3D nyomtatás tippek és trükkök
3D nyomtatás blog



Piros elefánt



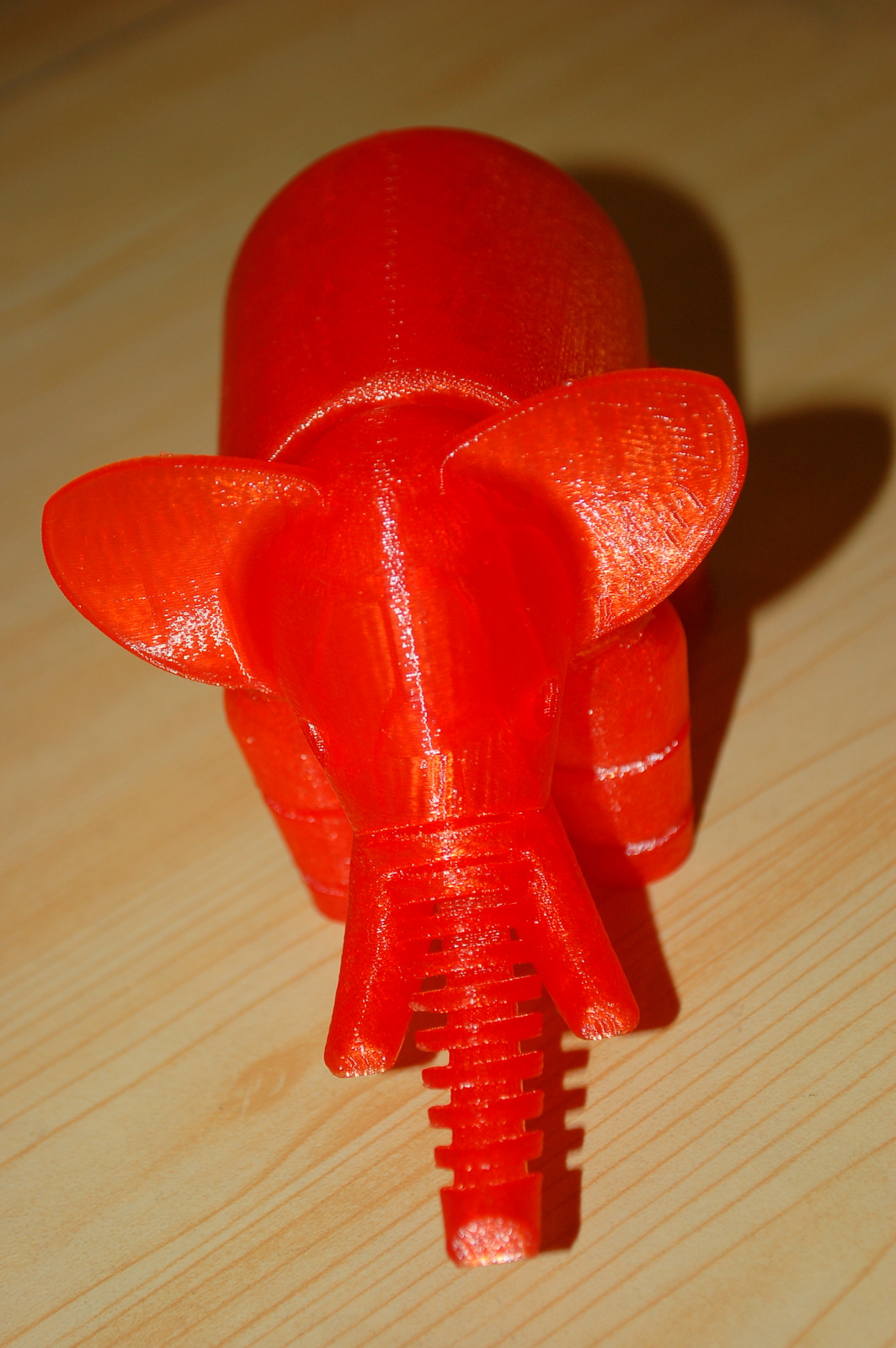


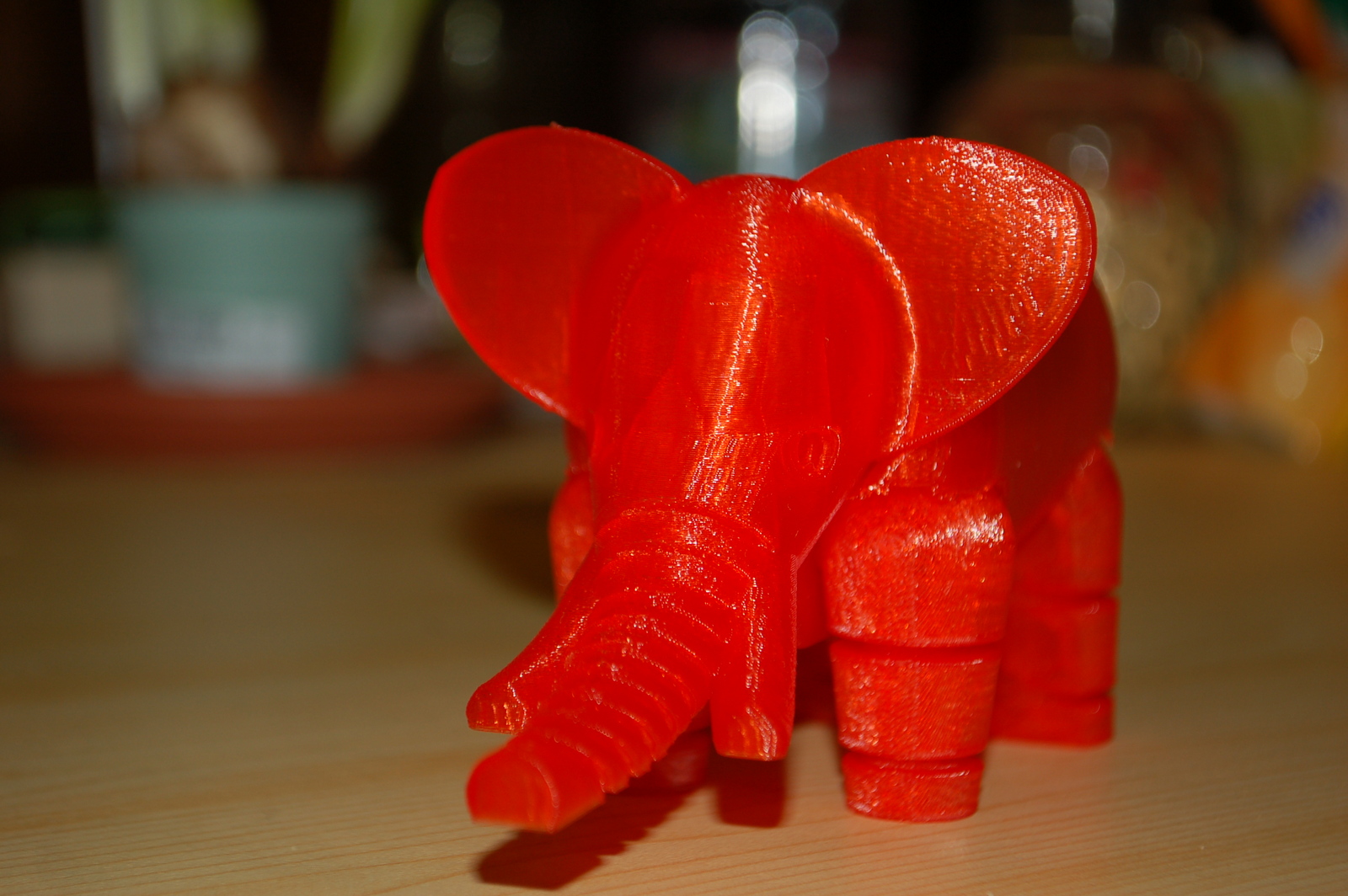
Piros áttetsző PLA elefánt modell. Elég sokáig tartott, 0.2mm-es rétegvastagsággal, de szerintem jópofa lett. A lábait lehet mozgatni és a fejét is egy kicsit. Szerintem dísznek sem utolsó. Persze lehet, hogy nem a piros a legrealisztikusabb szín, de megtetszett a thingiverse-en ez a változat. Elég jól tapadt az alja, de azért egy kicsit előtte rá is fújtam egy vékony plusz réteg hajlakkot, biztos, ami biztos.
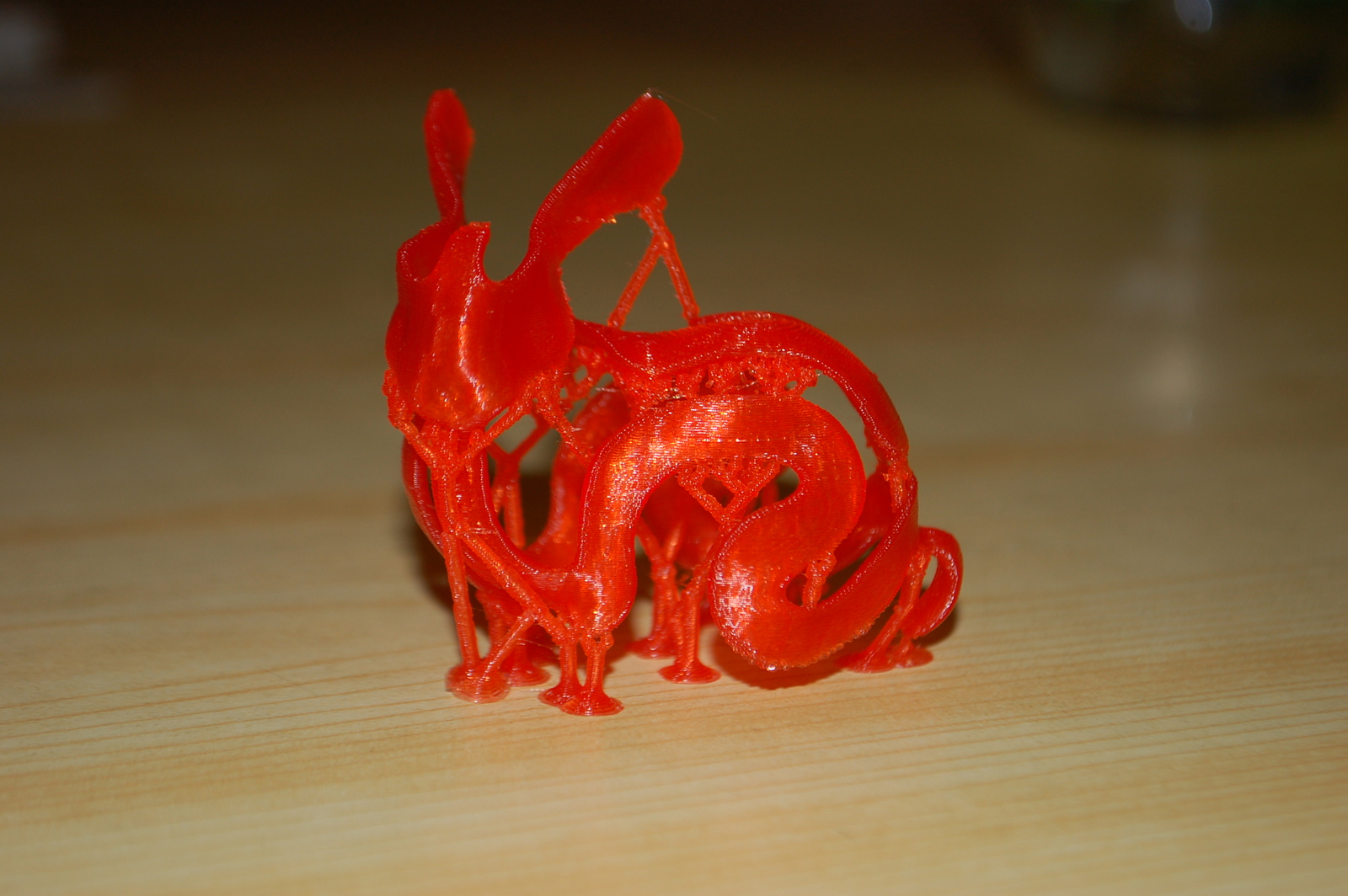
A 0 fejű sárkány
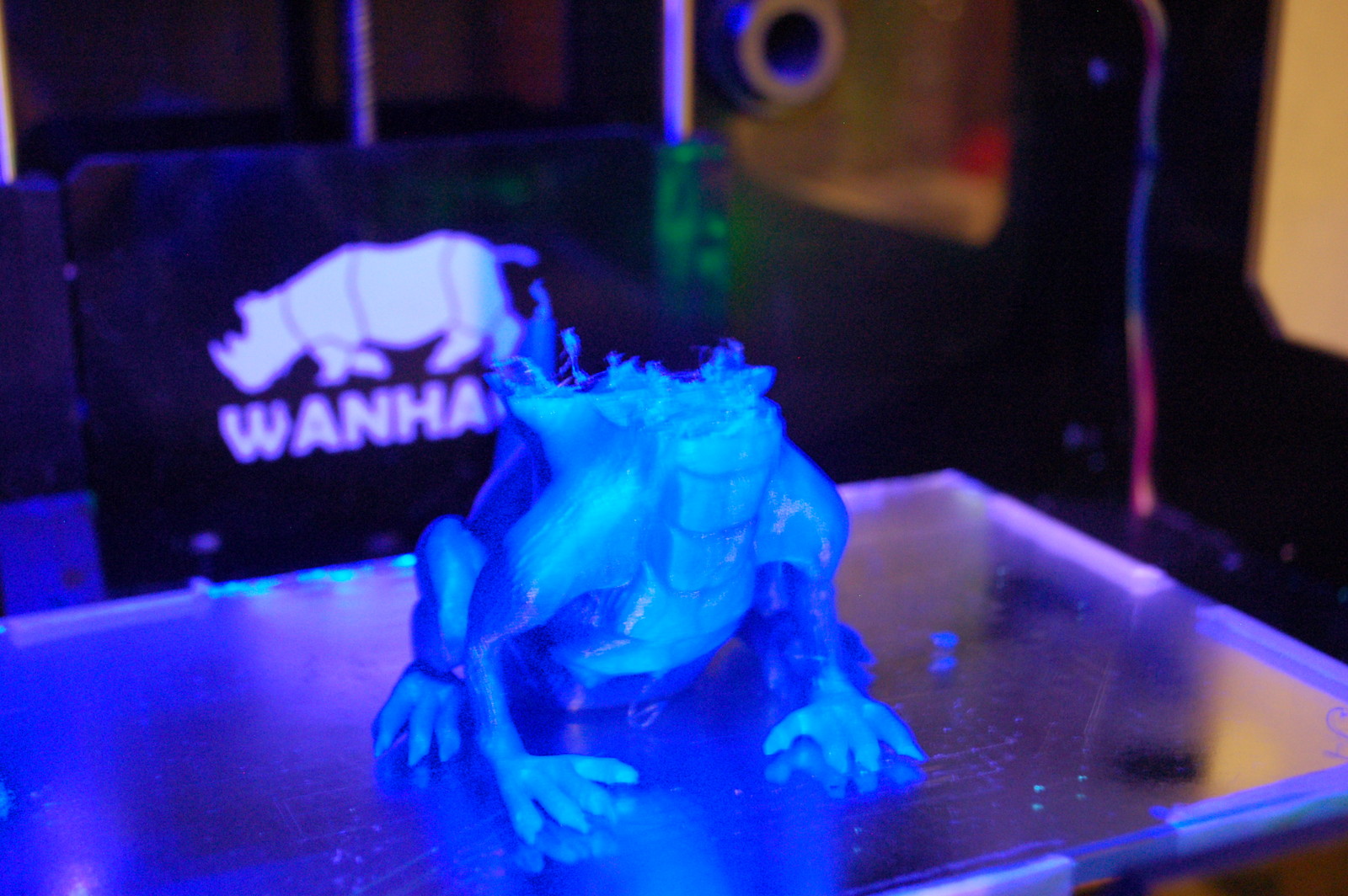
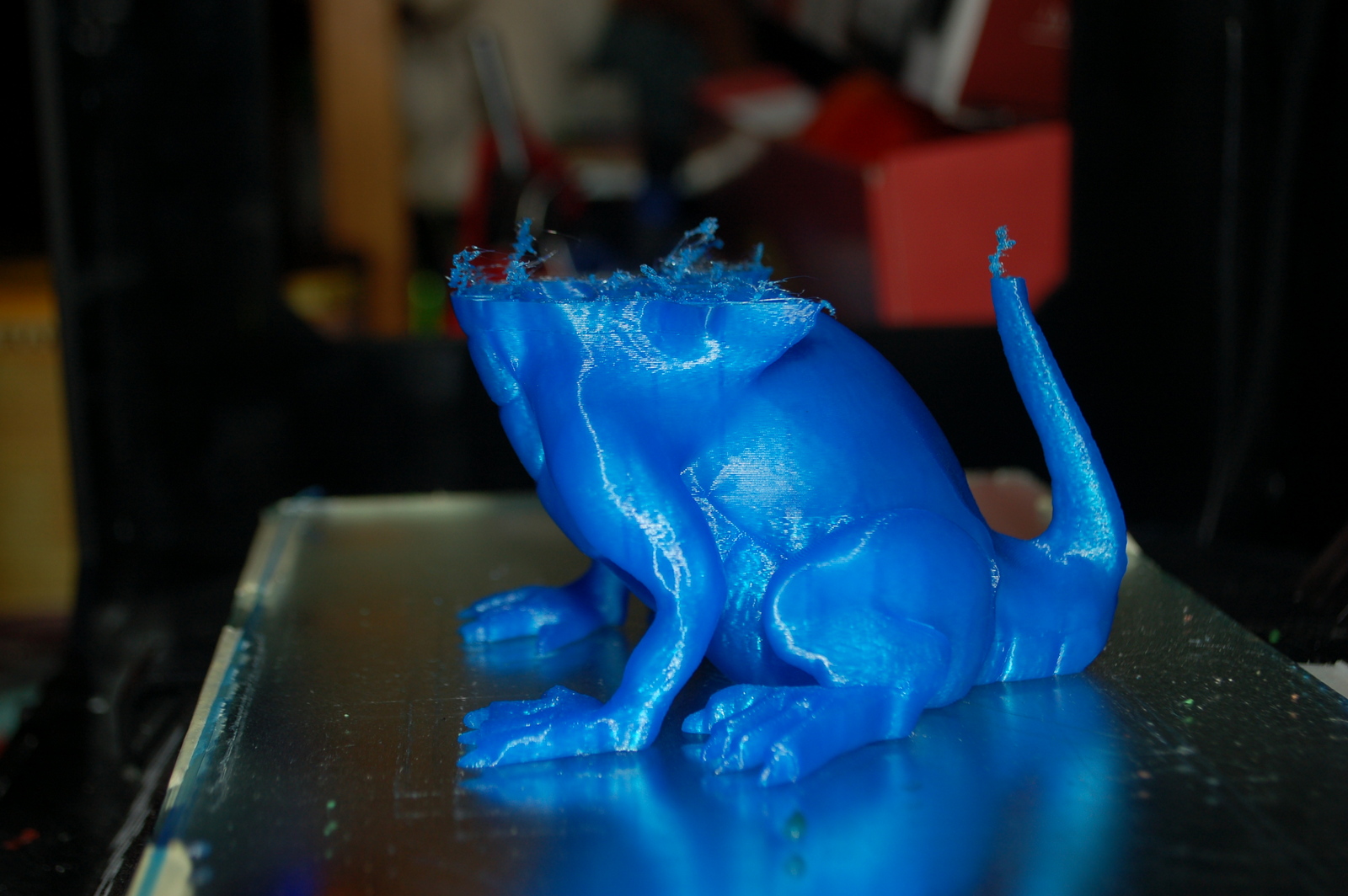


Hogy ne érje szó a ház elejét és ne vádoljanak minket azzal, hogy csak a sikeres nyomtatásokról számolunk be. A hibákból is lehet tanulni, és szerencsére, ez esetben elég egyértelmű mi okozta a hibát. Ha megnézzük a fenti képeket, láthatjuk, hogy szegény sárkány feje hiányzik, mintha a mesebeli lovag már eltávolította volna. Pedig nem utólag "veszítette el a fejét": sajnos ebben az esetben arról volt szó, hogy a használt szál spulni egy korábbi eltávolításnál "fellazult", leugrott a tekercsről. Ilyen esetben sokszor már csak idő kérdése, hogy összegubancolódjon a szál és elakadjon a száltovábbítás. Itt a 2/3-a környékén fordult elő ez a sajnálatos eset, és mivel nem voltam a nyomtató közelében, nem is tudtam mit tenni. Olyan sok mindent amúgy sem lehetett volna, esetleg annyit, hogy sokszor hanghatás követi az összegubancolást és akkor még van némi esély a csomó megszüntetésére.
Tanulság: óvatosan cseréljük a száltekercset és minden esetben rögzítsük a nem használt szálon a véget valamivel, hogy nem maradjon szabadon.
Egy vödör majom
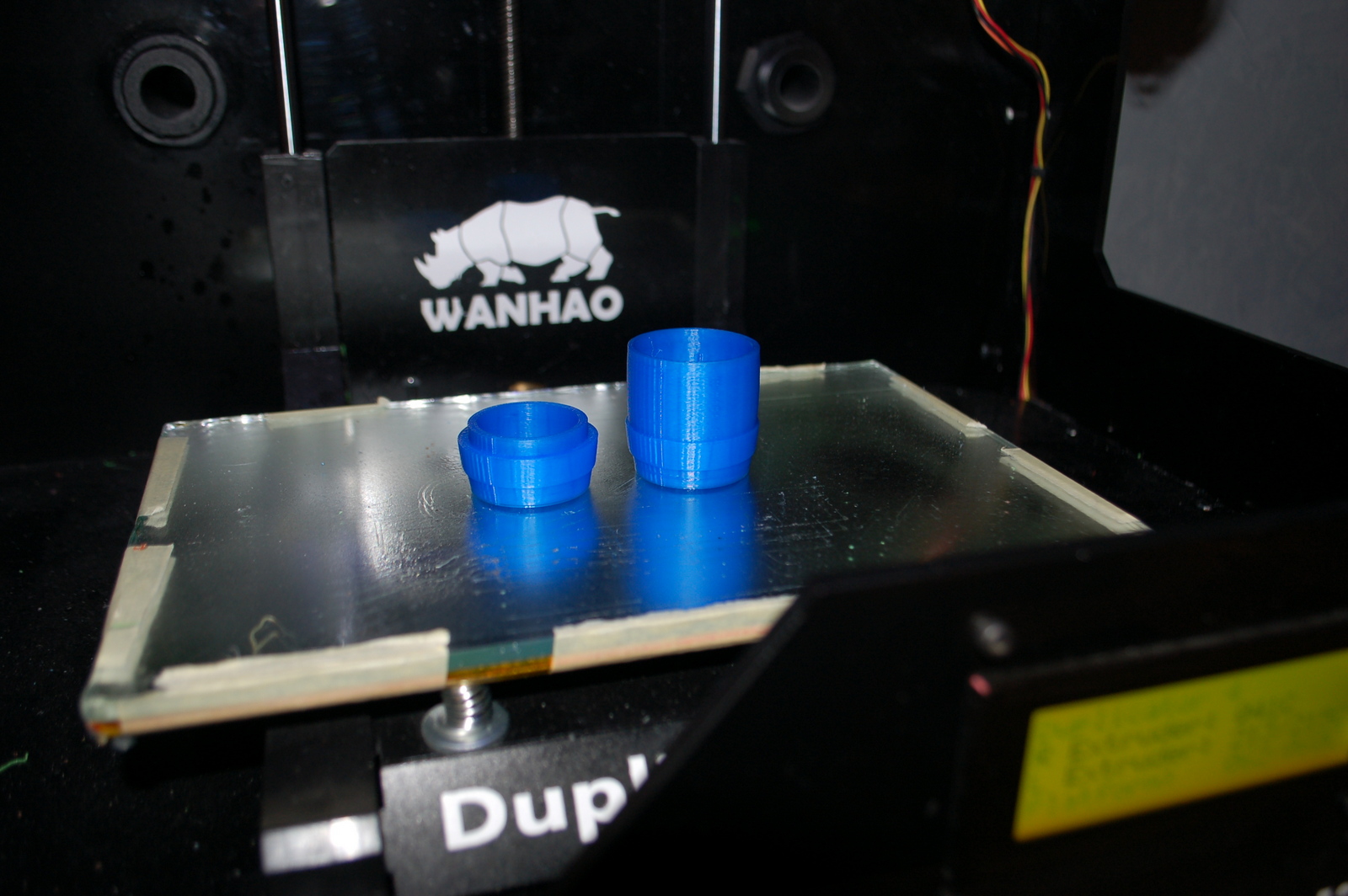
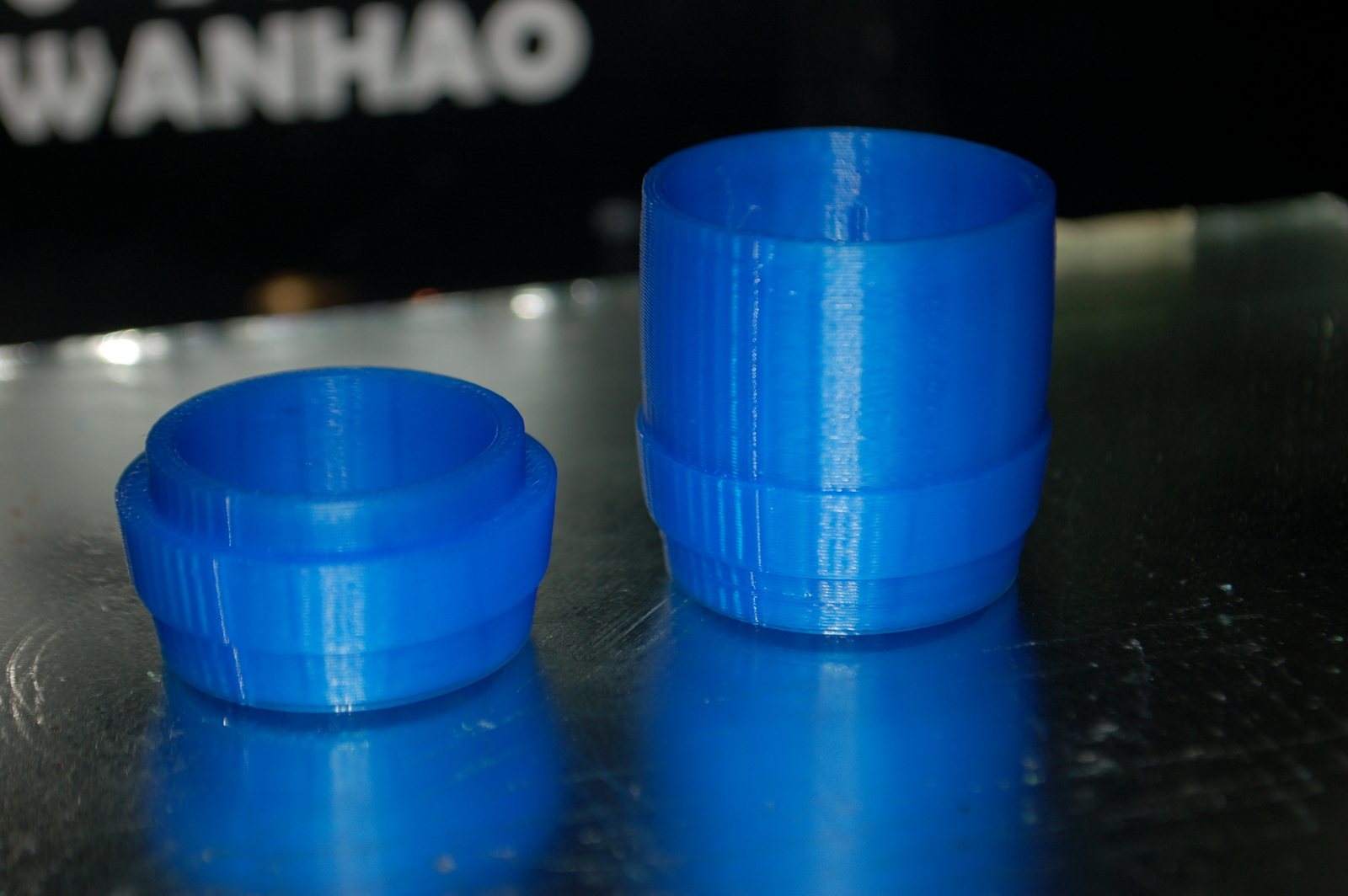



Egy vödör majom: se több, se kevesebb. :) Két részletben, kék és piros PLA. Jó kis játék. Az eredeti egy Hasbro játék: http://en.wikipedia.org/wiki/Barrel_of_Monkeys_%28game%29
A majmoknál az elején figyeltem, hogy jól tapad-e mindegyik széle, szerencsére nem volt gond.
Tolltartó mackó
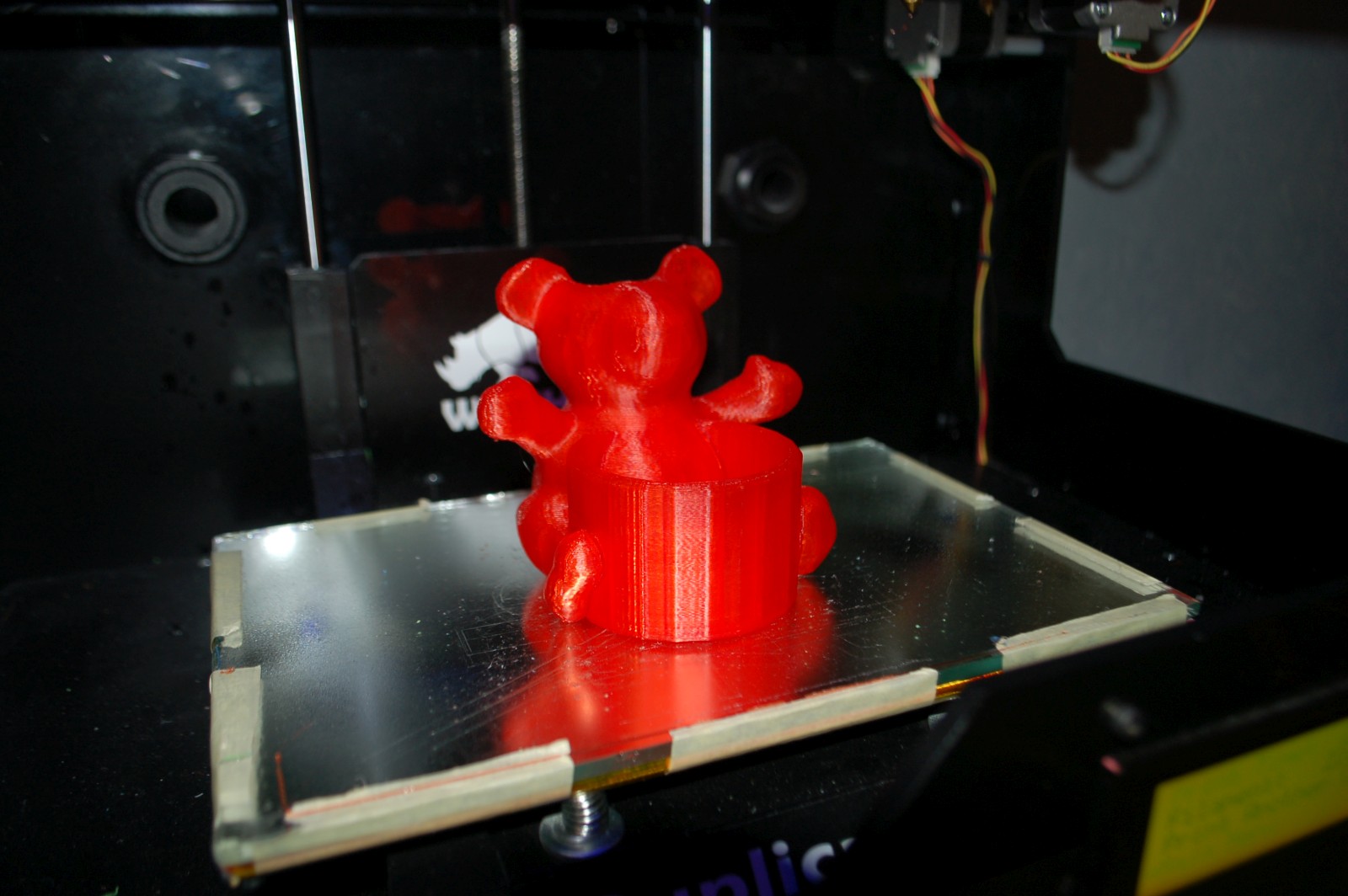
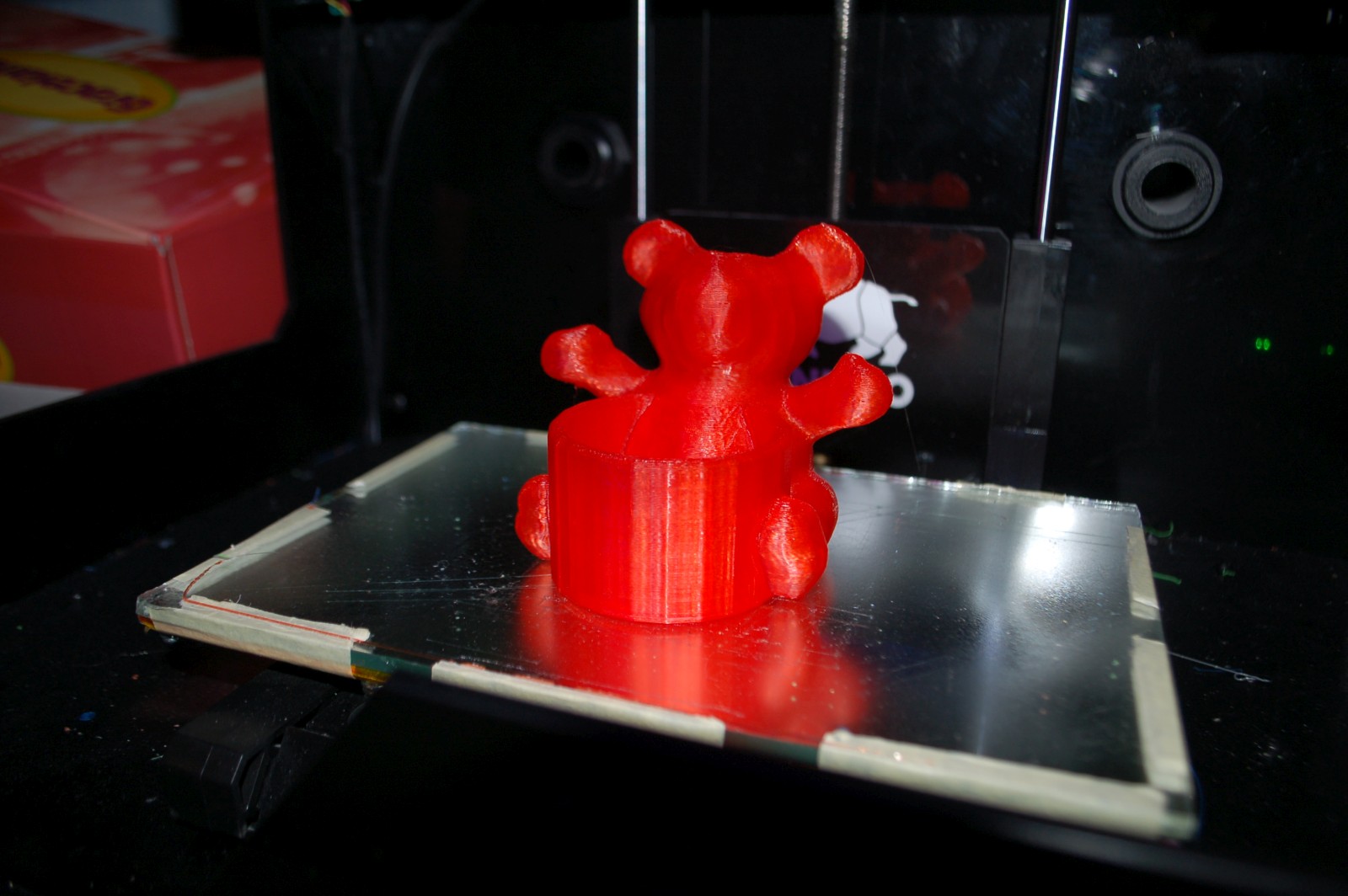



Piros tolltartó mackó. Ami még jól látható, hogy alátámasztás nélkül is szépen sikerült a fülrészt nyomtatni. Piros áttetsző PLA, 80mm/sec. Lehetett volna egy kicsit nagyobba is nyomtatni, bár így is belefér néhány toll és egyéb dolog.
Farsangi színkavalkád
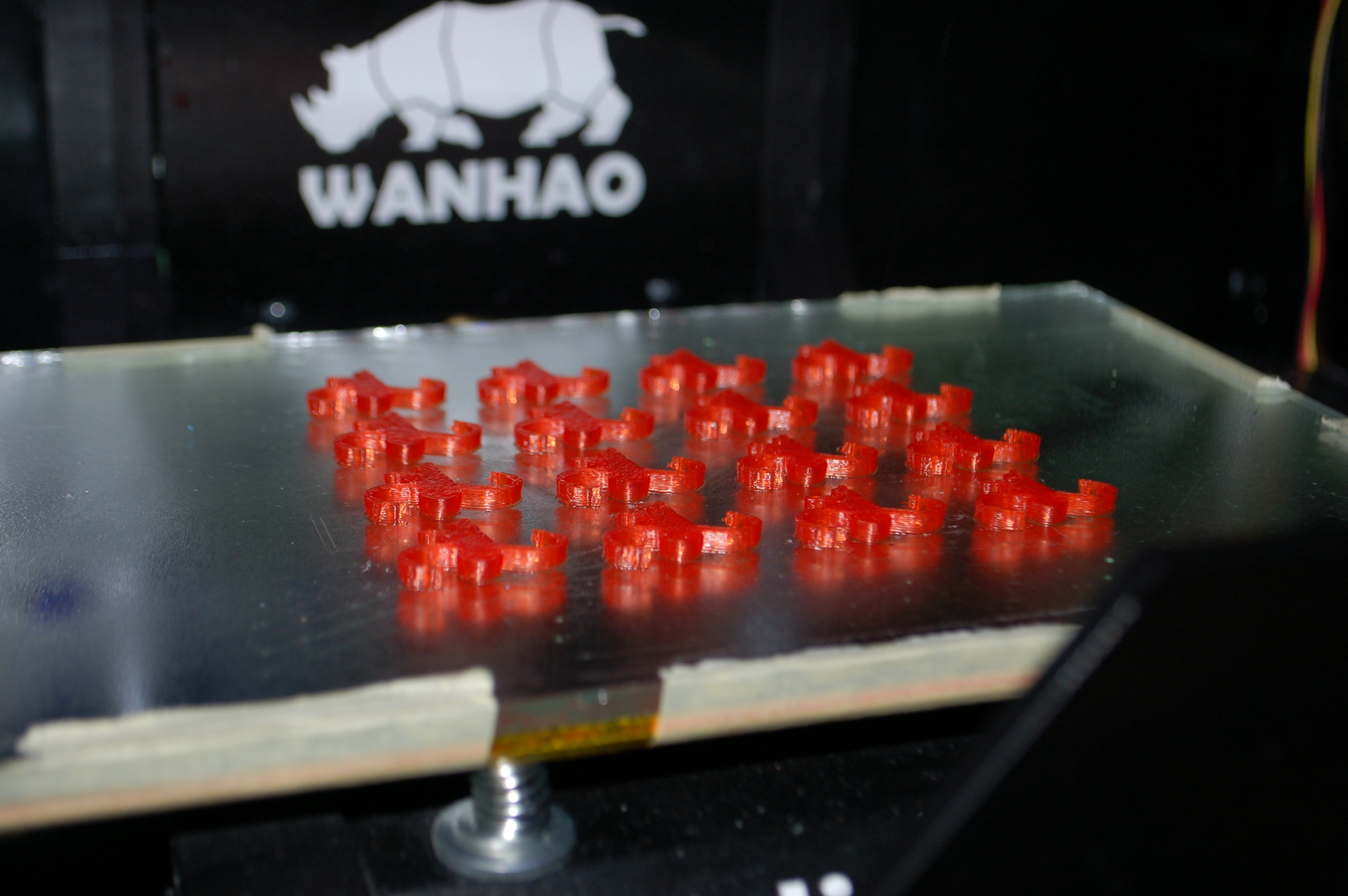
A múltkori rétegvastagság tesztnél nagyon megtetszettek a kis polipok, úgyhogy gondoltam kinyomtatom őket egy másik színnel is... Aztán egy másikkal... Aztán még egy másikkal. Aztán nagyban is. A végére egy egész polip kolónia jött létre, különböző rétegvastagsággal és méretben.







Hogy legyen is gyakorlati (és ne csak esztétikai) haszna ennek a blogbejegyzésnek, egy érdekes dologra hívnám fel a figyelmet: nevezetesen, hogy különböző színeknél ugyanaz a rétegvastagság jobban vagy kevésbé tűnik zavarónak. Mindegyik polipot PLA-val és ugyanazon hőmérsékleten nyomtattam, a különbség csak a szín volt. A leginkább a szürkén volt zavaró a durvább rétegvastagság, a leginkább talán a világos zöldnél vagy pirosnál. Tanulság tehát, hogy a szín is számít, hogyan fog kinézni egy tárgy egy adott rétegvastagság mellett...
Kék fogaskerék



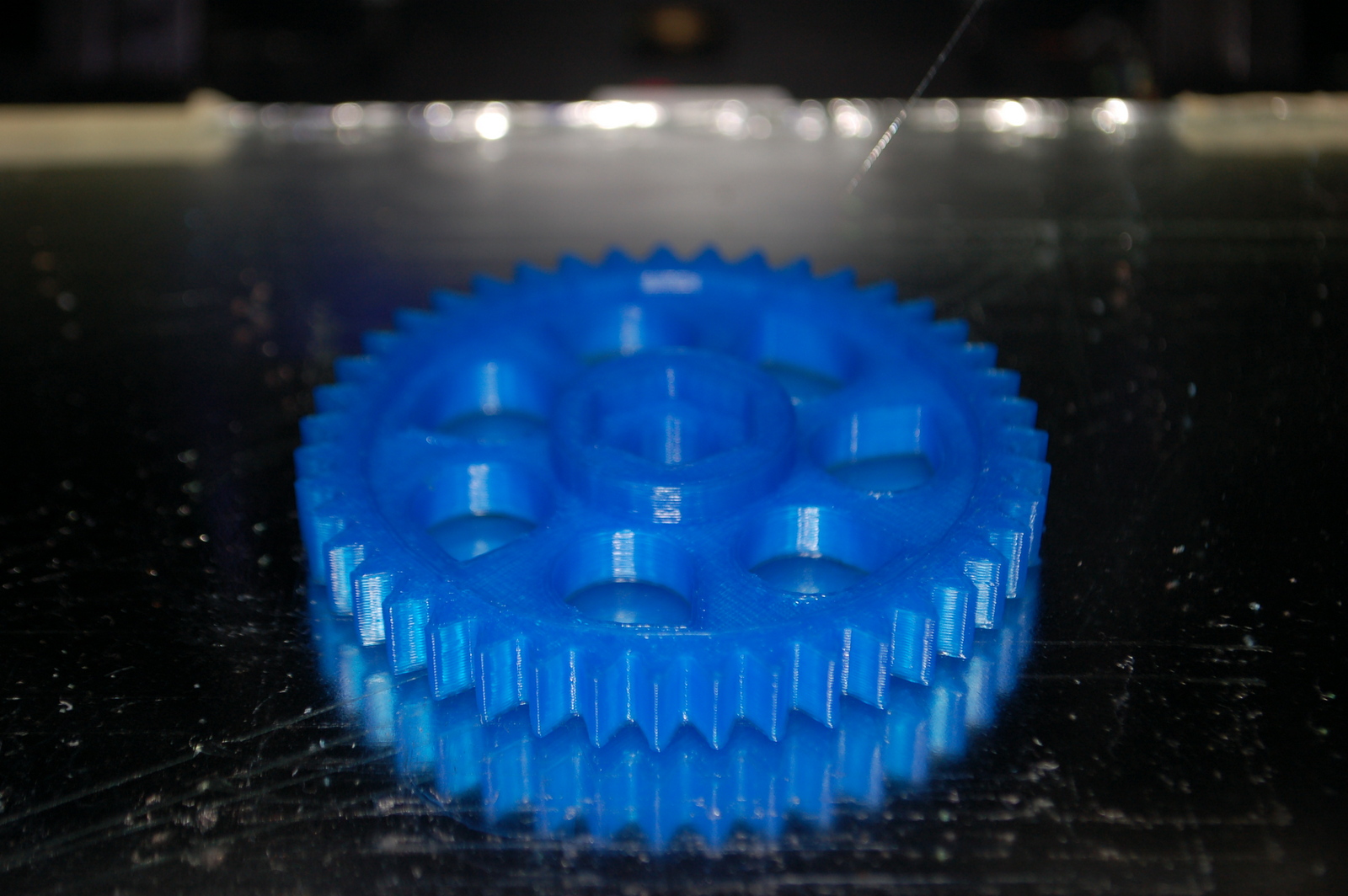
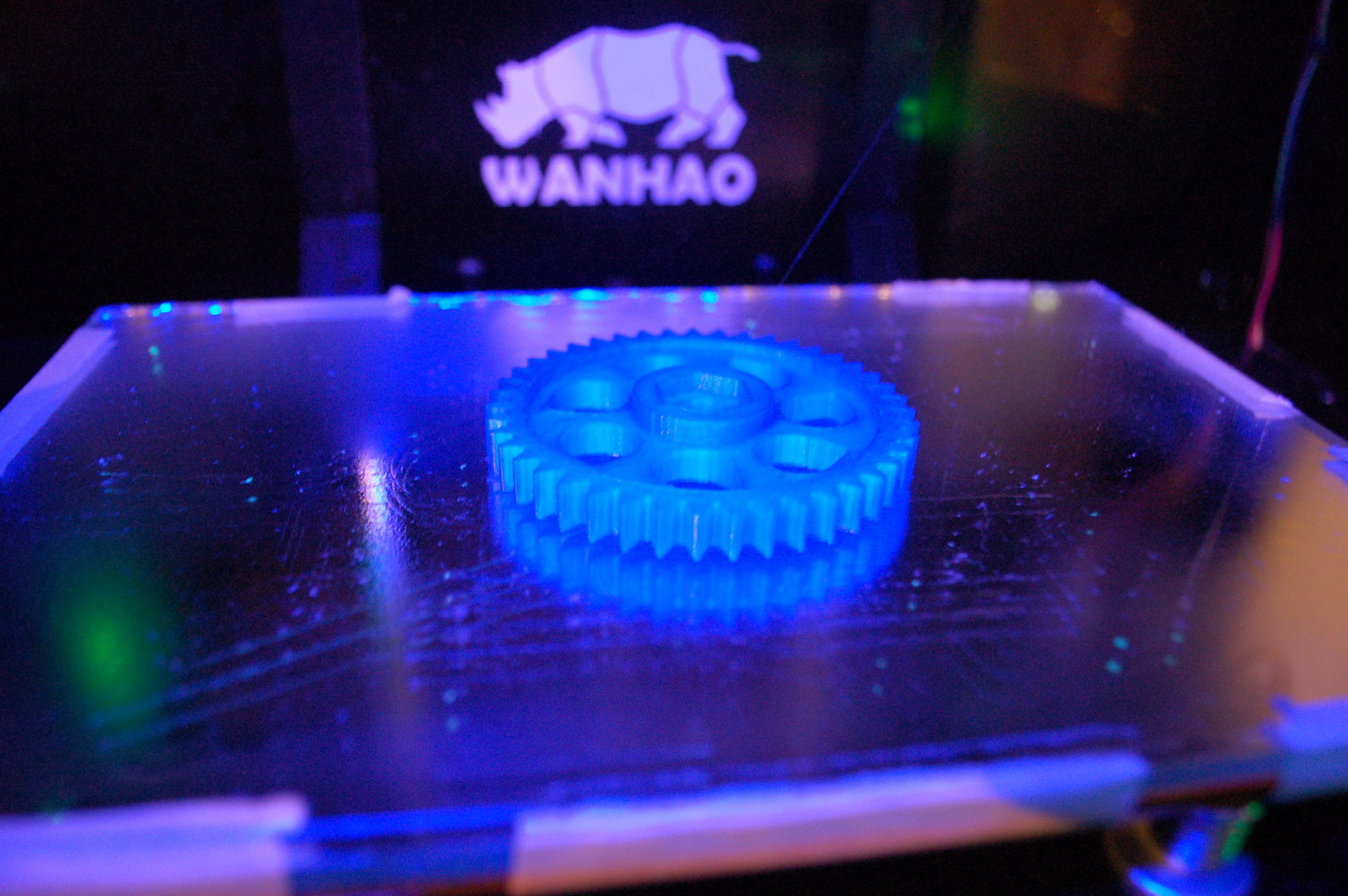
Egy egyszerű, de jópofa fogaskerék modell, kék PLA-val nyomtatva. Szerintem az ilyen típusú tárgyaknál a 0.3mm is teljesen elfogadható rétegvastagság (mint itt).
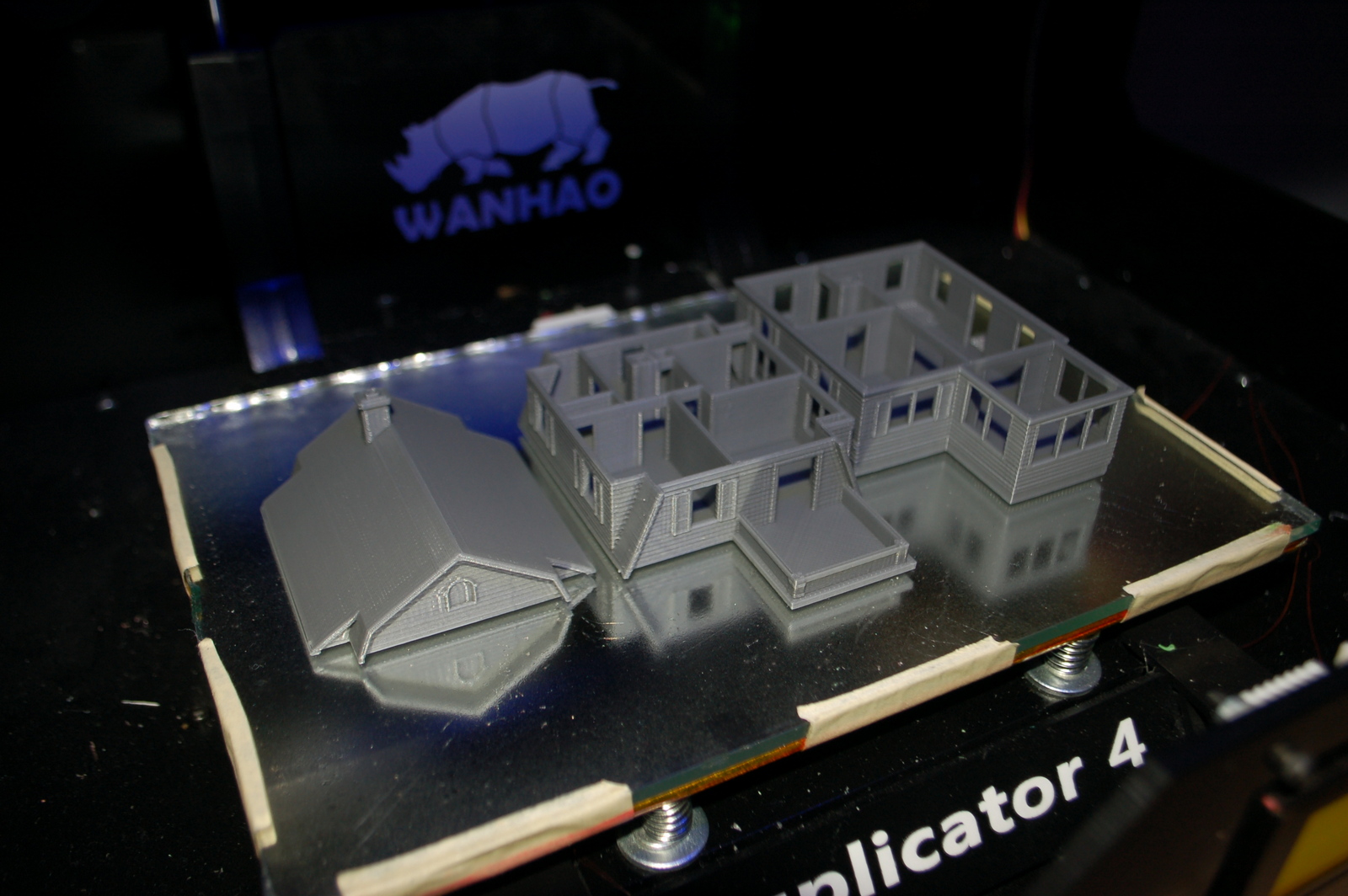
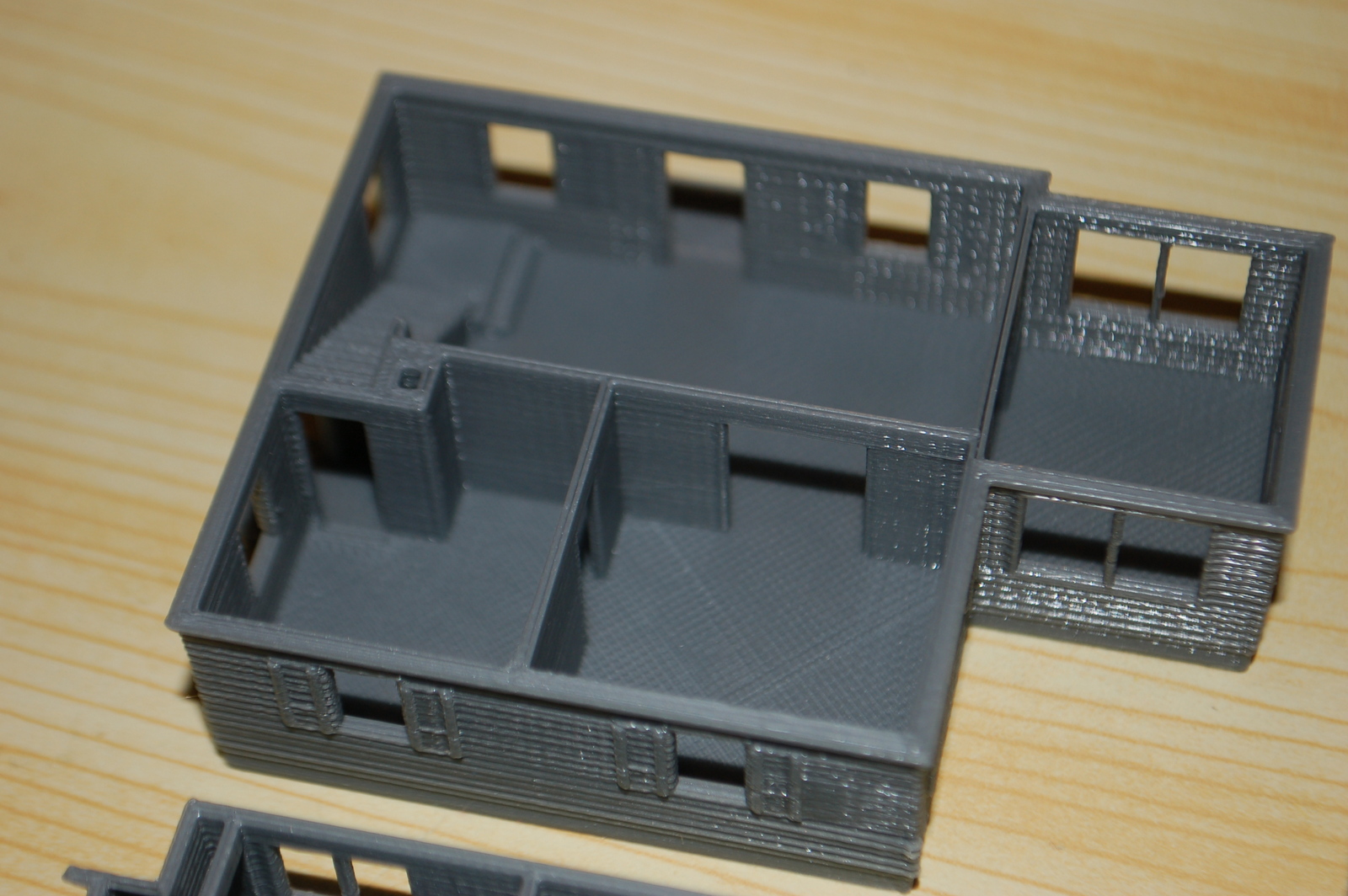
H0 makett ház nyomtatás
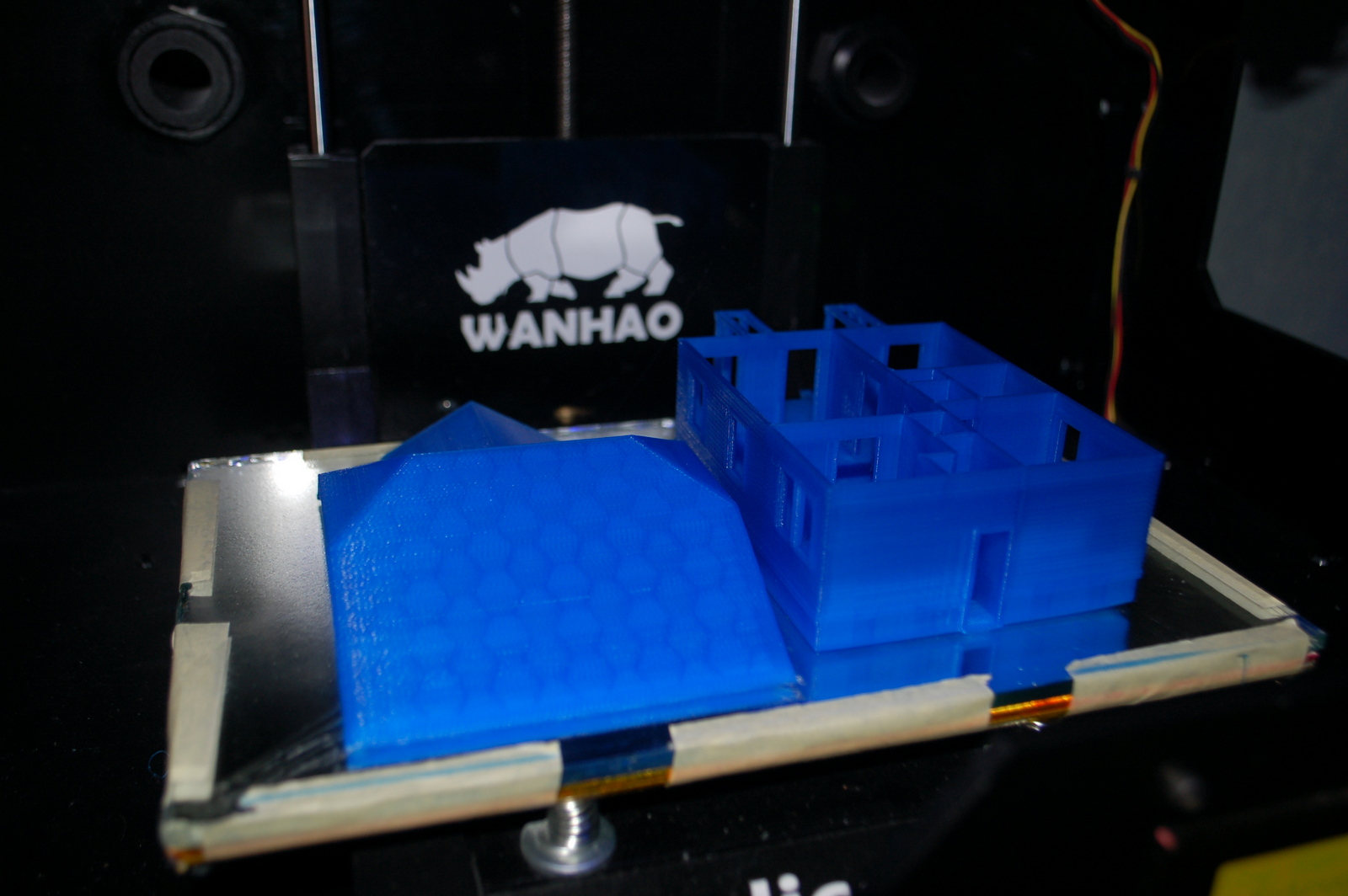
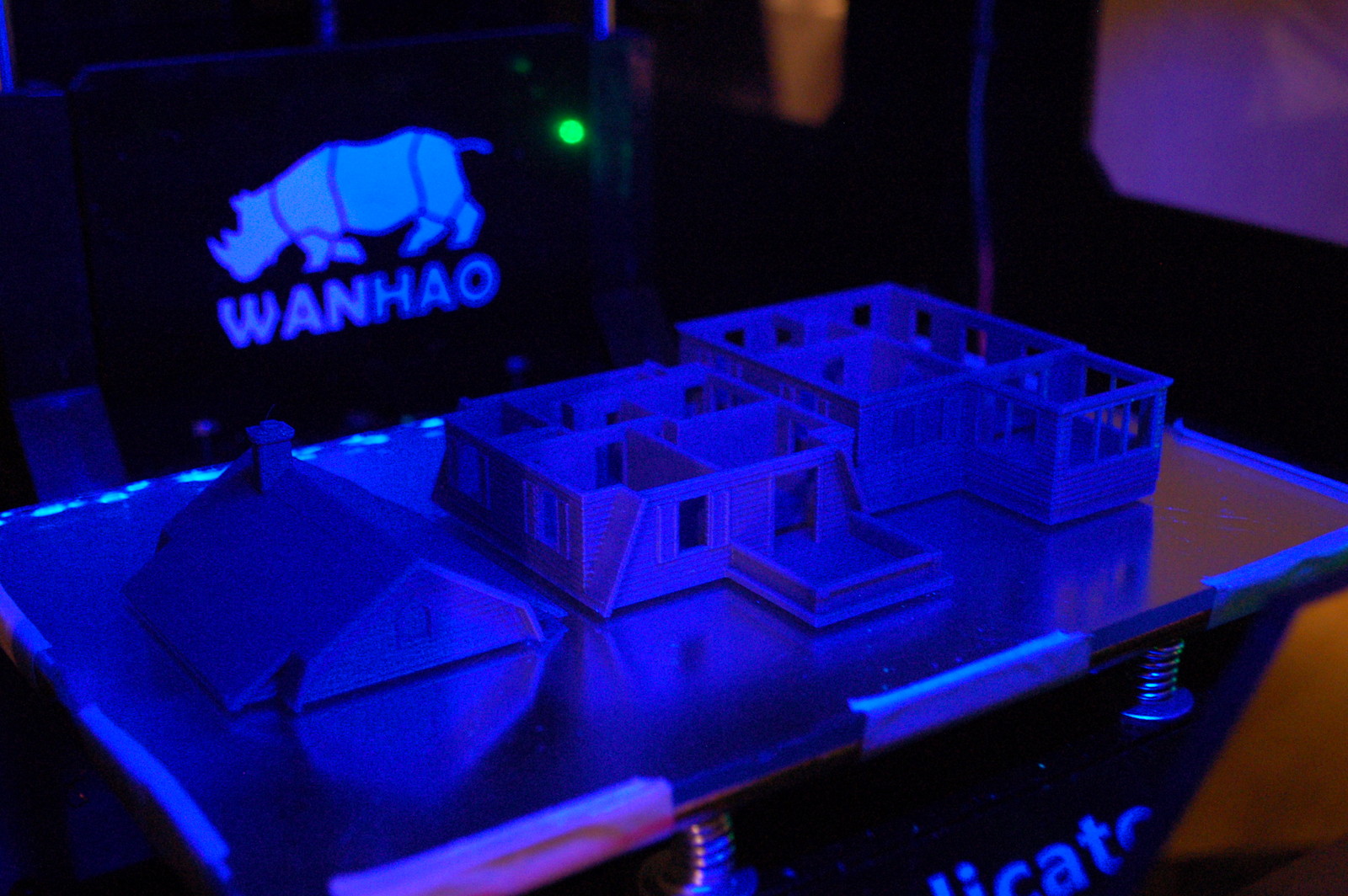
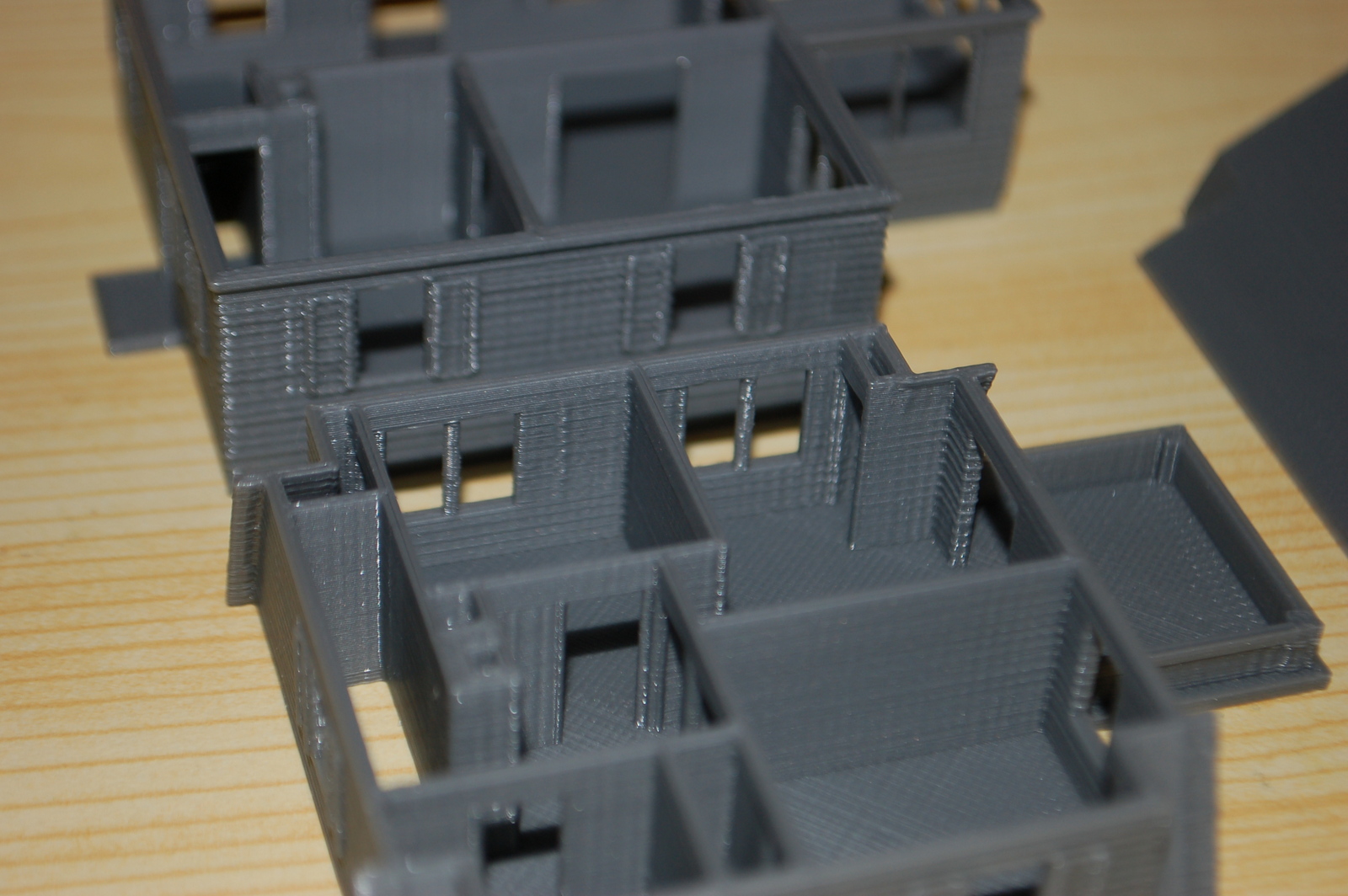
Korábban is már volt egy bejegyzés egy házmakettről, amiben már írtam, hogy szerintem milyen hasznos felhasználása egy 3D nyomtatónak magánemberek számára (vagy építészirodáknak). Ezt a vonalat folytatnám egy másik házikóval, amit egyik kedves barátom számára nyomtattam a terepasztalára, H0 méretben.





Sokszor felmerül a kérdés, hogy mennyire éri meg 3D nyomtatóval elkészíteni ezt vagy azt, szemben a tömeggyártással vagy más technológiákkal.
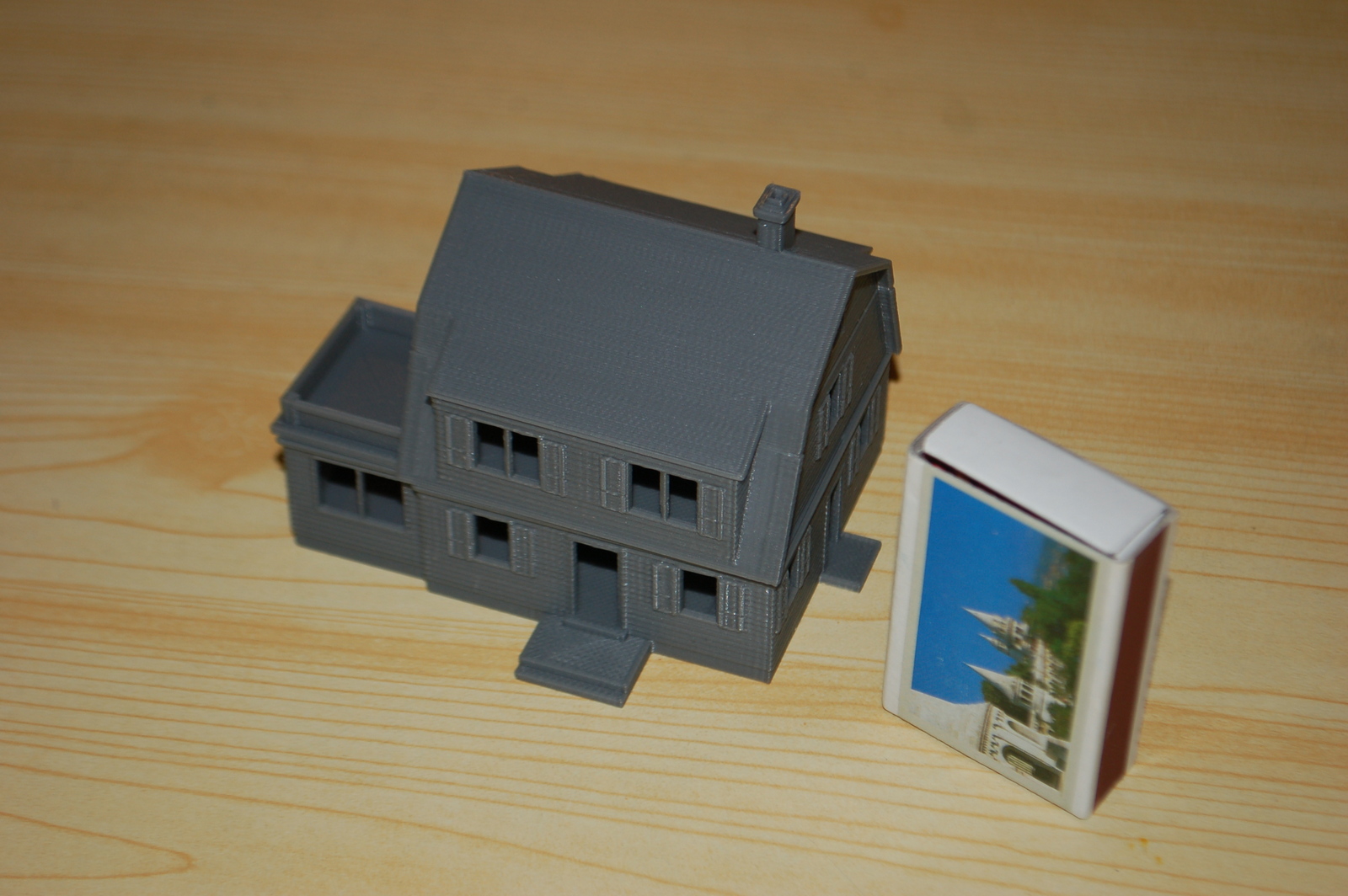
Ebben a bejegyzésben nem tudok kimerítő választ adni erre a kérdésre, inkább csak egy egyszerű összehasonlítást végeznék: a fenti méretű H0 ház makett ára a modell boltokban olyan 3000-4000 Forint körül van. Ennél a háznál a nyomtatáshoz használt anyagmennyiség 93 gramm volt, tehát elég soknak tűnik (a teljes tekercs majd tizede), viszont árban olyan 1000 Ft körül van az anyagár. Persze a nyomtatási időt (olyan 6 óra körül) és a használt elektromos áram árát (szerintem nem számottevő költség) még nem számoltam, valamint az utómunkálatok (pl. festés) sem szerepelnek ebben az 1000 Ft-os árban.
De véleményem szerint mindent összevetve, főleg ha abba gondolunk bele, hogy saját egyedi tervezésű terepasztal tárgyat is készíthetünk, szerintem versenyképes a 3D nyomtató a boltban megvásárolható tárgyakkal összehasonlítva.
Valentin napra II.


Valentin napra nyomtattam még kinyitható szívecske dobozkákat is, ezeket szóróajándékként is lehet használni, de én még beletettem a belső fedelébe egy fényképet is.
Ami ennél a nyomtatásnál egy új trükk volt, hogy szerettem volna elérni, hogy a tárgy teteje és alja (itt ugye mindkettő érintkezik a tárgyasztallal) tükörsima és fényes legyen, szó szerint. Ehhez nem volt megfelelő a hajlakkos felület. Mert bár az is elég sima felületet biztosít (amúgy néha az előzőleg nyomtatott tárgy által felvett forma haloványan visszaköszön a következő alján - feltéve ha nem cserélgeti folyamatosan a hajlakk réteget az ember, ami lássuk be macerás volna) - de a lakk egy kicsit rátapad a tárgyra, így mattabb lesz a hatás. Korábban amúgy is ki akartam próbálni, hogy lehet-e csak üveglapra nyomtatni, mert sok helyen írták, hogy igenis lehet.
És valóban: sikerült csak sima üveglapra, 60 fokra felfűtve kinyomtatom ezeket a tárgyakat, felpöndörödés nélkül! És nagyon szép fényes lett a felület. A hátránya viszont ennek a módszernek, hogy nagyon nagyon pontosan kell szintezni a tárgyasztalt: ha túl messze van a fúvóka, nem tapad, felszedi már az első réteget, magával húzza a fej. Ha túl közel: dettó, felszedi az első réteget már. Tehát pont el kell találni azt a magasságot, ahol működik a dolog. A hajlakkos megközelítéssel kicsit megengedőbb a dolog, mivel ott azért a hajlakk is eléggé fogja a már letett réteget.
Látható az is amúgy, hogy egyszerre több dobozkát nyomtattam, mert nem akartam cserélgetni őket egymás után...
Valentin napra





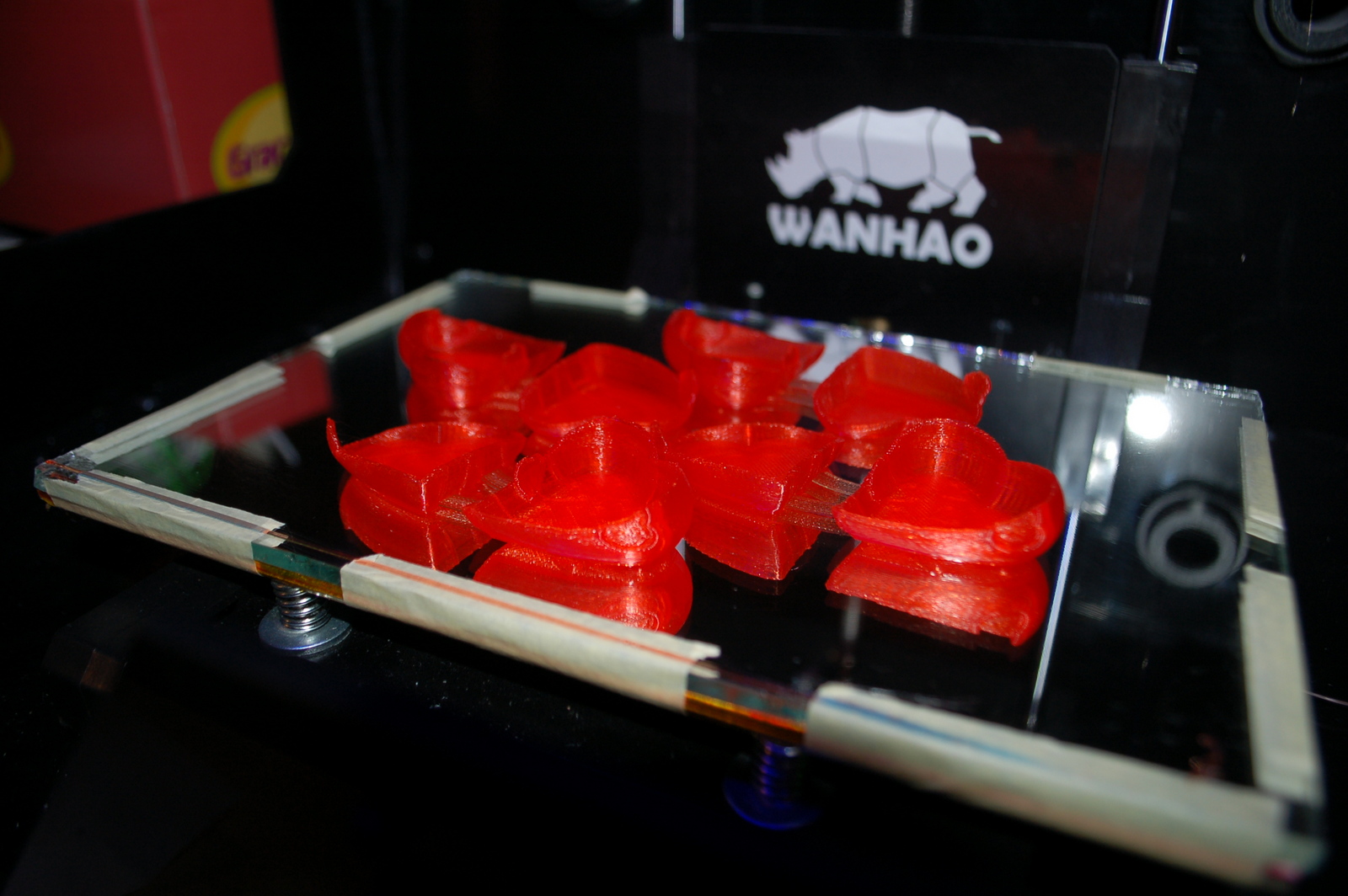
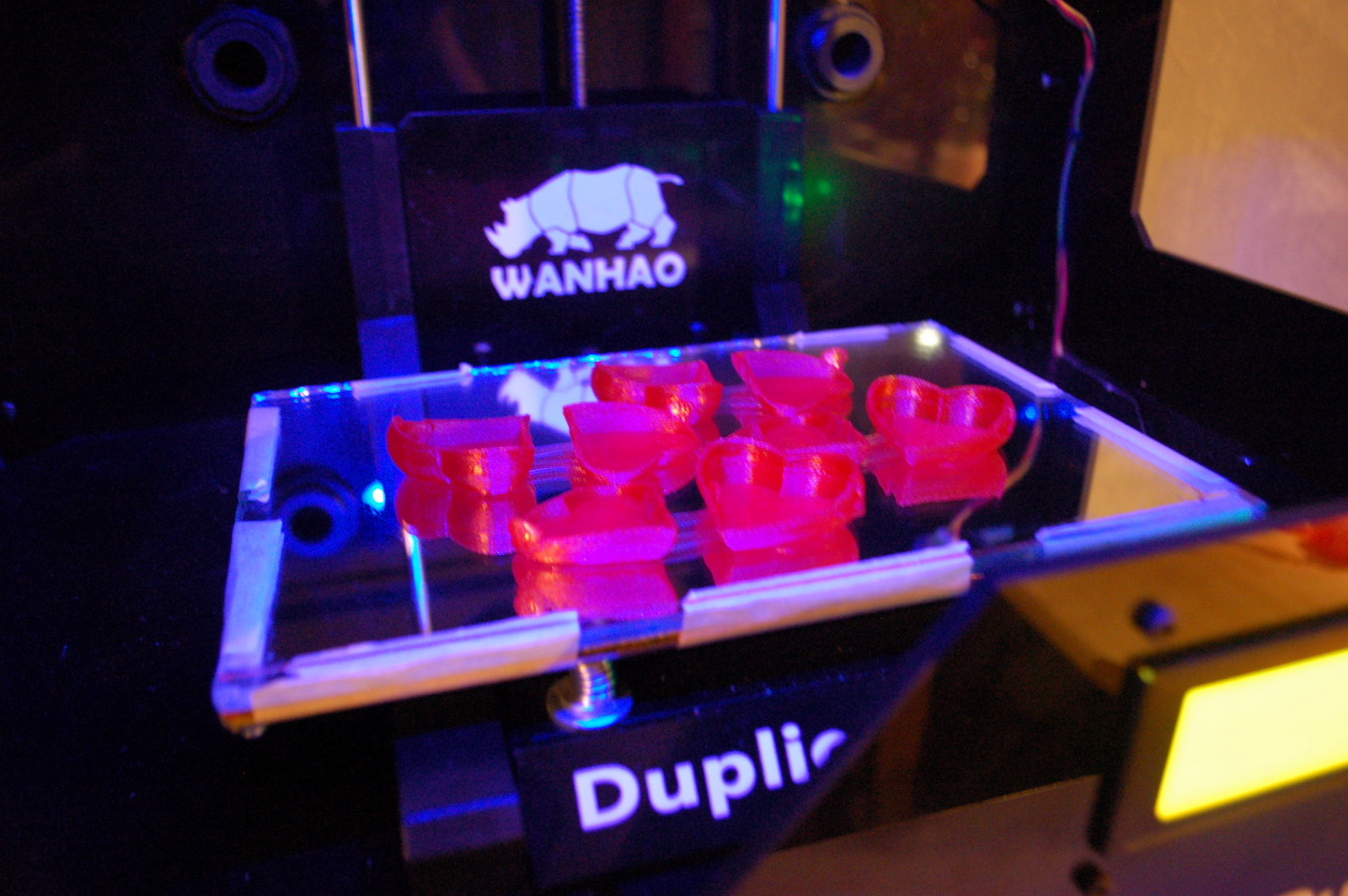
Természetesen Valentin napra is tudunk mivel szolgálni: egy fogaskerékkel forgatható naaagy szív formájában. A darabokat (csapokat, fogaskerék darabokat, stb.) külön kinyomatjuk, majd összerakjuk (ez önmagában is egy jó játék, mert azért nem olyan egyértelmű elsőre) és már kész is! A csapok kicsit szorulnak, ezért érdemes megolajozni őket összerakás előtt.
Nagyon jópofa ez a tárgy amúgy, a fogaskerekek mentén elforgatva érdekes alakzatokat kapunk.
Az eredeti tárgy amúgy ez: http://www.thingiverse.com/thing:12208, ami én nyomtattam, az ennek az egyik remixe. Illetve azóta az eredeti készítőtől is van egy újabb PLA barát változat: http://www.thingiverse.com/thing:243278
Rétegvastagság teszt
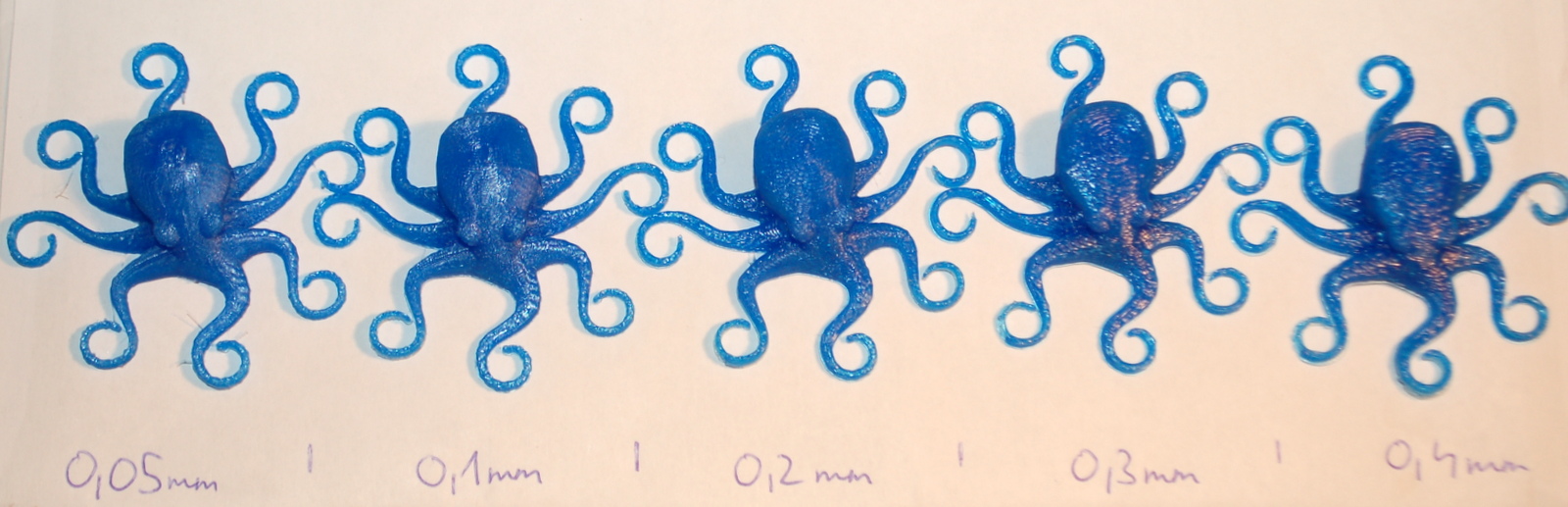





A terveim között szerepelt egy összehasonlító teszt készítése, amivel szemléltetni tudom a különböző rétegvastagság közötti különbségeket. Most elkészült! A fenti képeken látható polipot kinyomtattam 0.4mm (maximális), 0.3mm, 0.2mm, 0.1mm és 0.05mm rétegvastagsággal. Jól láthatók a különbségek. Illetve bár már erről volt szó, azért itt is megjegyezném azt a tényszerűséget, hogy ugyanazon sebesség mellett is a 0.05mm-es és a 0.4mm-es rétegvastagság között 8x-os a különbség, tehát 8x olyan sokáig tart a legaprólékosabb nyomtatás. Anyagot ugyanannyit használ természetesen mindkettő esetben a nyomtató, de az idő is számít. Szerintem a 0.2mm a jó kompromisszum minőség vs. idő tekintetében, de az olvasóra bízom a végleges ítéletet.
Továbbá még azt is meg kell jegyezni, hogy a 0.05 vagy 0.1 mm-es nyomtatáshoz jól tapadó és jól szintezett tárgyasztal szükséges.
Összerakható nagy manökken bábú
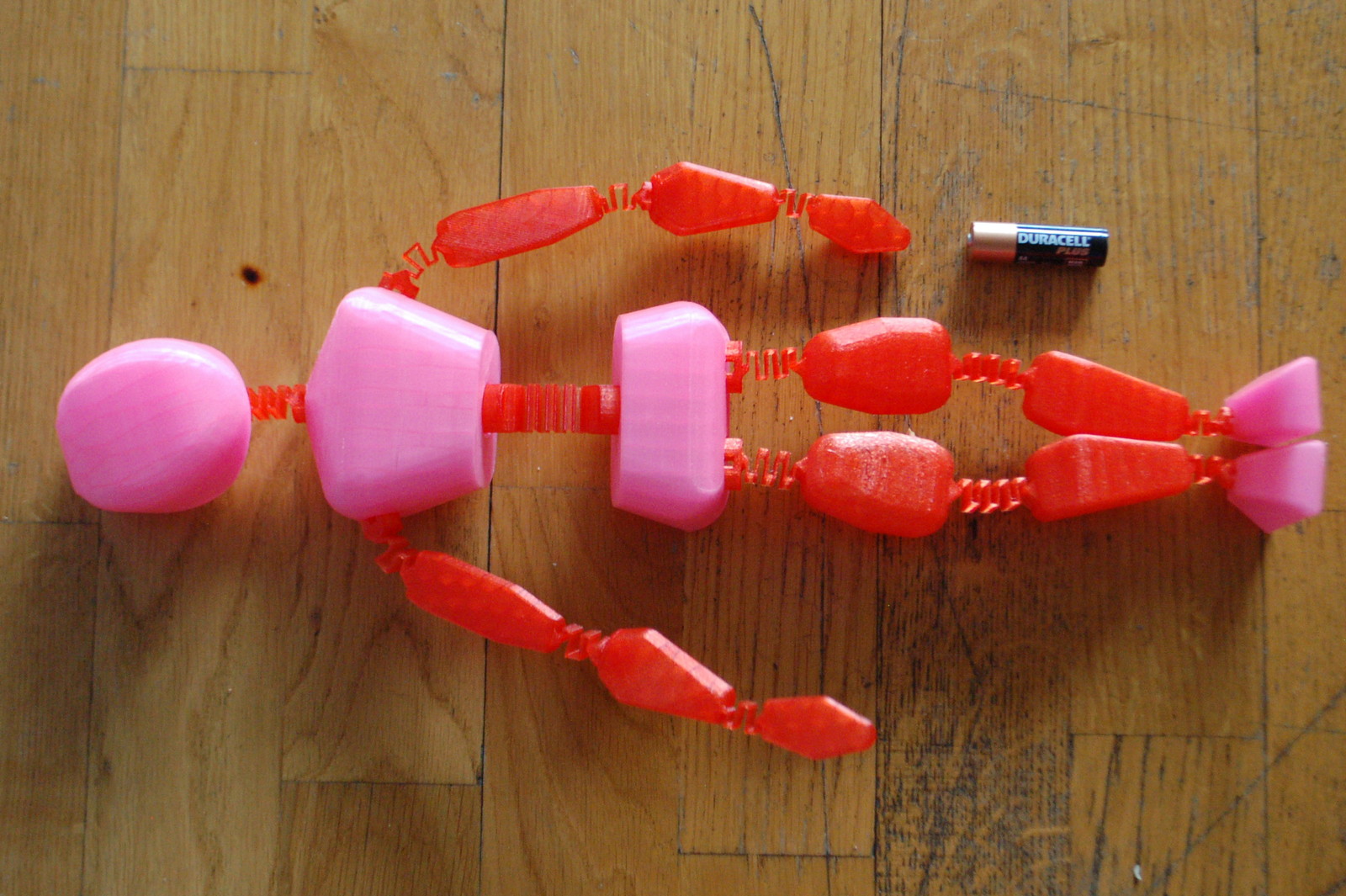

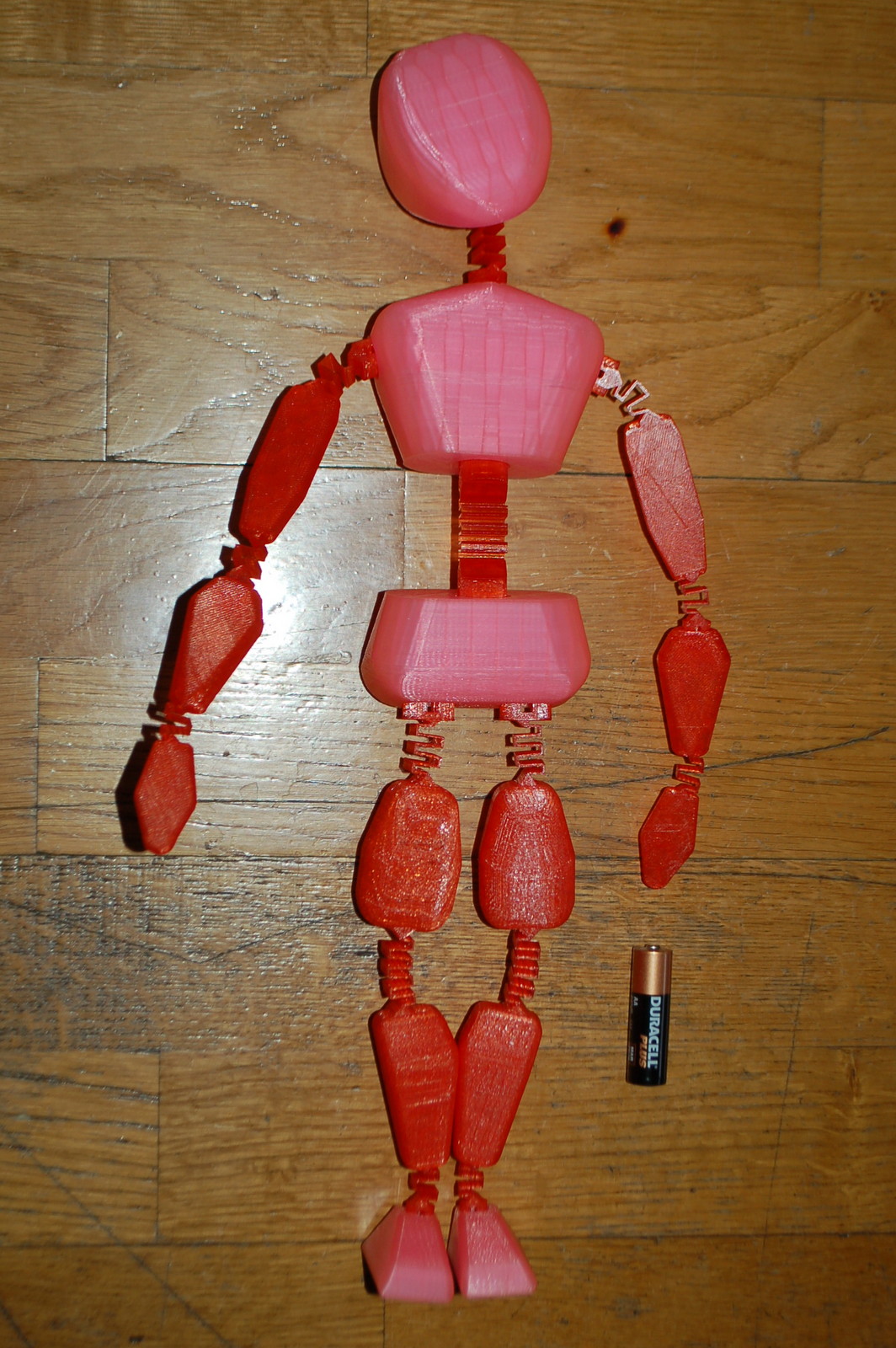

Már korábban is írtam olyan dolgokról, amelyeket több darabból lehet kinyomatni és a végén összerakni. Erre egy remek példa a mostani bejegyzésben bemutatandó nagy bábu: https://www.thingiverse.com/thing:17707. Mint a képeken is látszik több hosszas nyomtatási feladat eredményeként összerakhatunk egy majd' 45 cm magas, rugós összeillesztésekkel összerakott bábut.
A csapok nagyon szorosokat voltak, mivel PLA-val nyomtatattam, a PLA maga sem rugalmas (ABS-szel jobb lett volna ilyen szempontból). Viszont valahol olvastam egy trükköt, hogy forró vízbe áztatva egy rövid időre meg lehet lágyítani a PLA-t és így ezután könnyebben össze tudtam illeszteni a csapokat és a részeket. Ezt a trükköt ilyen tárgyaknál lehet alkalmazni, de azért óvatosan, mert én pl. vízforralót használtam, és a forró víz jó puhává tette a darabokat...
A részeknél amúgy kivételesen 0.3mm-es rétegvastagságot használtam, így is sokáig tartott a nyomtatás (összeadva 12 óra).
Napi tipp: acecton gőzös fürdő (II. felvonás)
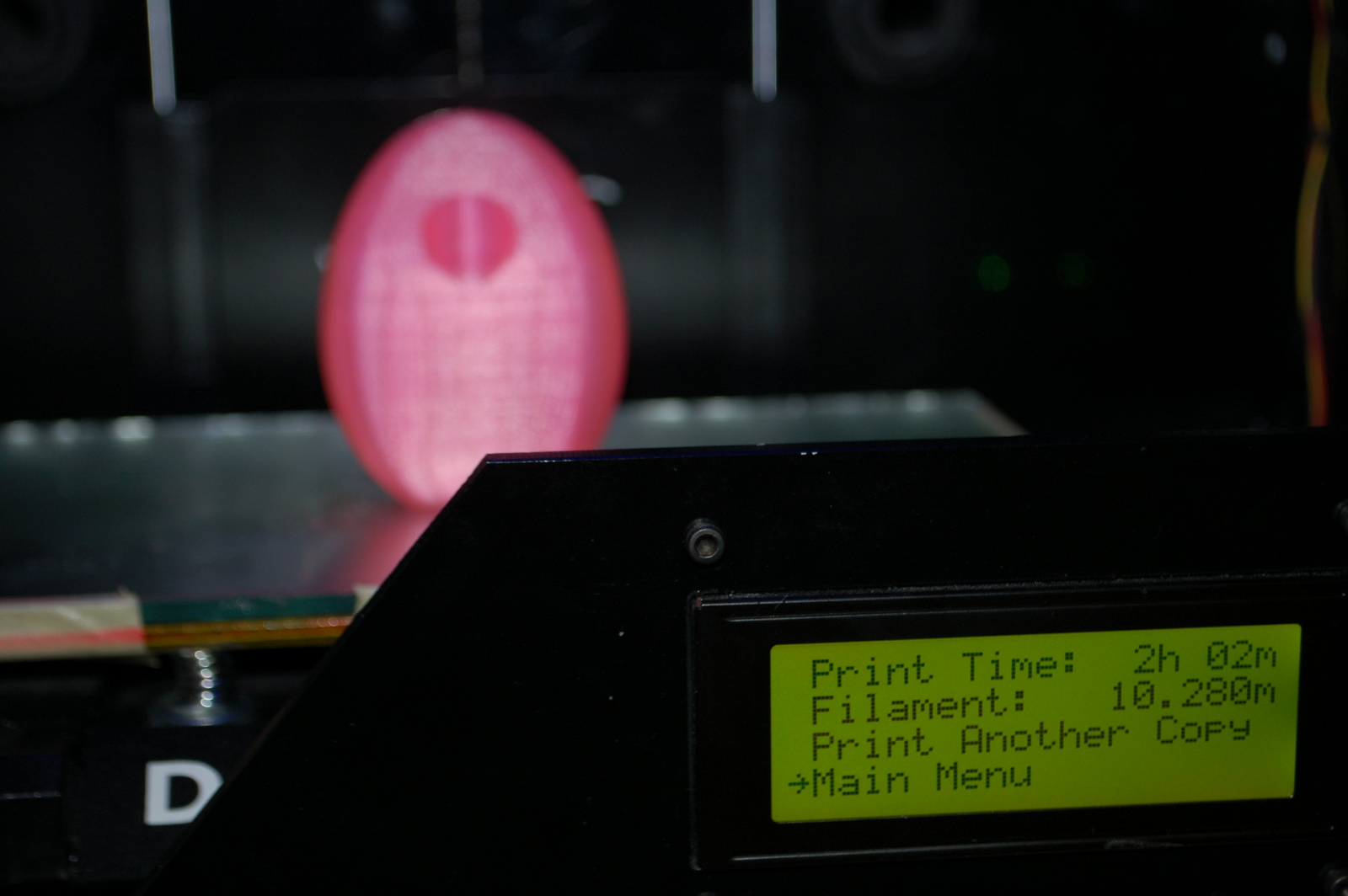
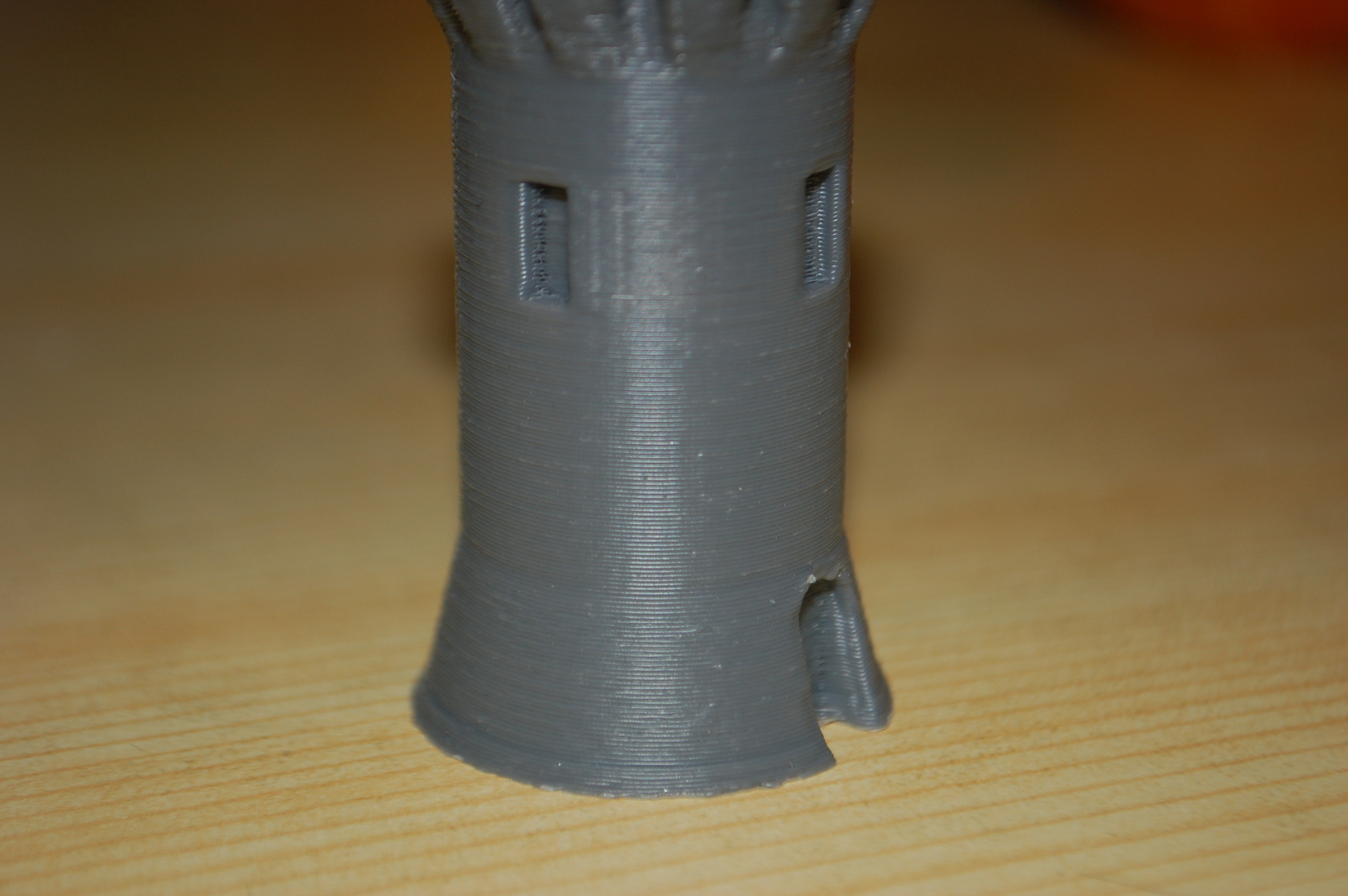
Talán még emlékeztek arra, hogy írtam egy tippről, az acetonos gőzfürdőről, amivel az ABS-szel nyomtatott tárgyakat lehet könnyen felületkezelni. Már akkor is írtam, hogy azért csínján bánjunk vele, főleg, hogy mennyi ideig hagyjuk a befőttes üvegben a tárgyat. Itt van néhány kép, hogy mi lett a bástyából másfél hét után:



Így nézett ki korábban:


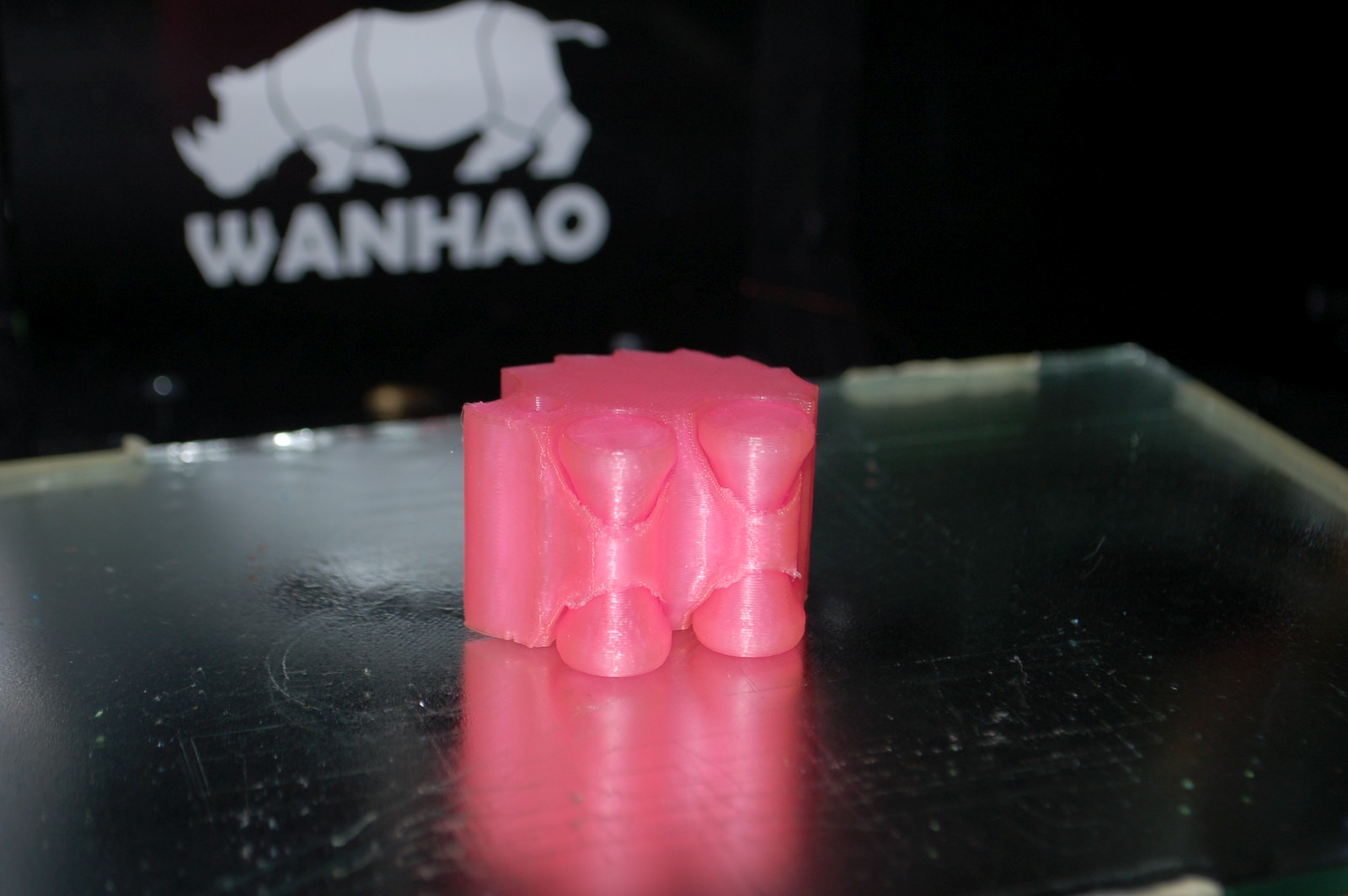
Extrém alátámasztás / overhang
Korábban már írtunk arról, hogy sok esetben a nyomtatott tárgyak egyes részeit csak plusz alátámasztás rétegekkel tudja a nyomtató kinyomtatni, ugyanis a fizika törvényeit (gravitáció) ezek a nyomtatók sem tudják meghazudtolni (bár hidakat elég jól tudnak csinálni).
Azonban az ingyenes meshmixer program segítségével sokkal kevésbé anyag és időigényes, nem utolsó sorban könnyebben eltávolítható támasztékot lehet a tárgyba generálni. Íme egy példa:
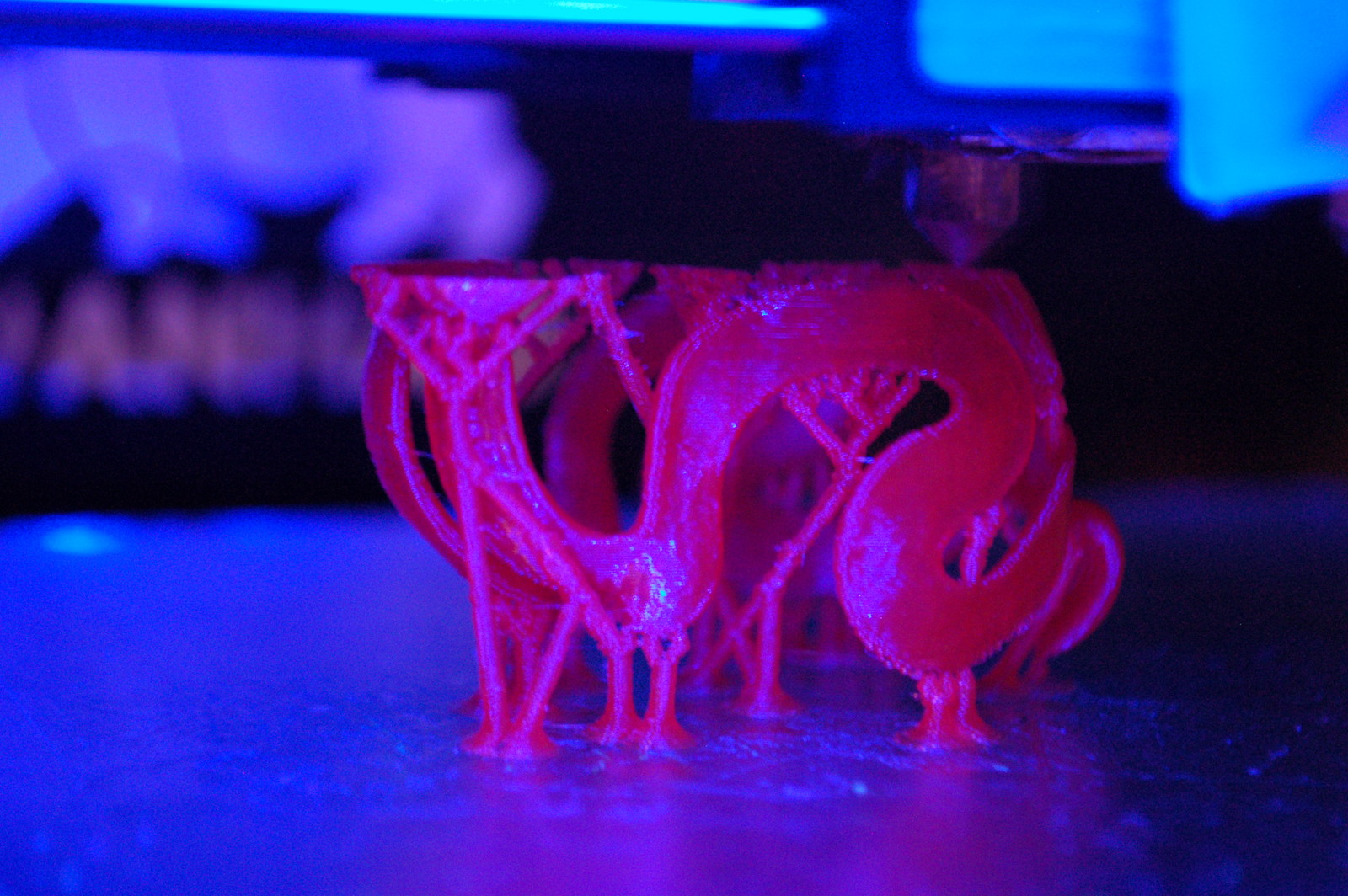
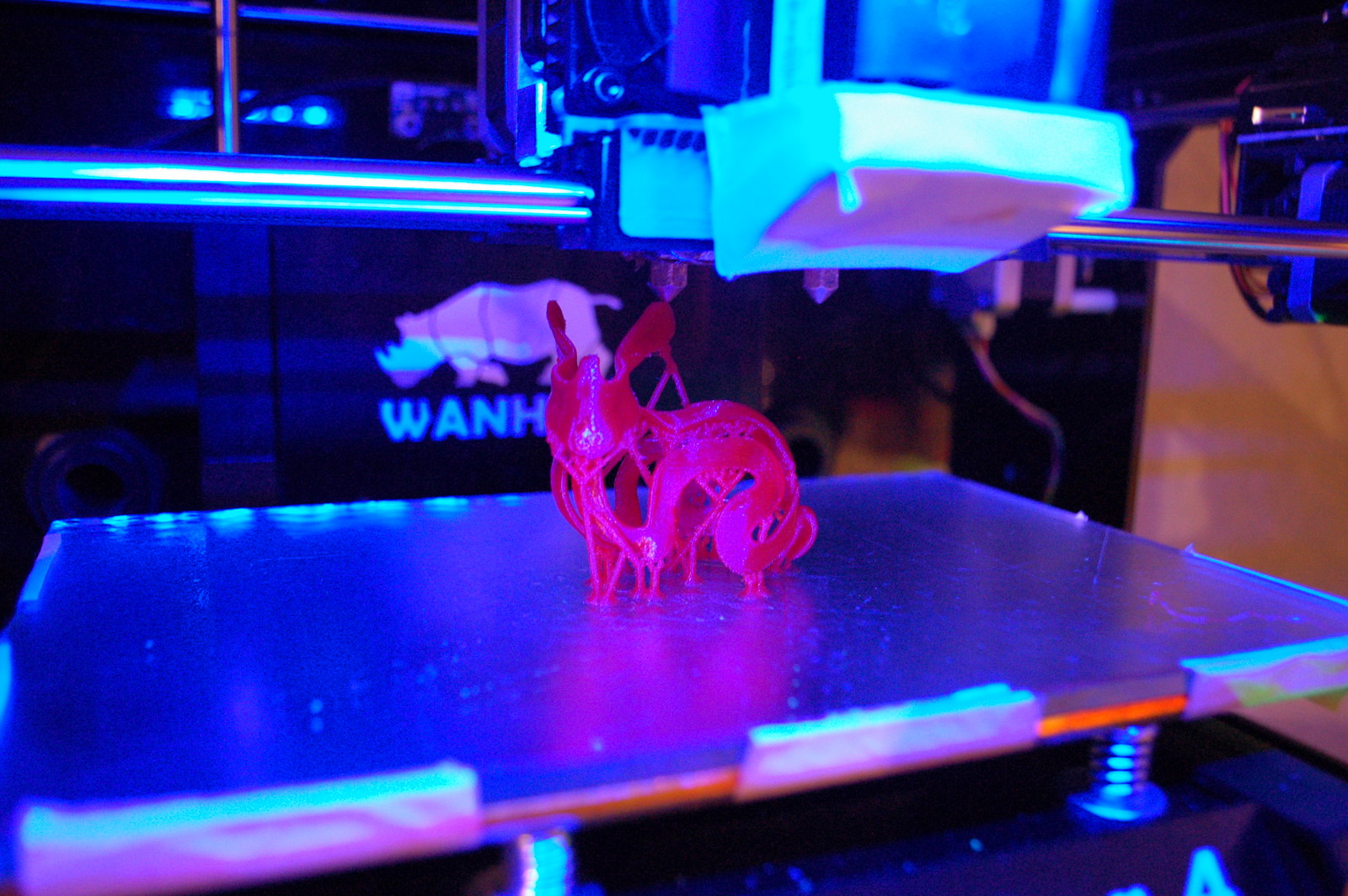


Ez egy példa modell, amibe már előzetesen a meshmixerrel elhelyezték az alátámasztást, de jól szemlélteti, mit tudunk elérni ezzel a megoldással. Ami biztos viszont, hogy mivel apró és vékony kis pálcákat nyomtat a nyomtató a támaszték gyanánt, ezért ajánlatos lassabb (pl. 50mm-sec körül) sebességet választani.
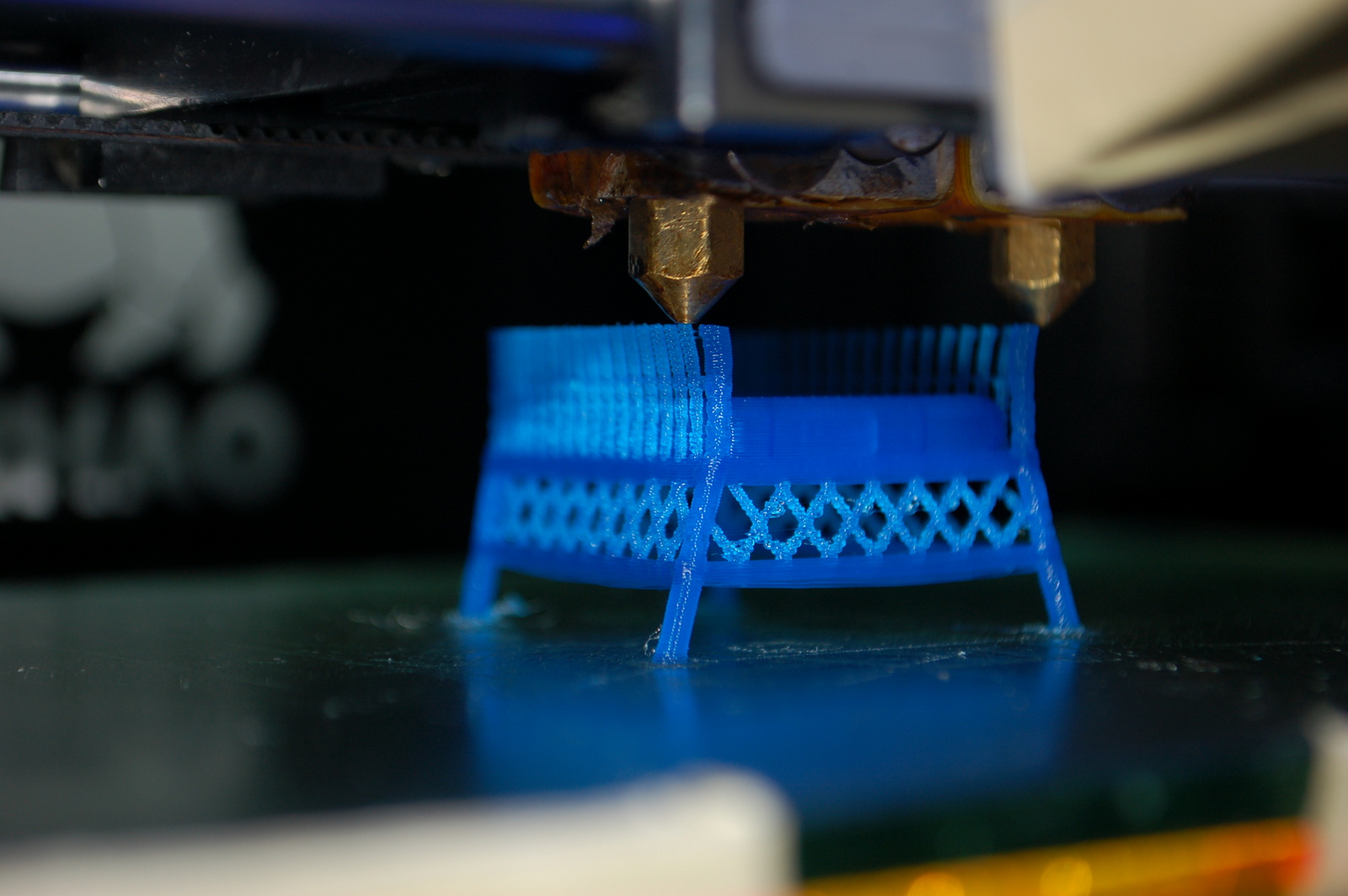
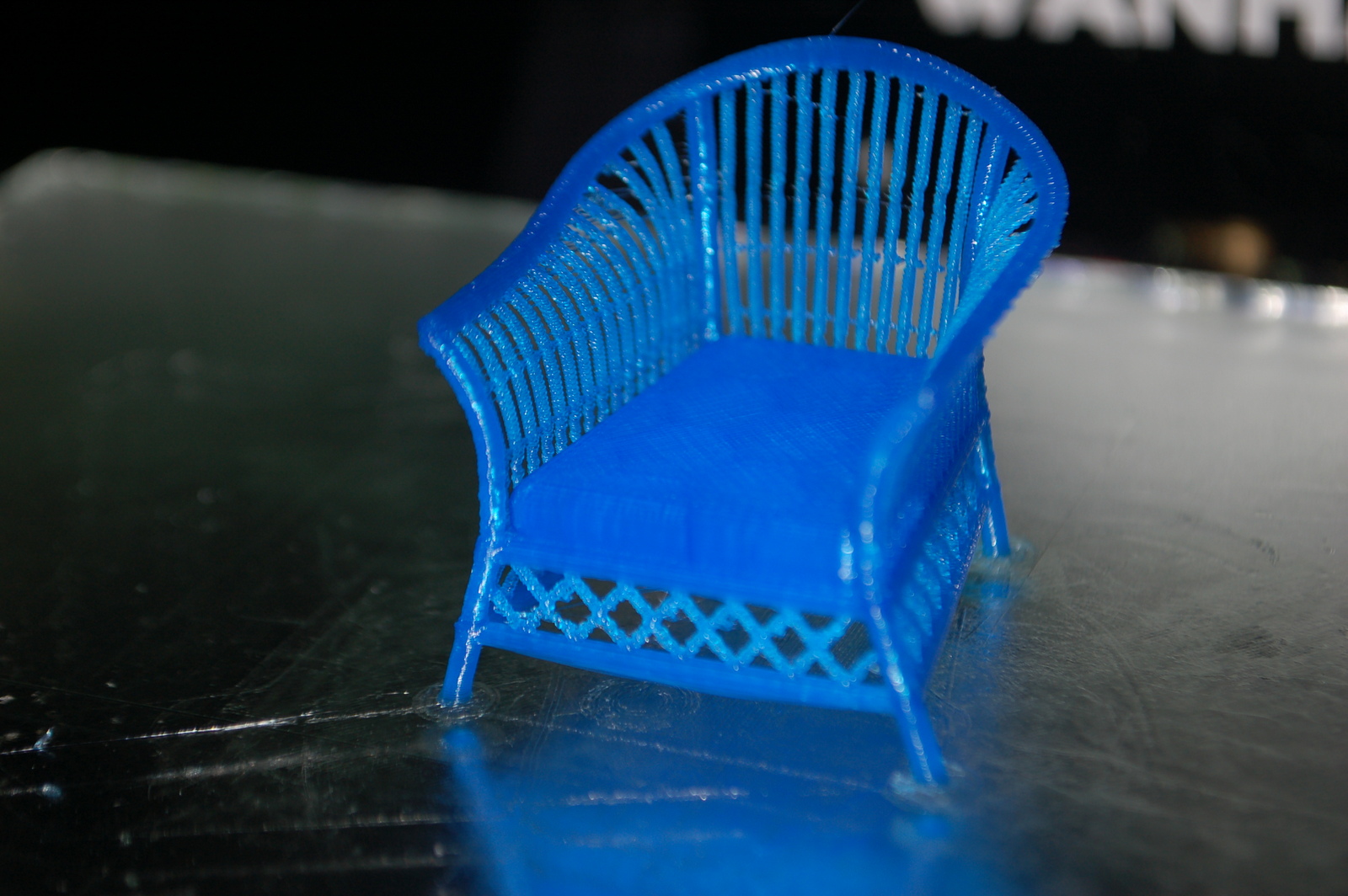
Miniatűr szék - apró részletek 3D nyomtatása II.
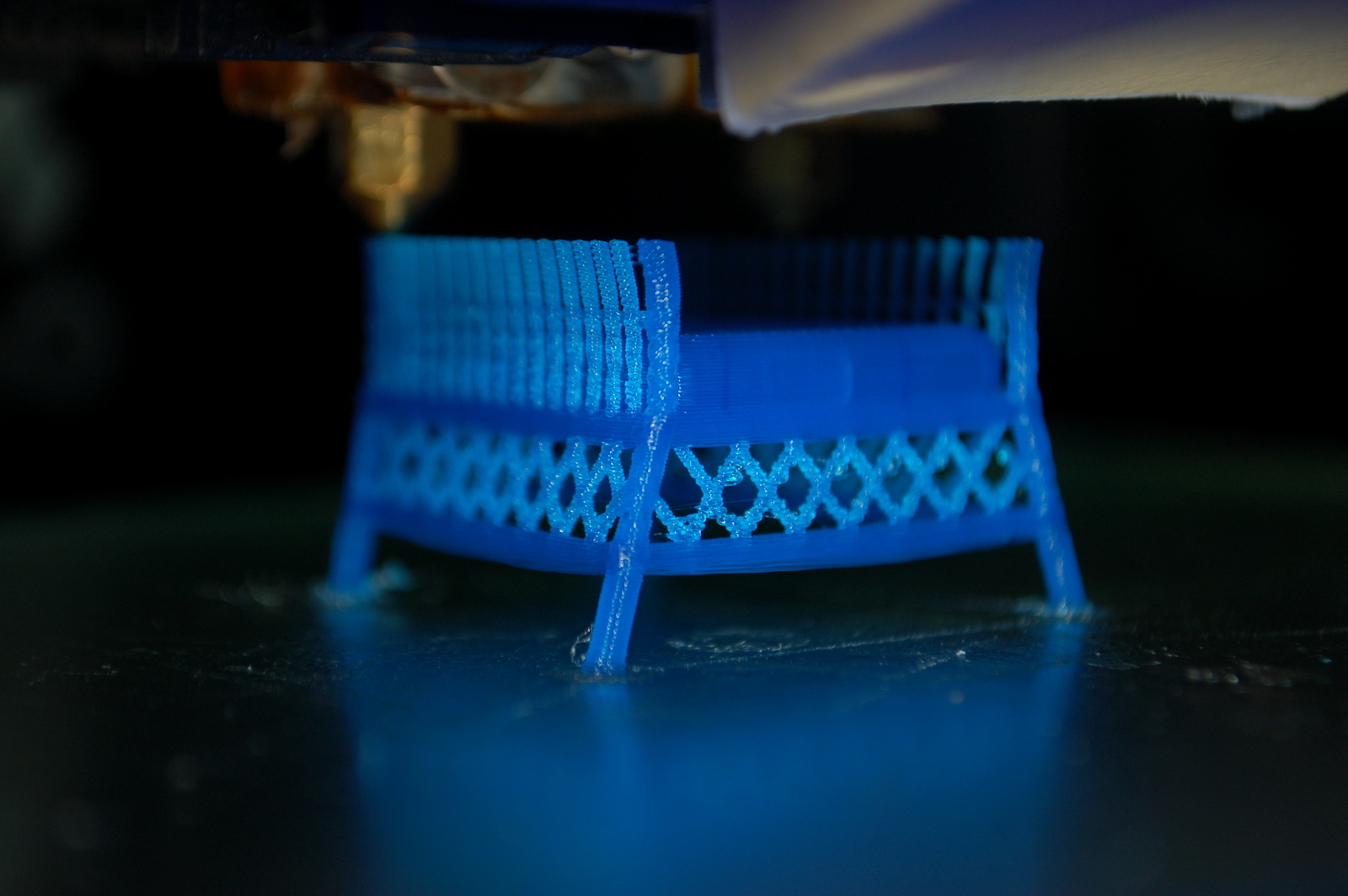
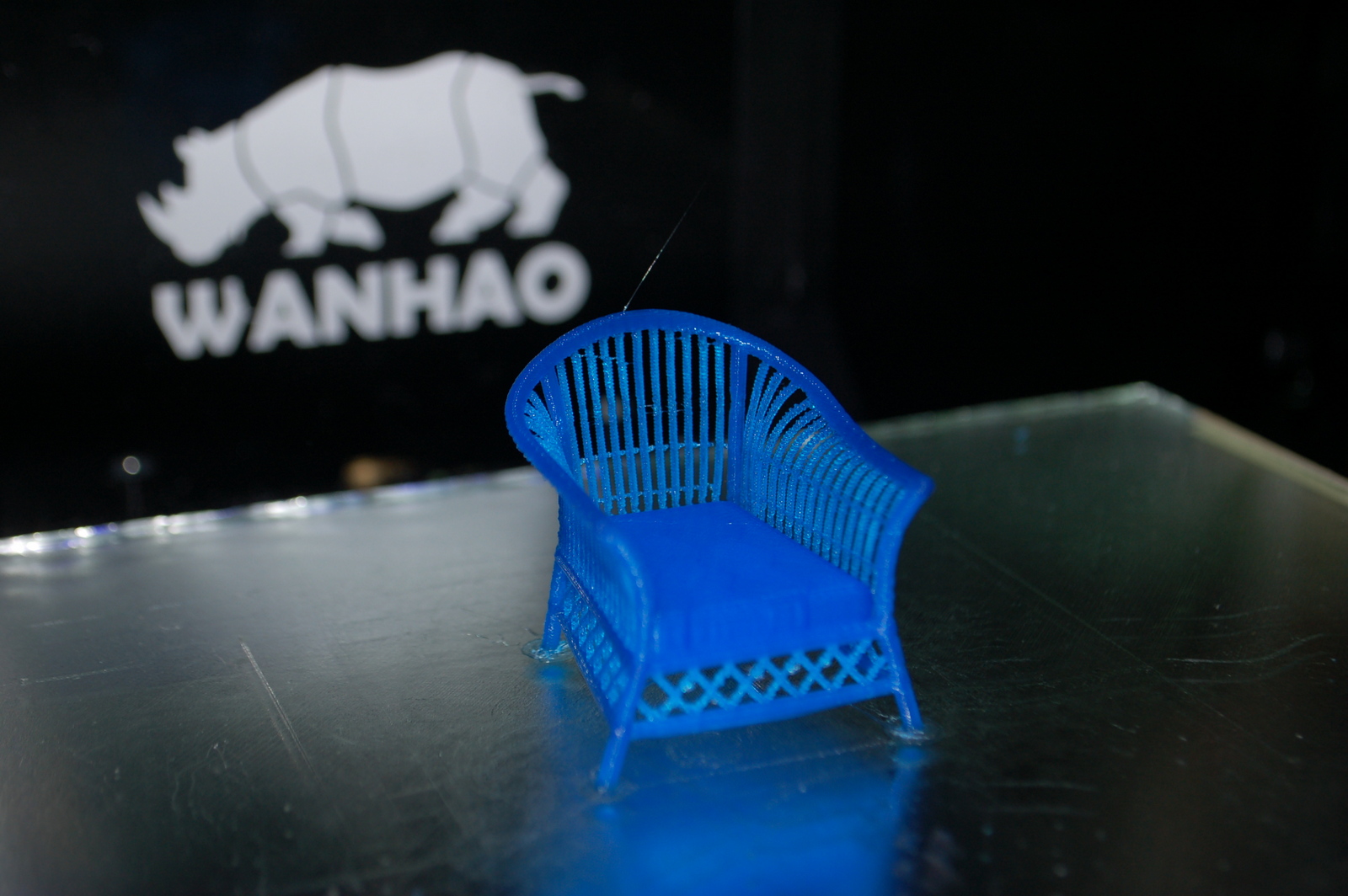



A múltkori nyomtatásnál nagyon megtetszettek a PrettySmallThings által készített modellek, úgyhogy gondoltam emelem a tétet és egy még aprólékosabb tárggyal folytatom.
Azt kell, hogy mondjam, hogy meg vagyok elégedve az eredménnyel: nagyon szépen kijöttek az egyes rudak, és a retraction (szálvisszahúzás) is jól teszi a dolgát, mert csak nagyon minimálisan "szöszösödik" az egyes részeknél. Persze a nyomtatást kicsit alacsonyabb (50mm/sec) sebességen végeztem, de így is elég hamar megvolt ez a modell és az eredmény magáért beszél. Itt is alátámasztás nélkül tudta a nyomtató ezt a tárgyat nyomtatni, minden probléma nélkül...
Kisautó

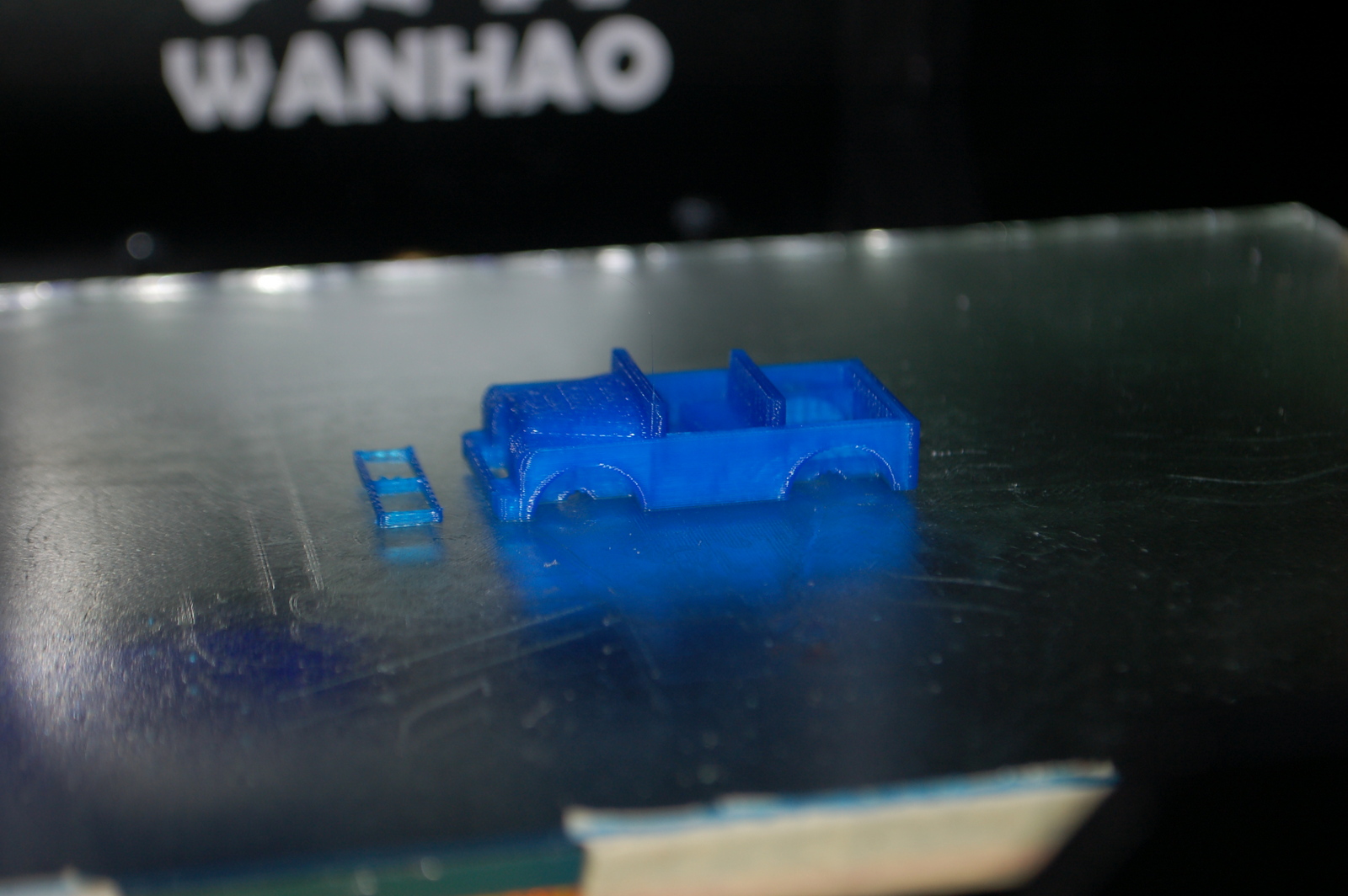
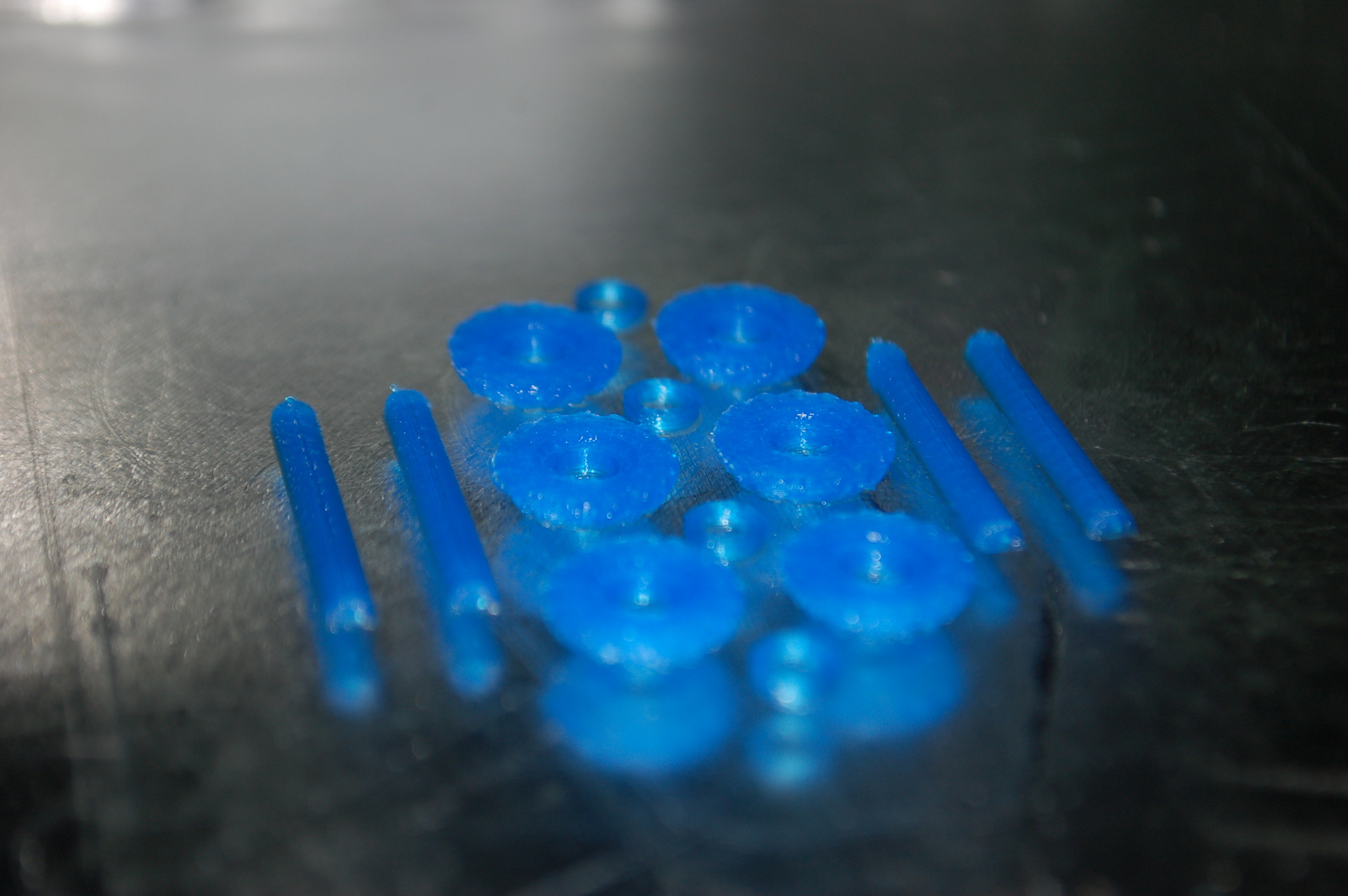
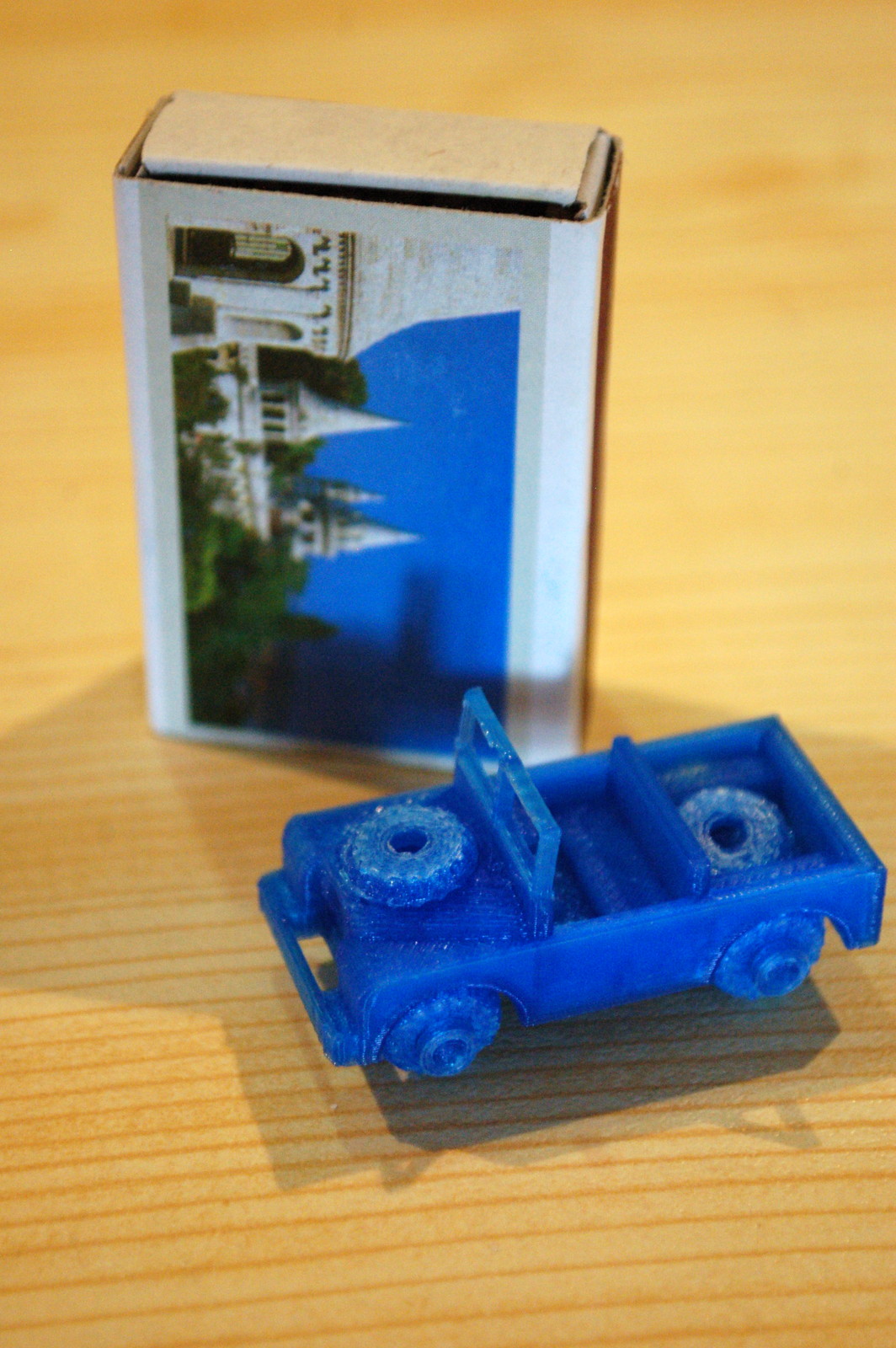
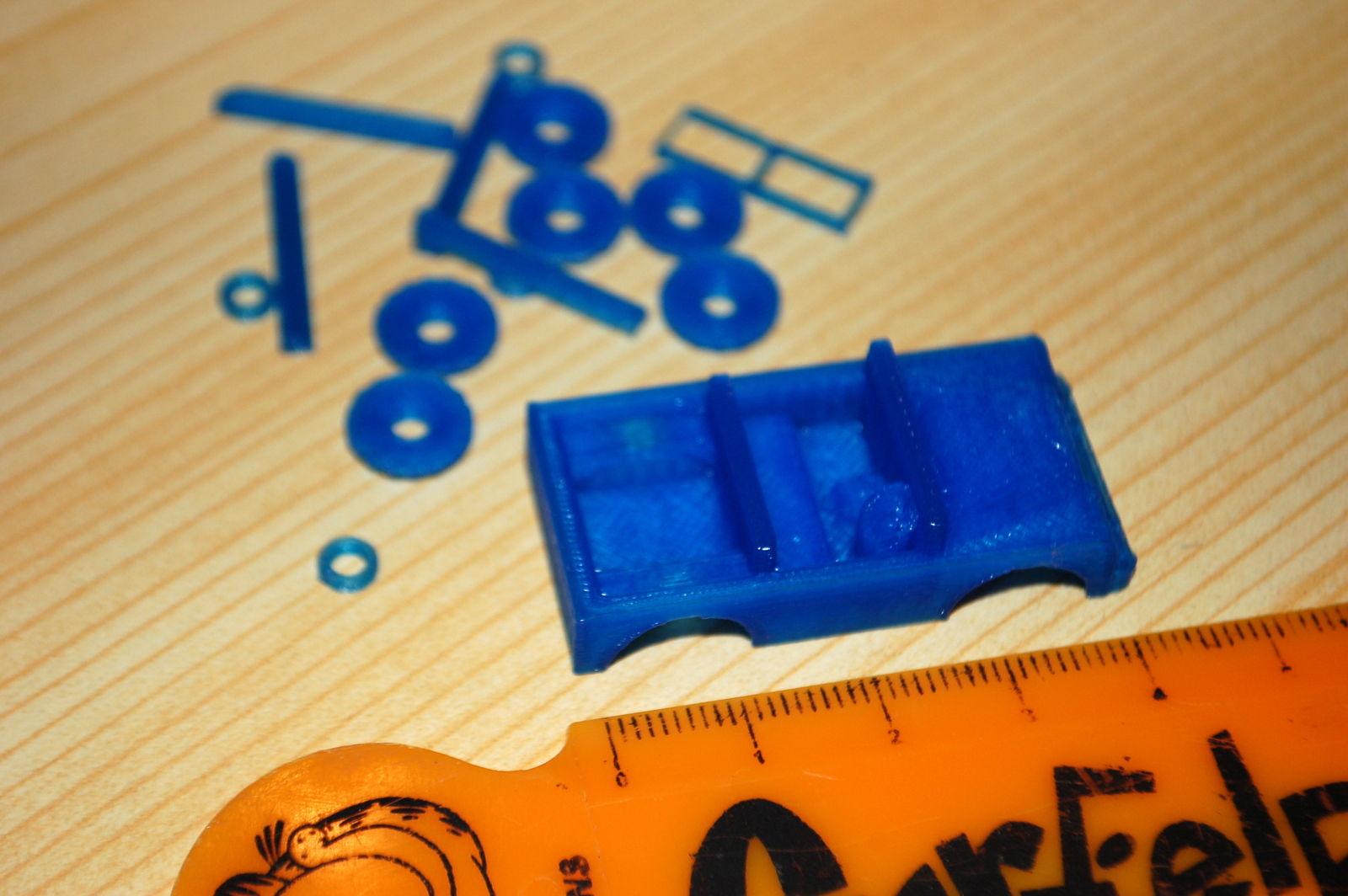

Az egyik kedvenc "témám" az apró dolgok nyomtatása, mert egyrészt kíváncsi vagyok, mire képes a nyomtató, másrészt pedig ezeket elég gyorsan ki is lehet nyomtatni általában. Valamint az sem elhanyagolható szempont, hogy a vasútmodellezést is egy jó dolognak tartom, és szerintem a 3D nyomtató egy szakavatott terepasztal rajongó kezében aranyat érhetne. :) Most egy kis Land Rover terepjárót nyomtattam, az eredeti modellt lekicsinyítve.
Szerintem nagyon szép lett! A kasznit és az ablakot külön nyomtatta, valamint a kerekeket és a tengelyeket is. Sajnos a kerekeknél megállt menet közben a nyomtatás, a nyomtató kiírta, hogy nem tud olvasni a memóriakártyáról. Gondoltam megosztom azt is, mi volt a megoldás: az SD kártya panelhez megy egy szalagkábel, ennek a csatlakozója mozdult el (hogy miért pont most adta meg magát, jó kérdés, bár valószínűleg már laza volt eddig is, csak most eresztette el azt a tűt, amin a jelek áramolnak). Miután kézzel a helyére nyomtam a csatlakozót, már nem volt probléma, minden SD kártyás nyomtatás működött.
De nem sok hiányzott már a kerék tetejéből, úgyhogy végül nem nyomtattam újra, hanem összeragasztottam mindent (amúgy sima pillanatragasztóval remekül ragasztható a PLA és az ABS is), és elkészült a kis kocsi.
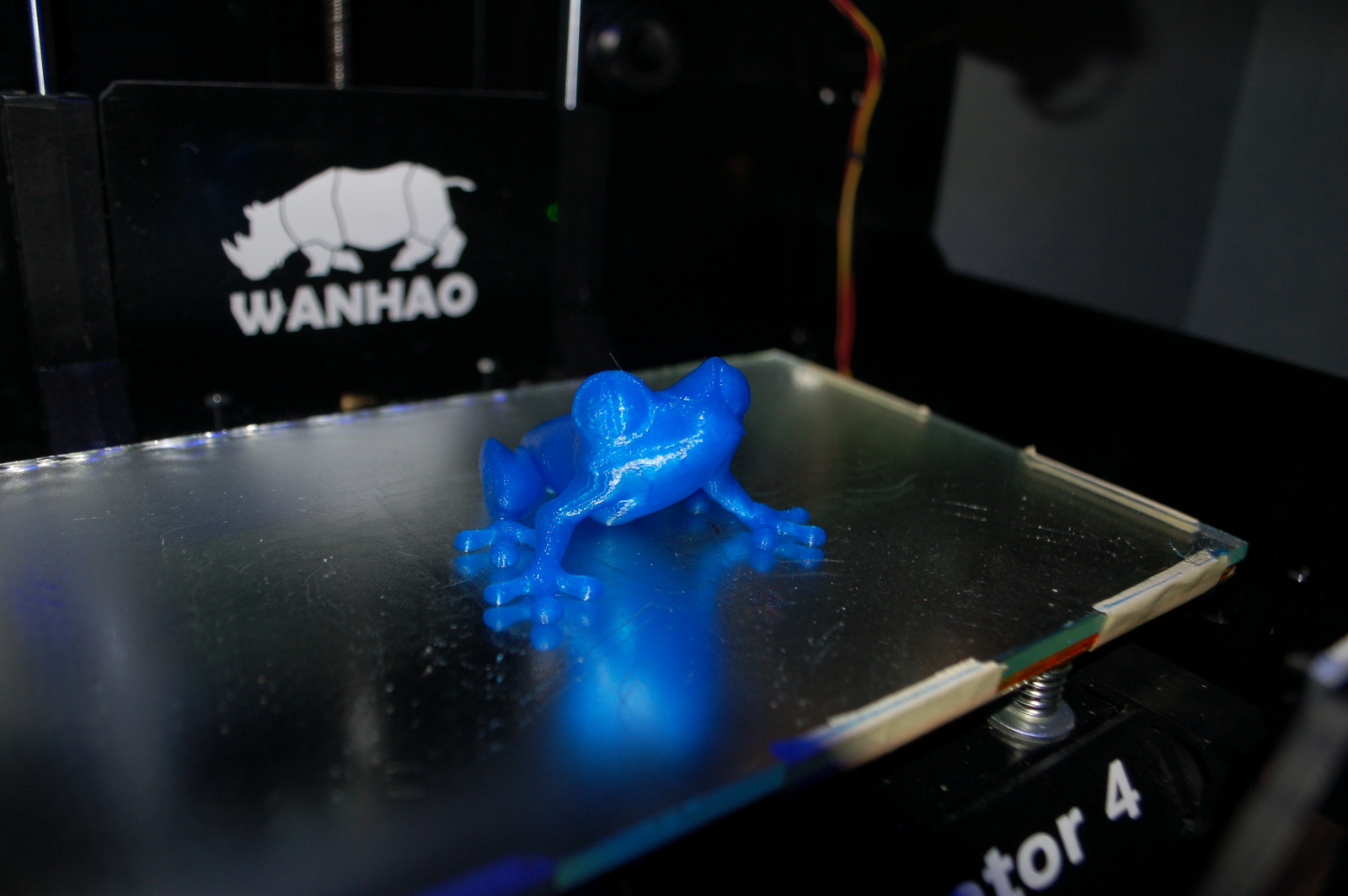
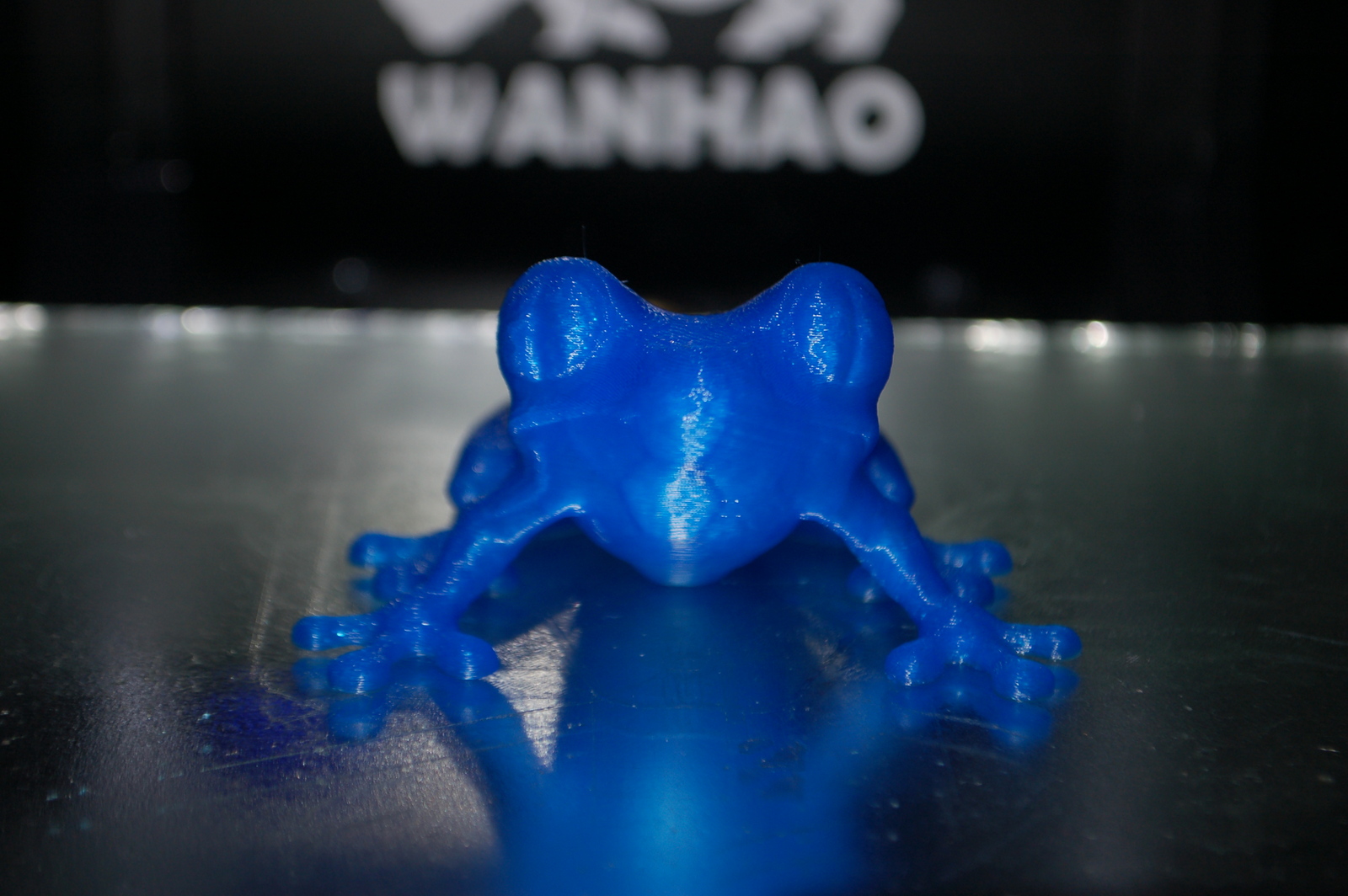
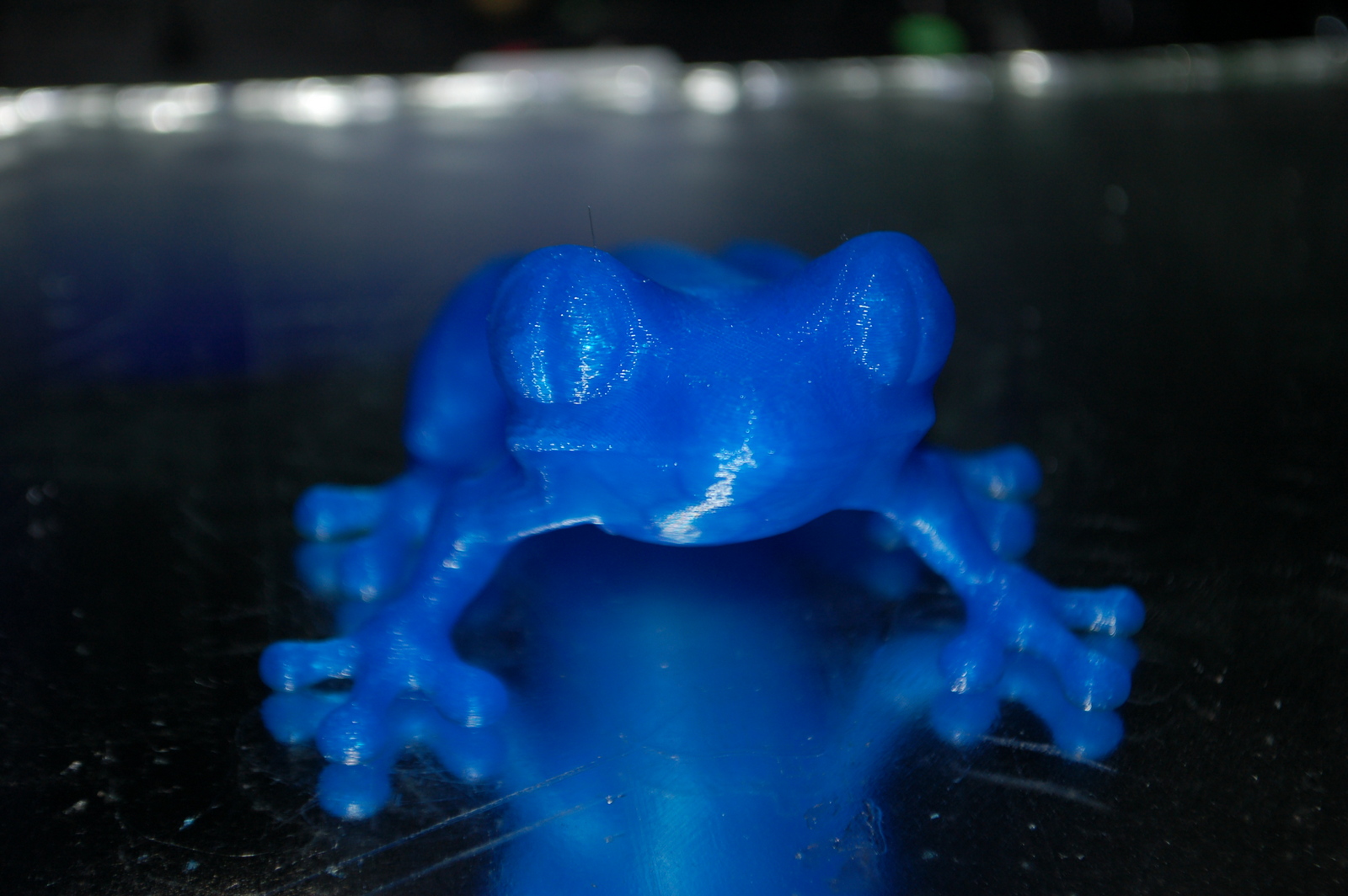
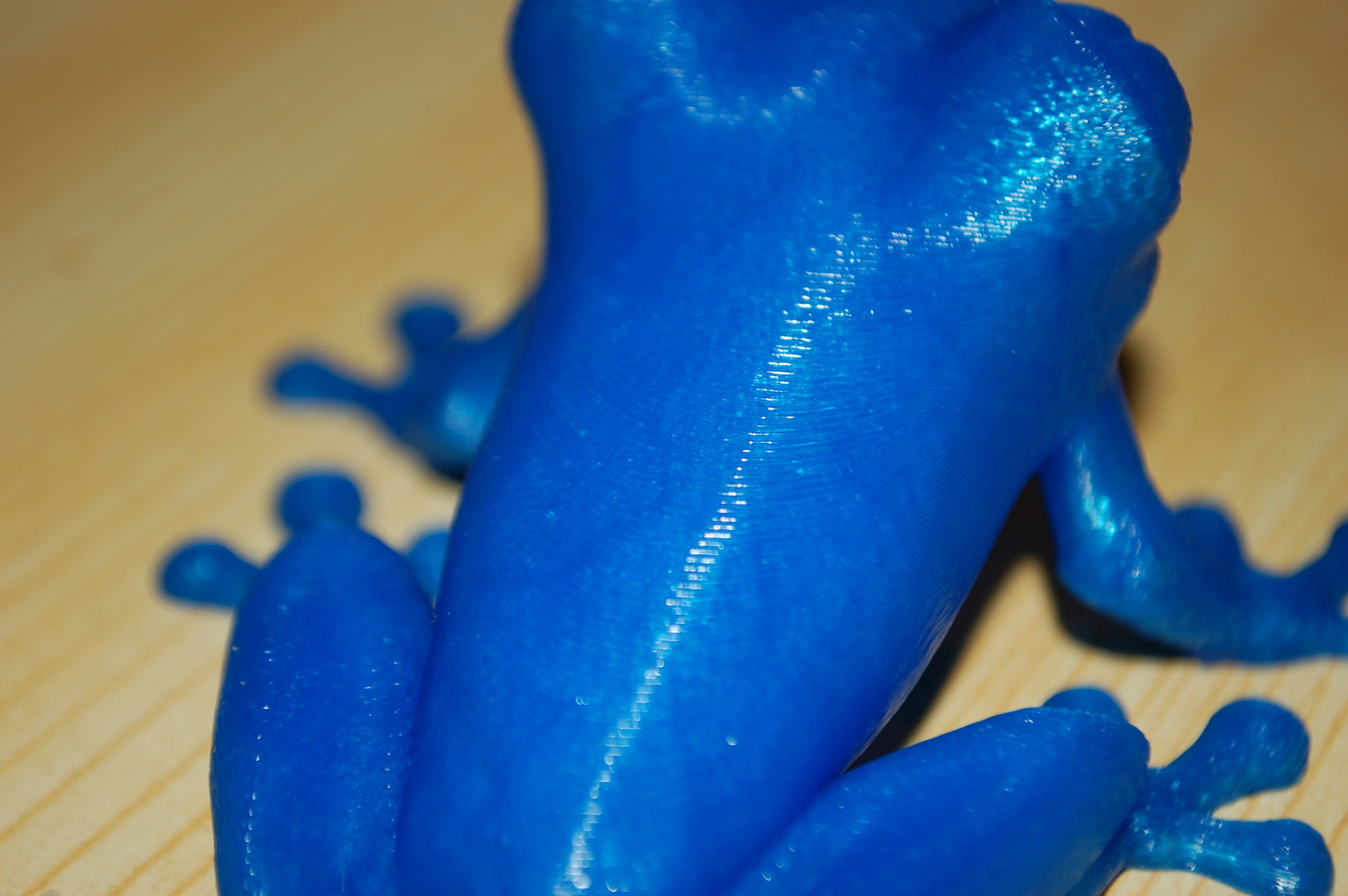
Napi tipp: A béka, a béka festve
A béka egy gyakori teszt tárgy a nyomtatási minőség és szeletelési beállítások kalibrálásához. Eddig csak ABS-szel nyomtattam ki jó régen, de akkor le is festettem akril festékkel:



A napi tipp tárgya az, miszerint akril festékkel remekül lehet mind az ABS-t, mint a PLA tárgyakat festeni. Azért vigyázzunk, ne túl vastagon fessük, mert akkor könnyebben lepattogzik. Ha valaki elég türelmes, esetleg még fel lehet a festék rétegre vinni egy fixáló réteget is.
Gondoltam most újra kinyomtatom, ezúttal kék PLA-val. Szép lett! Szép lett a hátán a fokozatos emelkedések, szépek lettek a kontúrok is. 0.2mm, kék PLA, 80mm/sec.

Aceton gőzös fürdű ABS felületkezelésére



Pont a napokban kérdezte tőlem egy érdeklődő, hogy mi a tapasztalatunk az acetonos fürdővel. Úgyhogy gondoltam csinálok egy gyors tesztet és beszámolok róla itt, hogy mire is használható.
Mit is értünk acetonos fürdő alatt? Ez egy olyan trükk, amit ABS esetén lehet alkalmazni. Tudvalevő, hogy az ABS-t acetonnal lehet oldani, felületkezelni. Ennek egyik módja, hogy egy kevés acetont (mondjuk egy fél-1cm magasságnyit) rakunk egy befőttesüvegbe és abba beleteszünk egy kis állványt (itt a képen egy elhasznált mécses), amire rátesszük a felületkezelni kívánt tárgyat és 1-2 napig ott hagyjuk. Utána még a 0.3mm-es rétegvastagsággal készült tárgyaknak is elmossa a rétegezettségét az aceton és fényes felületet ad az amúgy matt hatású ABS-nek. Látható a képen viszont, hogy azért óvatosan, mert az aceton meglágyítja a műanyagot, itt pl. a bástya tornyán lévő kiszögellések kicsit eldeformálódtak.
Egyéb variációk a témára:
- http://blog.reprap.org/2013/02/vapor-treating-abs-rp-parts.html
- http://www.3ders.org/articles/20130324-acetone-vapour-bath-smoothing-experiment-and-safety-test.html
- http://hackaday.com/2013/02/26/giving-3d-printed-parts-a-shiny-smooth-finish/
De bátran kísérletezzünk, mert elég szép eredményt lehet elérni ezzel a trükkel! Én amúgy gyógyszertárban vettem a tiszta acetont, a körömlakklemosó nem az igazi, mert az oldott és egyéb dolgok is vannak benne. Ja és óvatosan az acetonnal, mert gyúlékony anyag és irritáló hatása is van, ezért szabad térben kísérletezgessünk!
Lego kockák nyomtatása és a nyomtatási pontosság
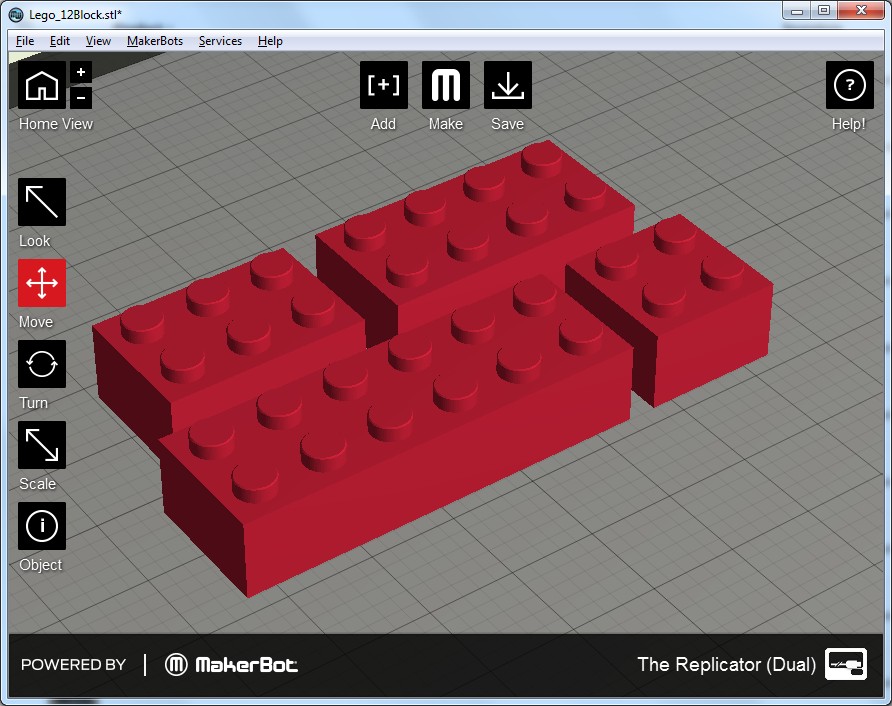
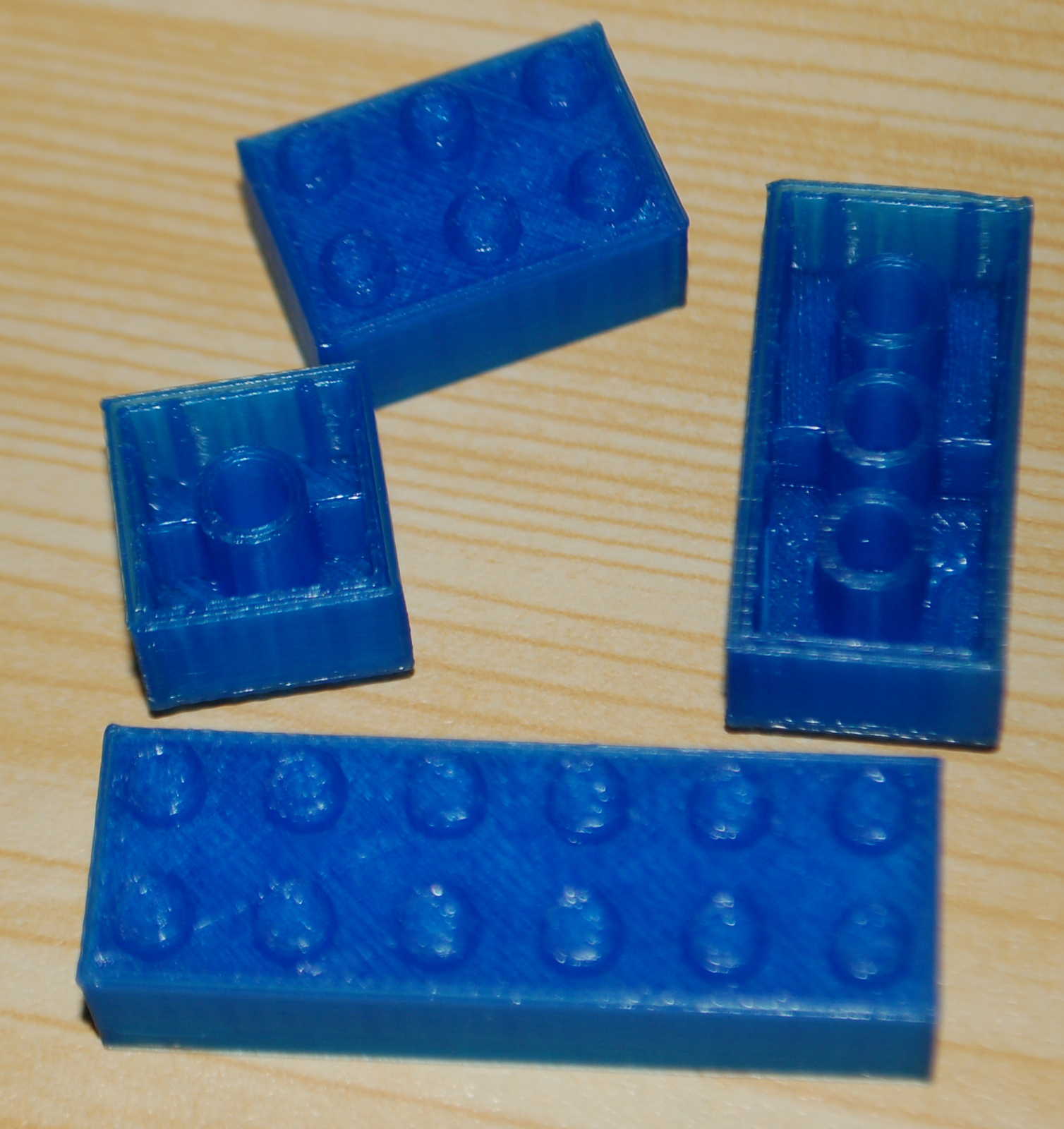
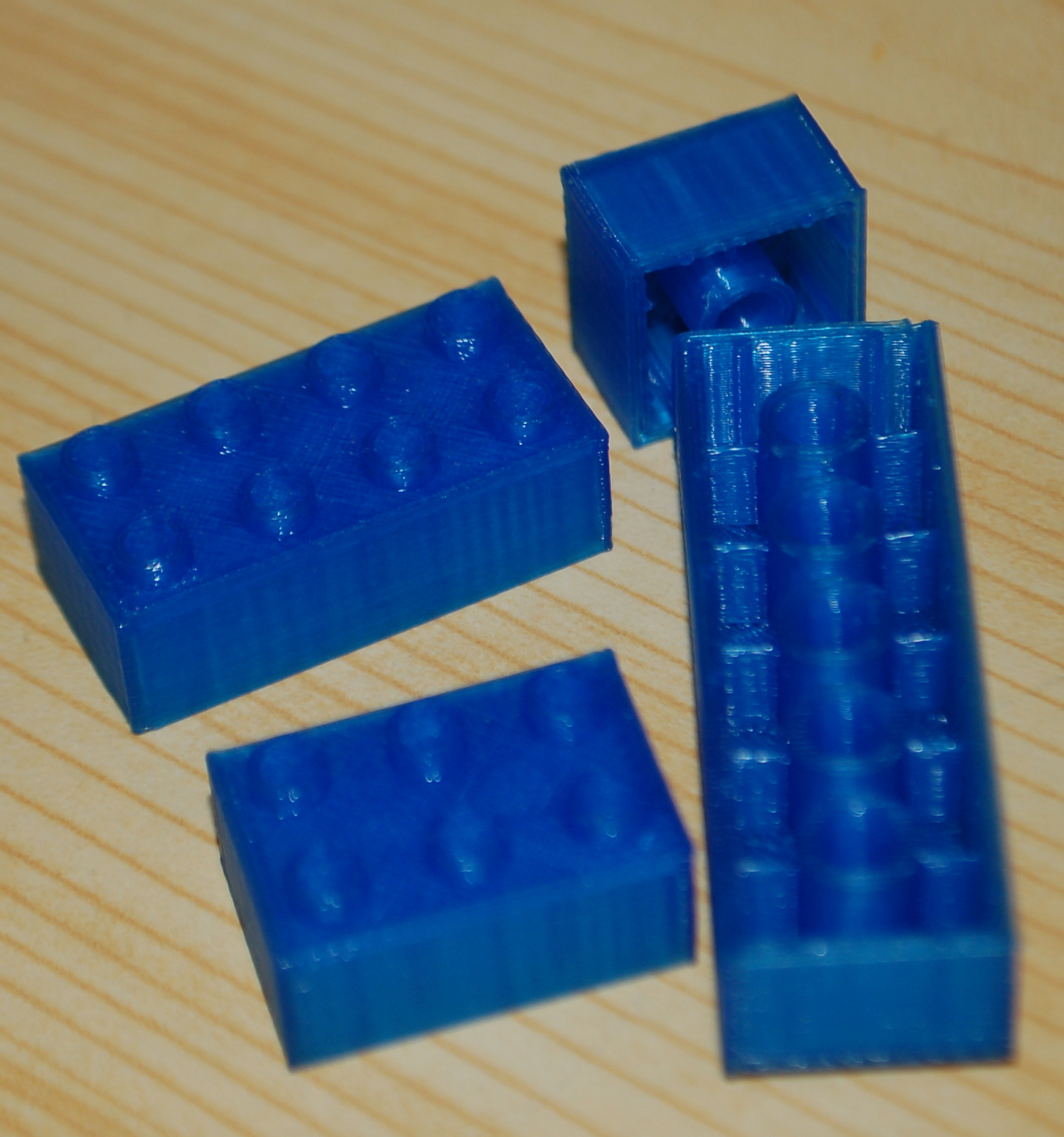
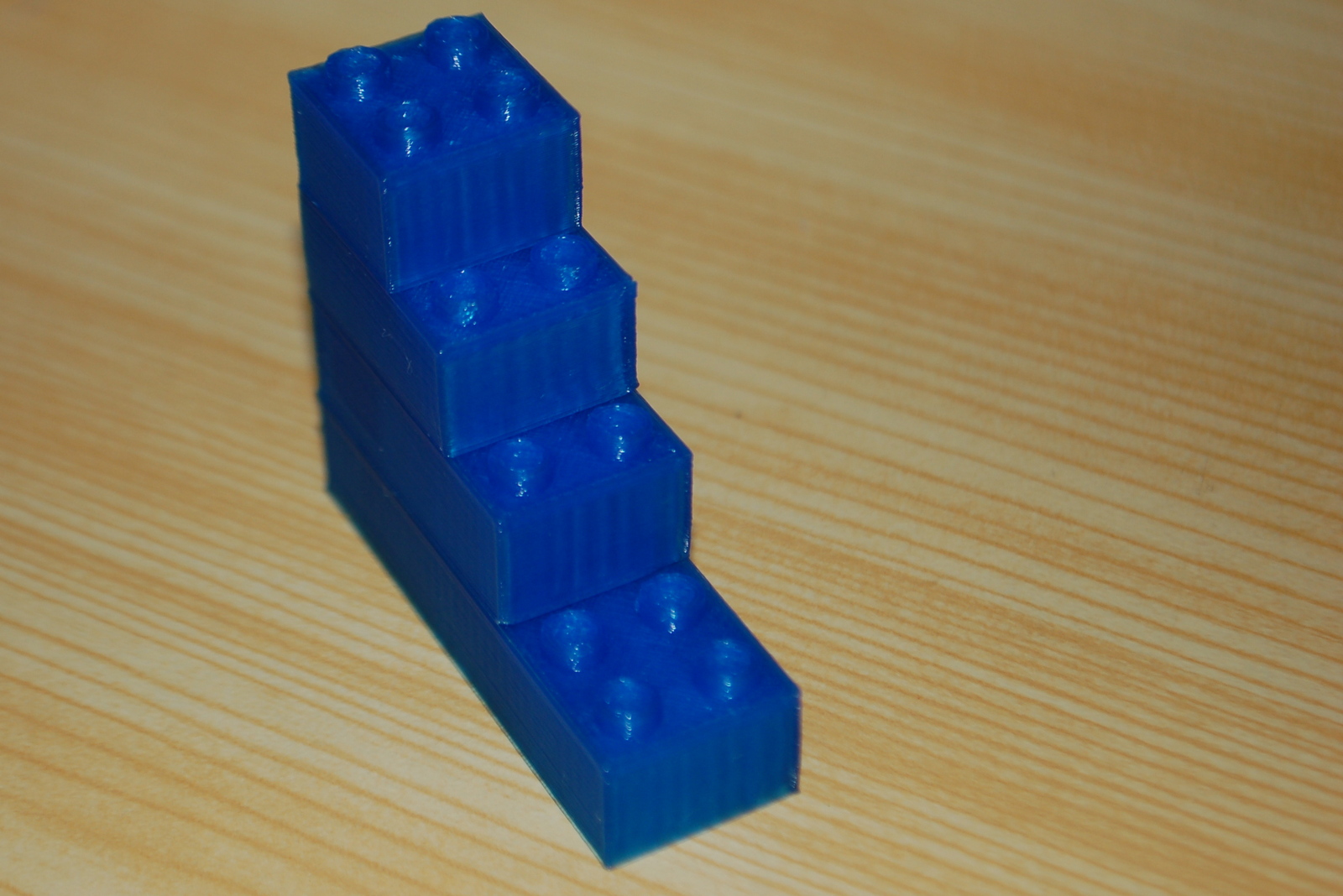
Egy másik fórumon olvastam, hogy valaki legó kockákat nyomtatott próba gyanánt. Gondoltam ez egy remek lehetőség lesz, hogy kipróbáljam a toleranciát és a nyomtatás pontosságát is. Úgyhogy kerestem a thingivere-en egy készletet, amit nyomtathattam: http://www.thingiverse.com/thing:39343
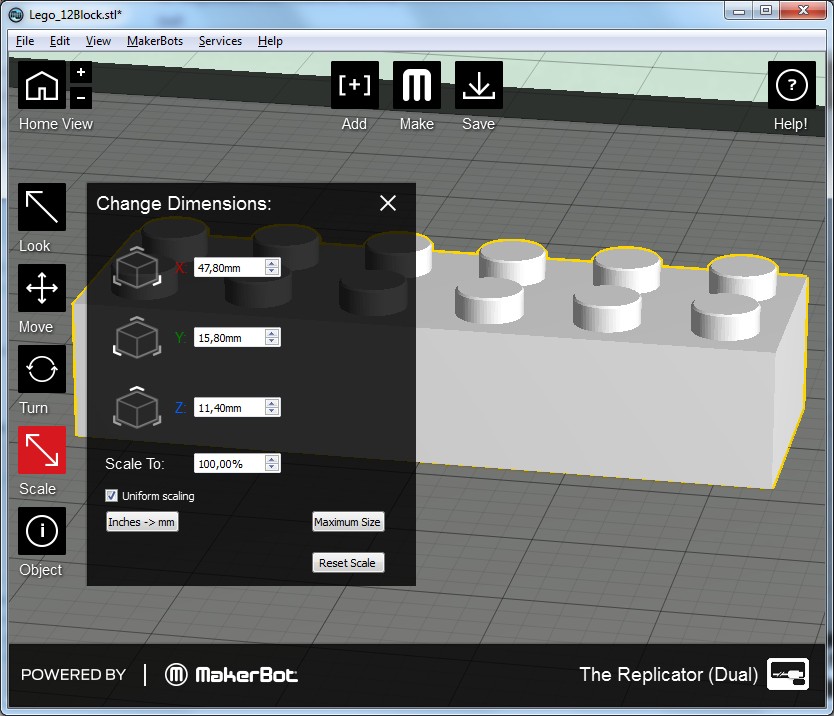
Ha valaki amúgy egy egész készletet vagy konkrétan egy méretet szeretne nyomtatni, itt van két paraméterezhető változat (ezekkel megadott méreteket lehet legenerálni és nyomtatni):
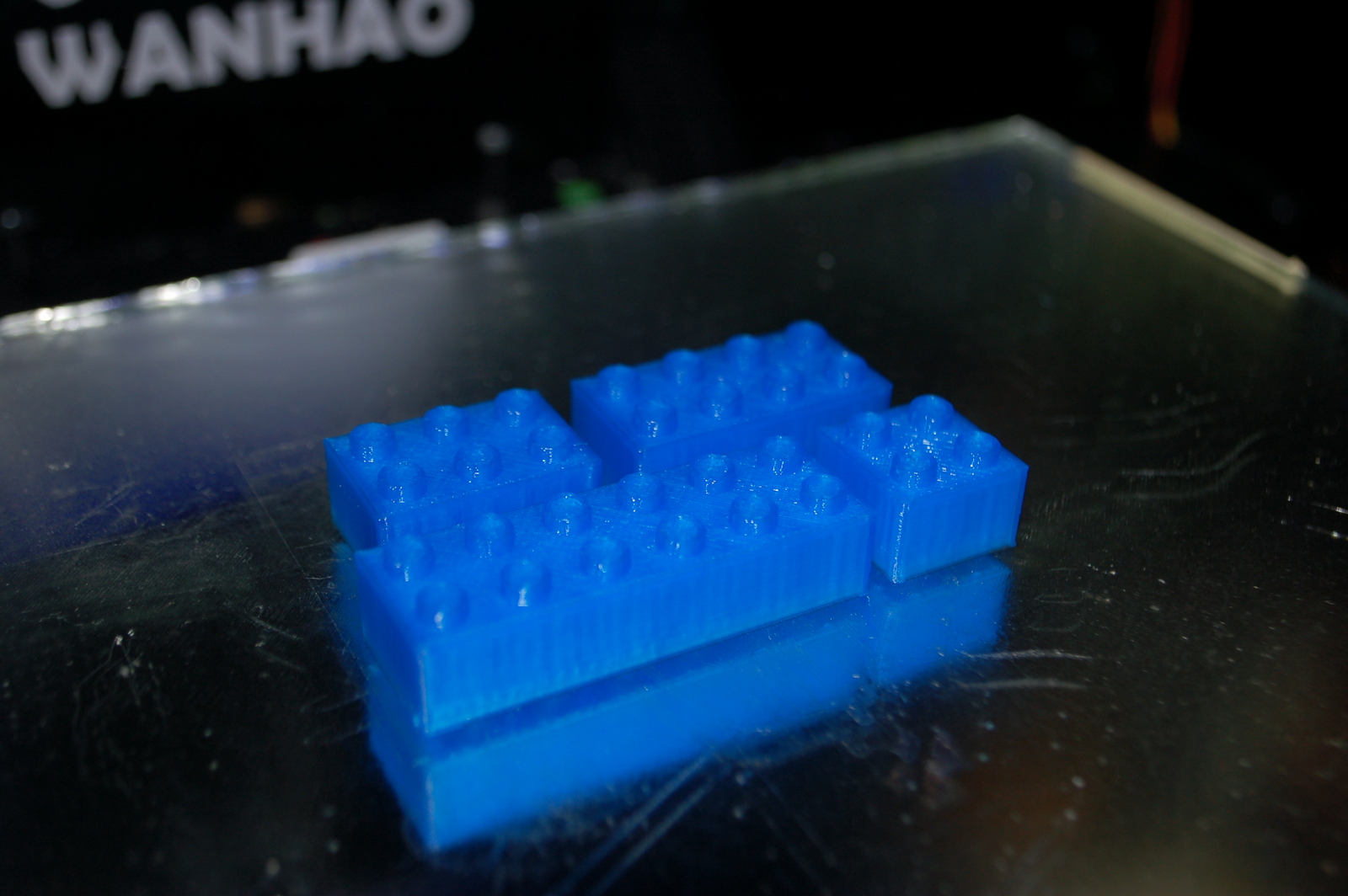
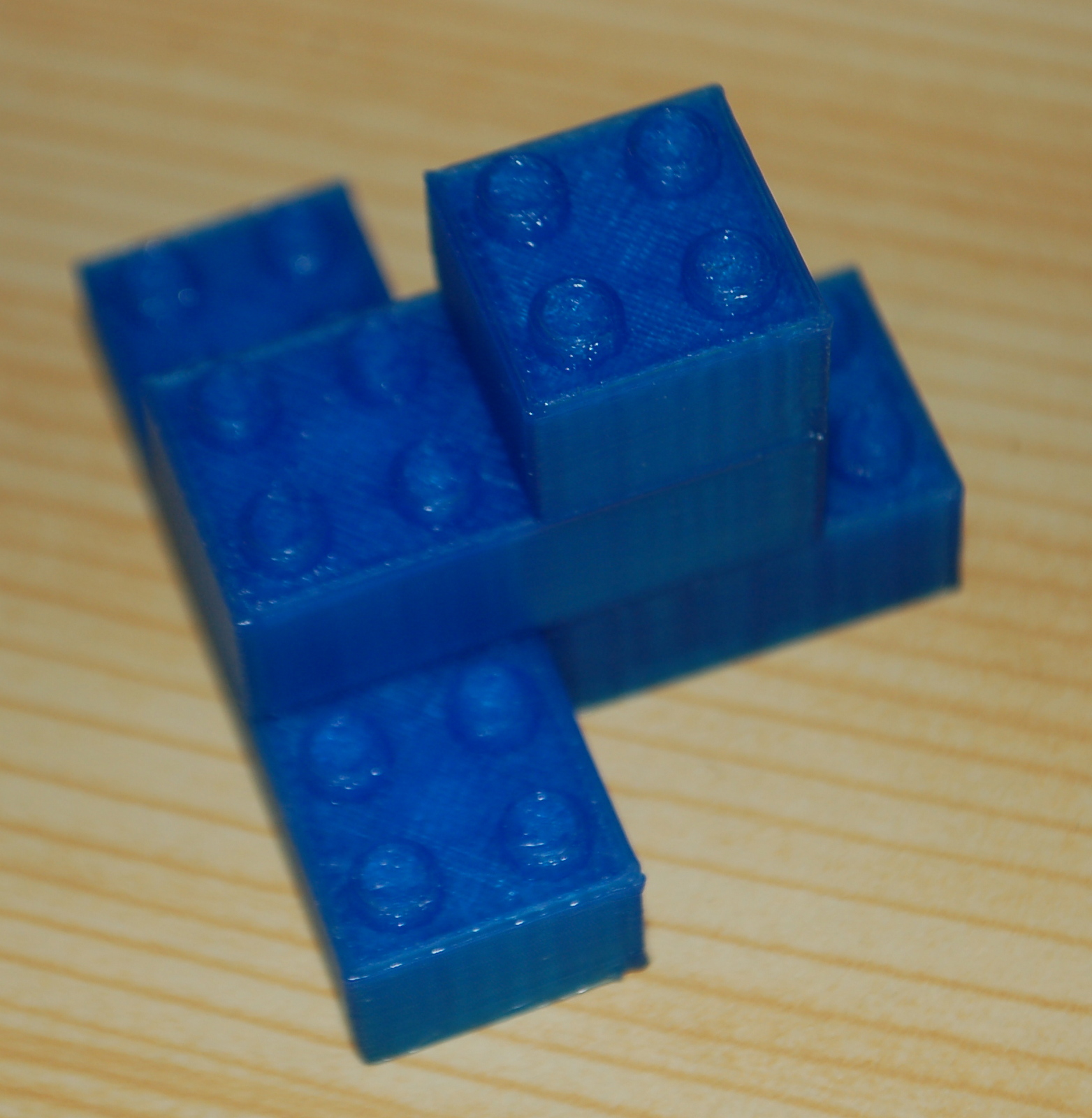
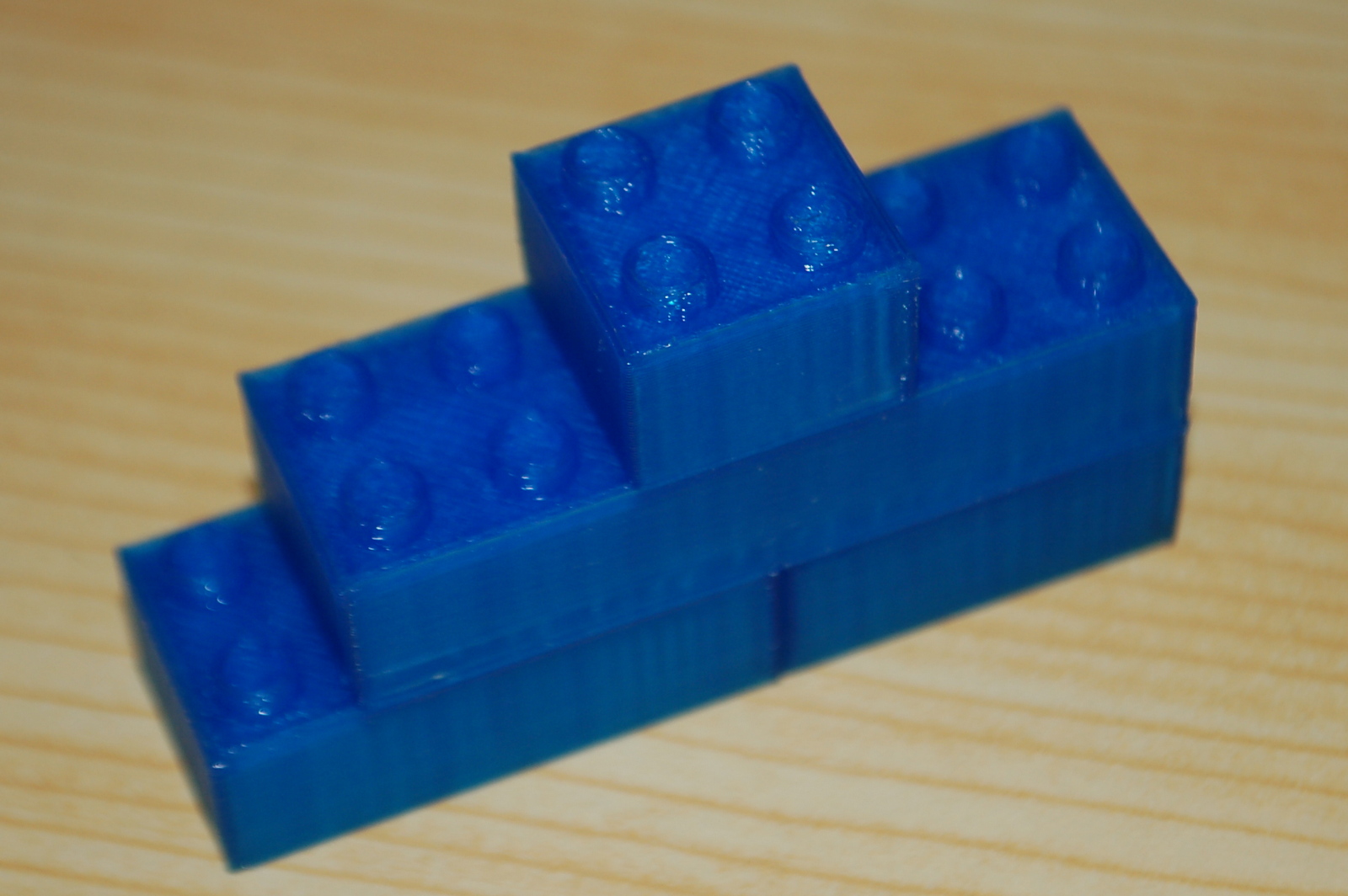
A nyomtatás után simán össze tudtam illeszteni a kockákat, azonban arra legalább annyira kíváncsi voltam, hogy mennyire lesznek pontosak az elkészült kockák. Meglehetősen azok lettek, meg is lepődtem! Bár PLA-val nyomtattam, ami eleve méretpontosabb alapból, de így is jó eredményeket kaptam. Ha ABS-szel nyomtatunk, akkor akár 3-5%-os zsugorodási faktort is figyelembe kell vennünk. Ezt a problémát úgy lehet kezelni, hogy nyomtatunk egy-két próbanyomatot és utána az elkészült tárgy méretei alapján képzünk egy szorzó faktort, amivel utána átméretezhetjük nyomtatás előtt még a modellt. Továbbá ezek a fajta nyomtatók sem század mm pontosak, általában azt mondják, hogy alapból 1-2 tized mm-es hibával dolgoznak, de ezen is legtöbbször lehet javítani a tengelyek illetve a szíjak állításával, adott esetben kenéssel vagy a nyomtatási sebesség csökkentésével. Ennél a nyomtatásnál a következő képen látható eredményeket kaptam:
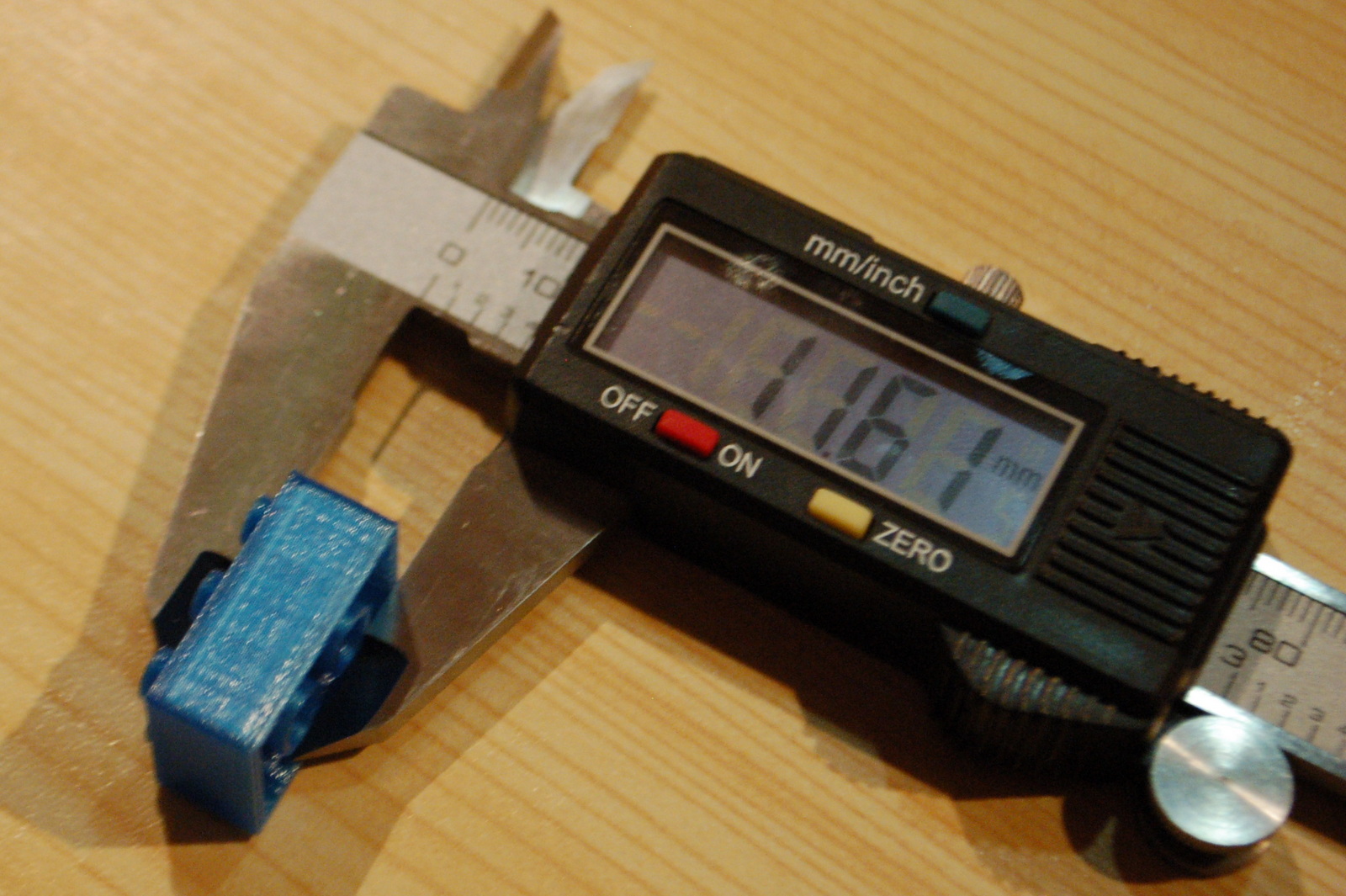

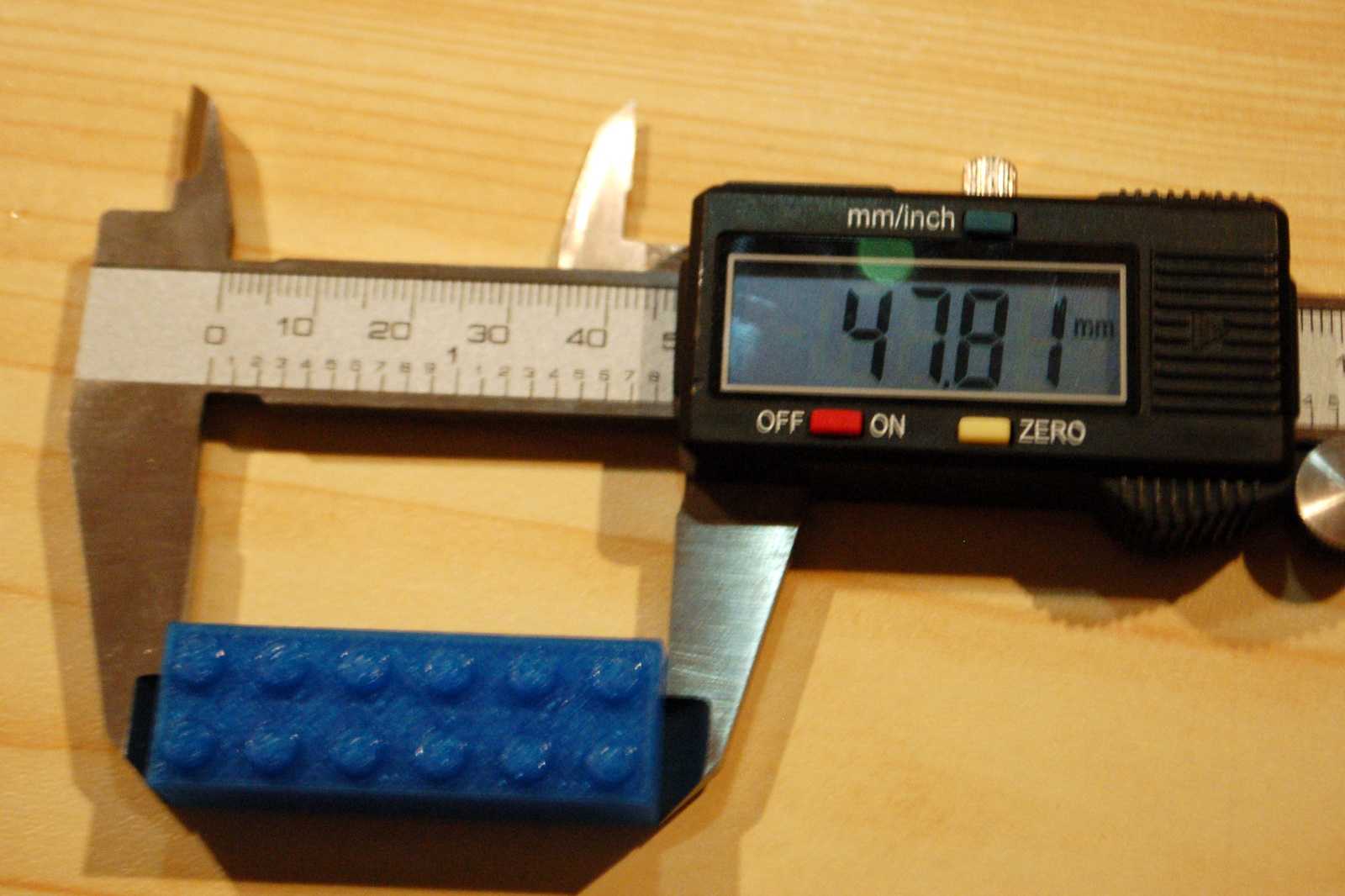
Egész jó. A legrosszabb eredményt a magasságnál kaptam, de nem abban az irányban, amire számítottam: a magassága a tervezetthez képest kb. 2%-kal nagyobb lett! Ha alacsonyabb lett volna, azt még a szintezéssel meg tudtam volna magyarázni (bár lehet, hogy itt is kicsit magasabban kezdte a nyomtatást gép, mint kellett volna). De még ezen lehetne javítani.
100 mikronos koponya
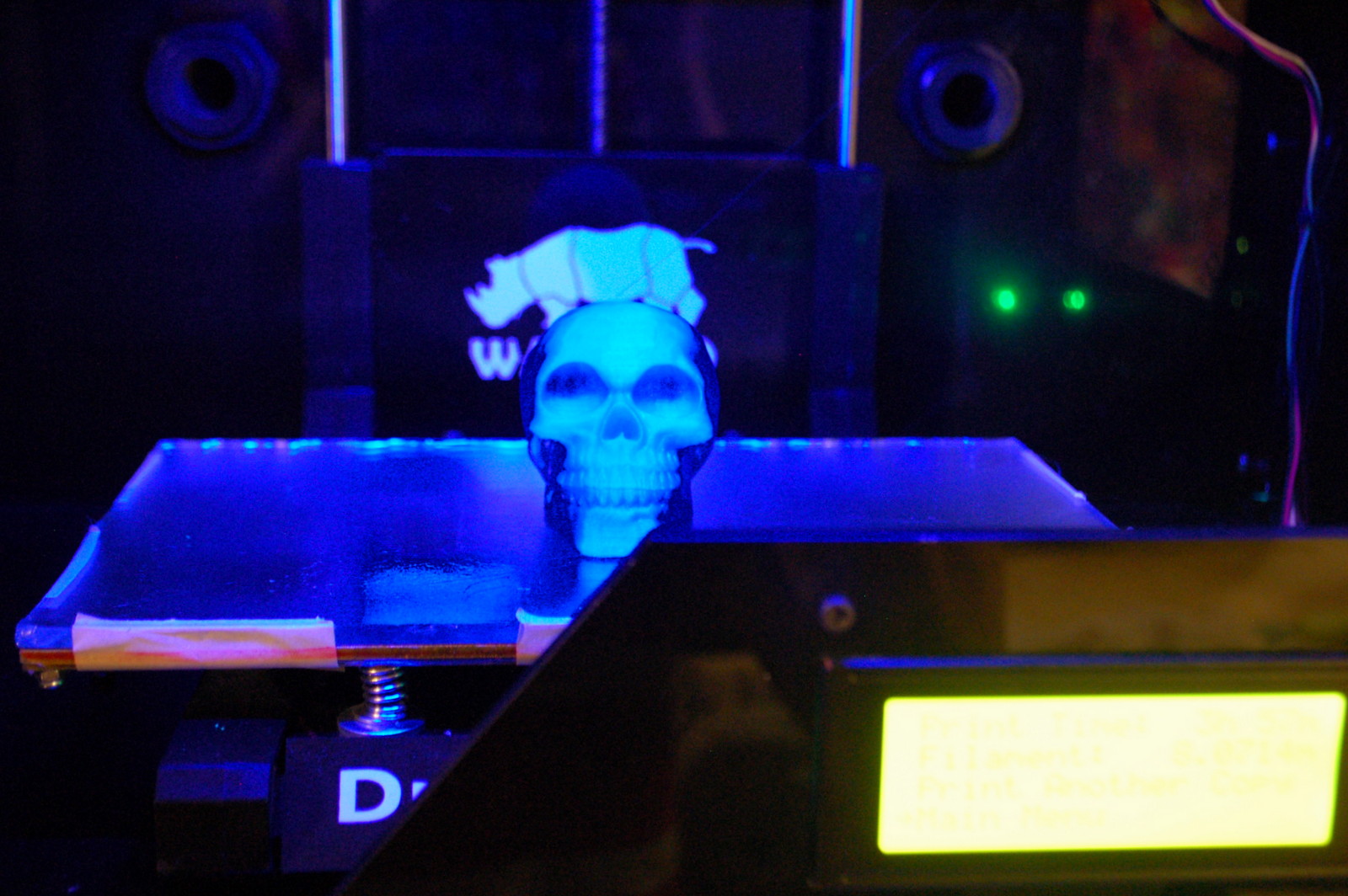

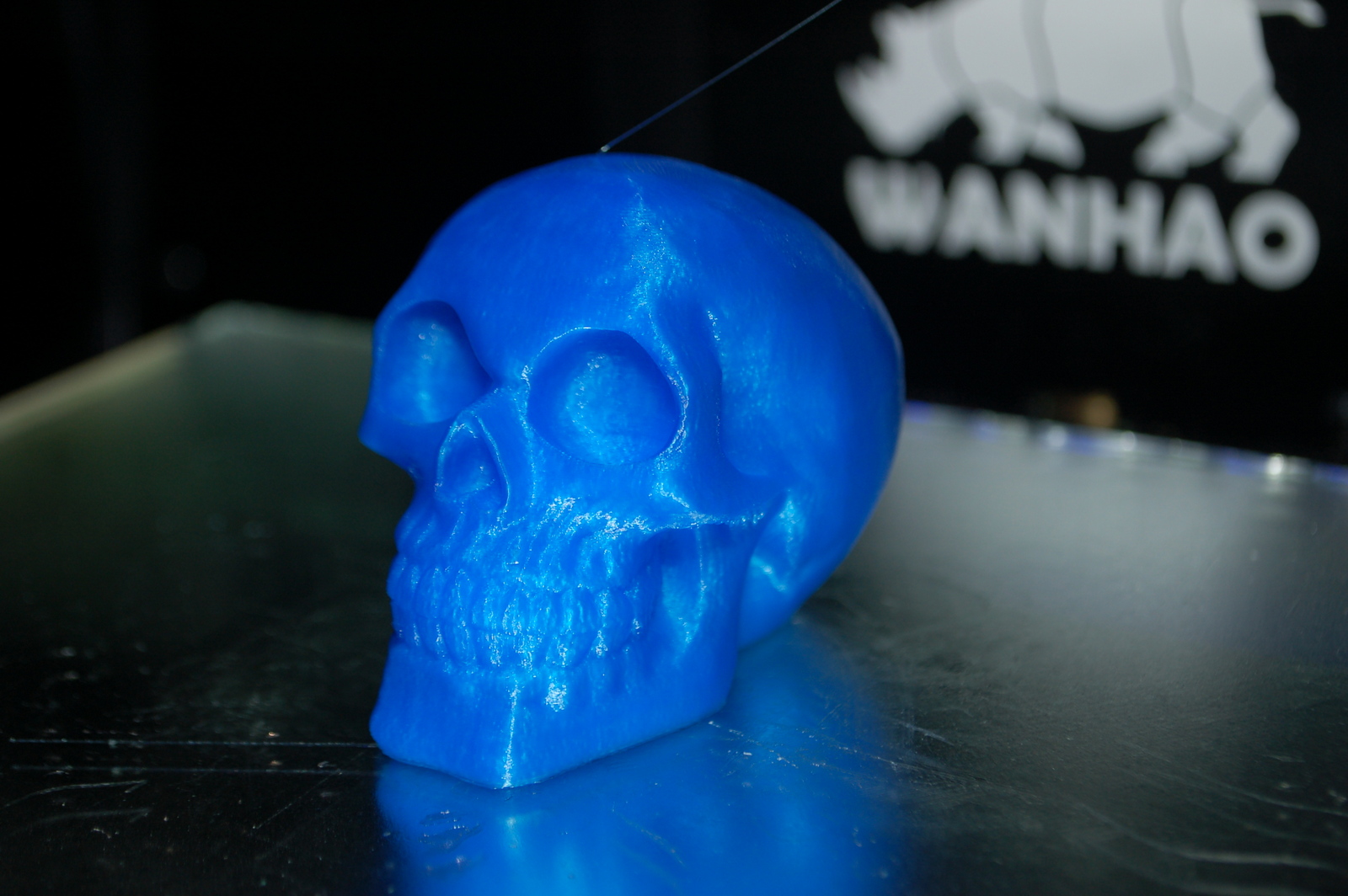

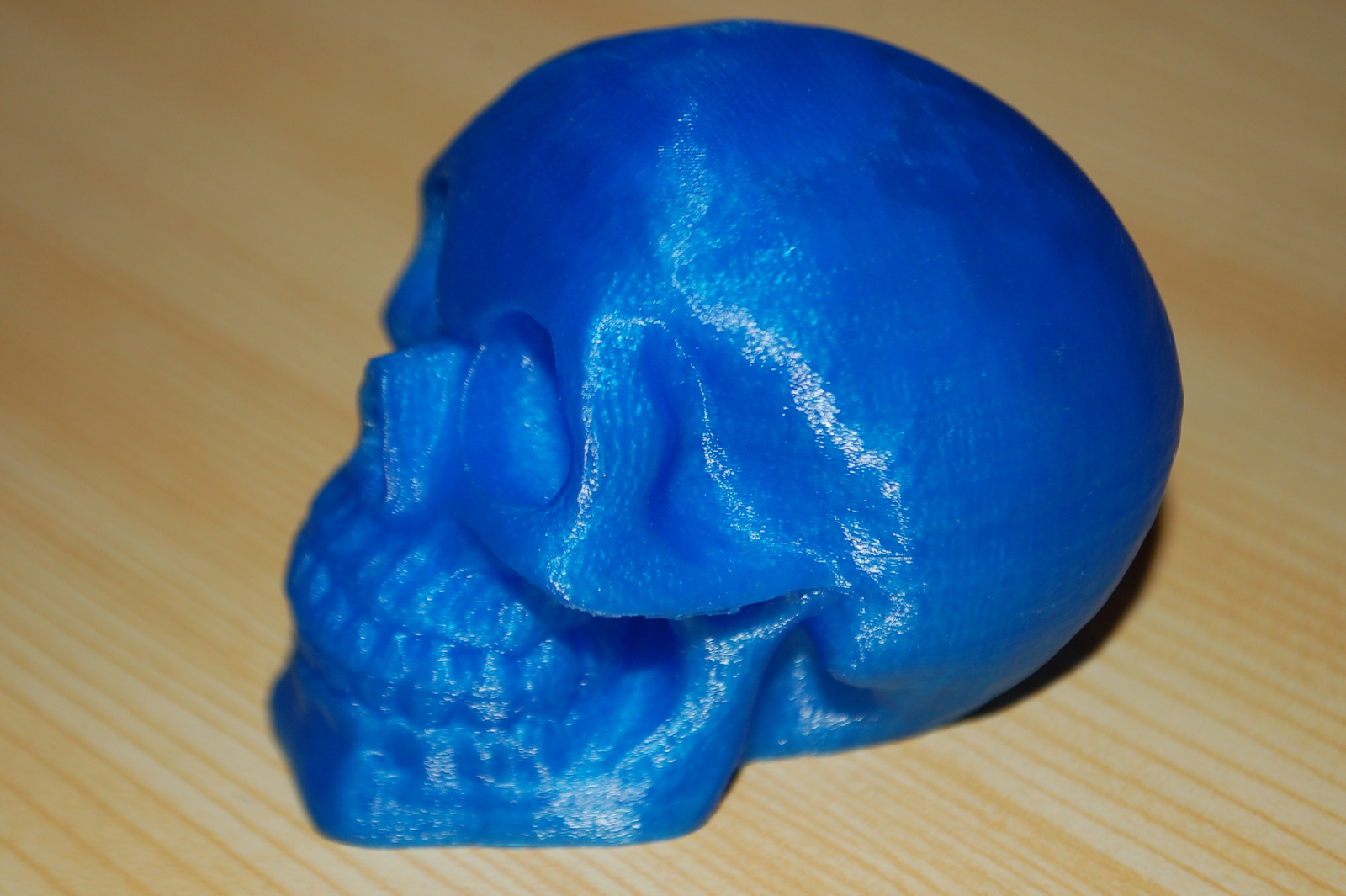
A most nemrég felbontott kék PLA-val kinyomtattam újra 100 mikronos rétegvastagsággal a koponya modellt. Nagyon szép lett a felülete, szinte alig látszanak a rétegek és szép egyenletes mindenhol. Egyedül a koponya egyik arccsontja volt olyan, hogy kicsit a levegőbe lógott, de ezt az 1-2 apró lelógást egy késsel eltávolítottam és most már nem is látszik.
Az viszont látszik, hogy a 100 mikronos, és viszonylag lassabb (50mm/sec-es) nyomtatás bizony el tud tartani egy jó darabig, még egy közepes méretű tárgy esetén is. Itt ha jól emlékszem olyan 2 és fél órát tartott a nyomtatás.
Ami viszont érdekes volt, és már korábban is gyanakodtam rá, most úgy tűnik, bizonyítást is nyert, hogy a Makerware és a ReplicatorG más-más kezdő Z értéket használ. Az asztal úgy volt kalibrálva mostanában, tehát szintezve, hogy a Makerware-ből nyomtatott tárgyak jól tapadtak, de nem túlságosan azért, hogy ne tudtam volna őket eltávolítani. Most ez a koponya X3G fájlt viszont még anno a Skeinforge + ReplicatorG párossal lett generálva, és azt vettem észre, hogy egy leheletnyivel alacsonyabban kezdte a nyomtatást a nyomtató, így nagyon odaragadt a koponya alja a tárgyasztalhoz. Sokat kellett feszegetnem és a szikével piszkálnom, még végre sikerült eltávolítani. Tehát jó tudni, hogy ha felváltva használnánk a Makerware és ReplicatorG által generált X3G fájlokat, akkor lehetnek ilyen problémák a tárgyasztal szintezése kapcsán.
Magyarországon kapható, otthoni 3D nyomtatók összehasonlítása
Ebben a bejegyzésben szeretnék egy rövid áttekintés nyújtani a Magyarországon jelen pillanatban kapható otthoni felhasználású 3D nyomtatókról (tehát nem a sokmilliós ipari gépekről, bár az is megérne egy misét).
Rögtön az elején szeretnénk leszögezni, hogy bár próbálunk objektívak, lenni, de azért természetesen némi szubjektív vetület is belekerül az összehasonlításba, lévén mi magunk is értékesítünk 3D nyomtatót. És természetesen az lesz a konklúzió (előre lelövöm a poént), hogy miért a mi általunk forgalmazott nyomtatók a legjobbak. :) De ettől még igyekszem, hogy azok a dolgok, amiket a többi nyomtató kapcsán felhozok pro és kontra érvek, teljes mértében objektív tényeken alapuljanak. Ha mégsem így volna, hajlandó vagyok módosítani a leírásokon.
3D Systems nyomtatók: Cube, CubeX Duo és CubeX Trio
 |
Cube (2. gen.): Ez a Magyarországon legtöbb helyen árusított, otthoni felhasználásra alkalmas 3D nyomtató. Még a MM is árusítja, persze természetesen a szokásosan prémium áron.
Kontra
|
 |
CubeX és CubeX Duo: A Cube egy és kétfejes nagy testvére, ami számtalan előnyös tulajdonsággal bír (designos, nagy tárgyasztal felület, pontos), egyedüli "probléma", az ára: bruttó 930.000 Ft a kétfejes változat, tehát több, mint 2x annyiba kerül, mint az általunk forgalmazott nyomtató. Illetve a CubeX szál "patron" kicsit több, mint fél kg-nyi anyagot tartalmaz, cserébe viszont jó drága: bruttó 31000 Ft. Ennyiért nálunk 3.4kg anyagot lehet venni, tehát majdnem 7x-es az árkülönbség. Megéri? Nem hinném. Ennél a típusnál is elmondható, hogy zárt, saját rendszerű szoftvert adnak hozzá. Kicsit utánaolvasva nem túl sok jót írnak erről a típusról, persze lehet, hogy csak rossz széria volt az első és azóta megoldódtak a problémák. |
 |
CubeX Trio: Háromfejes változat, ugyanazt el lehet mondani róla, mint a CubeX Duo-ról. Ennek a típusnak az ára: 1 millió 250e Ft. Nem olcsó. |
Makerbot nyomtatók: Replicator 2 és Replicator 2X
 |
A Makerbot által gyártott Replicator 1 (dual) nyomtató az a nyomtató, aminek a nyílt forráskódú tervei alapján (de azokat továbbfejlesztve) készítette el pl. a Wanhao cég a saját nyomtatóját. Replicator 2: egy extrúder, nincs fűtött tárgyasztal (ezért csak PLA-val lehet nyomtatni, ami bizonyos értelemben limitáció), cserébe designos a kinézet és 915e Ft-os bruttó ár. Amiben jók a Makerbot Replicator2/2x típusok, hogy elég nagy közösség van mögötte, custom firmware (Sailfish), stb. De mivel a Wanhao Duplicator 4 is teljes mértékben kompatibilis a Replicator 1 Dual típussal, ezért ugyanezt ott is el lehet mondani. |
 |
A Replicator 2X típus dupla extrúderrel és fűtött tárgyasztallal rendelkezik, így alkalmas mind PLA, mind ABS-szel való nyomtatásra. Design-os, jó szoftver környezettel bír (lásd Replicator 2), pontos, stb. Az egyedüli hátránya az ára: 1 millió 114e Ft. Ez 2.5x-öse az általunk forgalmazott, hasonló tudású és minőségű nyomtatónak. Amiben jobb a 2X, az a nagyobb tárgyasztal (25x16x15cm vs. 22.5x14.5x15, tehát egyik irányban 2.5 cm, másik irányban 1.5cm-el nagyobb). Tehát véleményem szerint nem éri meg a 2.5x-ös árat, még akkor sem, ha kicsit designosabb és leheletnyit nagyobb a tárgyasztal. |
Velleman K8200 építőkészlet
 |
Pro
Kontra
|
Leapfrog Creatr
 |
Egész jó gépnek tűnik a Leapfrog Creatr, a mechanikai részek is jól meg vannak tervezve, és a tárgyasztal is jó nagy (23x27x20cm). Az ára viszont kissé borsos, 700e Ft a két extrúderes változat, ami majd' 300e Ft-tal drágább, mint az általunk forgalmazott Wanhao Duplicator 4. Egy valamivel nagyobb tárgyasztal nem biztos, hogy megér ennyit, főleg, hogy sokszor még darabolni is lehet a tárgyakat. Illetve a gyári specifikáció alapján a 60mm/sec-es extrúdálási sebesség nem valami gyors, elég sokáig tarthat egy nagyobb tárgy elkészítése ezzel a sebességgel. De amúgy nem tűnik rossz gépnek. |
RepRap Huxley
 |
A RepRap indította az otthoni 3D nyomtatás forradalmát, és azóta számtalan típus jelent meg a RepRap zászlaja alatt. A Huxley nem egy rossz típus amúgy, de ez is egy egyszerű konstrukció, viszonylag kis tárgyasztallal. Ára 300e Ft bruttó, bár ahol láttam árusítani, ott még elkérnek 30e Ft-ot egy beüzemelésért és egy 20 perces bemutatóért, ami szerintem kicsit drága. Mi bemutatót telephelyünkön ingyenesen nyújtunk, a kiszállítás beüzemeléssel és akár 1-2 órás oktatással vidékre is csak 15.000 Ft. Mivel 0.5mm-es a fúvóka, ezért a minimális rétegvastagság olyan 0.2mm környékén van. |
Wanhao Duplicator 4 és Wanhao Duplicator 4X
 |
Végül elértünk az általunk forgalmazott nyomtatóhoz, a Wanhao Duplicator 4-hez. Véleményem szerint ebben az árban (dupla extrúderes bruttó 425e Ft, szimpla extrúderes bruttó 380e Ft.) verhetetlen. Igaz, hogy a Makerbot nyomtatói alapján készült, tehát valamilyen szinten másolás, de mivel a Replicator 1 még nyílt forráskódú volt, tehát ebben a RepRap nyomtatókra hasonlít. Az extrúdert és az elektronikát továbbfejlesztette a kínai gyártó, viszont szoftveresen kompatibilis maradt pl. a Makerware-rel és más használható slicerekkel (Slic3r, Skeinforge, Cura, Simplify3D, stb...). Cégünk teljes szervizhátteret biztosít a nyomtatóhoz, Magyarországon, és 1 éves garanciát vállalunk, tehát semmilyen rizikó nincs ebben a nyomtatóban. Továbbá talán a weboldalunkon található leírások és ez a blog is bizonyítja, hogy mi nem csak árusítjuk, de jól ismerjük és használjuk is ezt a nyomtatót. |
Remélem ez az összehasonlítás hasznos volt azoknak, akik most terveznek Magyarországon, magyar beszállítótól 3D nyomtatót venni. Nem állítom, hogy minden igényre és esetben a Wanhao Duplicator 4 3D nyomtató a legjobb választás, de szerintem ár/érték arányban verhetetlen.
Továbbá szerintünk ez a blog is egy hozzáadott érték, ahol életszerű tapasztalatokról és tippekről számolunk be, tehát nem csak árusítjuk, de nap mint nap használjuk a nyomtatót és feszegetjük a határokat.
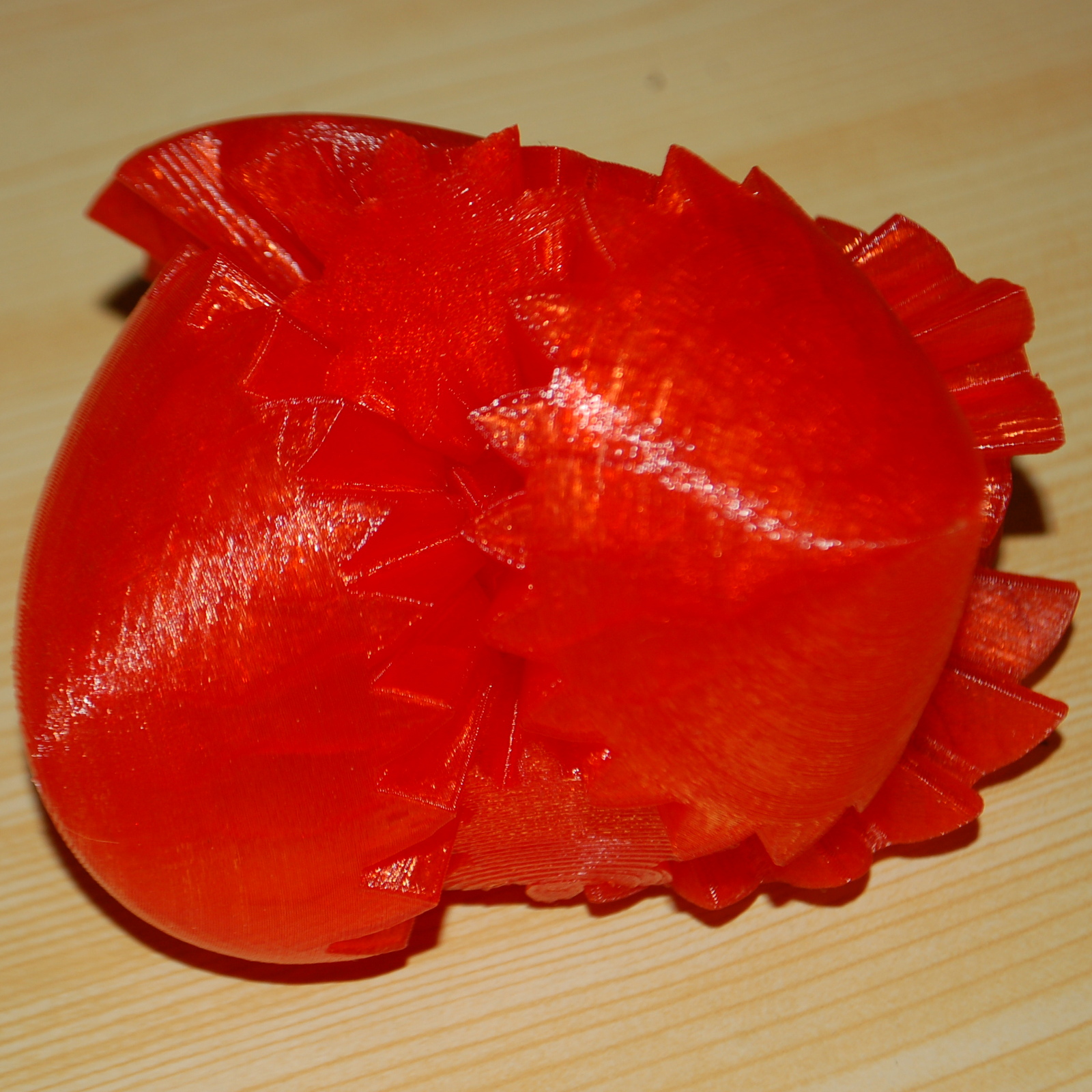
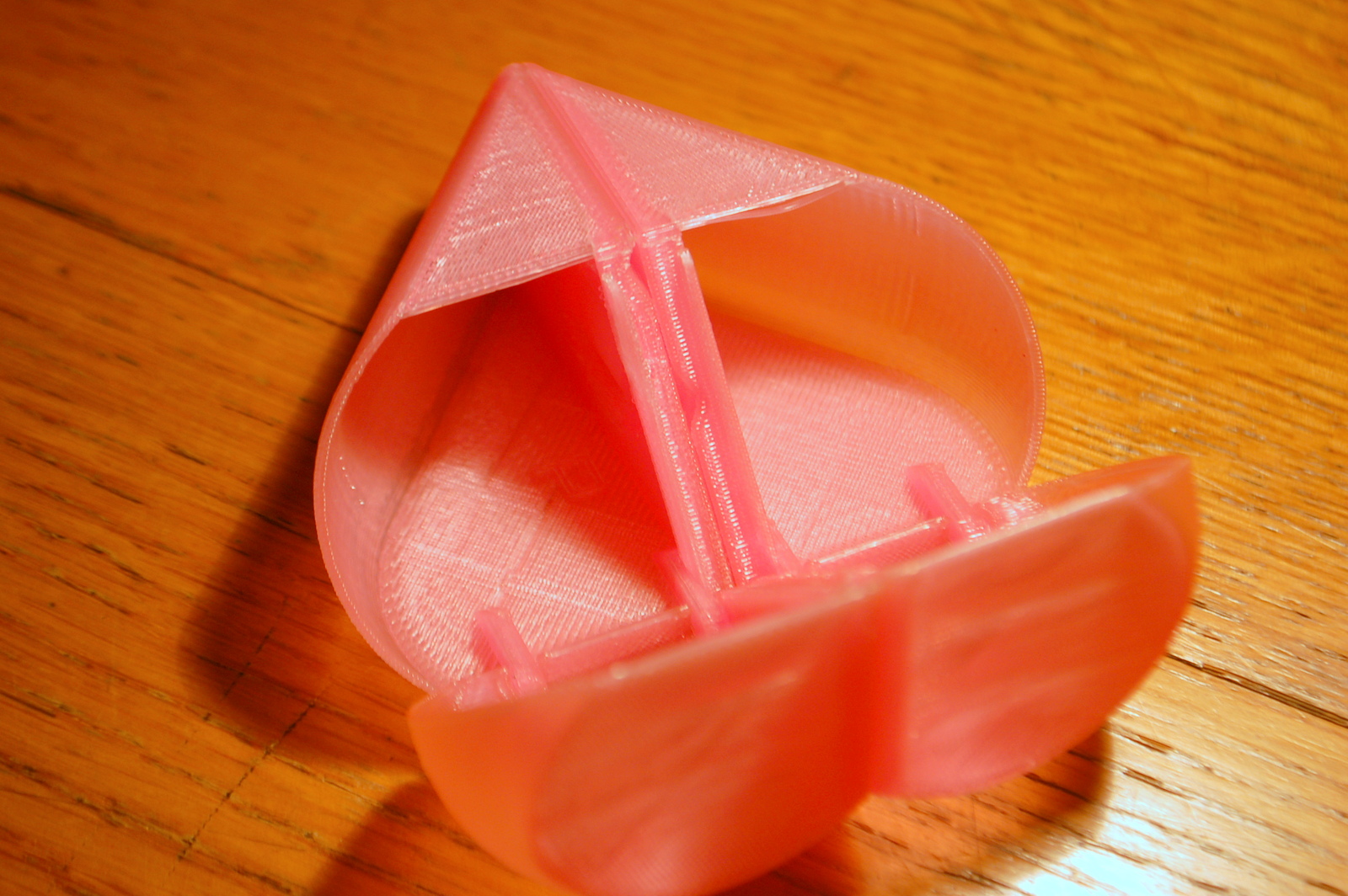
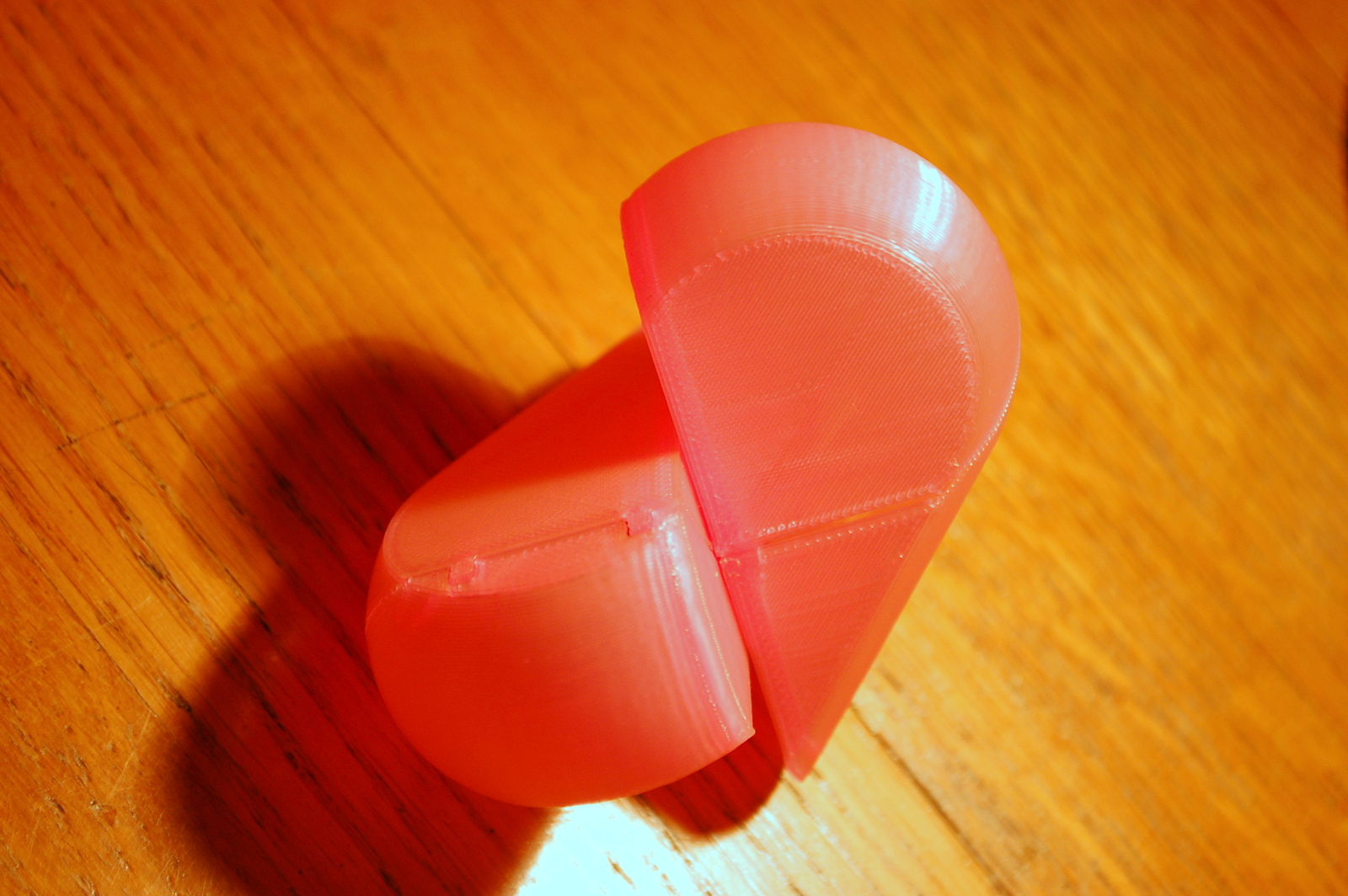
Titkos szív alakú doboz - hajtogatható
A múltkori hajtogatható kockán felbuzdulva kerestem még olyan dolgokat, amelyeket a mechanikus részek (pl. zsanérok, forgatható részek) ellenére egyben lehet nyomtatni. Erre remek példa ez a titkos szívecske doboz: http://www.thingiverse.com/thing:44579 Kicsit összeforrtak az élek, és a forgató részt is elsőre nem volt egyszerű elfordítani, de végeredményben nagyon szép és jópofa lett! Hab a tortán, hogy aki szeretné, paraméterezheti OpenSCAD-dal vagy a thingiverse customizer-ben, és saját szöveget írhat rá!
Rózsaszín PLA, 0.2 mm, 70mm/sec. A hidak (a teteje) is jól sikerültek, alig egy-két helyen lógott egy nagyon picit a szál...





Sakkfigurák


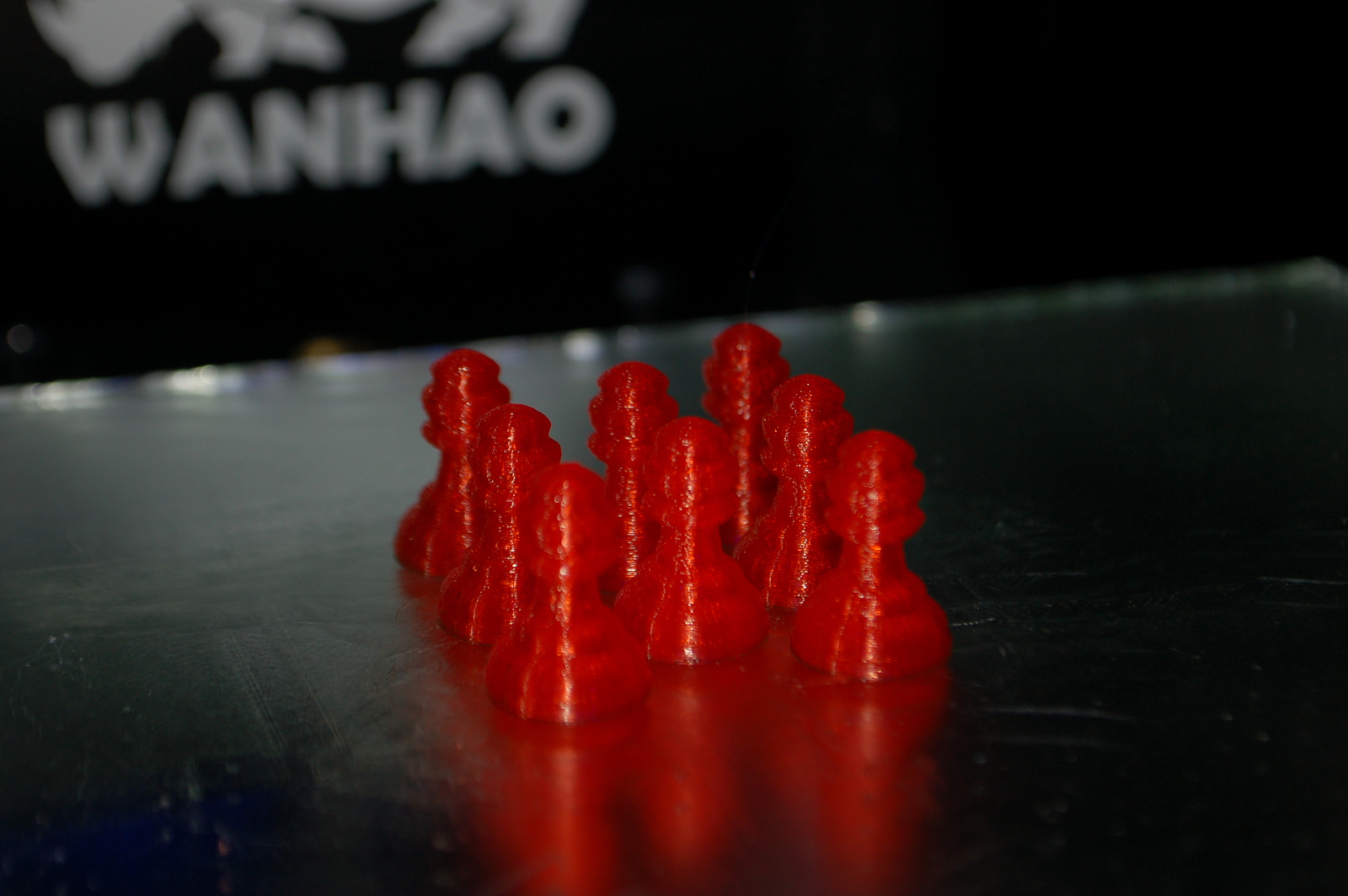



Találtam egy jó kis sakk készletet a thingiverse-en, gondoltam kinyomtatom. Első körben a pirosban nyomtattam ki a készlet egyik felét, két részletben, az eredeti méret 50%-án. Szerintem jól sikerült. Alkalomadtán kinyomtatom egy másik színből a többit, és nyomtatok papírból (micsoda régimódi dolog, papírra nyomtatni! :)) egy sakktáblát.
Piros áttetsző PLA, 0.2mm-es rétegvastagság, 60mm/sec, 215 fok (60 fokos tárgyasztal). Alátámasztás (support) nem kell, de a ló állának alja egy kicsit lelógott, pedig a leírás alapján elvileg nem szükséges egyik darabhoz sem. De így is jó lett, kis késsel levágtam az állánál a lelógó részt.
Napi tipp: szerszámok és kellékek a nyomtató körül
Gondoltam, egy bejegyzésben leírom, milyen dolgok vannak a nyomtató körül, amiket nap mint nap használok. Így néz ki nálam a nyomtató környéke:

Szike és lapos szike: ezekkel szoktam óvatosan eltávolítani a tárgyakat, főleg, ha nagyobb felületen tapad, és nem mozdul. Általában elegendő az egyik sarkában (ahol nem látszik, ha egy kicsit megsértjük a tárgy szélét) feszegetni a tárgyat, és lepattan legtöbbször. Vigyázzuk, ne karistoljuk össze a tárgyasztalt (üveget vagy kapton fóliát).
Kis csípőfogó: ezzel szoktam a szálat vágni, pl. ha szálat cserélek, akkor a kihúzott szál végét le kell csípni, mert az olvadt lesz.

Fogkefe: ezzel szoktam a fúvókáról leszedni a ráragadt szálat (főleg, ha még fel van hevítve). Illetve ezzel lehet tisztítani az extrúder fogaskerekét is, ha meg kell pucolni.
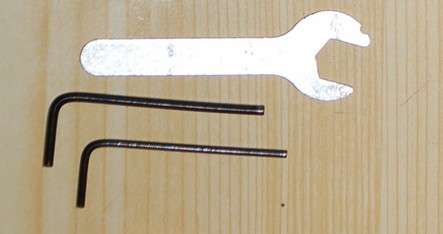
Kis villáskulcs és kétméretű imbuszkulcs: a vastagabb imbuszkulccsal lehet a ventilátort leszedni illetve az extrúder blokkot is lecsavarozni (dupla fúvóka szintezésnél). A vékonyabbal az extrúder műanyag blokkot lehet szétcsavarozni, ha pl. tisztítani kell a fogaskereket. A kis villáskulccsal lehet az egész extrúder száltovábbító menetes csövet leszedni (általában nincs erre szükség).
Papírlap (itt csekk): a tárgyasztal szintezéshez szoktam használni. Ha minden sarokban kicsit súrlódik / szorul, egyforma mértékben, akkor valószínűleg jó a szintezés. A folyamatról bővebben a weboldalunkon illetve egy későbbi bejegyzésben is beszámolunk.
Kis szemetes vödör: a nem sikerült darabokat és a Makerware által nyomtatás elején húzott szálcsíkot egy ilyen kis porkávés vödörbe gyűjtöm, majd egy idő után ürítem.

Ezeken kívül használok még 100%-os acetont a tárgyasztal tisztítására (kapton fólia esetén), illetve Fructis hajlakkot PLA-val való nyomtatáshoz.
Házmakett nyomtatása, avagy mire lehet használni még egy 3D nyomtatót?




Nem titkolt szándékunk, hogy olyan használatát szeretnénk bemutatni a 3D nyomtatónak, amivel olyas valakinek is megérheti 3D nyomtatót vásárolni, aki nem ipari tervezésre használná, hanem a mindennapi munkájához, pl. szemléltetéshez. Ebben az esetben egy házmakettet nyomtattam, bizonyítva, hogy pl. egy tervező / építész irodának is mégérheti 3D nyomtatót vásárolnia, mert szerintem nagyon szépen lehet kézzelfogható maketteket készíteni, egyszerűen és relatíve olcsón.
Az eredeti modellt 50%-ára csökkentettem, hogy egyszerre ki tudjam nyomtatni a 3 részét. Így is (az átlagnál kicsit lassabb sebességgel) 5 órát tartott a nyomtatás, 0.2mm-es rétegvastagság mellett. De szerintem nagyon szép lett az eredmény. És hogy mennyibe kerül egy ilyen makett? Ha jól emlékszem a Makerware szerint 80 gramm anyag volt szükséges, ez kb. 800 Ft anyagköltség.
Ennél a nyomtatásnál egyébként csak arra kellett figyelni, hogy a tárgyasztal széle felé is jó legyen a tapadás, tehát hogy a szintezettség jó legyen. Biztos ami biztos, egy kis hajlakkot még fújtam a tárgyasztalra nyomtatás előtt nem sokkal.
A későbbiekben is szeretnénk bemutatni olyan lehetőségeket, hogy milyen felhasználása lehet egy 3D nyomtatónak.