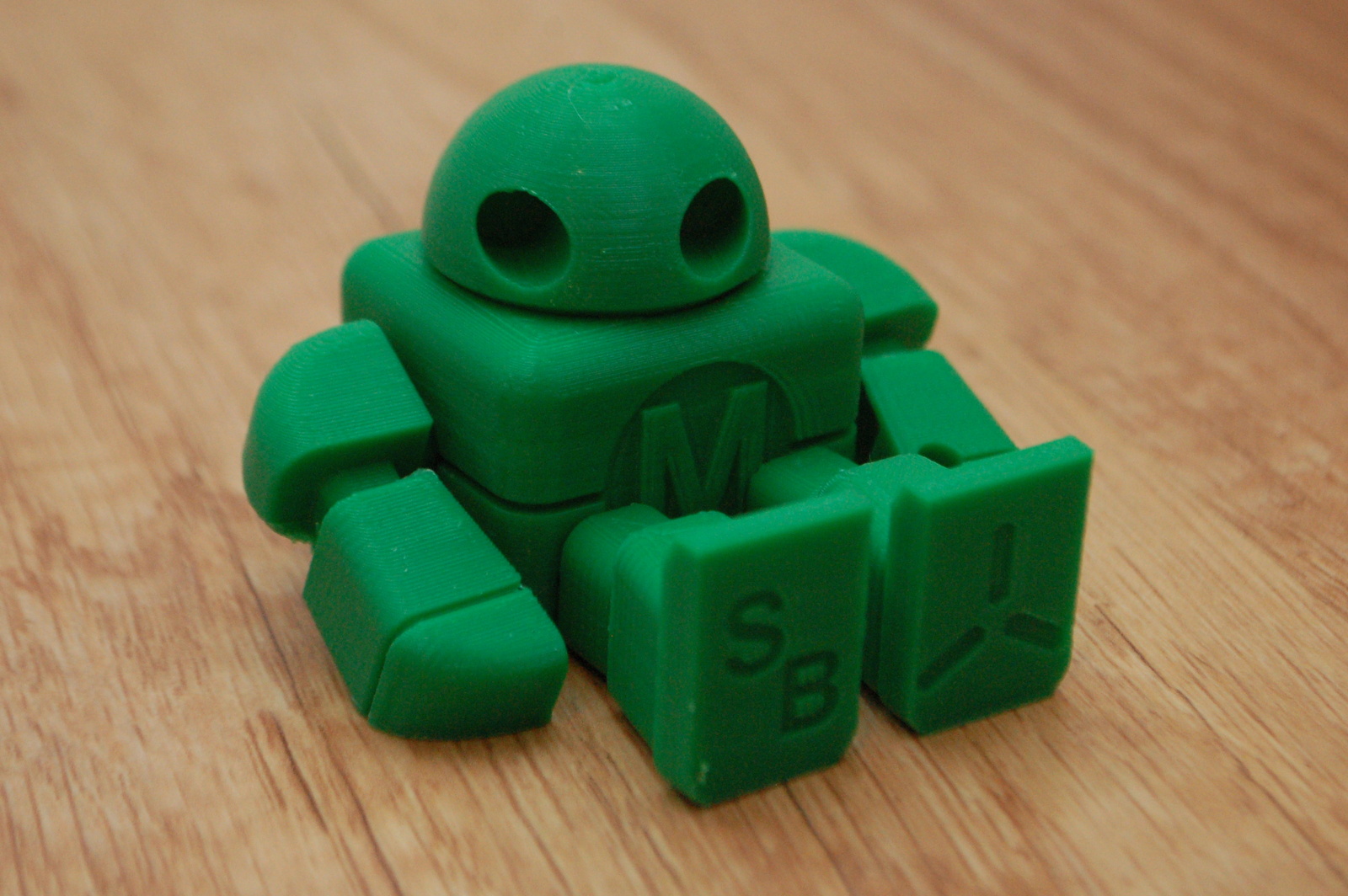
És így nézett ki az első nyomtatás az alátámasztás eltávolítása után:

Nem szép látvány.
Legközelebb kipróbálom Simplify3D-vel, állítólag ott könnyebb eltávolítani a generált alátámasztást és nem látszik annyira.
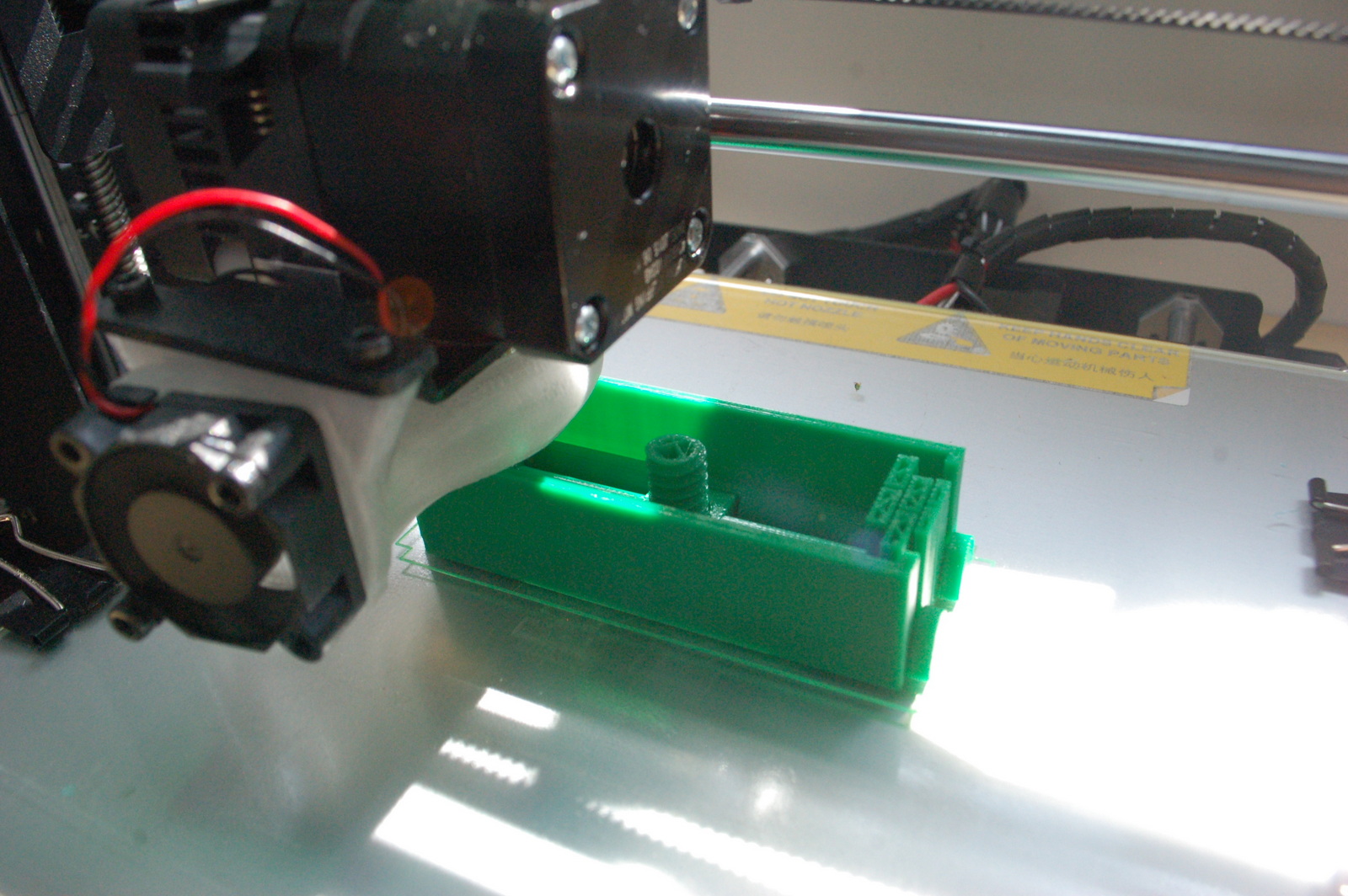
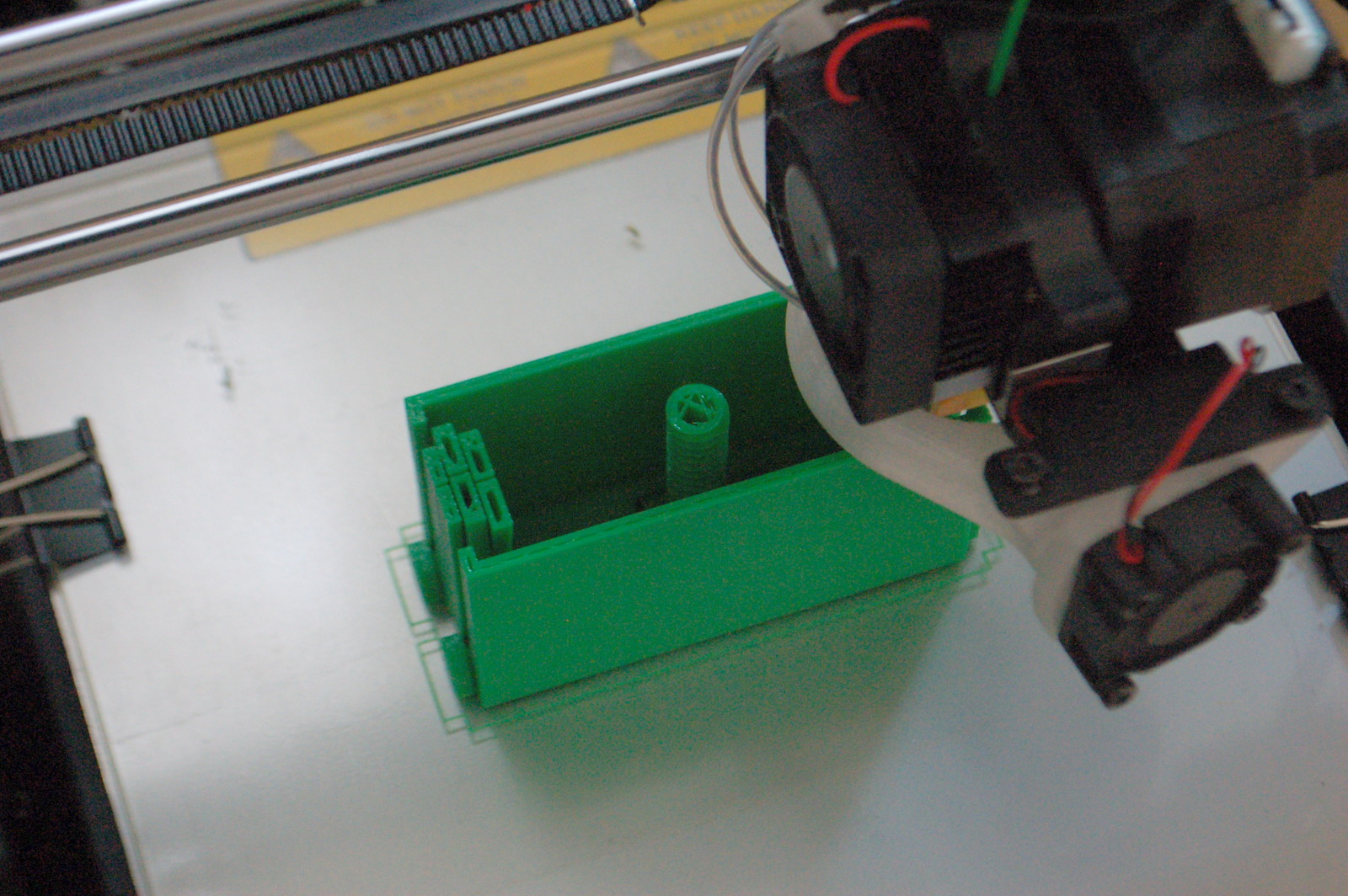
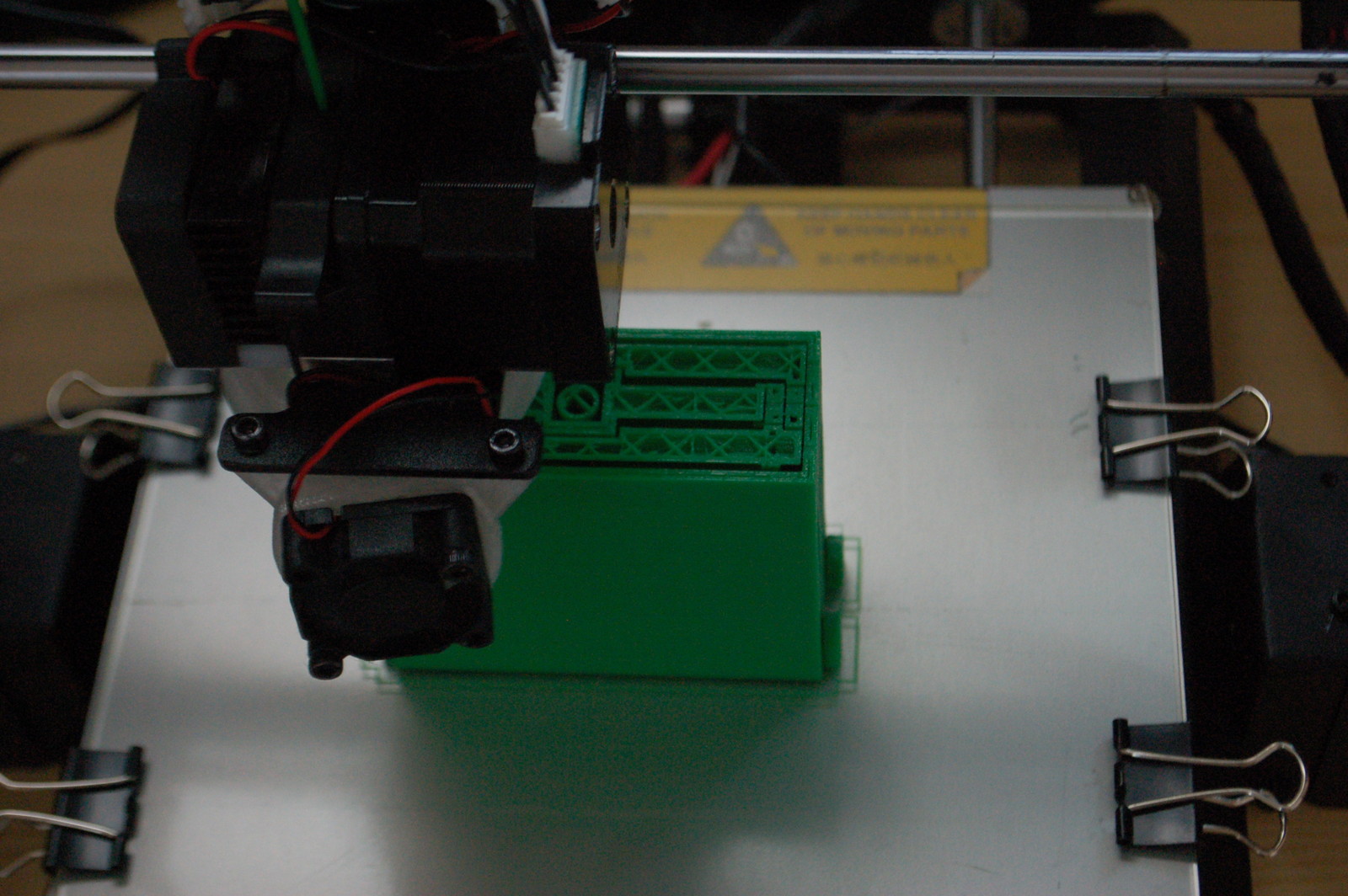
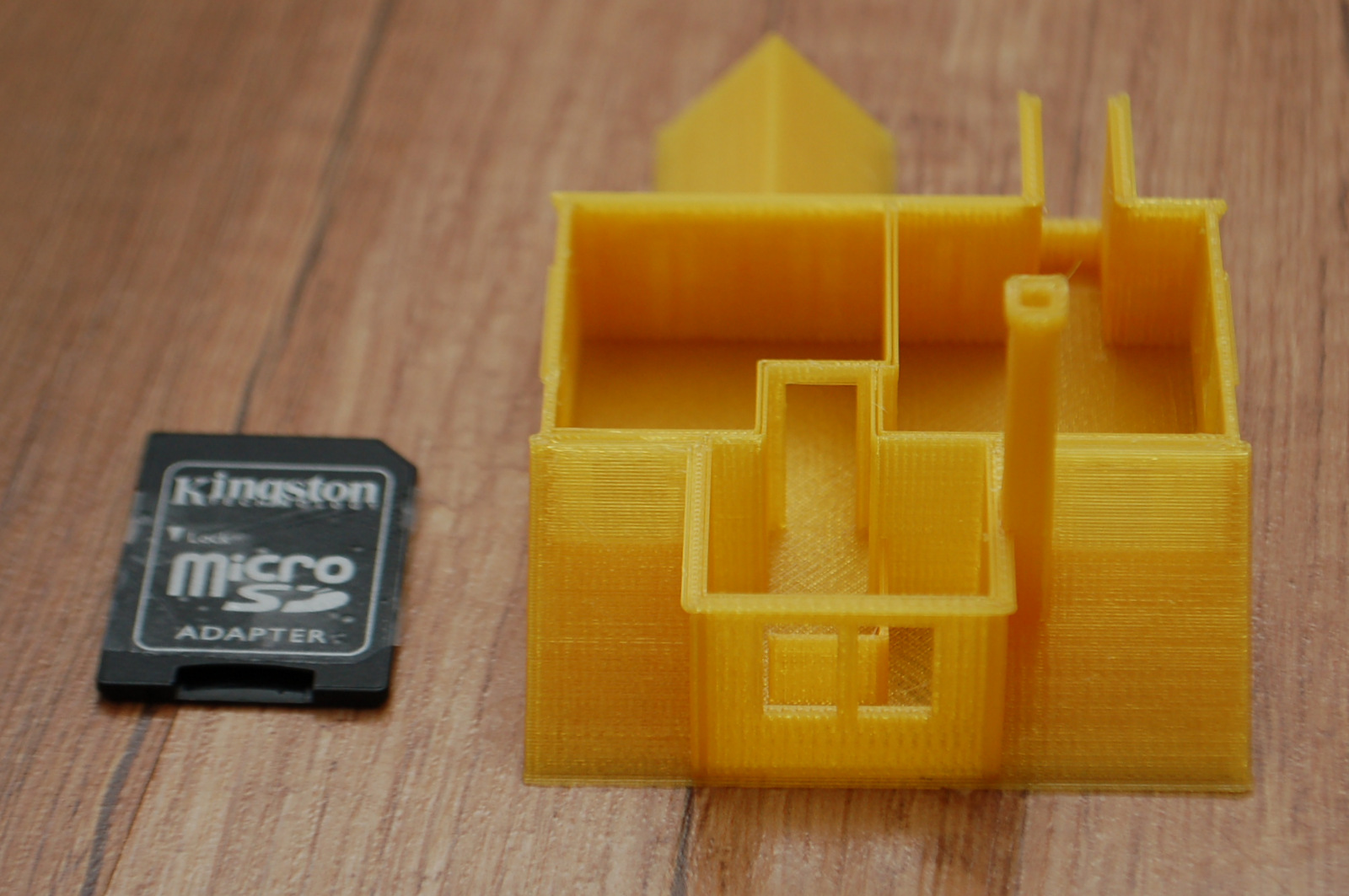
Egy H0 modellvasút rajongó barátom kért meg, hogy nyomtassam ki az általa tinkercad-ban kimodellezett amerikai stílusú benzinkutat. Az eredeti modellt ehhez 3 különálló részre bontottam, hogy ne kelljen alátámasztást használni (elég sok kellett volna amúgy a tető miatt). Az eredeti modell:
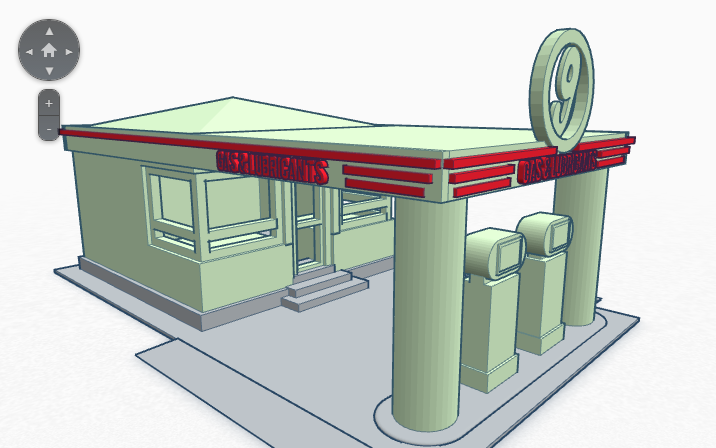
És a nyomtatott végeredmény:




0.25mm-es rétegvastagsággal (nem kellett több, és így gyorsabb is volt), 10% kitöltéssel nyomtattam a modellt. Összesen kb. 60 gramm anyagot kellett elhasználnom, ami kb. 500 Ft-os anyagköltség. Nem rossz egy egyedi vasútmodell épületért. Persze még ki kell festeni, de az sem egy horribilis összeg. A nyomtatási idő pedig kb. 5 óra volt összesen.
A modell (mármint a 3D modell) megvásárolható nagyon jutányos áron.
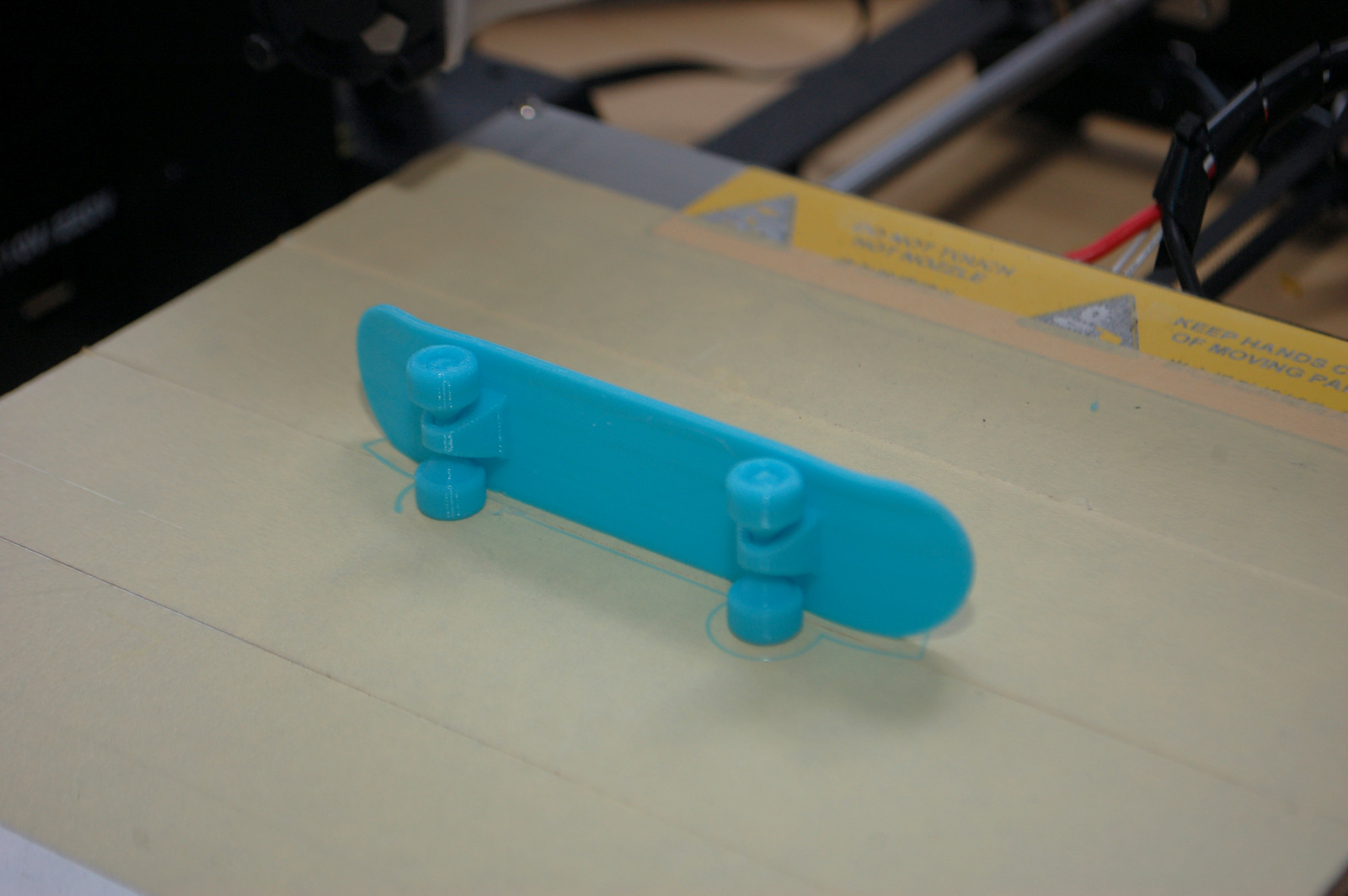

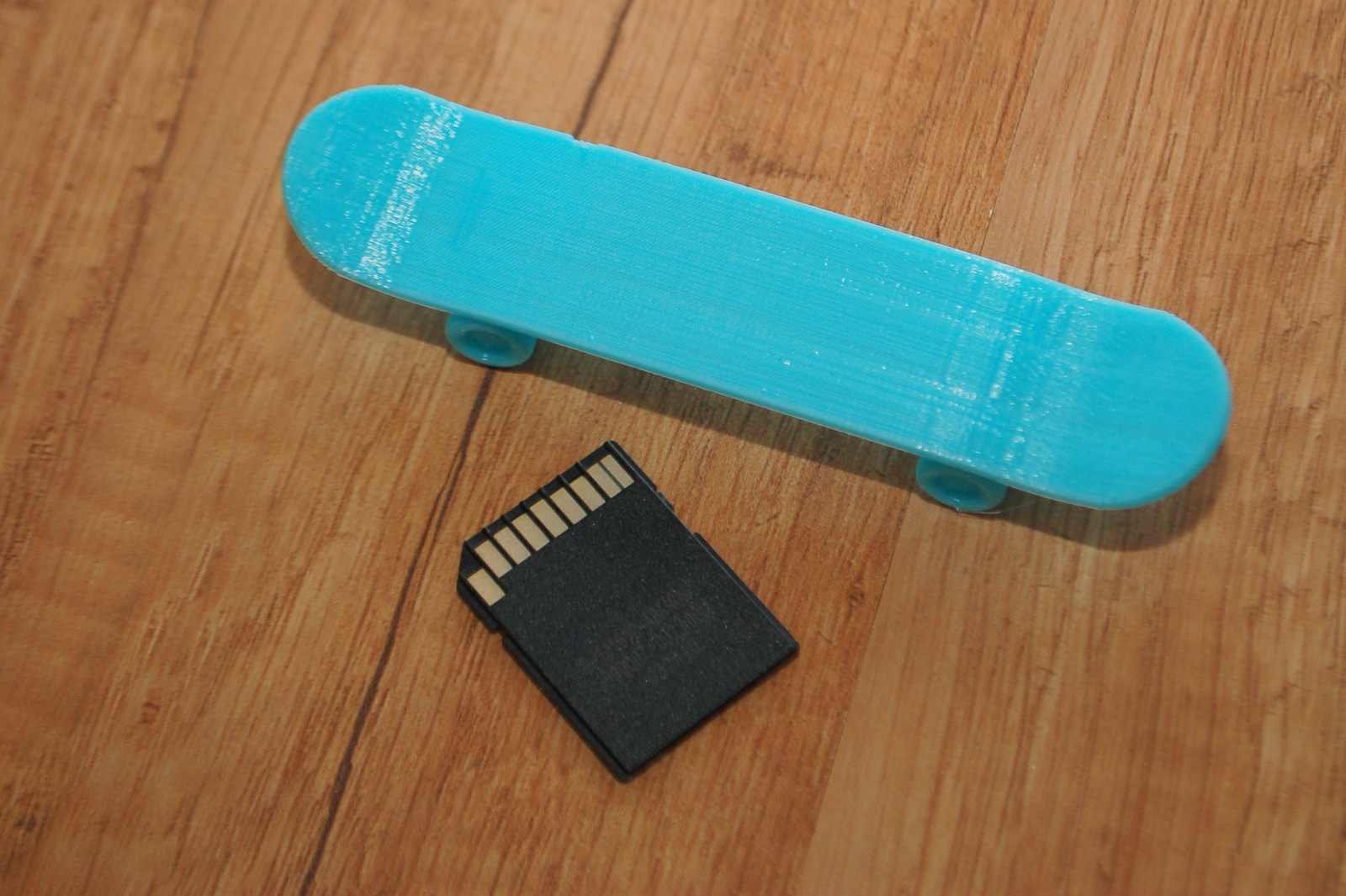
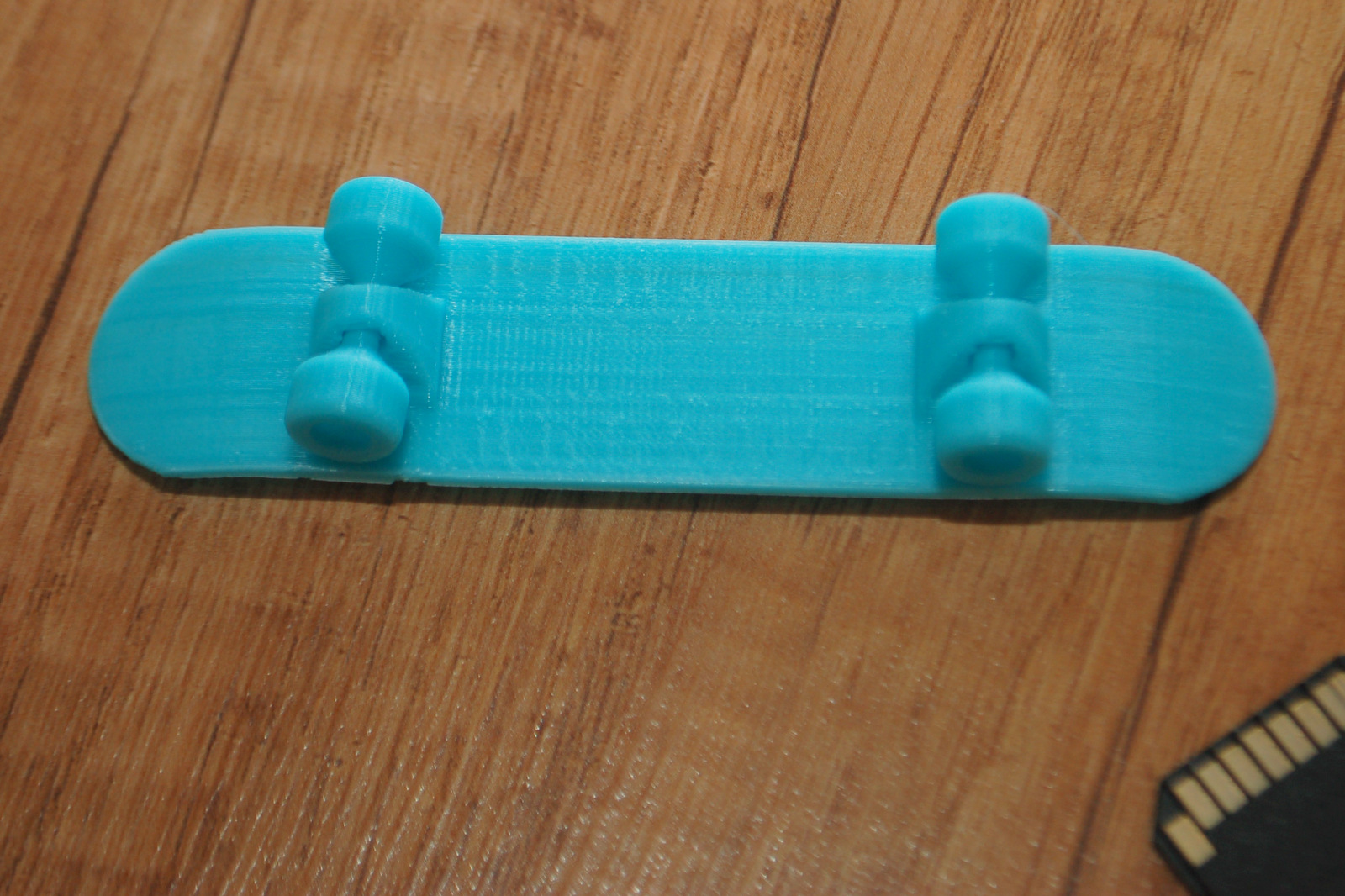

Egy időben nagyon népszerű volt az ún. fingerboard. Találtam nemrég egy modellt, ami egy ilyen gördeszka. Egész jó, egyben ki lehetett nyomtatni, utána kis mozgatás után a kerekek is forogtak. A tengely sajnos nem lett túl erős, egy rövid játék után eltört. De lehet, hogy 100%-os kitöltéssel és kicsit magasabb hőmérsékleten (hogy jobban összeforrjanak a rétegek) erősebb lett volna, vagy PETG-vel nyomtatva...
Itt egy másik hasonló modell: http://www.thingiverse.com/thing:111426
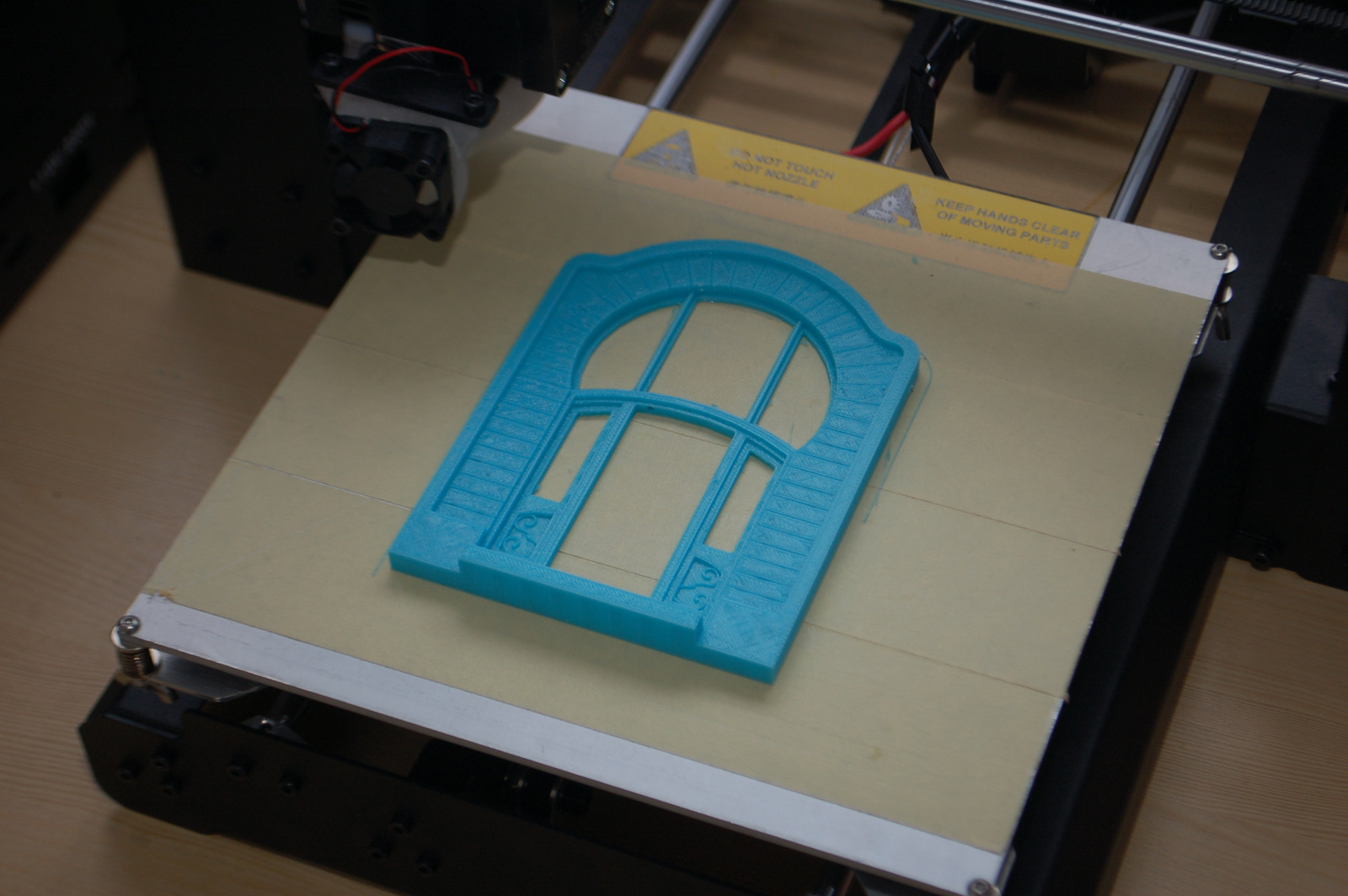
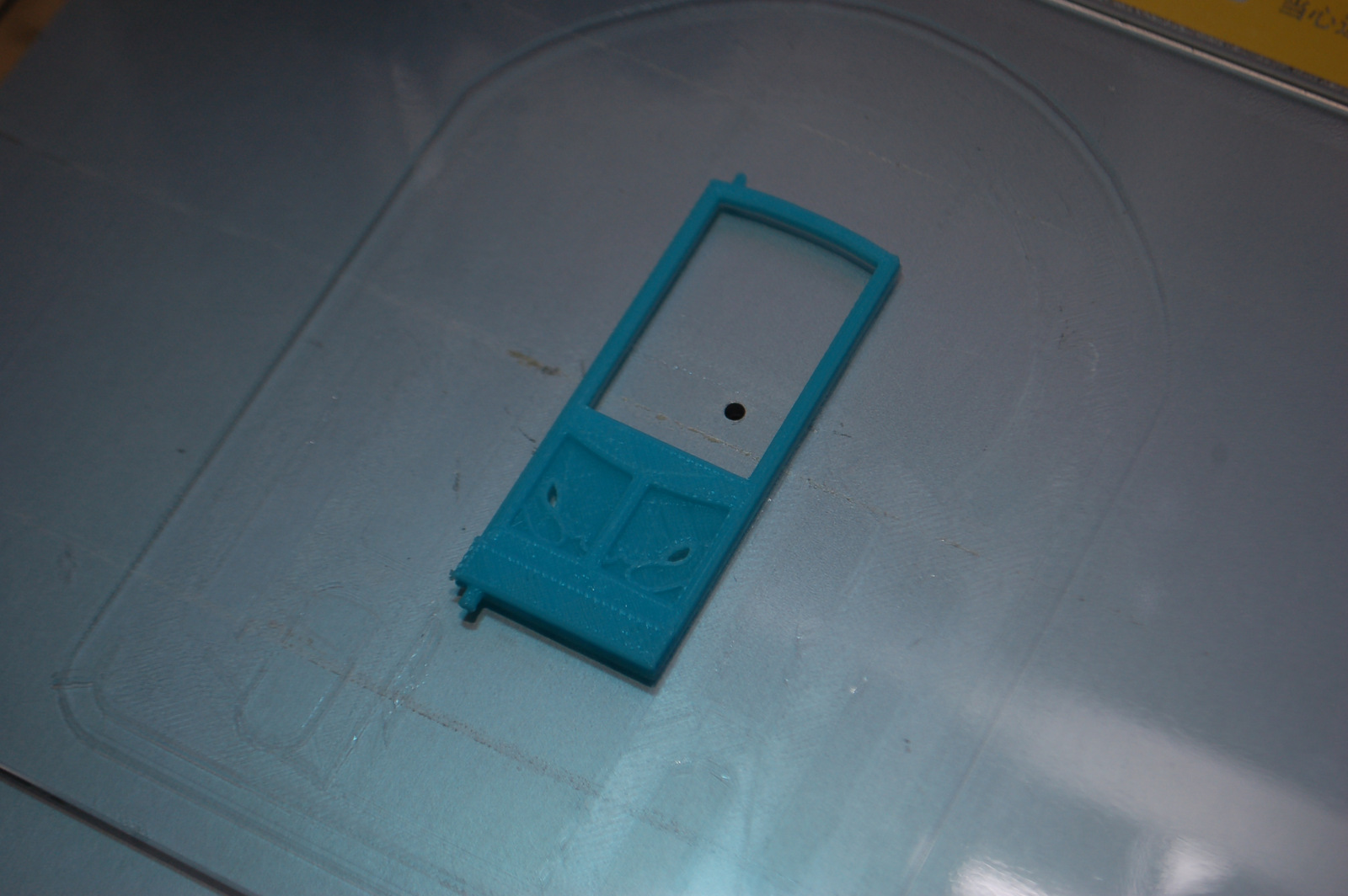
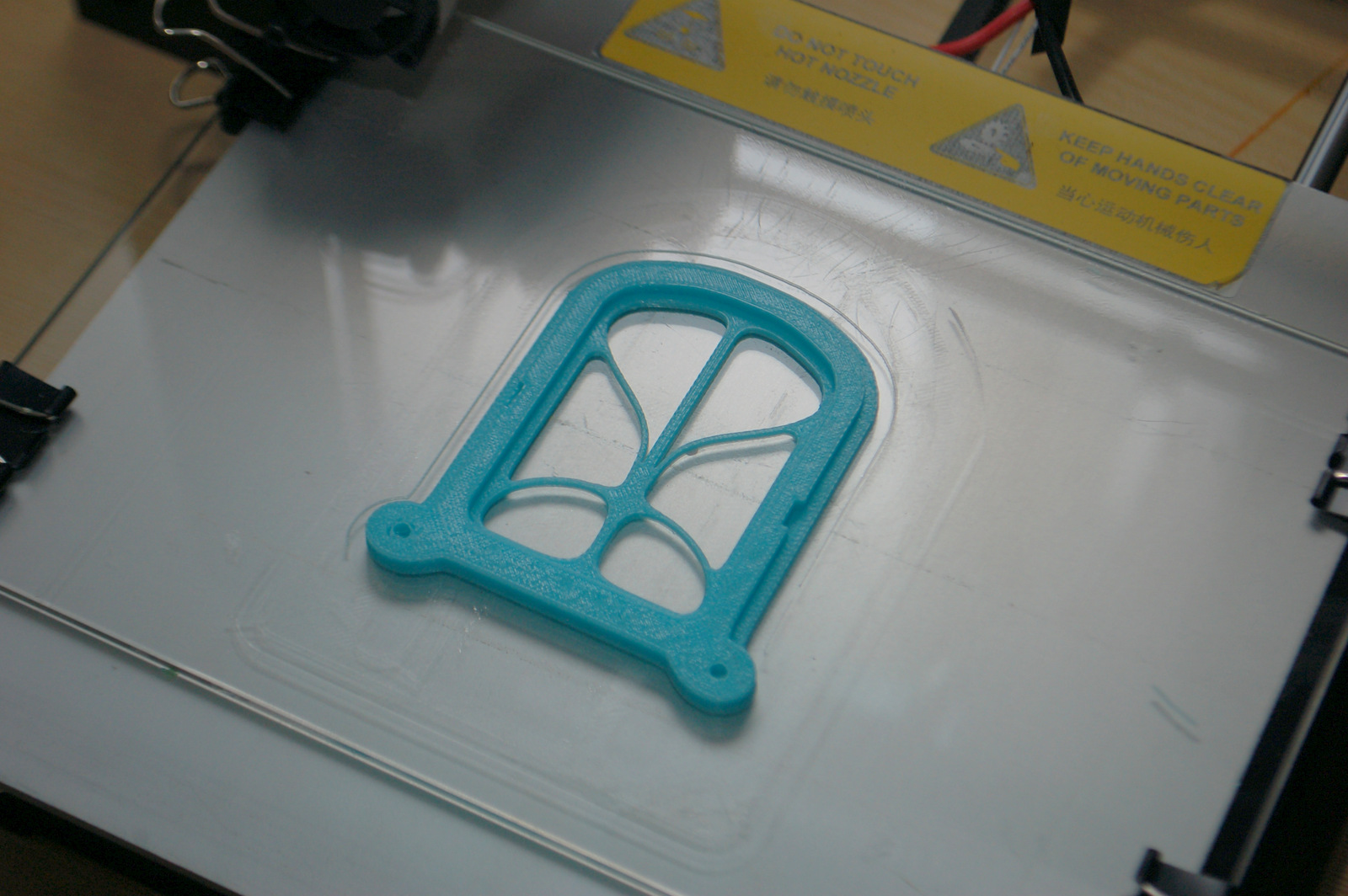
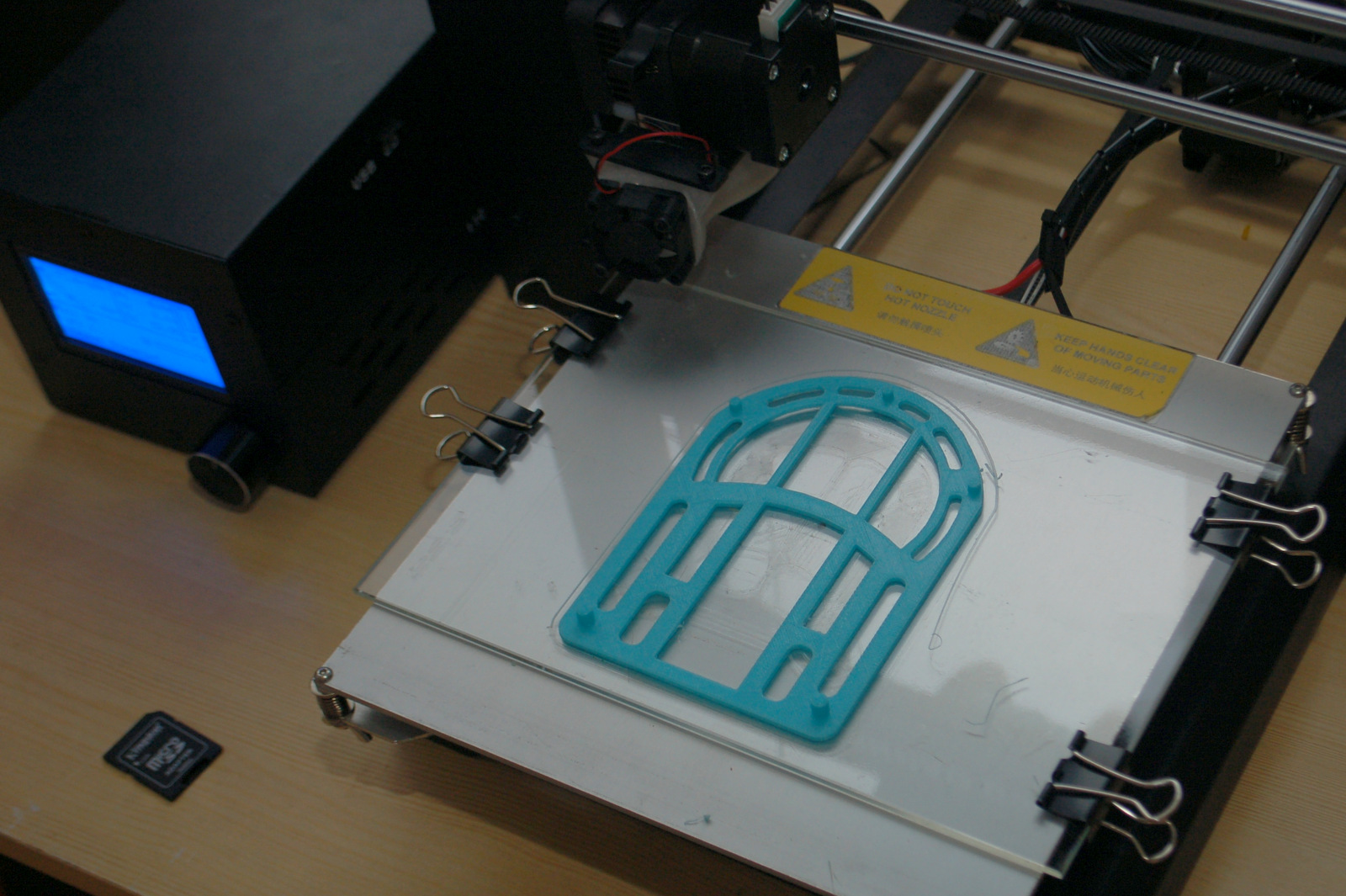
Még régebben találtam a thingiverse-en egy érdekes ötletet, hogy néhány egyszerű és leginkább kevés anyagot felhasználó darab felhasználásával egész pofás kis babaházzá lehet alakítani egy műzlis dobozt. Az ajtók, ablakok, erkélyek és az azokat tartó elemek kinyomtatása utána már csak ki kell vágni a sablon alapján a doboz oldalát pár helyen, és kész is a házikó! Elég sokat elpepecseltem amíg kinyomtattam mindet (sok kis darabot nyomtattam, lehetett volna valószínűleg jobban tömbösíteni) kinyomtattam. Kb. 70 gramm műanyagból megvolt az egész...
A szemfülesebbek észrevehetik a képeken az üveglapot: a ragasztószalagra nagyon nehezen tudtam nyomtatni, mivel a vékony íves részek nem tapadtak meg túl könnyen. Ezért fogtam a D4-hez való üveglapot, és rögzítettem irat kapoccsal. Hamarosan érkezik üveglap az i3 méretében, akkor majd kicsit igényesebben fogom rögzíteni. De addig is megteszi. Ja és hajlakk is van az üveglapon természetesen. Egyébként azóta nagyon jól szuperál az üveglap, jobb arányban tapad már elsőre a nyomtatás, szóval ez egy egyszerű, olcsó de javasolt mod.
Kék PLA, 0.2mm, kb. 35mm/sec (az íves részletek miatt, lásd fent).




Néhány további modell, ami műzlisdobozhoz van:
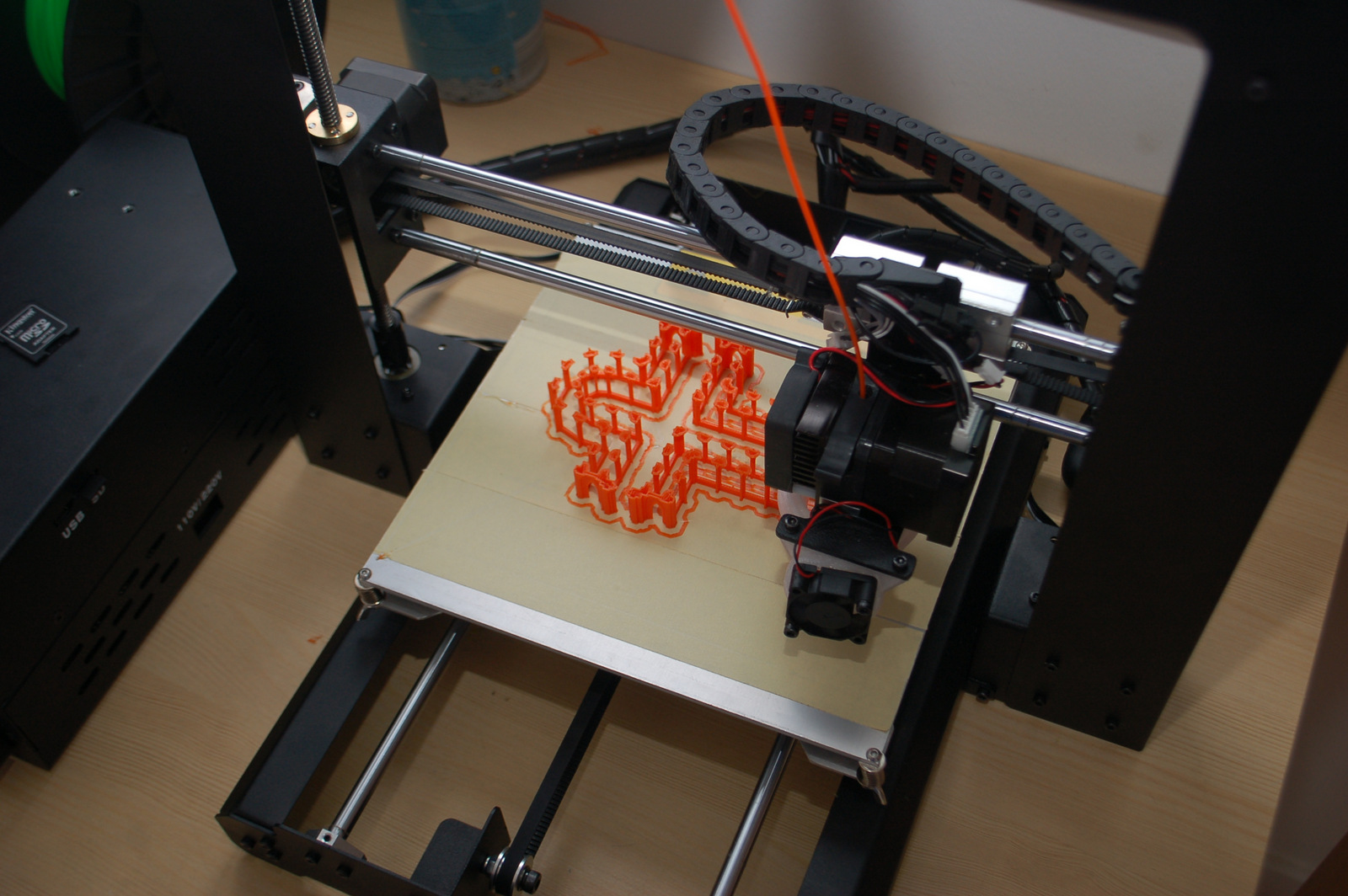
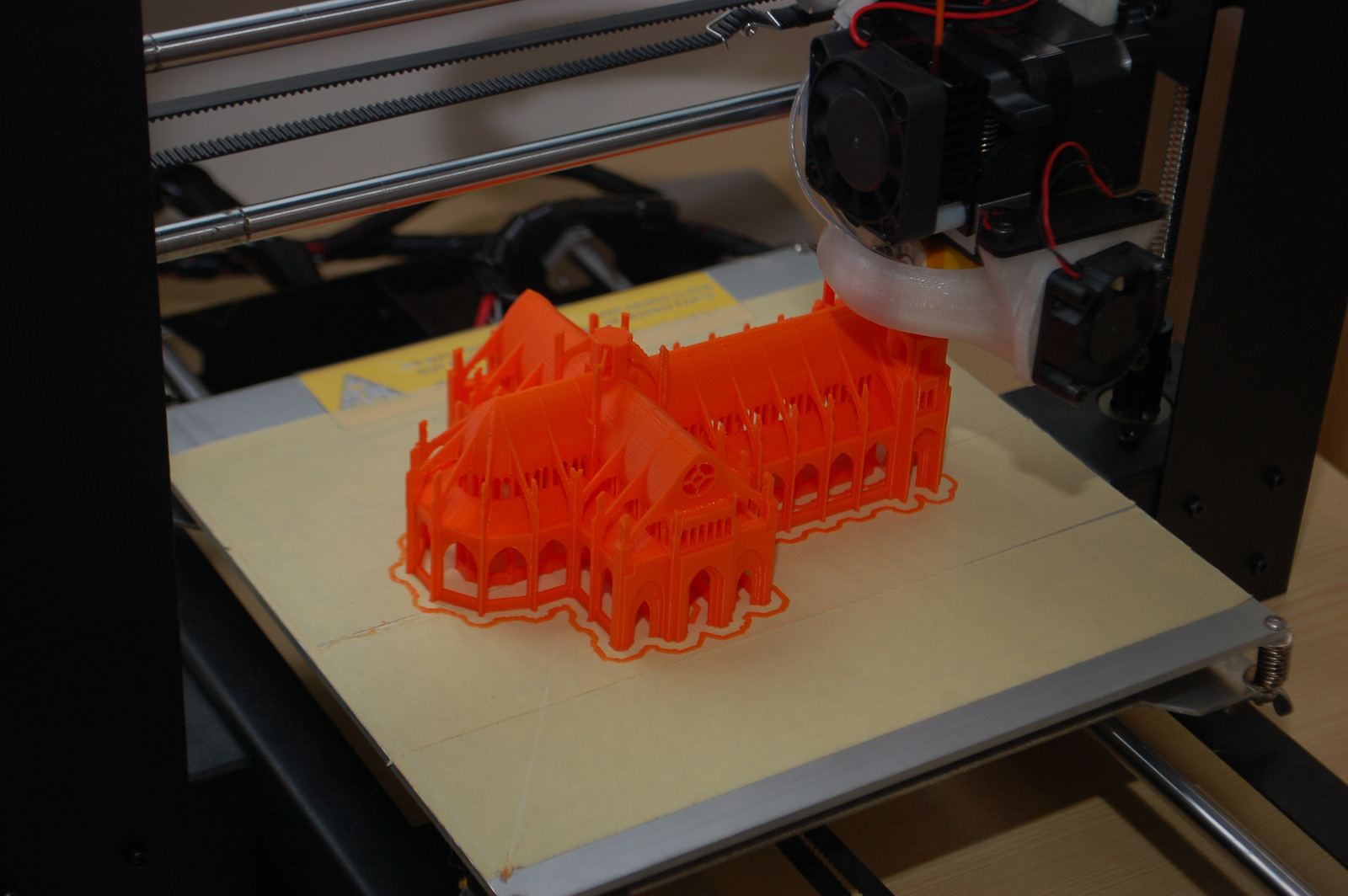
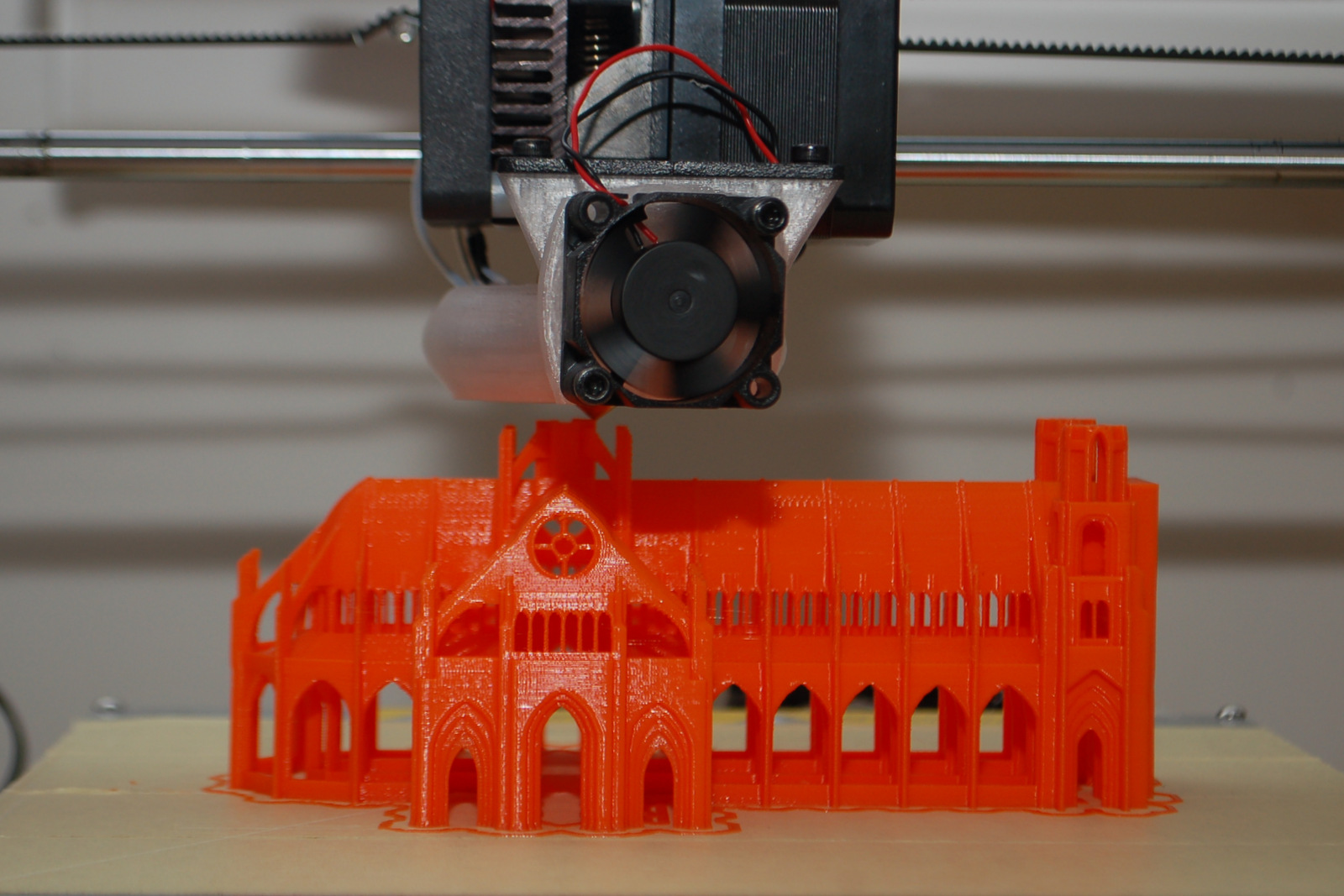
Már korábban is kinyomtattam a Wanhao D4-el ezt nagyon részletes, aprólékos katedrális modellt. Ez eredeti méretet 75%-ra csökkentettem, hogy gyorsabban elkészüljön, kevesebb anyagot használjon (tipp: egyik tengely mentén 75%-os méretcsökkentés valójában az eredeti anyagszükséglet így nagyjából arányosan nyomtatási időt is kb. 56%-ra csökkenti!). Kíváncsi voltam, hogy mit kezd vele az i3, mivel ennél a modellnél szükség van a megfelelő hűtésre, a pontos pozicionálásra. És mivel sokáig tartott a nyomtatás (kb. 9 órát, mivel lassan nyomtattam, okulva a korábbi nyomtatás tapasztalataiból), fontos a megbízható üzemelés is.
A Wanhao i3 vette az akadályokat!
A nyomtatás narancs PLA-val történt, 0.25mm-es rétegvastagsággal (a nyomtatási idő csökkentése miatt), kb. 30mm/sec-es sebességgel. 0%-os kitöltést állítottam be, mert egyrészt maga a modell nem indokolja a kitöltést, másrészt a kis apró oszlopoknál a kitöltés okozta rázkódás is okozhatott volna gondot (kidőlő oszlopok). Ezt konkrétan olvastam ennél a modellnél, egyébként lehet, hogy nem mertem volna egy ilyen hosszú nyomtatásnál kísérletezni, hogy vajon jó lesz-e kitöltés nélkül is.
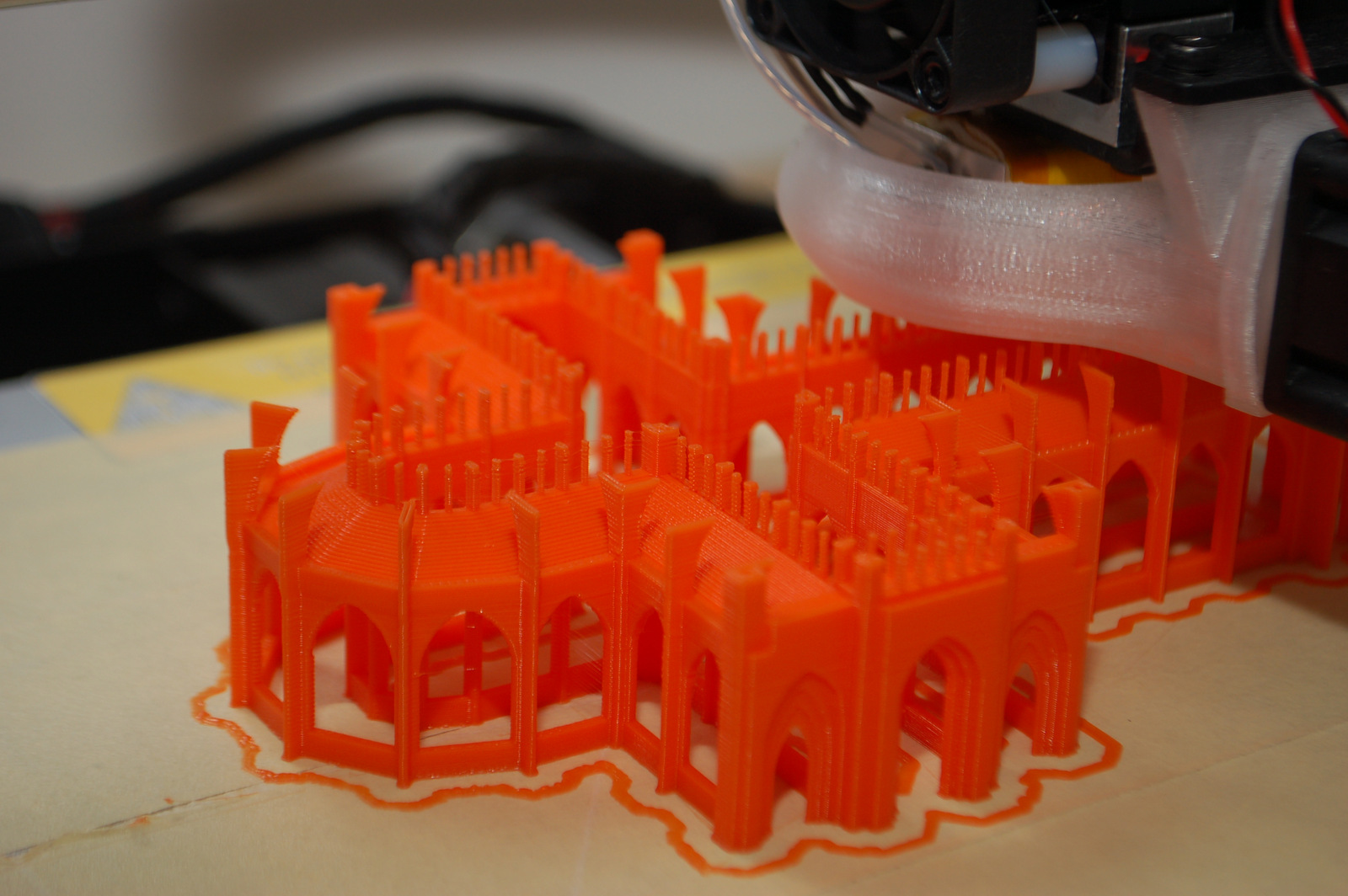
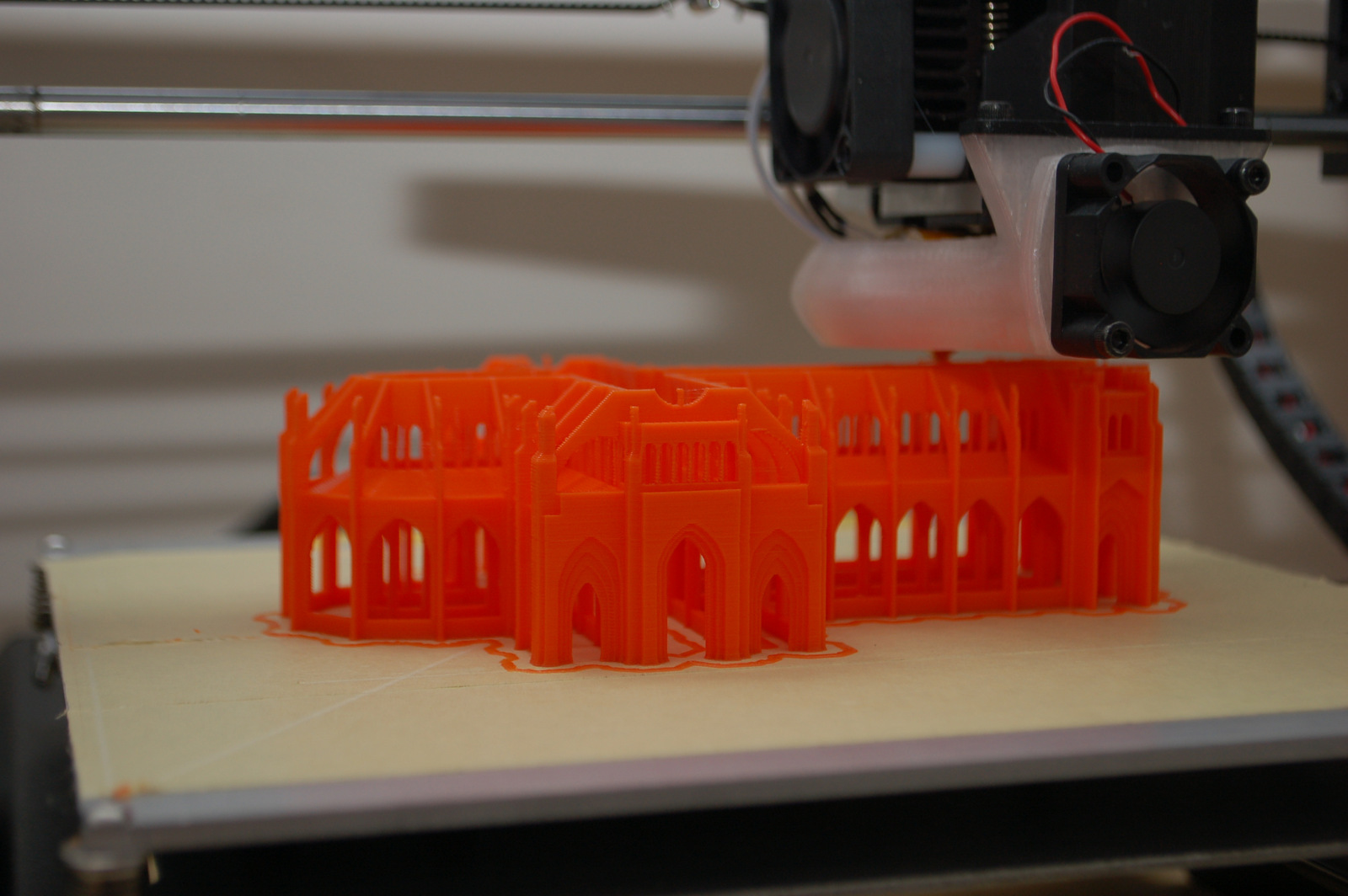
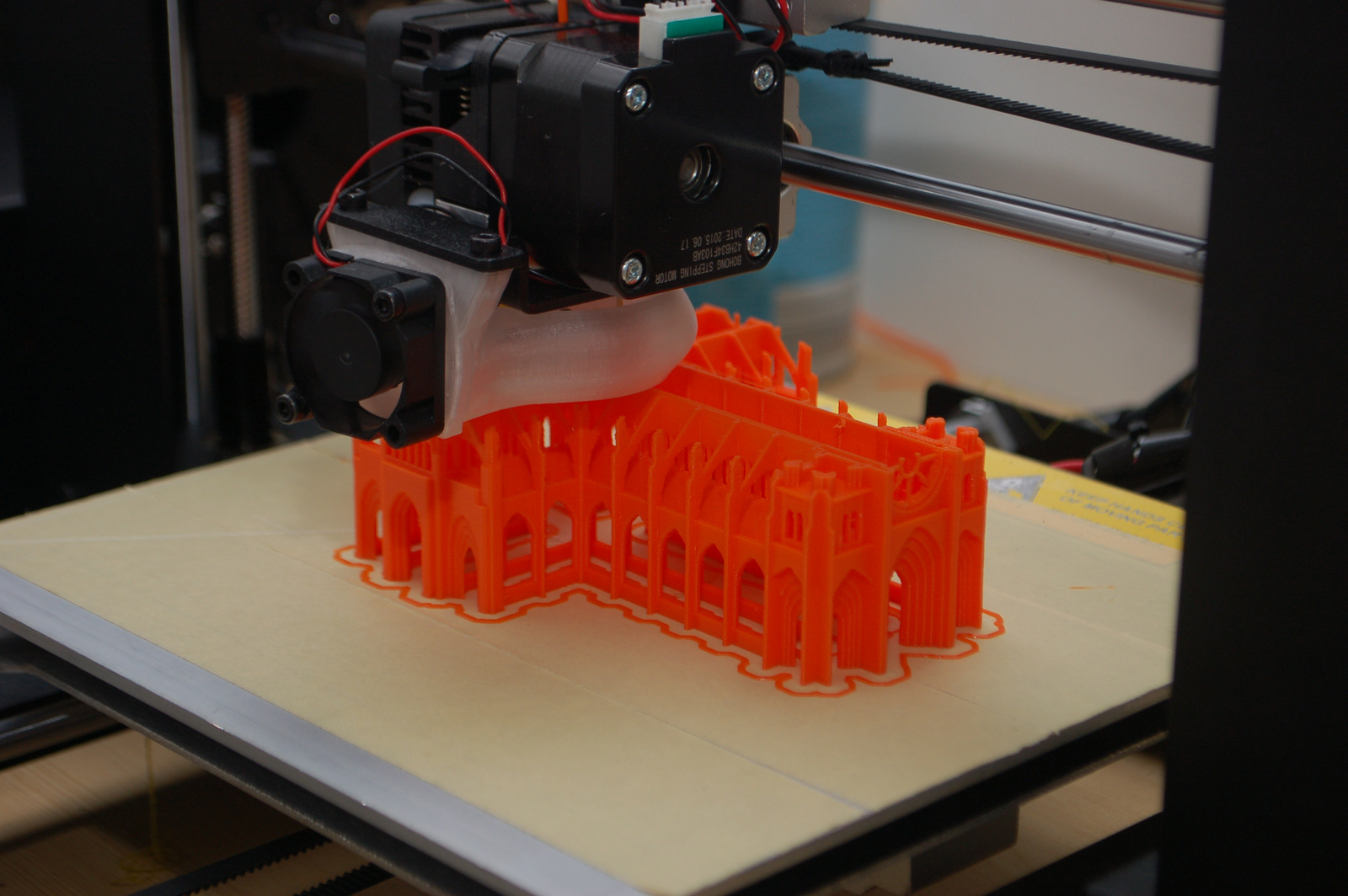
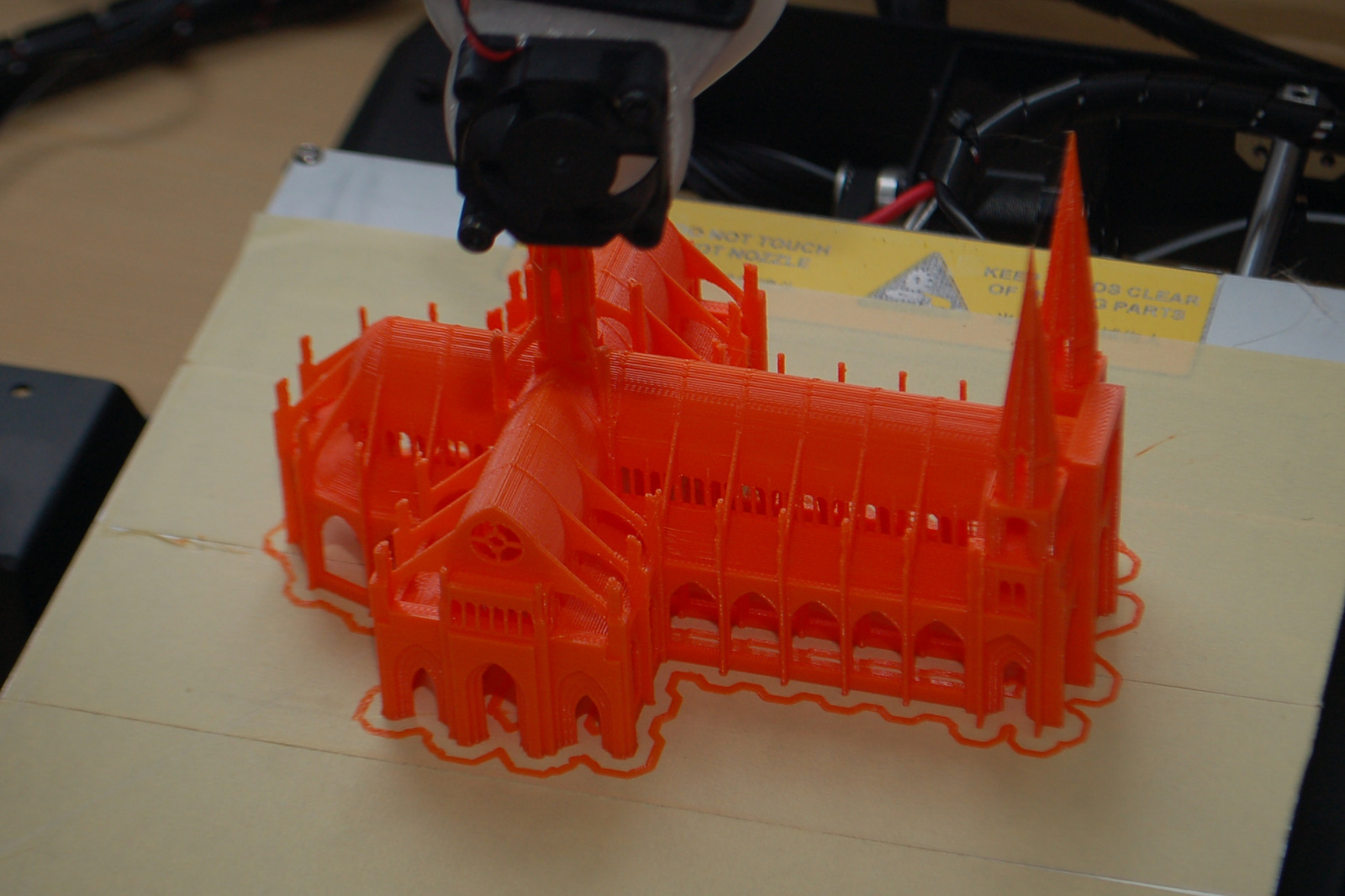
Néhány kép a nyomtatás közben:



Videó:
És az elkészült modell:



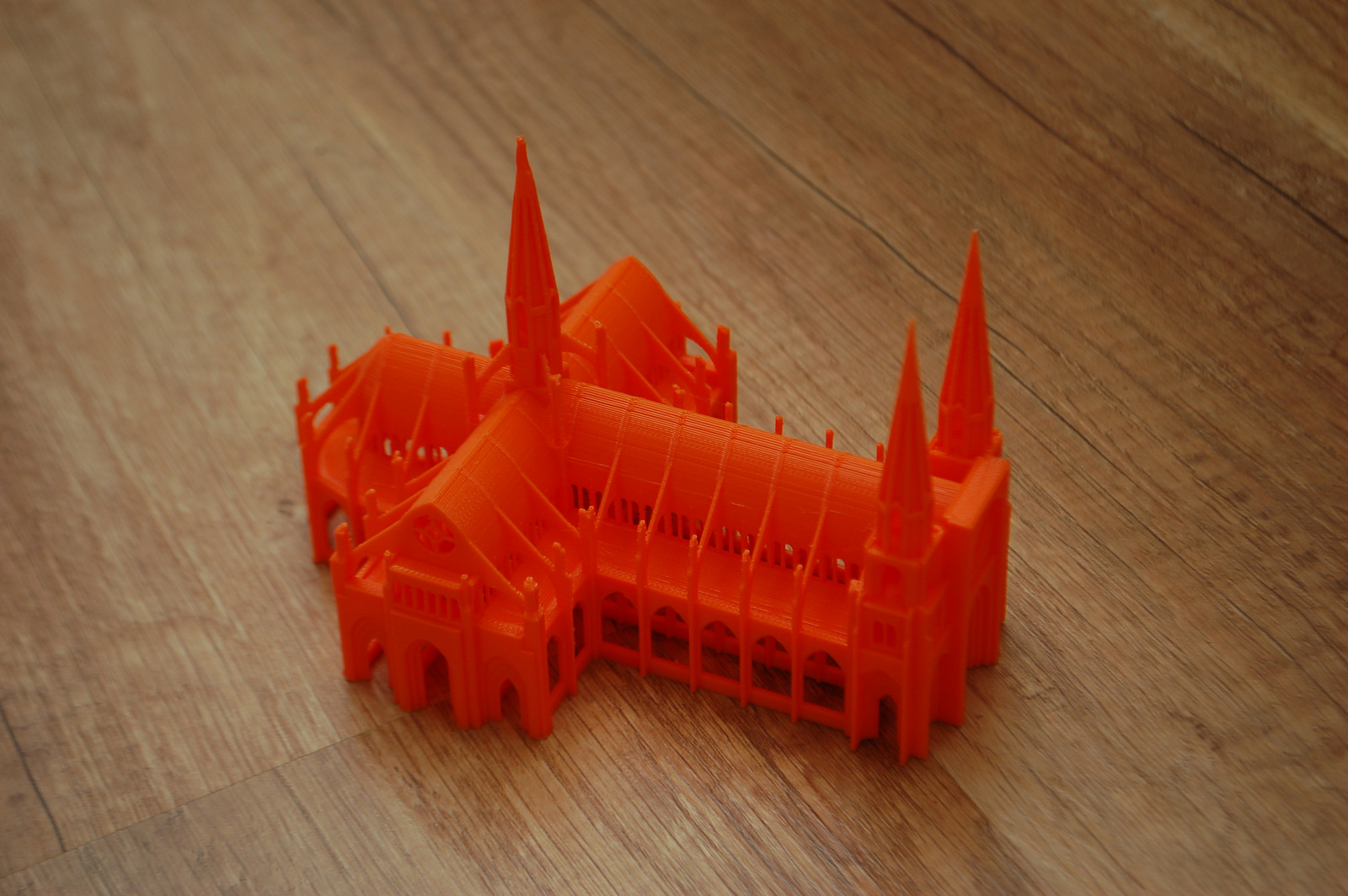

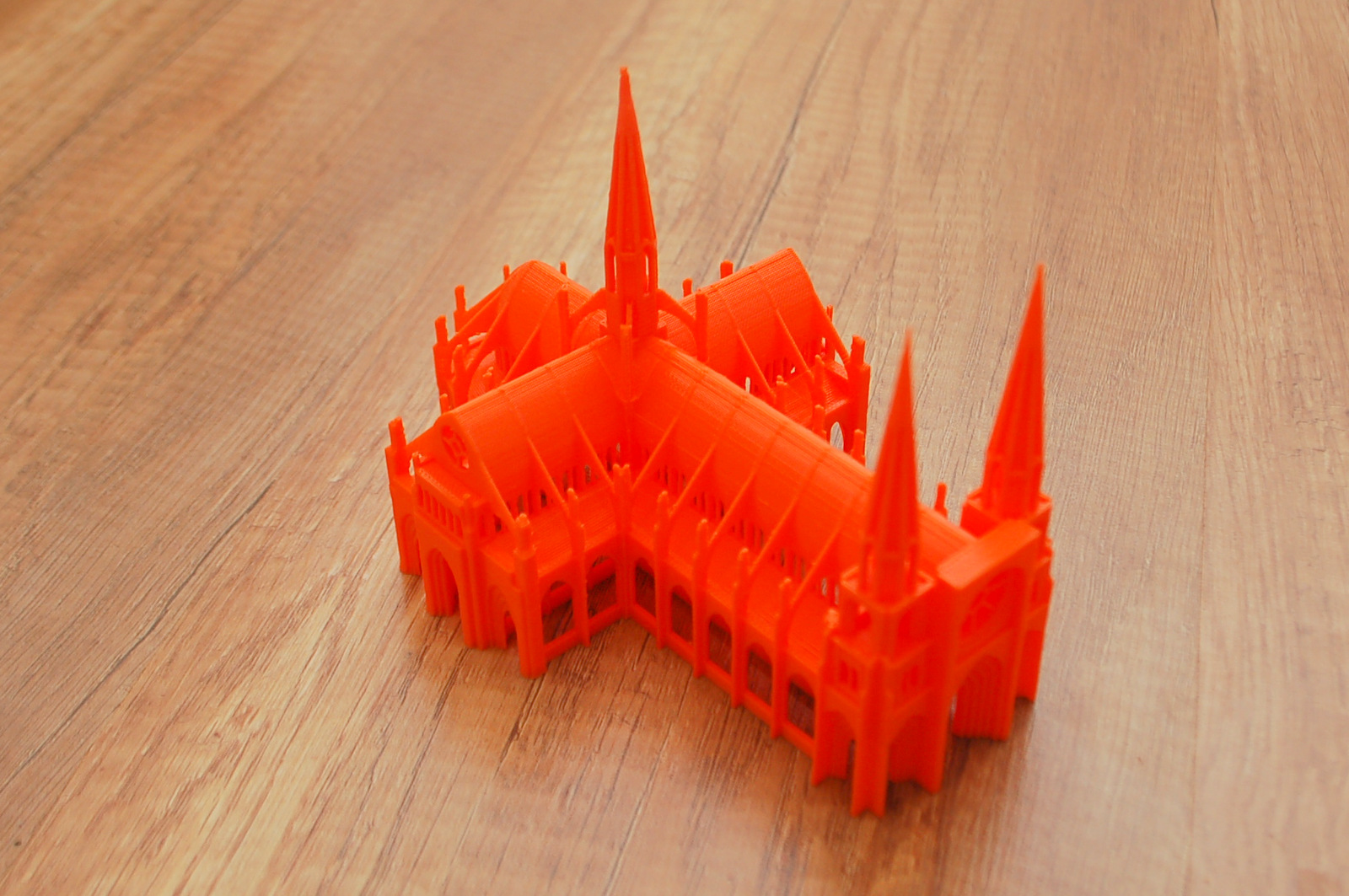
Egyedül a legmagasabb tornya nem sikerült tökéletesen, ott az volt a gond, hogy gyakorlatilag egy 2-3mm-es helyen mozgott elég gyorsan a fej, egy pontot forrósítva, így ott nem volt ideje az anyagnak rendesen lehűlnie, így az egy kicsit megfolyt és deformált lett. De a modell egésze nagyon meggyőző, és nem csak egy ilyen árkategóriájú nyomtatótól, hanem egy jóval drágább készüléktől is. Kíváncsi lennék, a Velleman K8200 hogyan bírkózna meg ezzel a modellel.
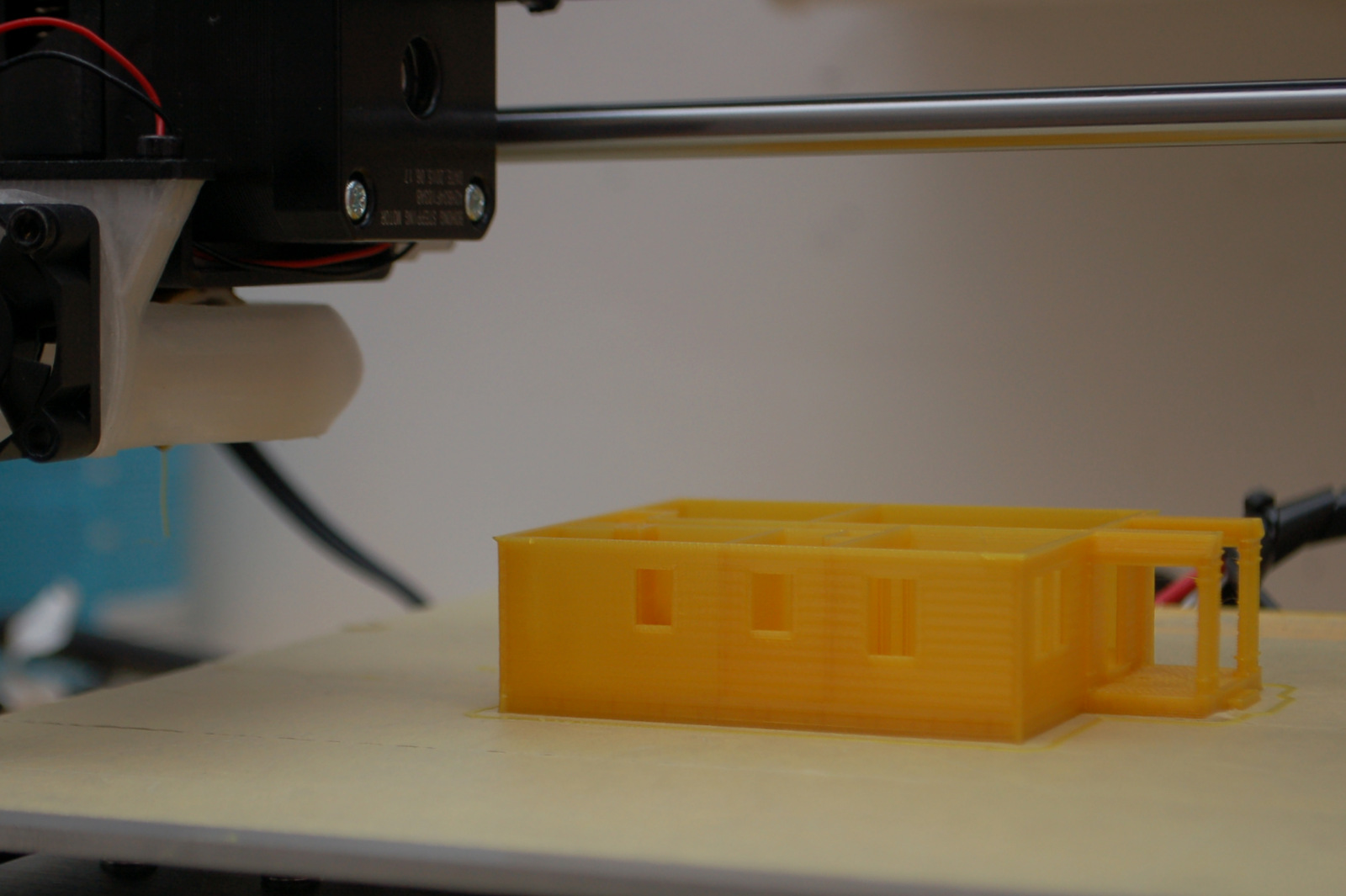
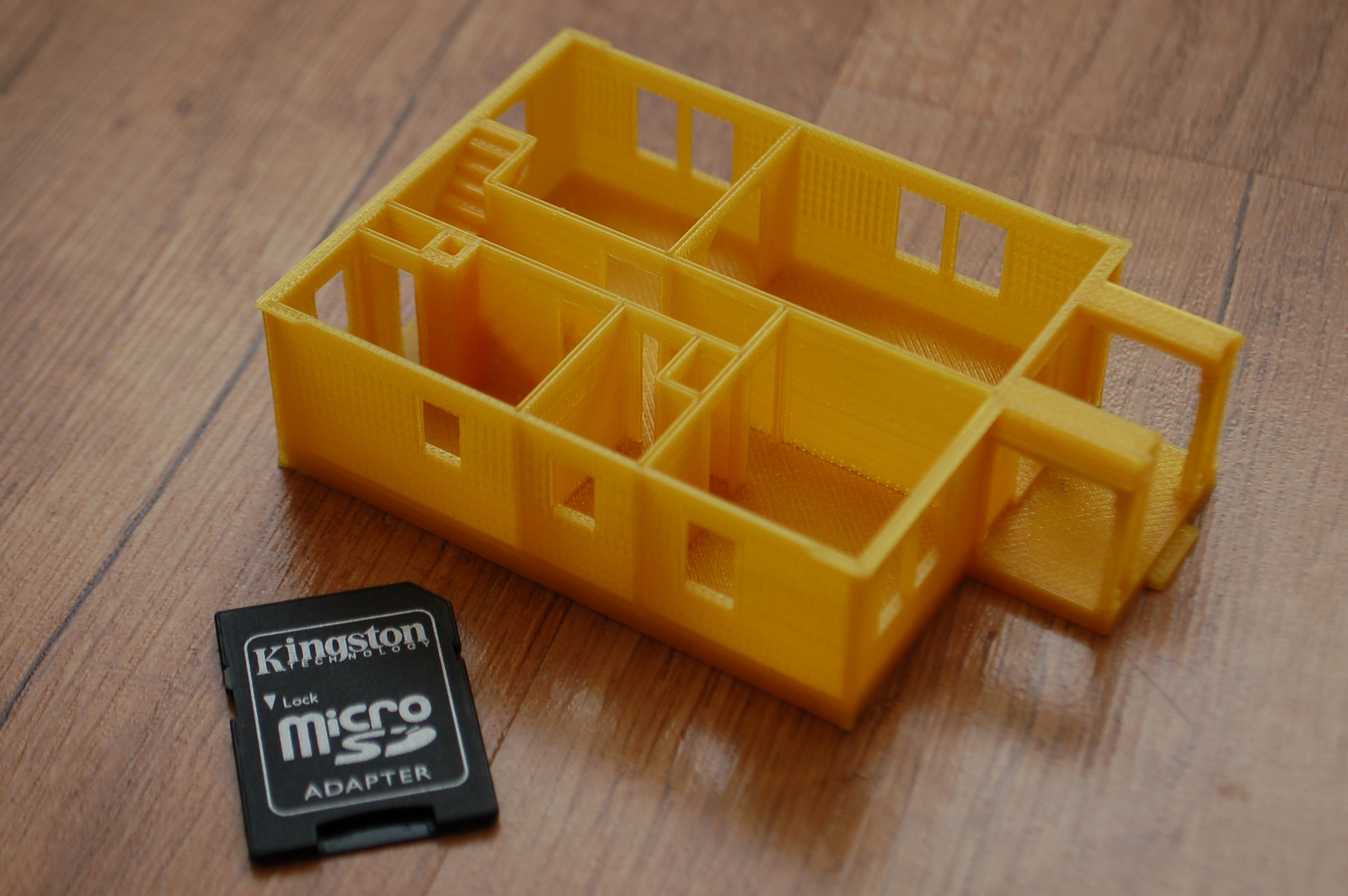


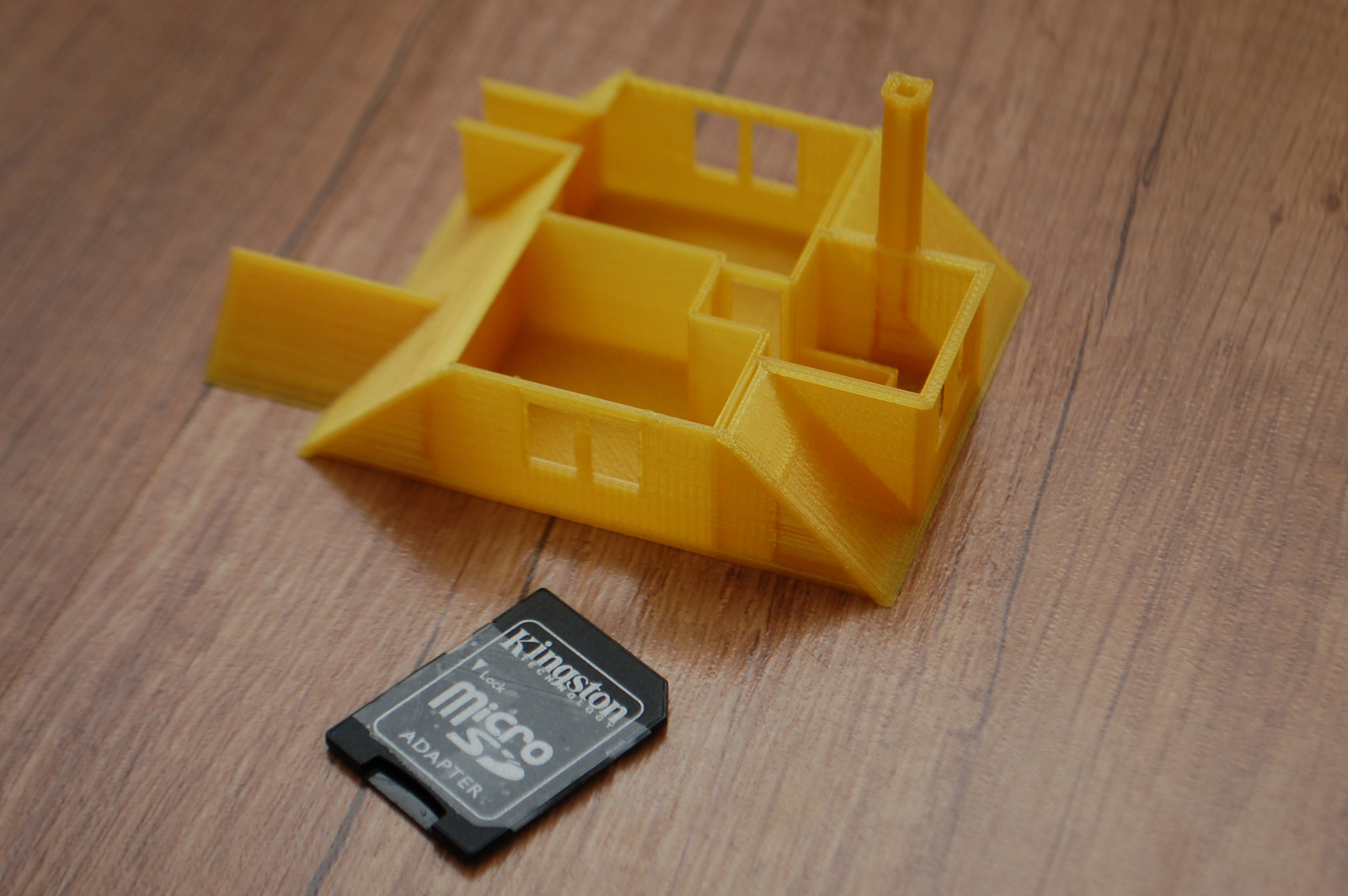
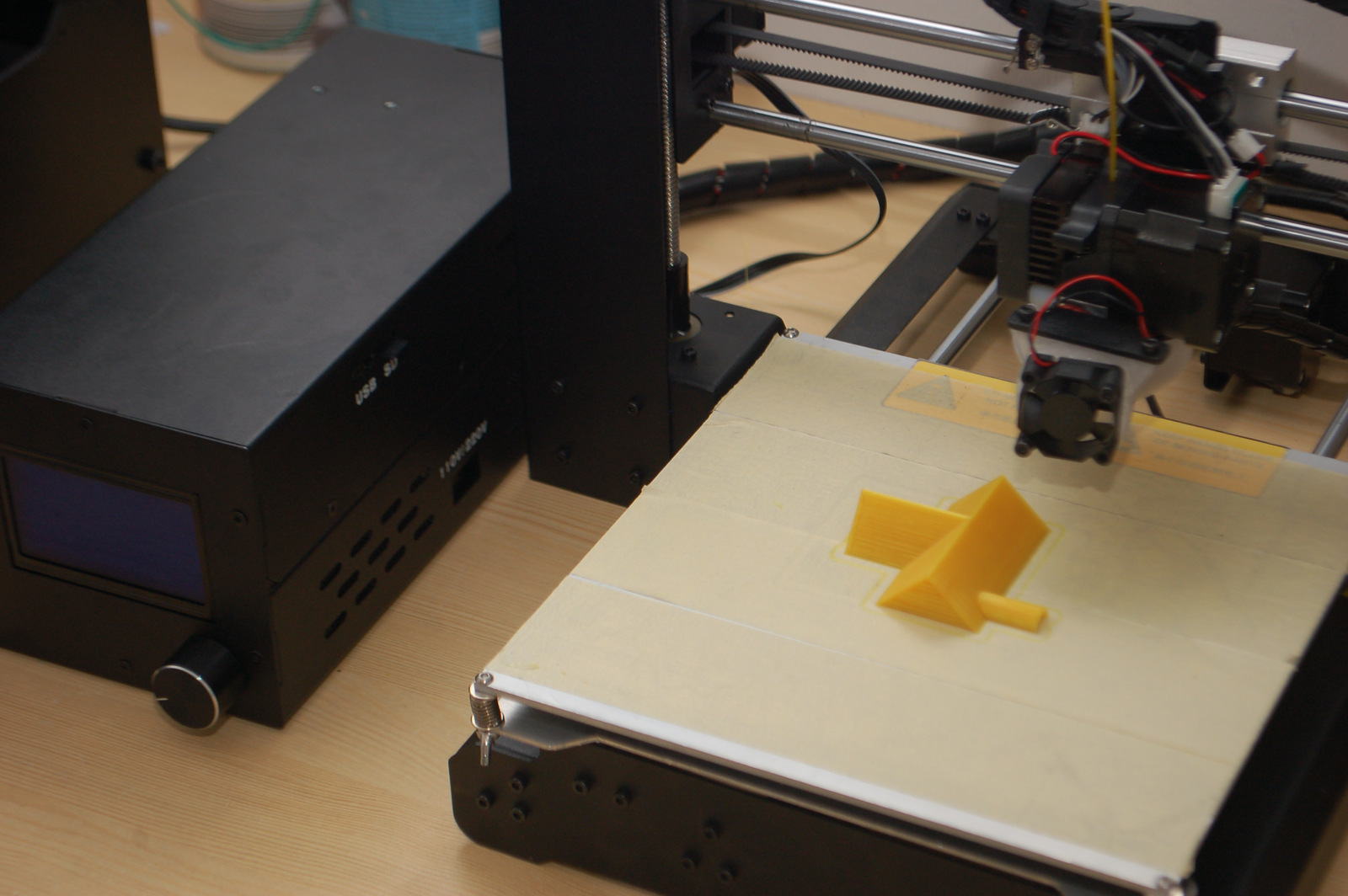

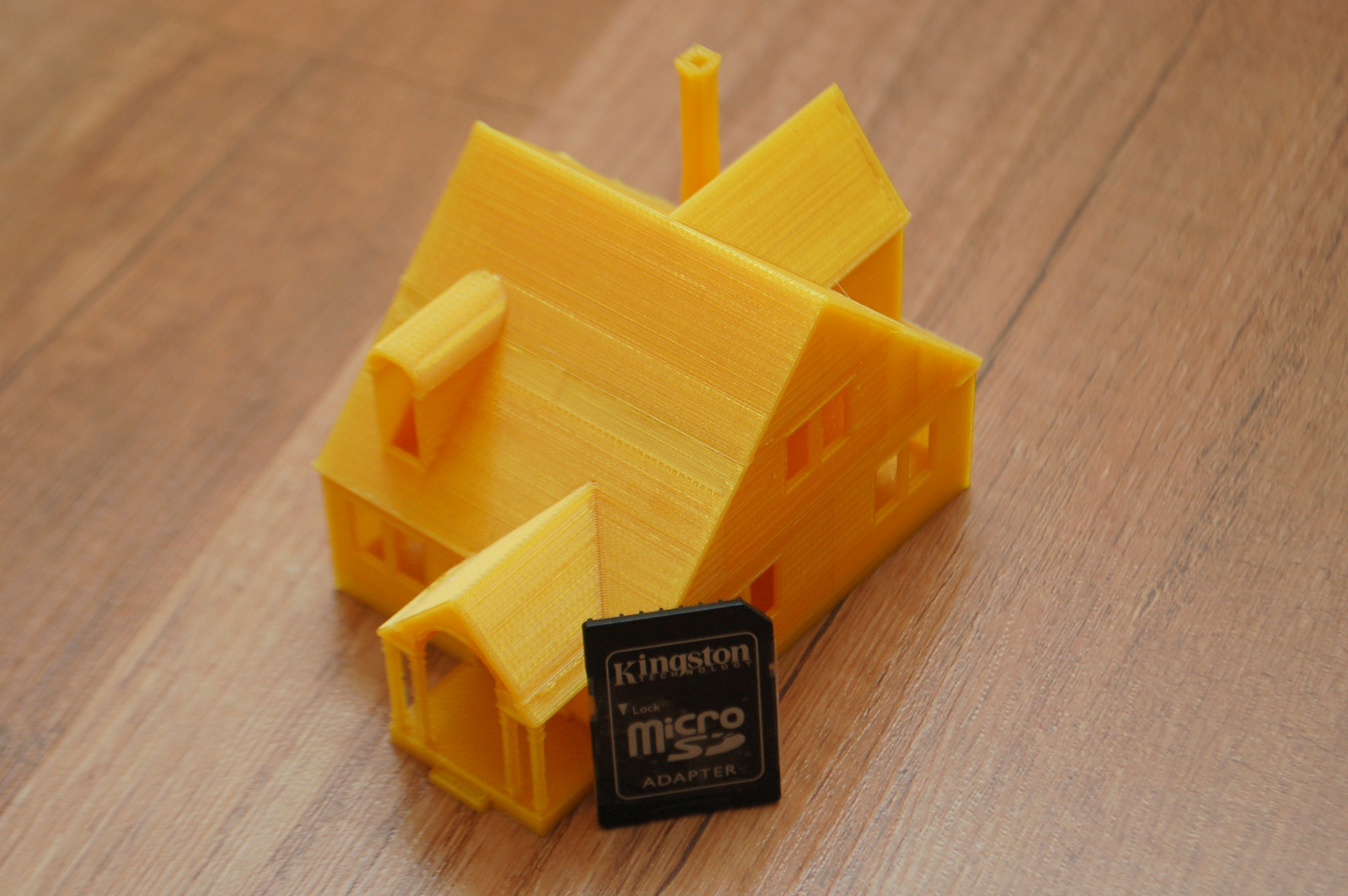
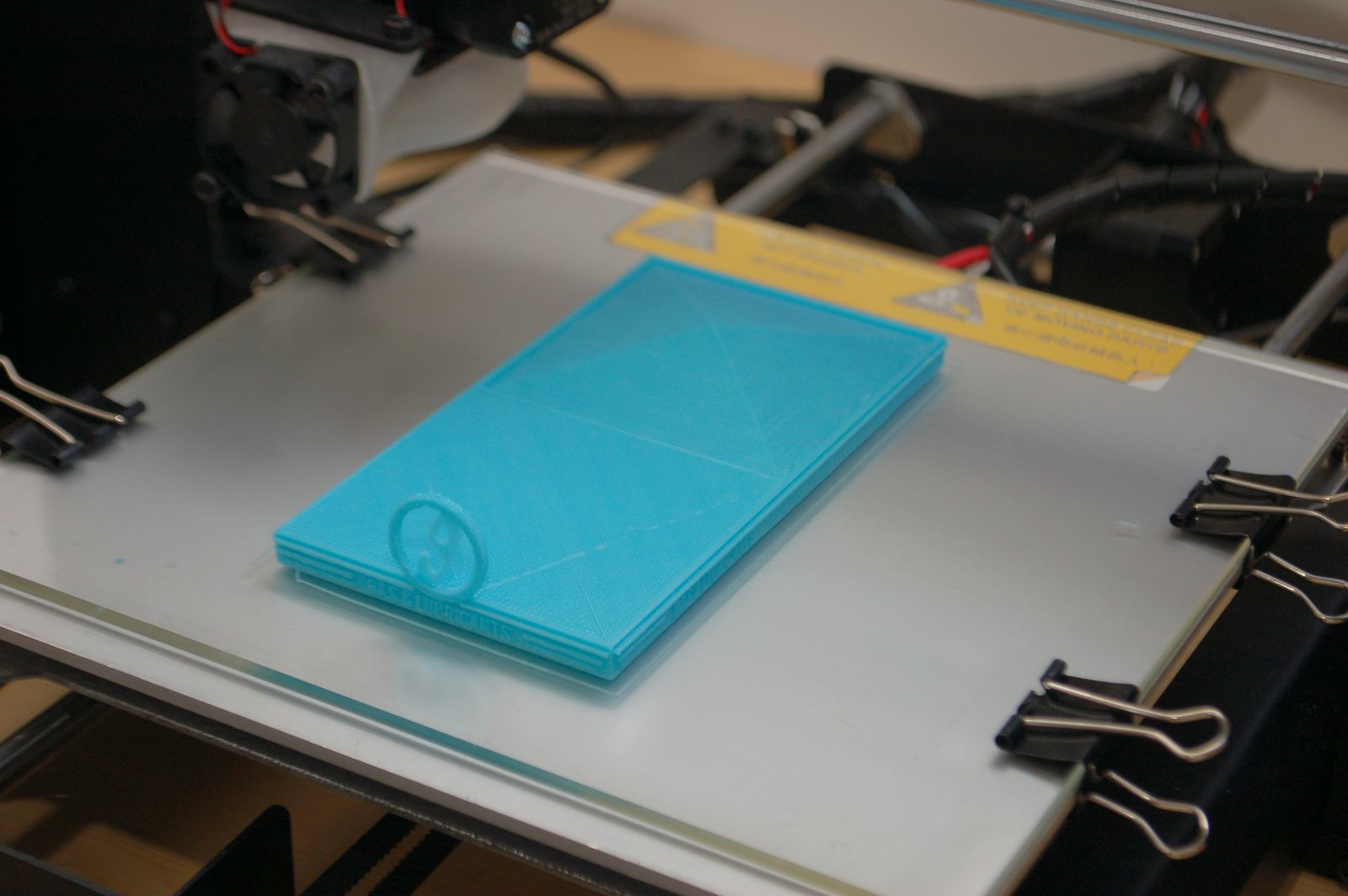
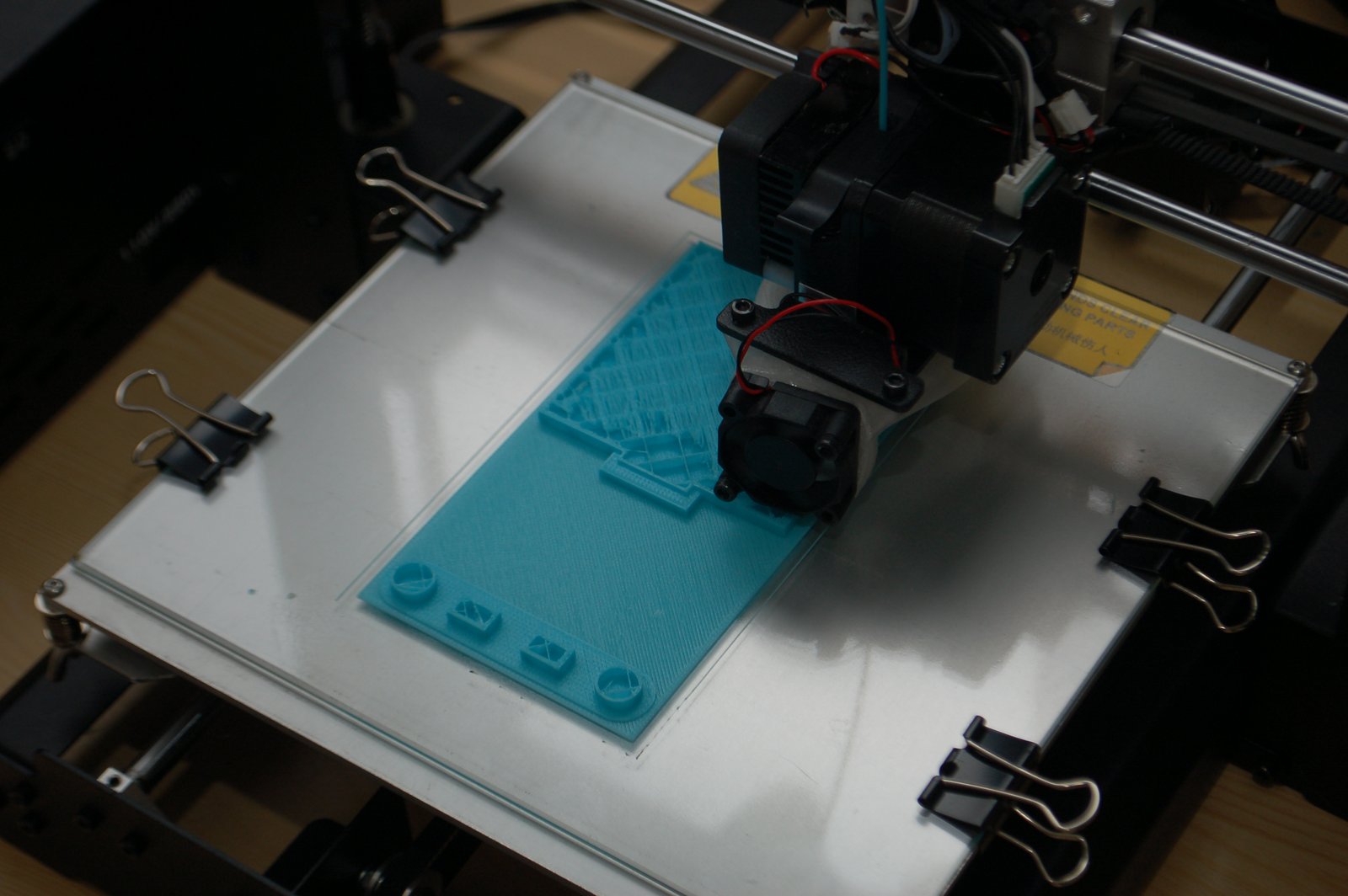
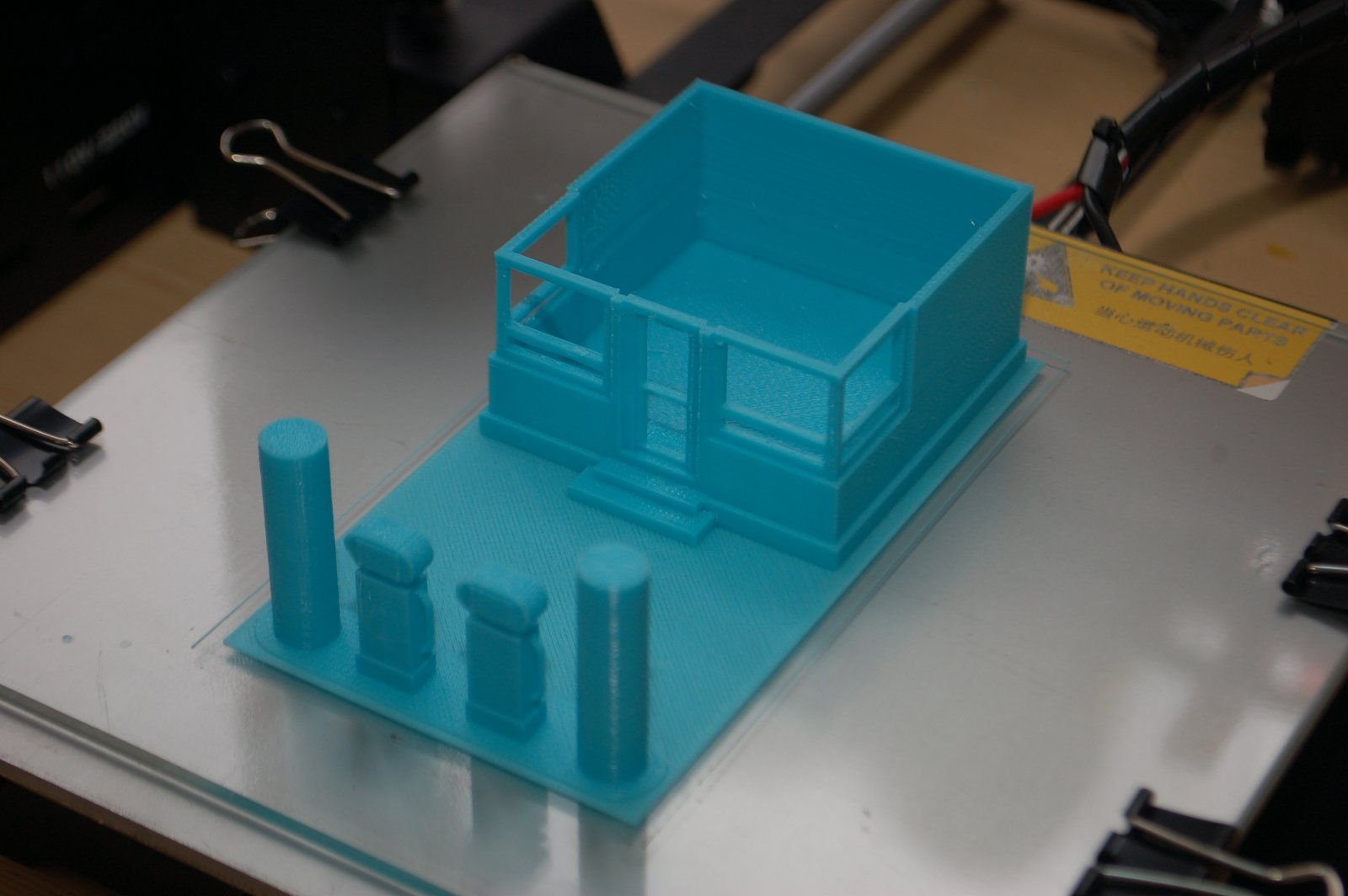
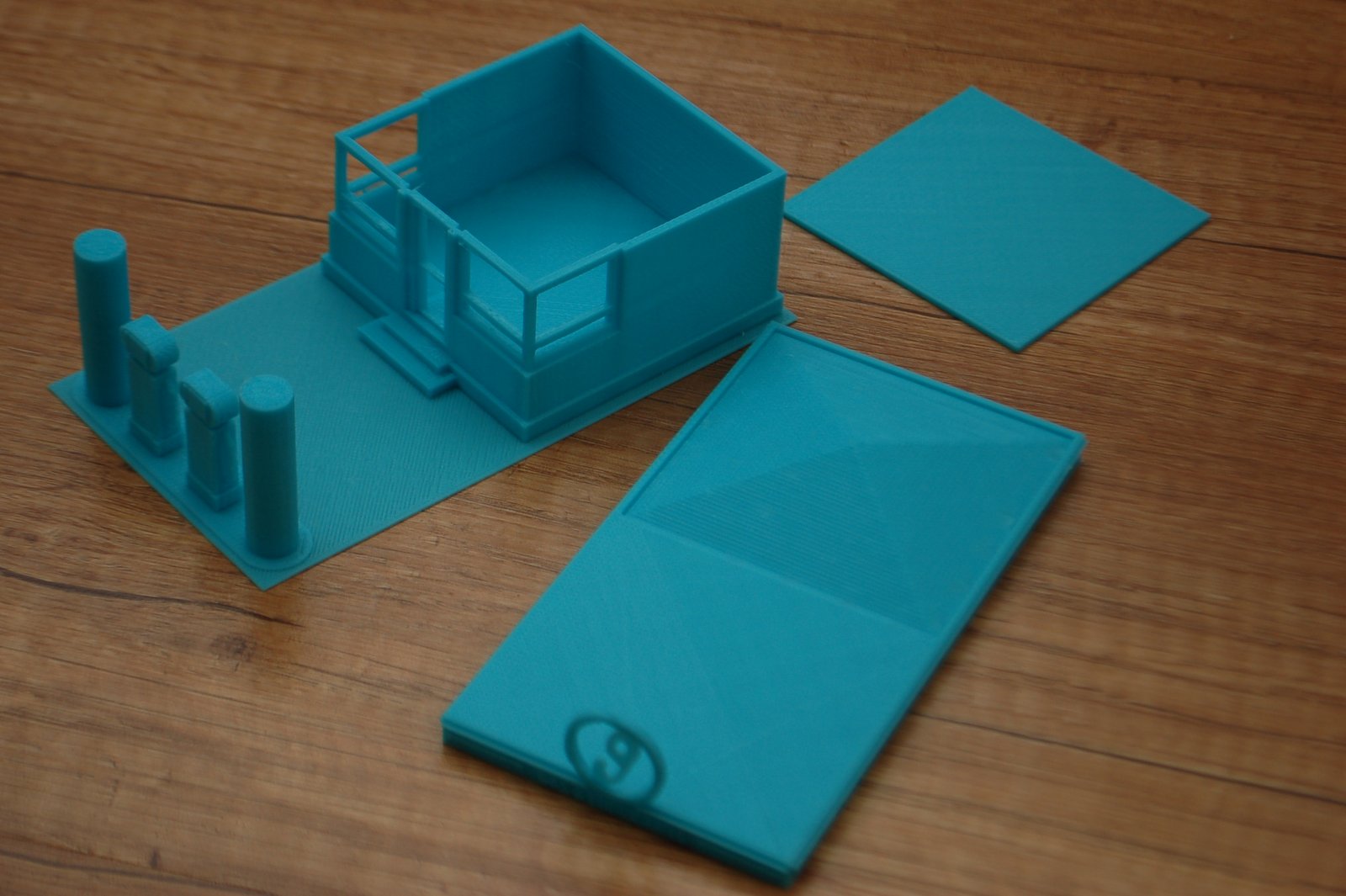
Egy házmakettet nyomtattam ki az eredeti méret 50%-án, kb. TT méretarányban (1:120). Ez is bizonyítja, hogy a Wanhao Duplicator i3 is abszolút alkalmas professzionális felhasználásra, pl. építész irodában szemléltetésre, vagy oktatási intézményekben.
A nyomtató már eleve nagyon kedvező árfekvésű. És ha azt vesszük figyelembe, hogy összesen kb. 40 grammnyi anyag van az egész modellben, ami nem egészen 400 Ft anyagköltség, akkor nem nagyon lehet érv, hogy még túl költséges a 3D nyomtatás.
A nyomtatást 0.2mm-es rétegvastagsággal végeztem, papíron arany színű PLA-val - bár megmondom őszintén, ez a szín nekem nem igazán tetszik. Ha valakit érdekel, jutányos áron elvihető, mondjuk ajándékba egy Duplicator i3 mellé. :)
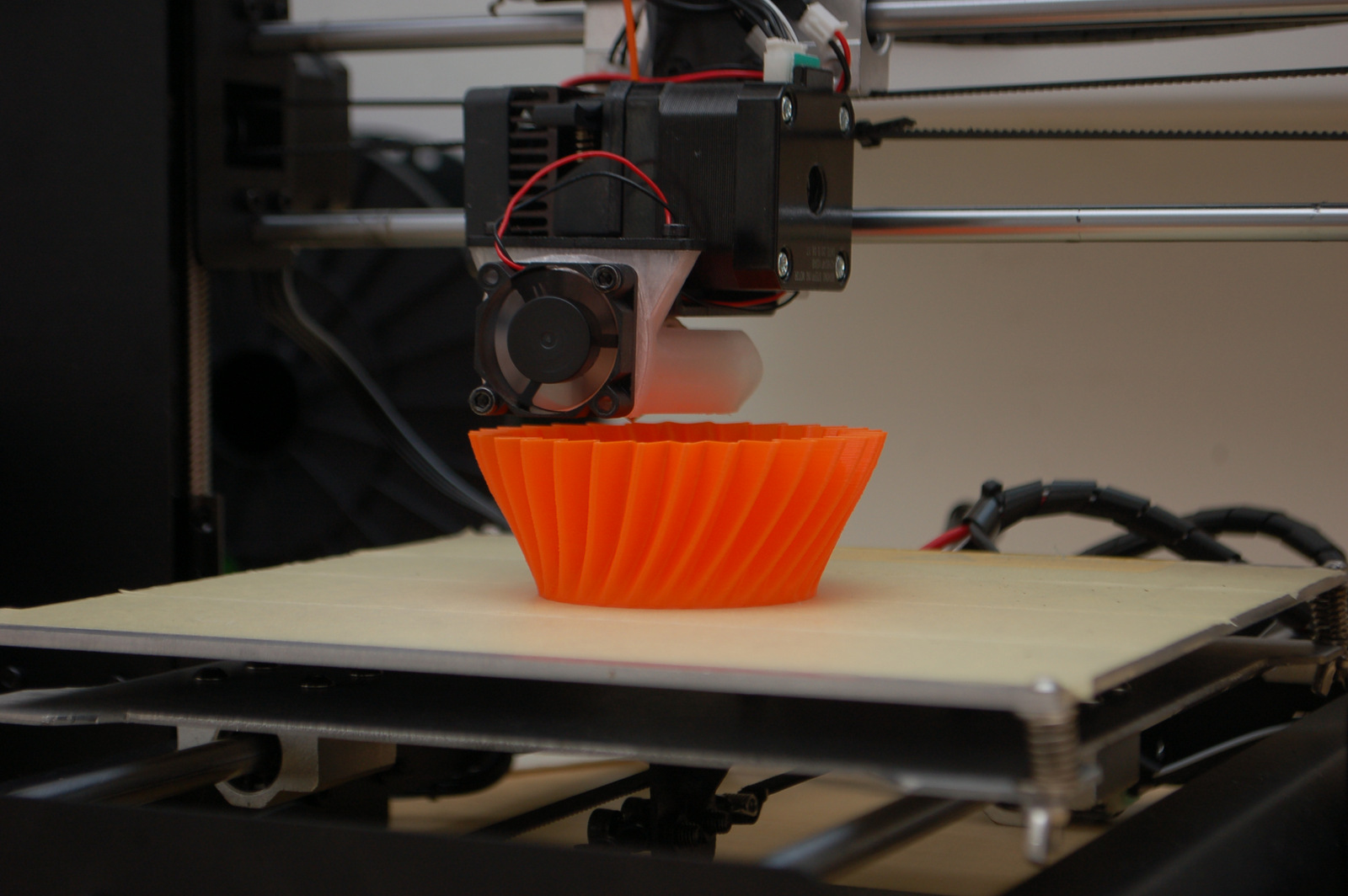
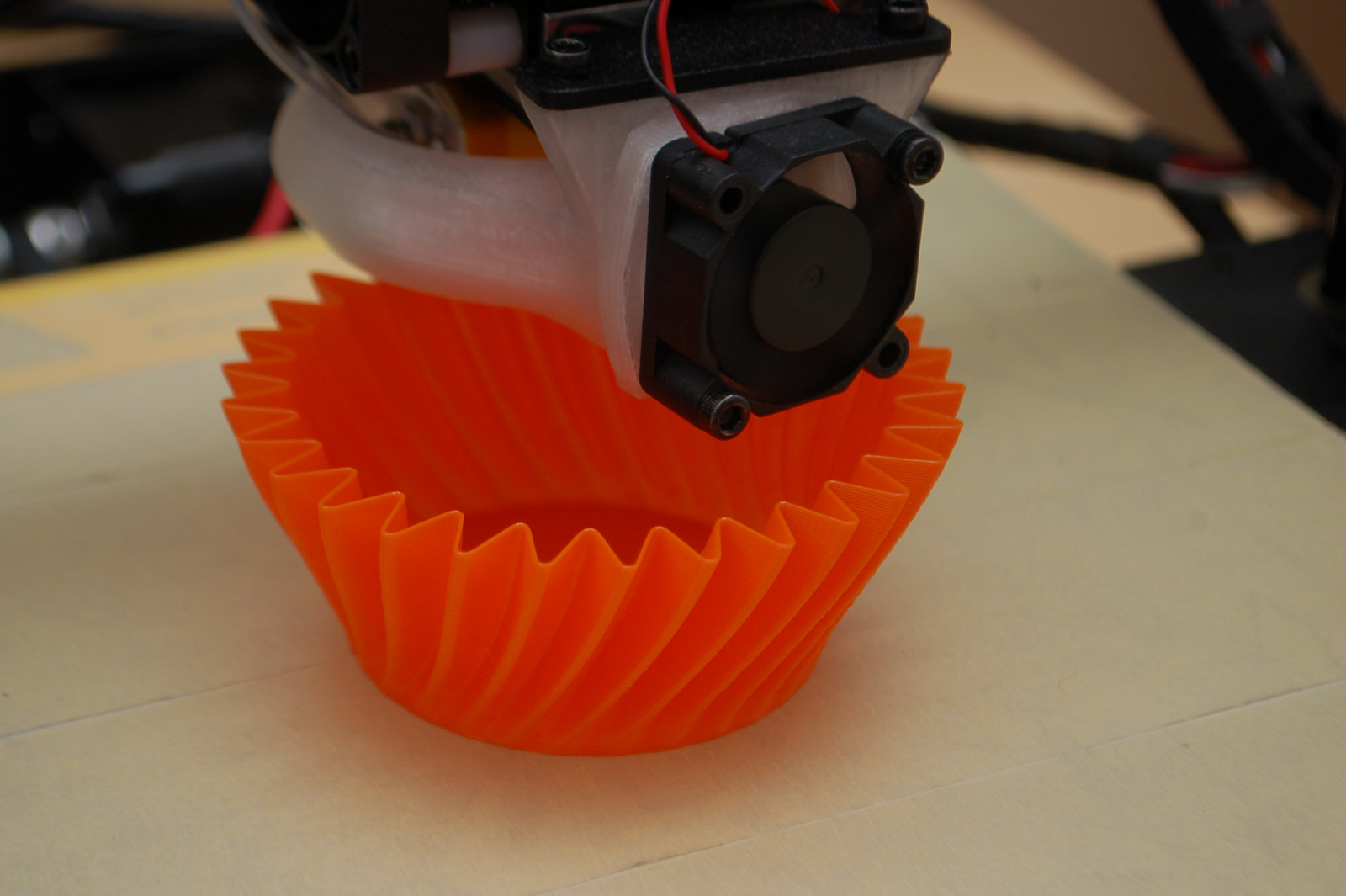

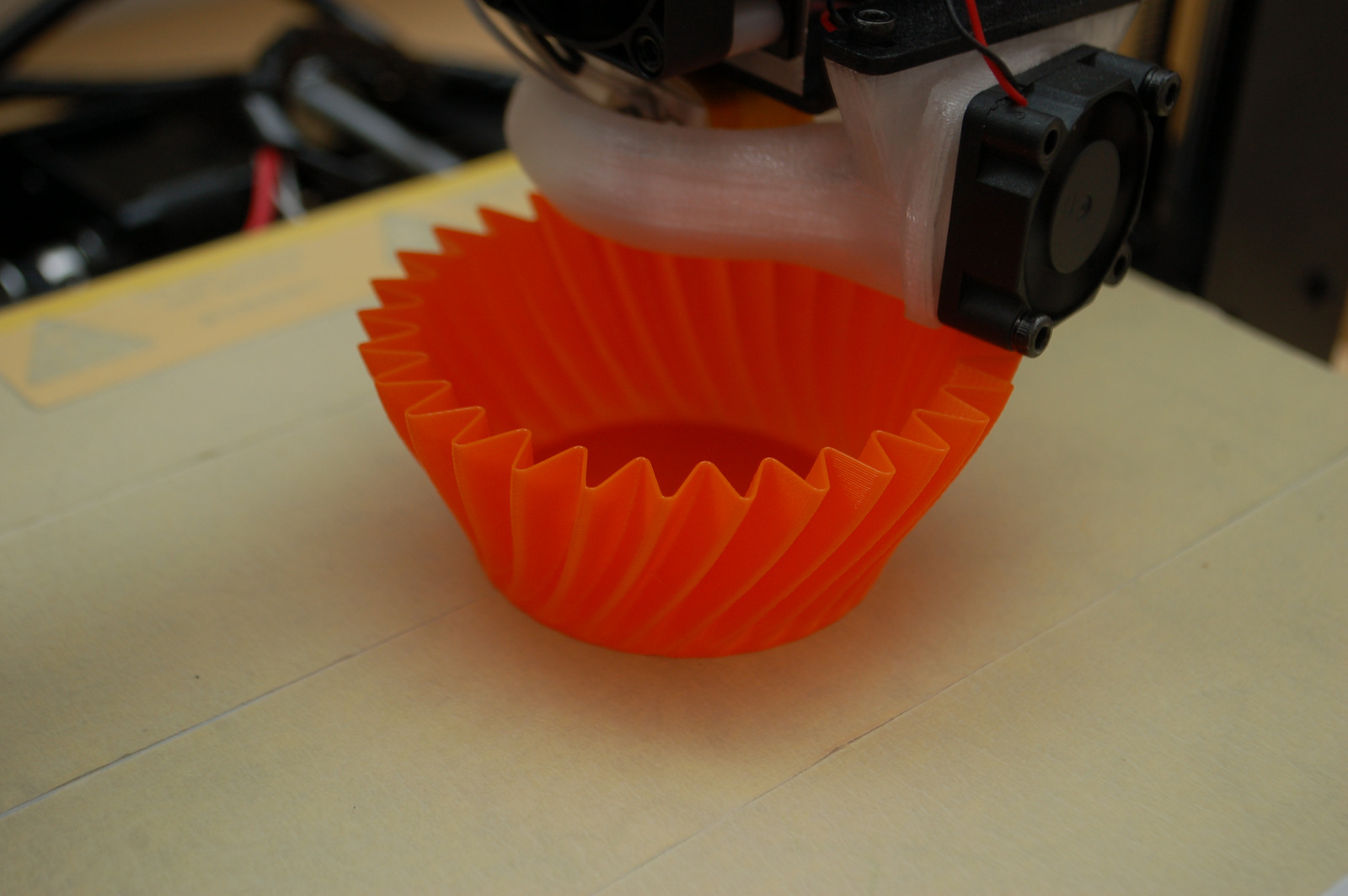
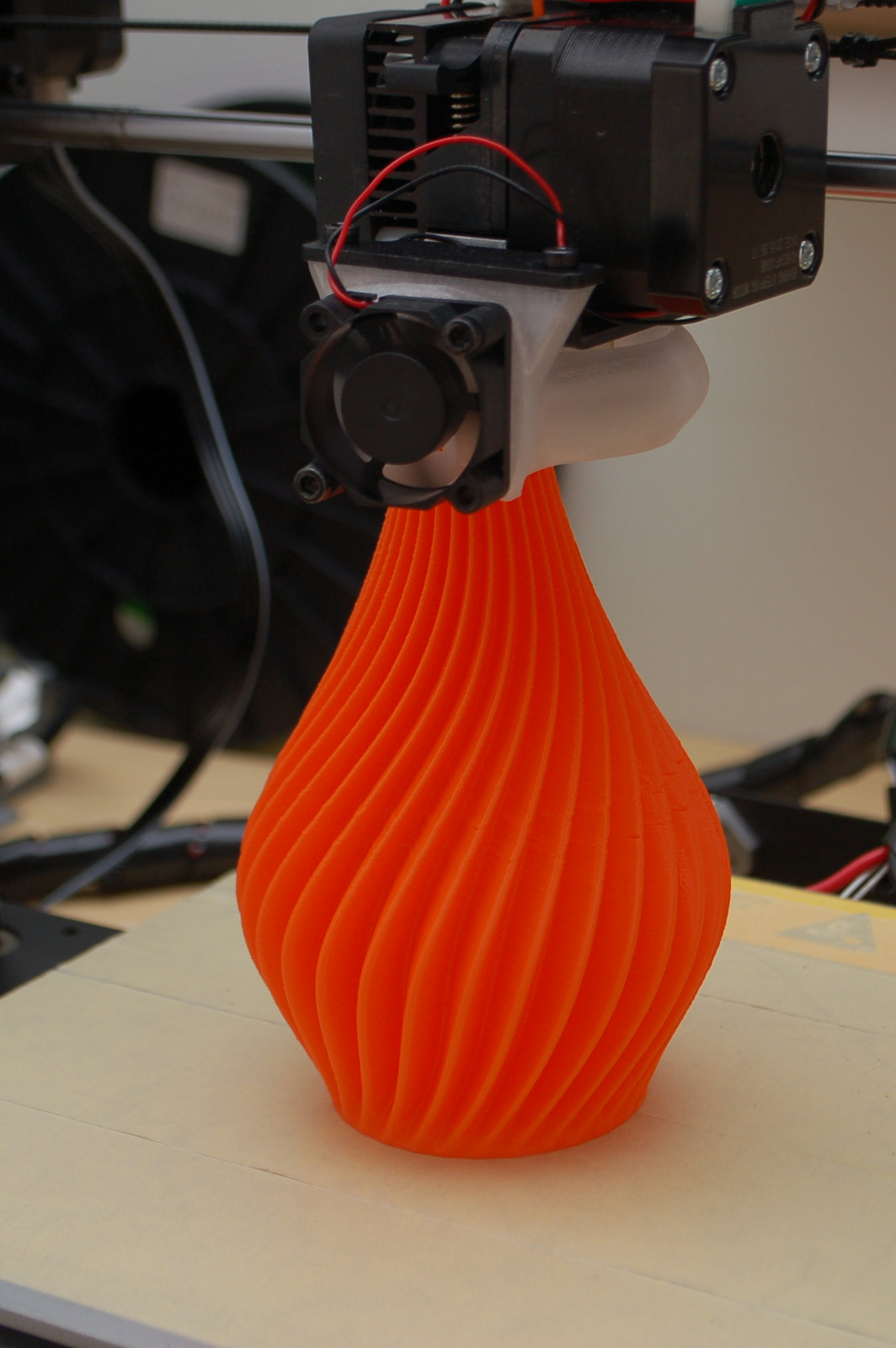


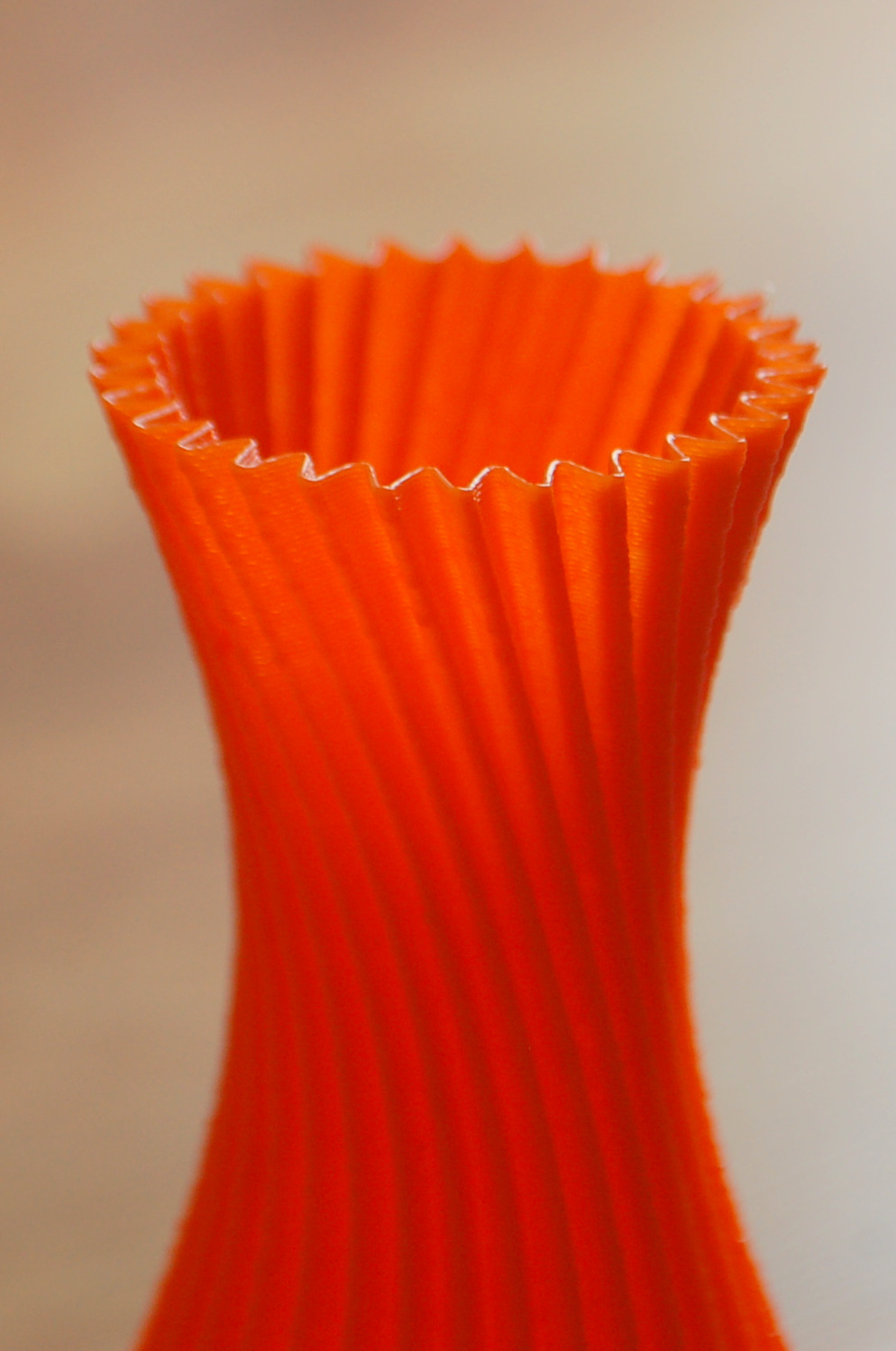
Ki akartam próbálni a Wanhao Duplicator i3-mal a Cura-ban lévő váza módot. Sajnálatos módon a D4-hez való Makerware-ben ez az opció hiányzik (persze ha nagyon akarjuk, a D4-et is lehet a Cura-val használni, vagy Slic3r-rel, amiben szintén van váza mód). A váza mód lényege, hogy egy teljesen üreges tágyat (Inflill: 0%) tudunk úgy nyomtatni, hogy egy folytonos vonalat húz a nyomtató, tehát nem ugrik mondjuk 0.2mm-enként a rétegek között a nyotmató, hanem folyamatosan emelkedik. A modell, amit választottam: http://www.thingiverse.com/thing:550604
A váza mód természetesen nem minden tárgy esetén alkalmazható, de bátran kísérletezzünk vele.
Az opció a Cura expert módjában van (Expert menü -> Open expert settings), itt a Black Magic alatt a "Spiralize the outer countur" opció. Emellett állítsuk az infill-t 0%-ra illetve a "Solid inflill top"-ot kapcsoljuk ki.
A családban új lakásba költözött egy kisgyerekes pár. Ennek apropóján készítettem nekik egy kis ajándékot, egy, a gyermek nevét kiadó feliratot különböző színű nyomtatószálakból. Egyszerű, gyors de látványos dolog.
És ráadásul még olcsó is: egy ilyen betű kb. 200-300 Ft / darab. 3D nyomtatásban még a legnagyobb betű is kb. csak 8gr anyagot igényel, így gyors fejszámolással kijön, hogy az anyagár kb. 80 Ft / betű.




A betűket egyébként a nagyon egyszerűen használható (és ingyenes) Tinkercad programban készítettem:
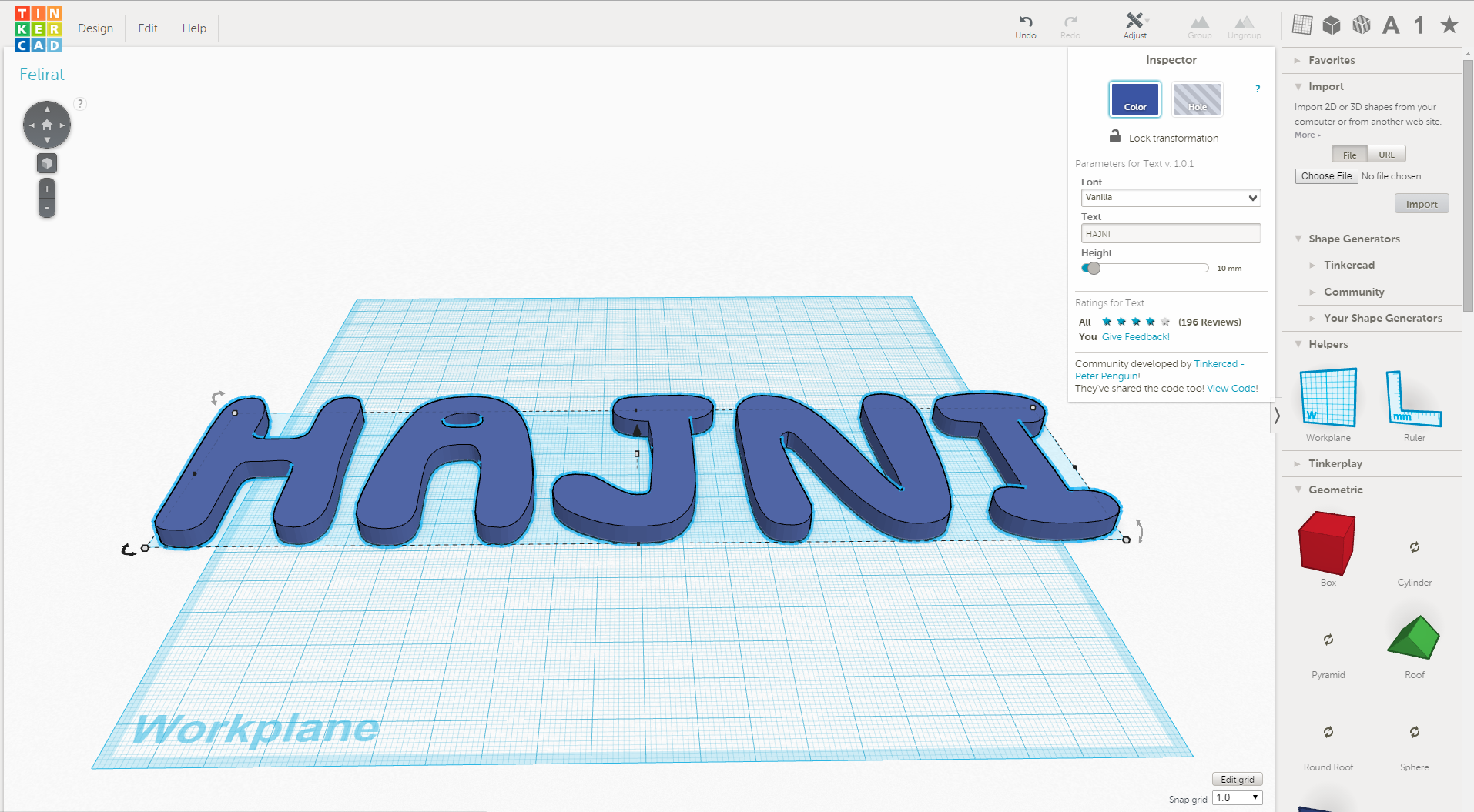
A nyomtatás pedig a legújabb nyomtatónkkal, a megfizethető árú Wanhao i3-mal történt.
Nyári akció! Aki a blogra hivatkozik a rendelésnél, az kap egy ajándék PLA vagy ABS szálat a nyomtató mellé!





Eltörött a kerti kisházban a belső "kilincs", amivel belülről be lehet csukni az ajtót. Úgyhogy kerestem egy állatos figurát (ez esetben egy cica fejet), kicsit átalakítottam, és csináltam belőle egy ilyen pótkilincset. Jól sikerült. :)
Ezt lehetett 0.3mm-es rétegvastagsággal nyomtatni, még külön jó hatást ad a tárgynak. Ezüst színű Wanhao PLA-val nyomtattam.