Napi tipp: (toll)betétes nyomtatás
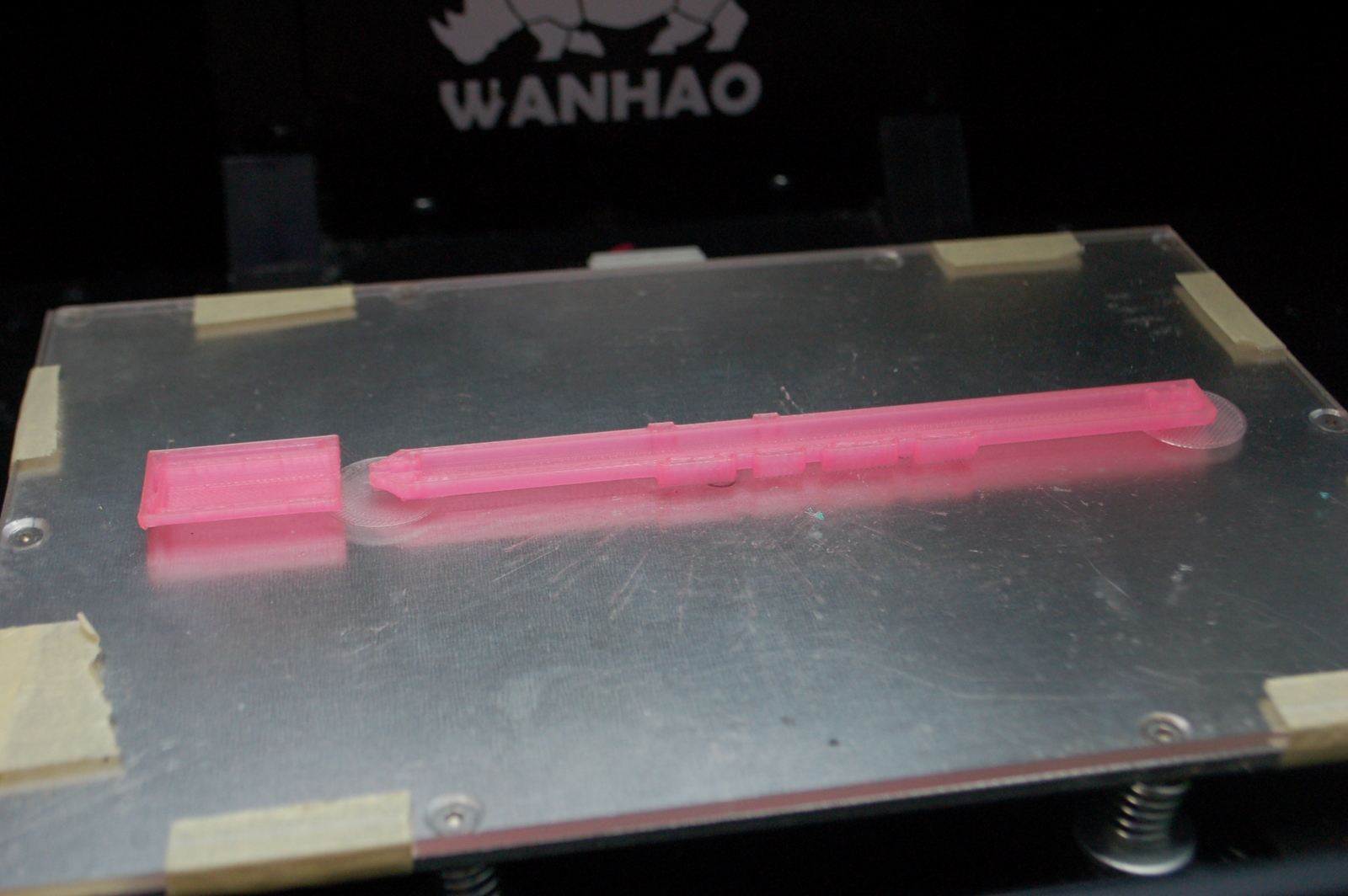
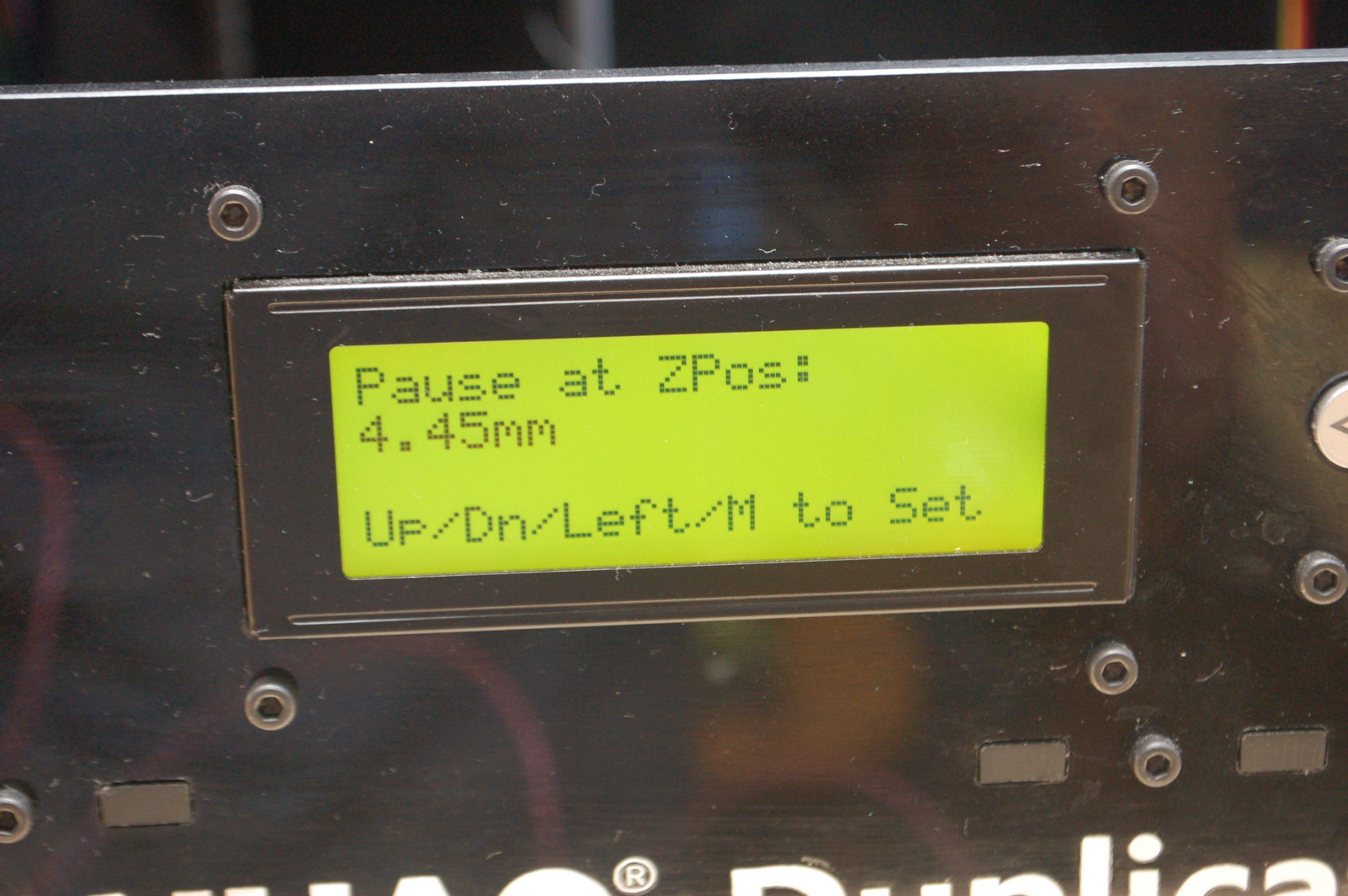
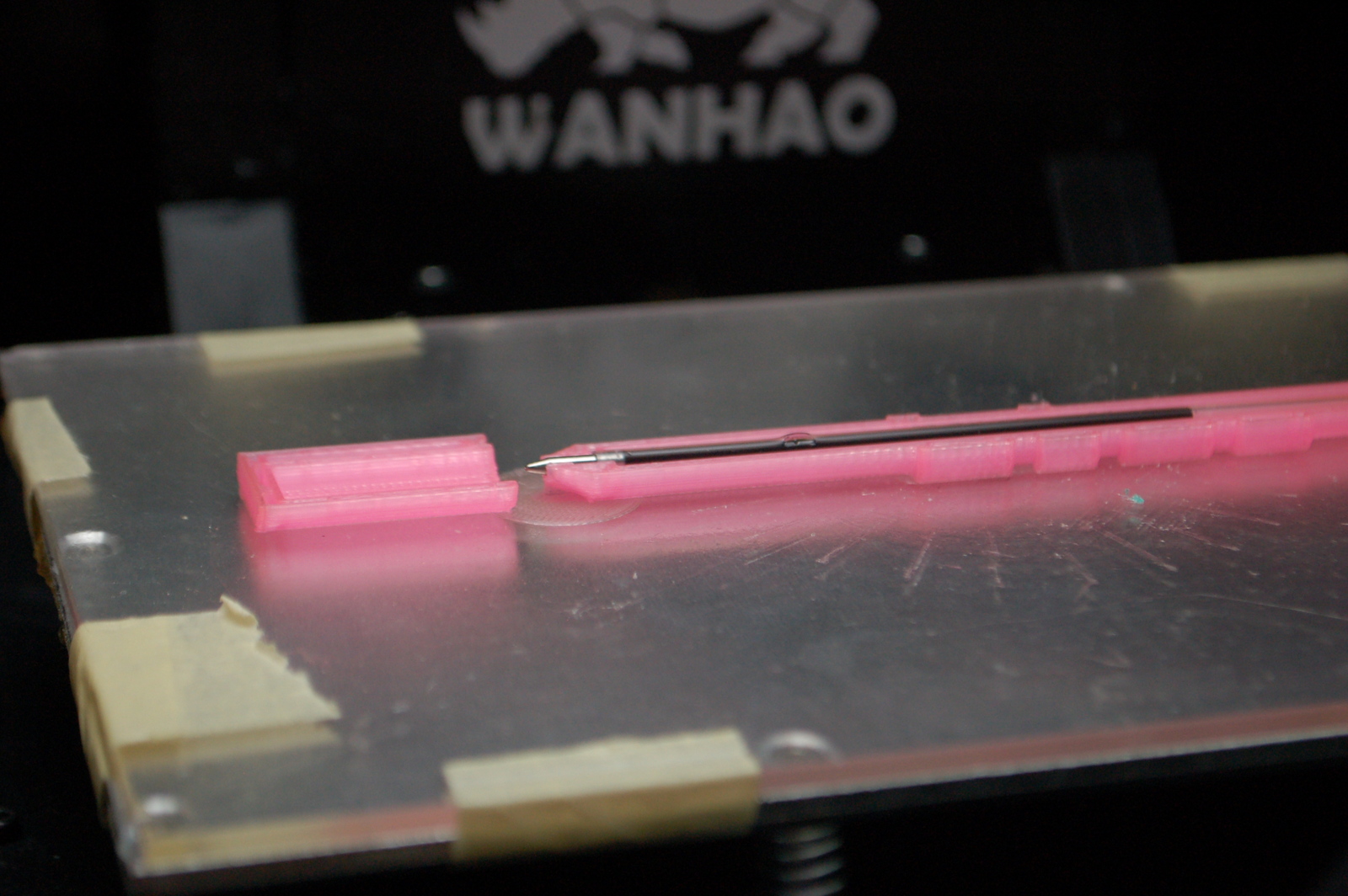
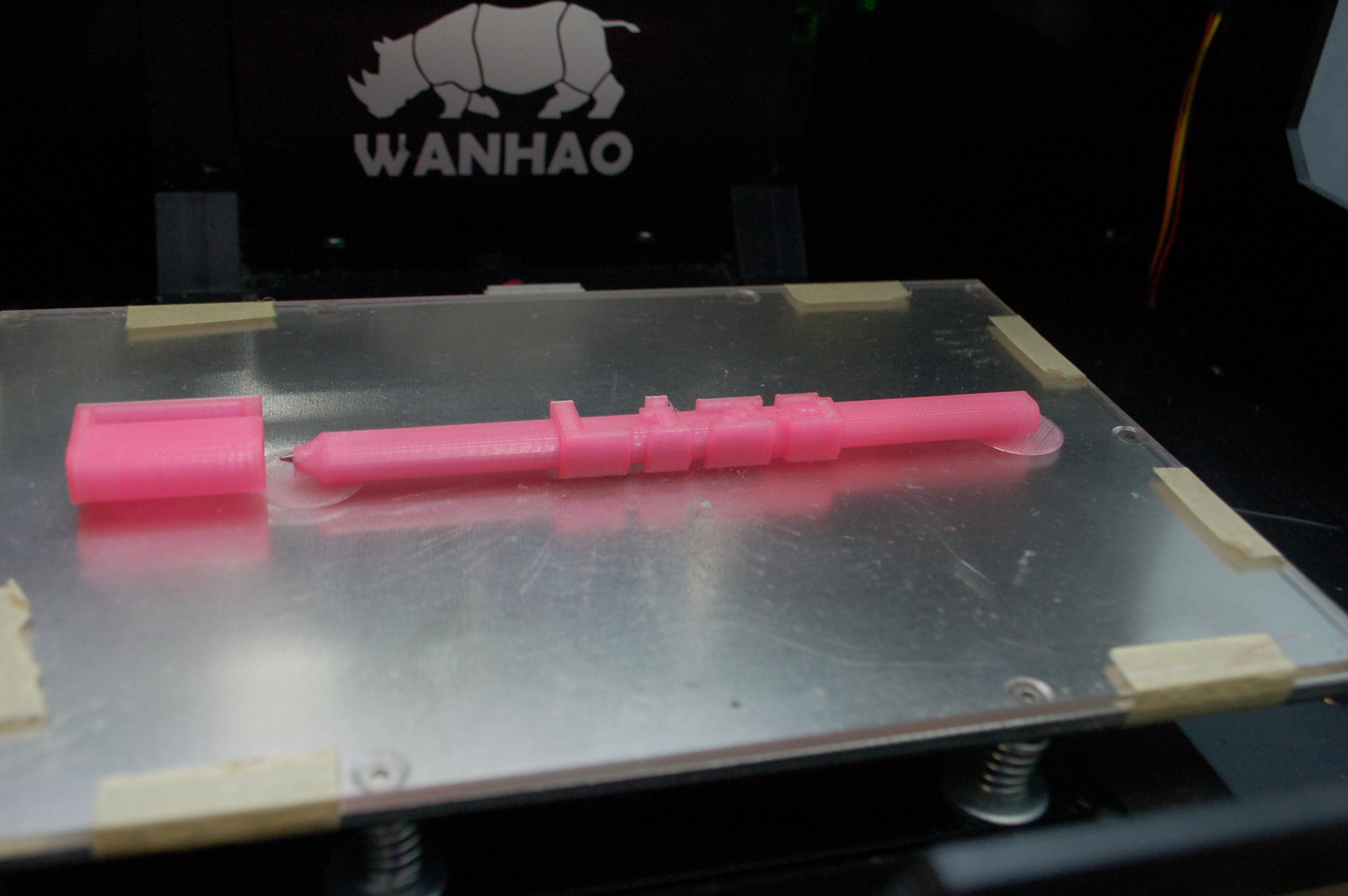
A nyomtatónak van egy olyan funkciója, amit eddig kevésszer használtam, pedig bizonyos esetekben nagyon hasznos tud lenni. Ez a funkció a pause@zpos, azaz a nyomtatás szüneteltetése egy adott Z tengely magasságnál.

A nyomtatónak van egy olyan funkciója, amit eddig kevésszer használtam, pedig bizonyos esetekben nagyon hasznos tud lenni. Ez a funkció a pause@zpos, azaz a nyomtatás szüneteltetése egy adott Z tengely magasságnál.
Don Foley írta a következő rövid leírást a WanHao új modelljéről, a Duplicator 5-ről. Don Foley amúgy a National Geographic illusztrátora, és nem mellesleg 3D modellezéssel is foglalkozik. Jelenleg egy Duplicator 4 és most már egy Duplicator 5 tulajdonosa.

A Duplicator 5 specifikációja:
És akkor itt a vélemény (hamarosan fordítással):
The machine is pretty beefy. It stands 34" tall, has a steel frame. I can only guess how much it weighs, but it felt like picking up an 80lb bag of concrete. Unpacking and setup was simple, if you've done the D4, the experience is pretty much the same. Instead of feeding directly off the spool, however, the material goes through a feeder located in on the back of the unit. It took less than 15 minutes to unpack, put on the spool holder, level the plate and load the filament.
Three nice things right off the bat. The plate is leveled with three wingnuts (three instead of four, and wingnuts instead of knobs) and the build plate is aligned with three pins with the whole plate being held down to the base by three magnets. This is REALLY going to simplify things. The build plate is a REAL thick (1/2 inch) piece of clear acrylic-like plastic. The build plate is 13" inches wide (X) and9 1/2" deep (Y). Since my usual formula for success is using Scotch brand painters tape, I decided to follow my old habits. It took five strips of tape to cover the plate.
I knew the printer was on the way, only problem is I'm a Mac user. Fortunately my daughter was driving over from Tampa on Tuesday and had an old PC notebook from her college days. It runs on Windows 7. I loaded the WanhaoMaker on Tuesday and set up my test STL. It worked fine.
Knowing the specs of the D5, I had built a model to take advantage of the size of the machine, a shark that would be printed in two halves. The back portion of the shark would be 22" tall, just shy of the max 23" height, and the whole shark once assembled would be about 34" long. The shark would be done in two print runs. I had the STL files all set, so once I loaded the software I imported the STL files, set up a new 'category (like FFF settings in S3D) and sliced it. At high resolution (0.10 mm height) and 50 mm/sec the tail alone would take 105 hours to print. The resulting sliced file (it took 15 to 20 minutes to slice) is an ".i" file. So I had a "sharkstern.i" file ready for the printer.
The printer showed up the next afternoon. I put the "starkstern.i" file on the SD card and told it to print. The wingnuts were not tight at all, and the slightest turn made a difference, so fine-tuning the first layer wasn't hard, but you have to be careful to make SMALL adjustments. I printed a berm and ran the first layer at 10% speed. Even that seemed fast to me, as I tweaked the three wingnuts. But the print seemed to be going down fine, so I just let it run. I knew I wasn't going to run it for 105 hours, this was a test print. I'd run it for a few hours and see how it looked. I printed about a 1 inch tall piece in the photo called 'cross section." This took about 4 or 5 hours.
The test looked fine, but I didn't want my first print of an un-tried model for 200 hours (the stern itself was 105 with the current settings) so I opened up Lightwave and reduced my shark to about 50% of the original size. At this size the whole shark could fit on the single build plate. I also changed the resolution to .020 mm. With this done, I re-imported the STL and sliced it. The program told me the new print would take about 60 hours.
I laid down a new bed of tape, wiped it down with alcohol and the turned the knob to PRINT FROM SD CARD, pressed the knob and my file was the only one there, so I pressed the knob again and the warmup began. It takes a while for the machine to warm up, it seems like twice as long as the D4. But this was going to run for 60 hours, so no rush. I did notice the lack of alert sounds when it was ready to begin. This may be in the settings somewhere. It primed a BIG chunk of material onto the plate and I was concerned that this would be in the print area, so I quickly pulled this off the plate. While the first layer was going down I carefully fine-tuned the level and then let it run. In the future, I may make a faux shape on the outer rim of my build so I can fine tune around all the edges of the bed, not just wait for the berm around my objects.
But the print was off and running.
Fast forward three days.
I'm satisfied with my first print. It's not perfect. I have too many one line 'gaps' that remind me of when I started printing with my D4 before I learned how to tweak my settings. But I wanted to proof this model, so I let it run. I printed this out at 205° with PLA. I remember my gaps going away with my D4 when I went from 190° to 205°. It seemed that the materials 'melded' together better at this slightly higher temp and I never had the problem again. I'll try that with a small test on the D5. It now has a fan blowing directly on the nozzle, and that's not something I'm used to. I'm sure this will be about tweaking the settings, and it wasn't too bad, I just got spoiled by perfect prints from my D4...but it did take me about a month of playing with the D4 to get to that point. This was my first complete print.
My dorsal fin did curl up at the front. Nothing else did. So I'm going to blame this on bad bed prep for the moment. Since I have a big track record of never having my PLA curl up from the bed, I'll consider this an anomaly unless it happens a second time.
The bed is illuminated with a strip of white LED lights. The noise is about the same as the D4, maybe a little louder. I ran mine sitting on the floor. In the future I'll build a platform to raise it about a foot or two off the floor.
It does us 3mm filament. It came with one spool of silver PLA, and I had two spare rolls of silver on hand in anticipation of the arrival of the printer.
I did have a handful of small design flaws on Mr. Shark, but that's what first proofs are for. Overall, he printed just fine. My pegs and biscuit sizes were WAY off, I had a few odd structural things pop up. This is the biggest model I've ever built for 3D printing, so I had a bit of a learning curve on this too. Little things suddenly become BIG things.
Next I'm going to do some small prints to get my settings nailed down and come up with a formula that works just like I did with the D4.
One thing I will suggest is getting a UPS backup battery. After two days of printing I watched in fear as a HUGE thunderstorm was rolling across the ocean heading right towards me. I didn't even think about powering it from the UPS that handles my computers...I keep the printers in another room. I got lucky and we didn't loose power during the storm. But after the print finished I went down to Office Depot and got an APC backup that would run 420 watts for 60 minutes. The D5's power supply is rated at 150W, so I figured if I had both the D4 and the D5 running, I would be covered for an hour at least. That's fine. What worries me is the 2 or 3 second outage that would ruin a print.
My overall impression is that this machine is a game-changer for me. I have little doubt that it will print as well as my D4, but MUCH BIGGER. I have several clients that need larger pieces, and up to now I've been printing out sections and gluing them together. Very nice.
I'm sure I'll think of a handful of other notes later on. I'll add them to this thread, but for the moment I wanted to give first impressions.
And once I've rebuilt Mr. Shark to my liking...I absolutely am printing him at full size and full resolution.
A Duplicator 5 már rendelhető, rendelés esetén 2-3 héten belül szállítjuk!
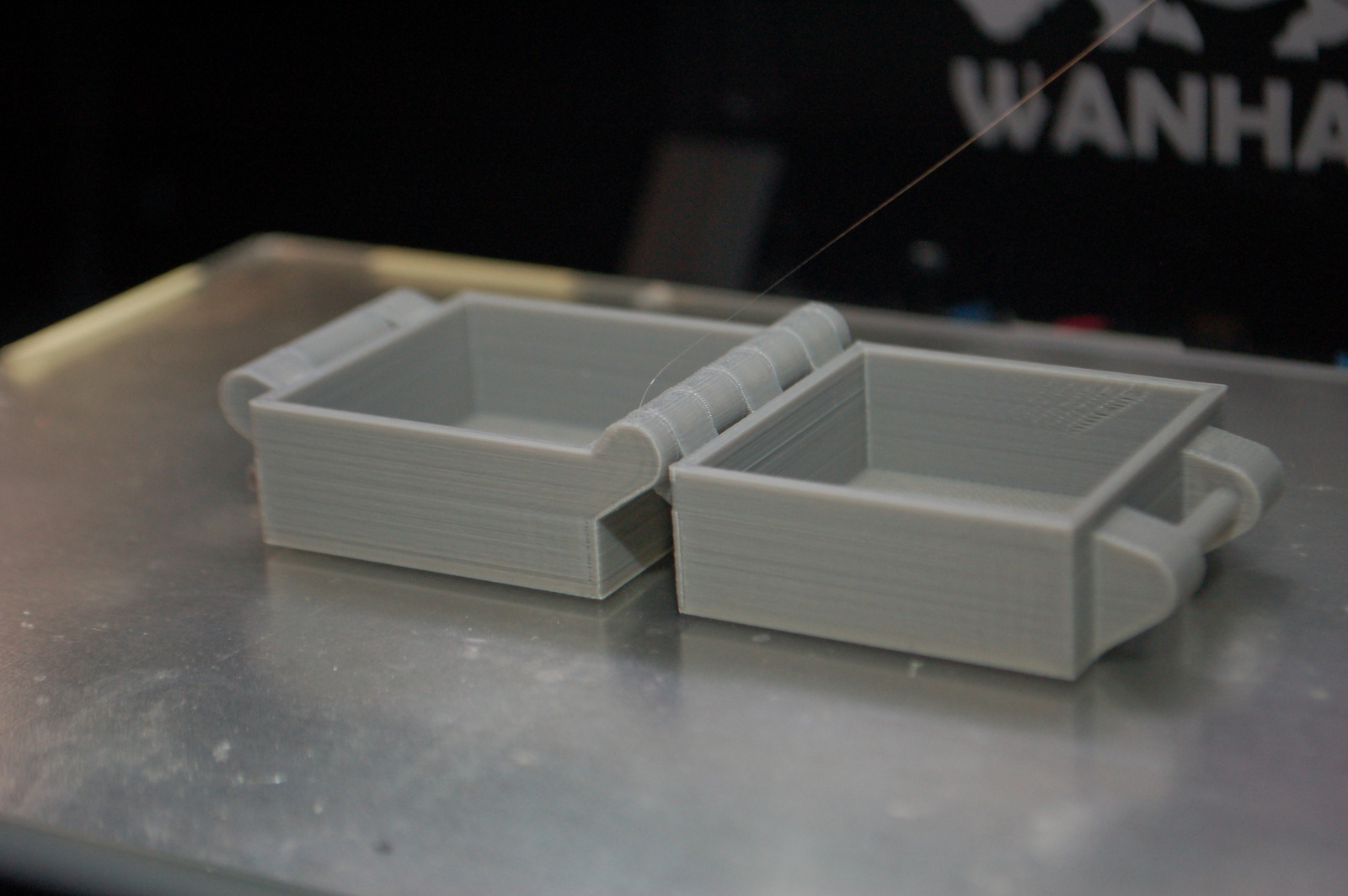
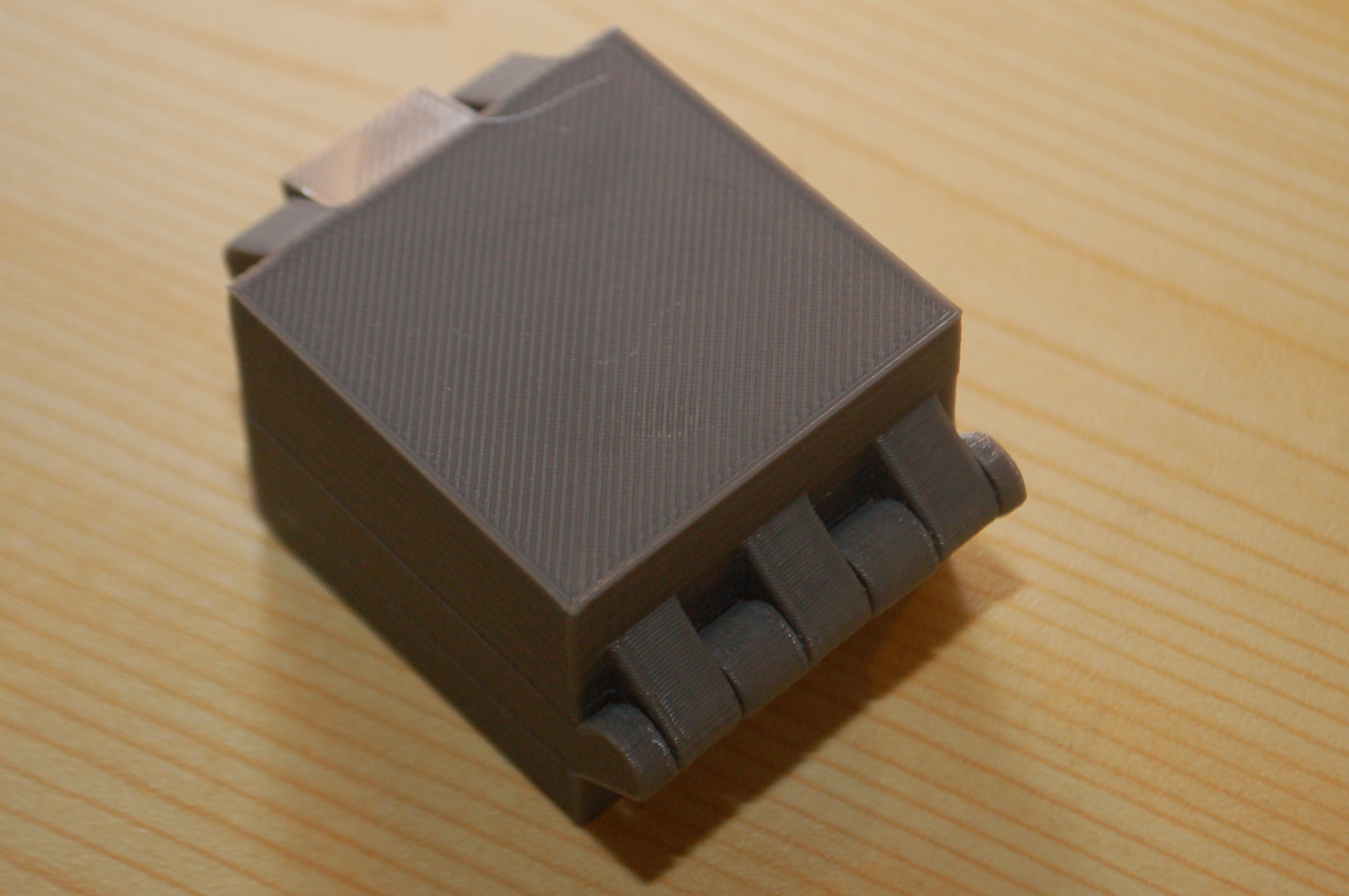
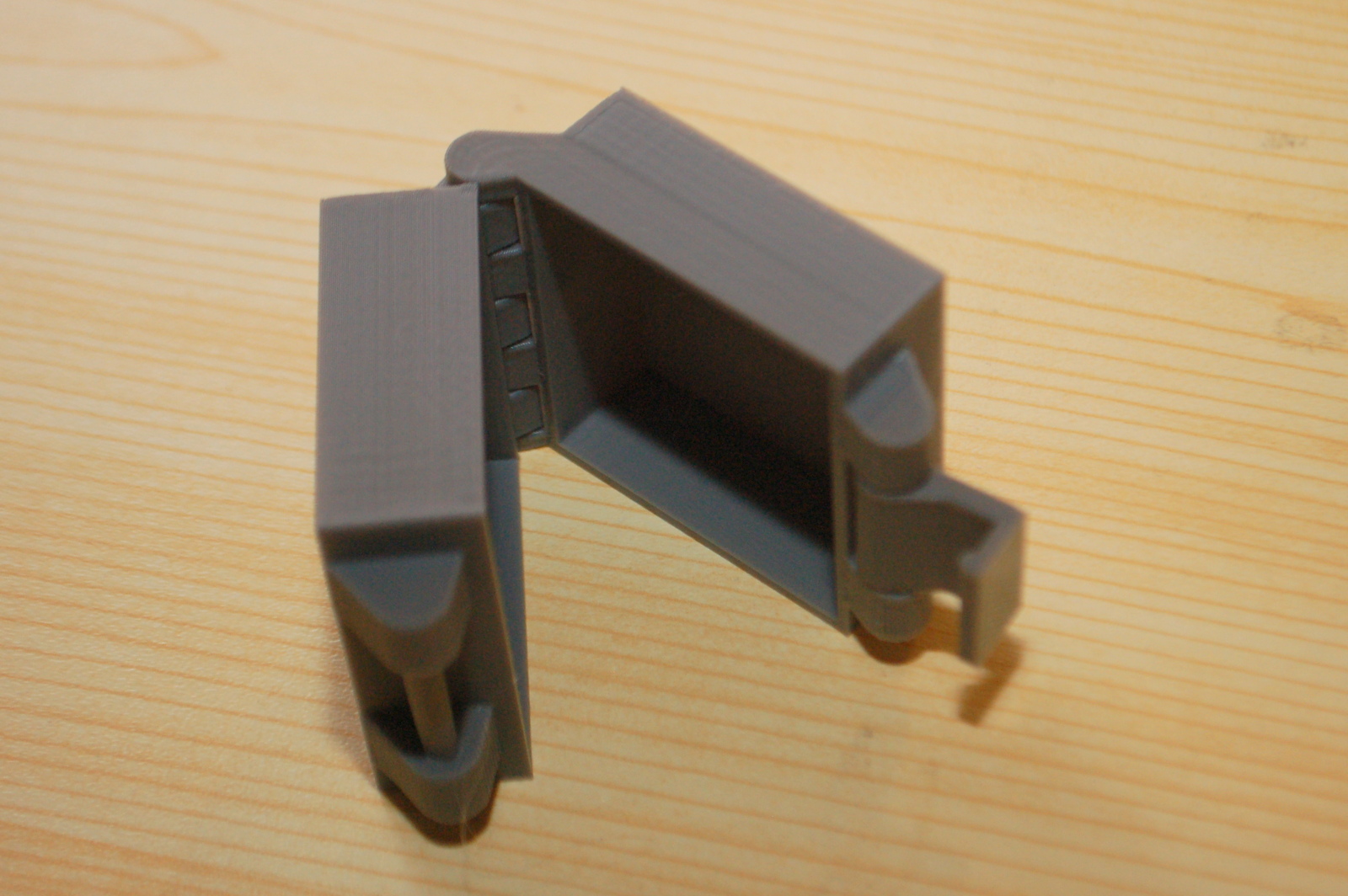

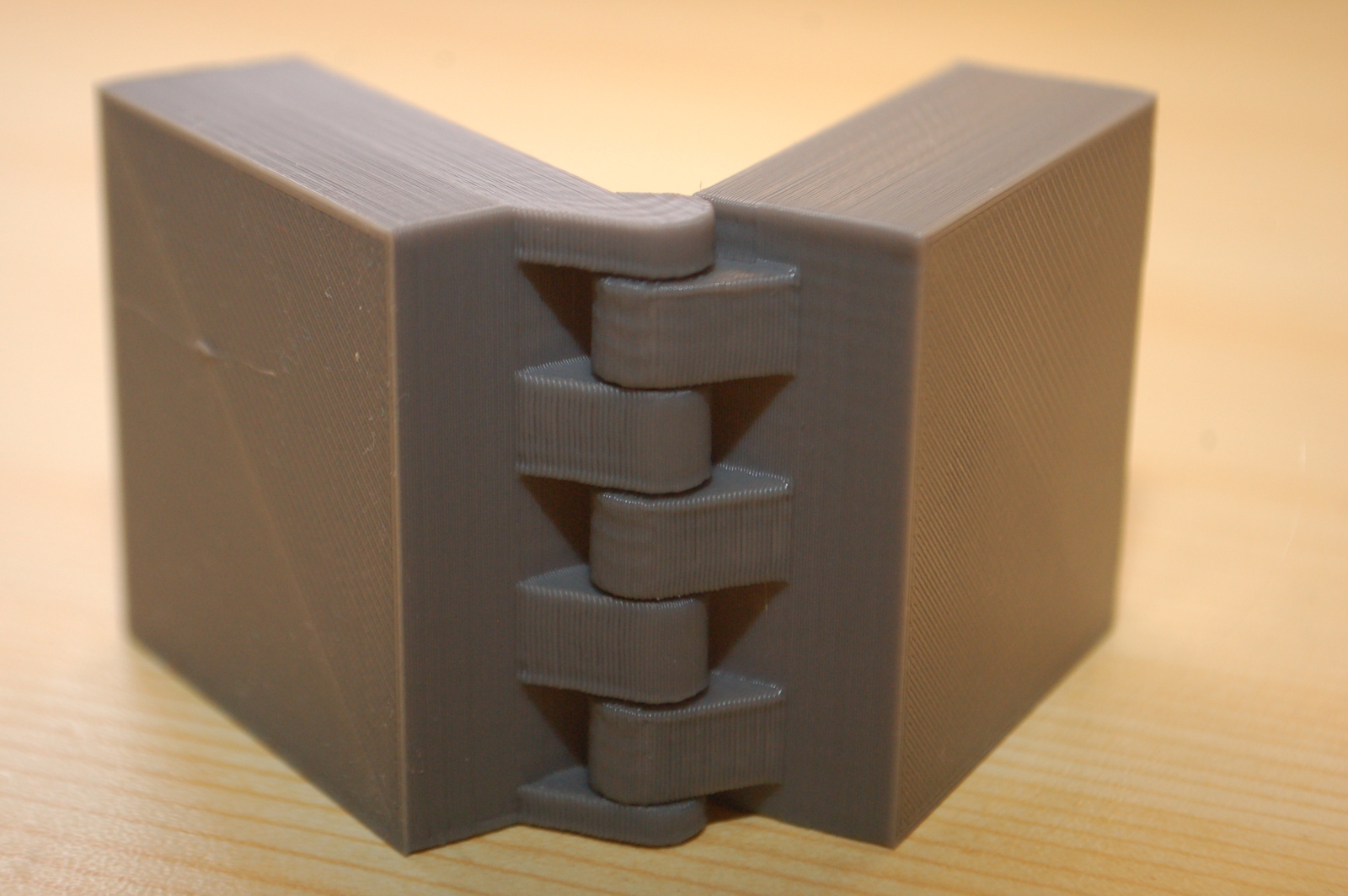
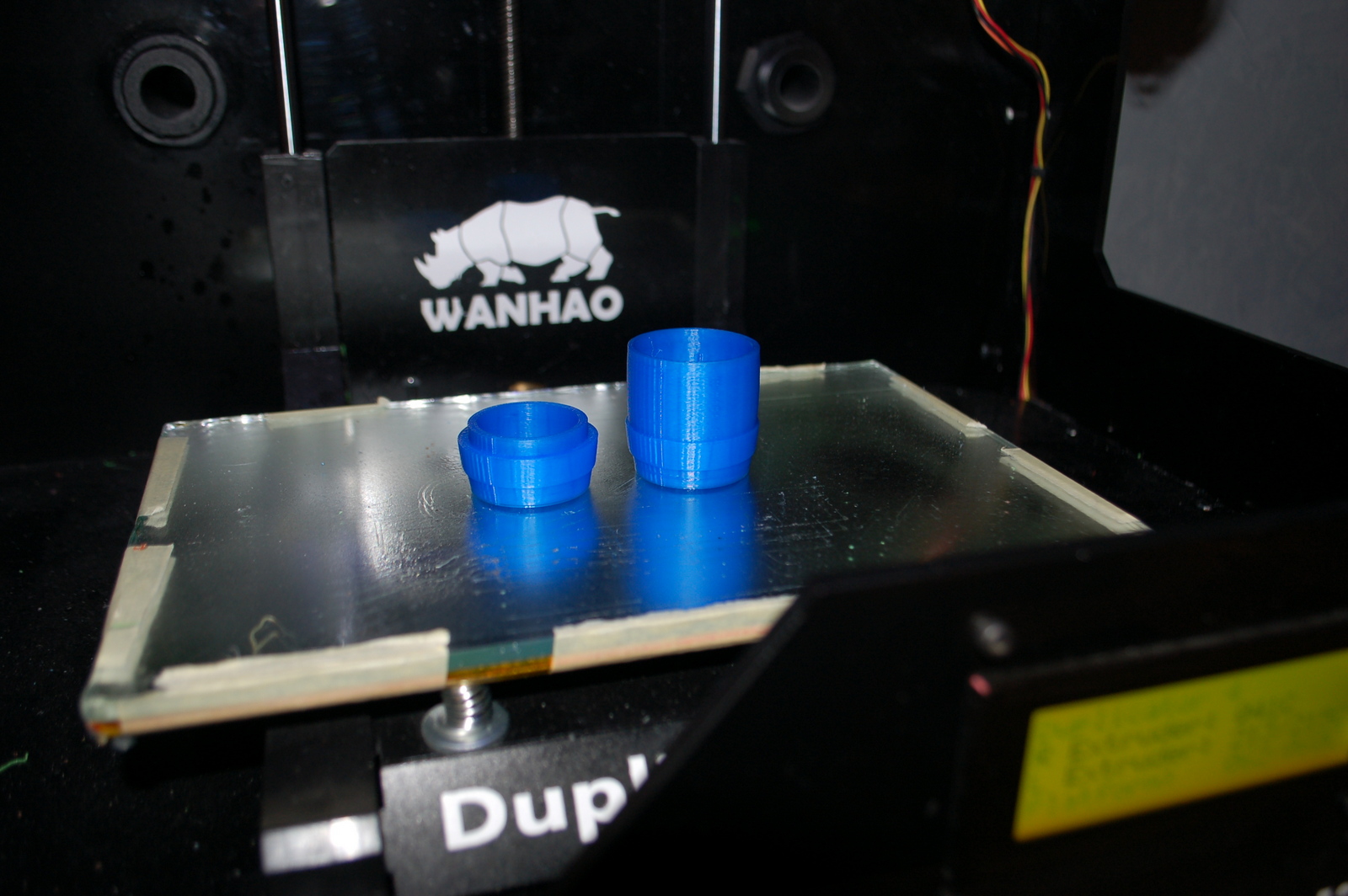
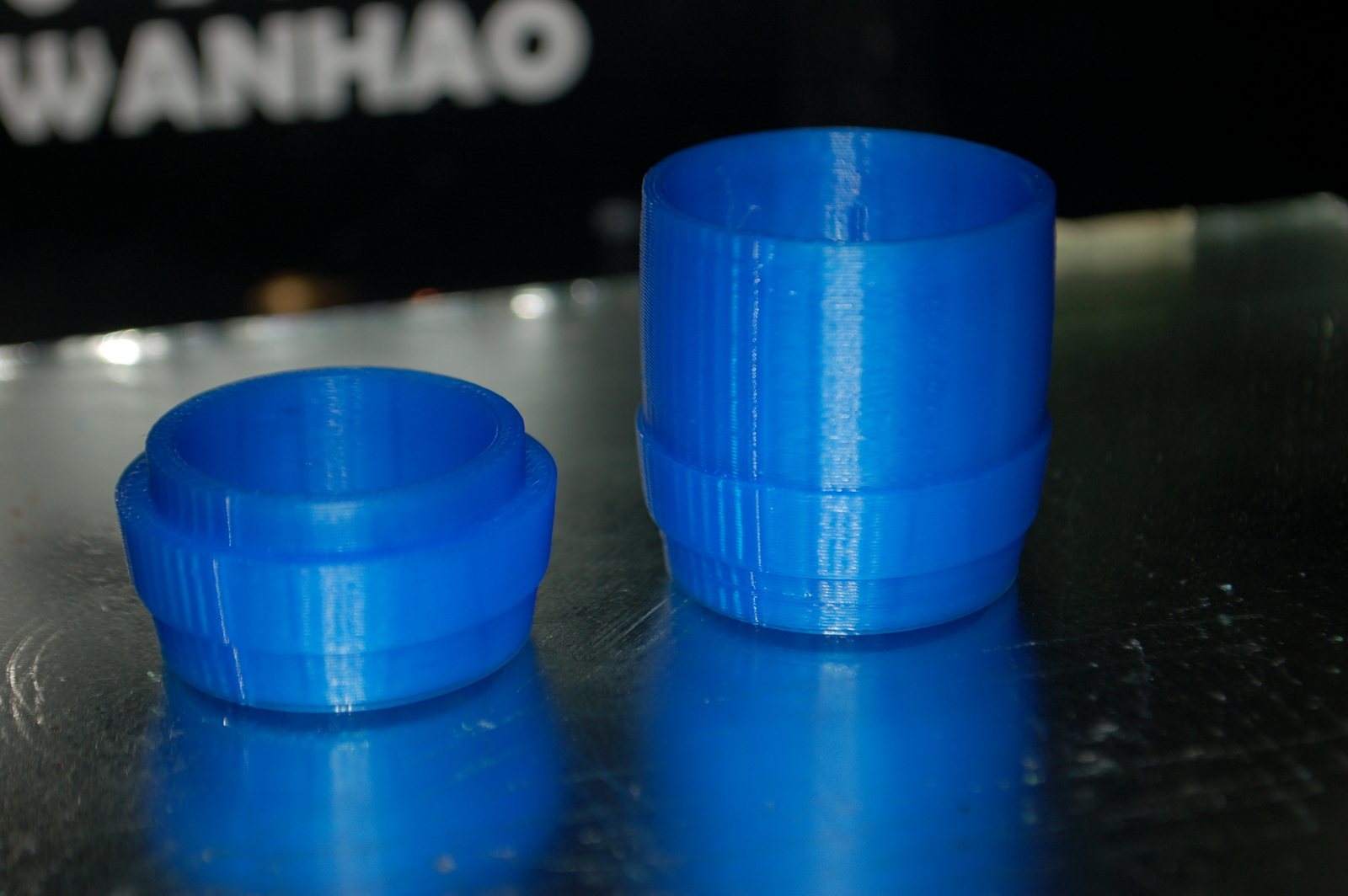
3D nyomtatással sok minden egy lépésben nyomtathatóvá válik, ha jól tervezzük meg a 3D-s modellt. Tehát például ennél a zsanéros doboznál nem szükséges a doboz két felét külön kinyomtatni, hanem lehet egyben is (angolul ún. in place). Meríthetünk ötleteket ebből a példából, ha zsanéros tárgyat akarunk nyomtatni.
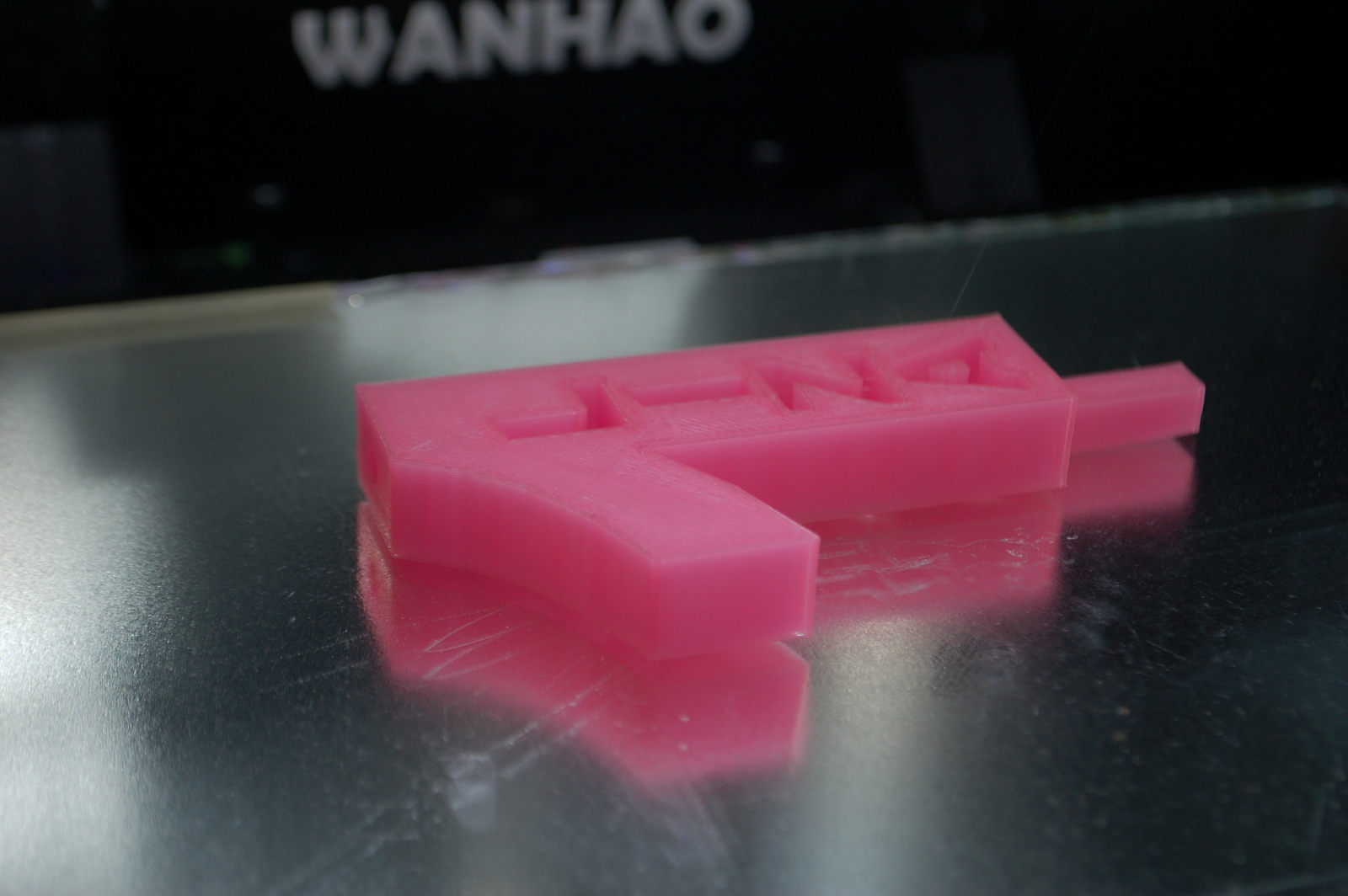
(Az első képen látható "szálhúzás" normális, a nyomtatás végén egy hajszálvékony szálat húz a nyomtató PLA nyomtatás esetén, amit nagyon könnyen el lehet távolítani.)
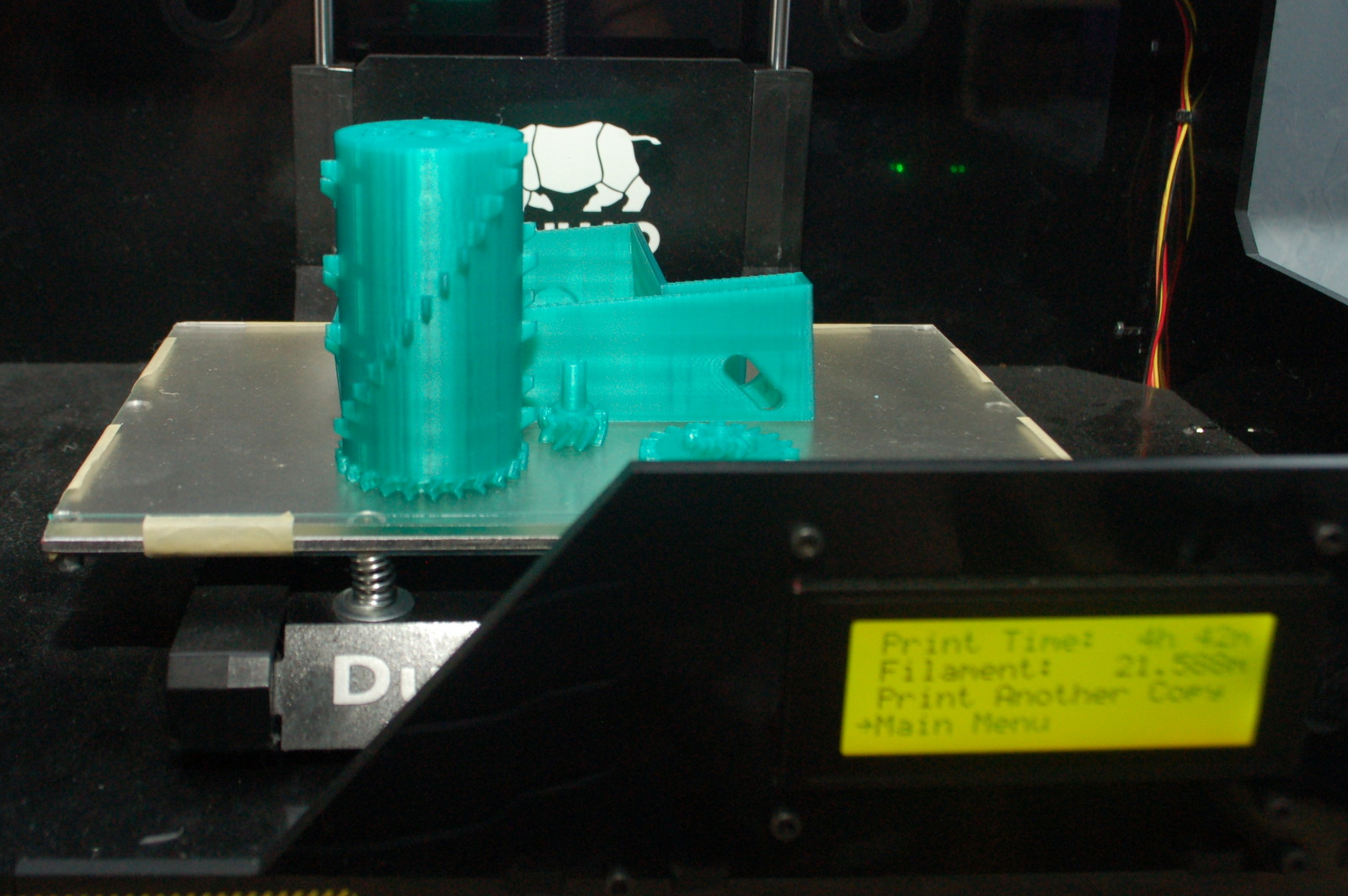
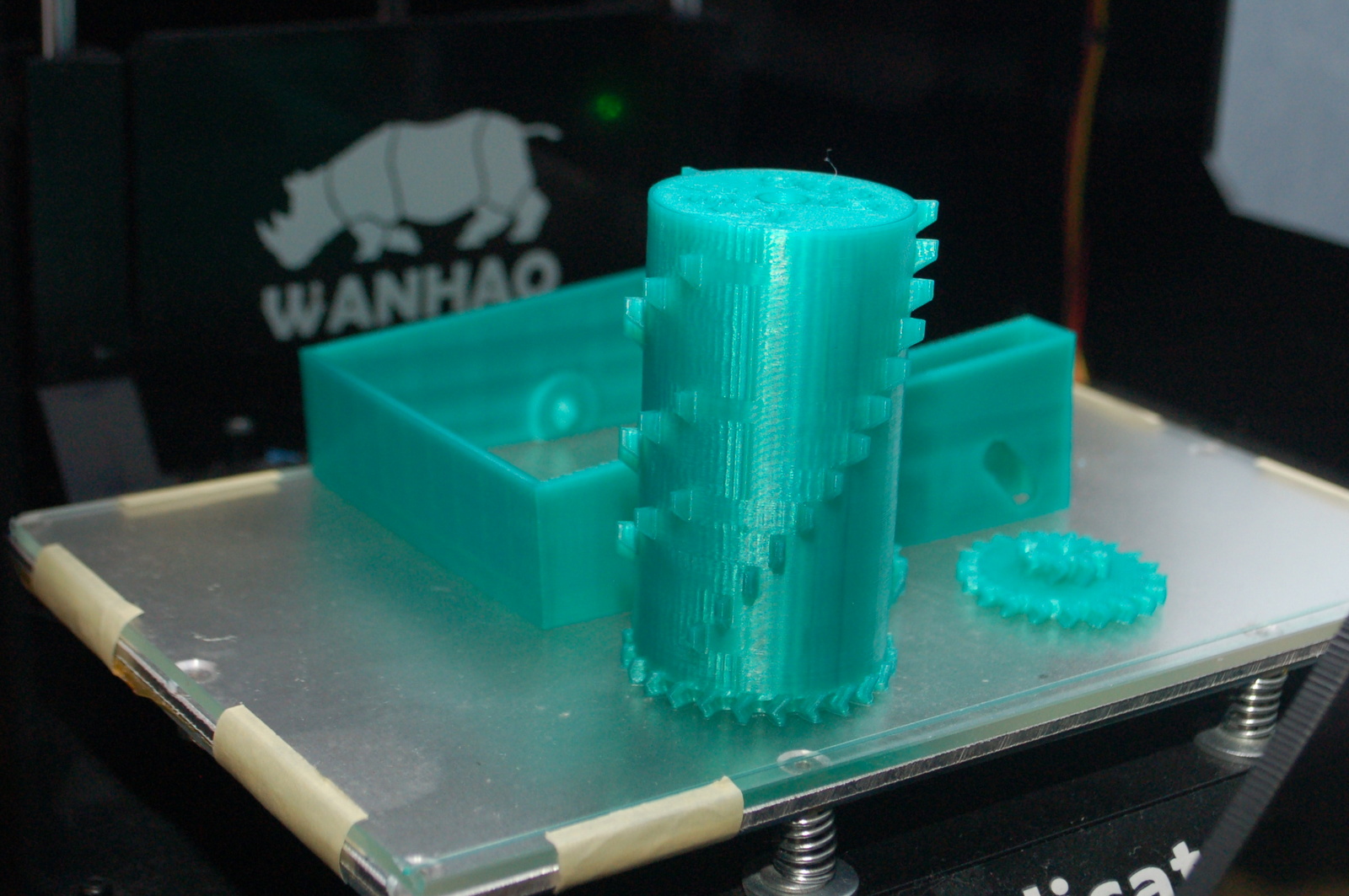
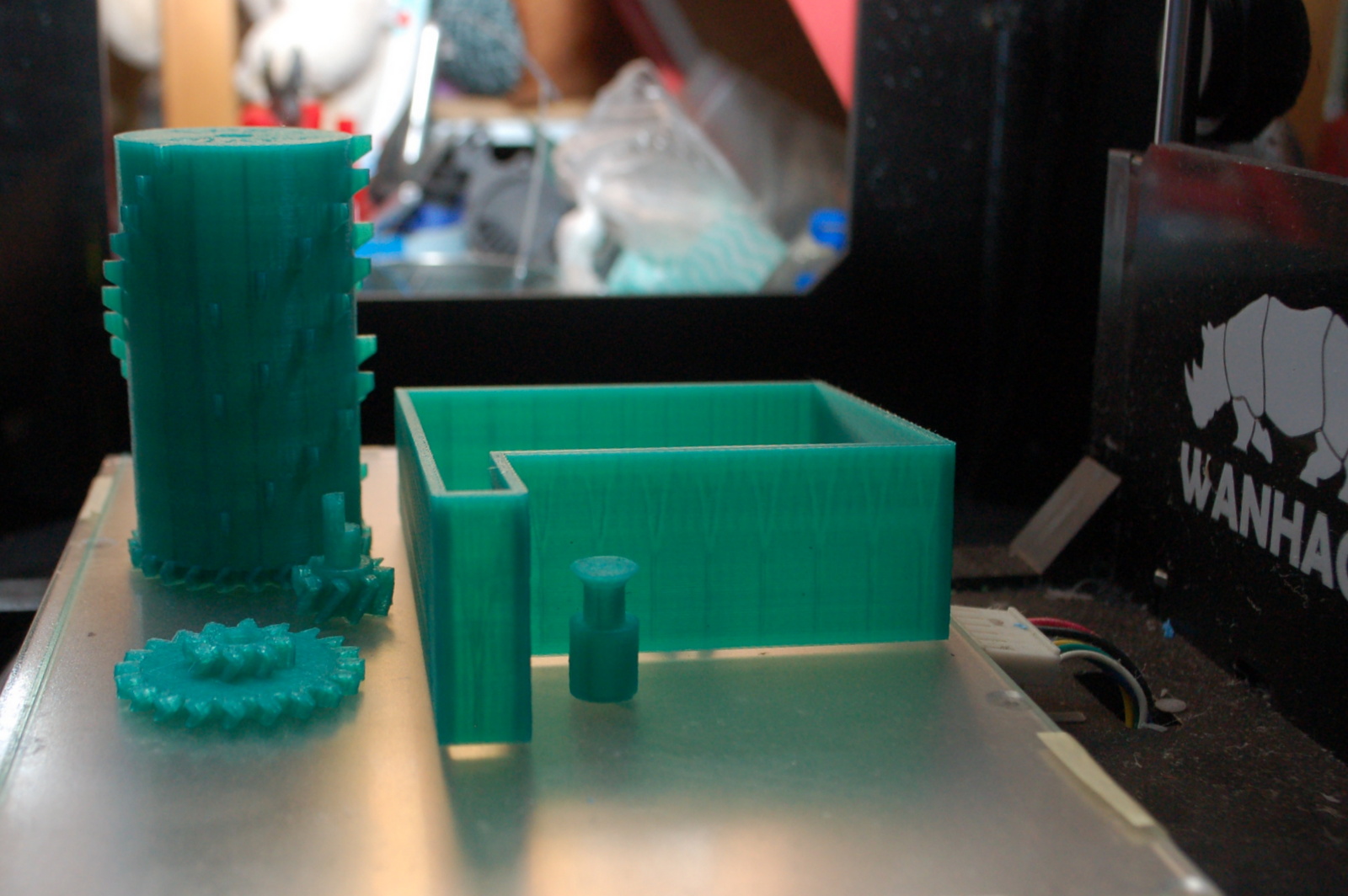
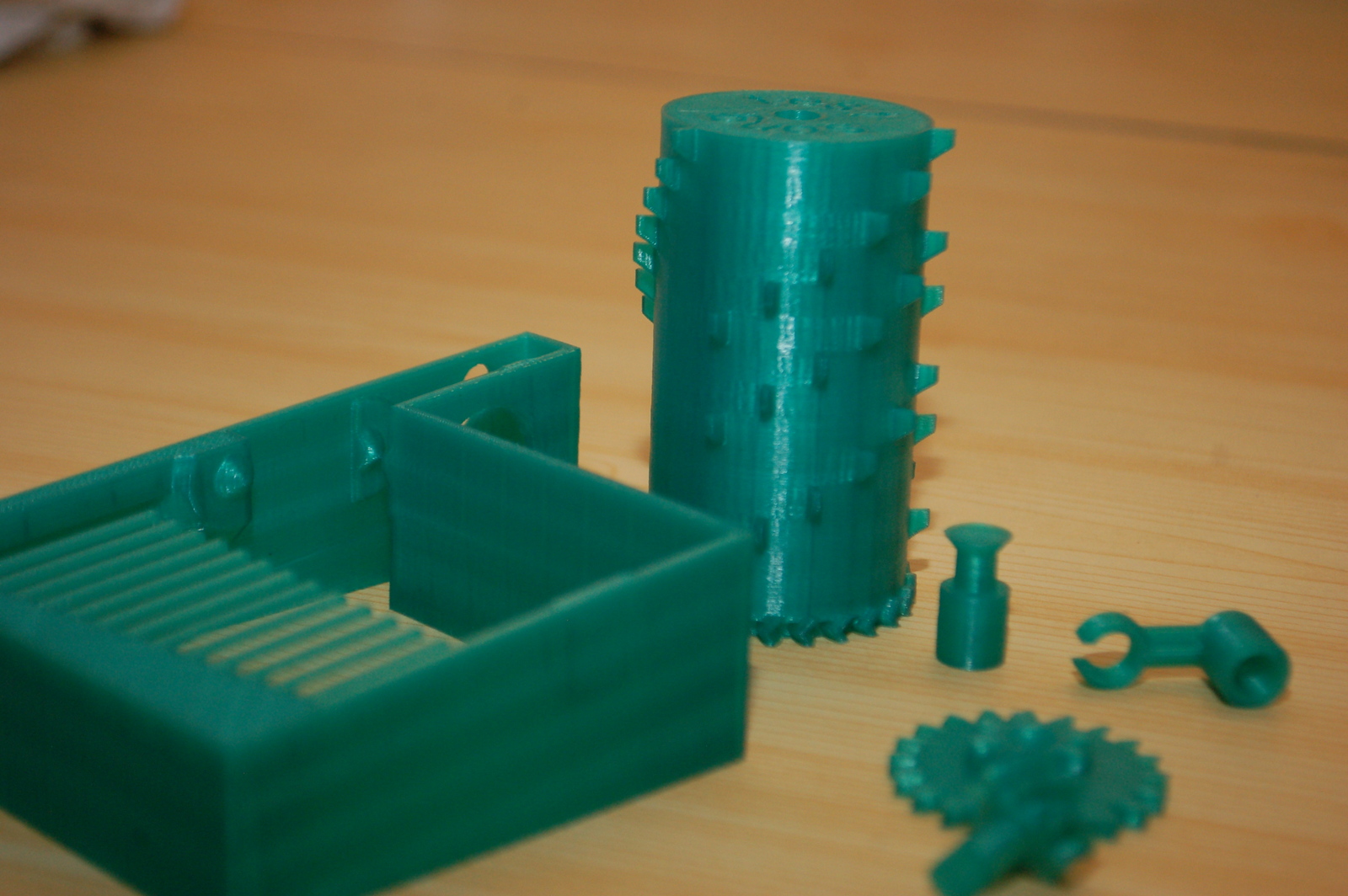
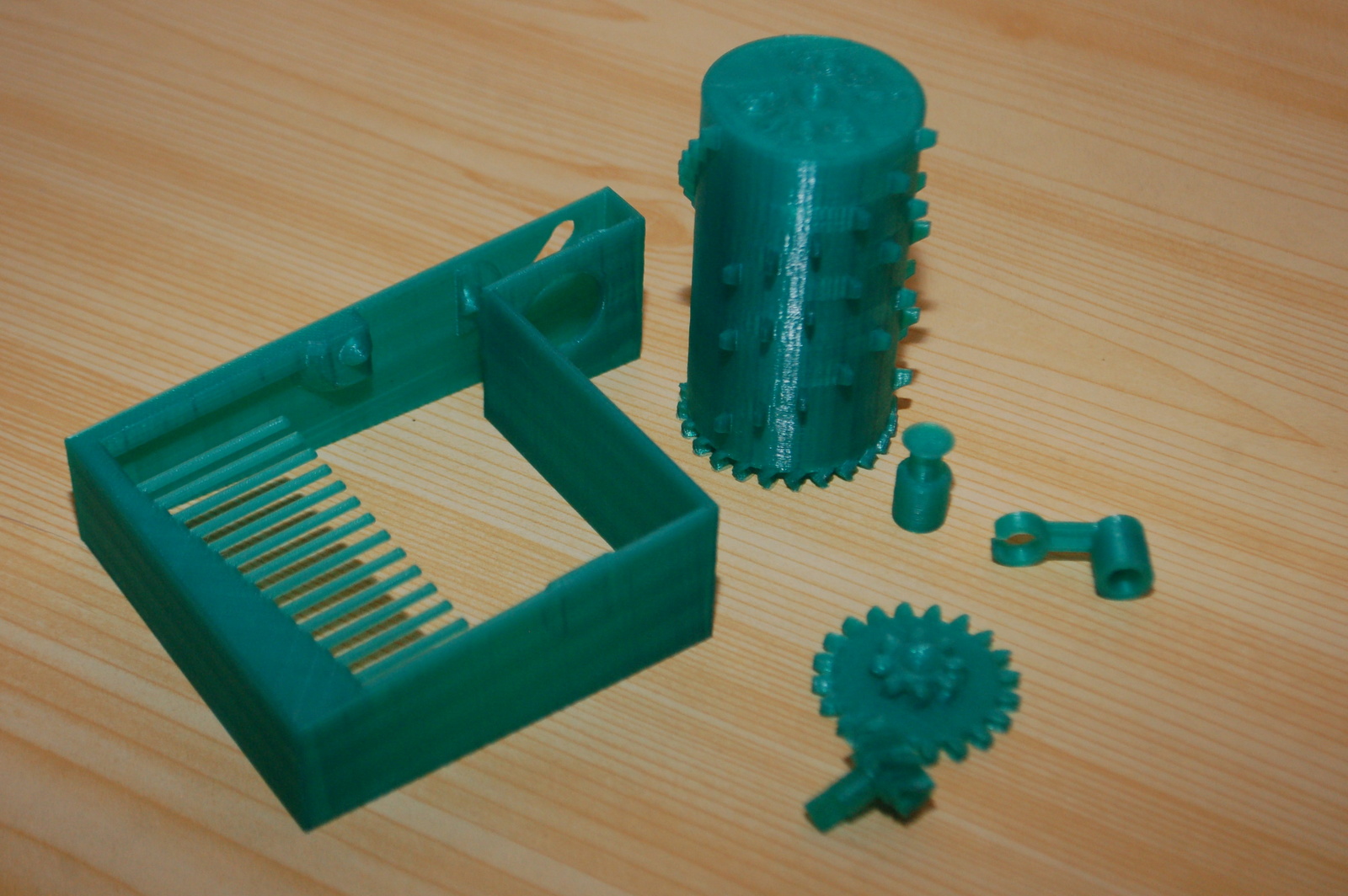
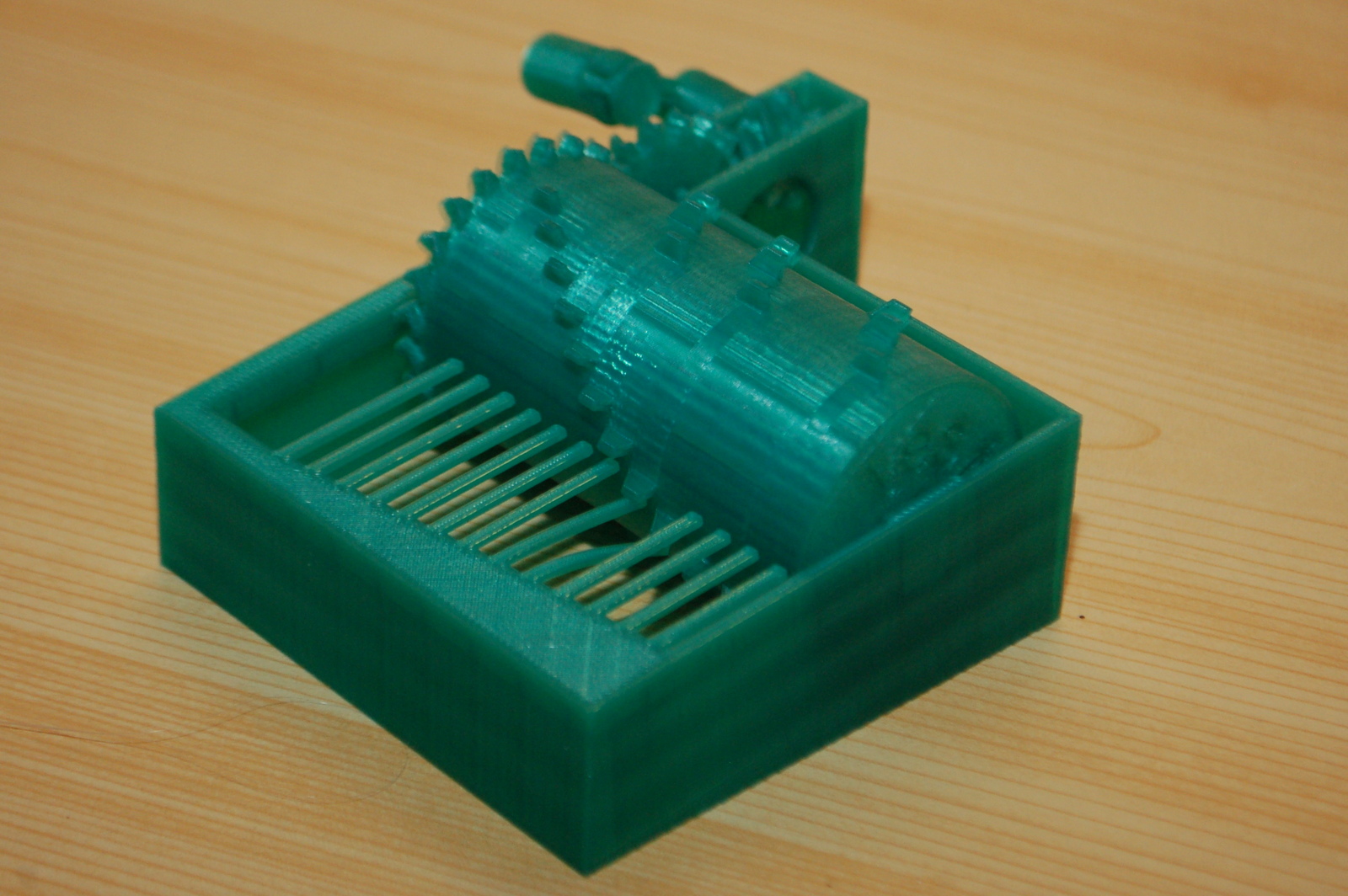
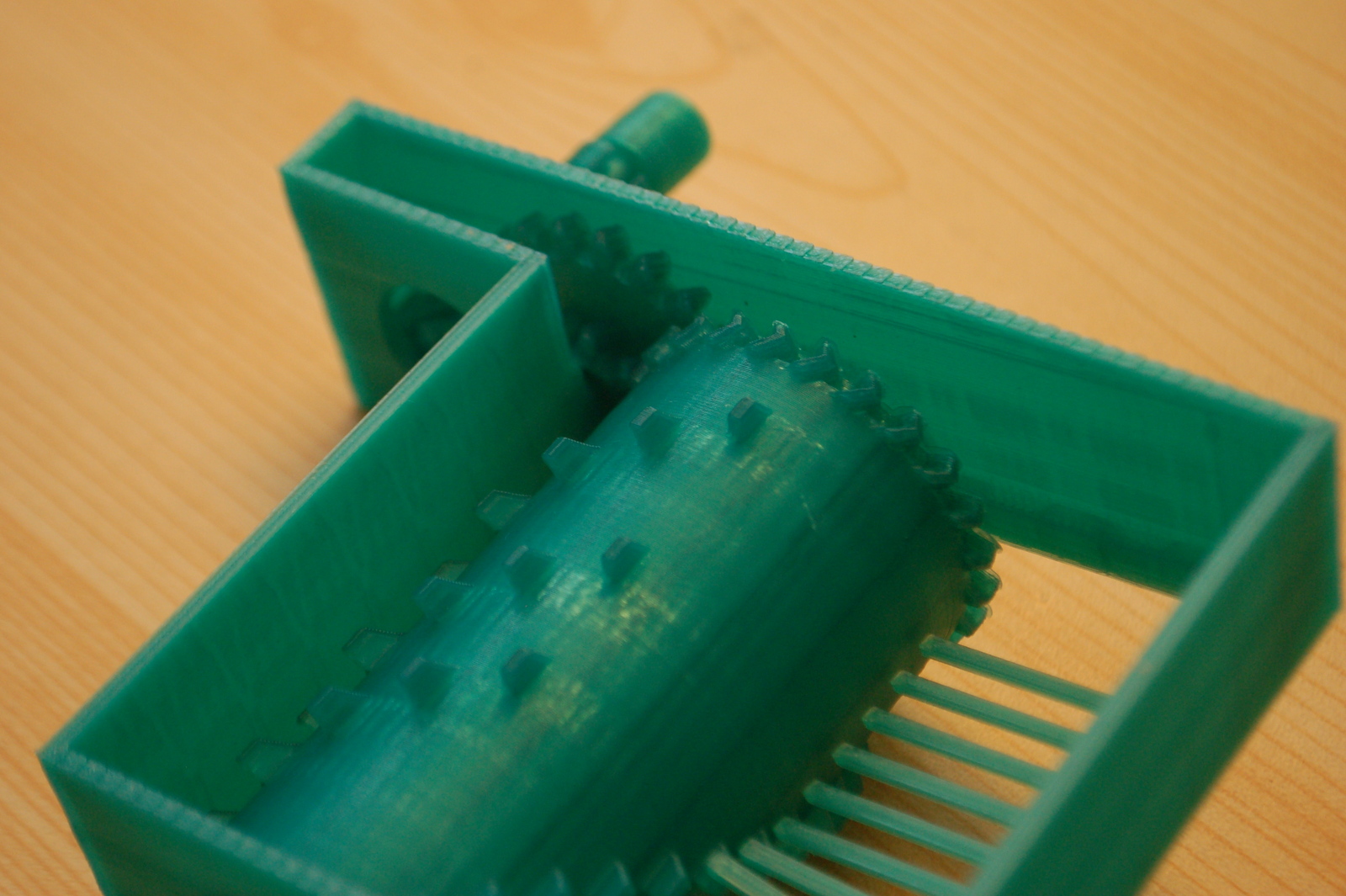
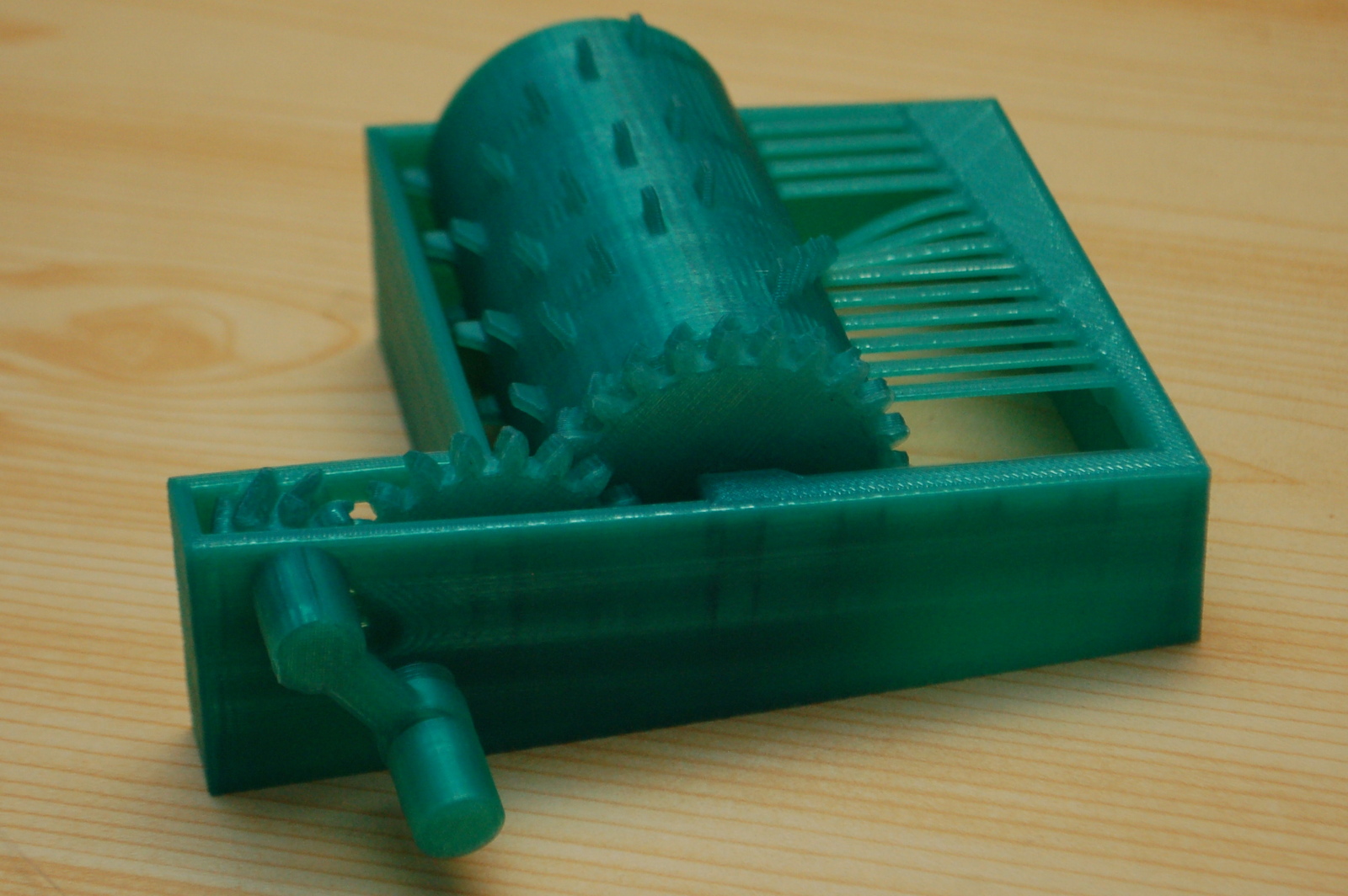
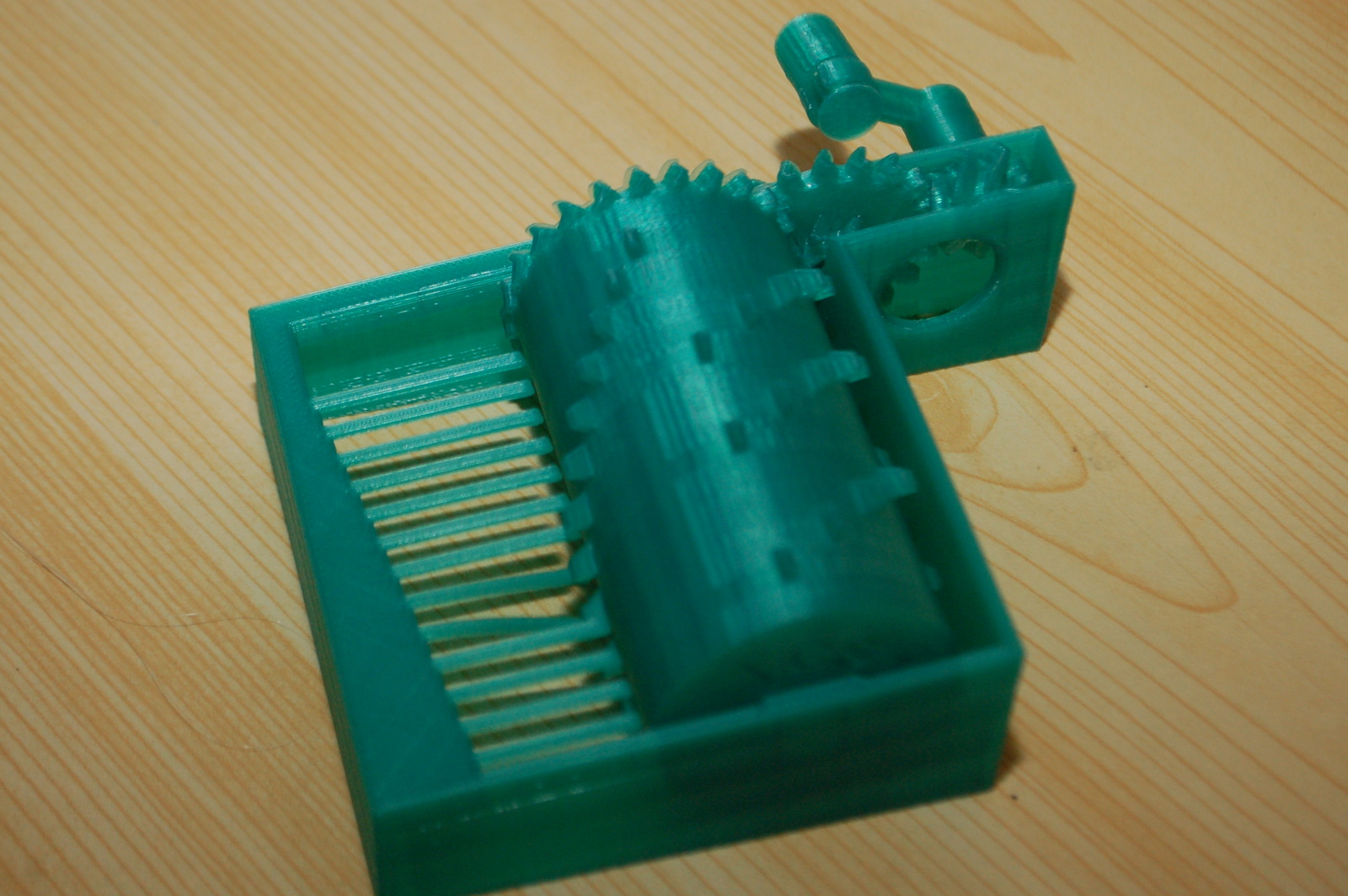
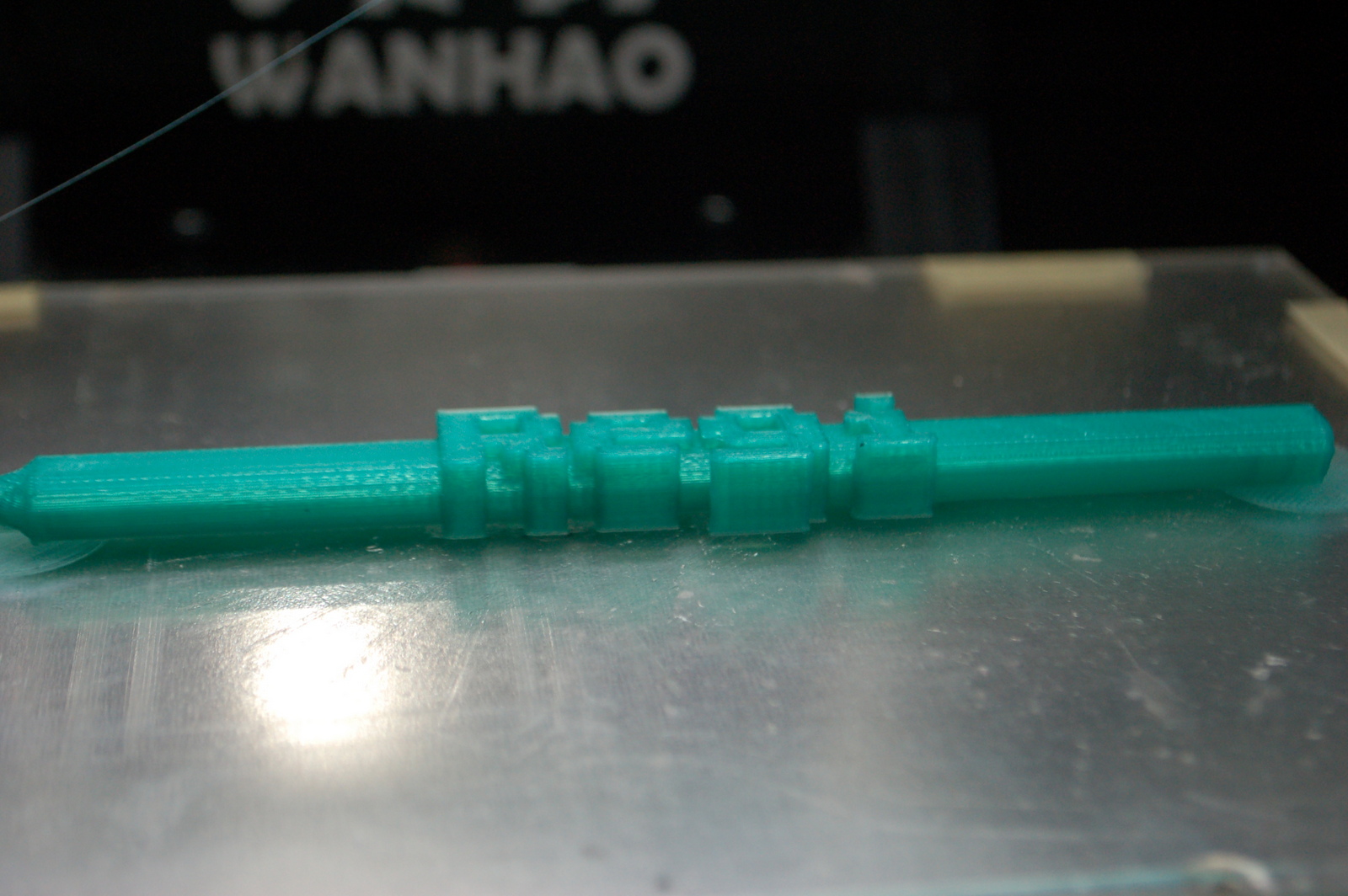
Egy paraméterezhető, nyomtatható zenedoboz modellt találtam a napokban. Ez egy nagyon jópofa dolog, le lehet "kottázni" bármilyen nótát és kinyomtatni hozzá a fogas hengert. A jobb hangzásért érdemes valami rezonáló felületre (asztal, doboz) tenni a tárgyat. Egész jól szól amúgy. Érdemes körbenézni az elkészített tárgyaknál, hátha találunk vmi jó kis dallamot.
0.2mm-n nyomtattam, tengerzöld PLA-val, 70mm/sec-es sebességgel. Eltartott egy darabig. Kicsit nehéz volt a hengert eltávolítani, óvatosan kellett, hogy a fogaskerekek ne sérüljenek, kicsit jobban tapadt a kelleténél.
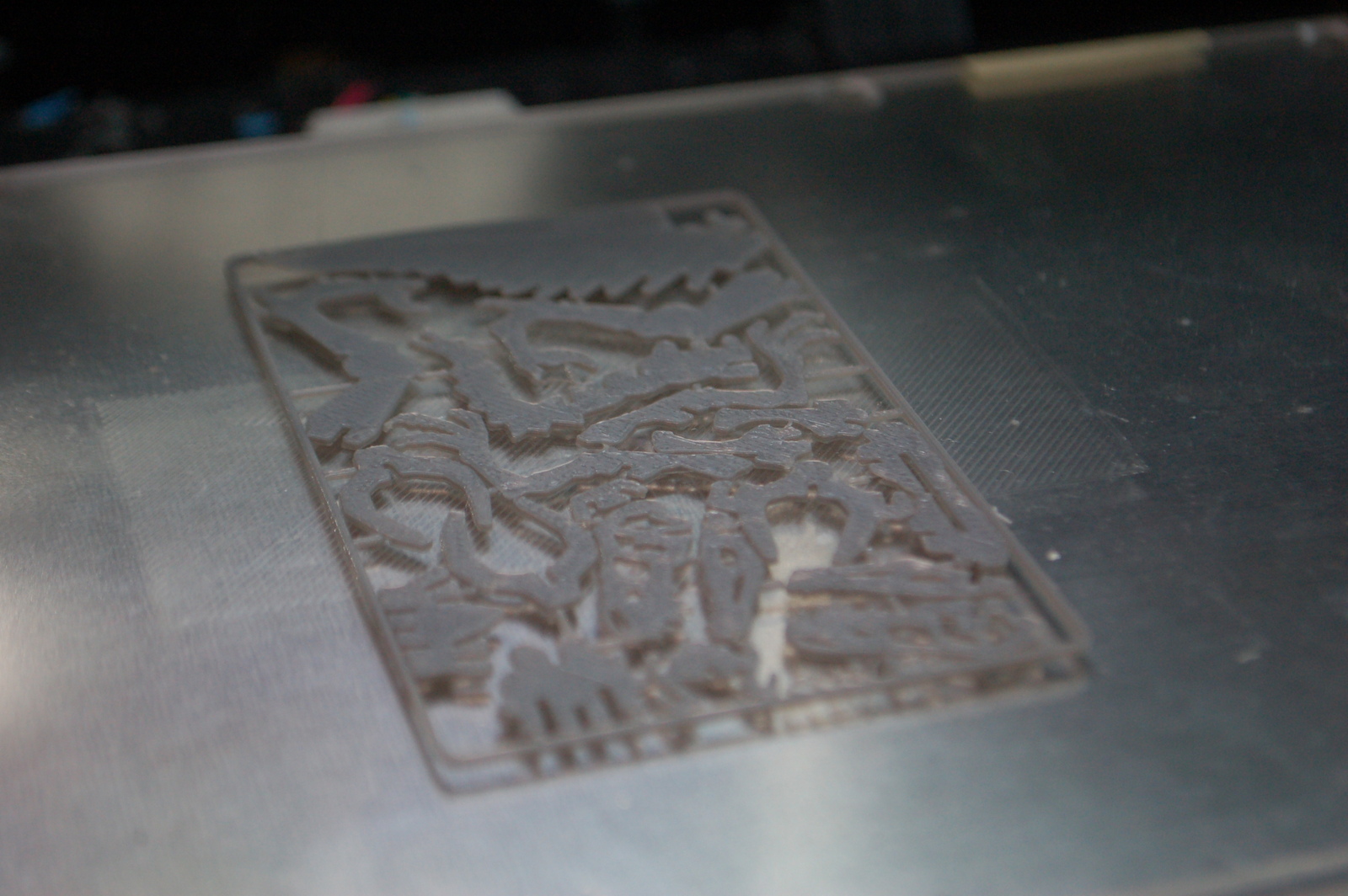
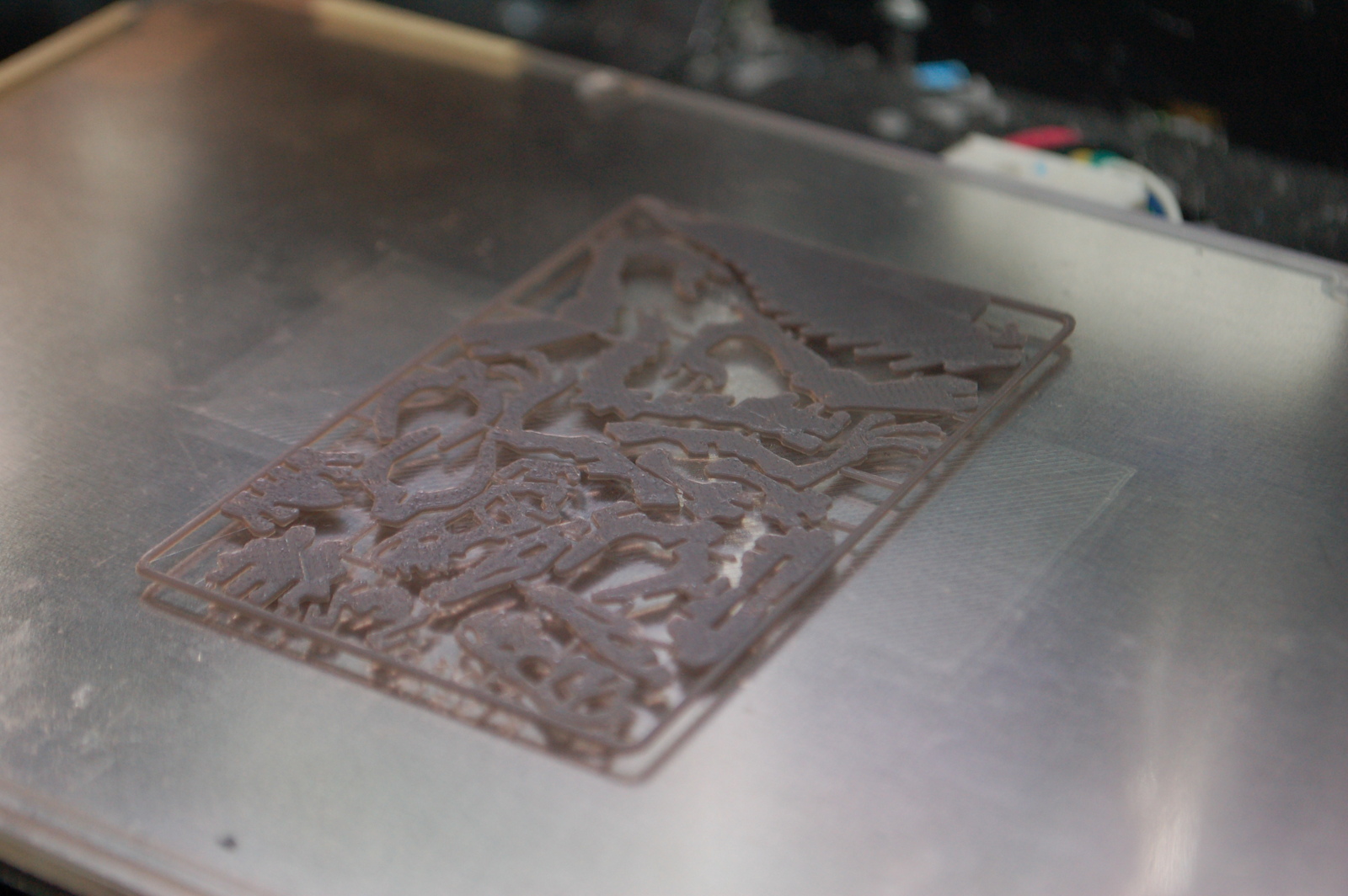

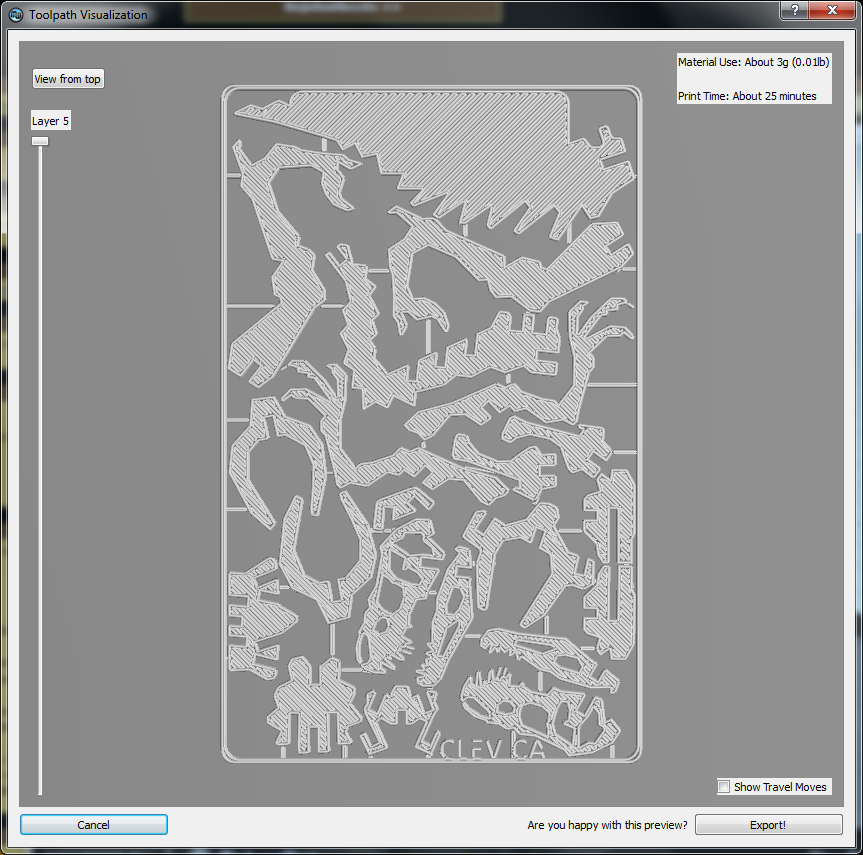
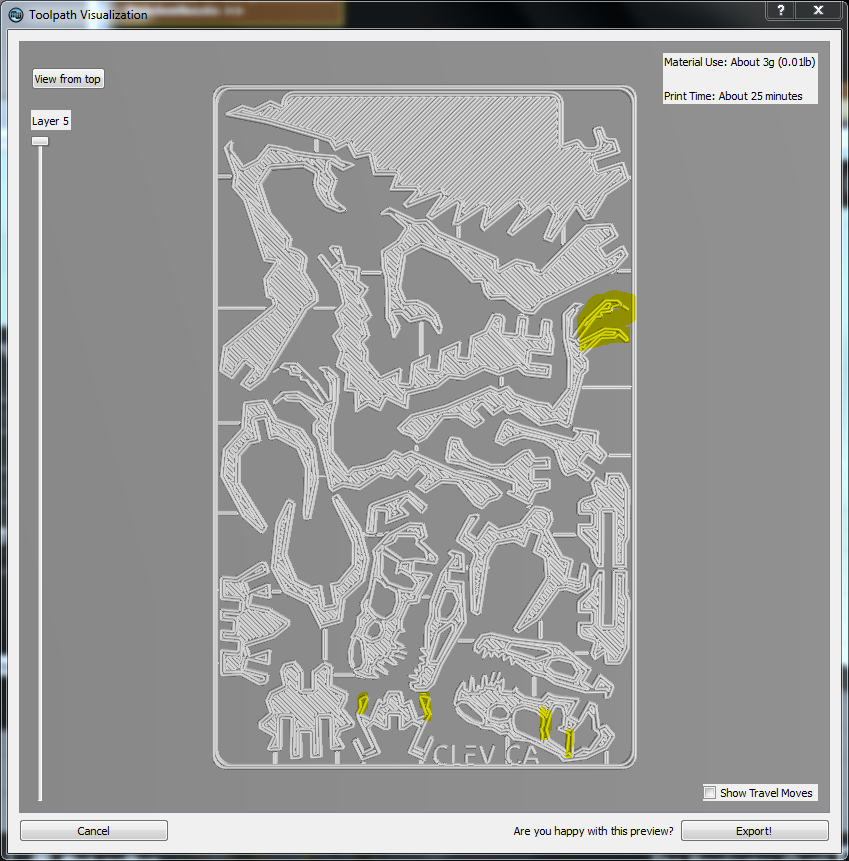
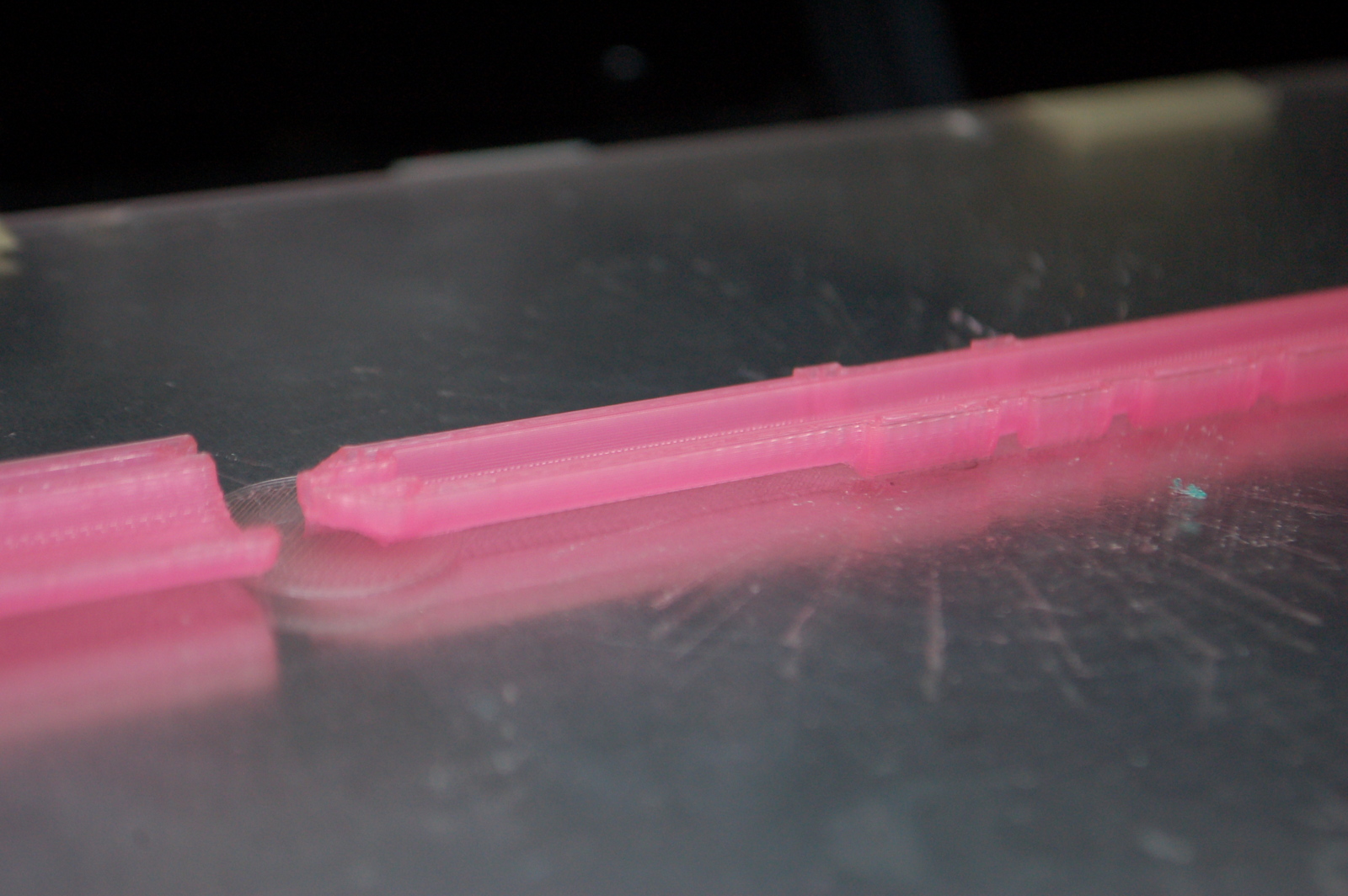
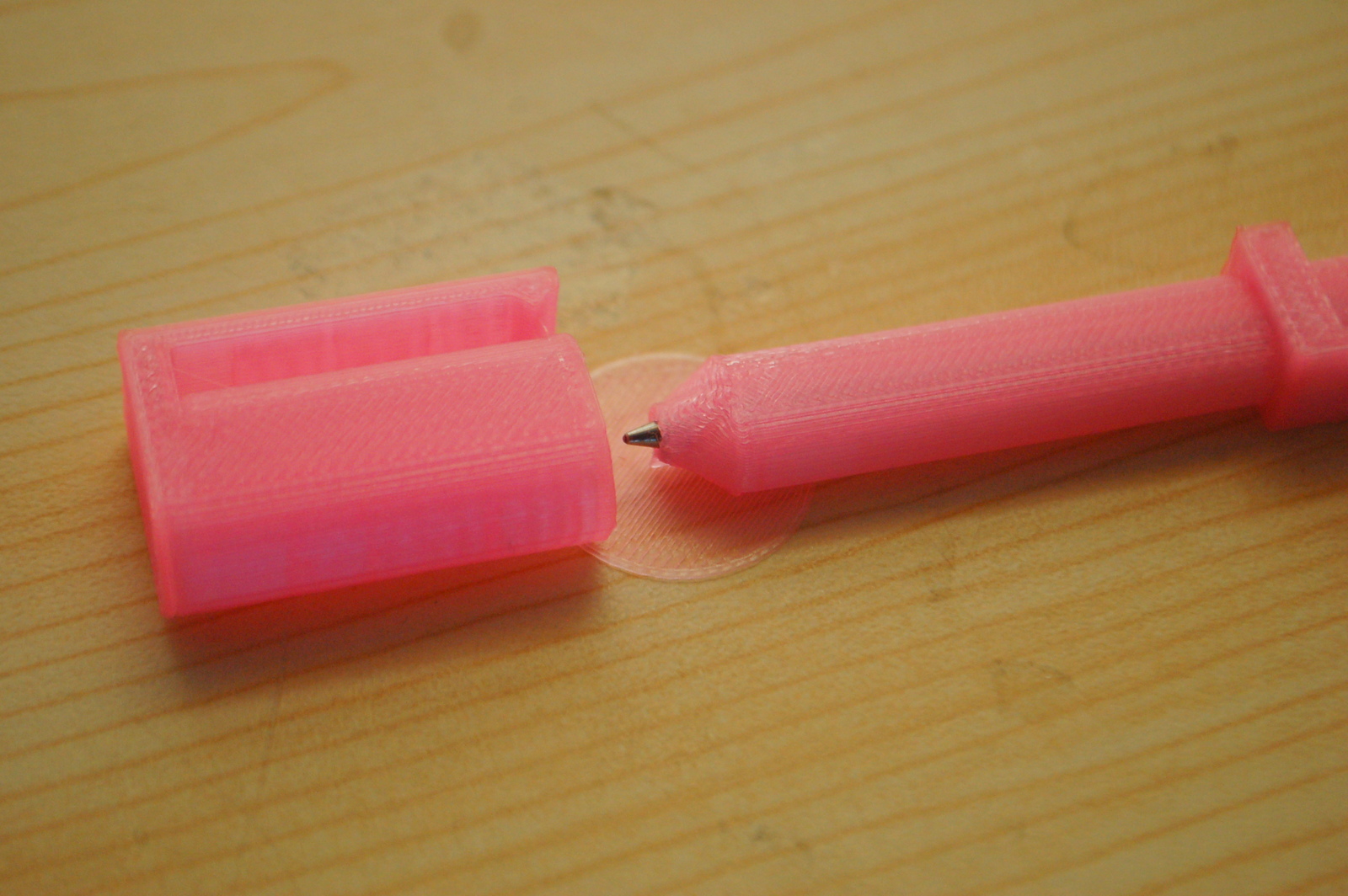
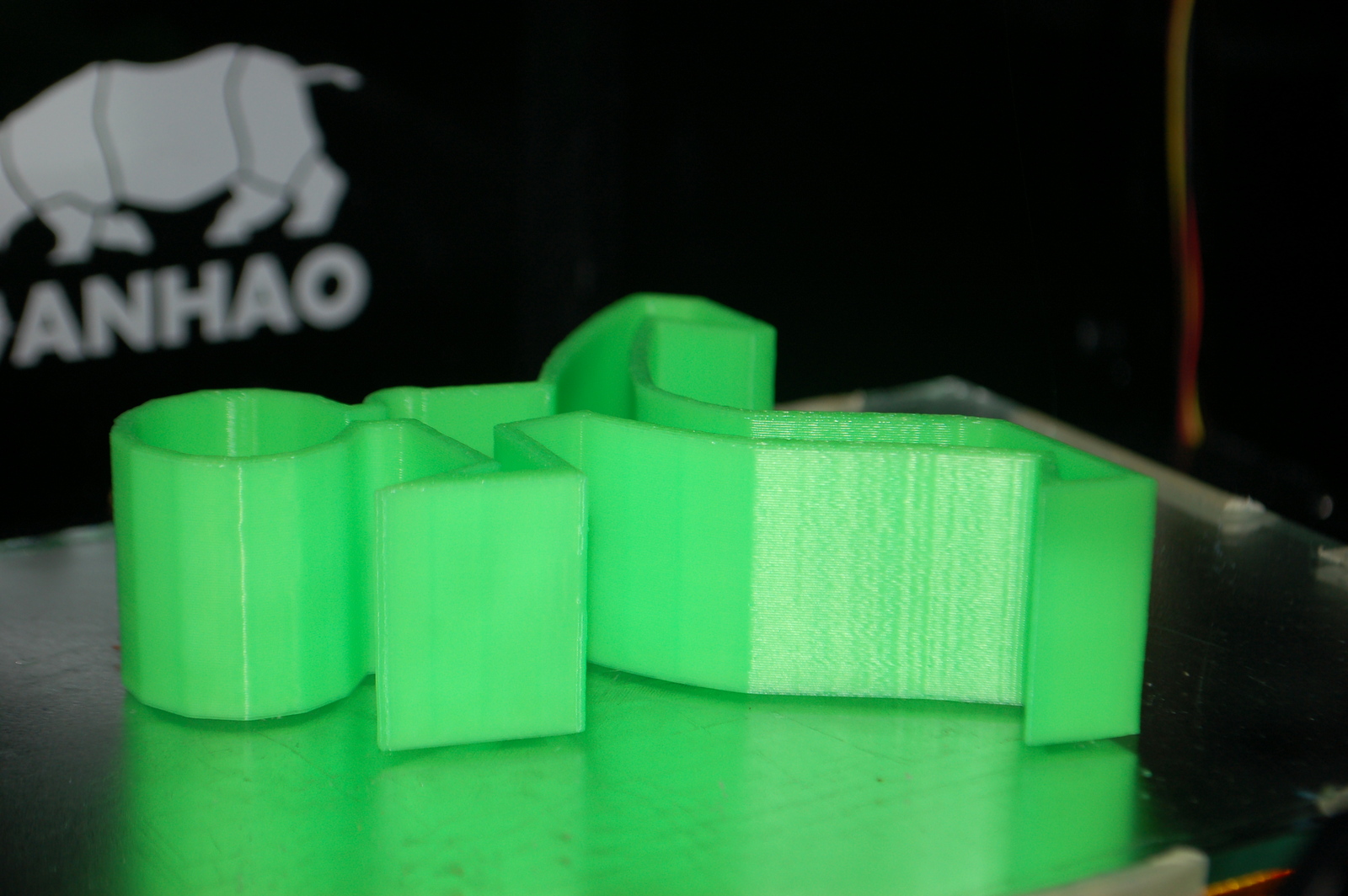
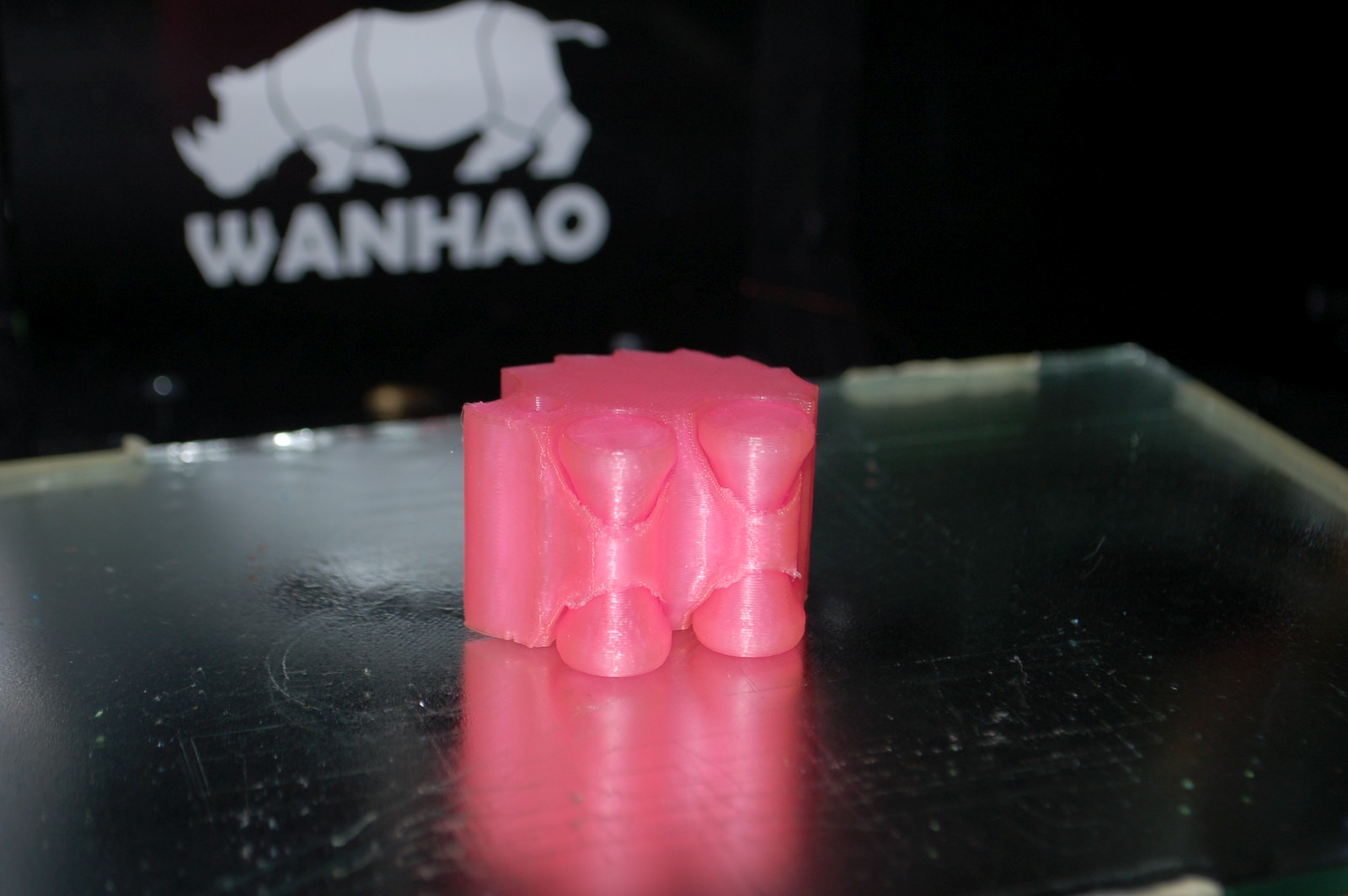
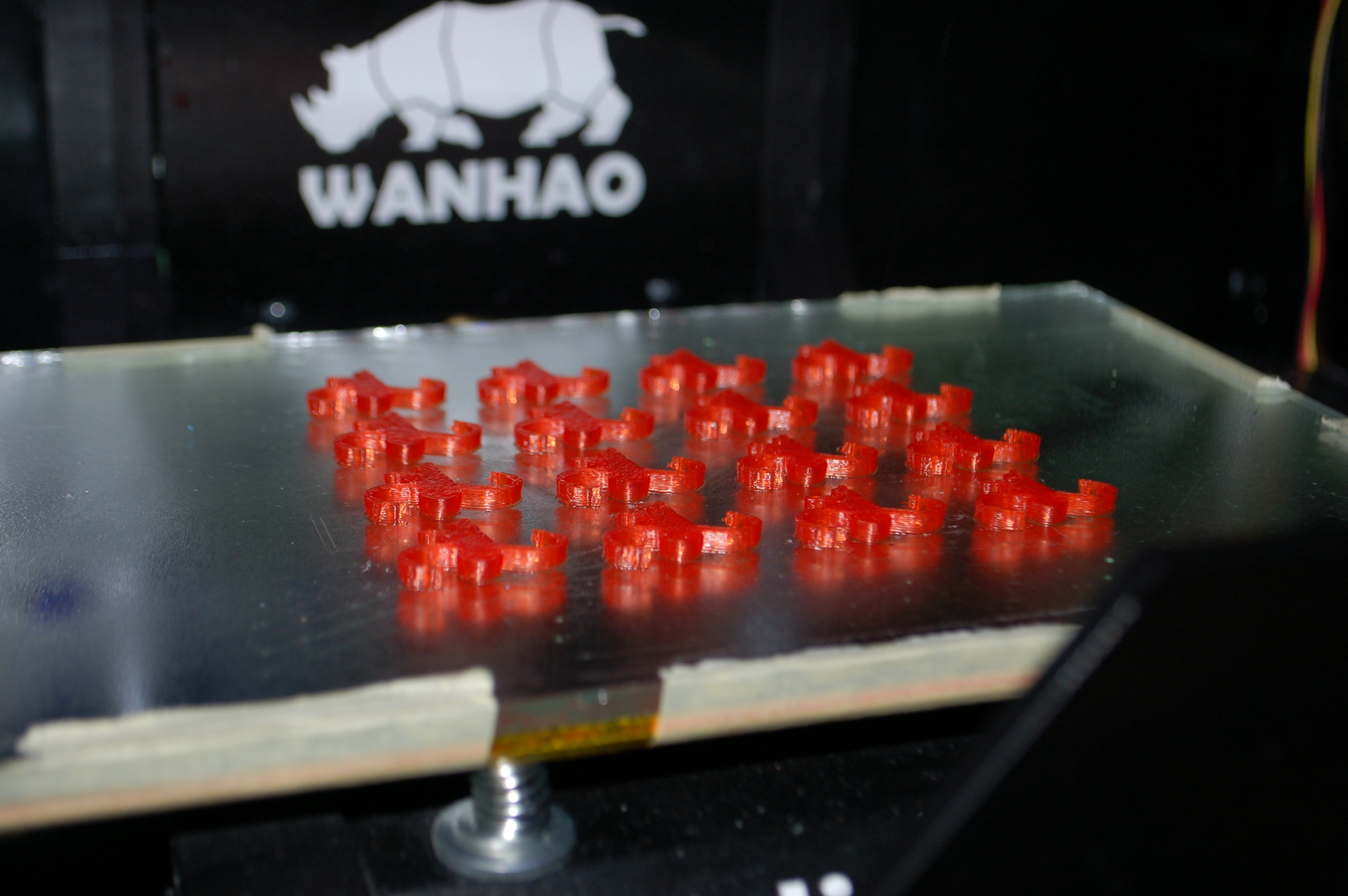
Van néhány eset, amikor az alapbeállítás szerinti peremszámot (number of shells) át kell állítani az alapértelmezés szerinti 2-ről (tehát hogy hányszor "rajzolja körbe" a tárgy felületét a nyomtató, milyen vastag lesz a külső fal). Erre akkor van szükség, ha a nyomtatandó tárgyon olyan rész van, ahol a dupla külső fal miatt a kitöltöttség már "nem fér el".
Ezt a szituációt jól szemléleti a galériában található 2 kép. Az egyik, ahol sok lyukat nem tudott "betömni" a nyomtató szoftver, a 2 fal vastag (number of shells). 1 fal vastagsággal viszont már sokkal jobban ki tudta tölteni a szükséges helyet az algoritmus. Tehát ha ilyesmi dolgot nyomtatunk, akkor gondoljunk erre a paraméterre. A Wanhao Duplicator 4 fúvókája 0.4mm, ezért a legvékonyabb - vízszintes kiterjedésű - részlet 0.4mm vagy ennek egész számú többszöröse. Egyéb esetben a Makerware megpróbálja a modell részletet átlagolni.
A nyomtatott dolog amúgy egy velociraptor névjegykártya. Még nem raktam össze.


Jön a nyár, megyünk nyaralni. Ilyenkor lehet hasznos egy bőrönd címke, hogy biztosan ne keveredjen el a csomagunk. Persze lehet ilyet vásárolni, de miért tennénk, ha van 3D nyomtatónk? Ezzel a parméterezhető bőrönd címkével ez könnyedén megoldható, megadhatjuk a szöveget, és az OpenSCAD / Thingiverse customizer legenerálja a 3D modellt.
Ennél a modellnél fölösleges volt kis rétegvastagságot használni, tehát nyugodtan lehetett 0.3mm-el és gyors (80mm/sec)-es sebességgel nyomtatni, hamar elkészült a tárgy (kb. fél óra).
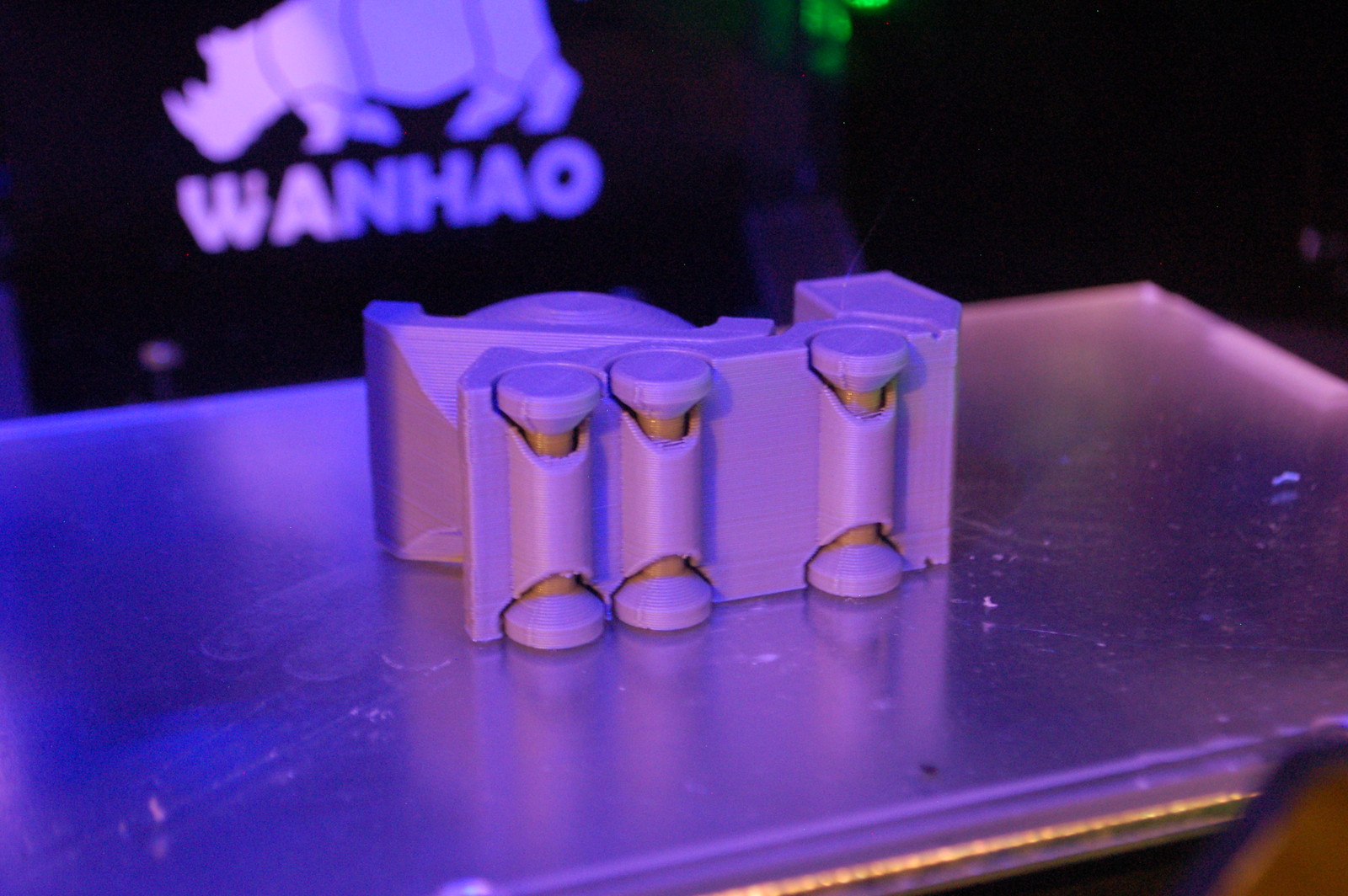




Cementes autó, 150%-ra átméreteztem, mert így kicsit jobban néz ki nagyobban. A forgó dömper része nem lett tökéletesen egyenes, kicsit felkunkorodott a nagy kiszögellés miatt (mindent alátámasztás nélkül nyomtatottam), de azért egész jó lett. Majd lehet, hogy a ventit egy 9V-s adapterről hajtom meg, most 5V-s, de azóta eljött a nyár, és így a nyomtatónak (főleg a PLA-nak) is melege van.
U.I.: visszajöttünk külföldről, most már megint teljes gőzzel megy a nyomtatás. :)




Ez egy jópofa mozgatható hal modell. Hamar elkészült, szürke PLA-val nyomtatva, egy jópofa kis játék készült belőle.
Amúgy ha valaki azon gondolkodott volna, hogy miért nincs már egy jó ideje új bejegyzés... Június elejétől újra teljes gőzerővel adjuk közre a nyomtatott tárgyakról szóló leírásokat és hasznos tippeket!




Már régen nyomtattam valamit egyszerre két extrúderrel. PLA-val pedig még nem is nagyon, mert azt írták pár helyen, hogy sokkal jobban "csöpög", azaz nyomtatás nélkül is folyik belőle az olvadt anyag. Gondoltam kipróbálom egy kétszínű macskával. Egész jó lett az eredmény, bár tény, hogy kicsit több "csöpögés" került a tárgy oldalára, még a tisztítófal (purgewall) használatával is.
Még kísérletezek a PLA és a kétszínű nyomtatással, főleg hogy egy hosszabb ABS kétszínű nyomtatás már elég kellemetlen szagot teremt.



Háztartási eszközöket és nyomtathatunk 3D nyomtatóval, ebben az esetben egy design-os diótörőt. Zöld PLA-val nyomtattam. Elkövettem viszont azt a hibát, hogy nem használtam alátámasztást a fő testnél (pedig a leírás még írta is), de már elég előrehaladott volt a nyomtatás, amikor észbe kaptam, gondoltam megvárom, mi lesz. Hát a csavaros rész alsó részénél egy kicsit lelógtak a szálak, de elég hamar "korrigálta" magát a nyomtatás, így összességében nem lett vészes a dolog. Az első képen látszik azért, hogy pár szál lóg lefelé.
Sajnos jelenleg nincs otthon töretlen dió, hogy kipróbáljam, de elég masszívnak és erősnek tűnik a nyomtatott diótörő, hogy ne törjön el használat közben. Amint kipróbálom, frissítem ezt a bejegyzést!



Most volt nemrég a kislányom 1 éves születésnapja. Éppen nem volt 1-es számú gyertyánk, ezért gondoltam egyet és készítettem neki tinkercad-ban egy ilyet. "Természetesen" rózsaszín PLA-val nyomtattam. Szerintem jól sikerült. Az éleket még le lehetett volna kerekíteni, de a tinkercad-ban nincs ilyen lehetőség.


A hétvégén nyomtattam egy jópofa Tengeri csillag modellt. Paraméterezhető, tehát meg lehet mondani, hány darabból álljon, mekkorák legyenek a "csápok", stb. Sajnos én a generálásnál nem figyeltem és túl kicsi ráhagyást hagytam (0.1mm) a csuklóknál, így mozgatni nem lehet, de így is jópofa kis tárgy lett belőle.




Egy újabb (korábban: ez és ez) kis miniatűr széket nyomtattam, valahogy mindig meglepődöm, hogy milyen szépen lehet ilyen apró részleteket is nyomtatni. Persze ez sokban múlik azon, hogyan van megtervezve az eredeti modell. Ezek a modellek feszegetik a határokat, de a nyomtató jól vette az akadályt. Persze egy kicsit alacsonyabb sebességet használtam (60mm/sec, 110mm/sec travel), mivel ilyen apró részleteknél nem szerencsés, ha nagyon gyorsan mozog a fej.
Ennél a széknél is jópofa a keresztív a szék alján, hogy oda se és a szék aljára sem kell semmilyen alátámasztás, azt a nyomtató hídként megoldja.
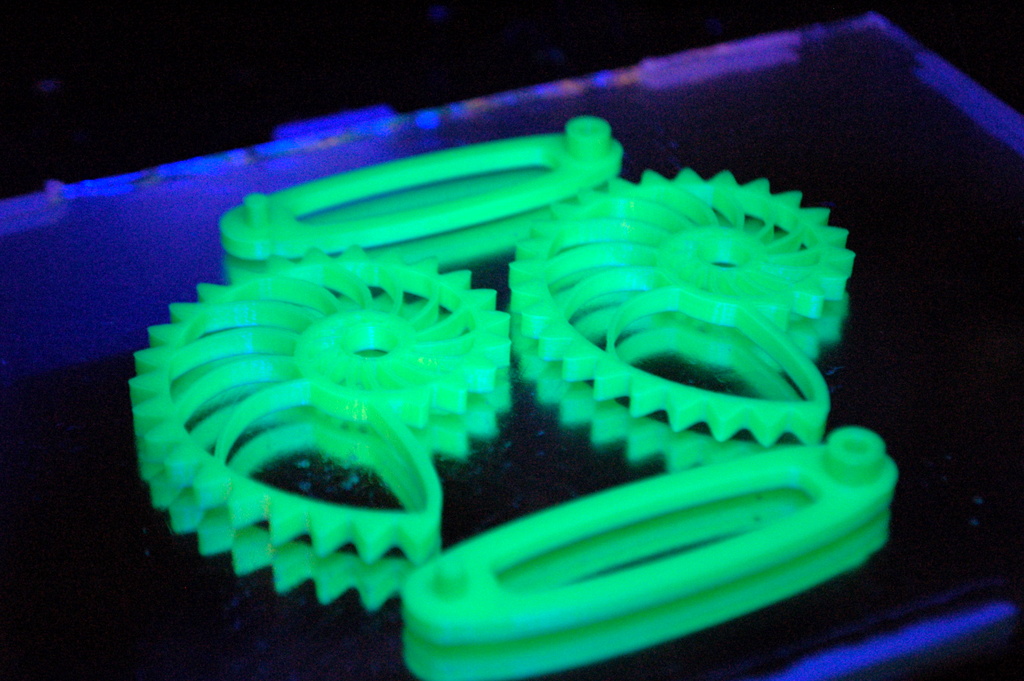
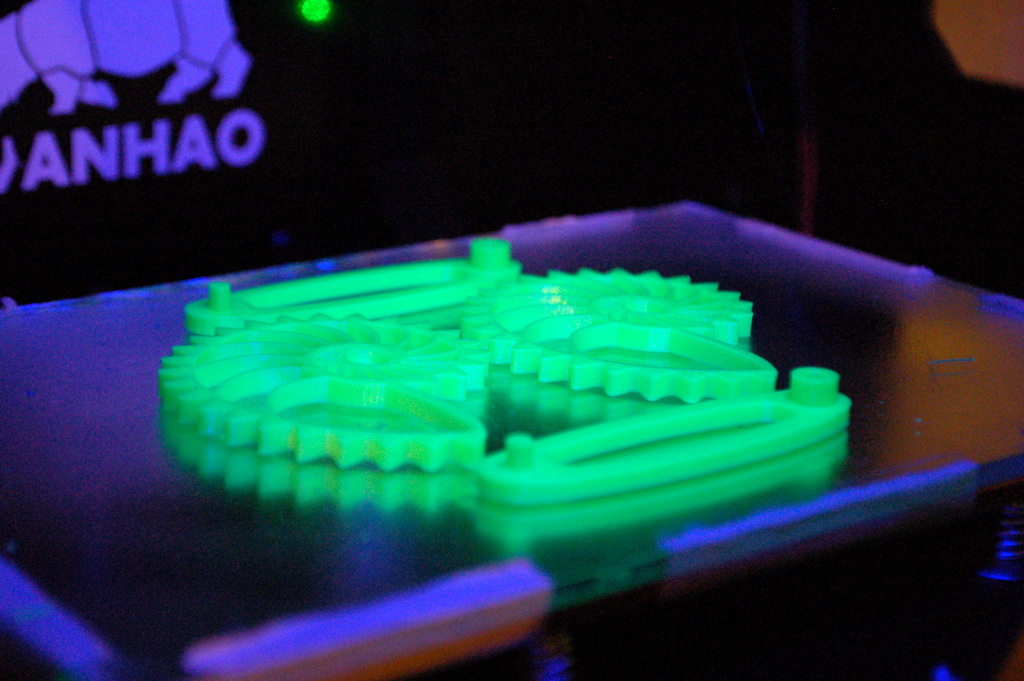



Egy jópofa játék / koncepció: nautilus fogaskerék. Kicsit Verne Gyulás. Esztétikus tárgy, és jól el lehet vele játszani is. Világoszöld PLA. Szerencsére jól tapadtak a nyomtatásnál a kis apró fogaskerekek is, ott lehetett volna esetleg probléma.





Egy jópofa, kis poligonszámú róka modell, nagy fülekkel! Áttetsző PLA-val nyomtatva. Szépen kijött a füle is, pedig az nagyon vékony fal.
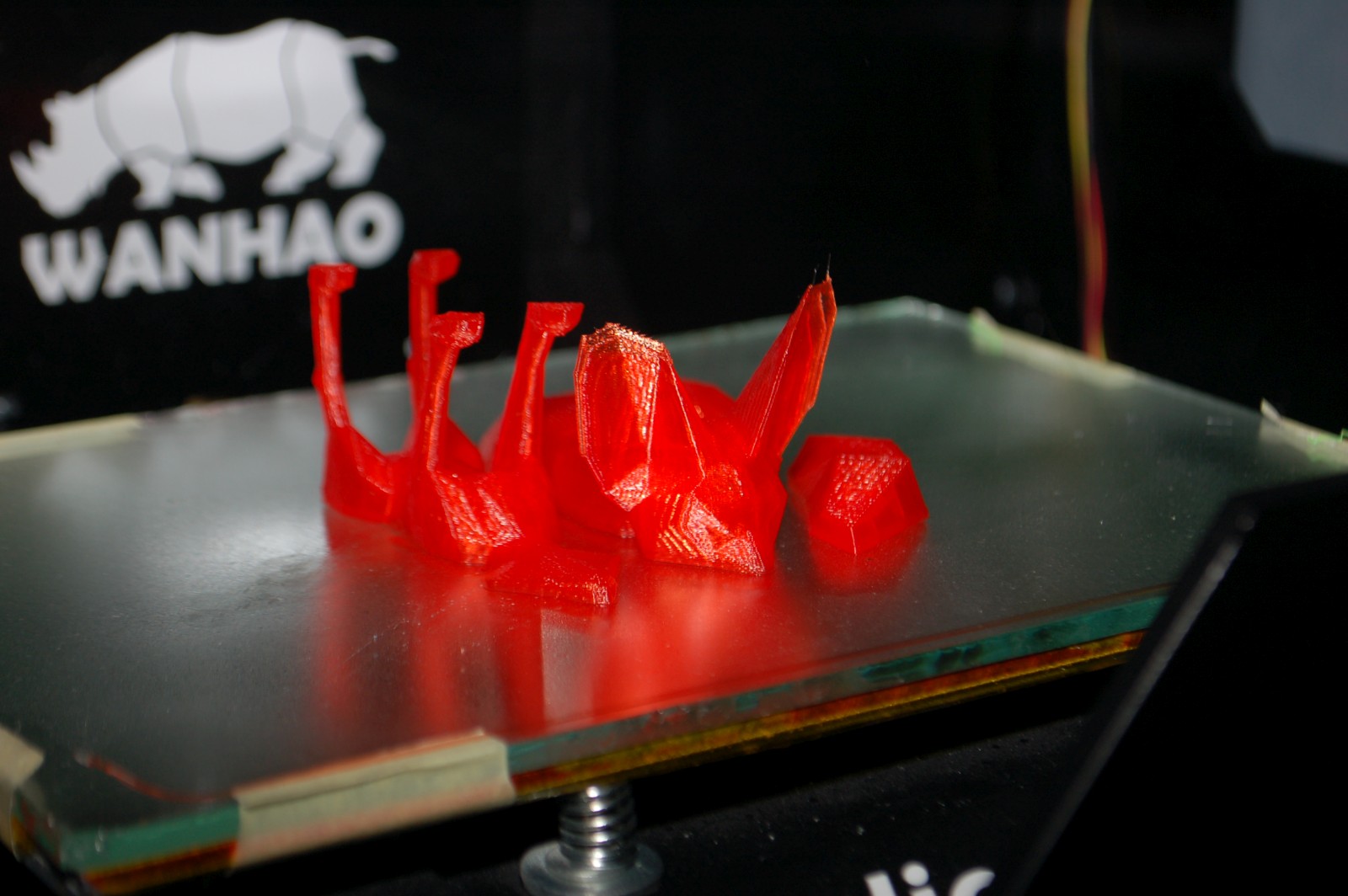
Korábban már egy ló formájában bemutattam ezt a trükköt, hogy ha olyan dolgot akarunk nyomtatni, ami sok alátámasztást igényel, bizonyos esetben megoldható a probléma, ha feldaraboljuk a testet több darabra, amelyek egyenként már nem igényelnek alátámasztást és nyomtatás után összeragasztjuk a darabokat. Az eredmény önmagáért beszél. Persze nyomtathattuk volna alátámasztással, de így szerintem szebb lett végül.

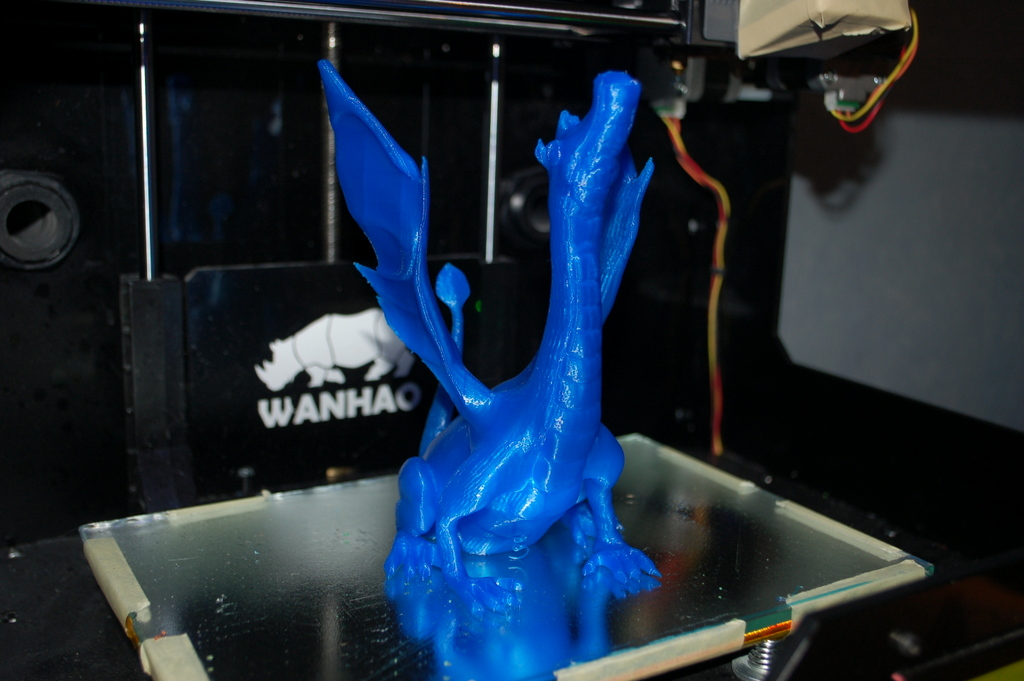
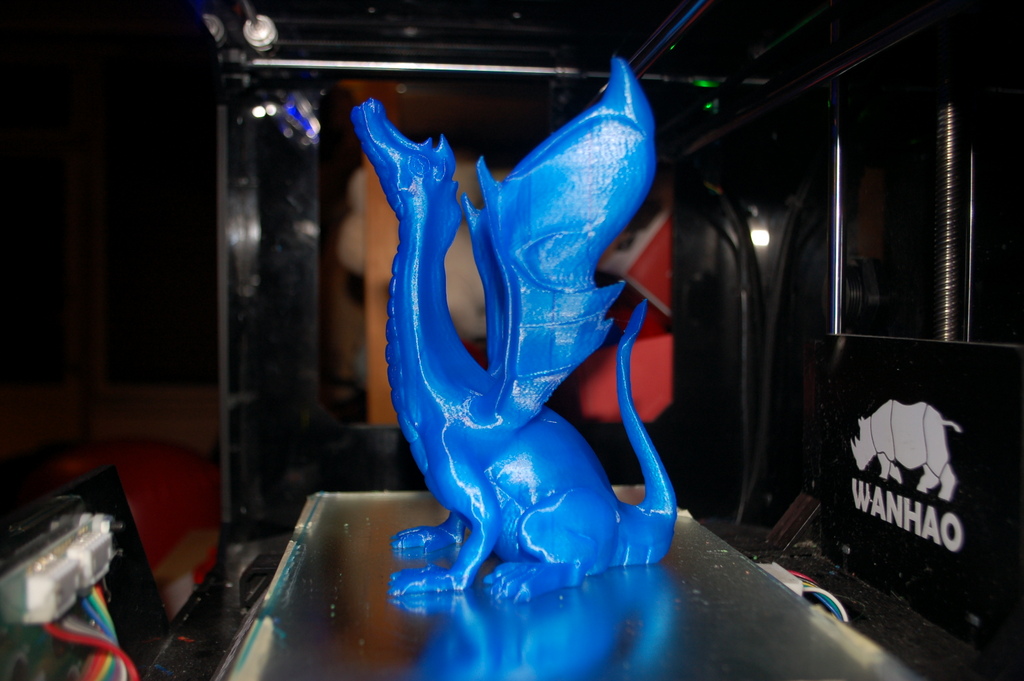



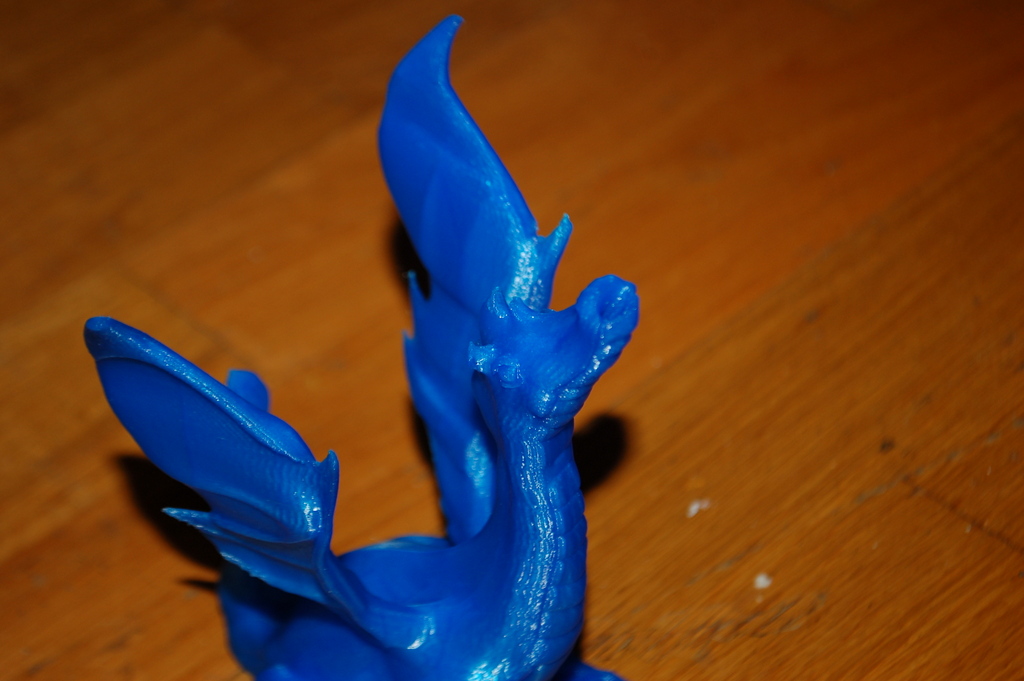

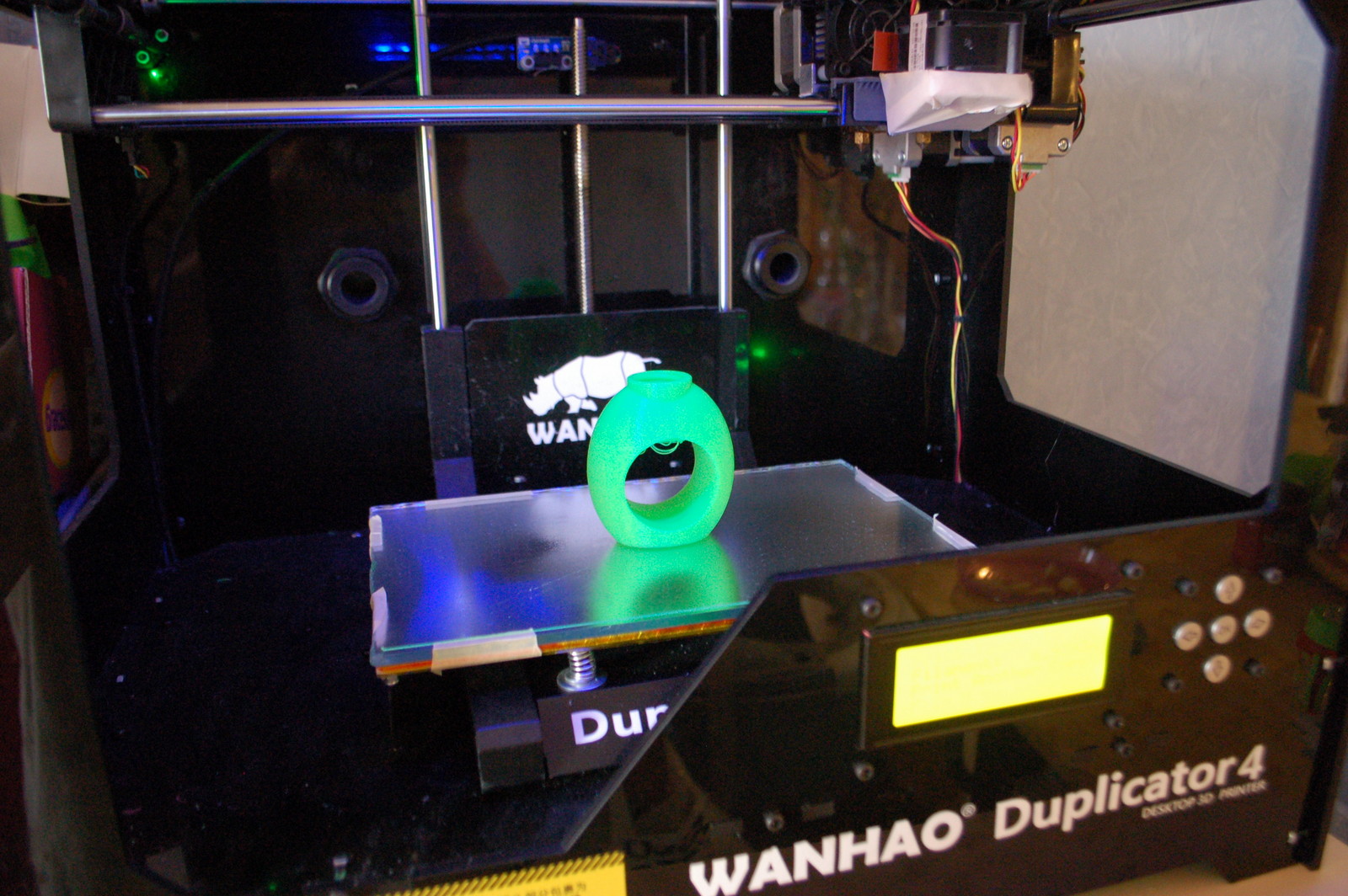
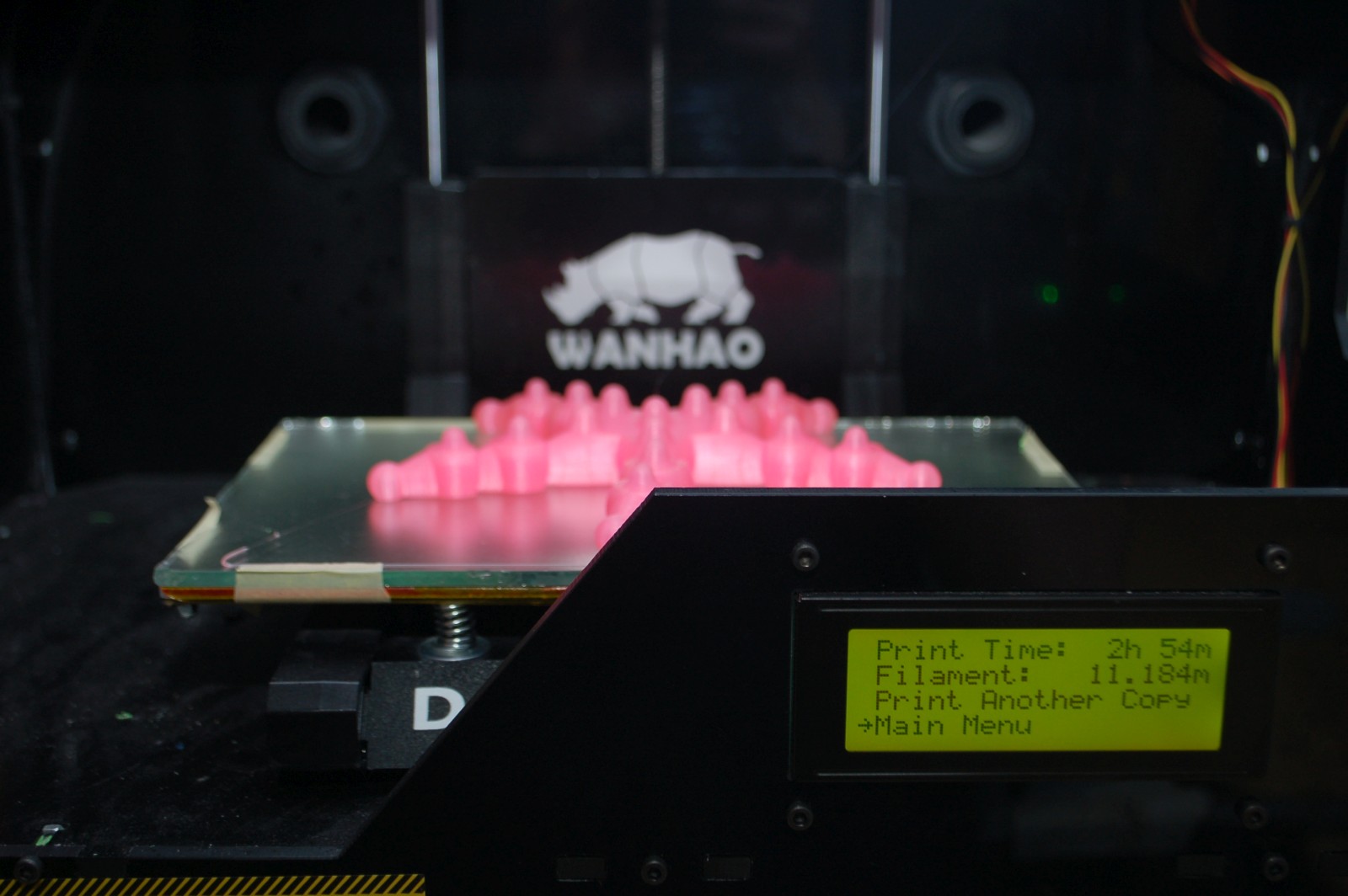
A múlt heti sikertelen kísérlet után újra megpróbáltam kinyomtatni a sárkány modellt, és próbálkozásomat ezúttal siker koronázta. :) Nem volt rövid a nyomtatási idő (majd 5 óra, 0.2mm-en), de szerintem megérte. Kicsit lassabbra vettem a sebességet, mert a szárnyak tetején vannak vékony részletek, amelyek gyors nyomtatás esetén nem biztos, hogy jól kijöttem volna. Alapvetően nagyon elégedett vagyok a minőséggel!


Egy hasznos tárgyat nyomtattam a thingiverse.com-ról, egy telefontartó emberke figura képében. Több fajta telefonnal is kipróbáltam, jól tartja mindegyiket. Itt az volt az érdekes, hogy mivel egy egyszerű formáról van szó, ezért semmi értelme nem lett volna 0.3mm-es rétegvastagságnál kisebbet használni, alig látszana a különbség.






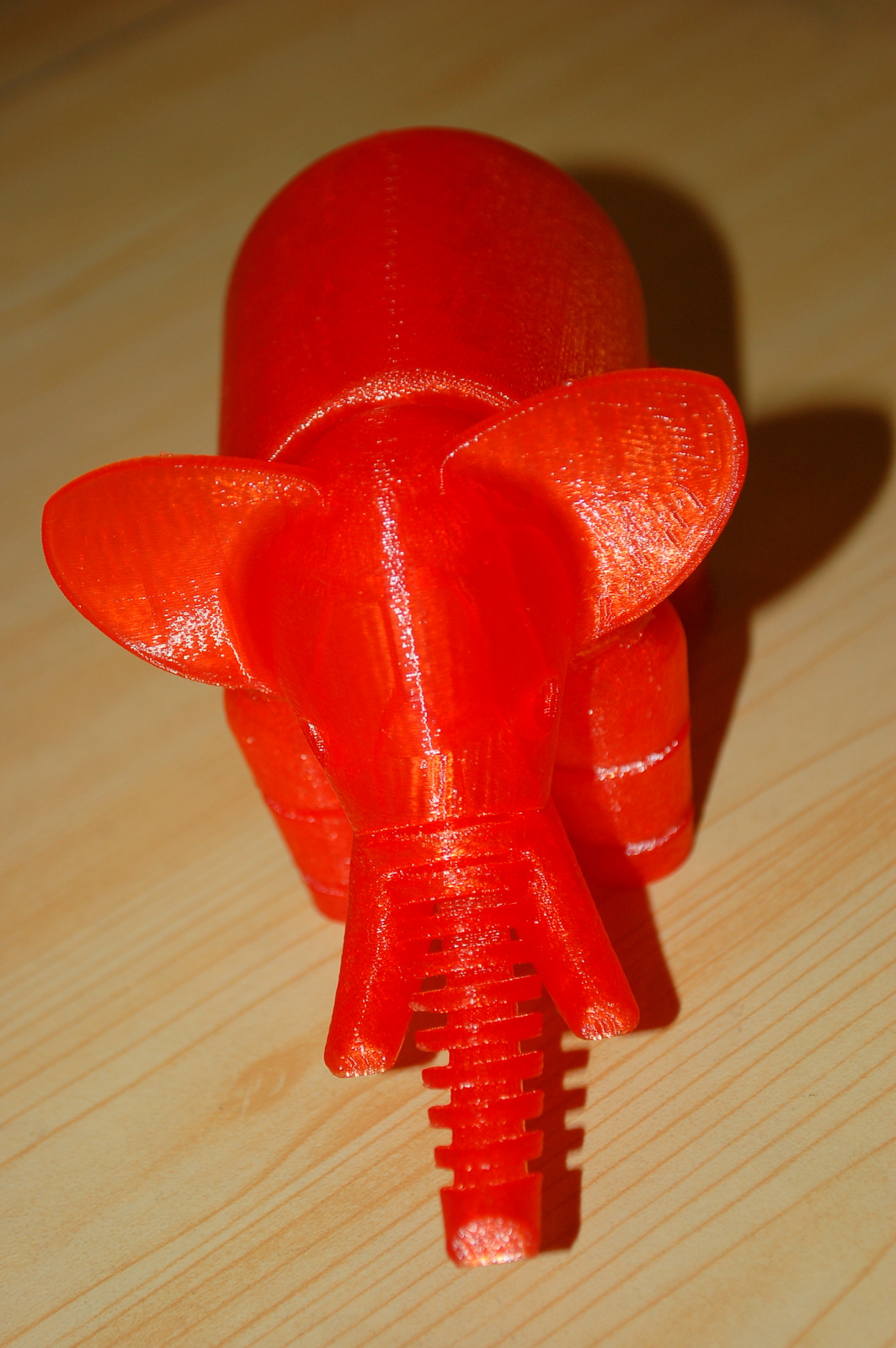


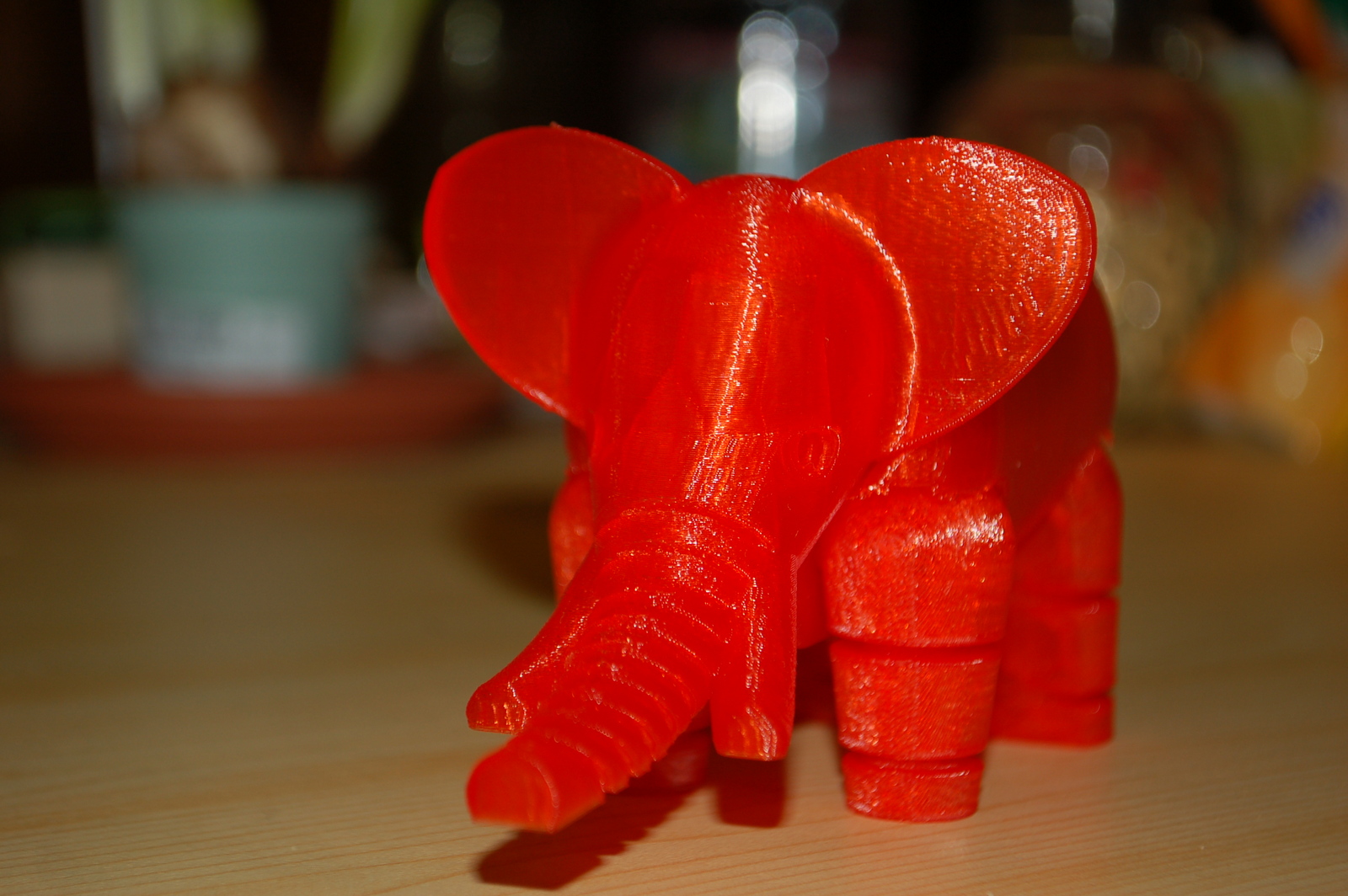
Piros áttetsző PLA elefánt modell. Elég sokáig tartott, 0.2mm-es rétegvastagsággal, de szerintem jópofa lett. A lábait lehet mozgatni és a fejét is egy kicsit. Szerintem dísznek sem utolsó. Persze lehet, hogy nem a piros a legrealisztikusabb szín, de megtetszett a thingiverse-en ez a változat. Elég jól tapadt az alja, de azért egy kicsit előtte rá is fújtam egy vékony plusz réteg hajlakkot, biztos, ami biztos.
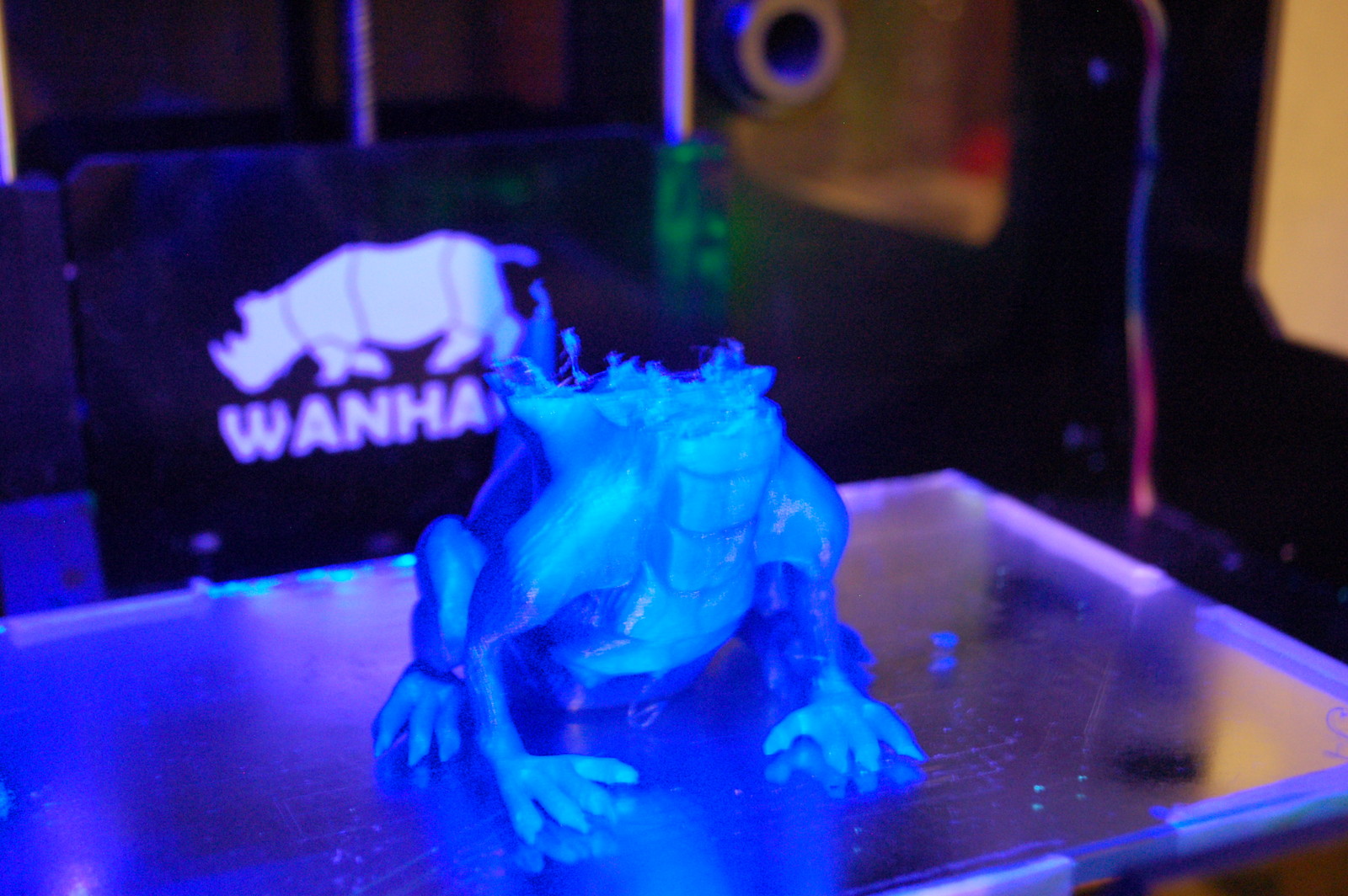
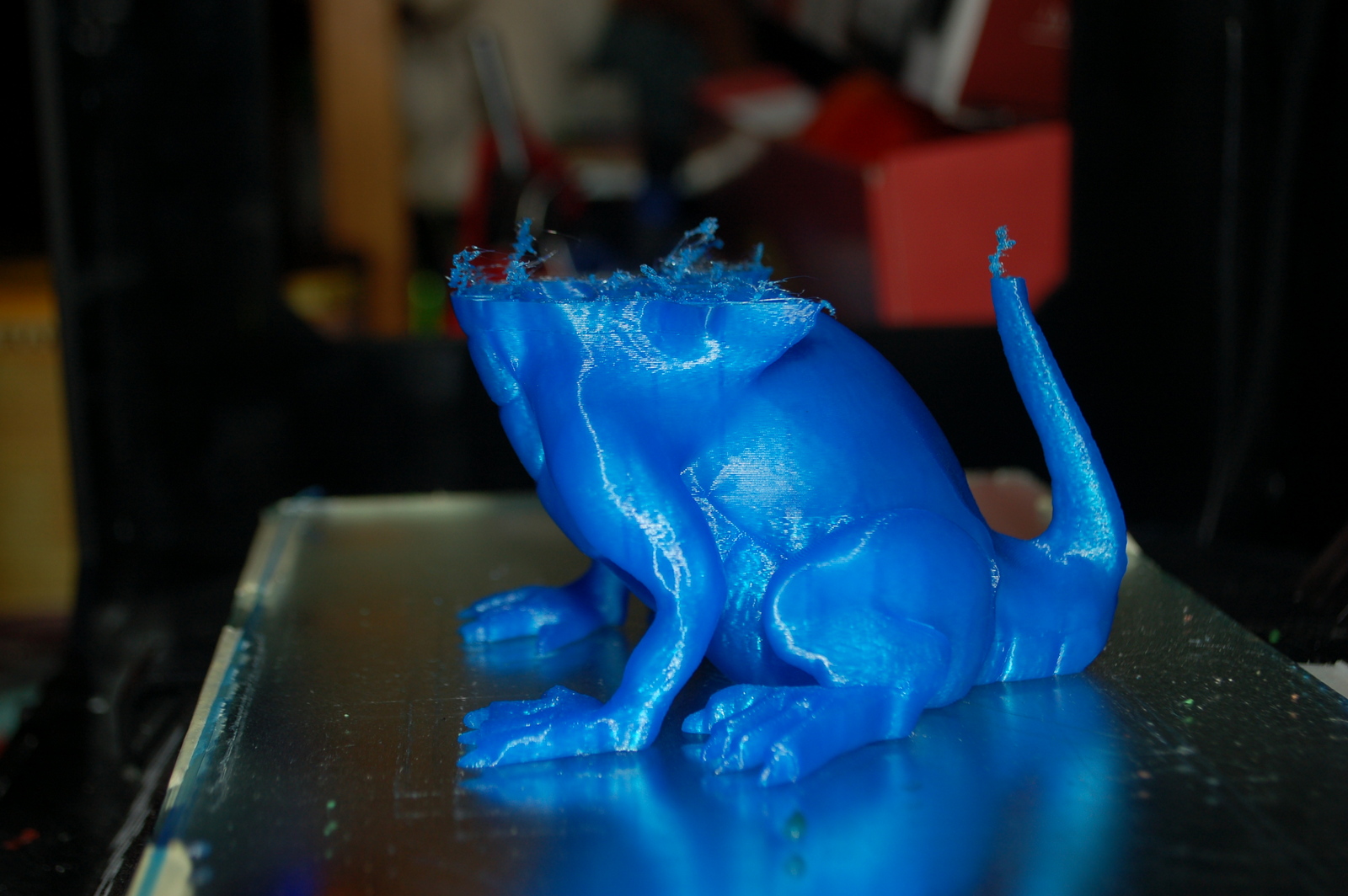


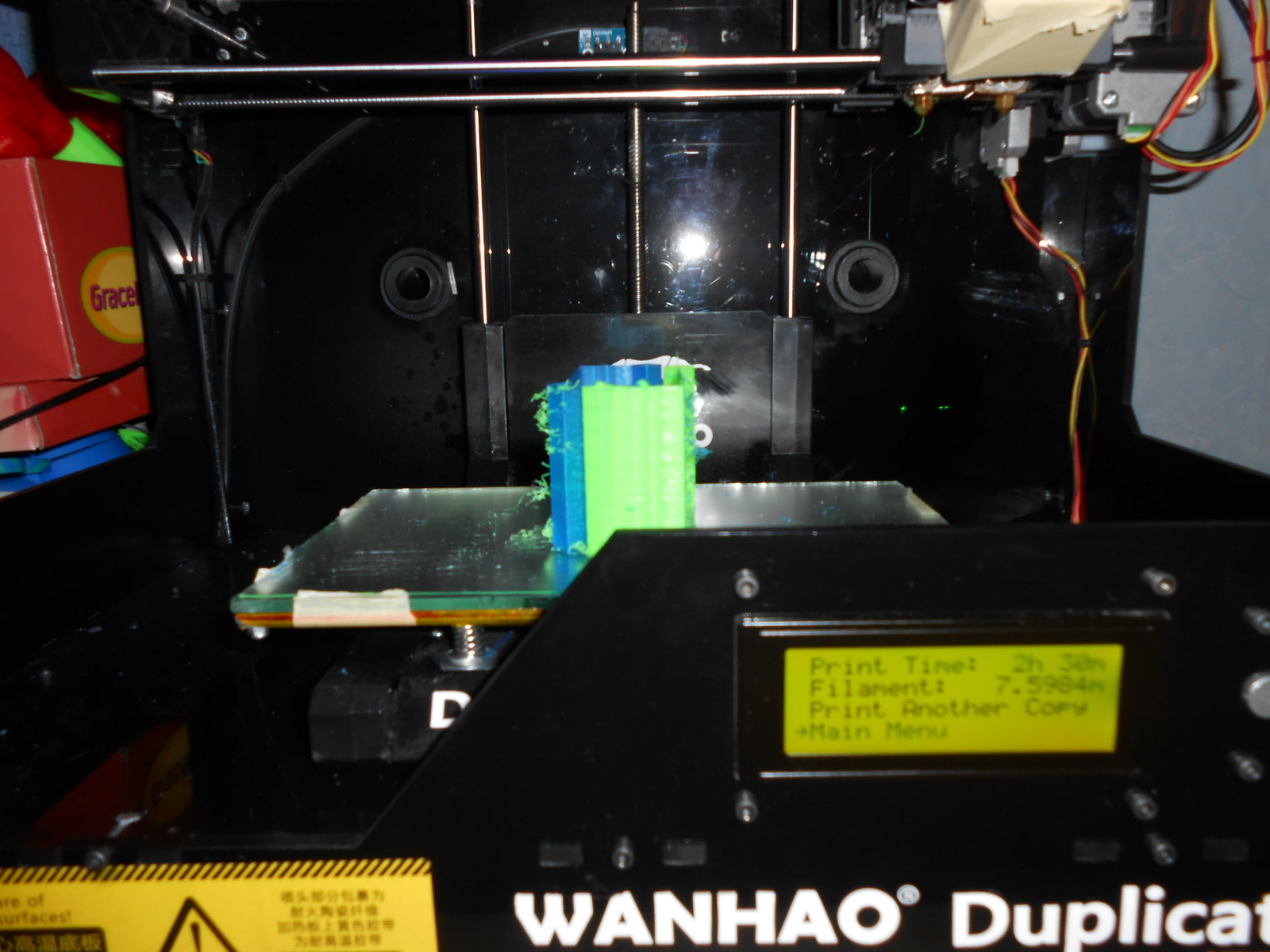
Hogy ne érje szó a ház elejét és ne vádoljanak minket azzal, hogy csak a sikeres nyomtatásokról számolunk be. A hibákból is lehet tanulni, és szerencsére, ez esetben elég egyértelmű mi okozta a hibát. Ha megnézzük a fenti képeket, láthatjuk, hogy szegény sárkány feje hiányzik, mintha a mesebeli lovag már eltávolította volna. Pedig nem utólag "veszítette el a fejét": sajnos ebben az esetben arról volt szó, hogy a használt szál spulni egy korábbi eltávolításnál "fellazult", leugrott a tekercsről. Ilyen esetben sokszor már csak idő kérdése, hogy összegubancolódjon a szál és elakadjon a száltovábbítás. Itt a 2/3-a környékén fordult elő ez a sajnálatos eset, és mivel nem voltam a nyomtató közelében, nem is tudtam mit tenni. Olyan sok mindent amúgy sem lehetett volna, esetleg annyit, hogy sokszor hanghatás követi az összegubancolást és akkor még van némi esély a csomó megszüntetésére.
Tanulság: óvatosan cseréljük a száltekercset és minden esetben rögzítsük a nem használt szálon a véget valamivel, hogy nem maradjon szabadon.



Egy vödör majom: se több, se kevesebb. :) Két részletben, kék és piros PLA. Jó kis játék. Az eredeti egy Hasbro játék: http://en.wikipedia.org/wiki/Barrel_of_Monkeys_%28game%29
A majmoknál az elején figyeltem, hogy jól tapad-e mindegyik széle, szerencsére nem volt gond.
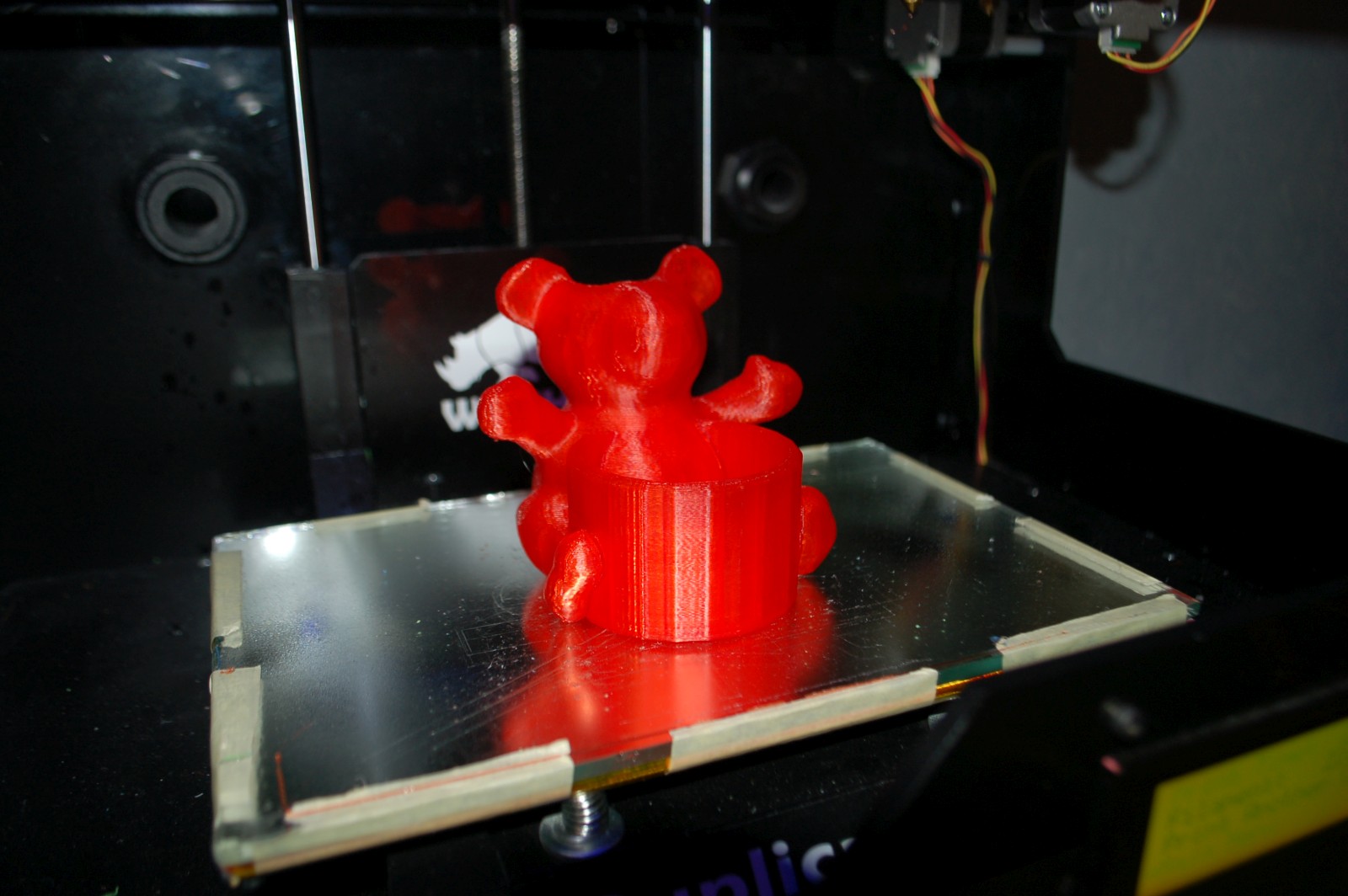
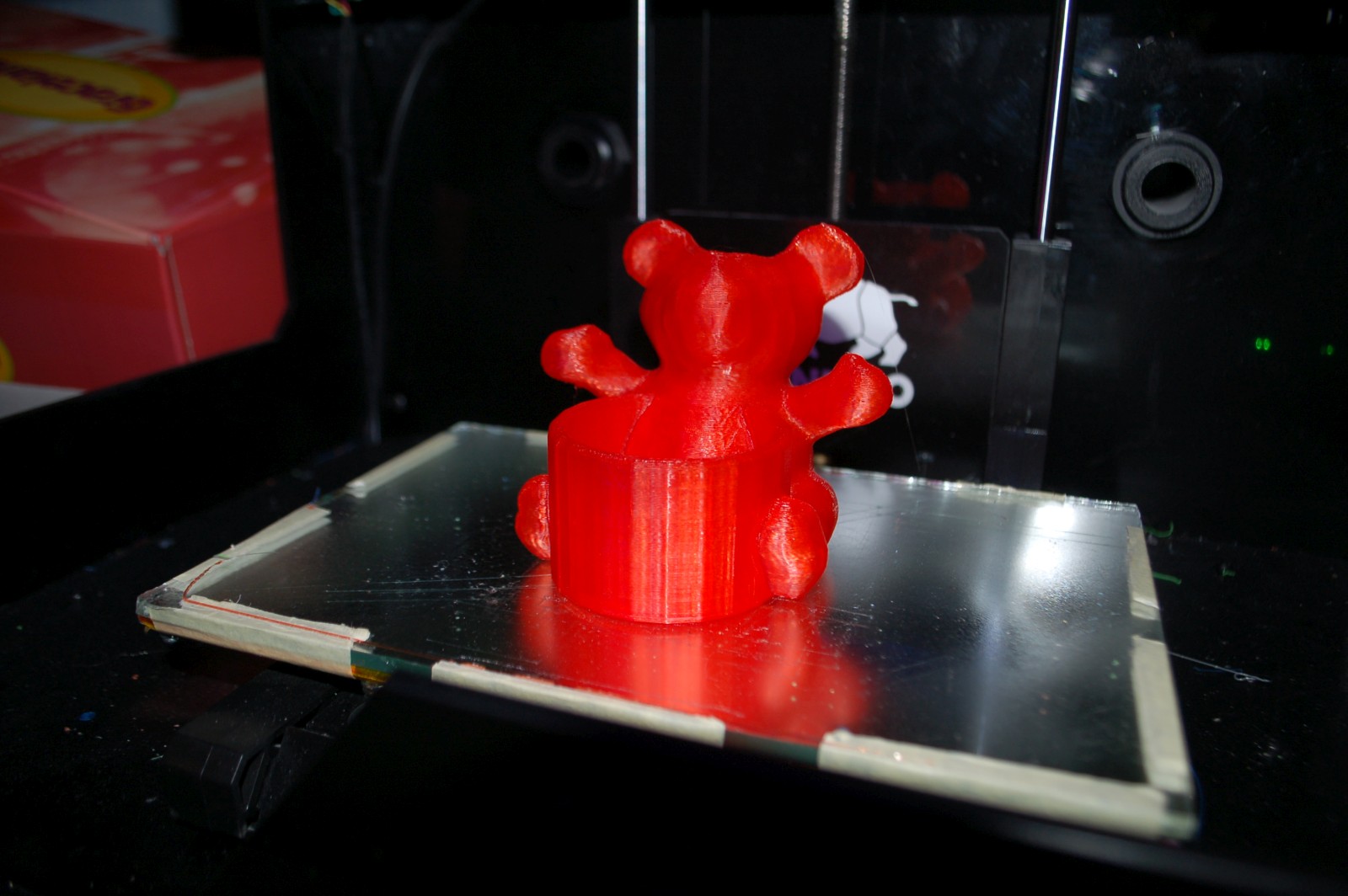



Piros tolltartó mackó. Ami még jól látható, hogy alátámasztás nélkül is szépen sikerült a fülrészt nyomtatni. Piros áttetsző PLA, 80mm/sec. Lehetett volna egy kicsit nagyobba is nyomtatni, bár így is belefér néhány toll és egyéb dolog.
A múltkori rétegvastagság tesztnél nagyon megtetszettek a kis polipok, úgyhogy gondoltam kinyomtatom őket egy másik színnel is... Aztán egy másikkal... Aztán még egy másikkal. Aztán nagyban is. A végére egy egész polip kolónia jött létre, különböző rétegvastagsággal és méretben.







Hogy legyen is gyakorlati (és ne csak esztétikai) haszna ennek a blogbejegyzésnek, egy érdekes dologra hívnám fel a figyelmet: nevezetesen, hogy különböző színeknél ugyanaz a rétegvastagság jobban vagy kevésbé tűnik zavarónak. Mindegyik polipot PLA-val és ugyanazon hőmérsékleten nyomtattam, a különbség csak a szín volt. A leginkább a szürkén volt zavaró a durvább rétegvastagság, a leginkább talán a világos zöldnél vagy pirosnál. Tanulság tehát, hogy a szín is számít, hogyan fog kinézni egy tárgy egy adott rétegvastagság mellett...



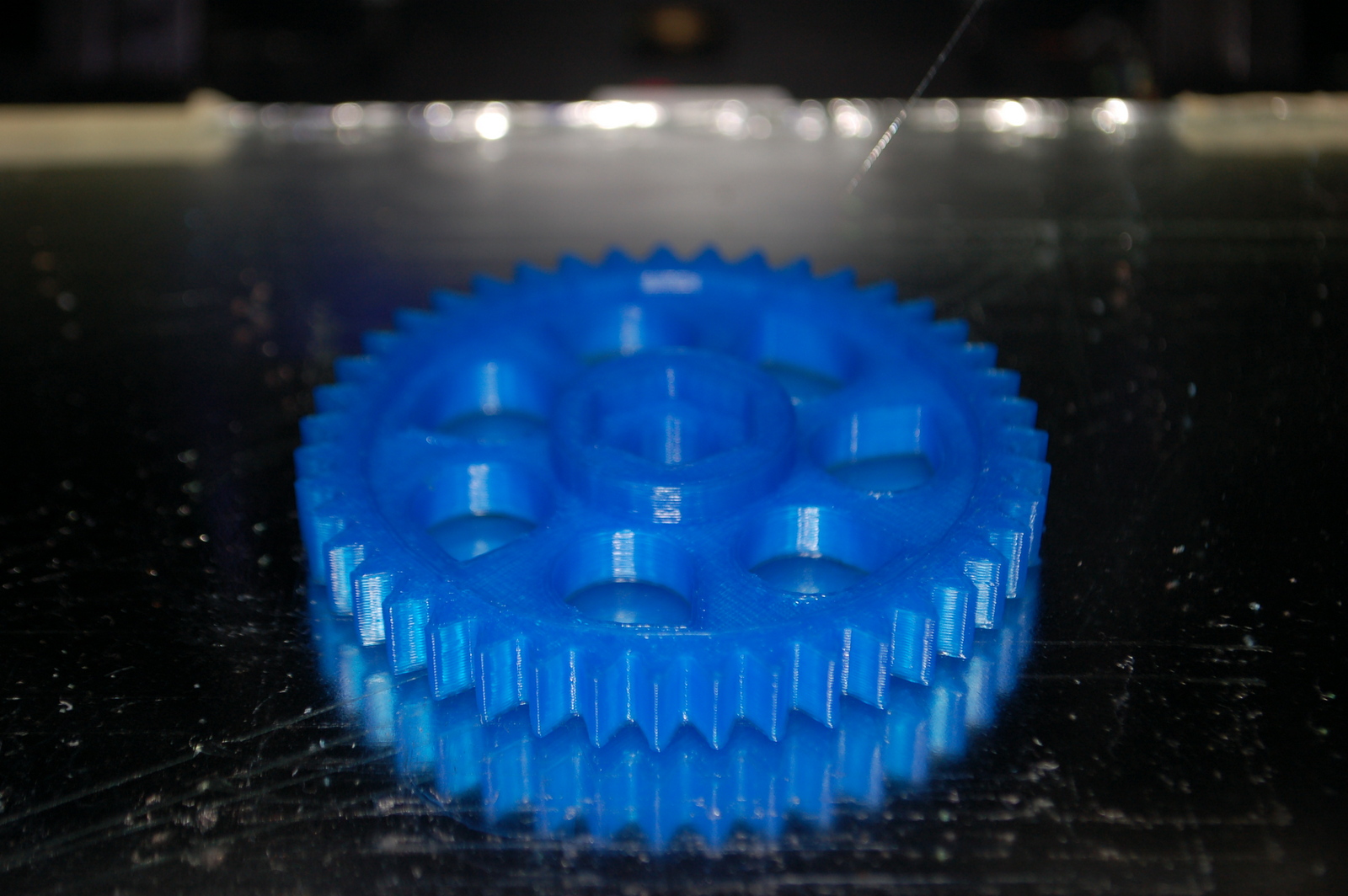
Egy egyszerű, de jópofa fogaskerék modell, kék PLA-val nyomtatva. Szerintem az ilyen típusú tárgyaknál a 0.3mm is teljesen elfogadható rétegvastagság (mint itt).
Korábban is már volt egy bejegyzés egy házmakettről, amiben már írtam, hogy szerintem milyen hasznos felhasználása egy 3D nyomtatónak magánemberek számára (vagy építészirodáknak). Ezt a vonalat folytatnám egy másik házikóval, amit egyik kedves barátom számára nyomtattam a terepasztalára, H0 méretben.

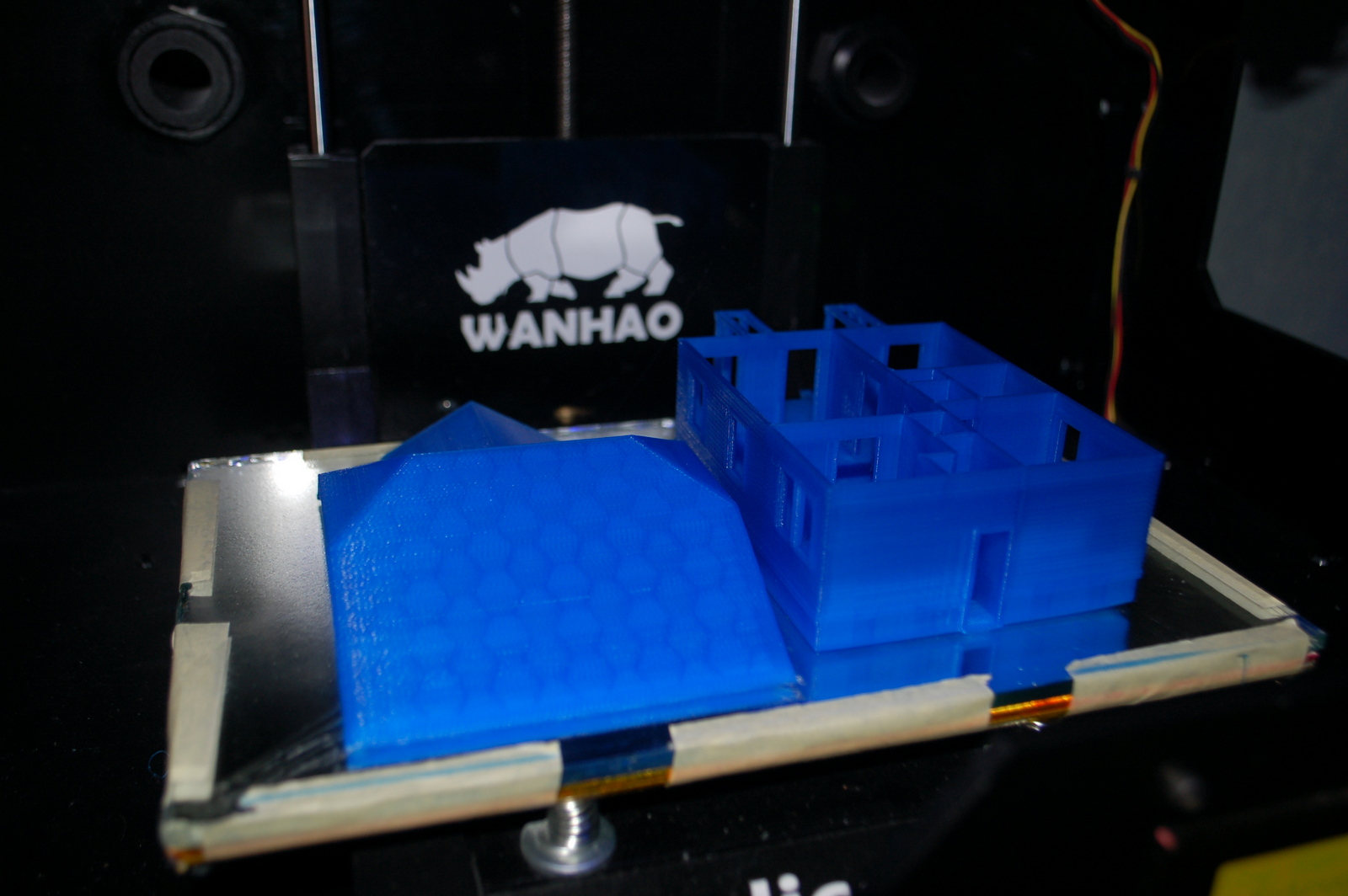




Sokszor felmerül a kérdés, hogy mennyire éri meg 3D nyomtatóval elkészíteni ezt vagy azt, szemben a tömeggyártással vagy más technológiákkal.
Ebben a bejegyzésben nem tudok kimerítő választ adni erre a kérdésre, inkább csak egy egyszerű összehasonlítást végeznék: a fenti méretű H0 ház makett ára a modell boltokban olyan 3000-4000 Forint körül van. Ennél a háznál a nyomtatáshoz használt anyagmennyiség 93 gramm volt, tehát elég soknak tűnik (a teljes tekercs majd tizede), viszont árban olyan 1000 Ft körül van az anyagár. Persze a nyomtatási időt (olyan 6 óra körül) és a használt elektromos áram árát (szerintem nem számottevő költség) még nem számoltam, valamint az utómunkálatok (pl. festés) sem szerepelnek ebben az 1000 Ft-os árban.
De véleményem szerint mindent összevetve, főleg ha abba gondolunk bele, hogy saját egyedi tervezésű terepasztal tárgyat is készíthetünk, szerintem versenyképes a 3D nyomtató a boltban megvásárolható tárgyakkal összehasonlítva.