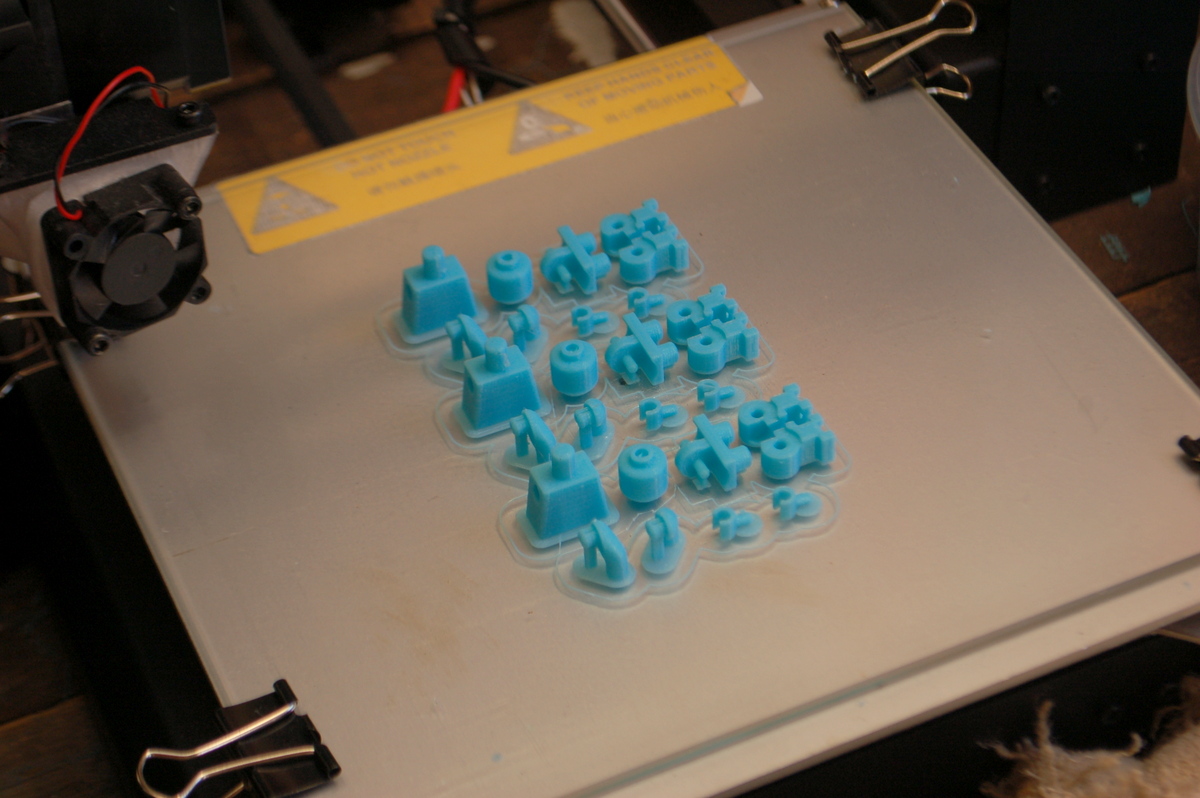
Korábban már nyomtattam egy Lego figurát illetve Lego kockákat is, de az a figura elég nagy volt. Most viszont találtam egy méretpontos Lego figurát, ami bizony kis mérete miatt elég nagy kihívás tud lenni.
A kis méret miatt - hogy megnöveljem a "rétegidőt" - egyszerre hármat nyomtattam belőle. A modellt készítő által belemodellezett alátámasztás eltávolítása után elég könnyedén össze tudtam pattintani az elkészült darabkákat. 0.15mm-es rétegvastatsággal nyomtattam.
(Ez is jó megoldás tud lenni, ha már tisztában vagyunk a 3D nyomtatás sajátosságaival, akkor mi magunk is sokszor könnyebben eltávolítható alátámasztást modellezhetünk a modellbe.)
Már elég régóta rajta volt a teendő listámon a flexibilis anyag, egész pontosan az eSun Flexible PLA anyag kipróbálása. Az i3 nem hivatalos wiki oldalán van is róla pár megjegyzés, hogyan lehet használni, de ennél egy kicsit részletesebben szerettem volna irány mutatást adni arra nézve, mit kell módosítani az extrúderen hogy használni lehessen a szálat, illetve milyen nyomtatási és egyéb paramétereket érdemes figyelembe venni.
Az extrúder átalakítása
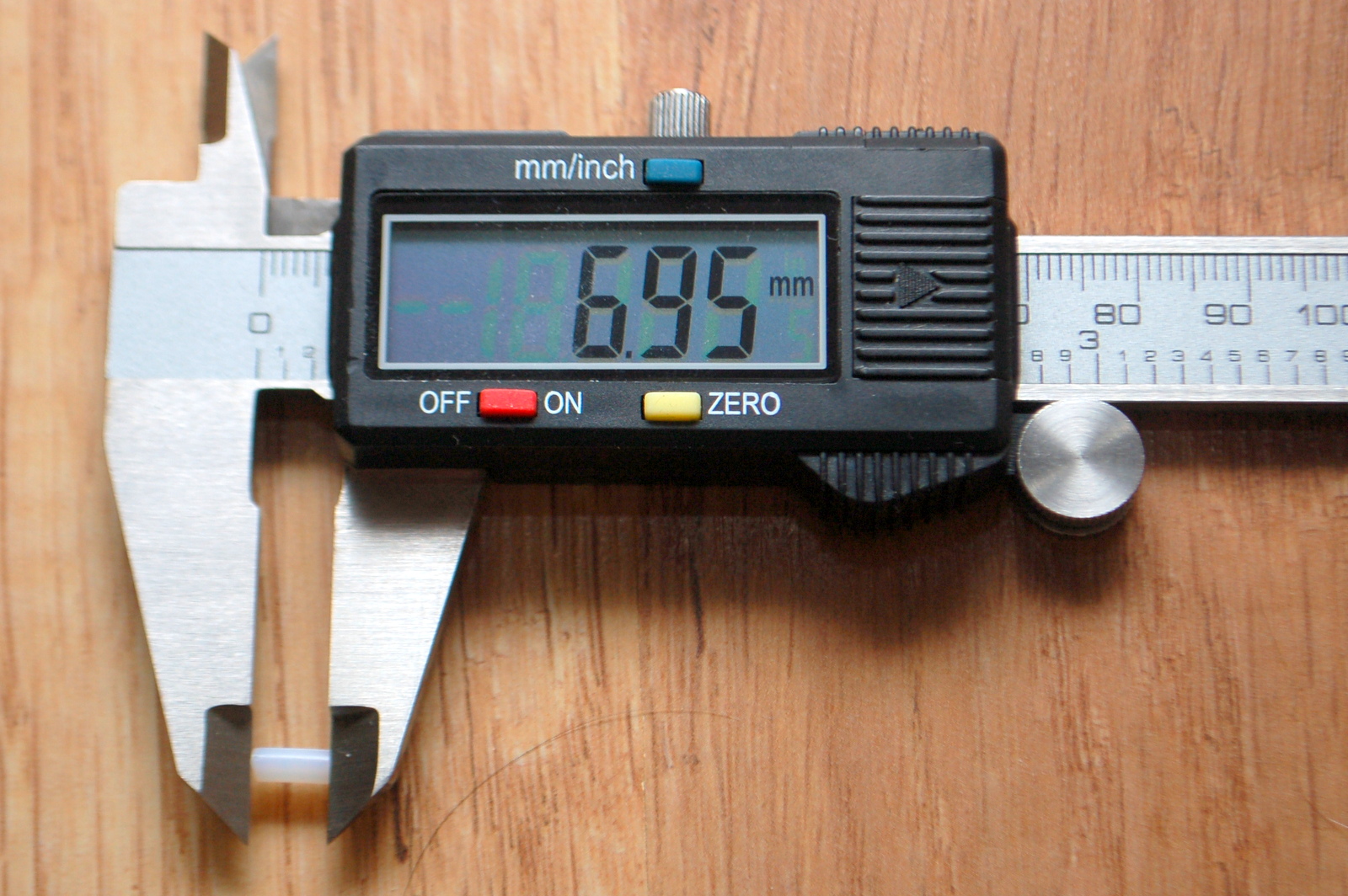
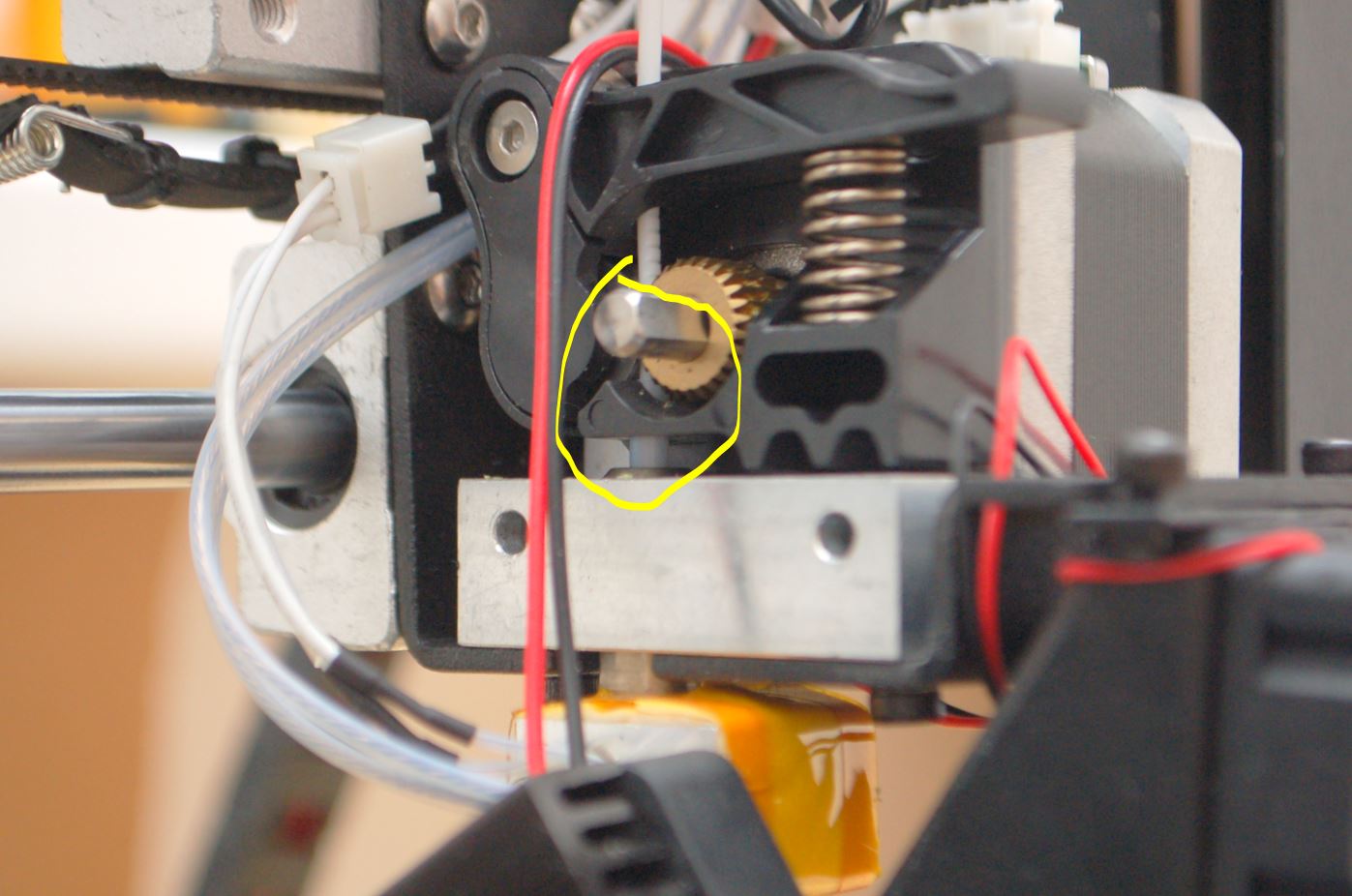
Az első lépés, hogy egy kicsit alakítanunk kell az extrúderen. Egészen pontosan az extrúder alu blokk és a műanyag száltovábbító blokk közé kell ékelnünk a képeken látható módon egy kis tefloncsövet. Ennek az értelme, hogy a flexibilis PLA az extrúdálás ill. szálvisszahúzás közben egyébként fel tudna "gabalyodni" a kettő között található kis résen, illetve a fogaskerékre. A teflon cső jobban megvezeti a szálat ezen a szakaszon. Az átalakítás után hagyhatjuk a teflon csövet a képen látható helyen, más anyagnál sem fog problémát okozni. A kis teflon cső külső átmérője 3mm, belső átmérője 2mm. Ilyen teflon cső van az MK9-es Wanhao extrúderben (a fúvóka betétje), igény esetén tudunk adni ilyet (személyes átvétel szükséges vagy postaköltség megtérítése).
A művelethez természetesen szét kell szednünk egy kicsit az extrúdert. Kikapcsolt állapotban csavarjuk le a nagyobb 4cm-es venti alsó részén lévő 2 db csavart és vegyük le a ventit, majd a léptetőmotort. Ékeljük be a kis teflon csövet.
Próbanyomatok
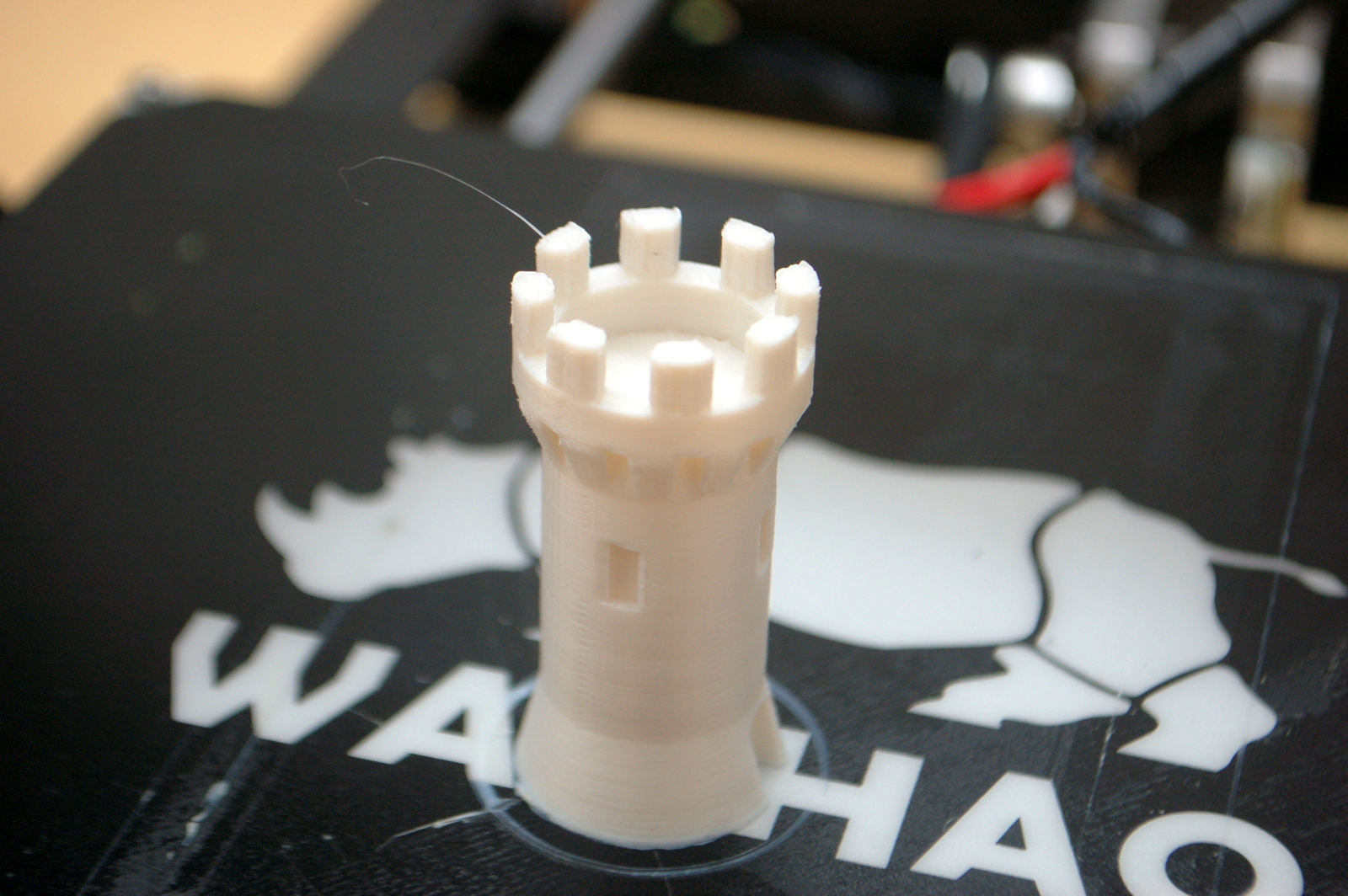
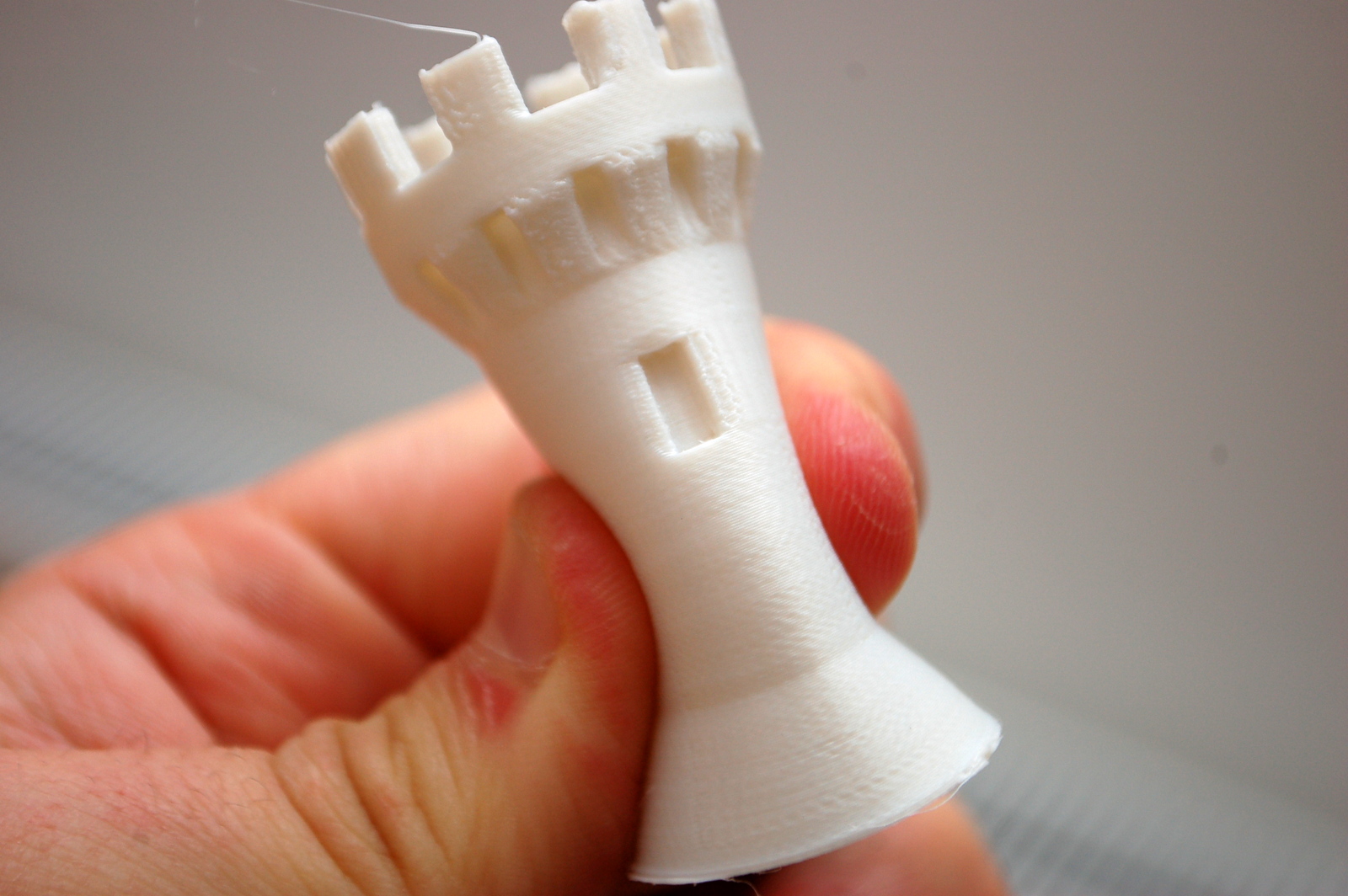
A két nyomtatott próba modell a klasszikus torony volt és a polip. Látható a képeken is, hogy mennyire össze lehet nyomni pl. a tornyot.
Cura beállítások
A Cura-ban PLA-hoz hasonló paramétereket (hőmérséklet, flow) állítsunk be, majd felezzük a sebességet és vegyük vissza a retraction sebességet és hosszt is. Itt egy profil, amit mi használtunk (még lehet rajta finomítani, de kezdésnek jó): Flex_Cura_02.ini
Konklúzió és tippek
A flexible PLA meglehetősen rugalmas anyag, számtalan felhasználást el lehet képzelni.
Ha kitöltést használunk (javasolt sok esetben), akkor oldal irányból rugalmasabb lesz (könnyebb összenyomni) a tárgy mint felülről
Sebesség: csak lassan lehet nyomtani a rugalmasság miatt és vissza kell venni a szálvisszahúzás mértékét (retraction-t)
Emiatt ne használjuk a menüből a szálbetöltést, javasolt (óvatosan) kézzel befűzni a szálat
A kifűzésnél fűtsük fel az extrúdert, kicsit nyomjuk előre a szálat majd óvatosan húzzuk kifelé
A hűtés nem árt a nyomtatás közben, sőt
Fontos a megfelelő tárgyasztal szintezés: ne legyen túl közel sem az első rétegnél, mert nem fogja tudni rendesen adagolni az extrúder és felgabalyodhat a fogaskerékre a szál
A flexibilis PLA anyagot jelenleg nem forgalmazzuk, de terveink között szerepel, nagyobb igény esetén. Addig is meg lehet rendelni pl. az Amazon-on.
Szerettem volna egy szobrászati / művészeti jellegű dolgot nyomtatni az i3-mal, hogy látszódjon, azt is milyen szép minőségben nyomtatja a nyomtató. És itt most megint alátámasztásra volt szükségem, úgyhogy egyúttal kipróbáltam a Simplify3D-ben lévő automatikus alátámasztást, mert több helyen írták, hogy azt sokkal könnyebb eltávolítani, és kevésé marad meg a helye.
Ez be is igazolódot. Igaz, hogy a nyomtatási idő (köszönhetően a 100 mikronos rétegvastagságnak és az alámasztása struktúrák okozta többletnek) 8 óra volt, de nagyon szép lett a tágy felülete. Ezt már szerintem simán lehetne akár festeni is rögtön, annyira szép a rétegezettség.
A nyomtatott tárgy egy szkennelt mellszobor amúgy de az eredeti tárgy is igen részletgazdag.
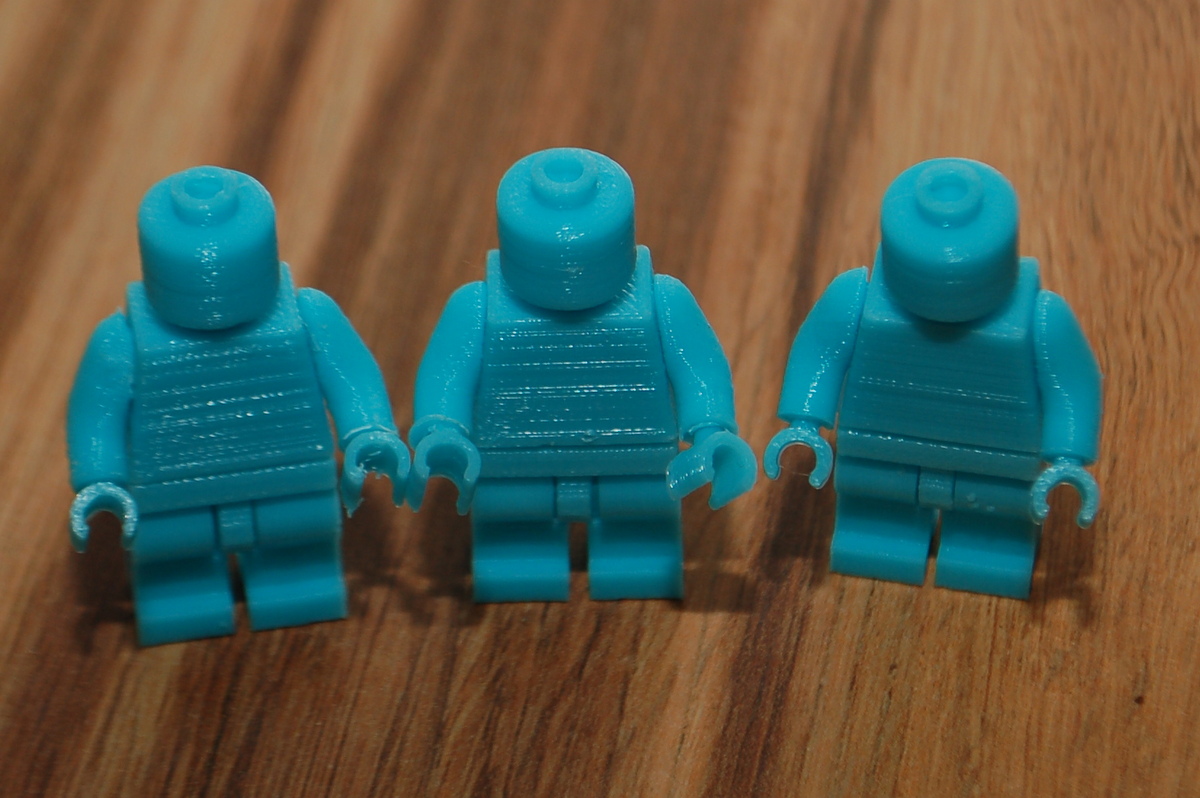
Sokat segített - annak ellenére, hogy egyenként a tárgyak nagyon kicsik és így nehéz lett volna úgy nyomtatni őket, hogy legyen idejük kihülni a rétegváltások között - hogy darab lett egyszerre nyomtatva. Így egy réteg nyomtatási ideje elég sok, van ideje hűlni.
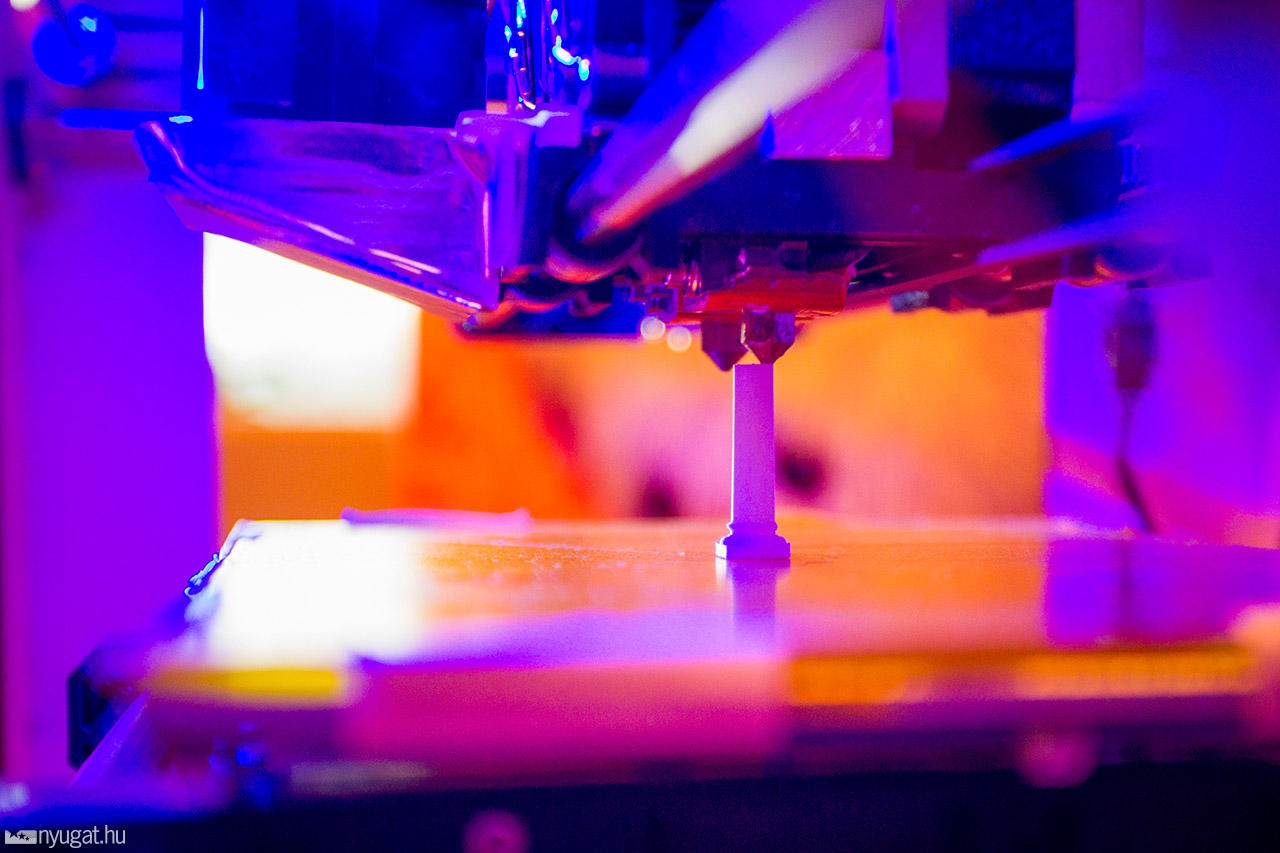
Ez egy bevált trükk egyébként, hogyha kis dolgot nyomtatunk, vagy a tárgyon olyan rész van, aminek a réteg ideje nagyon rövid, akkor érdemes a tárgytól távolabb egy oszlopot elhelyezni, hogy a fejnek ide-oda kelljen mozognia, és így növekedjen a réteg nyomtatási ideje. Ezzel persze növekszik a nyomtatási idő is, de egy jó megoldás tud lenni ilyen esetben. Másik megoldás, hogy valami durvább hűtési rendszert eszközlünk.
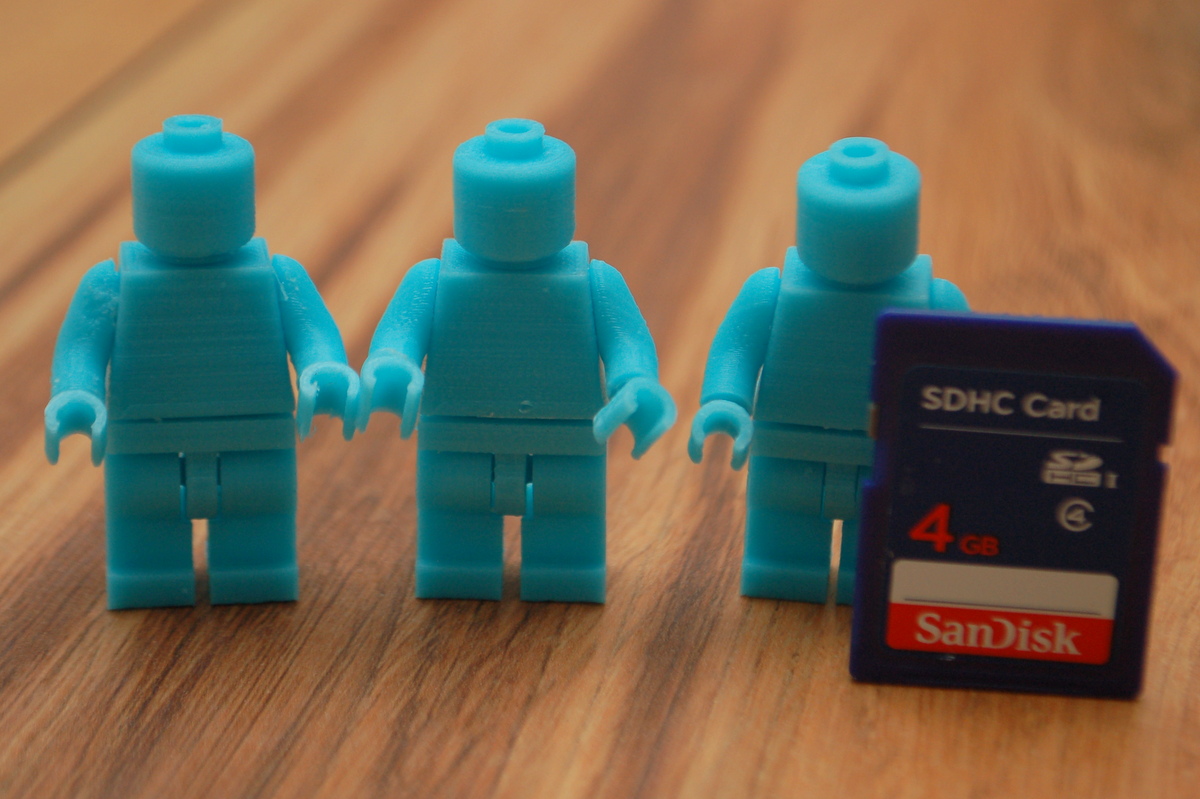
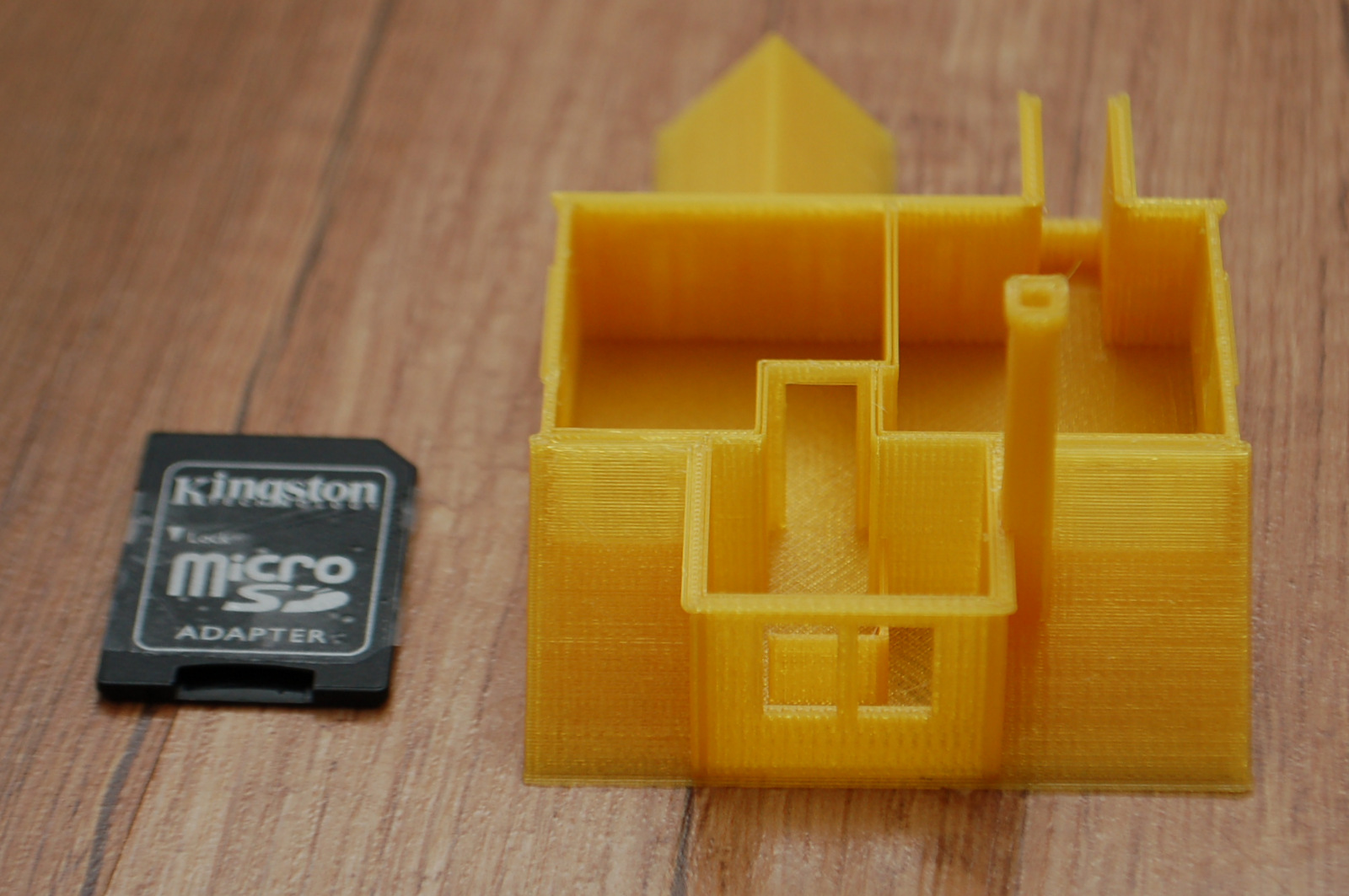
És hogy mekkorák ezek a modellek? Érzékeltetésképen egy MicroSD kártyával néhány figura:
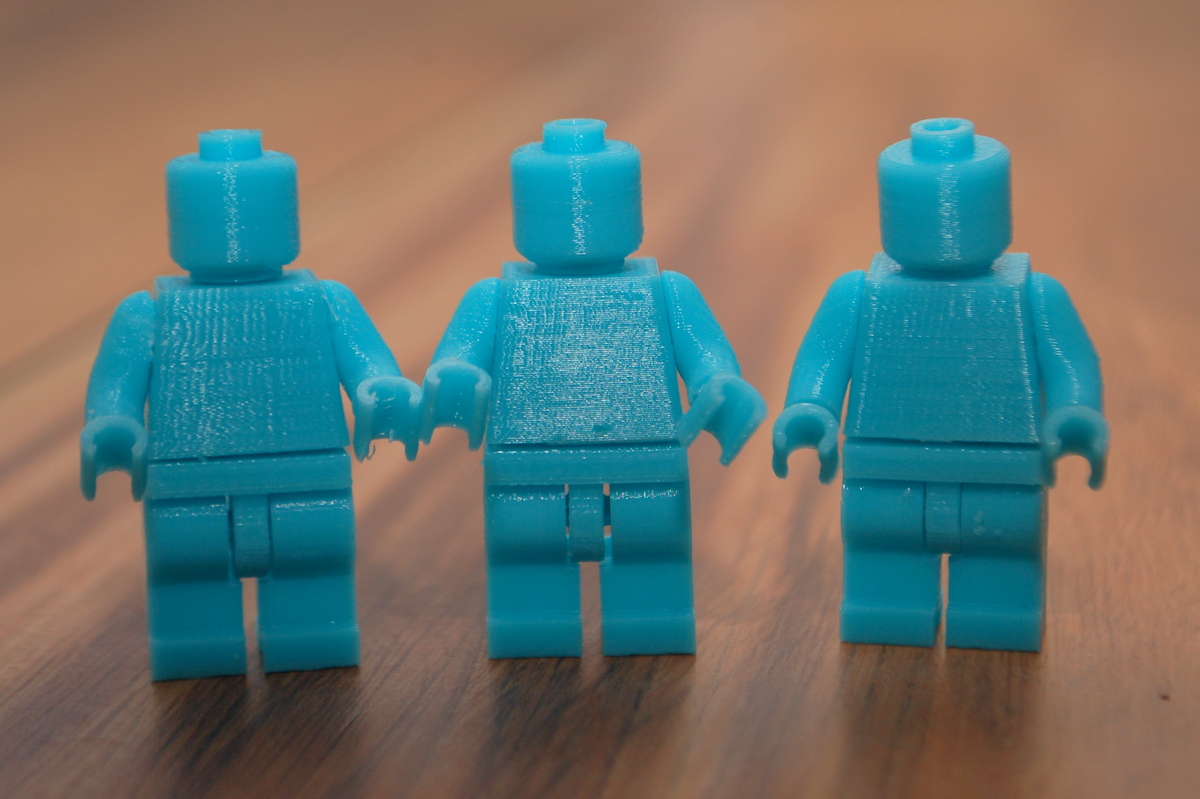
Szerintem elég jó minőség, ilyen aprólékos kis tárgyaknál. Erre is jó a Wanhao i3, játékfigurák nyomtatására.
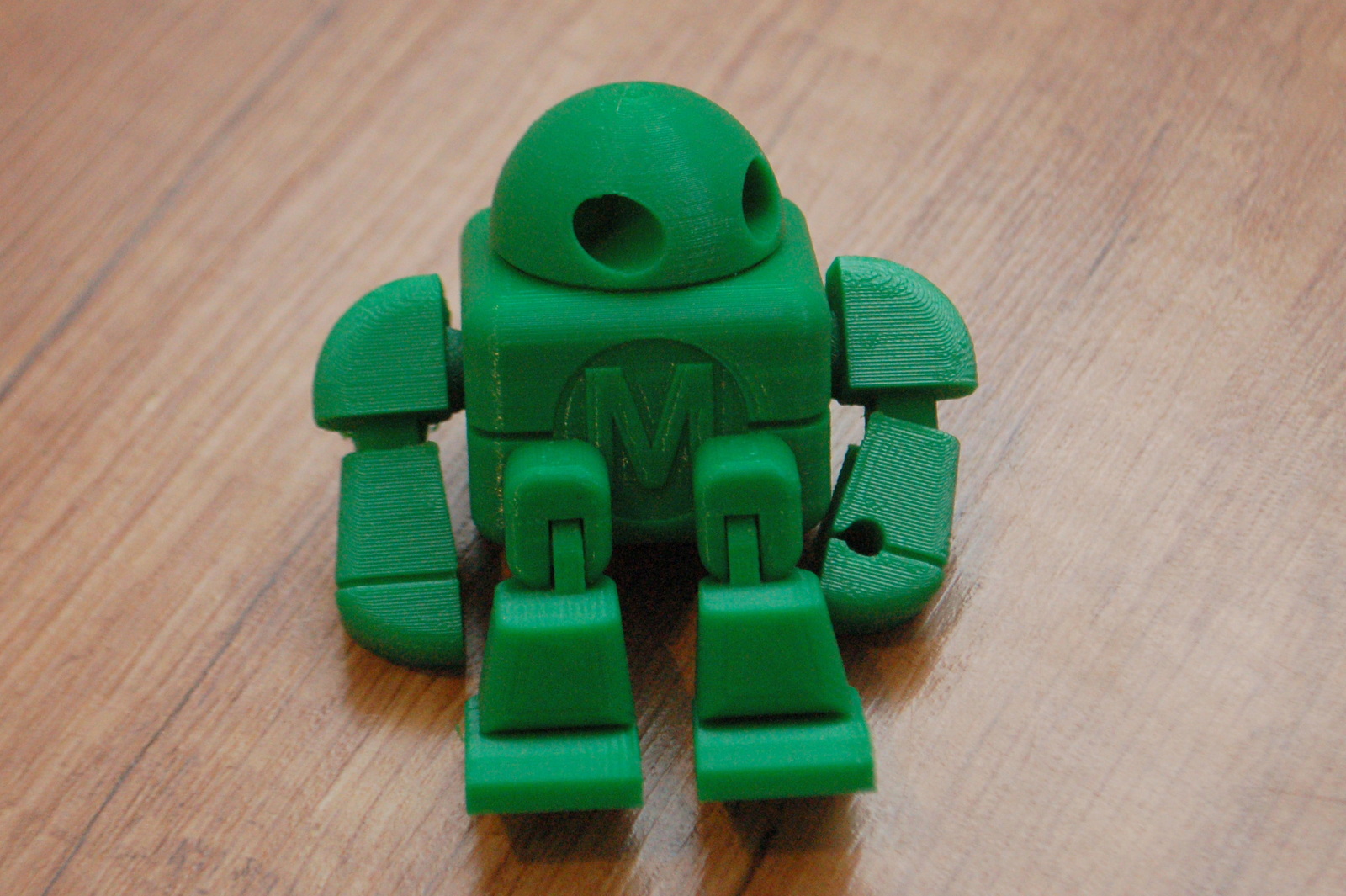
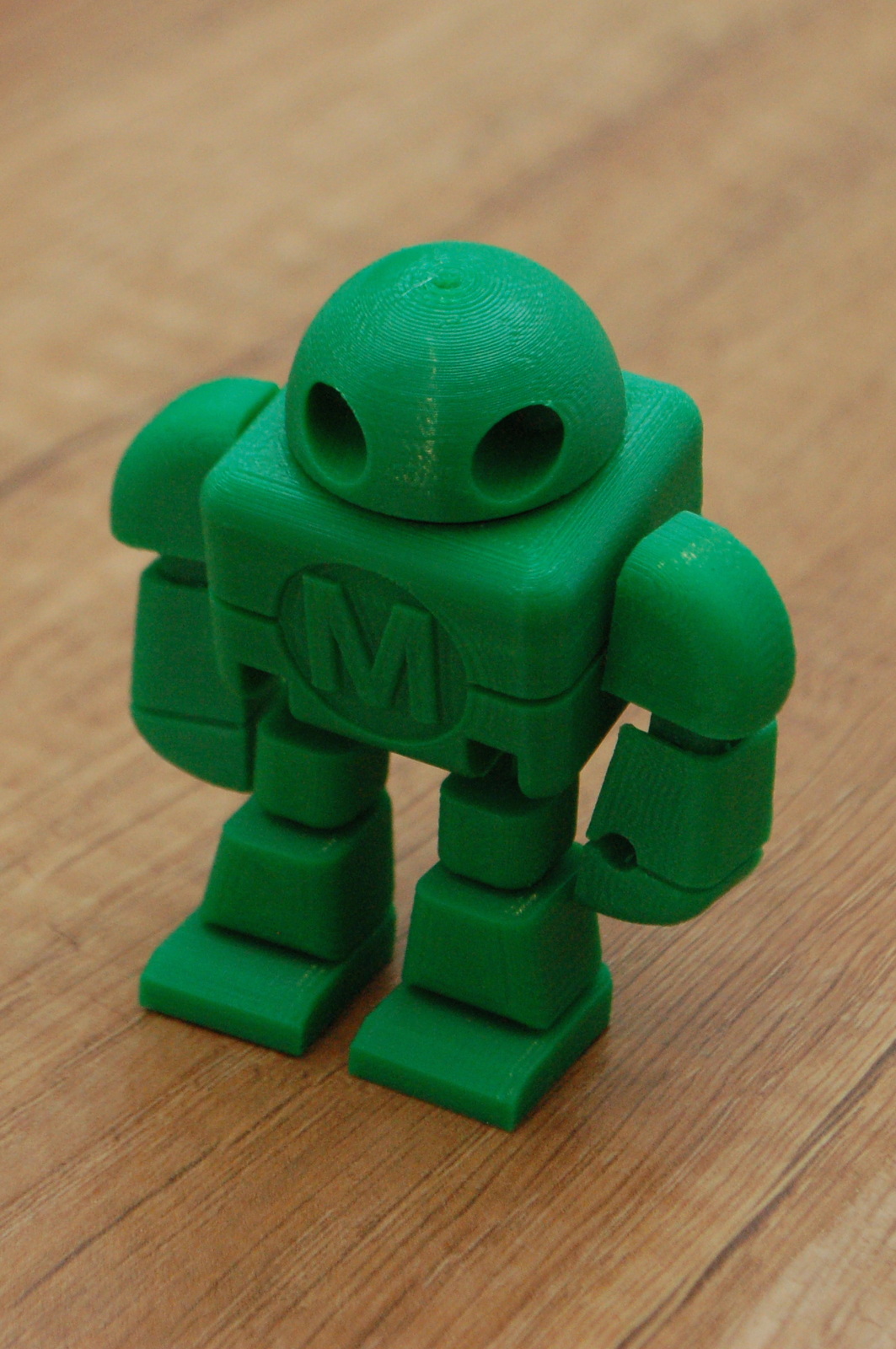
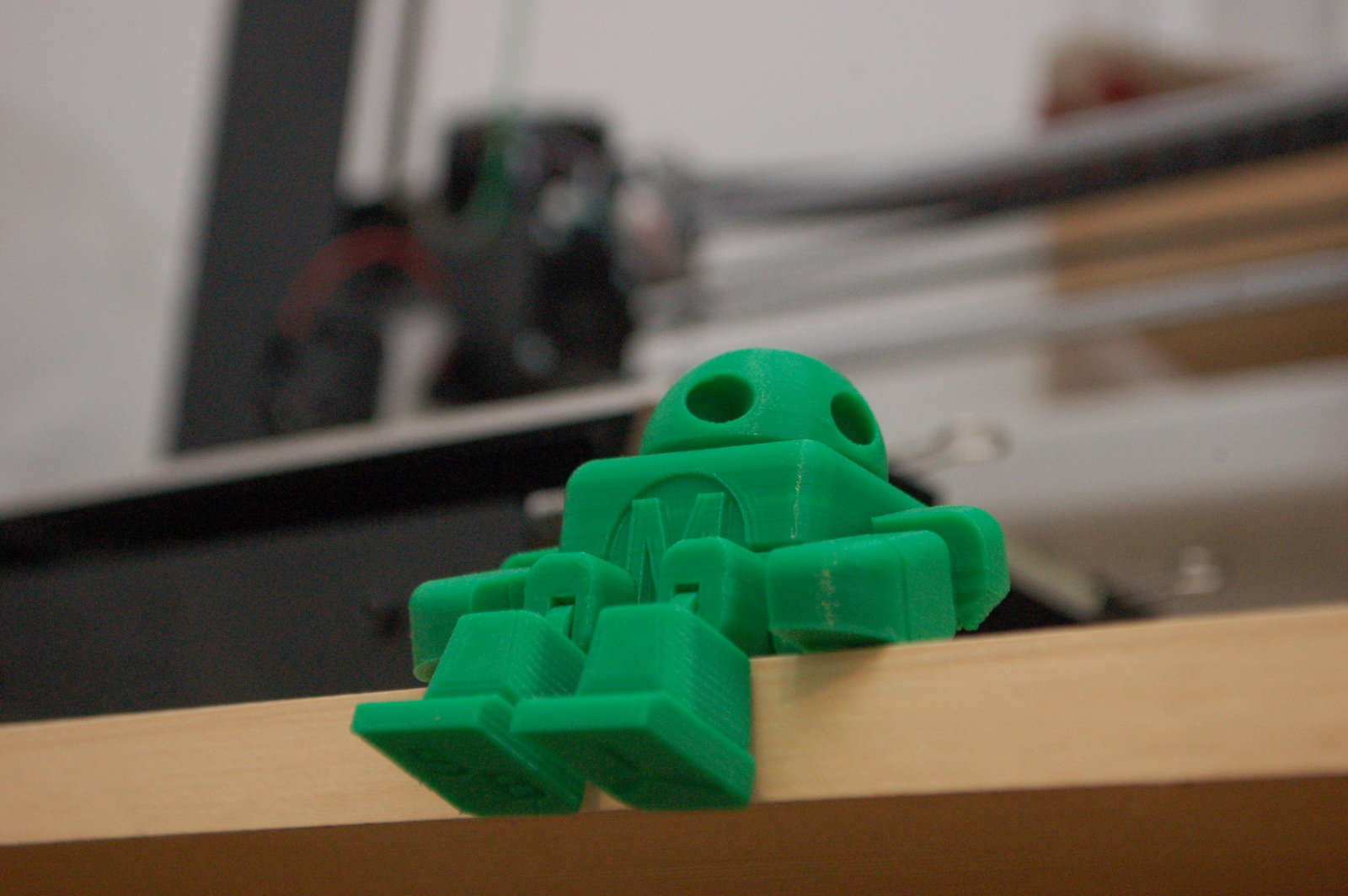
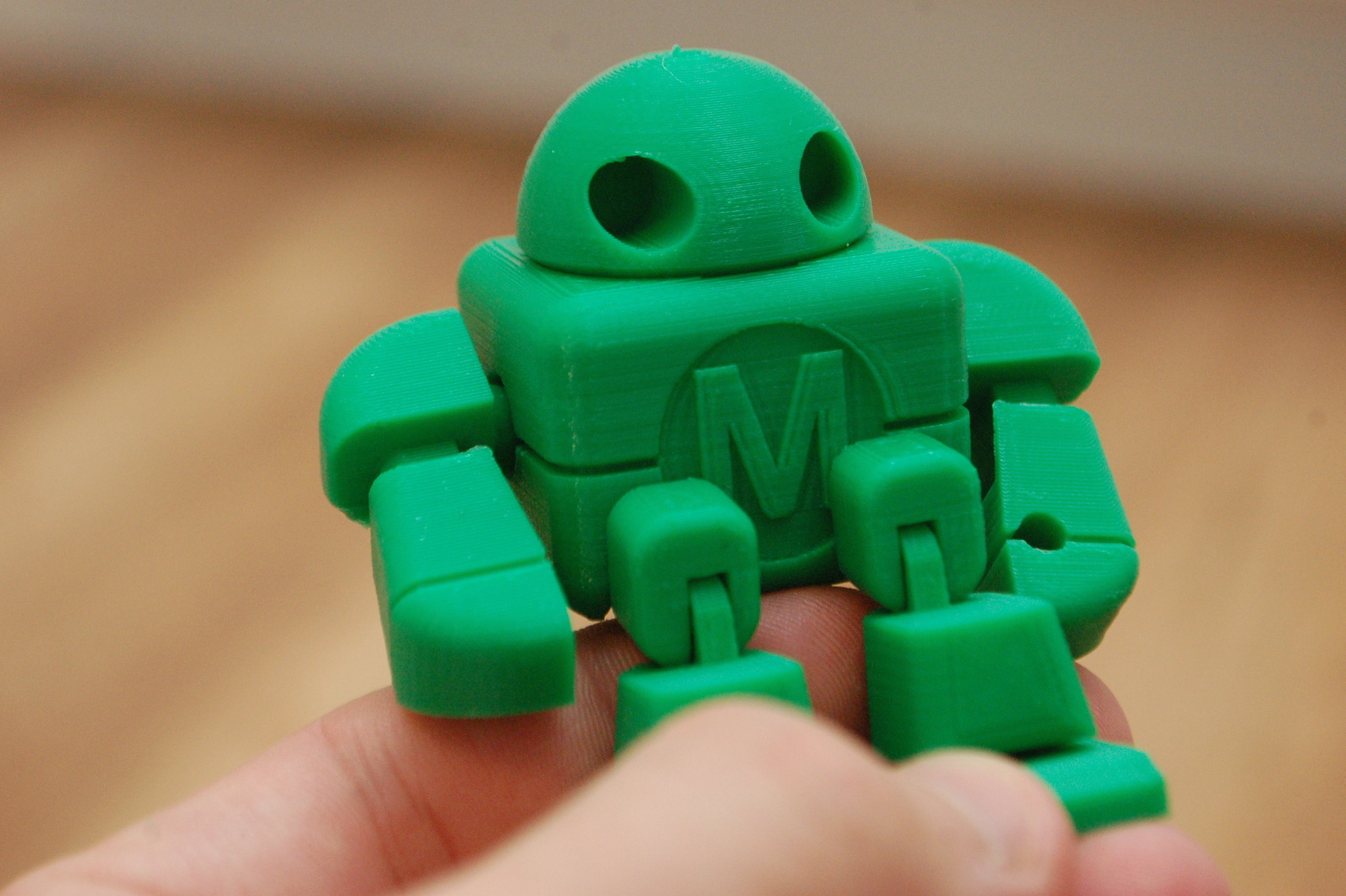
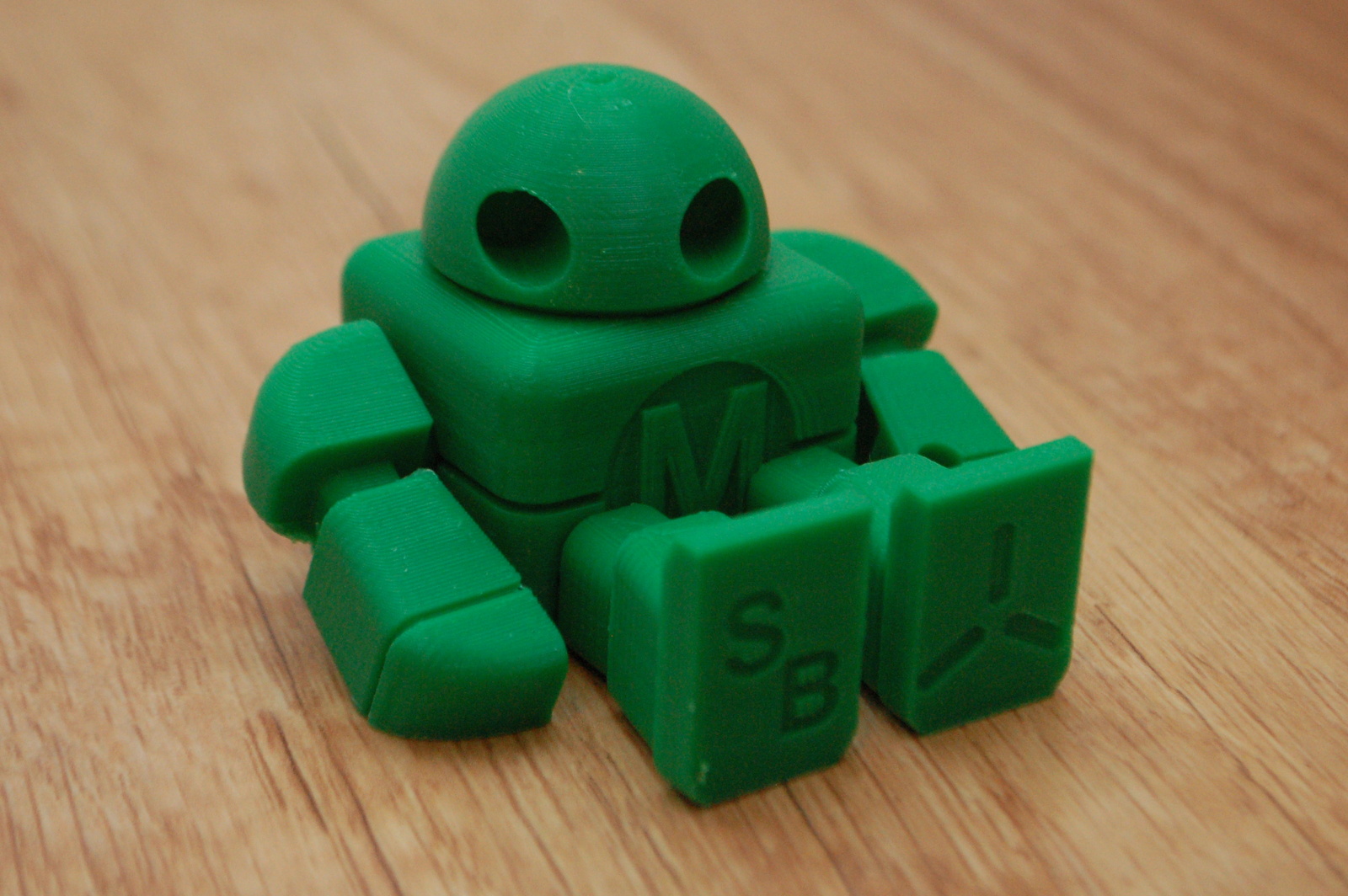
Korábban már kinyomtattam ezt a jópofa mozgatható robot modellt a D4-en, de kíváncsi voltam, mire képes a Wanhao i3. Úgy látszik, nem okozott problémát. 0.2mm-en, 40mm/sec-en nyomtattam, és tényleg jól sikerült. Egyedül az egyik karja alatt, ami egy nagyon meredek "overhang" (kiszögellés) rész, ami alapból is alátámasztást igényelne, az nem lett szép, de a többi része jó lett és némi mozgatás után minden része forgatható / mozdítható.
Gondoltam teszek egy hosszabb, nagyobb próbát is arra nézve, hogy mire képes az i3 ABS nyomtatás terén. Mivel van fűthető tárgyasztal, elméletileg nincs akadálya az ABS nyomtatásnak. De valószínűleg sokan tudják, hogy azért az ABS sem olyan egyszerű anyag: főleg nagyobb alapterület esetén hajlamos vetemedni, "kunkorodni" a szélek mentén. Úgyhogy vettem egy gyűrűtartó kéz modellt, amit felnagyítottam kb. 150%-ra, és 0.2mm-es rétegvastagsággal, zöld ABS-szel kinyomtattam. Az eredmény nagyon szép lett! Bár igaz, hogy kerek alap esetén nem annyira jön elő a vetemedés, de szerintem ragasztószalagra simán nyomtatva ez is remek lett, és a tárgy felülete is szép.
Egy helyen, a hüvelykujj alatt egy kicsit a meredek "overhang" (kiszögellés) miatt nem lett olyan szép, de aztán gondoltam egyet, és bekapcsoltam a tárgyhűtő kis ventit, de csak 15%-os sebességre, mivel az ABS nagyon nem szereti, ha túl gyorsan hűl, ekkor hajlamos vetemedni és a rétegek is elválnak egymástól, nem lesz olyan erős az elkészült tárgy. Itt viszont nem volt szempont, hogy rétegek minél jobban összeforrjanak, így ráengedtem egy nagyon kis hűtést, hogy az overhang és a tárgy felülete is szebb legyen.
Néhány tipp az ABS nyomtatáshoz (a szeleteléshez Cura-t használtam):
Tárgyasztal hőmérséklet: 90-100C (én itt 90-et használtam)
Fúvóka hőmérséklet: 235C körül
Sebesség: normál PLA sebesség, azaz olyan 50-60mm/sec, de érdemes az első réteget lassabban nyomtatni (beállítva már a slicerben, vagy menüből manuálisan a nyomtatás elején), hogy jobban tapadjon az első réteg
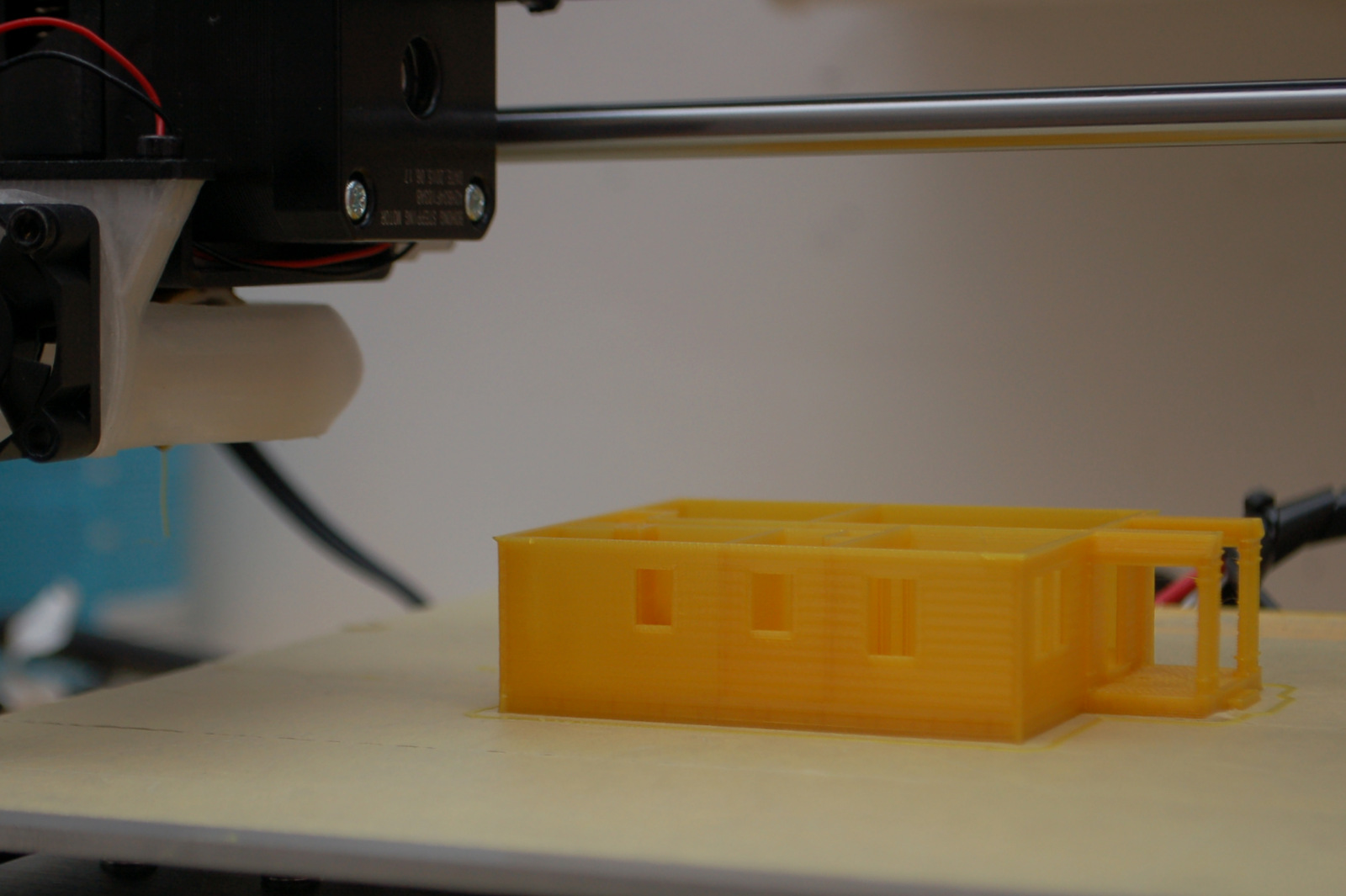
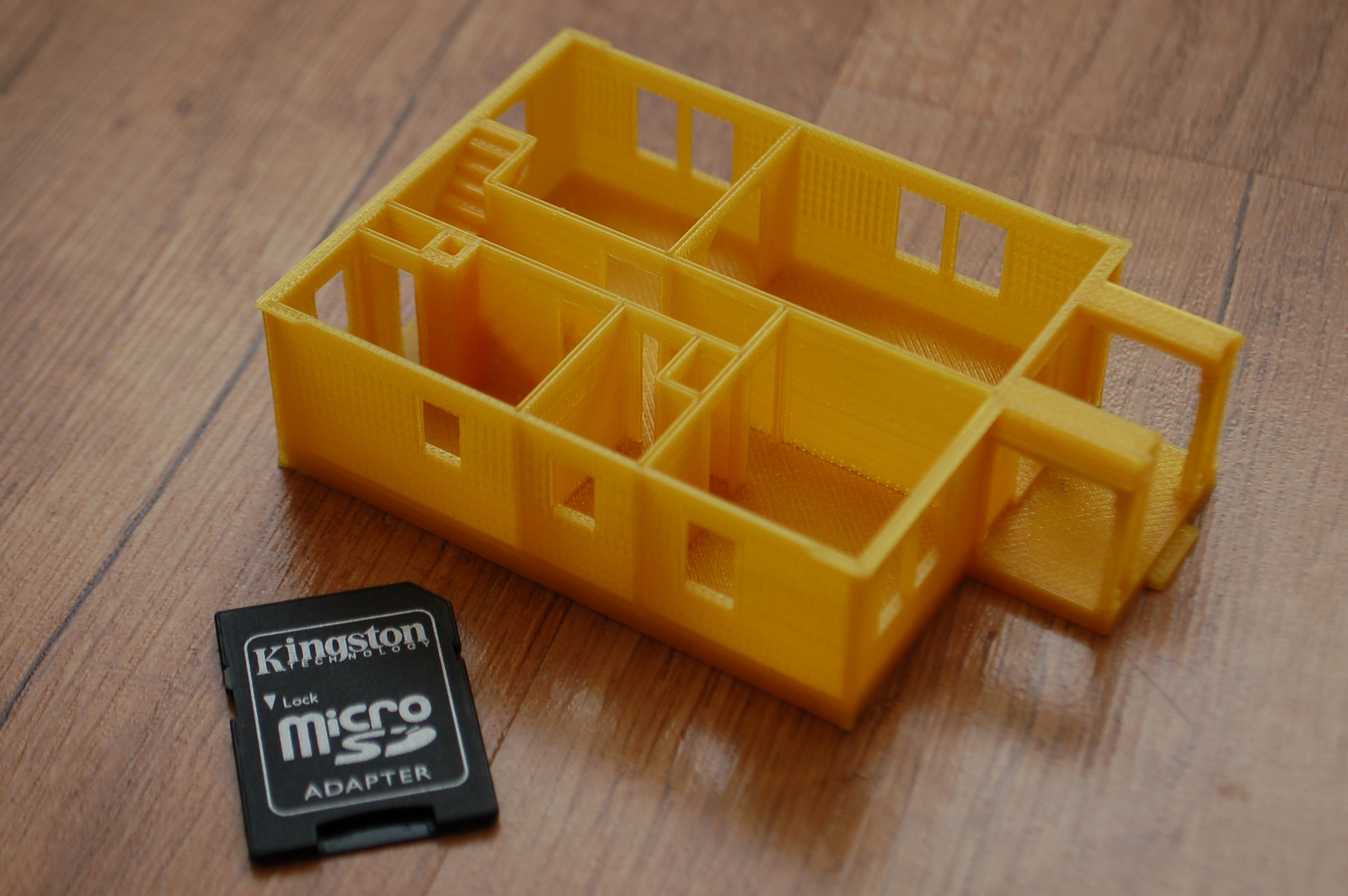
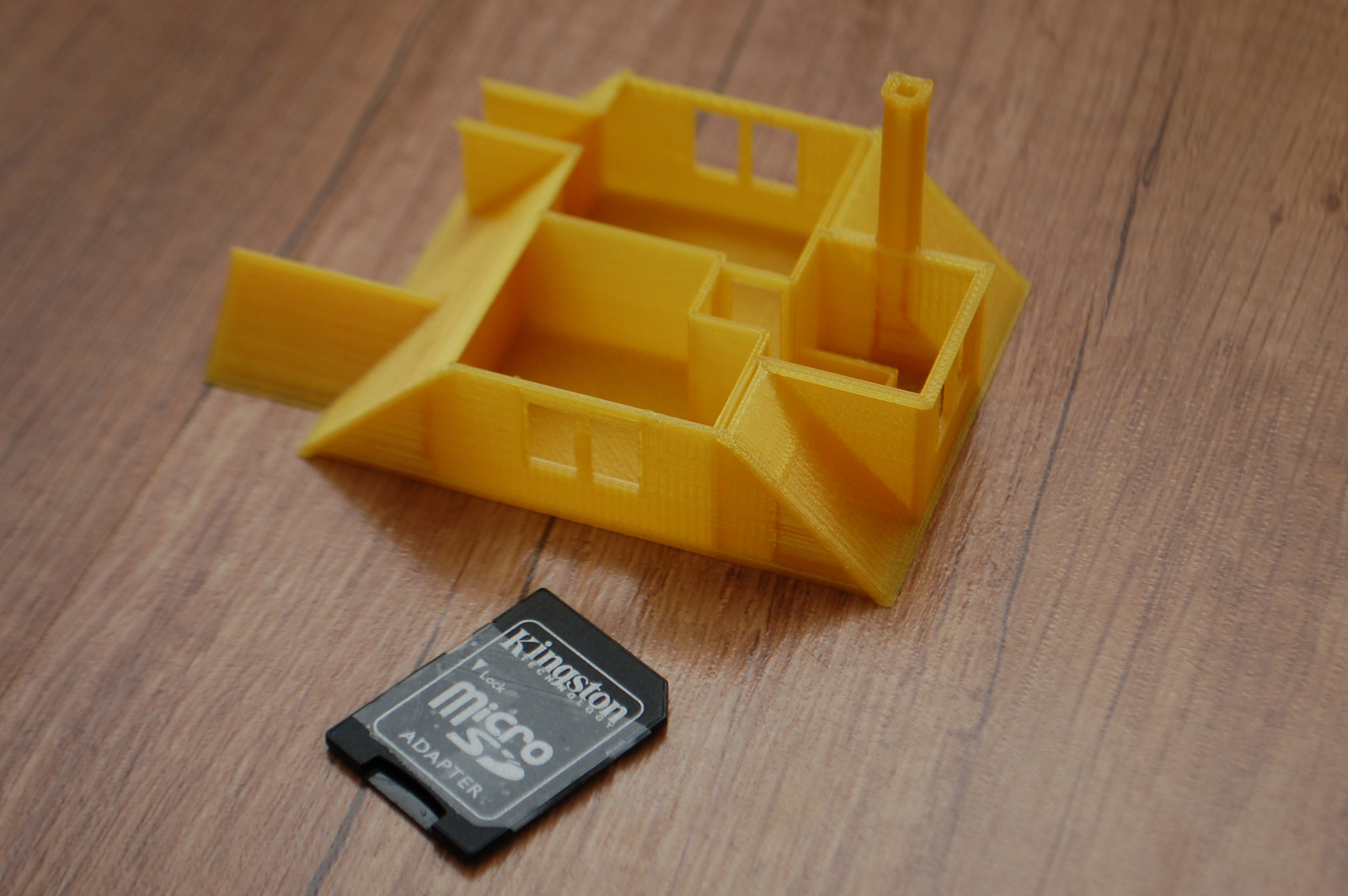
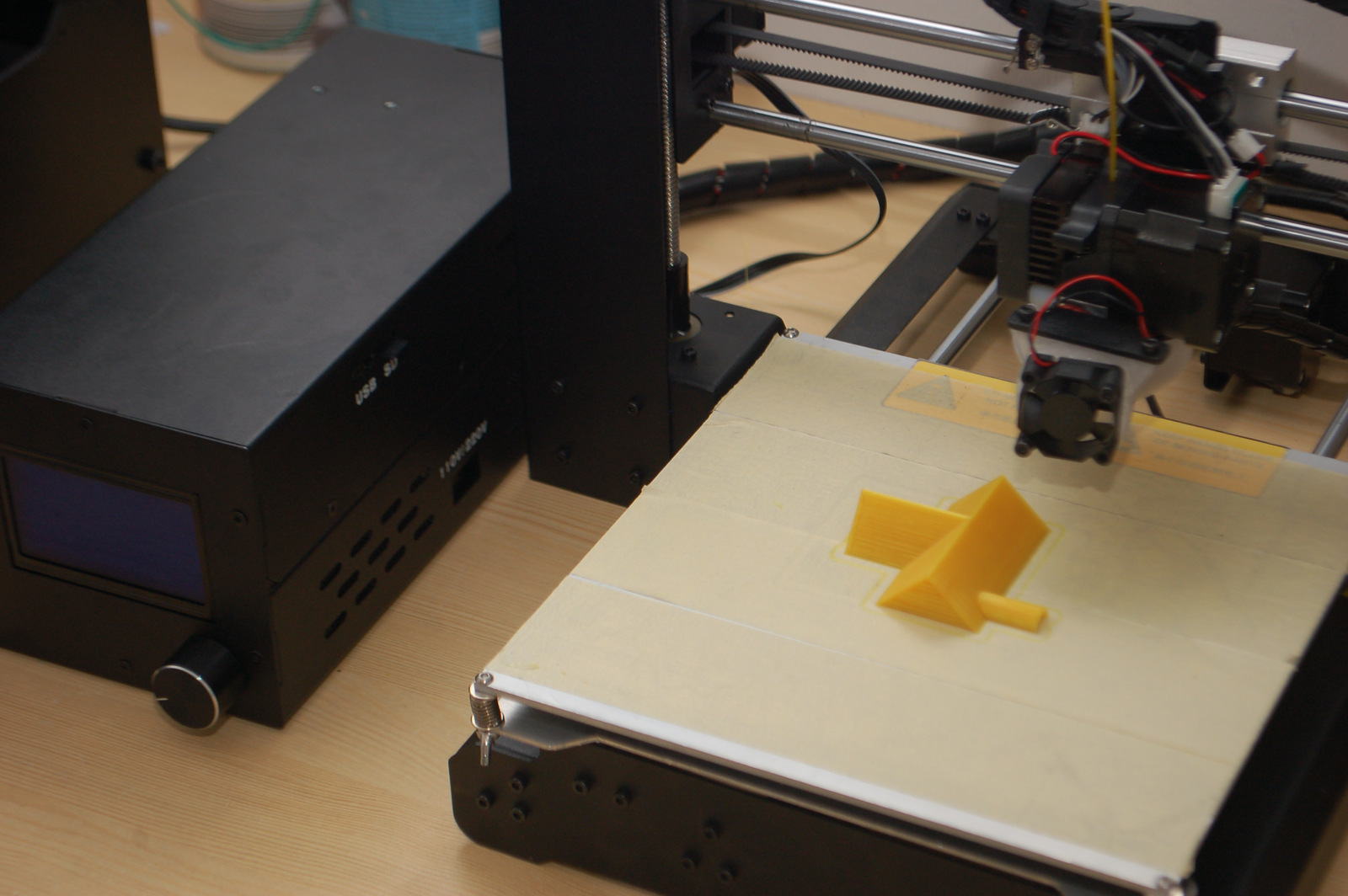
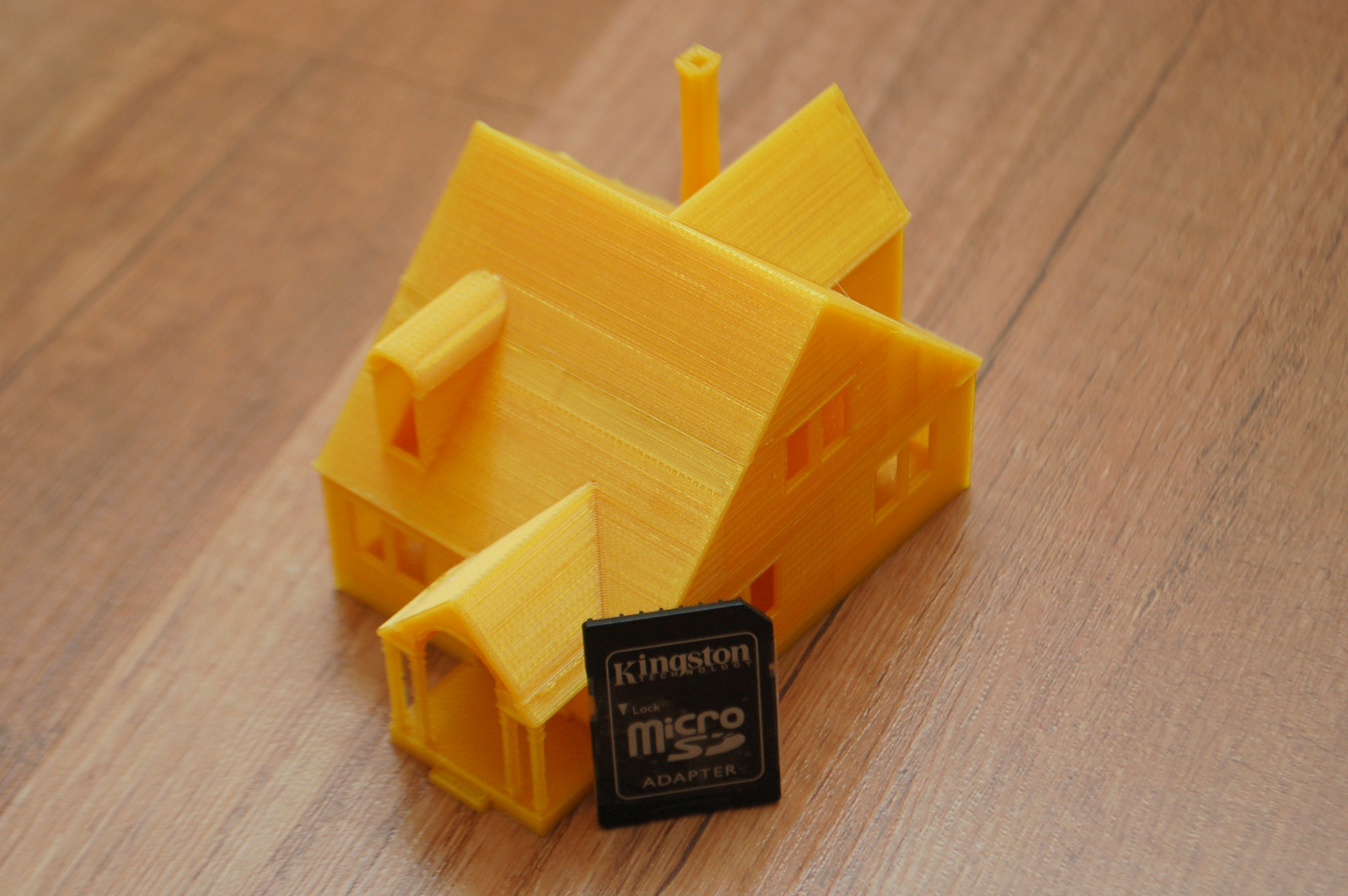
Egy házmakettet nyomtattam ki az eredeti méret 50%-án, kb. TT méretarányban (1:120). Ez is bizonyítja, hogy a Wanhao Duplicator i3 is abszolút alkalmas professzionális felhasználásra, pl. építész irodában szemléltetésre, vagy oktatási intézményekben.
A nyomtató már eleve nagyon kedvező árfekvésű. És ha azt vesszük figyelembe, hogy összesen kb. 40 grammnyi anyag van az egész modellben, ami nem egészen 400 Ft anyagköltség, akkor nem nagyon lehet érv, hogy még túl költséges a 3D nyomtatás.
A nyomtatást 0.2mm-es rétegvastagsággal végeztem, papíron arany színű PLA-val - bár megmondom őszintén, ez a szín nekem nem igazán tetszik. Ha valakit érdekel, jutányos áron elvihető, mondjuk ajándékba egy Duplicator i3 mellé. :)
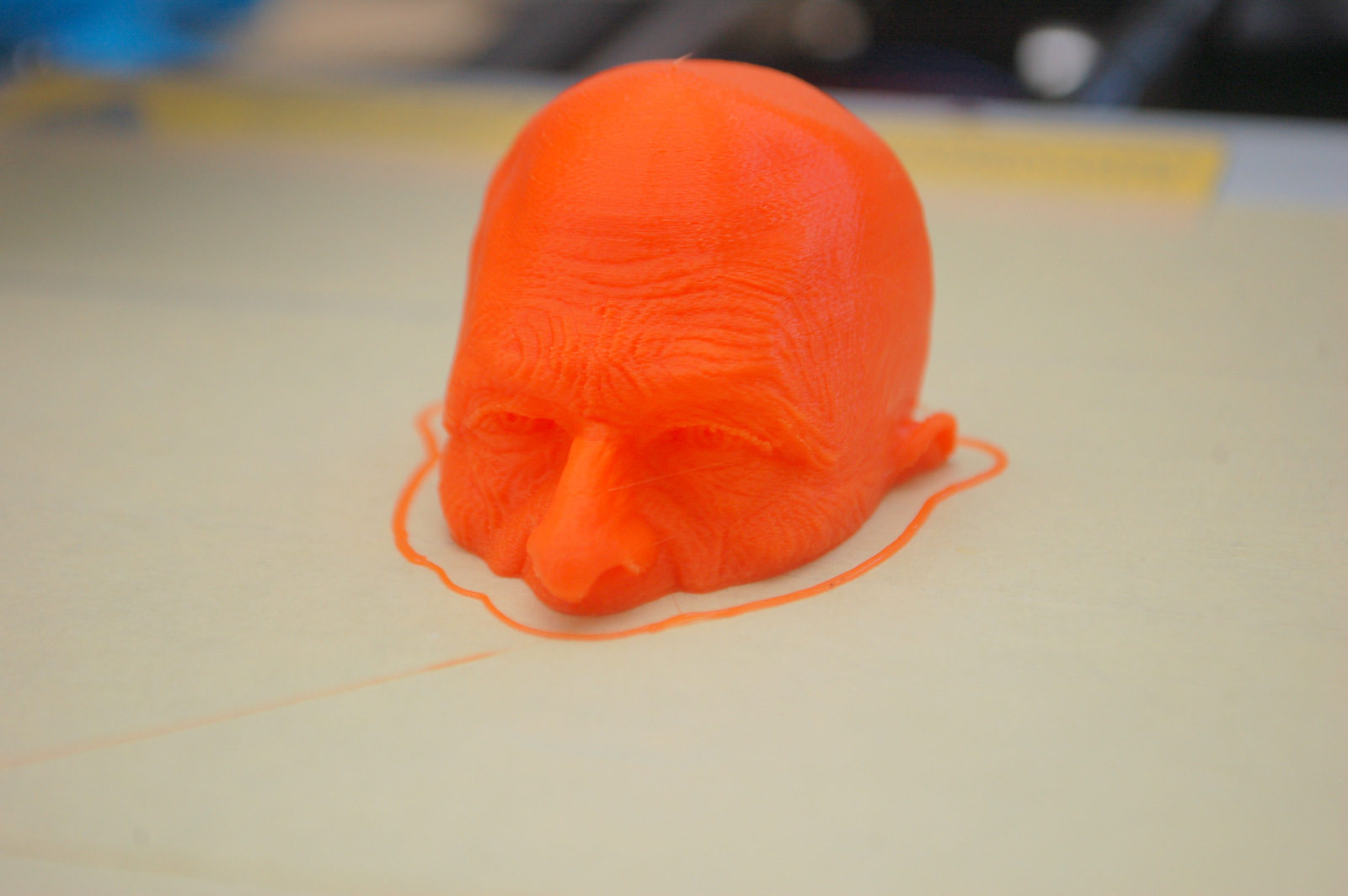
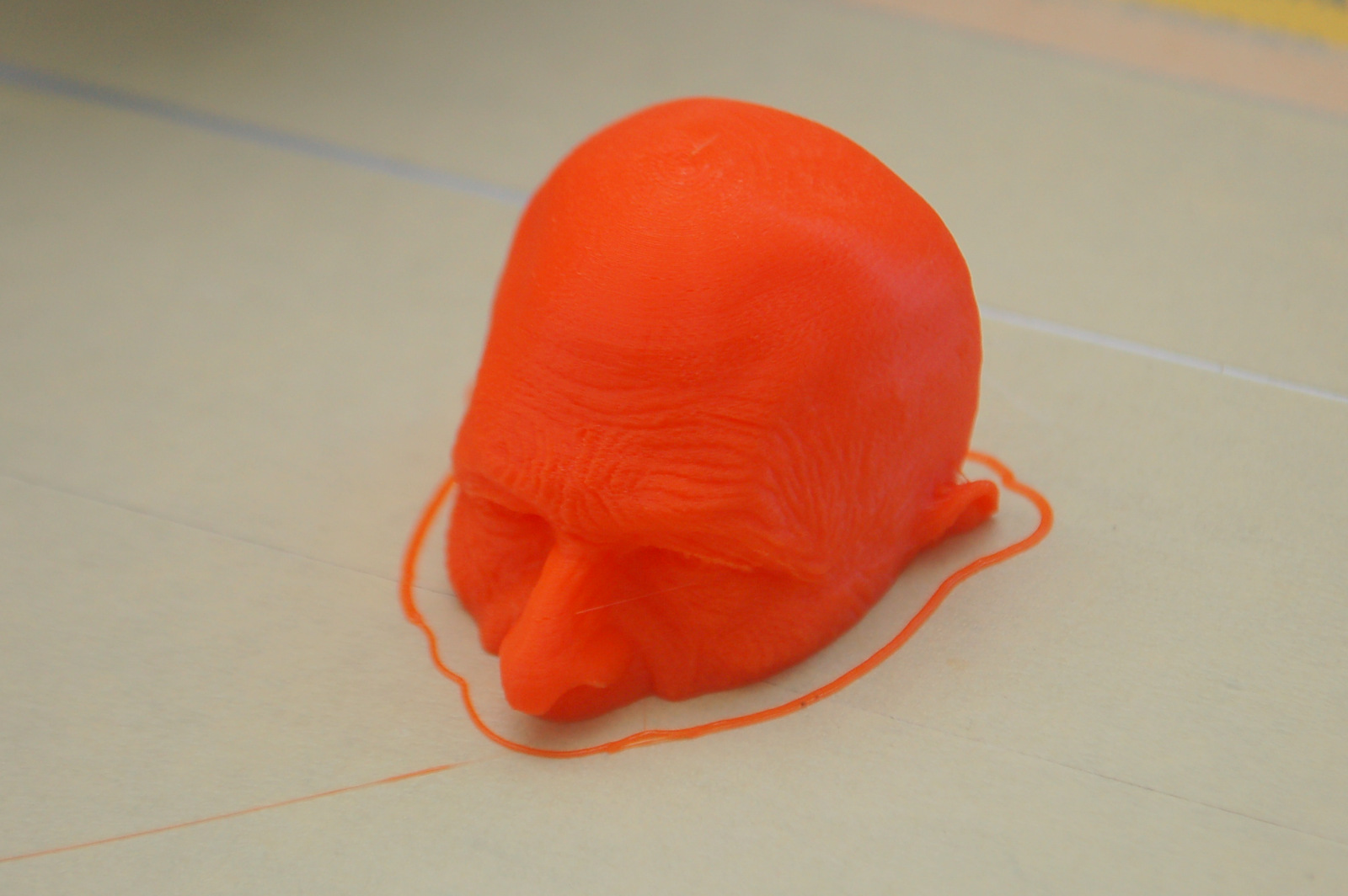
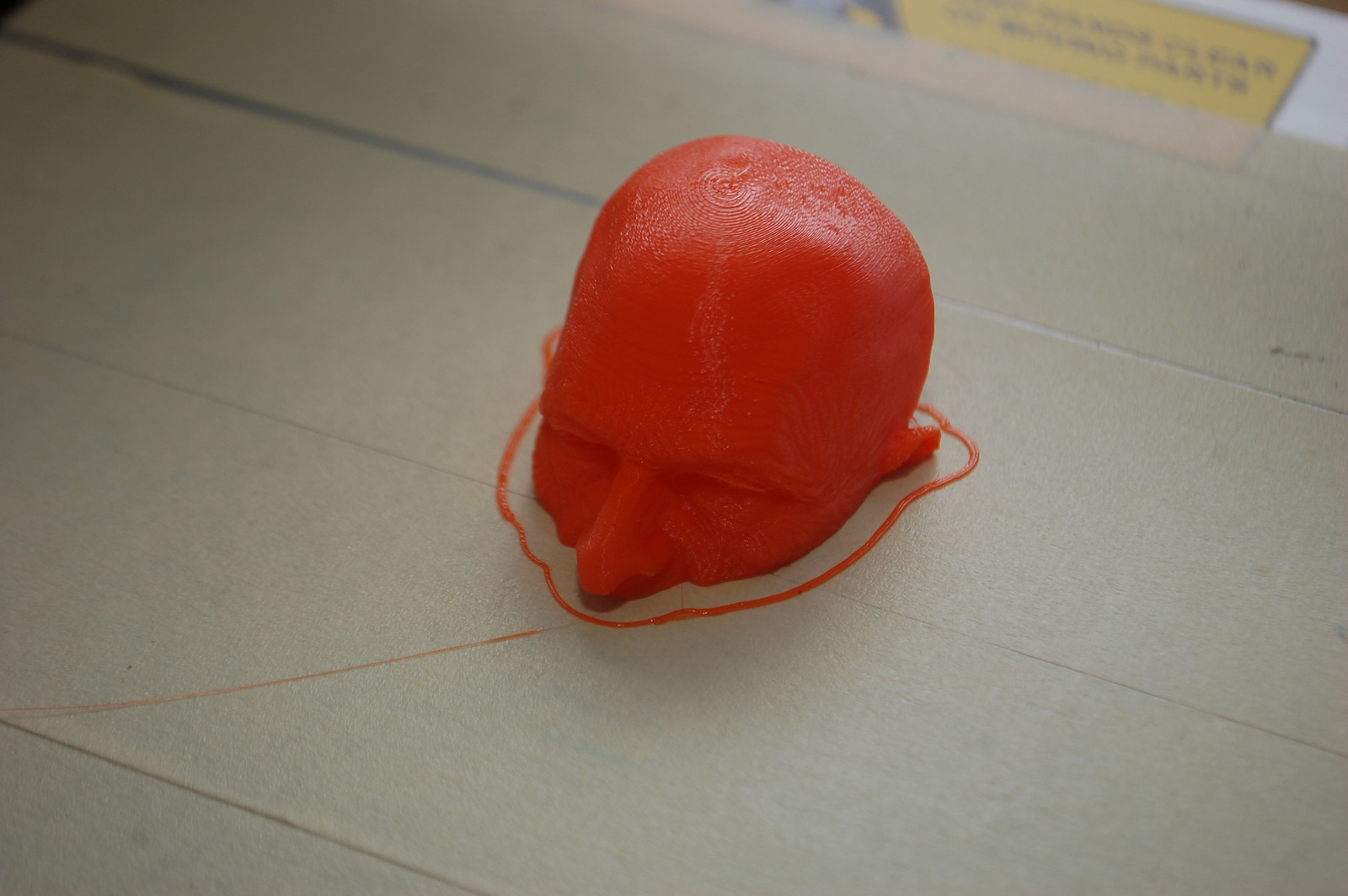
Egy fórumon találtam ezt a kicsi, de aprólékos / sok részlettel modellezett fej modellt, amin nagyon jól ki lehet próbálni, mire képes a nyomtató. Ezért 0.05mm-es rétegvastagsággal kinyomtattam. Jó sokáig tartott, de megérte, mert szerintem nagyon szép lett az eredmény, bár a fotókon talán nem is látszik ez annyira. 50mm/sec, PLA.
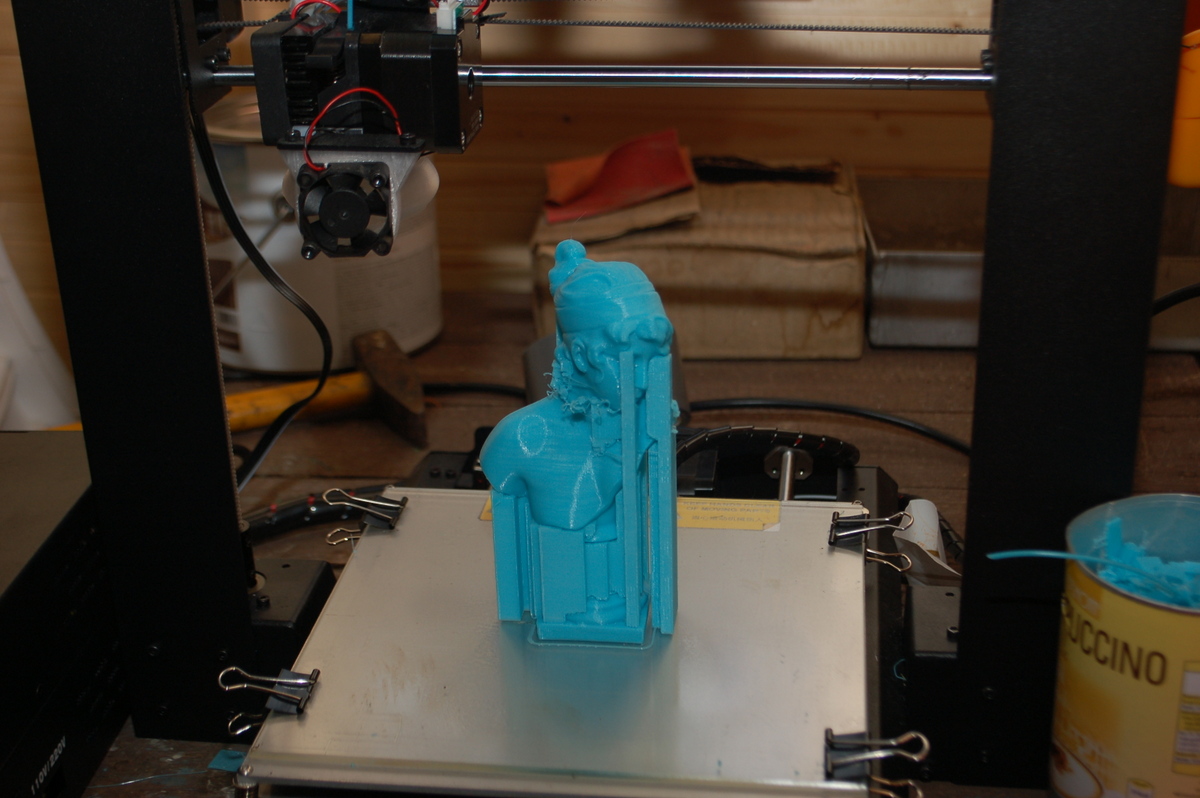
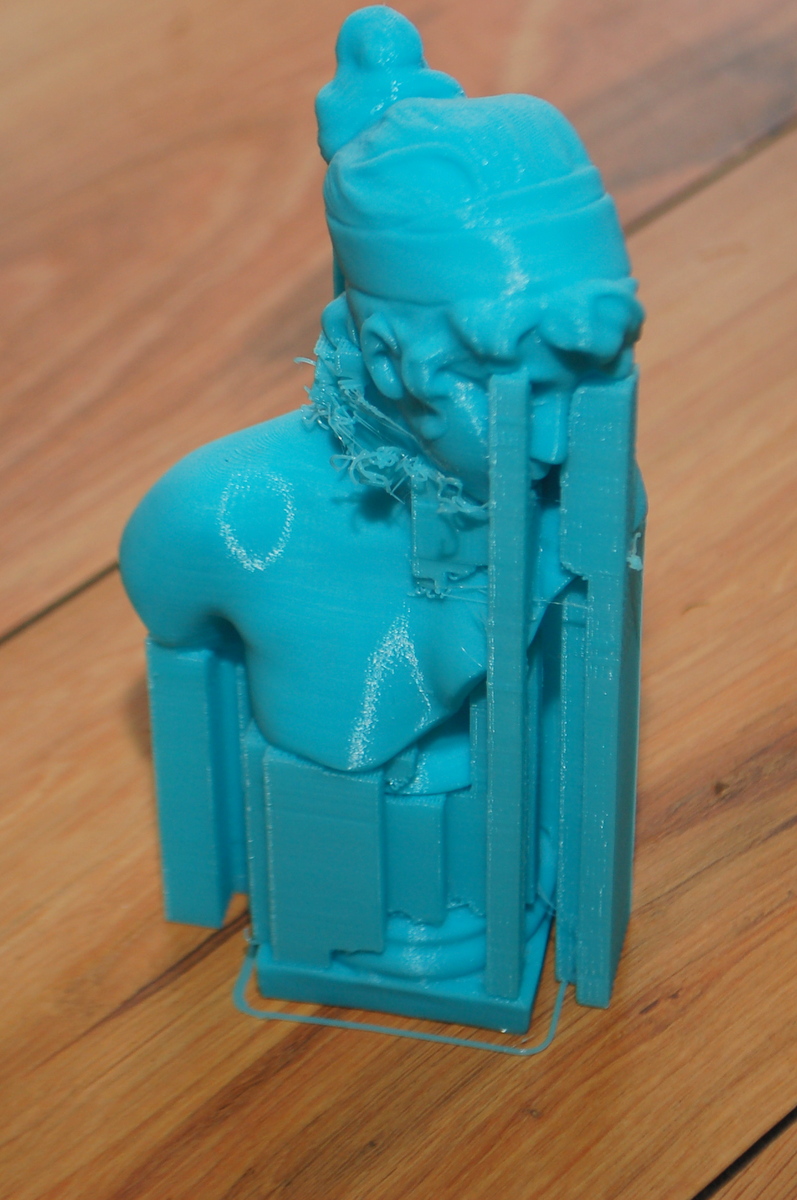
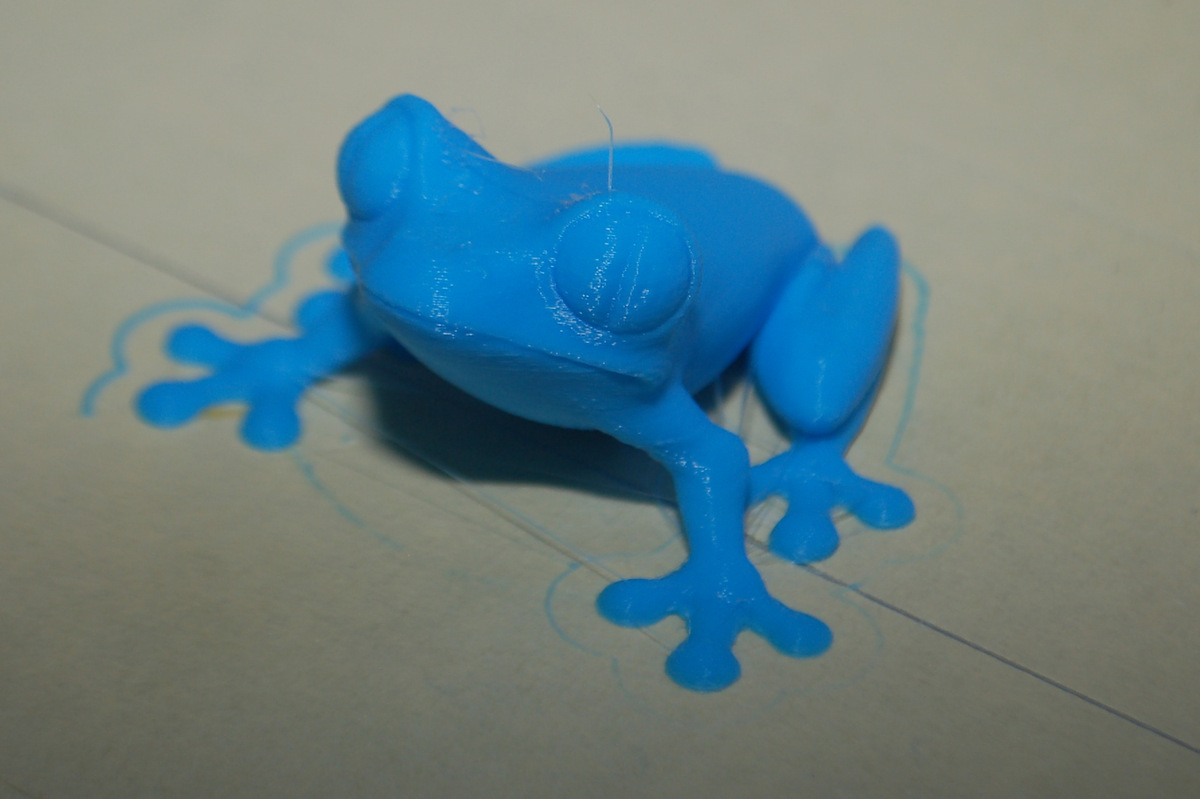
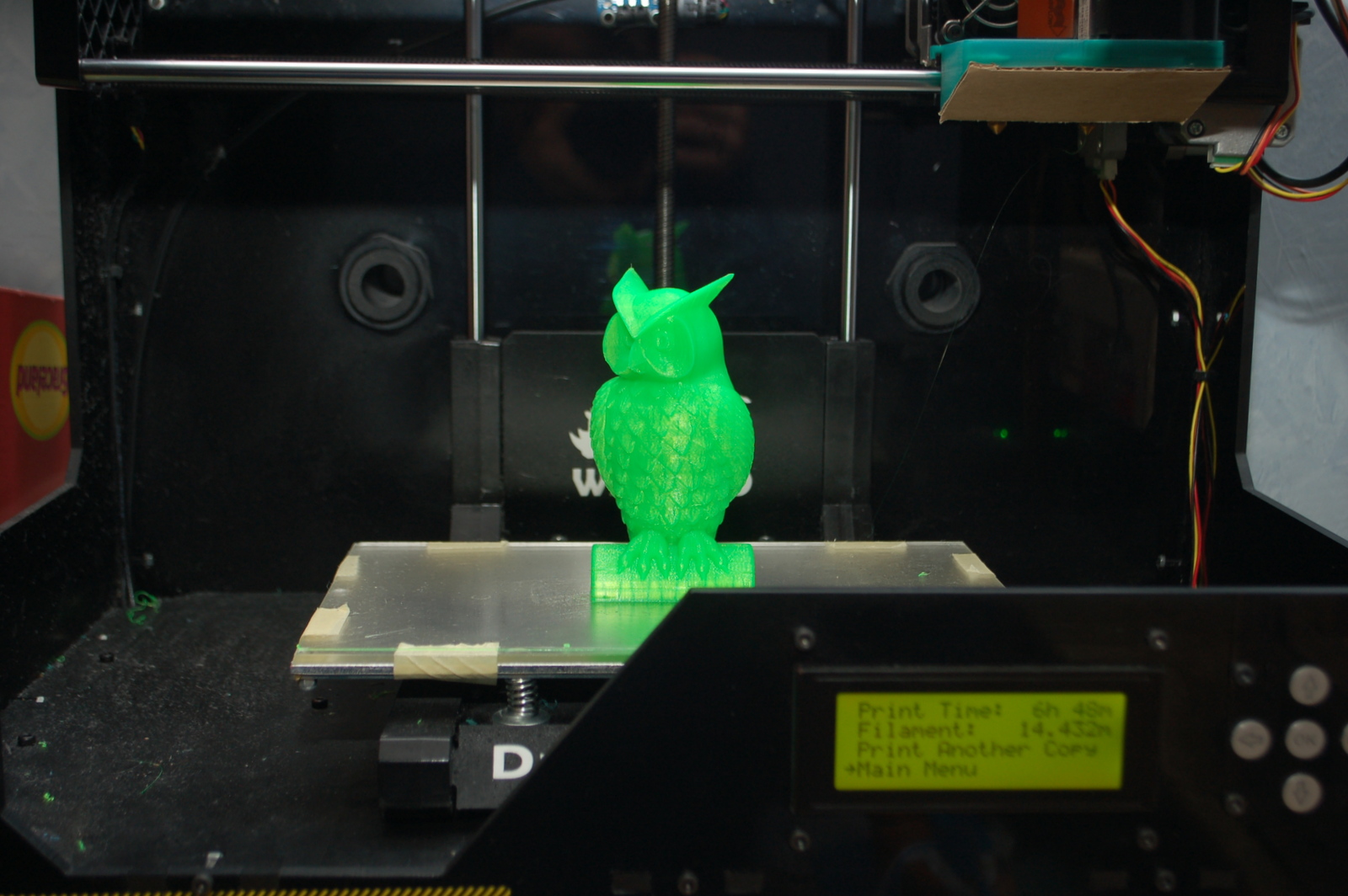
Gondoltam kipróbálom, mire képes 100 mikronon az új Wanhao i3. Meg kell, hogy mondjam, itt is nagyon kellemeset csalódtam. 100 mikronon is nagyon szép a nyomat, majdnem olyan jó, mint a D4-en, sőt. Kipróbáltam egy kicsit nagyobb ventivel is (béka), de az alapventivel (bagoly) is nagyon szép nyomat jött létre. Ezt még később egy kicsit megvizsgálom, t.i. hogy milyen venti beállítás kell hozzá. Cura-val nyomtattam, 190 fokon, kék PLA-val.
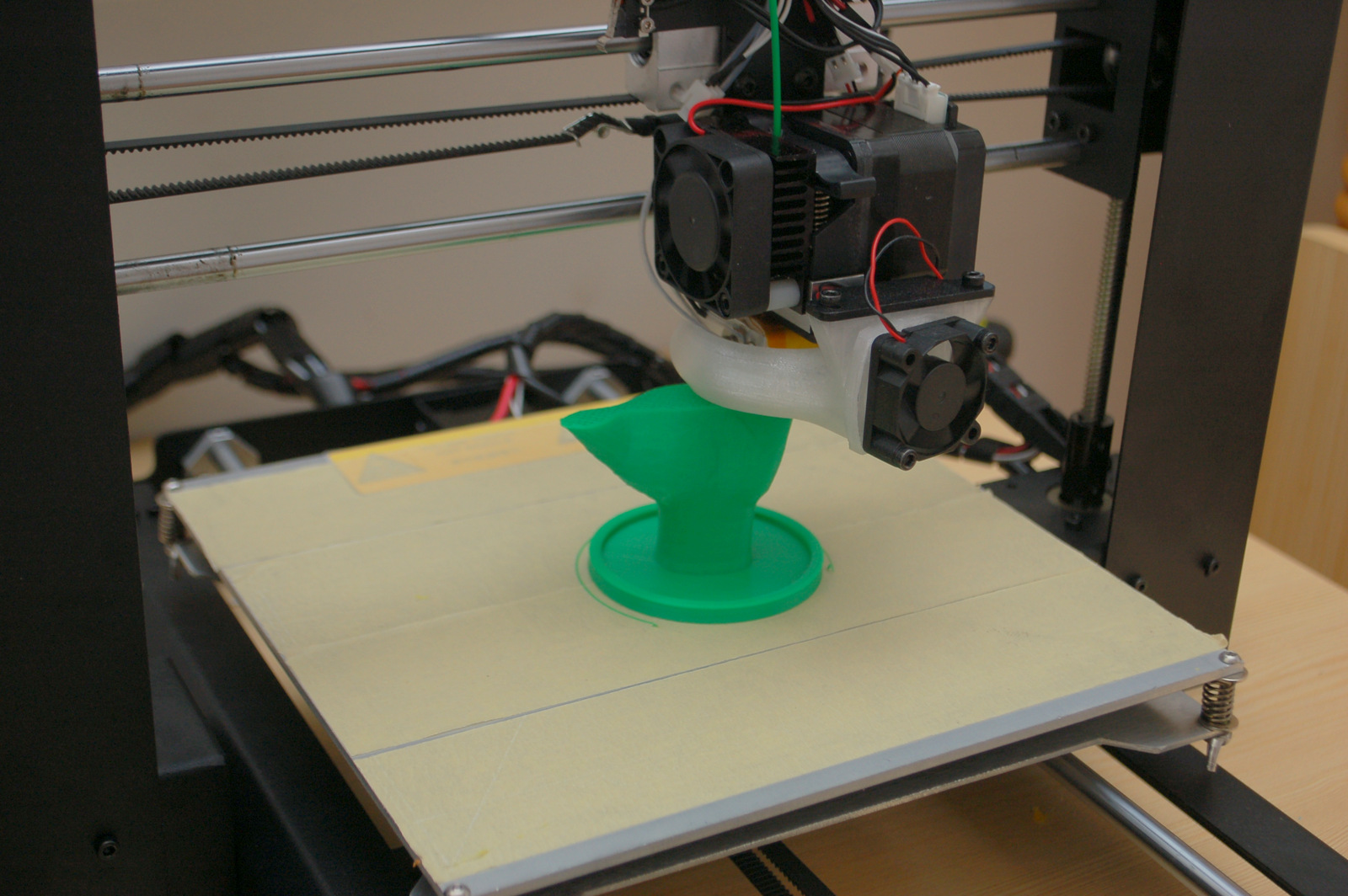
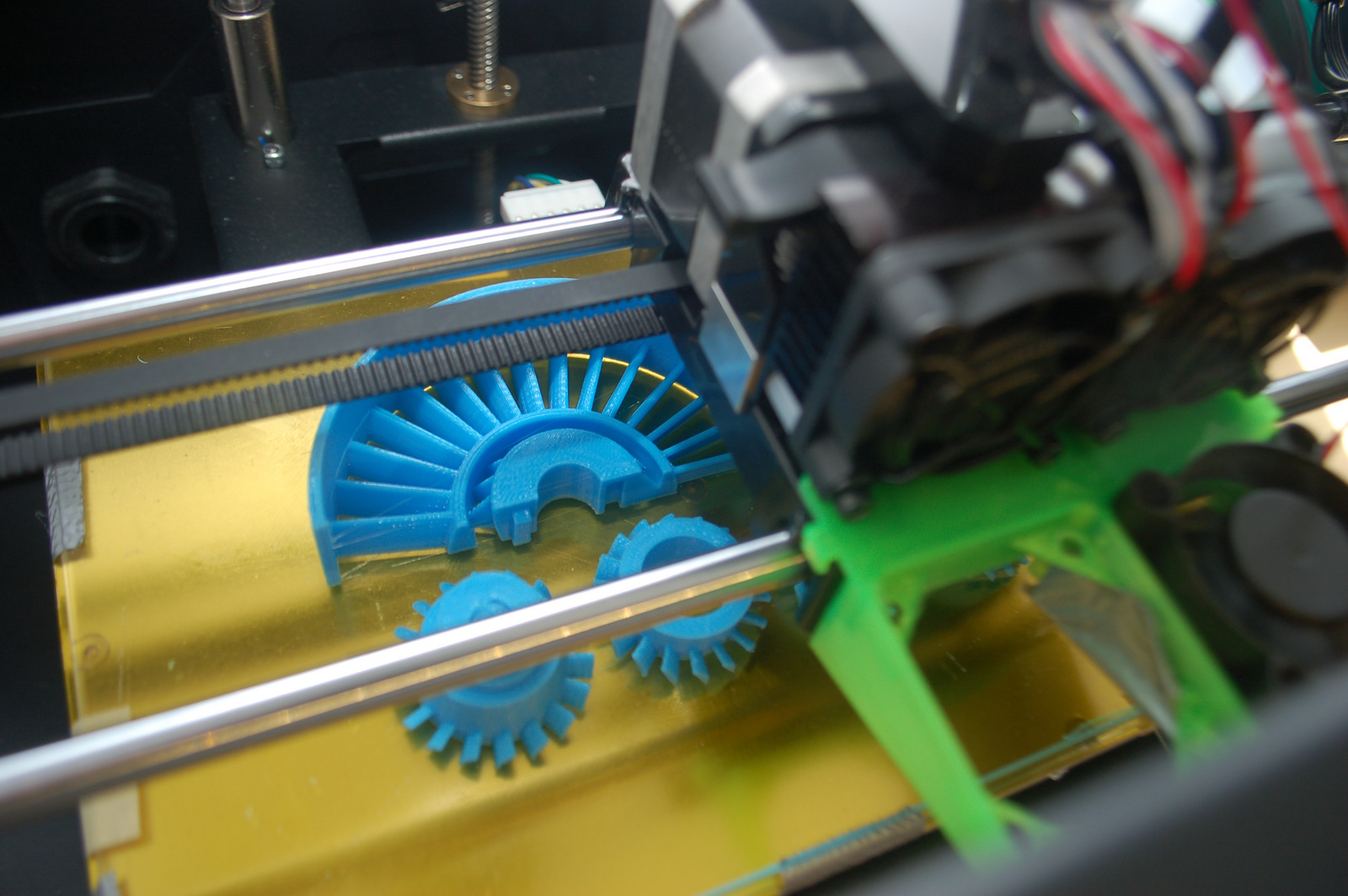
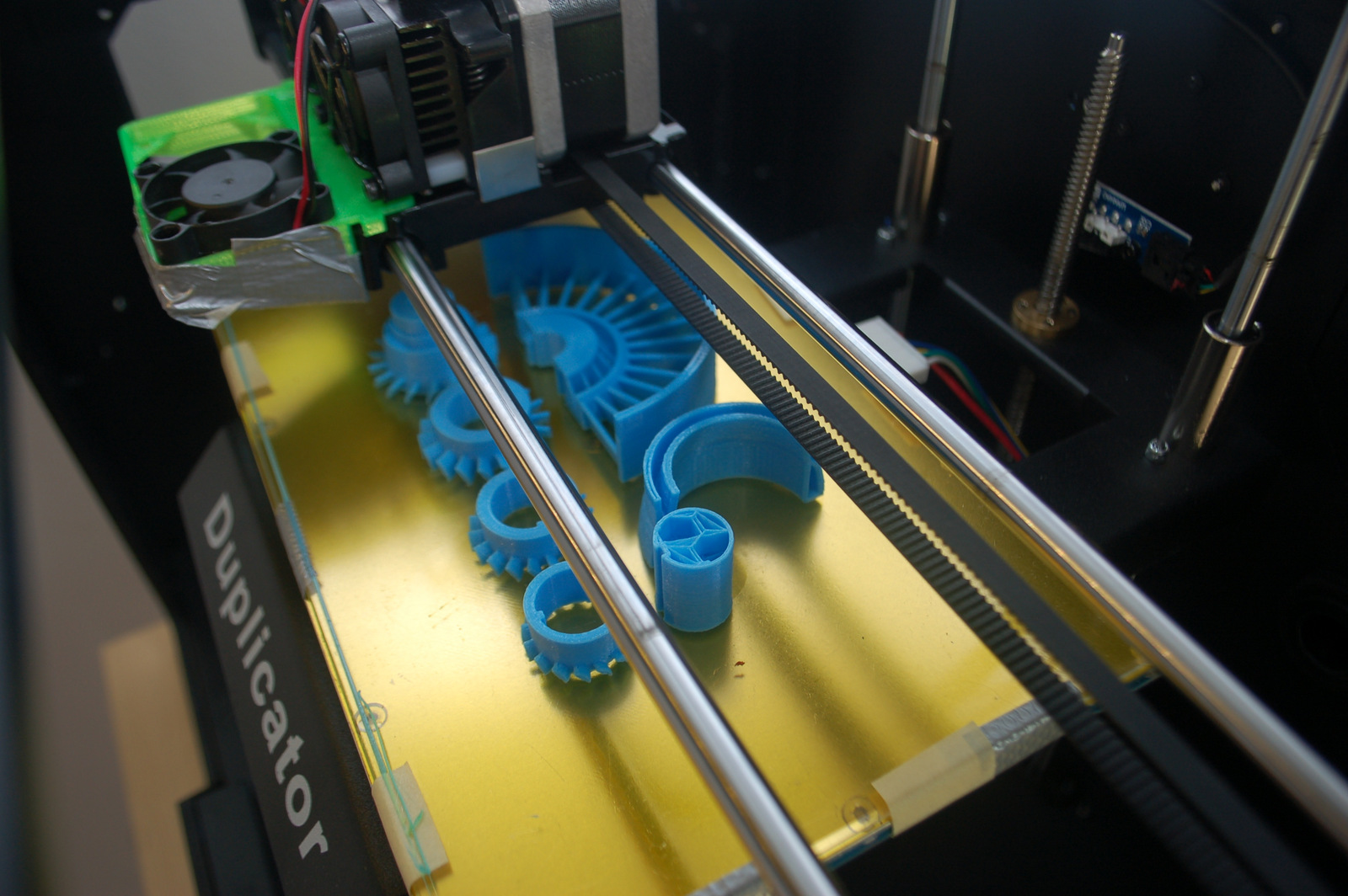
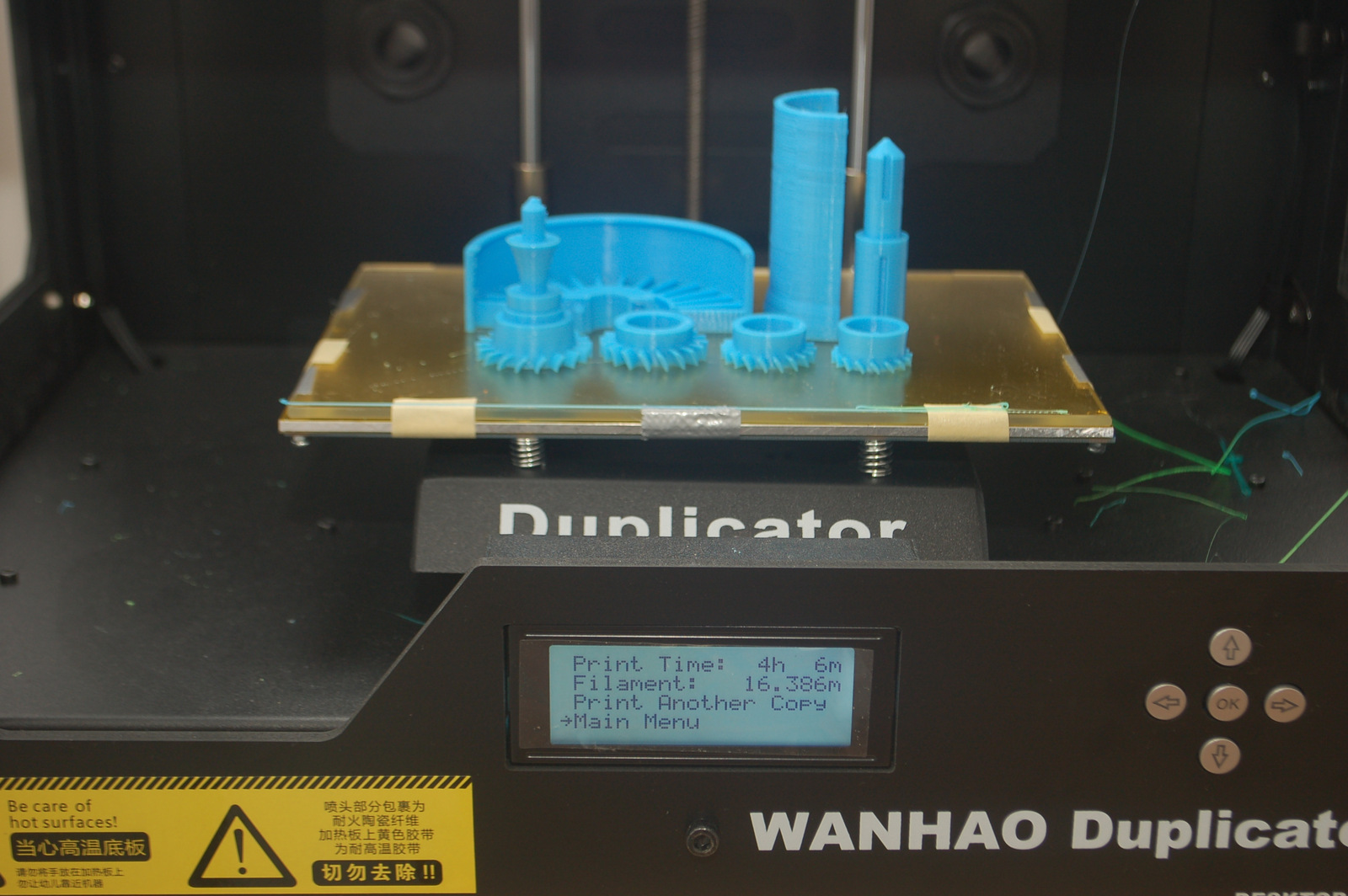
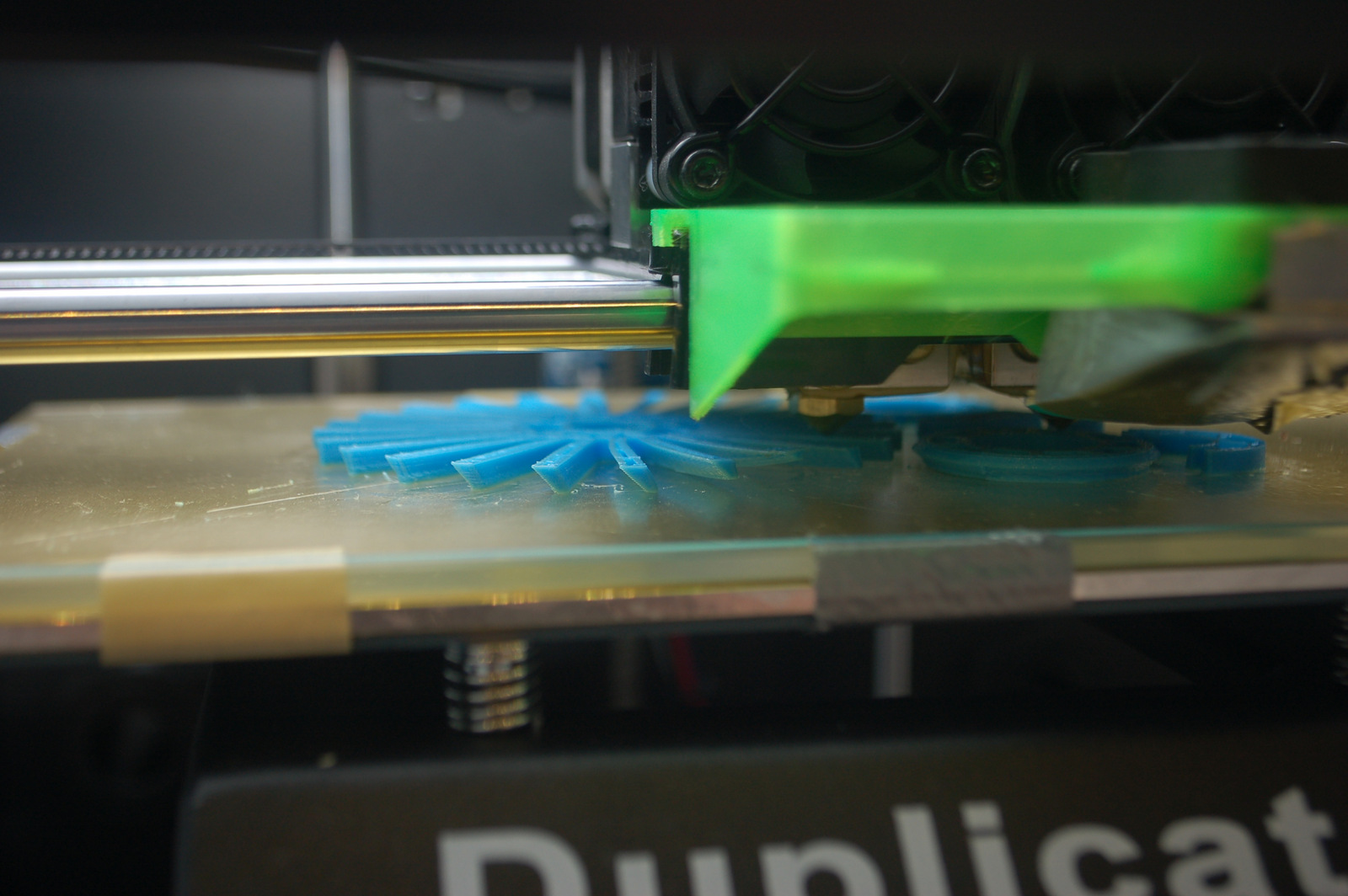
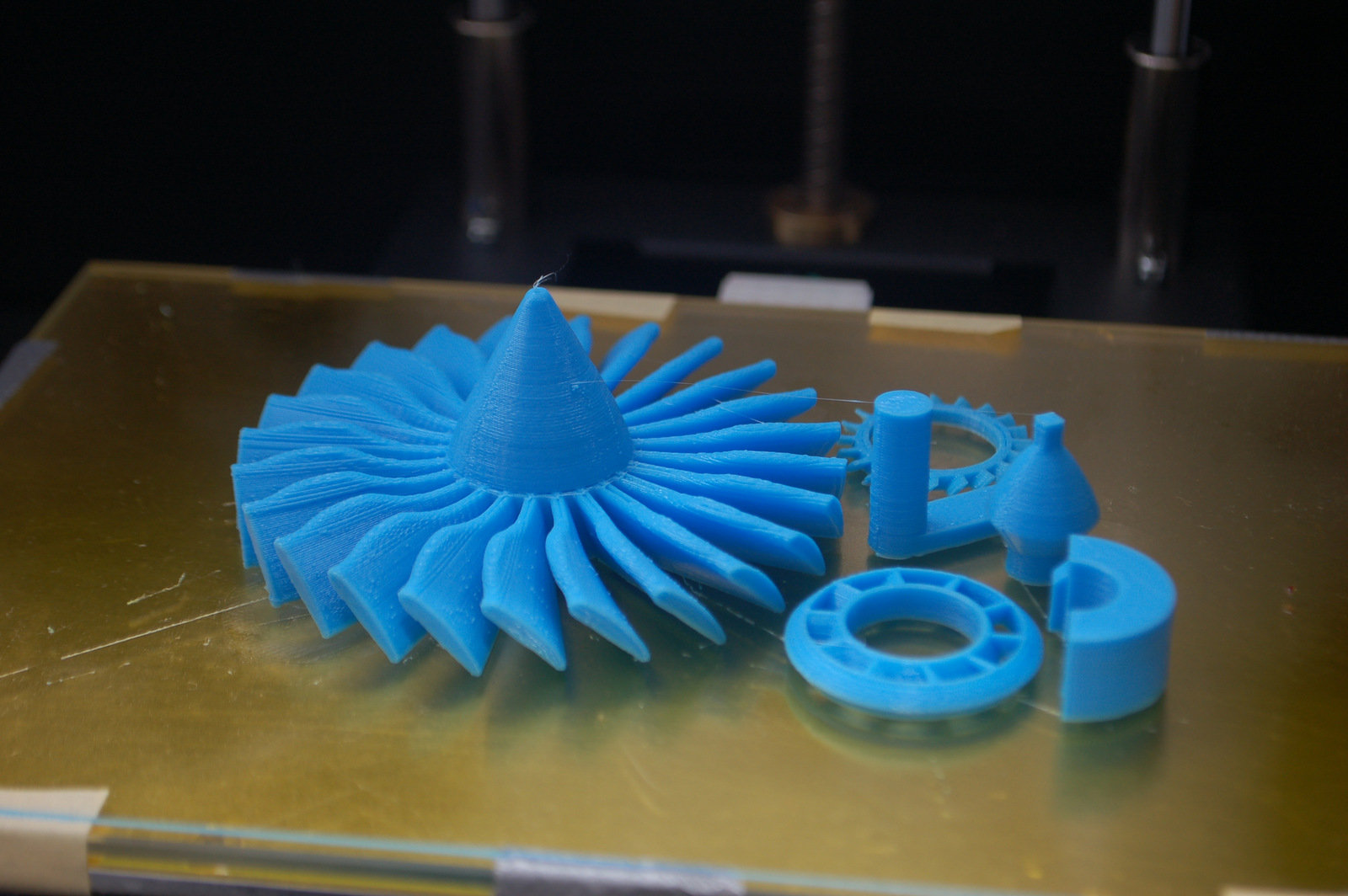
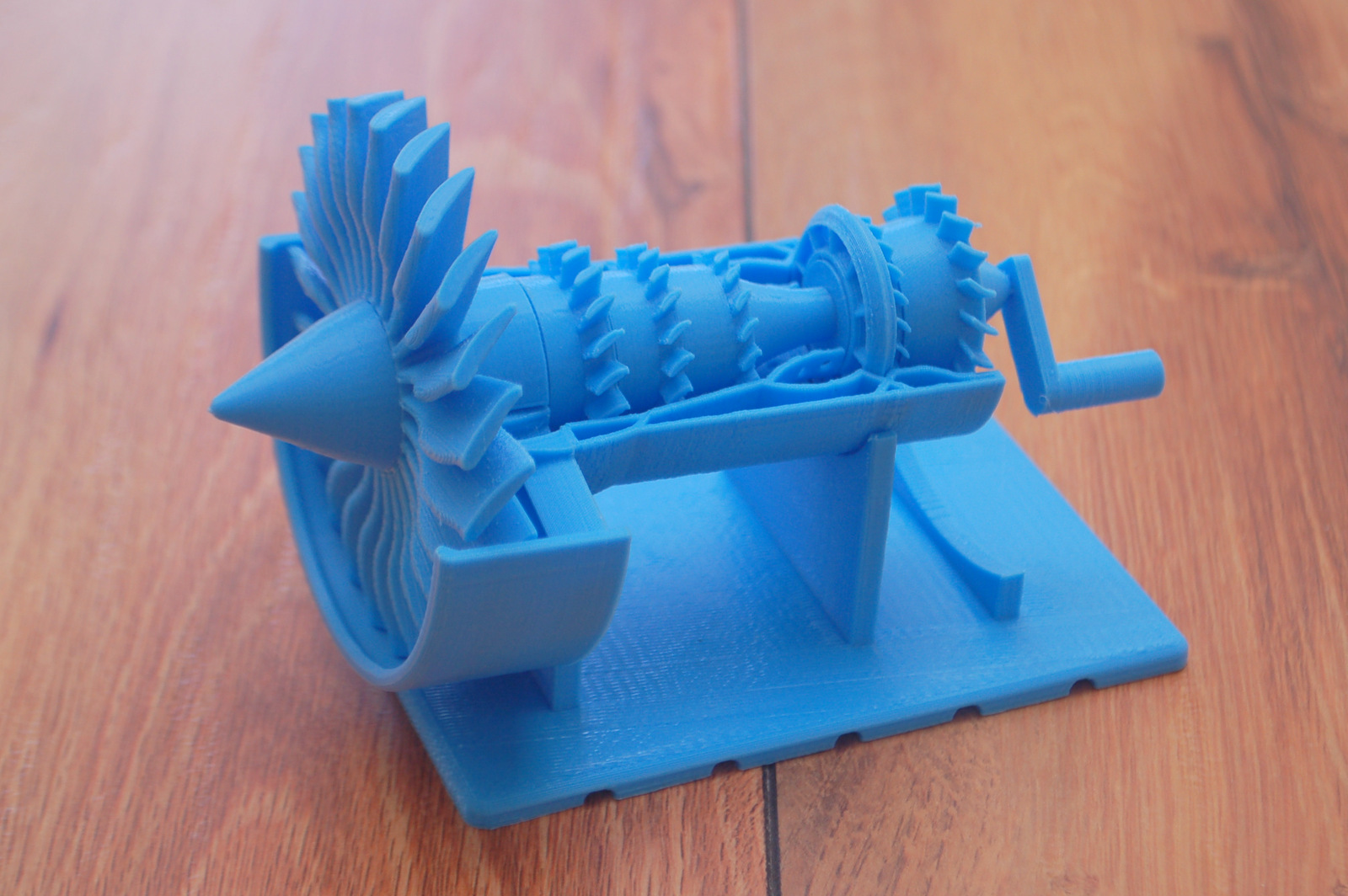
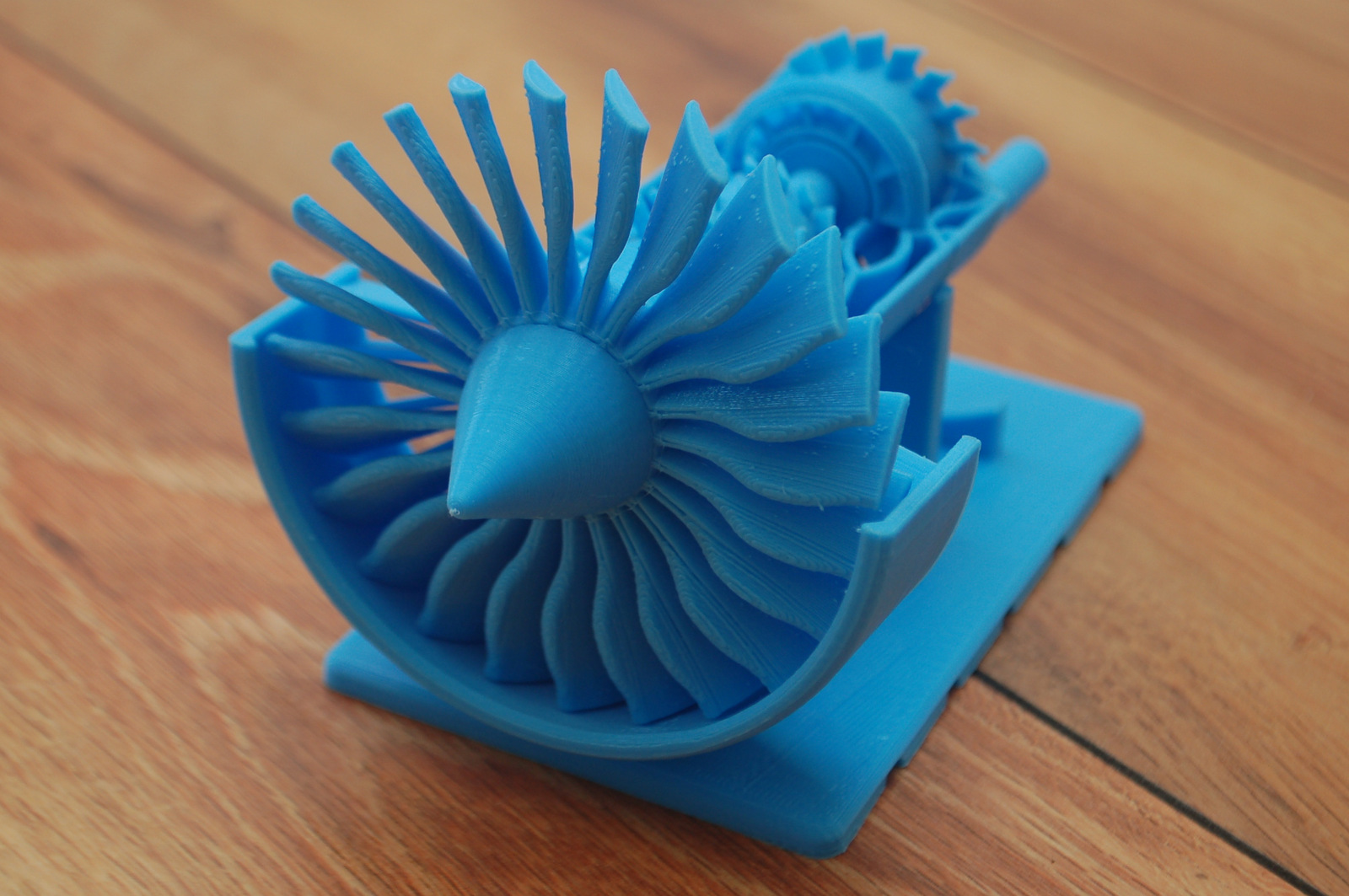
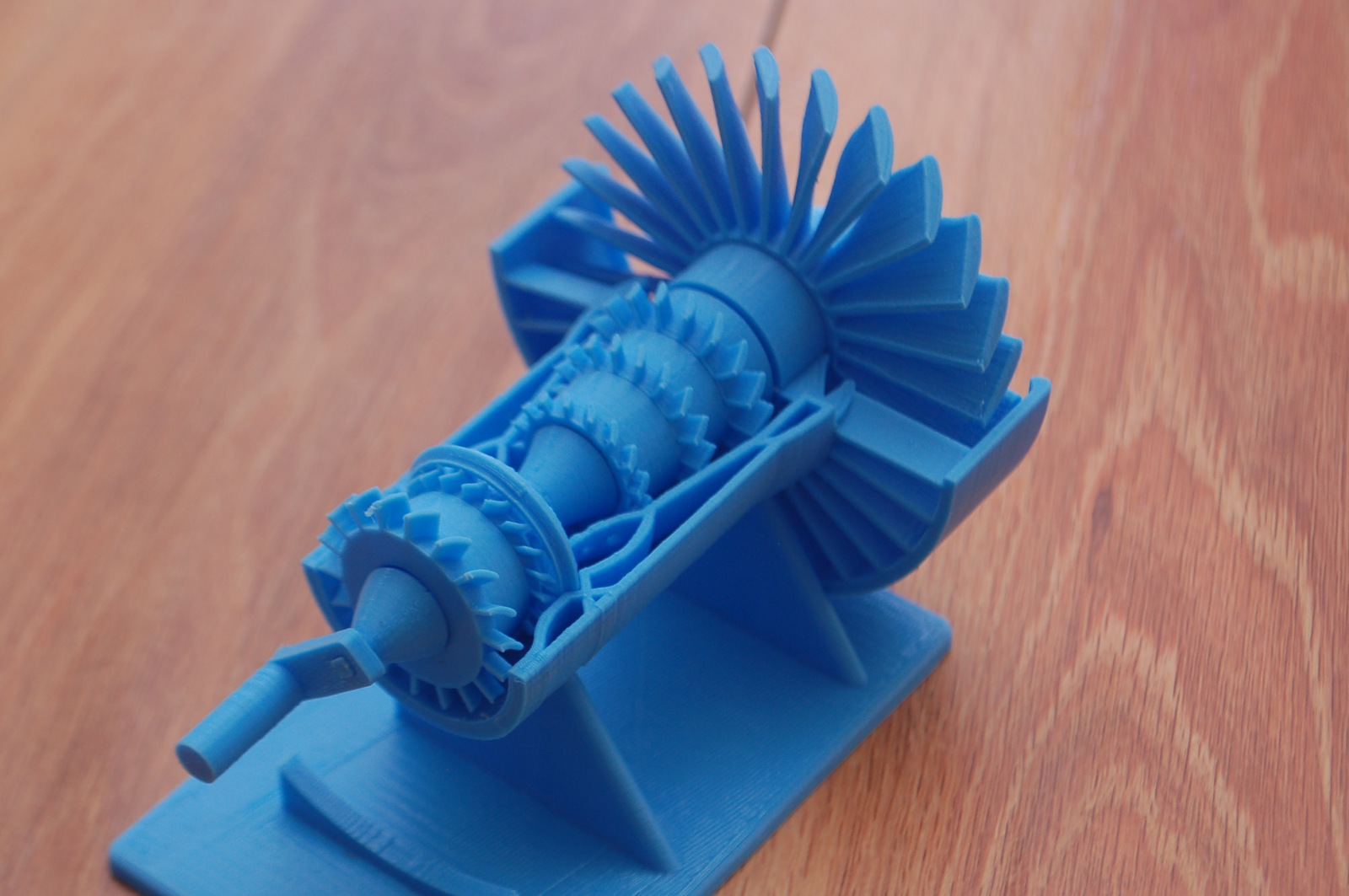
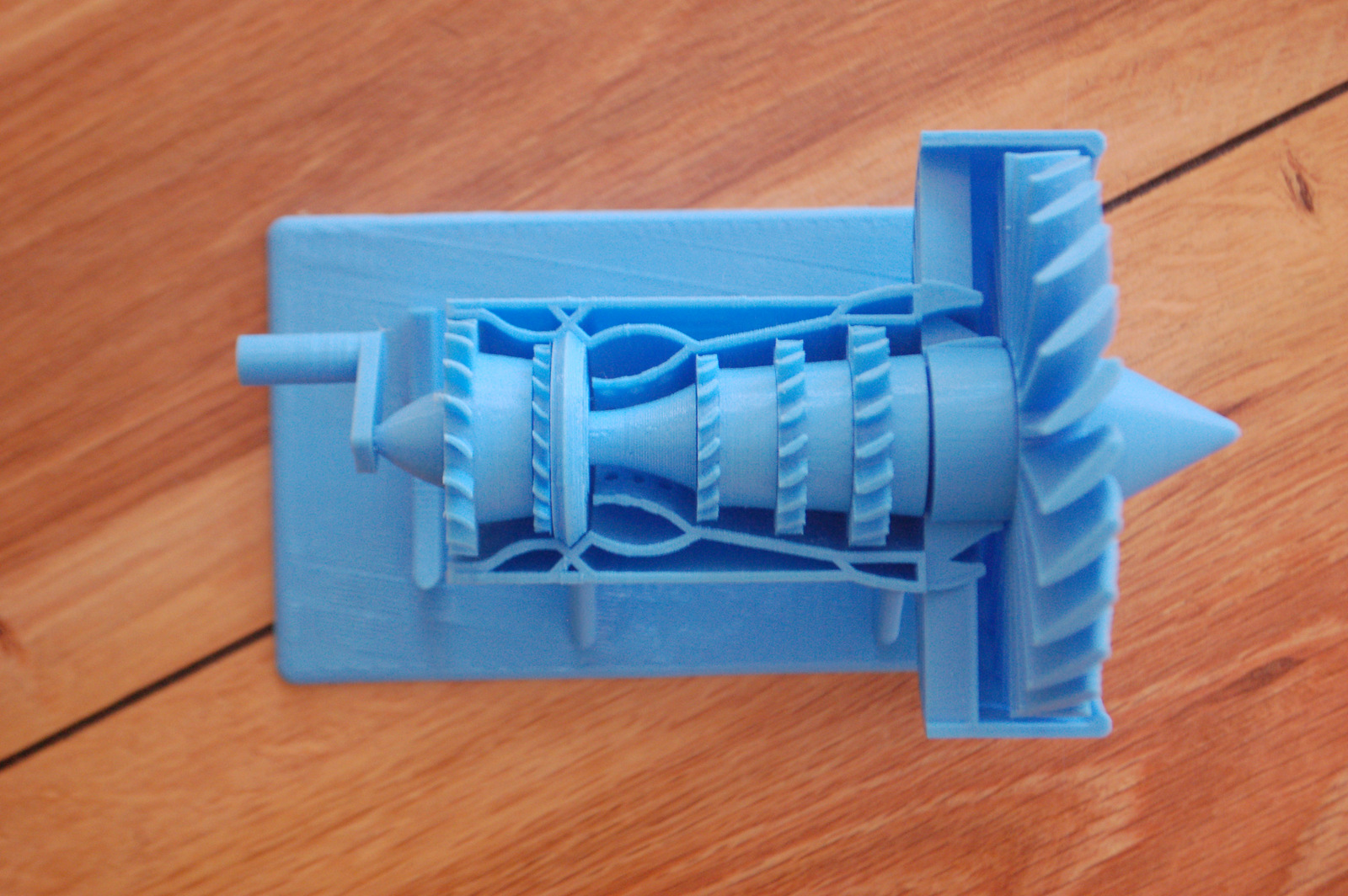
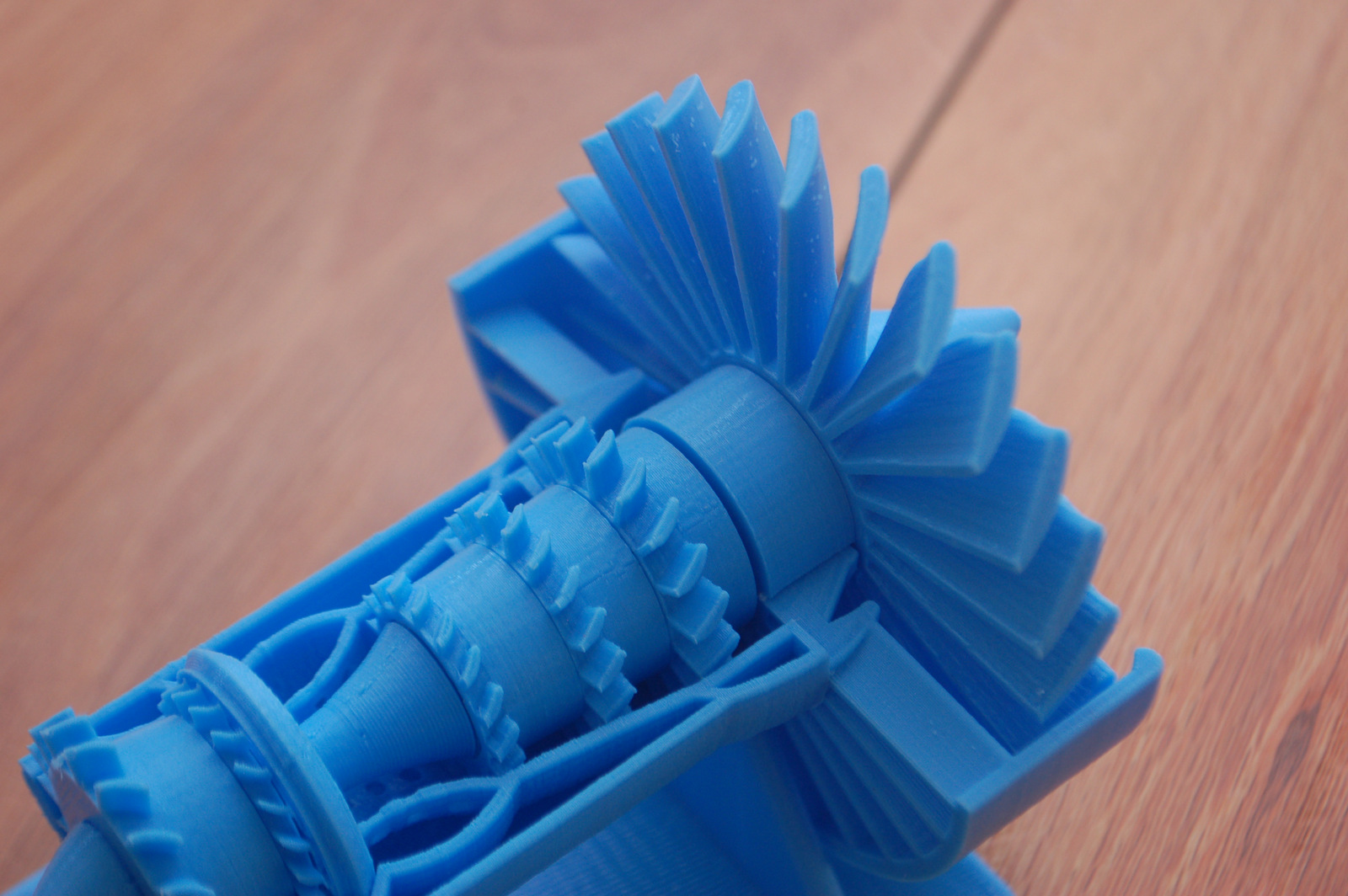
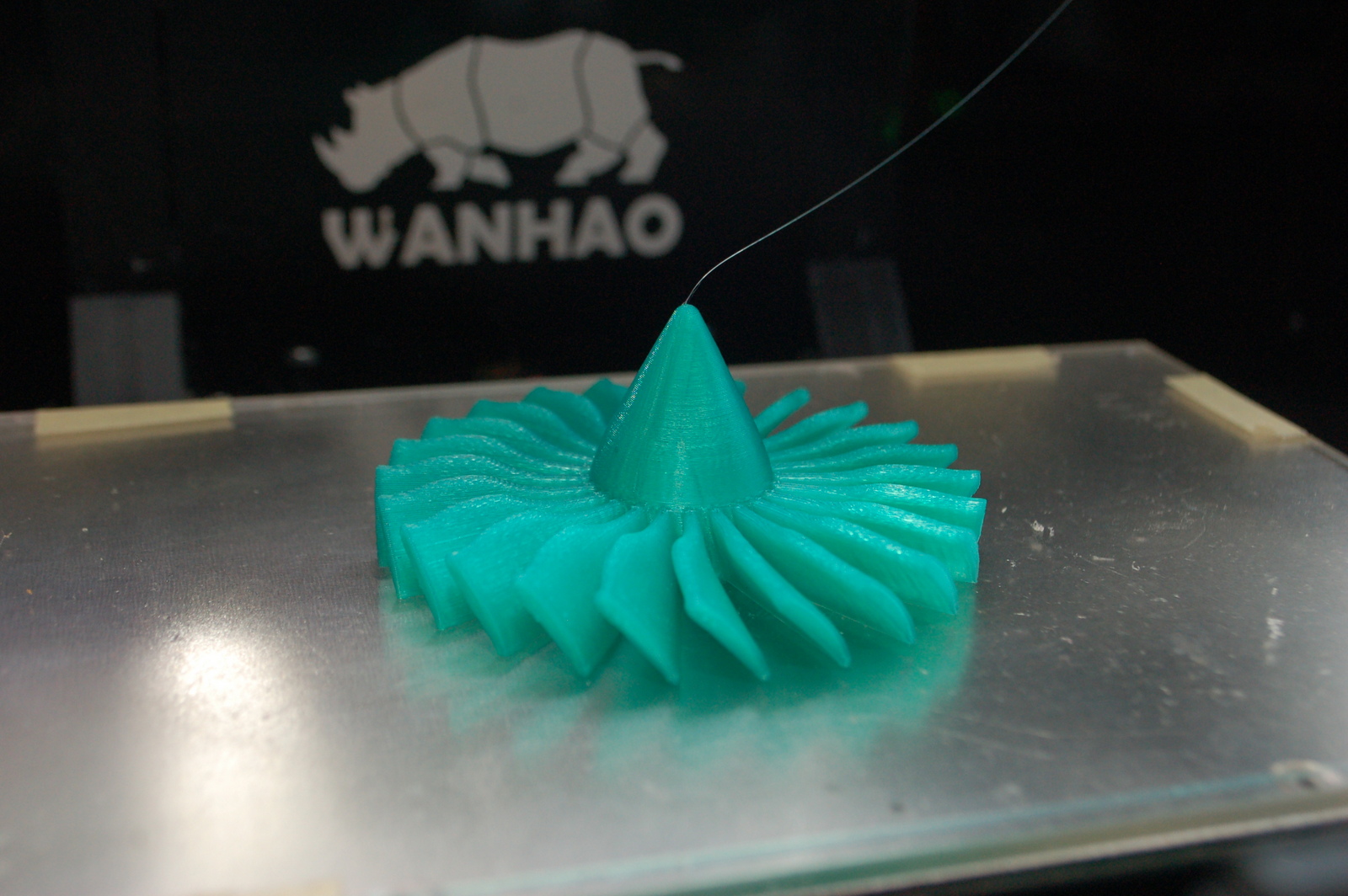
Ez egy nagyon jópofa és szépen megcsinált turbina makett, amit a GE készített és töltött fel a thingiverse-re. Már korábban is ki szerettem volna nyomtatni, most eljött az ideje. 3 részletben nyomtattam, mivel így fért el jobban és nem volt időm egy 12 órás egybefüggő nyomtatásra sem. A végéredemény magáért beszél. A nyomtatás közben illetve még darabokban:
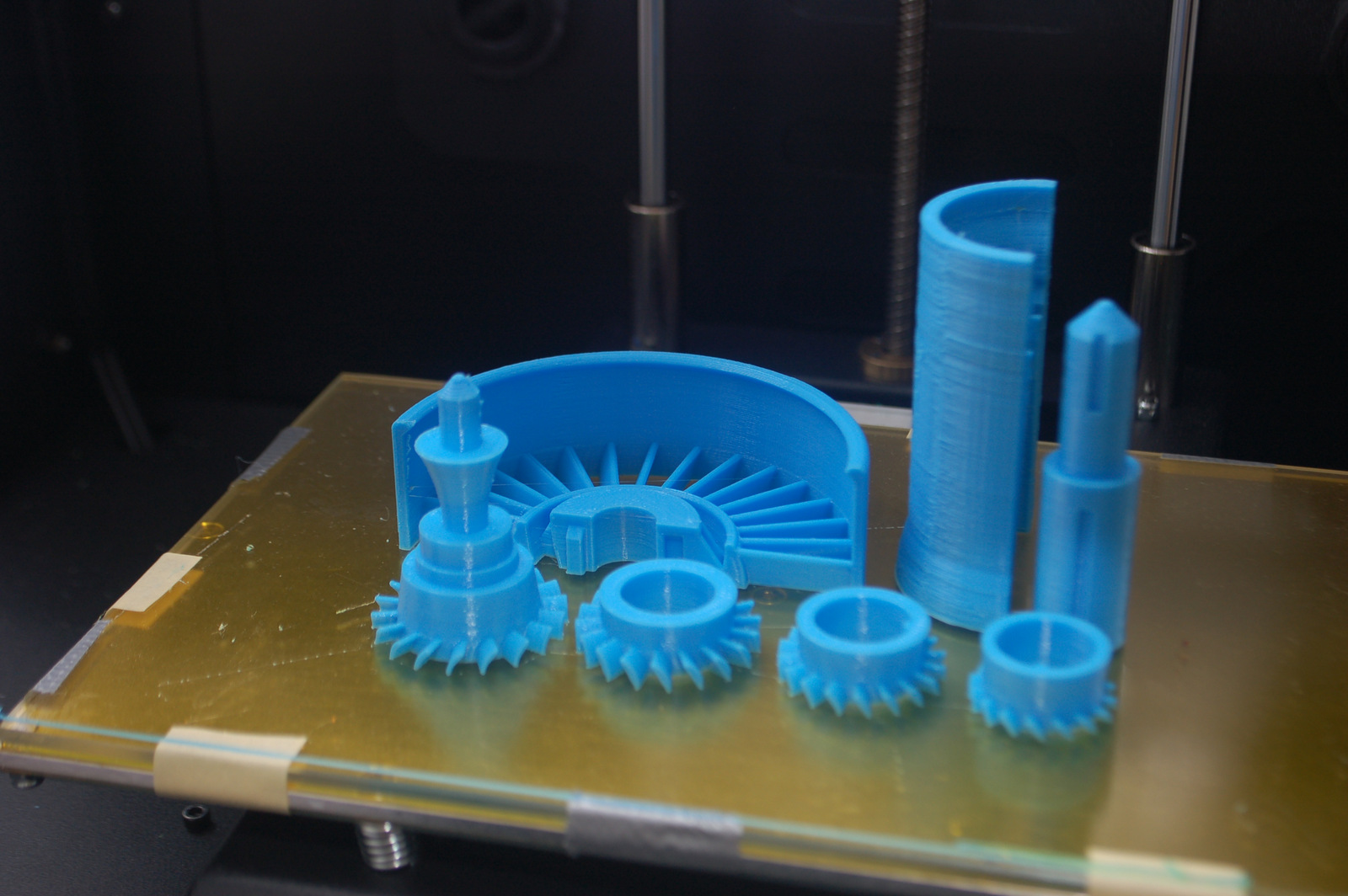
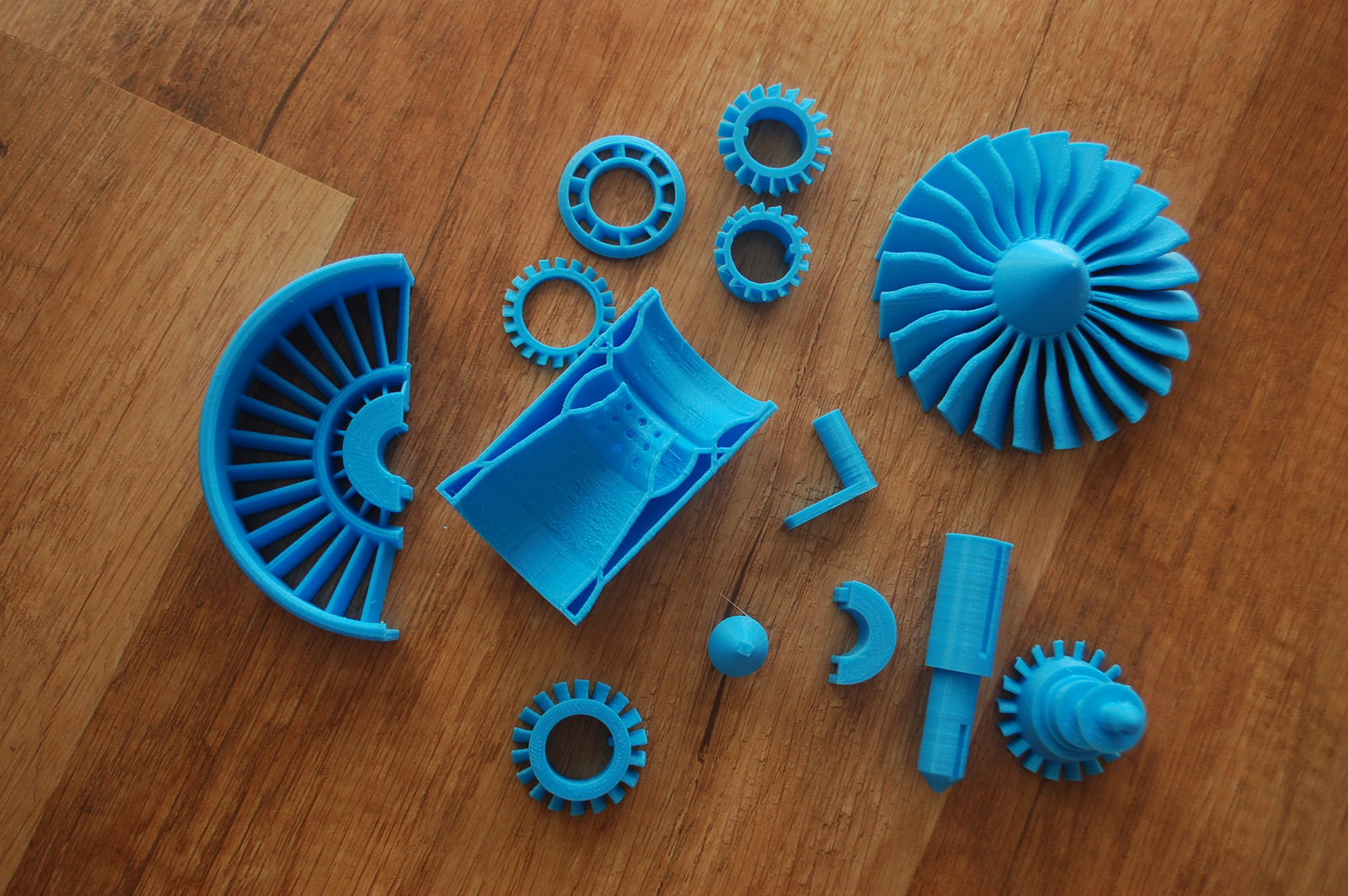
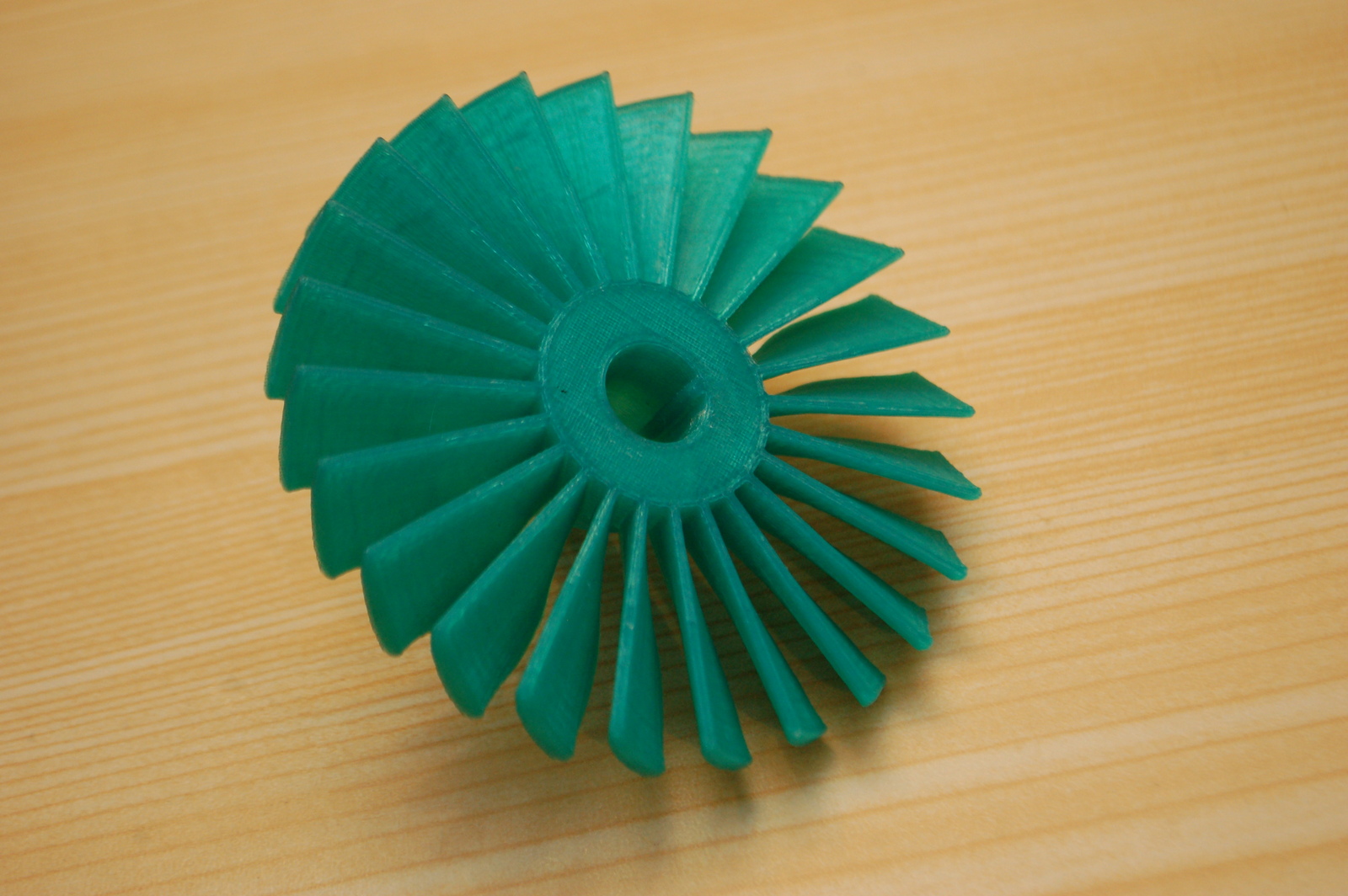
Összerakva:
Összesen kb. 10 óra volt, nem 12, 0.2mm-es rétegvastagsággal, kék PLA-val nyomtava, hajlakkos tárgyasztalra, kb. 60mm/sec-es sebességgel.
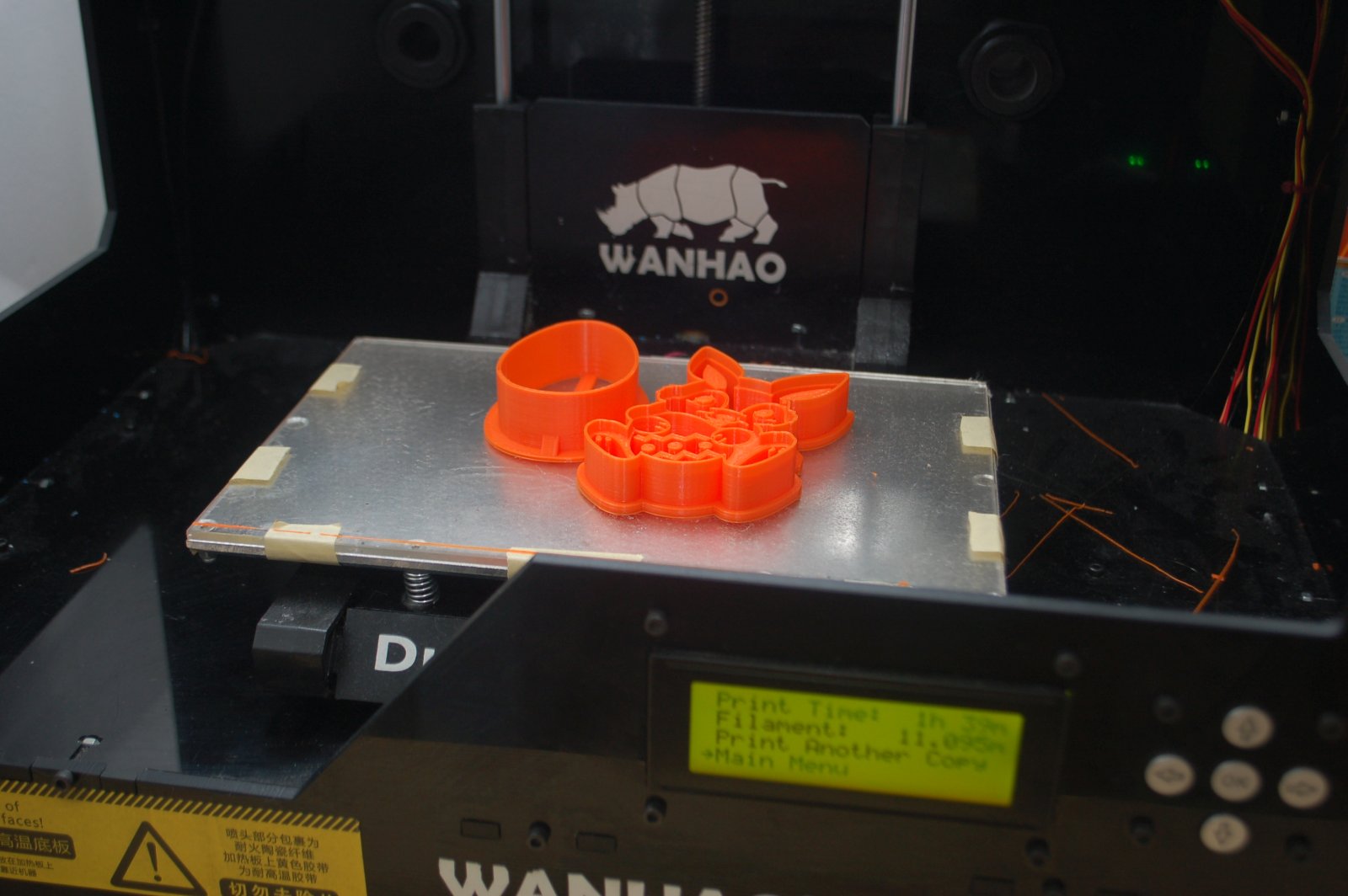
Húsvétra is lehet sütit sütni, és ehhez kreatív sütőformákat használhatunk. 3D nyomtatóval egyszerűen ki lehet nyomatni pl. a képen látható formákat, de ezen kívül sokkal több megtalálható pl. a thingiverse-en vagy az erre szakosodott oogime.com-on is. Néhány ezek közül:
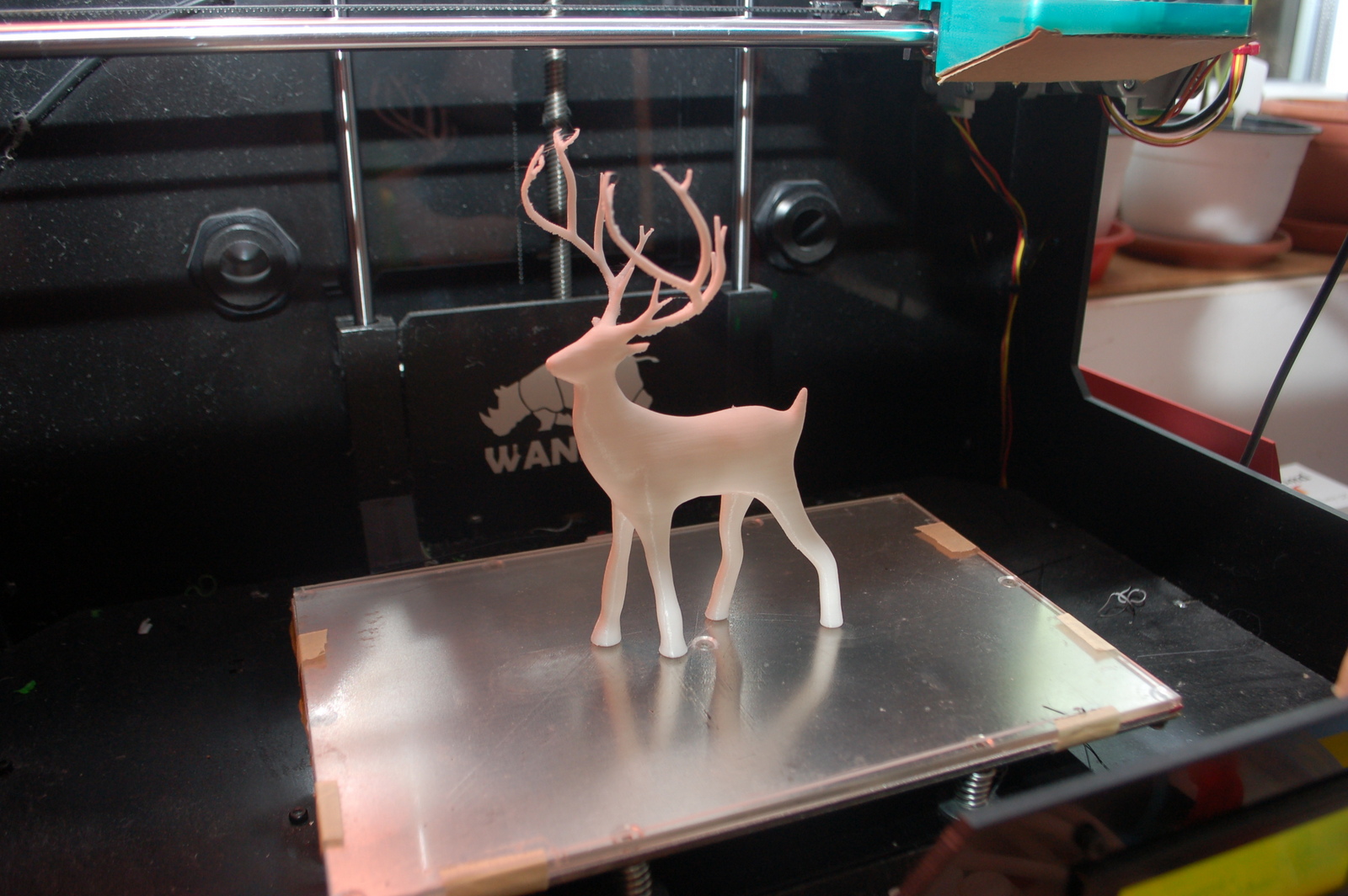
Ez egy nagyon szép karácsonyi szarvas modell, amit fehér PLA-val nyomtattam. Sajnos az eredeti méretben nem tudtam kinyomtatni (a függőleges magasságot 150mm-re csökkentettem), de még így is szerintem meglepően jól sikerült a szarva is, pedig azon nagyon vékony és apró részletek vannak. Még lehet, hogy festeni fogom. Alátámasztást nem kellett alkalmazni.
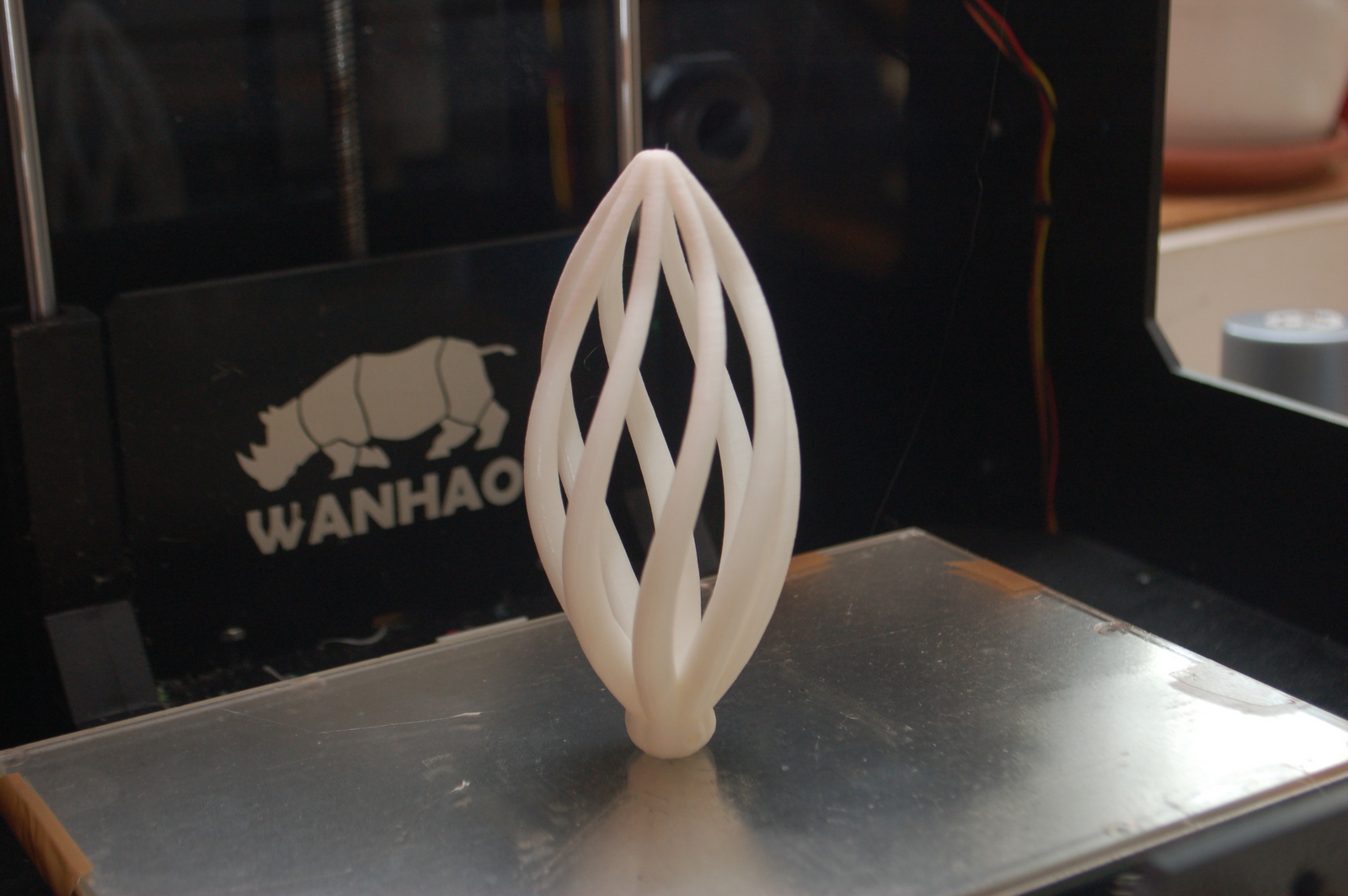
A korábbi karácsonyi dísz egy másik modelljét is kinyomtattam. Ez egy spirális alakzatú dísz, mindenféle alátámasztás nélkül nyomtatva, 0.2mm-en, fehér PLA-val, 60mm/sec-en. Amire oda kell figyelni, hogy jól tapadjon az alja, mivel az nem túl nagy felület. Nekem az egyik a vége felé mozdult el sajnos. Érdemes az utolsó 1-2 cm-en visszavenni emiatt a sebességet.
A karácsonyfán nagyon szépen fog mutatni a képen látható madárka. Ajándéknak is nagyon jó! Fehér PLA-val nyomtatva, 0.2mm-en. Nagyon szépen sikerült, és még alátámasztás sem kell, pedig elég meredeken ível kifelé a madár alja.
Az ezredes mellszobra egy jól nyomtatható (alátámasztás nélkül is, plusz hűtéssel, jól hangolt nyomtatóval) modell, amin a részletek is szépen követhetőek. Ezért direkt 0.1mm-es rétegvastagsággal nyomtattam, ami így eltartott egy darabig.
Gyakori tesztmodell 3D nyomtatók tesztelésénél a fent látható bagoly modell, mivel sok részlet van rajta (tollak, fatörzs, orr, stb.) és mutatja, milyen szépen nyomtat a nyomtató. Ezt most 0.1mm-en nyomtattam, kicsit lassabb sebességgel, így kicsit több, mint 6 óra volt a nyomtatás. Szép lett, bár talán a fotó nem adja vissza annyira (ezt a színű szálat kicsit nehéz fotózni).
Bár már számtalan vállalkozás és magánember használja megelégedésre az általunk forgalmazott Wanhao Duplicator 4 típusú 3D nyomtatót, most szeretnénk beszámolni egy konkrét esetről, aminek közlésére engedélyt is kaptunk Mészáros Zsolt fotóstól, aki a 3D nyomtatót (is) felhasználva elkészítette a szombathelyi Iseum és a hozzá kapcsolódó Iseumi Szabadtéri Játékok makettjét.
A General Electric közzétette egy sugárhajtású hajtómű makettjét a thingiverse-en. Én ebből a turbina legnagyobb és legformásabb elemét nyomtattam ki. Annak ellenére, hogy a lapátok ívelten dőlnek és csavarodnak, nagyon szép lett az eredmény! A lapátok "töve" is jól megtapadt a tárgyasztalon.
0.2-es rétegvastagság, zöld PLA, 60 mm/sec-es sebességgel.
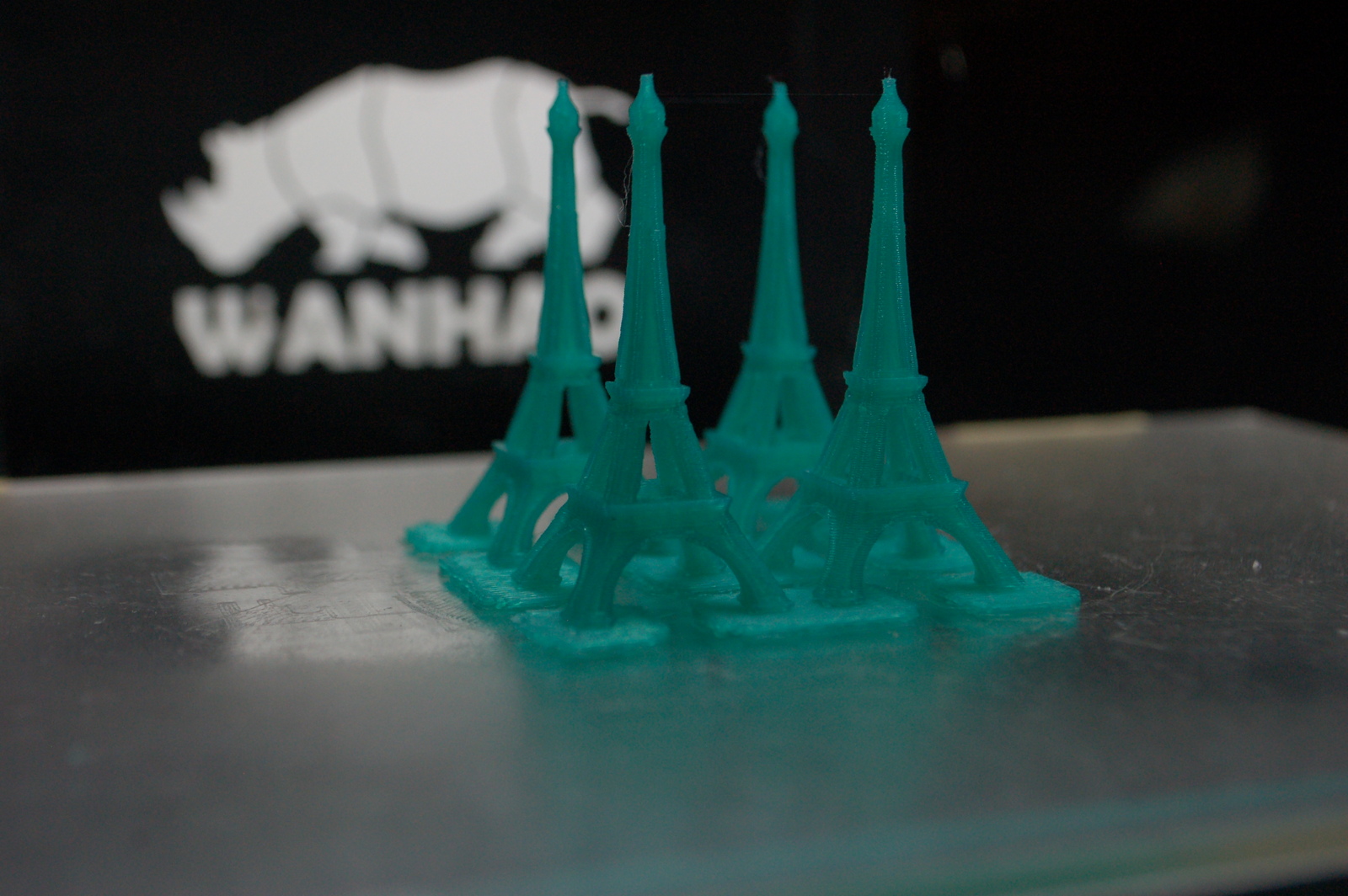
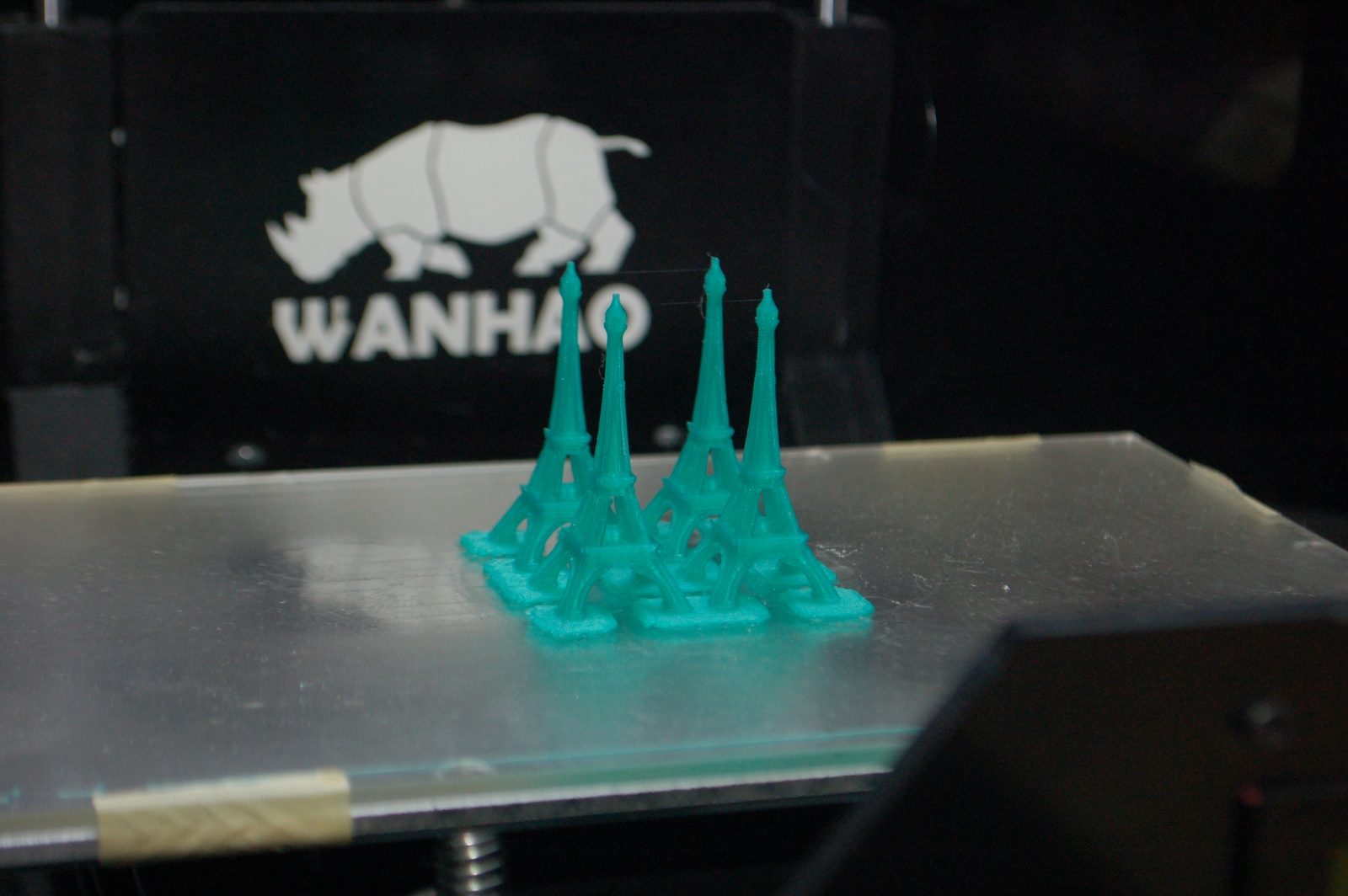
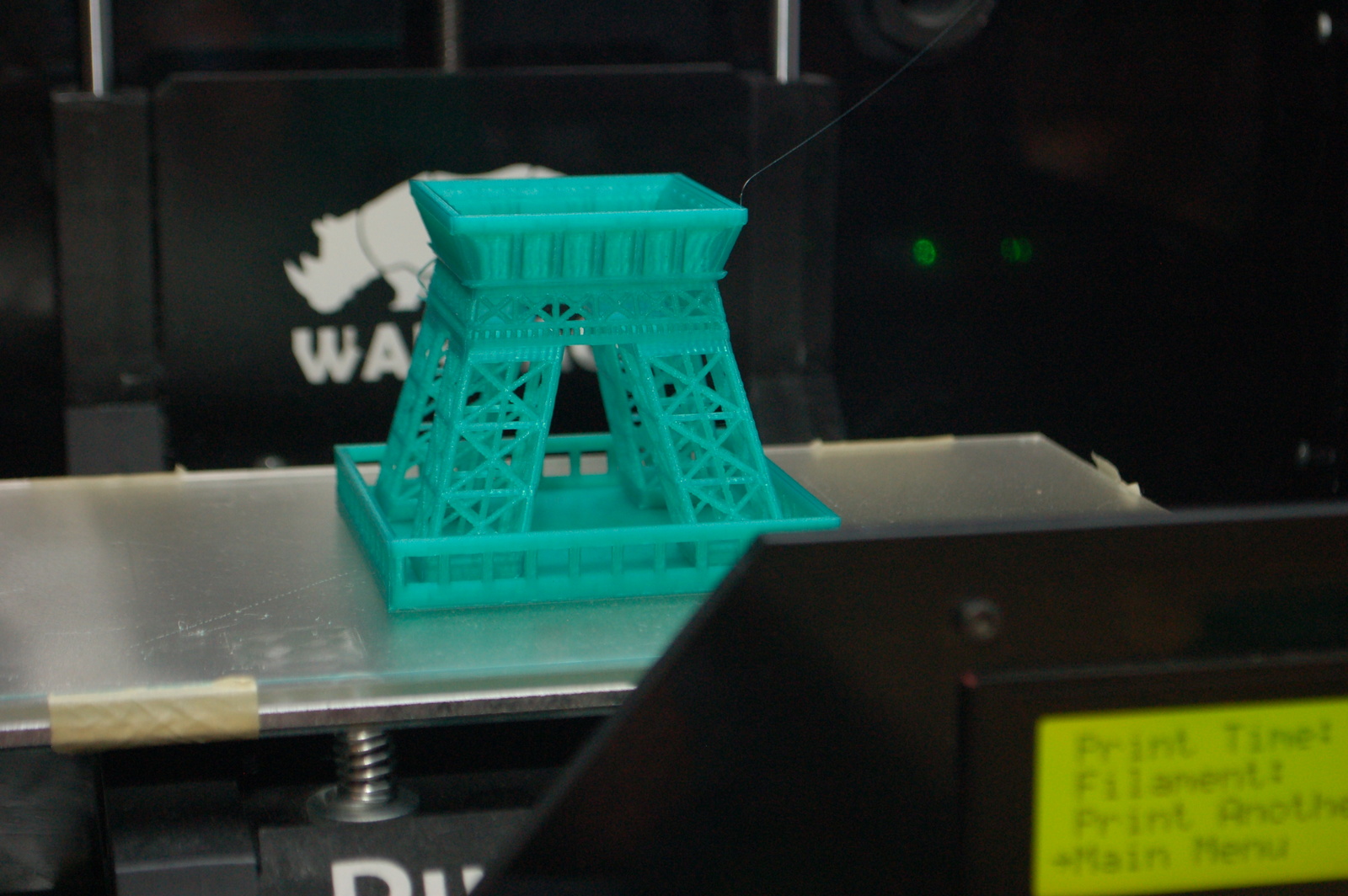
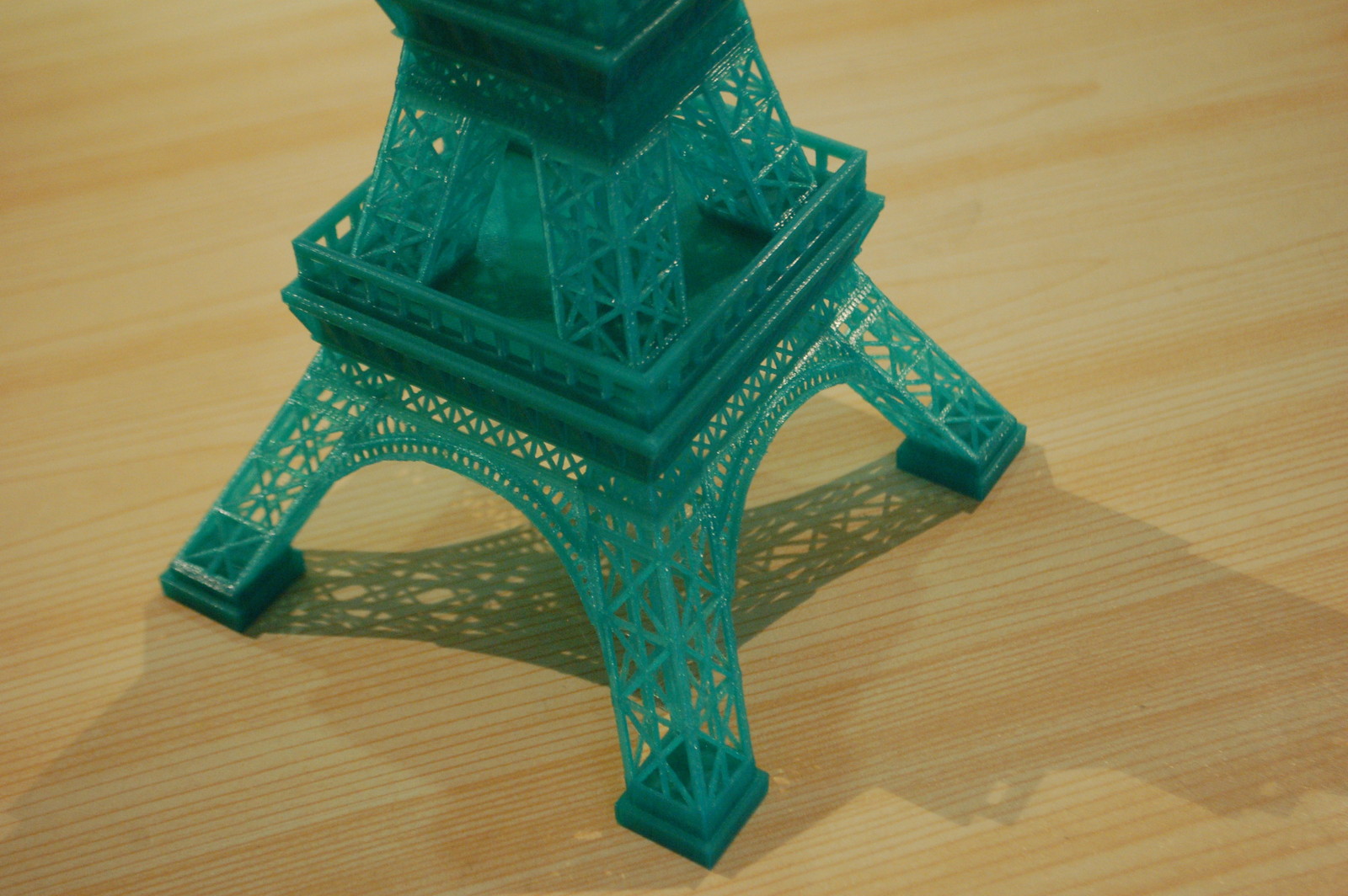
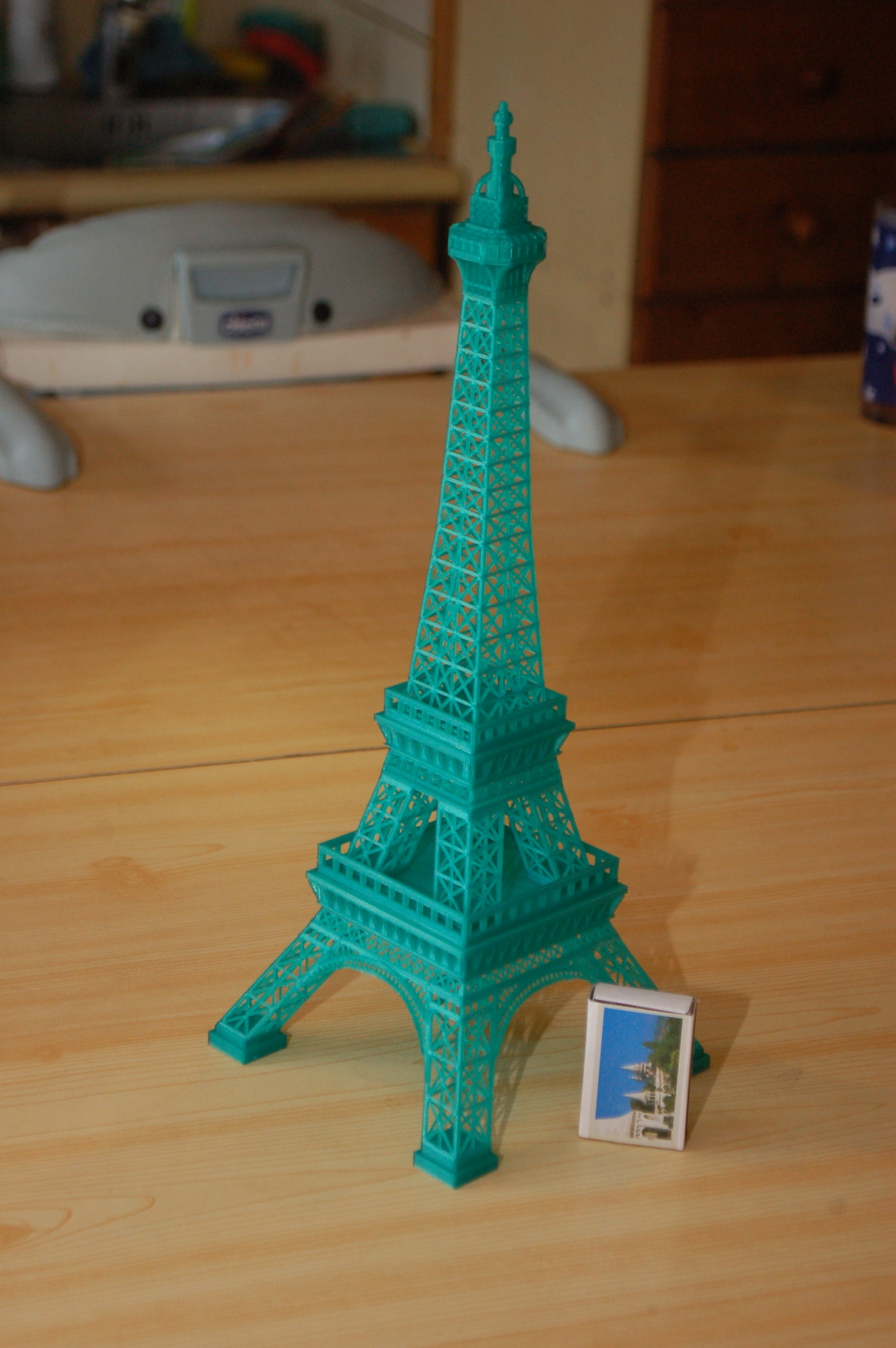
Az Eiffel torony nyomtatása közben jutott eszembe, hogy írok egy bejegyzést két tippről, ami hasznos lehet. Ehhez a képen látható mini Eiffel torony modellt használtam (zöld PLA-val nyomtatva). A modellt lekicsinyítettem. Ebben a méretben viszont az alsó tartó szerkezet / talpak már nagyon kicsi felületet ad, ami nehezebben tapad a tárgyasztalra még tökéletes szintezés esetén is, ezért itt javasolt a raft (alapháló) beállítást kiválasztani, ami egy hálószerű alapot készít a nyomtatott tárgy alá. Ezzel a trükkel nagyobb tárgyaknál is élhetünk (ha nem megfelelő a tapadás), de itt főleg javasolt, hogy nem mozduljon el a nyomtatás közben a tárgy.
A másik tipp ennél a nyomtatásnál, hogy amint a képeken is látható, sokszorozva nyomtattam ki ugyanazt a dolgot. Kis tárgyaknál előfordulhat, hogy egy réteg nyomtatása rövid időt vesz igénybe, és így a következő réteg nyomtatásánál még nem teljesen szilárdult meg az alsó réteg. Ezt a hűtő - főleg PLA-nál - némiképpen ellensúlyozza, de azért itt is javasolt ez a trükk, ami azt biztosítja, hogy egy réteg elkészítése tovább tart. Ha csak a sebességet csökkentenénk, az azért nem optimális, mert akkor ugyan lassabban készül el egy réteg, viszont a forró fúvóka tovább "időz" egy pont felett, és az szintén nem szerencsés.
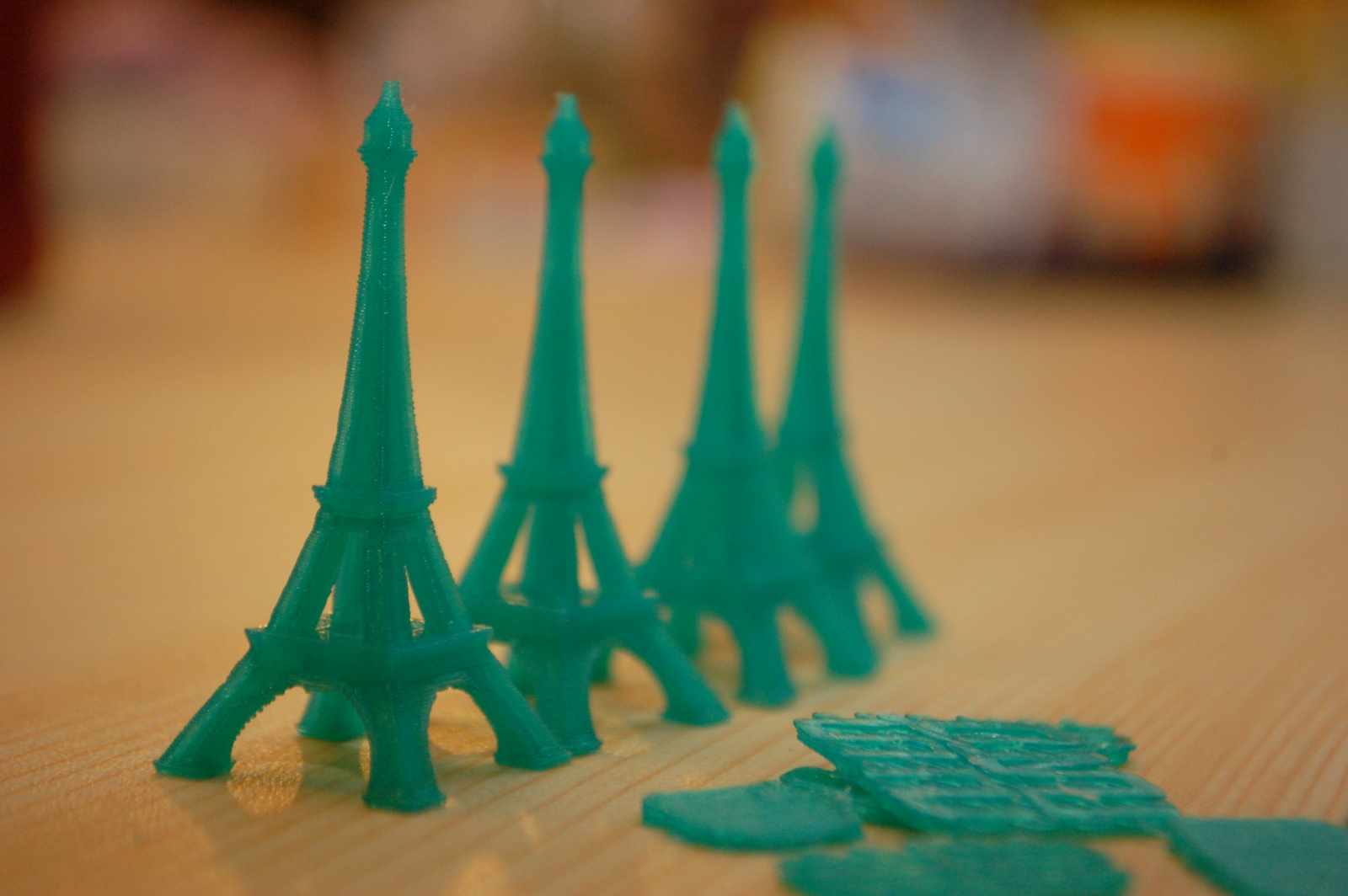
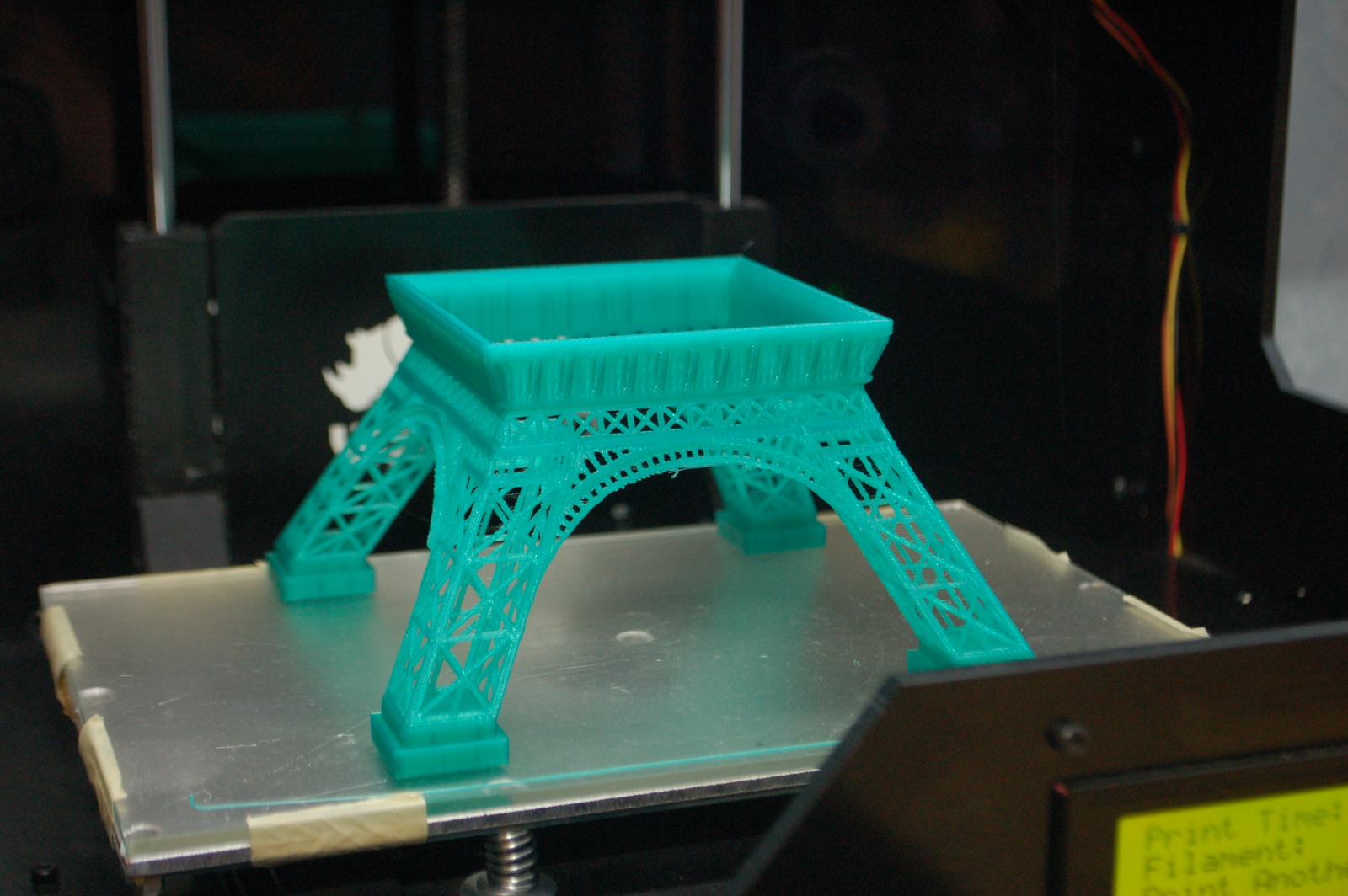
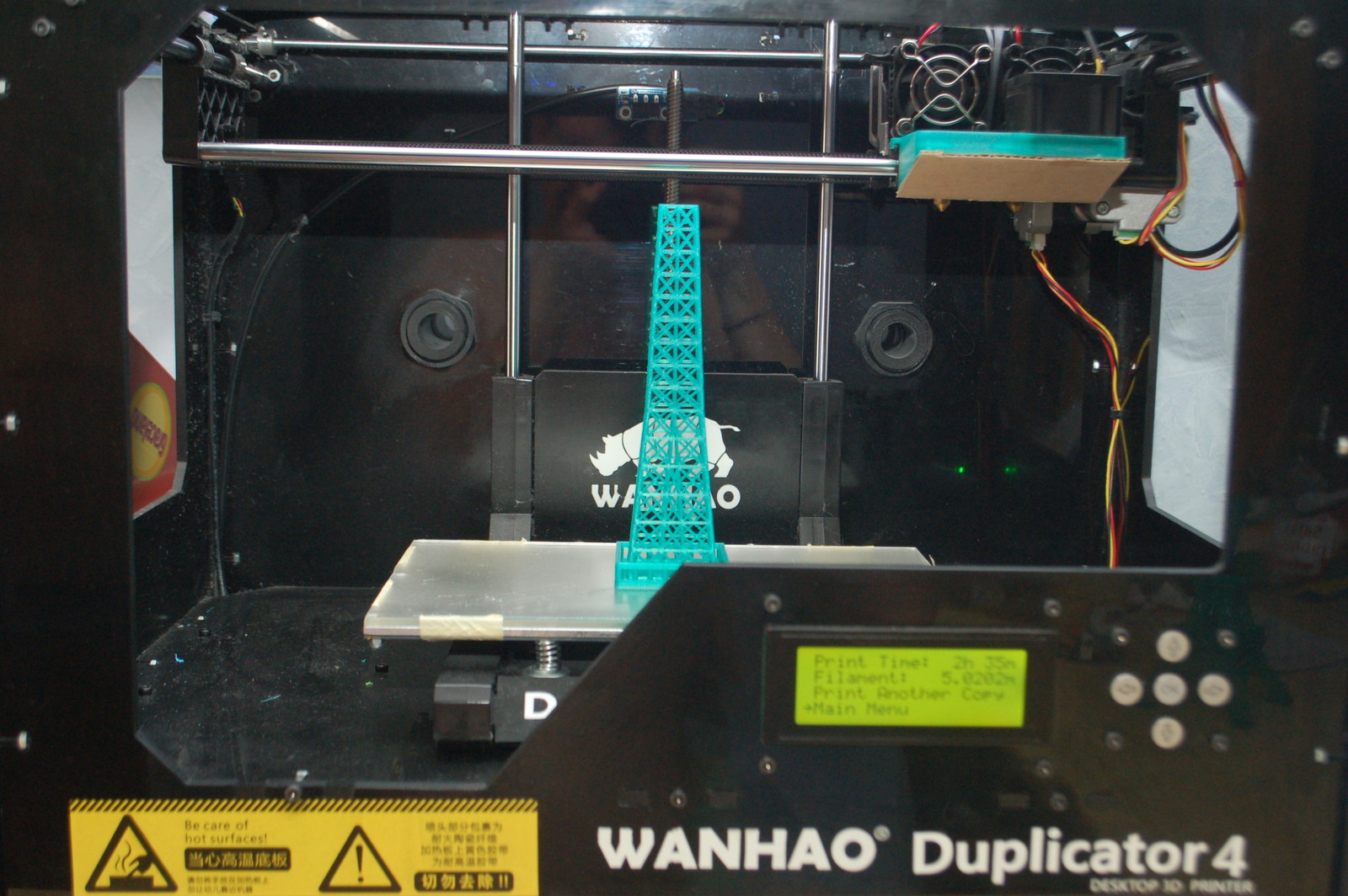
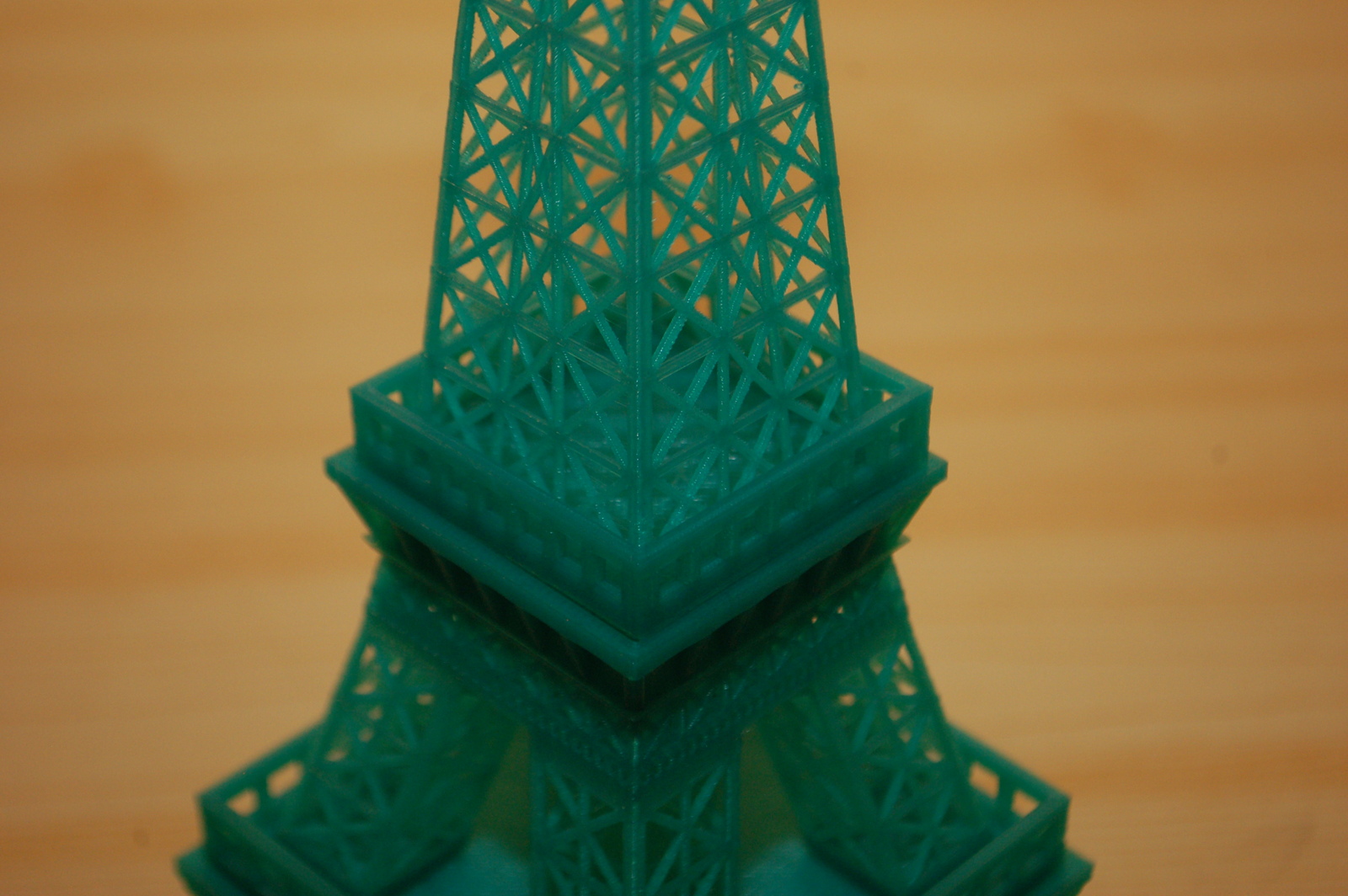
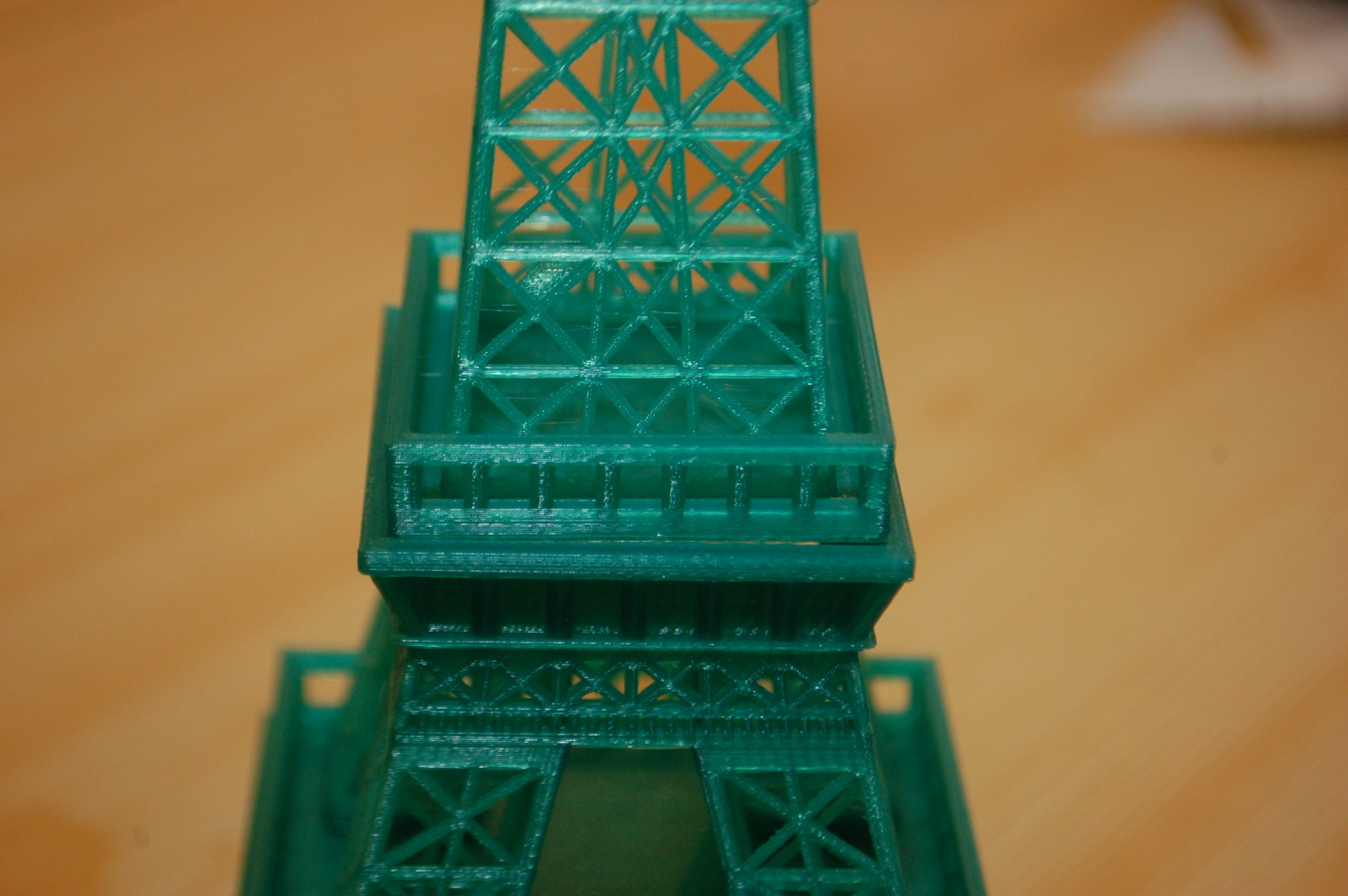
Mindig is szerettem volna egy jó Eiffel torony modellt találni, mert amivel eddig próbálkoztam, az vagy nagyon elnagyolt volt, vagy a modell hibás volt. Itt azonban találtam egy remek, részletes, de szépen nyomtatható változatot: http://www.designsharemake.com/design/eiffel-tower.
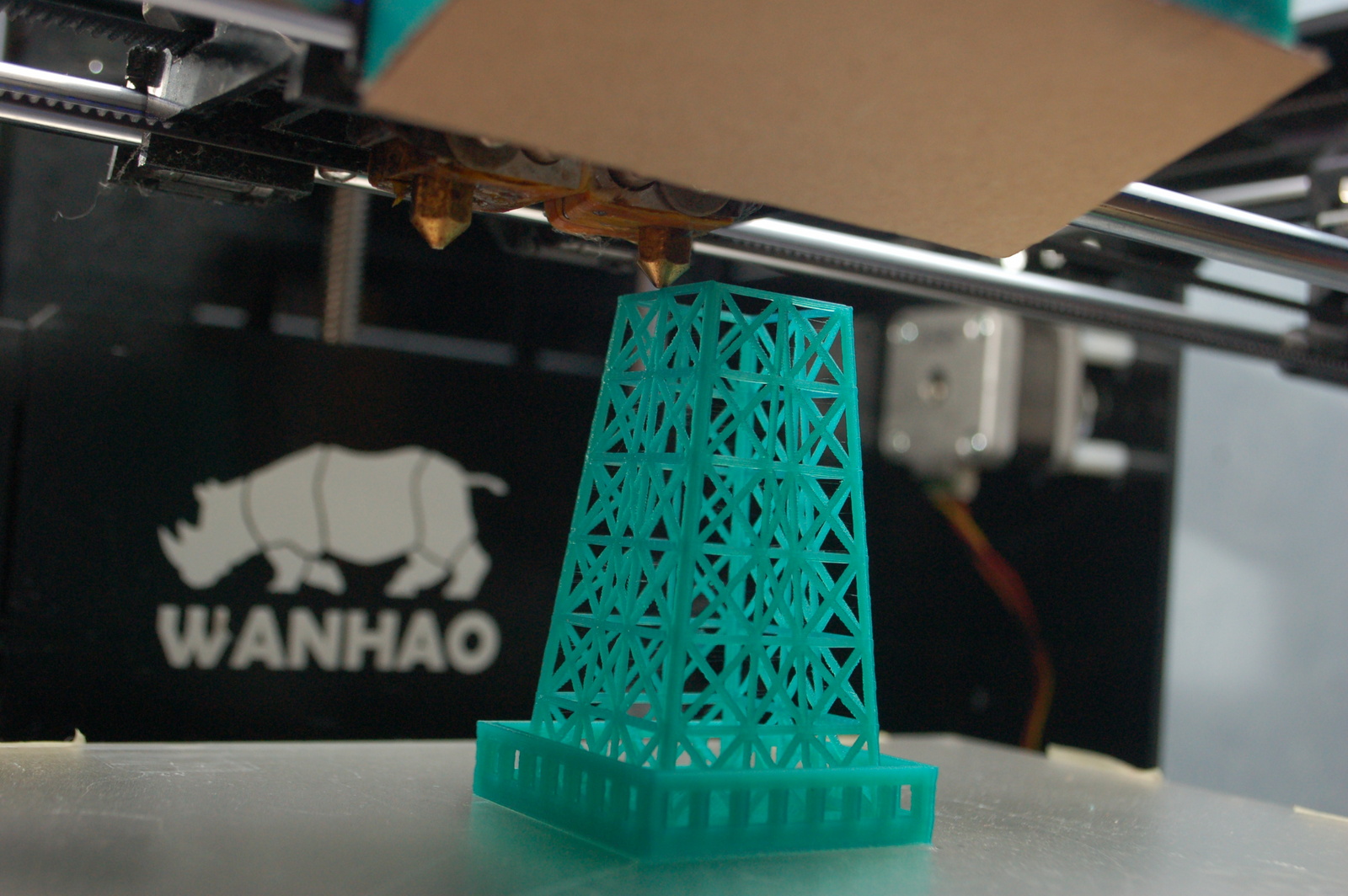
4 darabból nyomtattam ki, összesen majd 11 óráig tartott a 4 db nyomtatása. A hosszúkás 3. darab pedig magasságban a nyomtató maximális magasságát is elérte (15 cm, a teljes magasság 34 cm magas lett). A darabokat összeragasztottam.
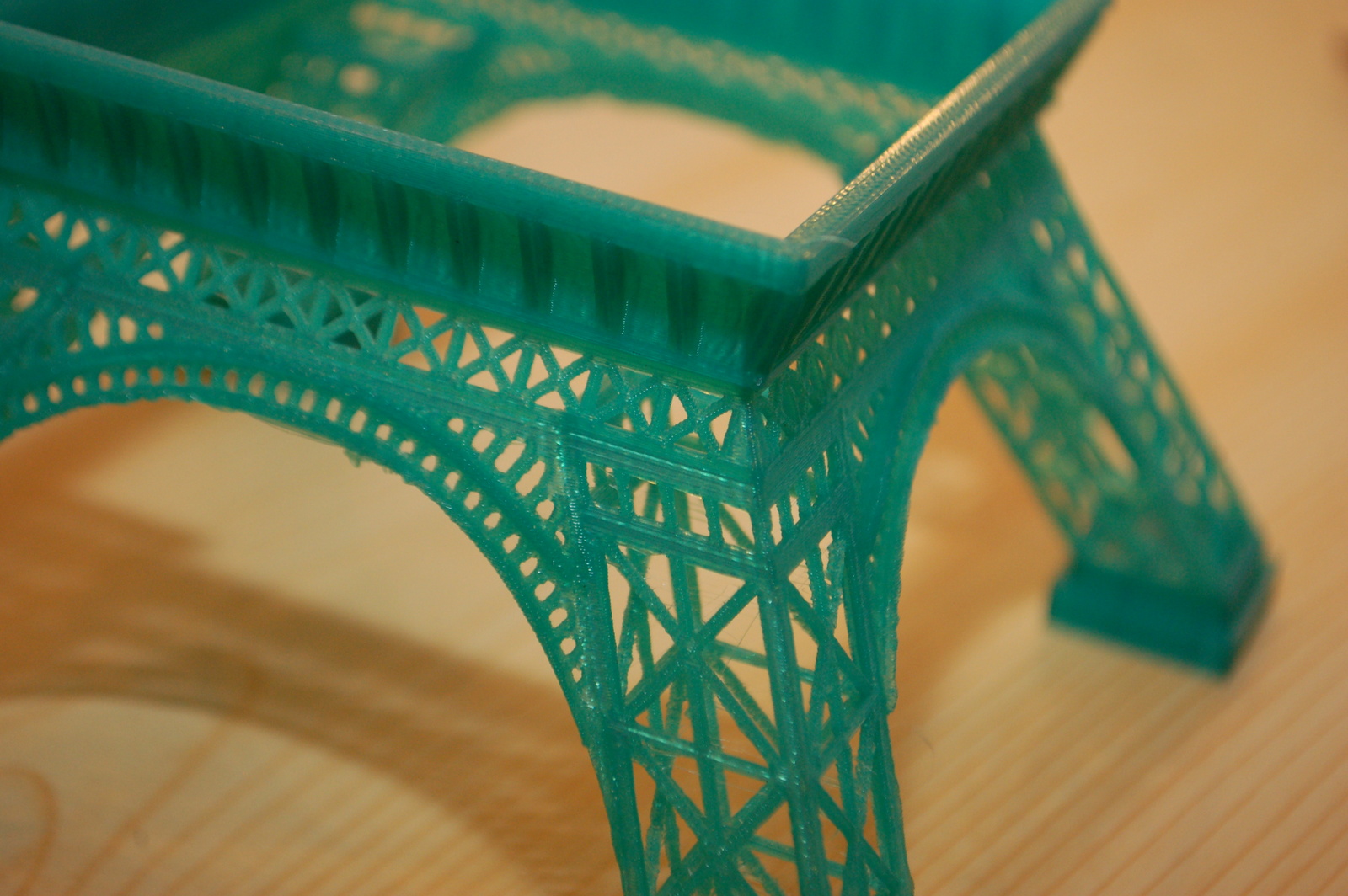
Látható a képen, hogy még a nagyon aprólékos rács részeket is milyen szépen nyomtatta a nyomtató, még én is meglepődtem rajta. Persze nem a legnagyobb sebességgel, hanem 50 mm/sec-es sebességgel nyomtattam, hogy az apró rácsoknál is szép legyen a nyomtatás.
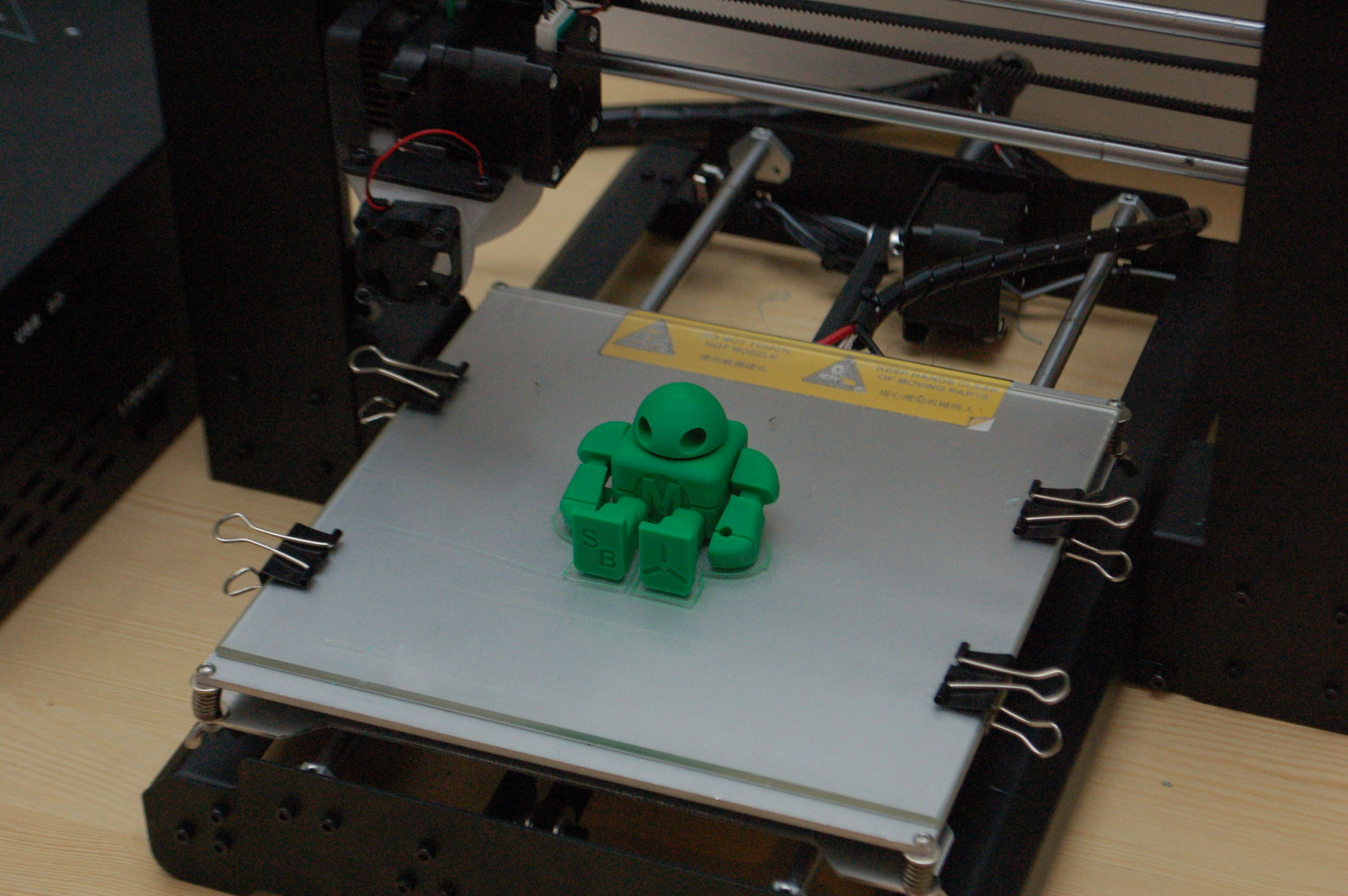
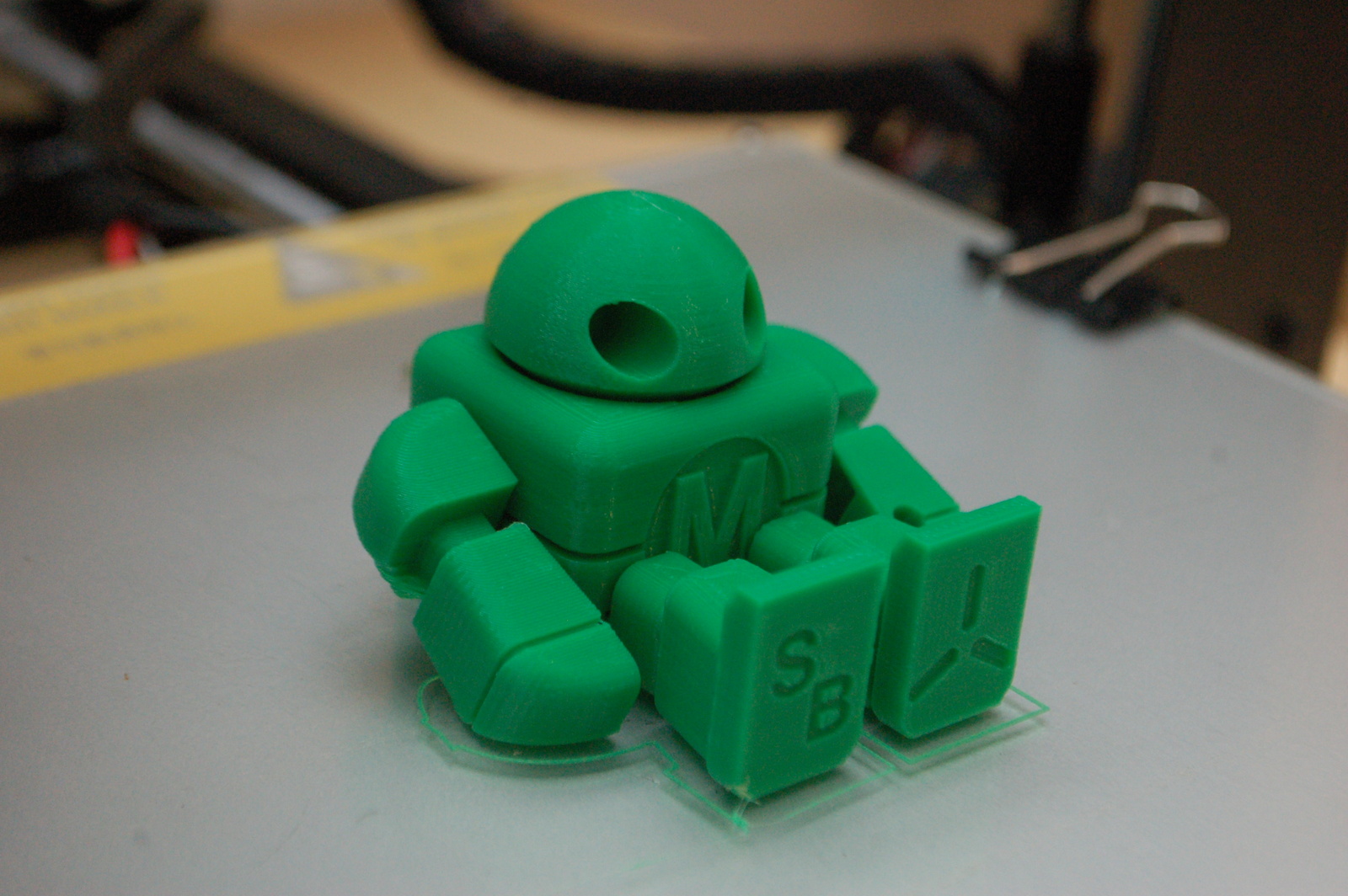
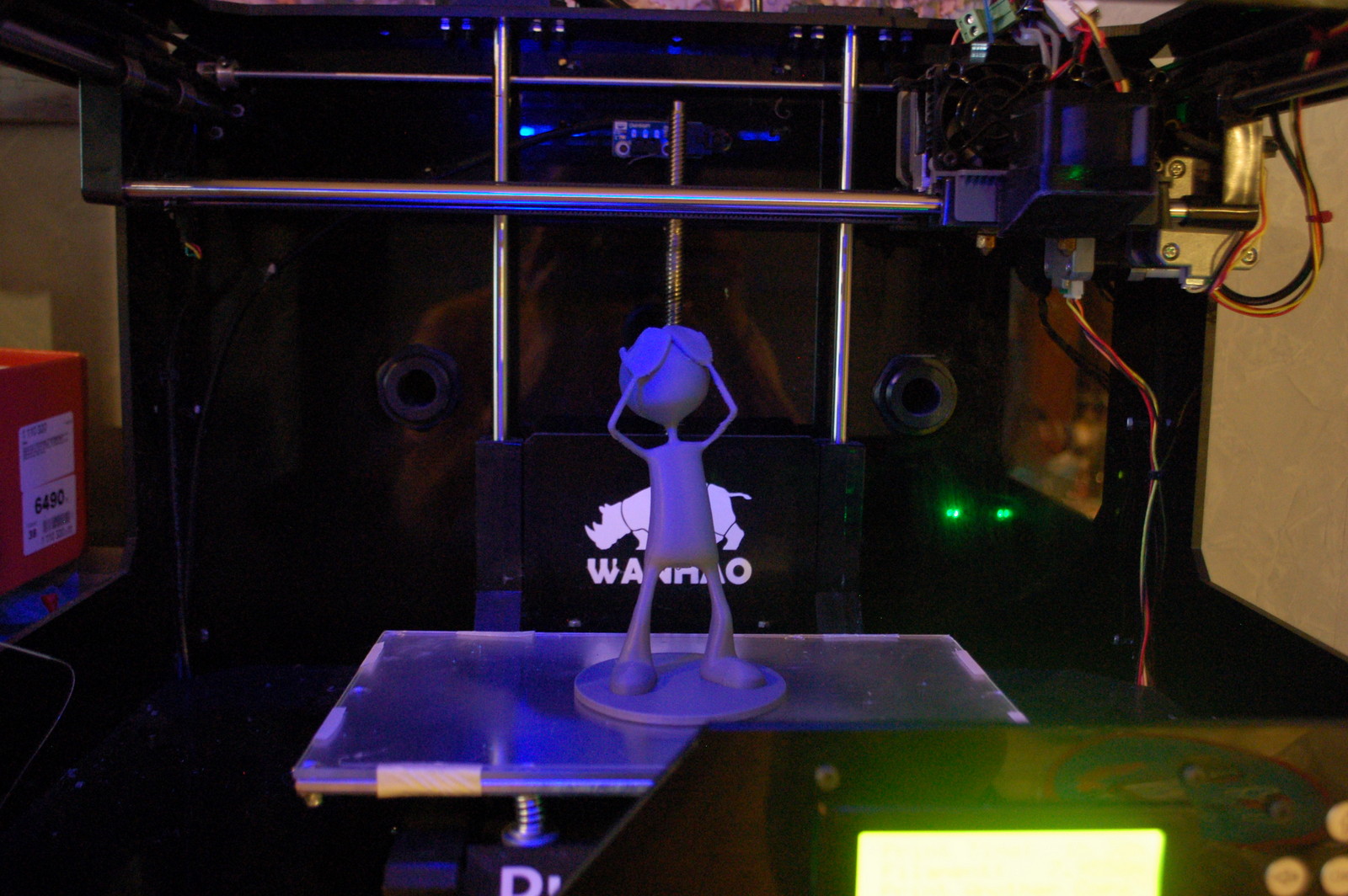
Mr. Sub egy nonfiguratív figura, modell. Ami meglepő benne, hogy annak ellenére, hogy milyen vékony részek vannak benne (kéz, nyak), egész jól nyomtatható bármilyen alátámasztás nélkül.
PLA-val nyomtatva, 0.2mm-en, 60mm-secen (nem akartam, hogy a vékony részeknél, főleg a kéznél a gyors mozgás valamit elmozdítson).
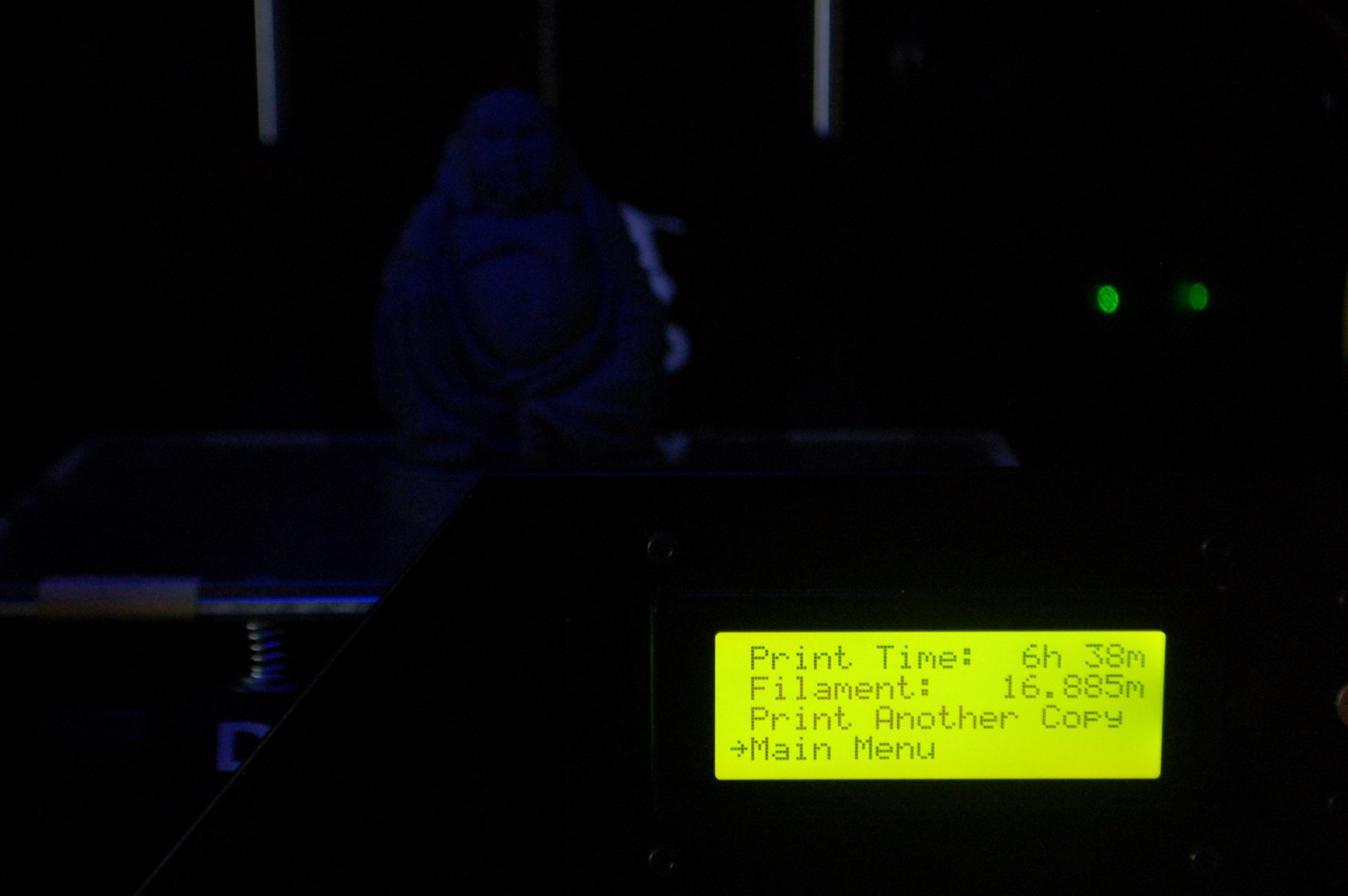
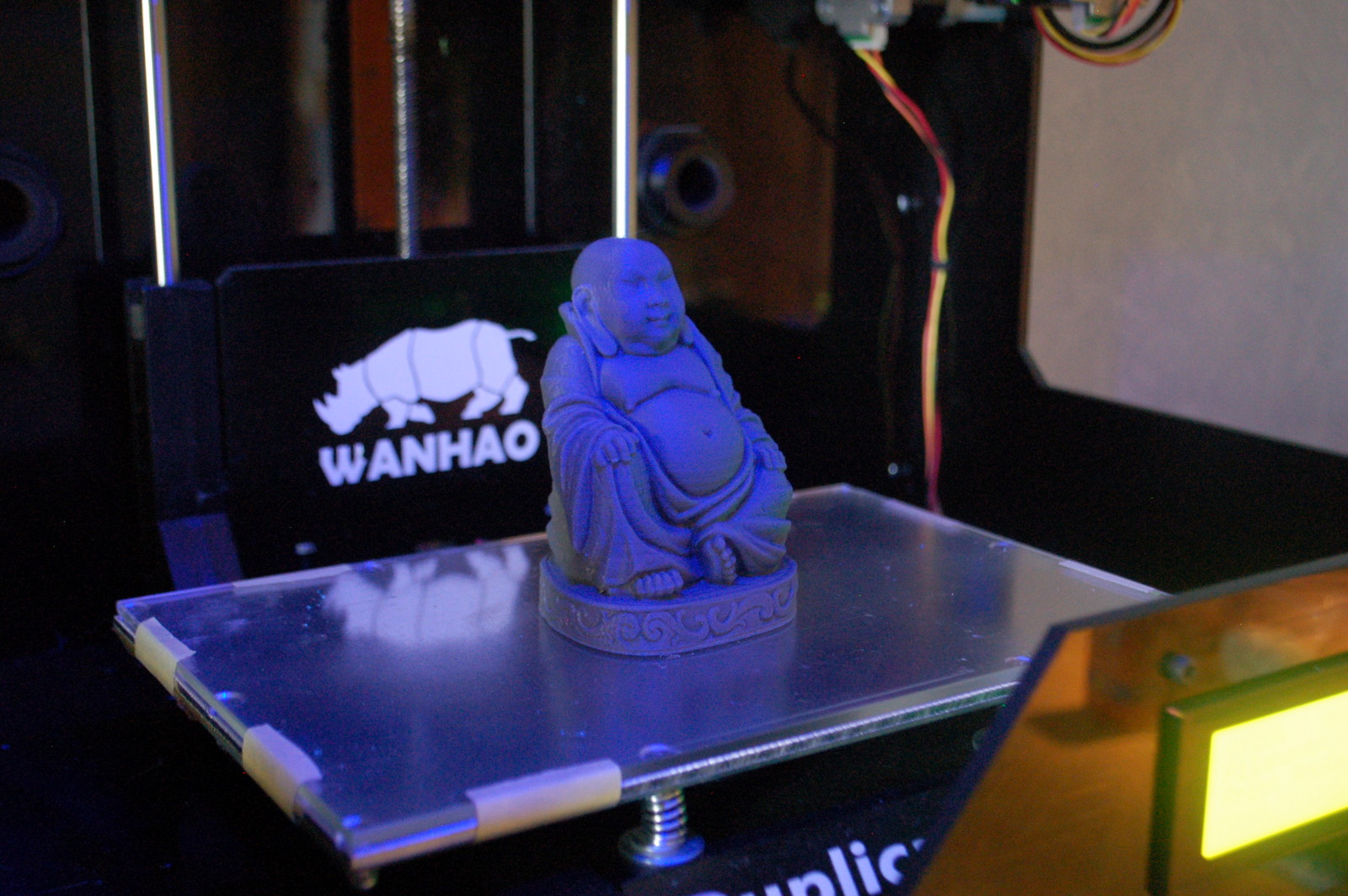
Nevető buddha szobor, 0.1mm-es rétegvastagsággal nyomtatva. Több, mint 6 és fél óráig tartott a nyomtatás, de nagyon szép lett az eredmény! Bár lehet, hogy 0.2mm-el is jó lett volna, csak már régen nyomtattam 0.1mm-es rétegvastagsággal.
+ Tipp: nyáron mivel meleg van, több hűtés is kell, ezért a PLA ventit egy nagyobb feszültségű adapterre kötöttem.
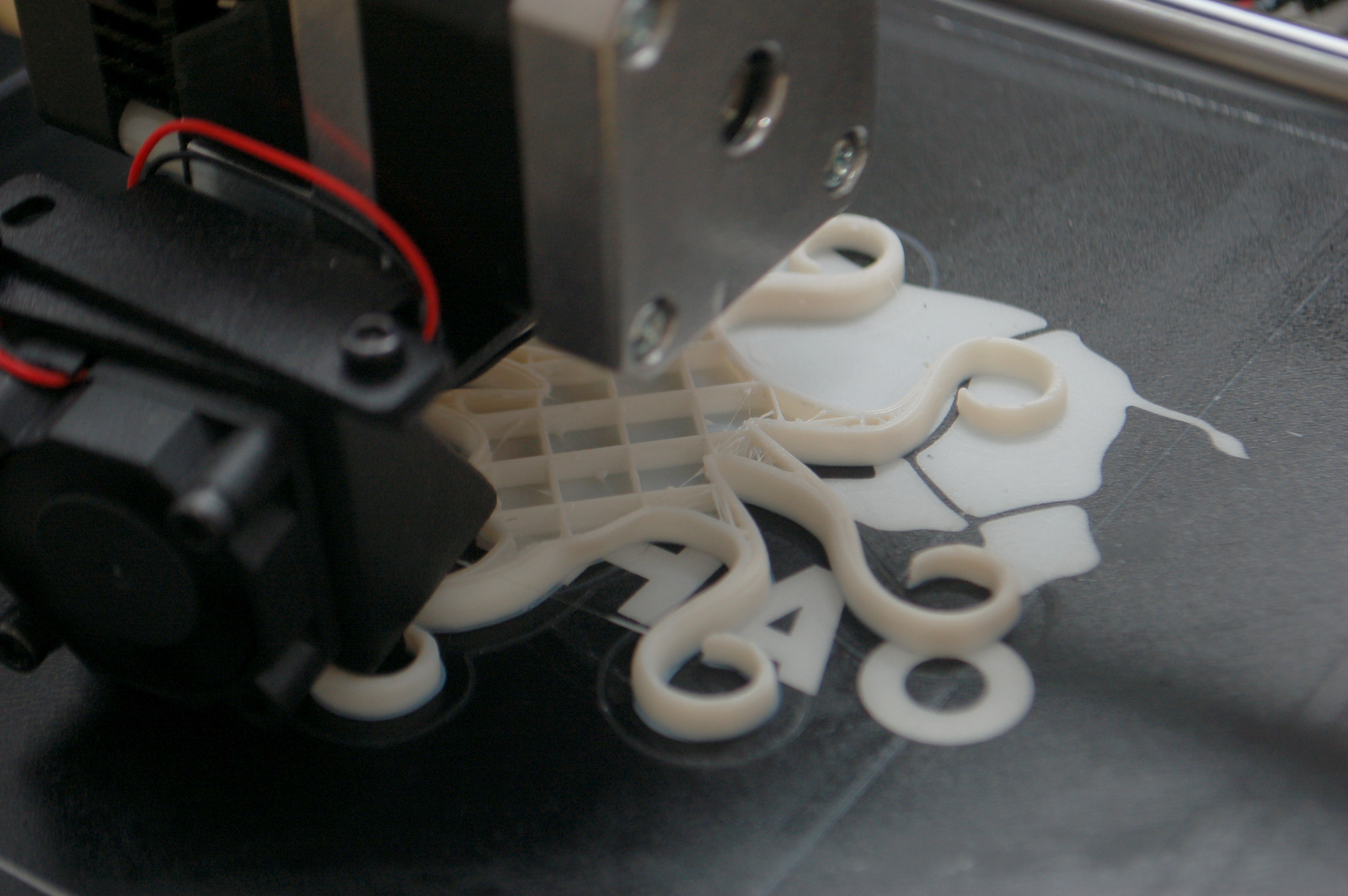
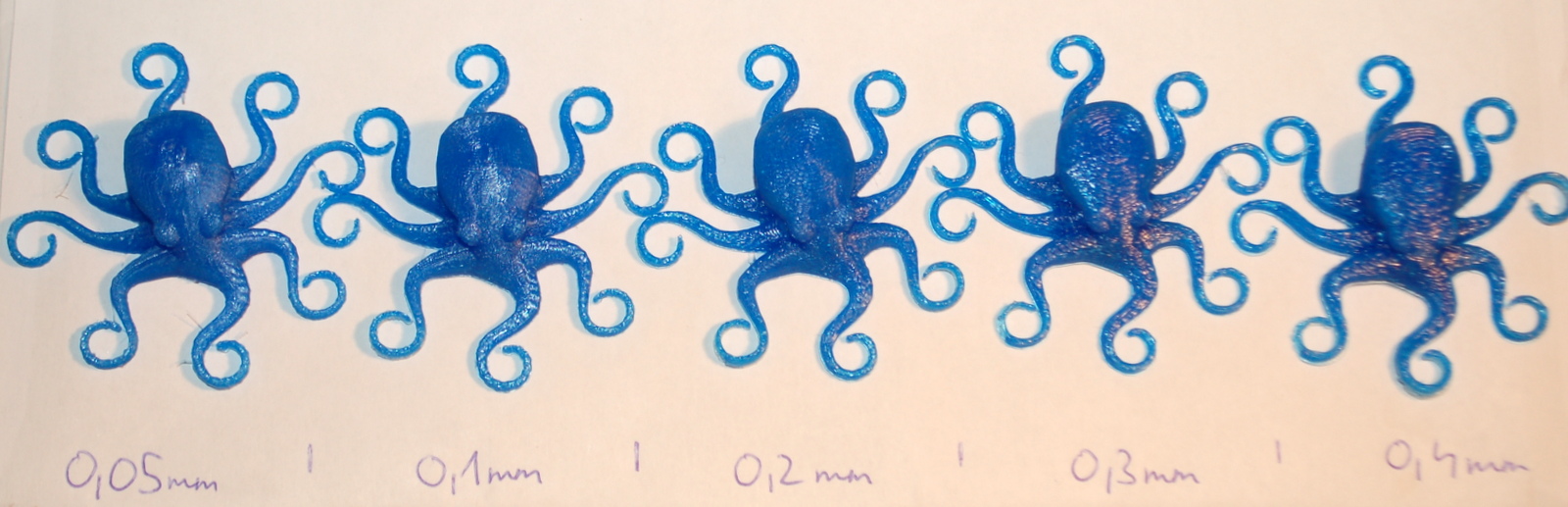
A terveim között szerepelt egy összehasonlító teszt készítése, amivel szemléltetni tudom a különböző rétegvastagság közötti különbségeket. Most elkészült! A fenti képeken látható polipot kinyomtattam 0.4mm (maximális), 0.3mm, 0.2mm, 0.1mm és 0.05mm rétegvastagsággal. Jól láthatók a különbségek. Illetve bár már erről volt szó, azért itt is megjegyezném azt a tényszerűséget, hogy ugyanazon sebesség mellett is a 0.05mm-es és a 0.4mm-es rétegvastagság között 8x-os a különbség, tehát 8x olyan sokáig tart a legaprólékosabb nyomtatás. Anyagot ugyanannyit használ természetesen mindkettő esetben a nyomtató, de az idő is számít. Szerintem a 0.2mm a jó kompromisszum minőség vs. idő tekintetében, de az olvasóra bízom a végleges ítéletet.
Továbbá még azt is meg kell jegyezni, hogy a 0.05 vagy 0.1 mm-es nyomtatáshoz jól tapadó és jól szintezett tárgyasztal szükséges.
Azt kell, hogy mondjam, hogy meg vagyok elégedve az eredménnyel: nagyon szépen kijöttek az egyes rudak, és a retraction (szálvisszahúzás) is jól teszi a dolgát, mert csak nagyon minimálisan "szöszösödik" az egyes részeknél. Persze a nyomtatást kicsit alacsonyabb (50mm/sec) sebességen végeztem, de így is elég hamar megvolt ez a modell és az eredmény magáért beszél. Itt is alátámasztás nélkül tudta a nyomtató ezt a tárgyat nyomtatni, minden probléma nélkül...
Be kell vallanom, ettől a kísérlettől egy kicsit tartottam. No nem amiatt, hogy azt hittem, a fenti képeken látható tárgyat nem lehet kinyomtatni a nyomtatóval, inkább attól, hogy egy hosszas paraméter finomhangolás és kísérletezést követően jutok el a tökéletes eredményig. Örömmel jelenthetem (huh), hogy bizony a Makerware alapértelmezés szerinti beállításait és némi józan paraszti észt csatasorba állítva már a harmadik próbálkozásomat teljes siker koronázta...
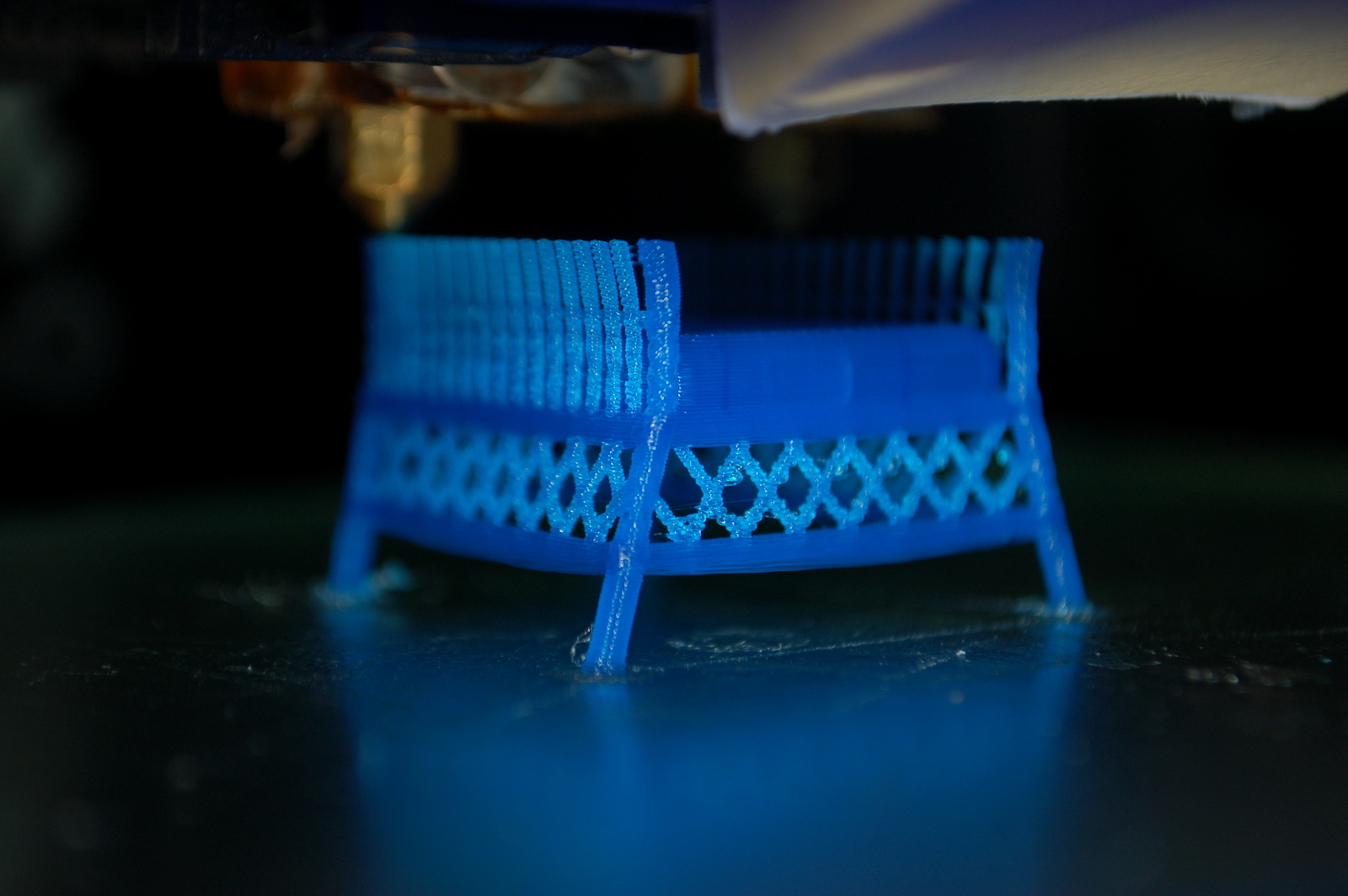
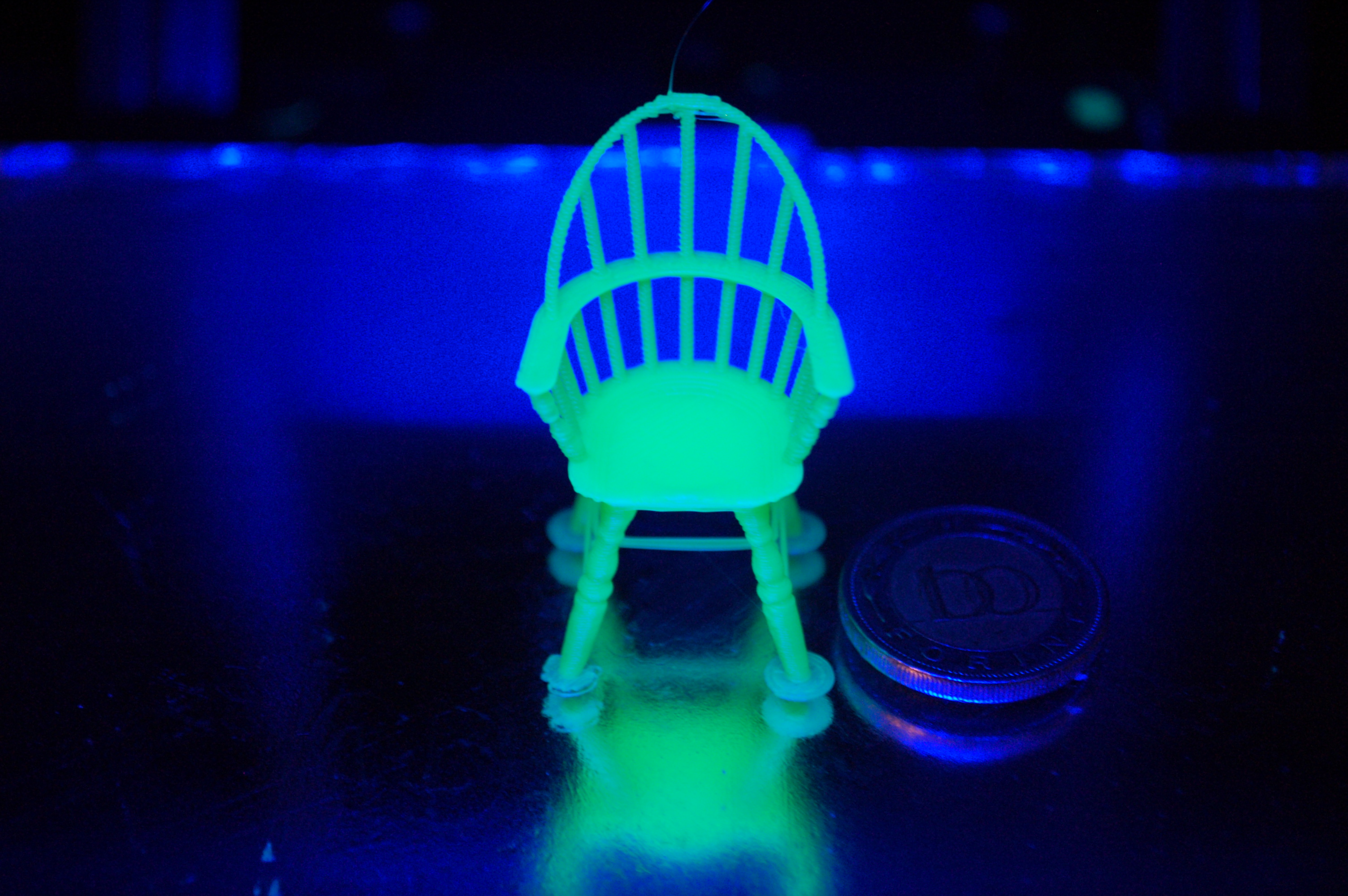
Ennyi bevezető után egy kicsit bővebben arról, hogy mi is ennek a bejegyzésnek a témája: apró miniatűr nyomtatása, sok részlettel és vékony részekkel. A thingivers-en van egy PrettySmallThings nevű felhasználó, akinek mint a neve is mutatja, apró dolgokat tesz közzé. Itt megtaláljuk az összes általa feltöltött modellt: http://www.thingiverse.com/PrettySmallThings/designs/. Én ezek közül az 1:24 méretarányú Windsor székeket választottam, mert szerintem ez már elég jól demonstrálja, mire is képes a nyomtató (egy jól megtervezett modell esetén).
Ezt a széket választottam a 3 közül, mert ez tűnt a legbonyolultabbnak:
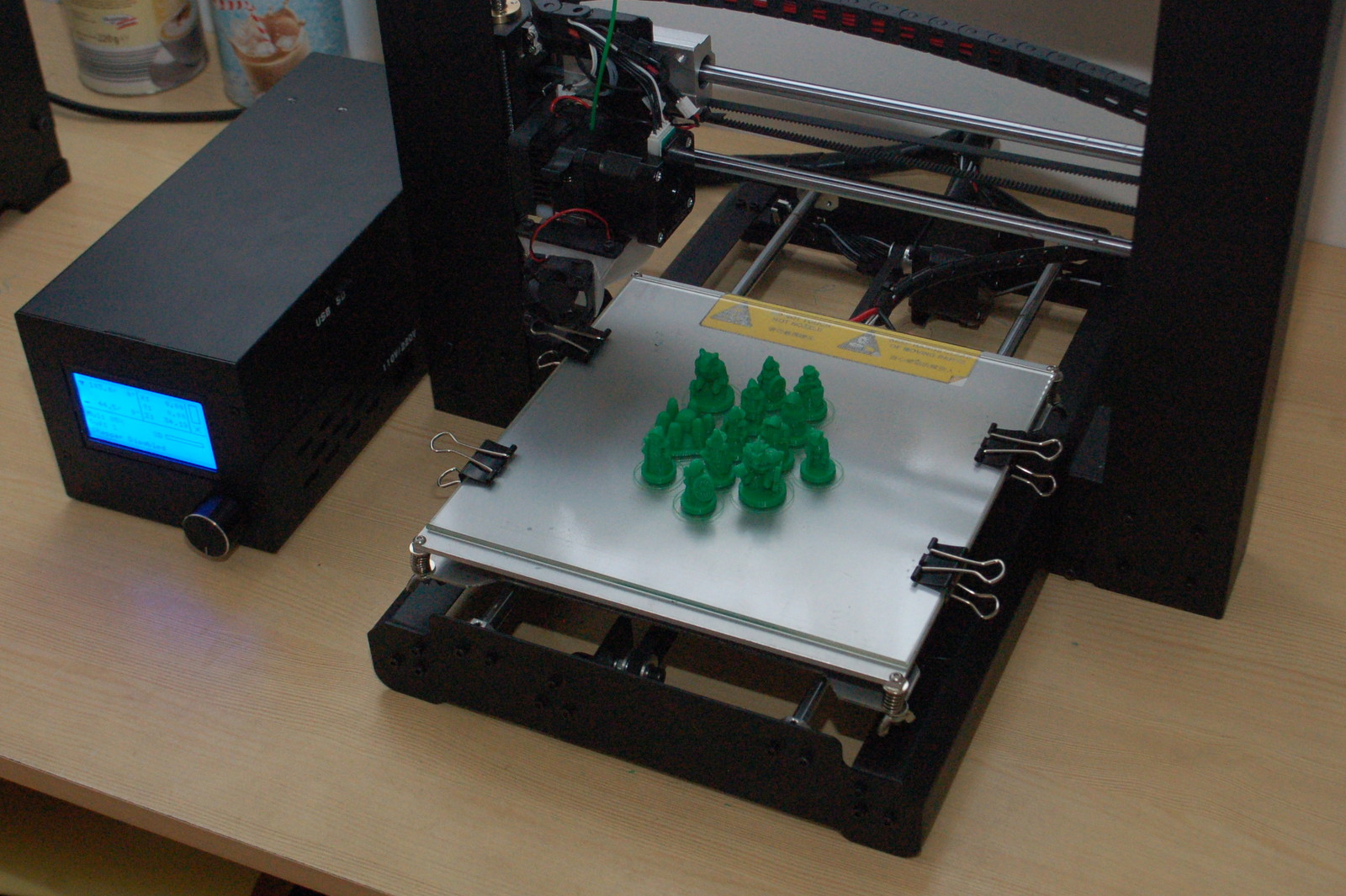
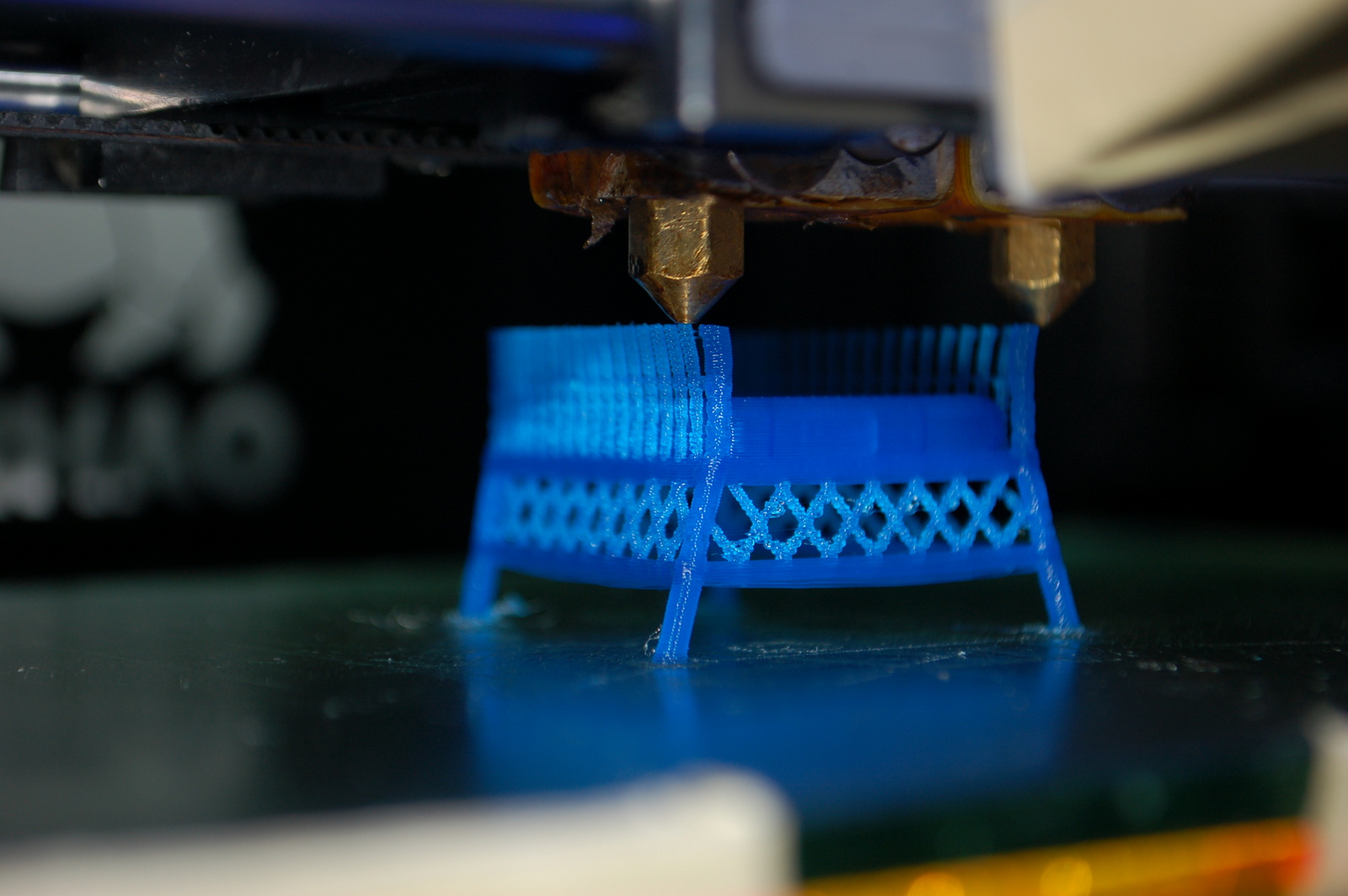
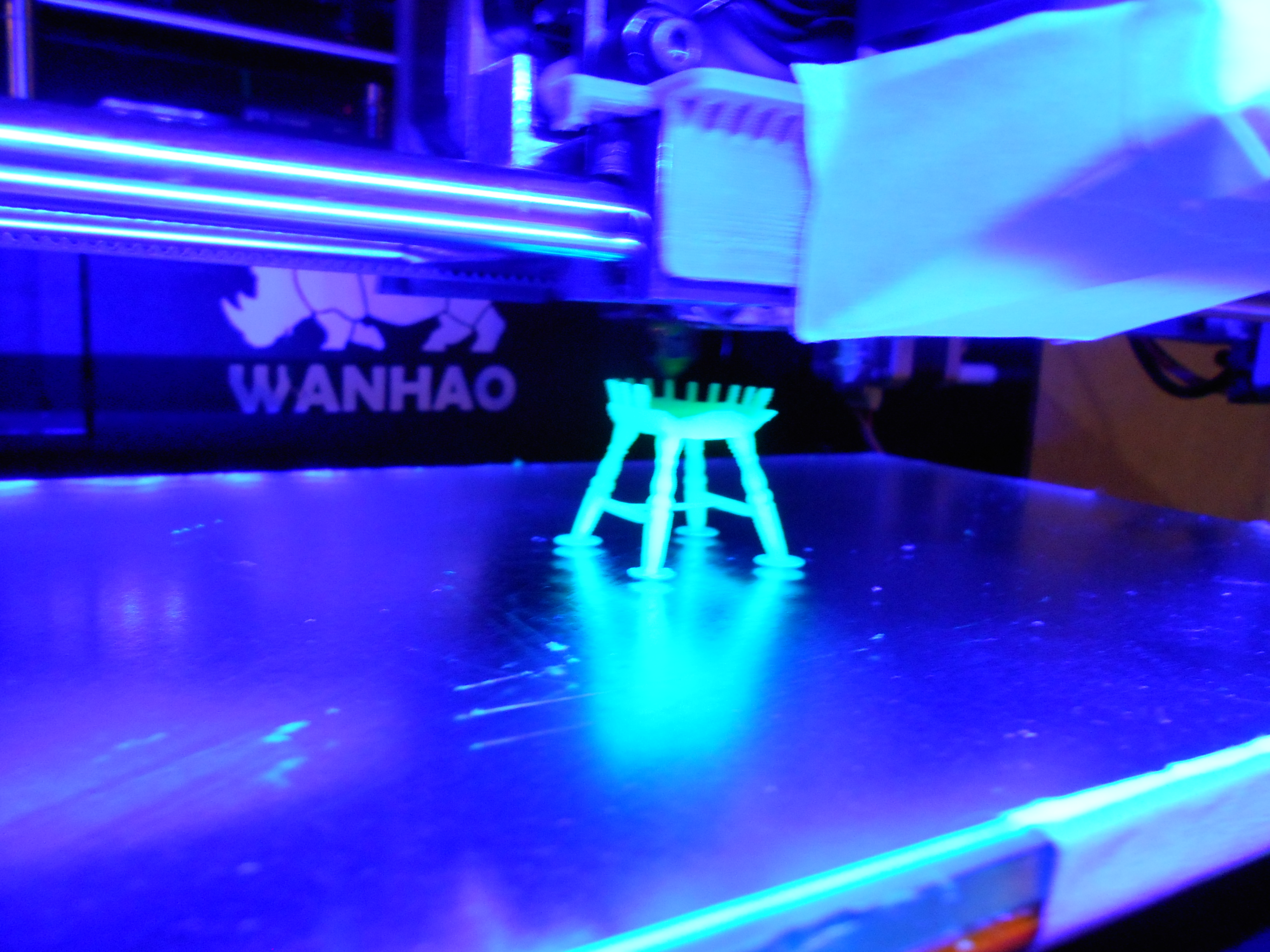
Látszik, milyen sok apró részlet van rajta, és mennyire vékonyak az egyes lábak / rácsok. Ezek nyomtatásához pontos nyomtatóra van szükség. Az első próba nem sikerült. Oka: a bal első láb elmozdult, és így nem lett szép az eredmény (lásd fenti galéria). Már az elején láttam, hogy az első korongot nem tökéletesen sík módon rakja le a nyomtató, de gondoltam, ez még nem lesz gond, mert elég sokáig "veszteg maradt" ez a láb. Tévedtem. Második esetben már jobb volt a helyzet, de ott meg az ülő résznél romlottak el a hidak (sok lelógó szál volt, nem volt tökéletes a híd). Oka: túl gyors sebesség. A harmadik kísérletet, lassabb sebességgel, és egy leheletnyi plusz hajlakk réteggel már siker koronázta: minden részletet tökéletesen kijött, semmi nem lóg le, stb... Ezeket a paramétereket használtam: zöld PLA, tárgyhűtő ventilátor (szerintem itt is fontos szerepe volt), 200 fokos extrúder, 60 fokos, hajlakkos tárgyasztal, 40mm/sec nyomtatási sebesség (80mm/sec mozgási). Rétegvastagságnak a készítő által javasolt 0.25mm-t használtam (a leírás szerint ezen a minőségen lettek optimalizálva a hidak és nincs rá garancia, hogy más rétegvastagságon is jól működnek). Ez az apró tárgy amúgy még ezen a sebességen is megvolt kb. 20 perc alatt.
Érdemes amúgy felhívni a figyelmet egy ötletes megoldásra, nevezetesen hogy a tervező már a modellbe illesztette, a lábak alá a jobb tapadást biztosító korongokat. Ez hasonló a már korábban ismertetett megoldással, amivel növelhetjük a tapadást, raft (alapháló) használata nélkül is. Ugye itt ezek a kis vékony lábak, ilyen korong nélkül alig érintkeznének a tárgyasztallal, így szinte biztosan, hogy elmozdulna a tárgy nagyon hamar, még nagyon jól kalibrált tárgyasztal szintezés és tökéletes tapadást biztosító felület esetén is.
A nyomtatásról videó (a végén "bakiparádé" jelleggel az eset, amikor elmozdul a szék egyik lába, és ez persze utána már semmi jóra nem vezetett):
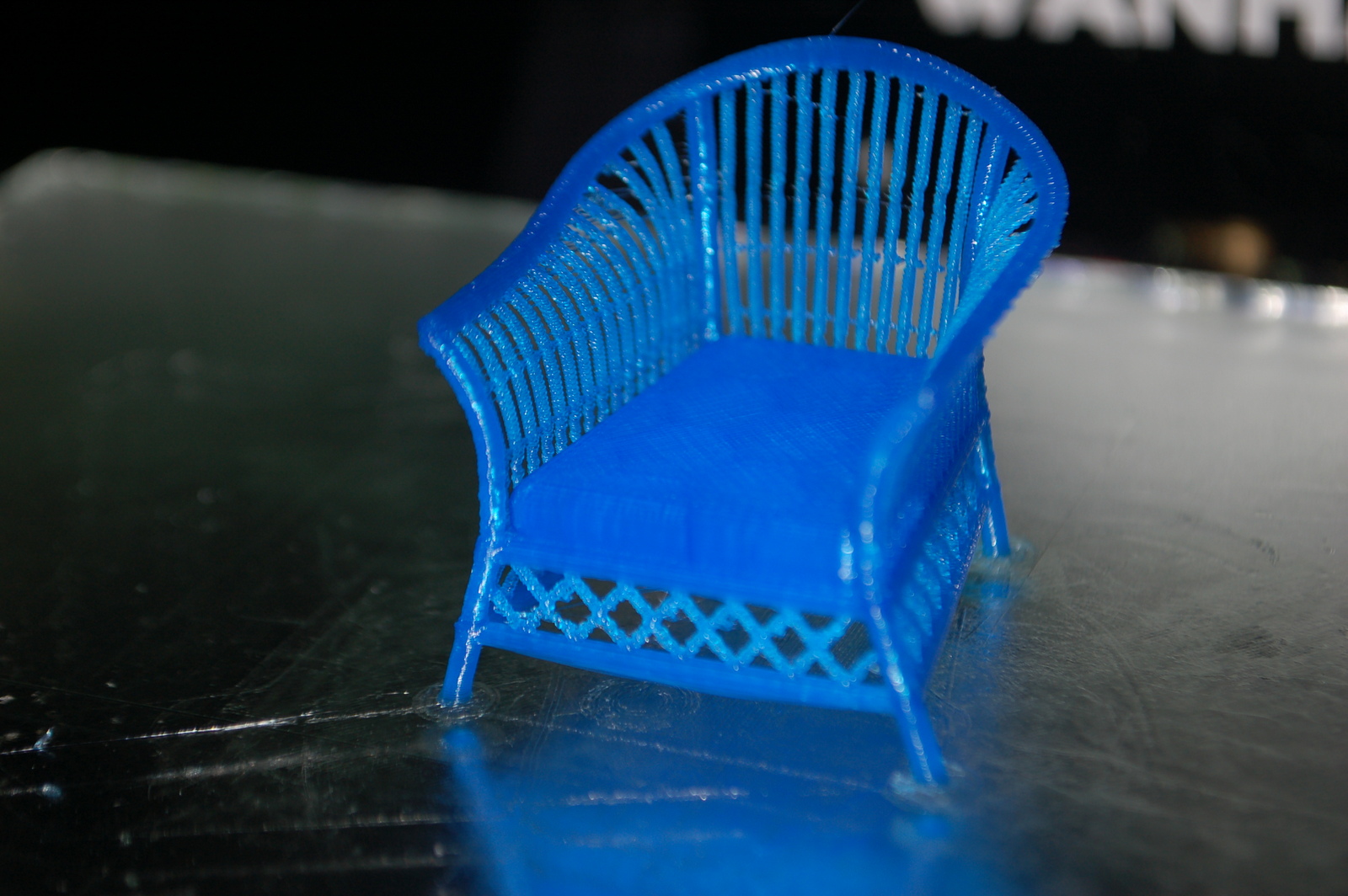
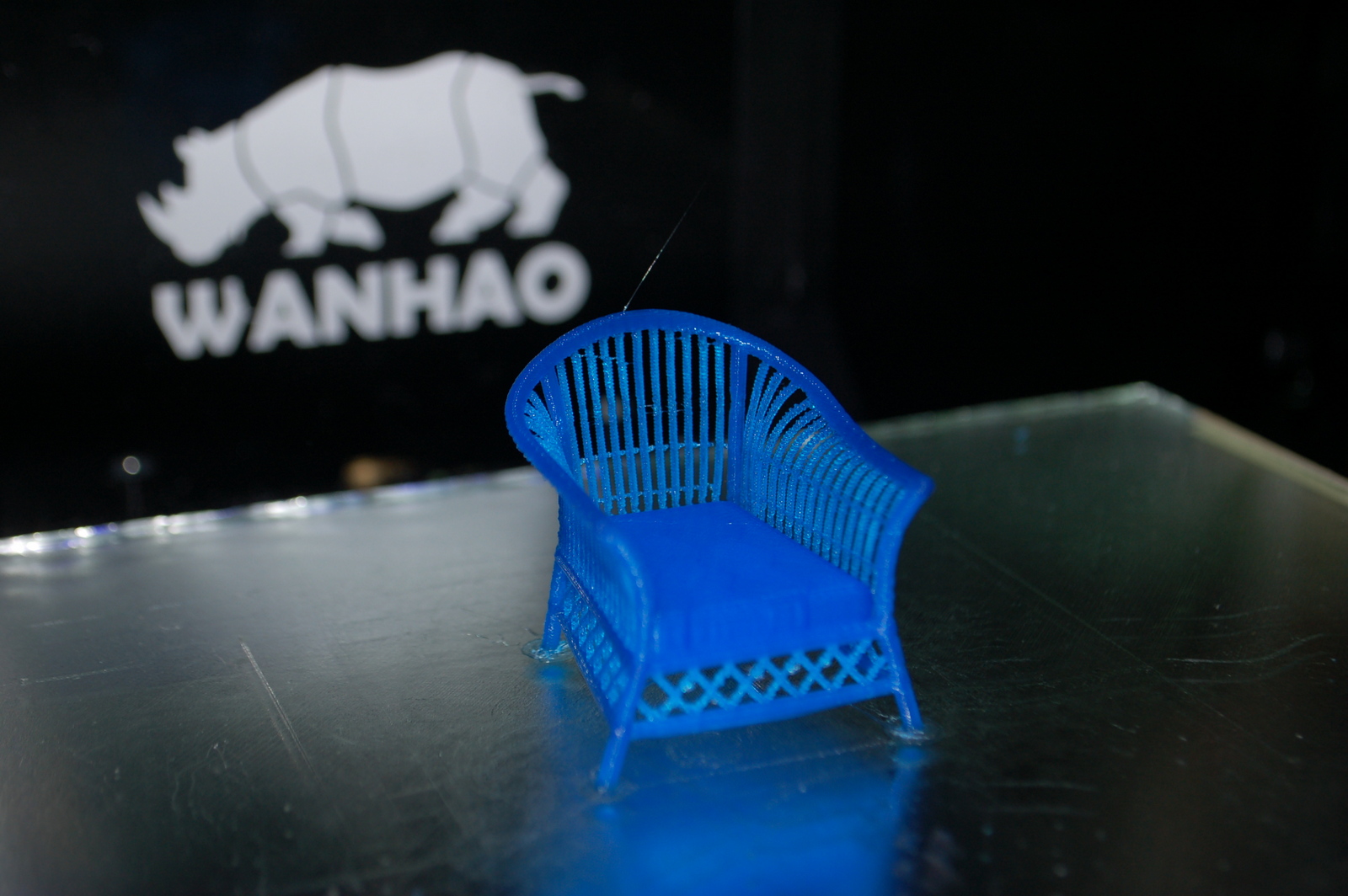
Összességében el lehet mondani, hogy a nyomtató számottevő finomhangolás nélkül is képes ilyen jellegű modelleket (ilyen vékony részleteket) minden további nélkül kinyomtatni, ha betartunk néhány egyszerű szabályt.
A tisztesség kedvéért viszont meg kell jegyeznem, hogy ez a modell, amit kiválasztattam, egy olyan tervező által lett elkészítve, aki nagyon jól tisztában van a 3D nyomtatás szabályaival és eleve ezeket figyelembe véve tervezte meg a tárgyat (pl. ennek is köszönhető, hogy ez a tárgy nem igényel alátámasztást (support-ot)). Egy későbbi bejegyzésben néhány ilyen modellezési "szabályt" illetve szempontot fel szeretnénk sorolni, de ez megint csak egy olyan téma, ami gyakorlattal és próbálgatással sajátítható el legjobban.
A másik fontos dolog, hogy az ilyen apró / vékony részleteket a legjobban PLA-val + PLA hűtő ventilátorral lehet legszebben nyomtatni.